一种筛管梯形缝的激光切割方法
激光加工梯形缝筛管

52 激 光 加 工 .
( ) 要随 时监 控 “ 度头 ” 1 分 磨损程 度 , 度误差 大于 精
的问题 , 长一 段时间是 困扰激光加 工筛管行业 的拦 很
世界油 田现在有相 当数量 的油井 已进入采油 中后 期, 出油逐年减少 , 了挖 掘老井的潜力 , 油行业正 为 石 在着 手解决 出油逐年减少 的问题 。有的交换业 主 , 有 的侧钻水平井 , 以延伸其地下集油范 围, 不管是否交换
长、 宽尺 寸 , 据实 践证 明切割 时编 程数据 应适 量增或
而一般竖井采用 圆形缝 ( ) 孔 筛管代替爆破射孔免除弹
射孔带来 的许多烦恼 , 为此 , 国内外亦 广泛推广使用 。 w . lj c i m lt t j jj o j @t . r y y cn
减, 以满 足合 同要求 的切割长 、 宽数值 , 设定程序 然后
41 严 格 按 照 加 工 工 艺 流程 图进 行 加 工 .
筛管广泛应用于石油勘探 的老井再生 ,新 打油井
及探 ( 验 ) , 试 井 海上石 油开采 井和 抽油管 , 于水平 用 井、 侧钻井 、 向分枝井或裸 眼 、 径 砾石充填筛管完井 , 进 行有限度 的防砂 。在人们的 日常生活 中, 地热井 、 盐水
3 用 途
31 油 田老 井再 生 .
随着国际石油价格的增涨 ,开采者要增加每 口井
的采油率以减小 占地 、 节省管体 、 减少打井 费用进而降
低采油成本 , 以追求更大利润。原水平井采用机械 、 激 光等办法加工矩形缝筛管 , 因渗透率 问题 , 机械割缝及 筛 网筛 管弥补 了矩形缝筛管 的不足 , 而激光 因为光束
天淬 管 幺
⑨ ③年 第s 总 ⑨ ⑥ 期 第 母期
割缝筛管的激光切割
割缝筛管的激光切割
茹冰伟;杨贺来
【期刊名称】《新技术新工艺》
【年(卷),期】2005(000)006
【摘要】利用激光切割筛管的原理和割缝筛管数控激光加工机床,采用复合变位法和特殊的工艺方案解决了梯形缝和宽缝加工的技术难题,加工出了合格的割缝筛管.分析了激光切割筛管过程中常见的质量缺陷及产生的原因,并提出了工艺解决方案.【总页数】2页(P56-57)
【作者】茹冰伟;杨贺来
【作者单位】北京航空航天大学,100083;北京航空航天大学,100083
【正文语种】中文
【中图分类】TG665
【相关文献】
1.激光割缝筛管--压裂砾石填充防砂工艺技术 [J], 李天降;张建军
2.激光切割石油割缝筛管 [J], 李宇顺
3.梯形缝割缝筛管激光加工技术及装备 [J], 陈静;杨贺来
4.割缝筛管的激光切割 [J], 茹冰伟;杨贺来
5.数控激光机床割缝筛管加工仿真系统的开发与研究 [J], 王新峰;杨贺来
因版权原因,仅展示原文概要,查看原文内容请购买。
复合防砂筛管割缝激光加工工艺研究

油气 井 出砂 是 当前 困扰 疏 松砂 岩油 藏开 采 的重要 问题 ,它 极大 影 响着
油 田生 产 的顺利 进行 ,因而 ,各 种 防砂 机械 及 防砂 方法 的研 制一 直 是众 多
科 研 院所 的重 要课题 。 目前 , 国 内外油 田上 广泛 使 用的 防砂 筛管 的 割缝 多
为矩 形 和单 梯形 割缝 筛 管 ,这种 割缝 加 工简 单 ,但 易造 成砂 粒堵 塞 ,降 低
个 梯形 面,加 工完 成 一条完 整的梯 形缝 ;7 )按 照 同样 的操作 ,周而 复始 ,
