全尺寸检测报告(模板)
全尺寸检查报告
15 16 12-3 17 18 12-4 19 20 12-5 21 22 12-6 23 24 12-7 25 26 27 28 29 30 31 32
三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪
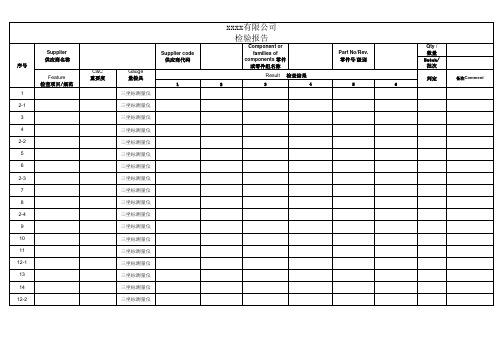
xxxx有限公司 检验报告
Supplier 供应商名称 序号 Feature 检查项目/规范 1 2-1 3 4 2-2 5 6 2-3 7 8 2-4 9 10 11 12-1 13 14 12-2 C&C 重要度 Gauge 量检具 1 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 三坐标测量仪 2 Supplier code 供应商代码 Component or families of components 零件 或零件组名称 Result 3 检查结果 4 5 6 Part No/Rev. 零件号/级别 Qty / 数量 Batch/ 批次 判定
供应商检测人员 日期 保存地点 :质保部 保存期限:3年
审核 日期 保存方式:电子版本
批准 日期
全尺寸检测报告
上差 下差 Measured note
测量尺寸Measured Dimension
Deviation from Nominal
NO. Dimension +TOL -Tol 位置
工具 样品1
样品2
样品3
样品4
样品5 平均值
1
2
3
4
5
Location Tool Sample1 Sample2 Sample3 Sample4 Sample5 Mean
20
2D
21
2D
22
2D
23
2D
24
2D
25
2D
26
2D
27
2D
28
2D
29
2D
30
2D
31
2D
32
2D
33
2D
34
2D
35
2D
36
2D
37
2D
38
2D
% Tolerance
UPPER
LOWER
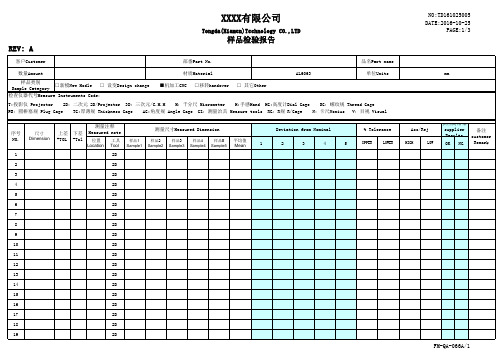
NO:TD161025005 DATE:2016-10-25
PAGE:2/3
mm
Acc/Rej
HIGH
LOW
检查仪器代号Measure Instruments Code:
■机加工CNC □移转handover □ 其它Other
T:投影仪 Projector 2D:二次元 2D/Projector 3D:三次元/C.M.M M:千分尺 Micrometer H:手感Hand HG:高度计Dial Gage SG:螺纹规 Thread Gage PB:圆棒塞规 Plug Gage TG:厚薄规 Thickness Gage AG:角度规 Angle Gage GZ:测量治具 Measure tools RG:R规 R/Gage N:卡尺Nonius V:目视 Visual
全尺寸测量报告
全尺寸测量报告
全尺寸测量报告
1. 测量目的:
本次全尺寸测量旨在对所测物体的各个尺寸进行准确测量,以获取详细的尺寸数据,供后续设计和制造等工作使用。
2. 测量对象:
测量对象为 ___________(填写测量对象名称)。
3. 测量工具:
本次测量使用的工具有:卷尺、游标卡尺、角度量规等。
4. 测量方法:
采用直接测量方法,根据测量对象的形状和特点,选用合适的测量工具进行测量。
5. 测量结果:
根据测量,得到的主要尺寸数据如下:
- 尺寸1: ________(填写测量结果1)
- 尺寸2: ________(填写测量结果2)
- 尺寸3: ________(填写测量结果3)
(以此类推,根据实际测量结果填写)
详细的尺寸数据请参见附图。
6. 测量误差:
本次测量的不确定度为_________(填写不确定度),测量
误差在合理范围内。
7. 结论:
综合测量结果和误差分析,可以得出该物体的尺寸满足要求,可以作为设计和制造的依据。
8. 备注:
在测量过程中,需要注意的问题或异常情况可在此备注栏中
填写。
全尺寸检验报告样板

1
2
3
4
5
工具 1
2
4
5 工具
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
判定: OK
判定:
NG
OK
NG
品名 料号 图号 材质
检查
检验次 此寸要求
1 2 3 4 5 6 7 8 9 10 11 12 13
模具类型 制造者 模穴
送样次数
全检表
□样品 ■正式
第1次
全检数量 全检日期 送样数量 送样日期
品名 料号 图号 材质
全检表
模具类型 制造者
□样品 ■正式
模穴
1穴
送样次数
第1次
全检数量 全检日期 送样数量 送样日期
纳 入 状 态
时间
■新品 □修改 □修理
测定工具:A:游标卡尺 B:投影机 C:高度规(百分表) D:工具显微镜 E:千分尺 F:规块 G:其它
检验次
供应商:文
检查
客户:
检查
检 此寸要求
测定工具:A:游标卡尺 B:投影机 C:高度规(百分表) D:工具显微镜 E:千分尺 F:规块 G:其它
供应商:
客户:
检查
1
2
3
4
5
工具
全尺寸检测报告
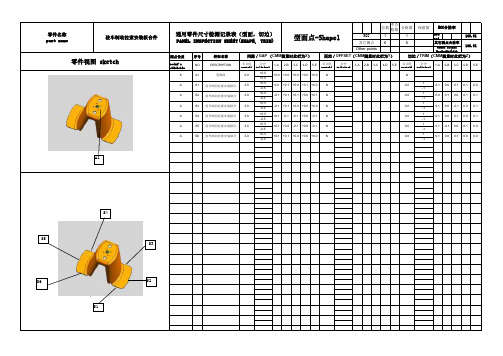
总数不合格数合格数保留数11KCC points accep66测点性质序号point's character NO名义值nominal公差tolerance1-A2-B3-C4-D5-E名义值nominal公差tolerance1-A2-B3-C4-D5-E名义值nominal公差tolerance1-A2-B3-C4-D5-E +0.0+0.0+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1+0.51-0.5-1型面点-Shape1零件视图 sketch 通用零件尺寸检测记录表(型面,切边)PANEL INSPECTION SHEET(SHAPE, TRIM)驻车制动拉索安装贴合驻车制动拉索安装贴合驻车制动拉索安装贴合驻车制动拉索安装贴合驻车制动拉索安装贴合基准面驻车制动拉索安装贴合0.00.10.10.10.00.00.00.10.10.00.00.10.10.0-0.10.10.00.10.00.00.10.00.0-0.10.10.00.10.10.10.10.0N0.00.00.00.00.0NNNNNNN+0.0+0.0+0.1+0.0-0.1-0.1+0.0+0.0+0.0+0.1+0.0+0.0+0.0+0.0+0.0+0.0+0.1+0.0-0.1-0.1+0.0+0.1+0.0+0.1+0.1+0.1-0.1+0.0+0.00.0-0.1-0.1+0.1+0.1+0.13.03.03.0A1S1S2S3S4S5S6AAA零件名称part name驻车制动拉索安装板合件K A A A特征名称间隙/GAP (CMM测量时此栏为X)面差/OFFSET(CMM测量时此栏为Y)切边/TRIM(CMM测量时此栏为Z)DESCRIPTION0.03.03.03.0KCC合格率KCC100.0%其它测点其它测点合格率Other points Other pointsacceptability100.0%A1S1S3S6S1S4S5S2。
全尺寸检测性能试验报告表
OK
OK
OK
OK
OK
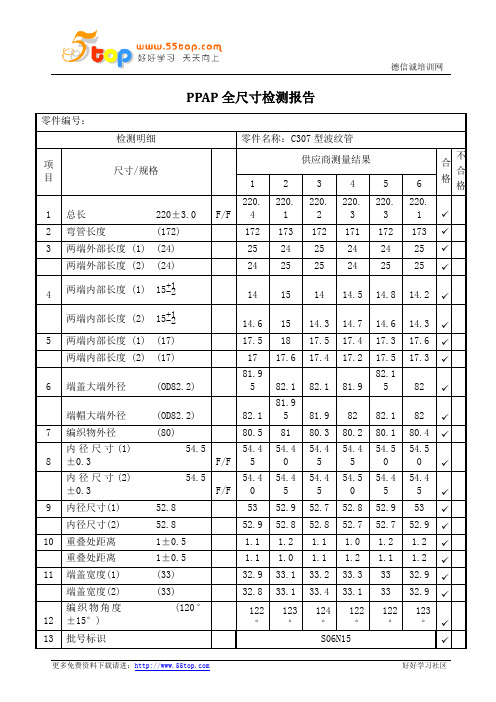
17
延伸检测S/R 12-19mm
15.76
13.72
14.35
14.06
13.92