便 可完 成整根 筛管 的加 工 。
30m 0 m  ̄缝形 截面主 要为 矩形 和梯 形 。切割 时,利 用经 聚焦 的高密 度激 光柬 照射 筛管 需要 加 工部位 ,同时 辅助 同轴 吹 氧 ,激光 束 的能 量被 材料 吸 收 , 引起 照 射 处 材料 表 面 温 度 急剧 上 升 , 使管 体 材 料 熔 融 或汽 化 ,并 形成 孔 洞。 当光 束与 工件 沿一 定 轨迹 作相 对运 动 时 ,就可 在 管体 上加 工 出一 定形
[ 关键词] 复合防砂筛管
中图分类号:T 2 文献标识码 :A 文章编号:1 7 - 7 9 2 1 )0 1 1 2 1 U 1 5 7( 0 O 2 0 1 —0 6
0引
于过 管轴 的垂直 面 内,并 使切割 头气 体喷 嘴位 于管 体最 高点处 ;3 )在机 床 z 向移动 切割 头 ,使焦 点位于 穿孔 位置 上 ,并调整 切割 头喷 嘴与筛 管表 面的 距 离 到预 设值 ;4 )将筛 管 逆 时针旋 转 n角 ( a等 于梯 形缝 锥度 的 12 ,使 /) 缝隙 的 ~个 梯形 面处 于 竖直 位置 ,切 割 头 向左平 移 6=D 2 sn A(为 (/ ) i a— D
激光加工梯形缝筛管的简介

激光加工梯形缝筛管的简介激光加工是目前最先进的加工技术之一,它凭借着其高精度、高效率和无接触等特点,广泛应用于许多领域,例如铁路、食品、医药和工业等行业。
本篇文档将介绍激光加工梯形缝筛管的基本概念,优点和应用场景。
一、梯形缝筛管的基本概念梯形缝筛管是由各种规格的钢板通过模具冲裁成不同长度的带孔矩形板,然后将各段截面形成梯形缝,通过焊接、镀锌、喷涂等方式拼接成管体,最后组装而成。
二、梯形缝筛管的优点1、筛分精度高:梯形缝筛管根据筛板的缝宽和高度不同,能够过滤不同大小的杂质和颗粒,可实现针对性的筛分,避免出现漏筛和错筛现象。
2、使用寿命长:梯形缝筛管的钢板外壳具有良好的抗腐蚀性和耐磨性,不易受到外界损伤,使用寿命长,降低了更换维修成本。
3、过滤面积大:梯形缝筛管的设计可使过滤面积更大,能够满足大流量工艺流程的需要,提高生产效率。
4、自清洁能力强:梯形缝筛管的梯形缝板自清洁能力非常强,筛分效率高,且不易堵塞。
5、外形美观:梯形缝筛管采用了模板冲裁技术,将筛板加工成各种规则的梯形缝,外形美观,方面更美化环境。
三、梯形缝筛管的应用场景1、糖厂:糖厂对糖料的要求比较高,通过梯形缝筛管可以去掉一些杂质,保证产品质量。
2、污水处理:梯形缝筛管可以过滤污水中的杂质和沉淀物,保证排放的水质达标。
3、石油化工:梯形缝筛管可以过滤石油化工生产过程中的重油、焦渣等杂质,延长设备使用寿命。
4、水泥工业:水泥工业的生产中需要保证原材料的纯度,梯形缝筛管可以去除原料中的杂质,保证产品的质量。
总的来说,梯形缝筛管的采用能够保证产品的质量,提高生产效率和设备使用寿命。
激光加工梯形缝筛管凭借着其高精度和高效率,可以为工业制造提供更优质的服务。
关于完井用割缝管梯形缝加工研究
采用激光切割完井用割缝管是激光切割技术在石化行业中的典型应用之一。
石油钻探过程中,疏松地层防砂是油井完井和采油工程设计中最关键部分之一。
一般是在管子的周边加工大量细小的缝隙来阻挡大部分地砂层。
激光切割的重要特点在于,它可以切割出外宽内窄或者外窄内宽的梯度型切缝,使完井用割缝管具有更好的性能。
1割缝管的性能与规格割缝筛管:割缝筛管按用途可分两大类:即石油割缝管和采水割缝管,分别采用各种钢级管材。