14.02
18
材料检验
见材料检验报告
零件编号:
检验明细
零件名称:V250波纹管
检验类别
材料规格编号日期/特殊要求
供应商检验结果
合格
不合格
波纹管
见性能测试中心附表
STS 321(1.4541)
81.95
81.9
82
82.1
82
7
编织物外径(80)
80.5
81
80.3
80.2
80.1
80.4
8
内径尺寸(1)54.5±0.3
F/F
54.45
54.40
54.45
54.45
54.50
54.50
内径尺寸(2)54.5±0.3
F/F
54.40
54.45
54.45
54.50
54.45
54.45
9
内径尺寸(1)52.8
v250波纹管编号测试内容频次测试数量供应商测试结果及测试条件合格不合格寿命测试3比对试验分析表比对产品检验编号规格型号检验编号检验方法比对单位检验项目检验依据比对结果分析
PPAP
零件编号:
检测明细
零件名称:C307型波纹管
项目
尺寸/规格
供应商测量结果
合
格
不
合
格
1
2
3
4
5
6
1
总长220±3.0
F/F
全尺寸检验报告模板
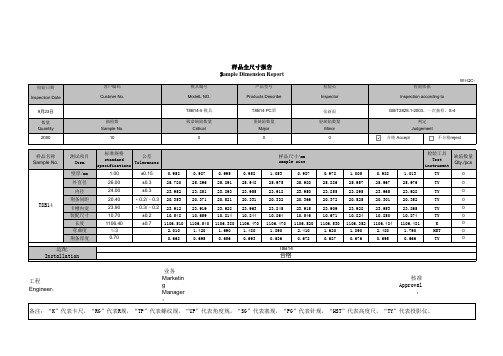
WI-QC-检验日期Inspection Date9月23日数量Quantity 2000样品名称Sample No.测试项目Item 标准规格standardspecifications公差Tolerances检验工具Testinstrument缺陷数量Qty./pcs壁厚/mm 1.00±0.150.9580.9870.9950.958 1.0530.9870.978 1.0050.988 1.013TY 0外直径26.00±0.325.78025.89625.89125.94825.97525.98025.88625.95725.96725.976TY 0内径24.00±0.323.95223.85123.89323.95523.91823.95023.85523.89523.96523.928TY 0荆条间距20.40﹢0.2/﹣0.320.35320.37120.52120.33120.33220.36620.37220.52520.30120.352TY 0卡槽内宽23.90﹢0.3/﹣0.223.91223.91923.92823.96323.84523.91523.90923.92823.95323.865TY 0装配尺寸10.70±0.210.54810.65910.81410.84410.86410.54610.67110.82410.85010.874TY 0长度1106.40±0.71106.5101106.5401106.3801106.4701106.4701106.5201106.5301106.3521106.4841106.481K 0弯曲度≤3 2.010 1.420 1.690 1.480 1.890 2.410 1.620 1.890 2.480 1.790HST 0荆条厚度0.700.6680.6950.6560.6930.6360.6780.6870.6760.6950.666TY工程Engineer :业务Marketin gManager :核准Approval:判定JudgementInspector 检验员张新雨轻缺陷数量Minor 检验依据Inspection according to GB/T2828.1-2003,一次抽样,S-4Sample No.适配InstallationT8B14T8B14Critical 样品尺寸/mm sample size 不合格rejectMajor 0合格 Accept抽检数致命缺陷数量Products Describe 产品型号T8B14 PC 罩重缺陷数量样品全尺寸报告S ample Dimension Report模具编号ModelL NO.T8B14-5 模具客户编码Custmer No.备注:“K”代表卡尺,“RG”代表R规,“TP”代表螺纹规,“UP”代表角度规,“SG”代表塞规,“PG”代表针规,“HST”代表高度尺,“TY”代表投影仪。
全尺寸测量报告模板
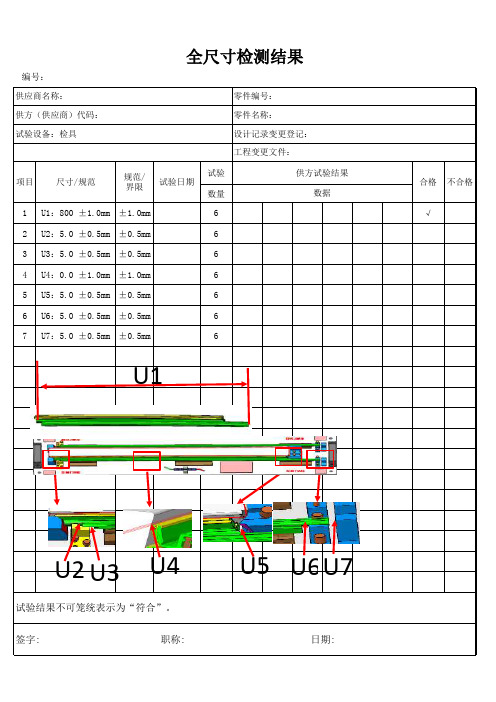
编号:
供应商名称: 供方(供应商)代码:
零件编号: 零件名称:
试验设备:检具
设计记录变更登记: 工程变更文件:
项目 尺寸/规范
规范/ 界限
试验日期
试验 数量
供方试验结果 数据
1 U1:800 ±1.0mm ±1.0mm
6
2 U2:5.0 ±0.5mm ±0.5mm
6
3 U3:5.0 ±0.5mm ±0.5mm
6
4 U4:0.0 ±1.0mm ±1.0mmmm
6
6 U6:5.0 ±0.5mm ±0.5mm
6
7 U7:5.0 ±0.5mm ±0.5mm
6
U1
合格 不合格 √
U2 U3 U4
试验结果不可笼统表示为“符合”。
签字:
职称:
U5 U6U7
日期:
8.2.4.1全尺寸检验和功能试验 应根据适用的顾客工程材料及性能标准,按控制计划的规定,对每一种产品进行全尺寸检验和功能验证 。其结果应可供顾客评审。 注:全尺寸检验是对设计记录上显示的所有产品尺寸进行完善的测量。 全尺寸检验是对设计记录上显示的所有产品尺寸进行完善的测量,除非在顾客已批准的控制计划中另有 检验 频次规定,否则有些顾客可能要求每年都对所有产品进行一次全尺寸检验。 功能试验:是指确认零件符合顾客和组织的所有技术性能和材料要求进行的试验。 除非顾客已批准的控制计划中另有检验频次规定,否则有些顾客可能要求每年都对所有产品进行功能试 验。
全尺寸检验格式模板

Engineering Disposition(工程处理措 施)
New(新): Revised(修订): Resubmission(重 新提交):
Location (图区)
1#
2#
3#
1#
2#
3#
ቤተ መጻሕፍቲ ባይዱ
25.00
25.00
0.20
-0.20
25.00
25.00
25.10
0.00
0.00
0.10
25.03
50%
0%
注: 测试工具: A.卡尺 B.投影机 C.针规 D.角度规 E.千分尺 F.牙规 G.硬度机 H.厚薄规 I.目视 J.放大镜 K. 三次元 L.手 M.粗糙度仪 N.深度尺 O.高度尺 QR-048-B/2
全尺寸检测报告
Drawing Number(图号): Part Name(零件名): Revision(复审): Drawing Specifications(图纸要求规格) Item (项 目) Nominal (设计尺 寸) Center (尺寸中 心) U deviation L deviation (上公 (下公差) 差) Supplier(供应商) : Submission No (提交编号): Material Spec(材料规格) : Inspection Results(测量结果数据) Sample Number(测量样品编号) Deviation from Center(与尺寸中心偏差) Date(日期): Cavity / Tool #(模穴号) : Inspector(测量员): Inspection Analysis(测量数据分析) % Tolerance(公差值 Acc/Rej(允收/ Inspection Mean(测 的百分比) 拒收) Method(测 量样品尺 量方法) Upper Lower(下 寸平均 High Low 值) (上差) 差) Supplier Remarks(供 应商附注)
产品全尺寸检验报告