符合APISpec5CT 及中国石油物资装备总公司《油管套管订货补充条件》的规定,适应各种要求。
“PRS ”筛管(“PRS ”筛管包括:绕丝筒式筛管、直绕丝式筛管、冲缝(孔)筒式筛管)。
绕丝筛管的缝隙可以在基管(油、套管)上精确的任意缠绕,缝宽可以控制在0.15-0.5±0.05㎜以内,能够满足井下防砂的需要。
不锈钢丝具有抗酸、碱、盐腐蚀,缝隙不会因为腐蚀而变宽。
冲缝(孔)筒式筛管的过滤套内部由基管(套、油管)支撑,具有足够的整体强度抵抗地层的挤压变形,即使变形,受压部位的缝隙也不会增大,克服了冲缝筛管在受外部挤压时,受压部位在外力的作用下使缝隙减小或闭合的缺点,因此防砂可靠性高。
镶嵌式筛管:镶嵌式筛管的筛件是采用特殊材料铸成的,所以缝隙较小而且分布均匀,尽管镶嵌在管体内并进行了两次固定,但易脱落[1]。
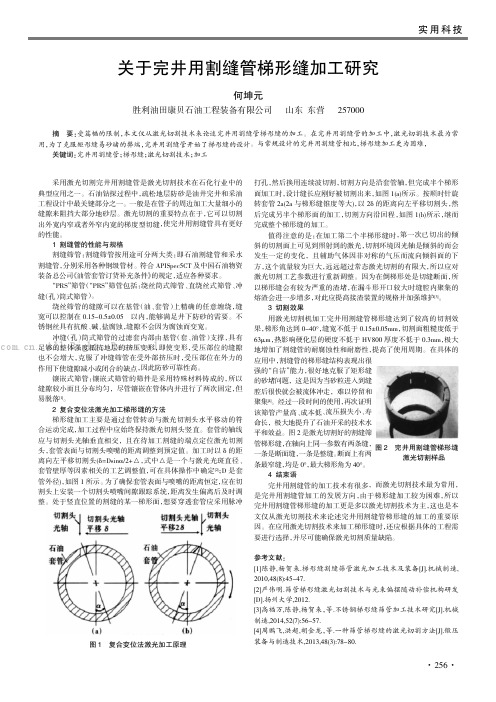
2复合变位法激光加工梯形缝的方法梯形缝加工主要是通过套管转动与激光切割头水平移动的符合运动完成,加工过程中应始终保持激光切割头竖直。
套管的轴线应与切割头光轴垂直相交,且在待加工割缝的端点定位激光切割头,套管表面与切割头喷嘴的距离调整到预定值。
加工时以δ的距离向左平移切割头(δ=Dsinα/2+△,式中△是一个与激光光斑直径、套管壁厚等因素相关的工艺调整值,可在具体操作中确定[2];D 是套管外径),如图1所示。
为了确保套管表面与喷嘴的距离恒定,应在切割头上安装一个切割头喷嘴间隙跟踪系统,距离发生偏离后及时调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 0lHale Waihona Puke 2 — 0 8 —1 7 缝
4 . 被加工管
5 . 复 切 缝 法 线 2间 的 夹 角 , 即 入 射 角
周鹏飞( 1 9 8 3 一 ) , 男, 工程师 , 从事激光切割机研发设计
6 . 理论未切割区
即 ≤6 。 的条 件 下 , 进 行首
管 失 效 停 机 更 换 次 数 ,并 有 助 于 提 高 抽 油 机 等 生 产 效 率 。梯形 缝筛 管 的这些 高性 能指 标使 其具 有 极其
广 阔 的 应 用 背 景 ,该 产 品 拥 有 年 需 4 0 ~ 5 0万 米 的市
场 需求 , 产值 5 - 6亿 人 民 币 , 是极 具 开发价 值 的新产 品 。与此 同时 , 与梯 形缝 筛管 制造 相关 的技 术 , 即梯
管 相 比 ,梯 形 缝 筛 管 不 易 沙 塞 ,可 将 防 沙 效 果 提 高 2 ~ 3倍 , 渗 入 流 阻 降 低 1倍 以 上 , 因而 能有 效 减 少筛
梯 形 缝 筛 管 的规 模 化 生 产 具 有 一 定 的 推 动 作 用 。
1 梯 形缝 激光 切 割成形 方法原 理
形。
( a ) ( b )
运 动 时 即 可 在 套 管 上 切 割 出 缝 来 闭。
文 结 合 公 司 MT L 3 0 1 5型 数 控 激 光 切 管 机 研
,
本 项 目所 采 用 的 筛 管
采 用一 种原 理上 更先进 、 工 艺 上 更 易 实 现 的
图 2 激光偏 摆同缝 复切加工 梯 形 缝 激 光 切 割 方 法 如 图 1 . 激光 束 2 . 切 点法 线 3 . 首 2所 示 。在 激 光 束 1与 切 点