引言概述产品全尺寸检验报告的目的是对产品的尺寸进行全面的检验和评估,确保产品符合设计要求和质量标准。
本报告旨在对产品的尺寸检验过程、测试方法、检验结果等方面进行详细介绍,为产品的研发、生产和质量控制提供参考依据。
正文内容一、尺寸检验的重要性1.1尺寸检验在产品质量控制中的作用1.2尺寸检验对产品性能和可靠性的影响二、尺寸检验的方法和流程2.1尺寸检验的基本原则2.2尺寸检验的常用仪器设备和工具2.3尺寸检验的具体流程和步骤三、尺寸检验的技术要点3.1尺寸检验的准确性和精确度要求3.2尺寸检验的可重复性和稳定性要求3.3尺寸检验的合格标准和判定方法四、尺寸检验的常见问题及对策4.1尺寸偏差过大或过小的原因及解决方法4.2尺寸测量误差的来源及纠正措施4.3尺寸检验过程中可能出现的误判和漏检问题五、尺寸检验的优化与改进5.1尺寸检验过程中的测量技术优化5.2尺寸检验过程中的自动化和智能化改进5.3尺寸检验的数据处理与分析方法小点详细阐述一、尺寸检验的重要性1.1尺寸检验在产品质量控制中的作用介绍产品质量控制的重要性,尺寸检验在其中的地位和作用解释尺寸检验对于确保产品性能、可靠性和持久性的重要性1.2尺寸检验对产品性能和可靠性的影响分析尺寸不合格对产品性能和可靠性的影响举例说明尺寸合格性与产品质量之间的关系二、尺寸检验的方法和流程2.1尺寸检验的基本原则介绍尺寸检验的基本原则,如准确性、可重复性、稳定性等强调尺寸检验的科学性和标准化要求2.2尺寸检验的常用仪器设备和工具介绍常用的尺寸检验仪器设备,如千分尺、千分尺、光学投影仪等说明每种仪器设备的适用范围和操作方法2.3尺寸检验的具体流程和步骤详细描述尺寸检验的具体流程,包括准备工作、测量操作、数据记录等强调每个步骤的重要性和操作规范三、尺寸检验的技术要点3.1尺寸检验的准确性和精确度要求解释准确性和精确度的概念,以及在尺寸检验中的应用强调准确性和精确度对尺寸检验结果的影响和要求3.2尺寸检验的可重复性和稳定性要求解释可重复性和稳定性的概念,以及在尺寸检验中的应用分析可重复性和稳定性对尺寸检验结果的影响和要求3.3尺寸检验的合格标准和判定方法介绍尺寸检验的合格标准,如允许偏差、公差等解释尺寸检验的判定方法,如一致性判定、比较法等四、尺寸检验的常见问题及对策4.1尺寸偏差过大或过小的原因及解决方法分析尺寸偏差过大或过小的可能原因,如生产工艺、测量误差等提出针对性的解决方法,如优化工艺、提高仪器精度等4.2尺寸测量误差的来源及纠正措施详细解释尺寸测量误差的来源,如人为误差、仪器误差等提出纠正措施,如培训操作人员、校准仪器设备等4.3尺寸检验过程中可能出现的误判和漏检问题分析尺寸检验过程中可能出现的误判和漏检问题的原因提出防止误判和漏检的措施,如增加复检环节、加强工序监控等五、尺寸检验的优化与改进5.1尺寸检验过程中的测量技术优化探讨尺寸检验过程中的测量技术优化方法,如精度改进、方法改进等强调测量技术优化对提高尺寸检验效率和准确性的作用5.2尺寸检验过程中的自动化和智能化改进介绍尺寸检验过程中的自动化和智能化改进方法,如自动测量系统、智能判定系统等分析自动化和智能化改进对尺寸检验效率和准确性的影响5.3尺寸检验的数据处理与分析方法提出尺寸检验的数据处理与分析方法,如统计分析、异常分析等说明数据处理与分析方法对尺寸检验结果的评估和判定的重要性总结本文对产品全尺寸检验的过程、方法、要点以及常见问题进行了详细阐述。
全尺寸报告表(中英文+公式)_1.6.9

-80%
X
-20% 85%
-10% 120%
√
R
1.53 -0.1
1.650
X
17
Page 1 / 1
此处是高度, 可填可不填
项目编号 Mxxxxxx8 Project 检验员 xxxxxxx Inspector 检验日期 xxxx.xx.xx Inspection Date 尺寸 Dimension 公差 Tol.
图纸尺寸要求
数量 5 pcs Quantity 审核 xxxxxxx Verifier 审核日期 2018.2.10 Verification Date 实测值 Measured Value
xxxxxxxxxxxxxxxxxx有限公司
xxxxxxxxxxxxxxxxxx Co.,Ltd
全尺寸检验报告 Dimensions Inspection Report
产品名称 上盖 Part name COVER 产品图号 12xxxxxxxx1 Part number 产品图版本 00 Version 序号 Ref. No. 1 Roughness 粗糙度Ra 2 Roughness 位置度 3 Position 最小值 4 Min. 最大值 5 Max. 直径 6 Diameter 7
此处是名义尺寸 无公差
160.00 160.144 160.00 159.876
公式则不对其进行评价
"尺寸/公差" 这两栏必须打字输入, 不能插入 图片或其他形式,否则之后的公式计算会出
0.1
1.63 1.410 1.43 1.63 1.510 1.43 1.63 1.615 1.43
-120%
R
1.53 -0.1 0.1
全尺寸测量报告(一)2024
全尺寸测量报告(一)引言概述:全尺寸测量报告(一)是针对某一特定产品的尺寸测量结果的详细分析报告。
通过对该产品进行全面而准确的测量,我们旨在提供可靠的数据支持,帮助客户评估产品的准确性和质量。
本报告将从测量方法、测量结果及其分析、测量误差、数据可靠性和测量建议等五个大点进行阐述。
正文:一、测量方法1.选择适当的测量工具和设备:确保选择合适的尺寸测量仪器和设备,如千分尺、卡尺、投影仪等;2.标定测量工具:在使用之前,对测量工具进行必要的标定,以确保测量结果的准确性;3.合适的测量环境:确保测量环境的稳定性,如温度、湿度等对测量结果的影响。
二、测量结果及其分析1.列举测量结果:按照设计要求,对产品进行全尺寸测量,并记录下各个尺寸的测量结果;2.分析测量结果:根据产品的设计规范,对测量结果进行分析,判断其是否符合要求;3.比较与标准值的差异:将测量结果与标准值进行比较,分析其差异,并找出可能存在的问题。
三、测量误差1.引入误差的原因:分析可能引入测量误差的原因,如人为误差、仪器误差等;2.评估测量误差的大小:通过统计方法,评估测量误差的大小,确定其对结果的影响;3.提出减小误差的建议:根据评估结果,提出减小测量误差的建议,如改进测量方法、使用更精确的设备等。
四、数据可靠性1.数据采集过程的记录:详细记录数据采集过程,包括测量时间、测量人员等信息;2.数据分析的可靠性:确保数据分析过程的准确性和可靠性,避免主观误差的干扰;3.数据验证的方法:采用不同的方法对数据进行验证,以确保其真实性和可信度。
五、测量建议1.改进测量方法:根据测量结果和误差评估,提出改进测量方法的建议,以提高测量准确性;2.优化测量设备:评估现有测量设备的性能,并提出优化建议,确保测量结果的可靠性;3.加强培训和管理:加强员工的培训和管理,提高他们的测量技能和意识。
总结:通过全尺寸测量报告(一),我们对某一特定产品的尺寸测量结果进行了详细的分析和分析。