另 一 种 是 激 光 切 割 成 形 方 法 ,激 光 切 筛 管 是 利 用 聚 焦 高 功 率 密 度 激 光 束 照 射 在 筛 管 上 ,在 超 过 激
光 阈值 的 激 光 功 率 密 度 的 前 提 下 ,激 光 束 的 能 量 以
防沙效 果 、 流 阻 等 主 要 性 能
指 标 影 响不 大 。 因此 对 梯 形缝 的截 面形 状 并 无 严 格
g D 一
图 1 梯形缝筛管结构图
外径 , | ——管 长 占 一 壁 厚 z ——缝 长
面, 所 以切 缝 的 内外 缝 长不 等 , 易形 成 砂堵 ; 产 品 规
格单 一 , 只能切 割 直线矩 形缝 等 _ l 1 。
2 1 、 2 厂
端距
在实 际应用 中 , 梯形缝 筛 管 的通 缝 截 面 的形 状 对
形 通 缝 的加 工 技 术 , 也得 到 了较为 系统 深入 的研 究 。 但 因梯 形 缝 加 工 工 艺 难 度 较 大 ,该 筛 管 至 今 未 实 现
工 业化 生产 。
目前 国 内筛 管 的 加 工 方 法 主 要 有 两 种 :一 种 是 机 械 切 割 ,使 用 片 状 铣 刀 的铣 削 法 和 片 状 砂 轮 的磨 削法 , 这两 种方 法存 在着 许 多不可 克服 的缺 点 , 如 刀 片进 给速 度慢 , 效率 低 ; 刀片 薄 , 强 度低 , 切 割 中易损 坏 ; 刀 片 的 旋 转 轴 线 不 可 能 达 到 并 超 过 管 的 外 壁 表
及工 作 气 体辅 助 切 割 化学 反 应 热 能被 材 料 吸 收 , 由
激 光在 套 管 表 面作 用 点 的 温度 急 剧 升 高 , 工 局 部 熔 化 或 气 化 而 形 成 孔 洞 , 当套 管 和 激 光
要求 , 其截 面形状 可 为等腰
梯形 、 不等 腰梯形 和 直角梯
梯 形 缝 筛 管 的结 构 如 图 1所 示 。 作 为 系列产 品 ,
+ L 具 有 不 同 的 规 格 型 号 。 通 常 筛 管 长I 1 . 5 m~ 1 0 m, 管径
 ̄ 7 3 mm~  ̄1 2 7 mm, 管壁 5 . 5 mm~ 1 0 mm。 其梯 形通缝 呈
“ 外小里 大” 状 , 外缝宽 0 . 2 am~ r 0 . 3 mm, 内缝 要 比外 缝至 少宽 0 . 2 mm 以上 。
中图分 类号 : T G6 6 5
0 引 言
文献标 识 码 : B 同缝 复 切 的激 光 加工 方 法来 实现 梯 形缝 的切 割 , 对
筛 管 为 油 田井 或 水 井 所 使 用 的 液 沙 分 离 器 , 其 上 沿 轴 向排 布 着 密 集 的通 缝 , 用 以防沙 和渗 液 , 其 中 通 缝 截 面 呈 梯 形 的筛 管 即 为 梯 形 缝 筛 管 。 与 其 他 筛
文章编 号 : 1 6 7 2 — 0 1 2 1 ( 2 01 3) 0 3 — 0 0 7 8 — 0 2
一
种 筛 管 梯 形 缝 的 激 光 切 割 方 法
周 鹏 飞 ,洪 超 ,胡 金 龙
( 江 苏 扬 力 数 控 机 床 有 限公 司 , 江苏 扬J , i 、 】2 2 5 1 2 7 ) 摘要 : 采 用 了 一 种 同 缝 复 切 的 激 光 切 割 方 法 来 实 现 筛 管 梯 形 缝 的切 割 , 并对其 加工 原理 和 实施方 法进行 了深 入 研 究 , 为下 一步 的产 品开发 提供 技术 支持 。 关 键词 : 机 械 制造 ; 激光切 割 ; 梯形 缝 ; 同缝 复 切