全尺寸检测报告
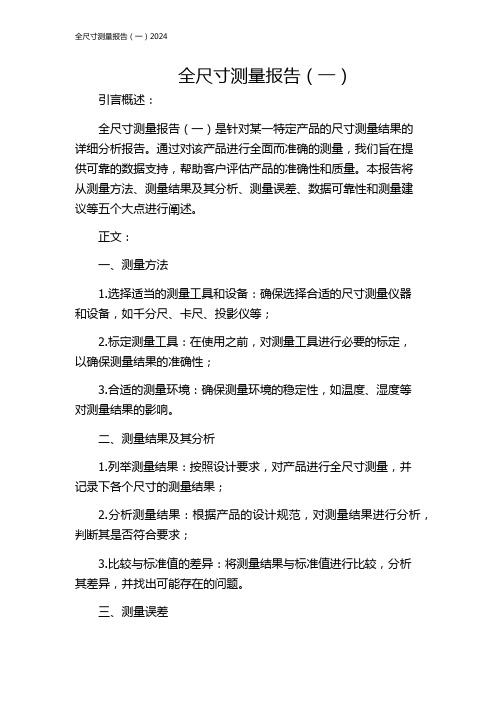
31.82 31.32 25/Mar/16
1
31.563
√
12 19.87
20.12 19.62 25/Mar/16
1
19.862
√
13 4.23
4.48
3.98 25/Mar/16
1
4.299
√
14 15.83
16.08 15.58 25/Mar/16
1
15.812
√
15 28.05
28.3
27.8 25/Mar/16
25/Mar/16
1
T2 d1.0
25/Mar/16
1
T3 d1.25
25/Mar/16
1
T4 FOR RIBS…… T5 d0.5 T6 d0.76 T7 d1.00
25/Mar/16
1
25/Mar/16
1
25/Mar/16
1
25/Mar/16
1
T8 R7.25~7.75
7.75
7.25 25/Mar/16
gauge 尺寸/规范
Item Dimention/Specification
Production Part Approval Dimentional Test Results
零件号 Part Number: 零件名称 Part Name:BDY ASY-TRANS FRT OIL PMP 设计记录更改 等级 Design
7 52.55
52.93 52.17 25/Mar/16
1
52.604
√
8 47.74
47.99 47.49 25/Mar/16
1
47.777
√
9 44.91
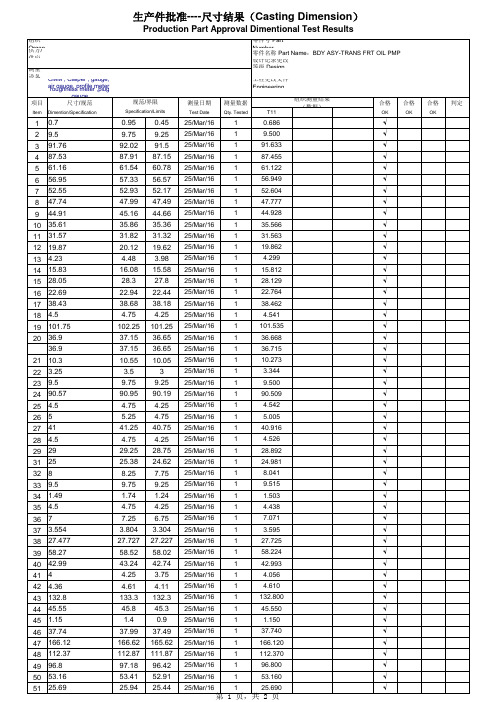
全尺寸测试报告
规格上限
4.85 111.5 16.3 141.3 95.7 98.5 5.6 100.55 12.95 52.34
规格下限
4.45 110.9 15.7 140.7 95.1 97.9
5.1 99.95 12.35 51.74
1
4.40 111.00 15.90 140.80 95.30 98.00
全尺寸测试报告
测试项目:
规格下限
26.5 18.4 187.2 12.71 99.83 97.36 100.44 104.12 12.2 97.9 140.7 110.9 15.7 70.5 66.35 12.54 9.63 6.8
1
26.80 18.50 187.20 13.10 99.90 97.40 100.20 104.60 12.30 97.90 140.80 110.90 15.80 70.70 66.50 12.60 9.70 6.80
科技有限公司
ITEM
PIMLASOST
产品型号:
东南V3
产品规格
1
26.8±0.3
2
18.7±0.3
3
187.5±0.3
4
13.01±0.3
5
100.13±0.3
6
97.66±0.3
7
100.74±0.3
8
104.42±0.3
9
12.50±0.3
1
12
111.20±0.3
判定结果
OK
NG
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○