DB、WBQA资料
DB-DBW,样本说明

1/20有关可提供备件的信息,请访问: /spc先导式溢流阀类型 DB 和 DBW规格 10 至 32组件系列 5X最大工作压力 350 bar 最大流量 650 l/minRC 25802/10.05替代对象:03.03目录特点– 用于底板安装:油口安装面符合 ISO 6264-AR-06-2-A(规格 10), ISO 6264-AS-08-2-A(规格 25), ISO 6264-AT-10-2–A(规格 32)– 用于螺纹连接– 用于安装在油路块中– 4 个用于压力设置的调节元件,可选: • 旋钮• 六角套筒和保护帽 • 带刻度可锁定旋钮 • 带刻度旋钮– 5 个压力级– 通过附带方向滑阀或方向座阀的电磁线圈操作卸载– 重负荷线圈– 防爆线圈(备询)– 换向冲击衰减,可选(仅类型 DBW)– 更多信息: 高性能方向阀RC 23178 和 RC 22058 底板RC 45064H6988 + H6089内容 页码特点 1订货代码 2电缆插座 3符号 4标准型号 4一般说明 5机能,剖面 5, 6技术数据 7特性曲线8, 9单元尺寸 10 到 14类型 DB(W)…E,组件系列 5X 的类型式试验安全阀, 符合压力设备导则 97/23/EC (下文简称为 "PE") 订货代码 15技术偏差数据 16安全注意事项16 到 18订货代码1)DBT/DBWT 与 DBC/DBWC 相对应,但中心油孔被封堵2)所需订货代码仅适用于带附带方向阀的型号(DBW)。
3)材料编号为 R900008158 的 H 钥匙包括在供货范围内。
4)数据表 RC 23178(方向滑阀)或 RC 22058(方向座阀)5)电缆插座,单独定购,请参阅第 3 页。
6)所需订货代码仅适用于带附带方向阀的型号和换向冲击衰减特点(DBW…/…S…)。
7)可能仅高达压力级 315 bar8)所需连字符 "–" 仅适用于带附带方向阀的型号(DBW),不带 "U" 或 "S" 指示。
质量体系QA手册QA工作手册

制药厂QA工作手册药厂GMP质量体系对QA的总要求1.物料的质量控制管理制药企业应制定原辅料、包装材料及标签、说明书等的购人、储存、发放、使用等管理制度、规程或SOP。
仓库应由专人按有关要求负责进厂物料的验收、保管、发放及填写原辅料质量月报。
生产部门应由专人按有关规定负责物料的领取、验收和使用。
2.生产过程的质量控制各级质检员应根据工艺要求和质量标准,按批复核原辅料数量,检查半成品(中间产品)、成品质量,检查关键工艺参数符合性,检查工艺卫生、生产现场清洁及清场情况,做好质量抽查及控制记录。
填写半成品及成品质量月报。
在药品生产中洁净室(区)环境的监测、工艺用水的检测,以及工艺卫生的监督十分重要,应按有关规程执行,并做好记录。
也应对生产过程中的物料及半成品进行抽样检查,检验报告单纳入批检验记录。
在生产过程中的异常情况应及时调查处理,同时报告质量管理部门。
必要时质量管理部门调查处理并记录。
质量管理部门有权审核不合格的中间产品或成品的返工程序,决定物料及中间产品的使用;有权制止不合格原辅料投人生产、不合格半成品流人下工序、不合格成品出厂。
质量管理部门负责对批生产记录、批检验记录的审核,决定成品发放。
审核内容包括:配料、称量过程中的复核情况、各工序检查记录及清场记录、中间产品质量检验结果、偏差处理、成品检验结果等。
3.售后市场产品的质量监控制药企业应对售后市场产品的质量进行监控;同时按GMP的要求做好产品留样,根据产品稳定性考察情况,评估原料、成品的质量稳定性。
质量管理部门应对退、换的产品进行复检、确认。
重大问题应会同有关部门分析原因,提出处理意见和防范办法,记录存档,并向企业领导提交书面报告。
4.质量事故管理制药企业应制定质量事故管理制度或者处理规程,对质量事故及时分析处理,并采取有效措施,防止事故的再发生。
重大质量事故应及时向当地药品监督管理部门报告。
质量事故的处理记录要归档。
5.质量责任制制药企业应落实各级负责人、部门、车间及各级人员的质量责任制,明确执行各自在质量工作中的具体任务、承担的责任以及应有的权力,特别是质量管理部门的质量否决权的合理合法地运用。
QA手册

QA职能:
1.
2. 3. 4. 5.
要根据公司业务提供的资料信息,检查工厂主辅料的进程和品质情况,并 抽样提供给业务员 要敦促和检查工厂填写生产报表并回报公司业务 监督生产品质,敦促和检查问题产品的修整 监督生产时间,能按不同的品种交期,协调工厂的生产进程 提供工厂的管理和配合信息报告,以便公司更加了解工厂的情况
Zone 2 =
见部位编号示意图
20
Edit: Andy liu
2013/5/13
部位编号示意图
21
Edit: Andy liu
2013/5/13
部位编号示意图
22
Edit: Andy liu
2013/5/13
检验方法与程序
1. 综合提示
23
Edit: Andy liu
2013/5/13
检验方法与程序
33
Edit: Andy liu
2013/5/13
检验 liu
2013/5/13
检验方法与程序
35
Edit: Andy liu
2013/5/13
检验方法与程序
36
Edit: Andy liu
2013/5/13
检验方法与程序
37
Edit: Andy liu
2013/5/13
12
Edit: Andy liu
2013/5/13
疵点列表
疵点列表仅作参考 – 这个列表可能没能没有包含所有都能考虑涵盖列的疵点问题
关键性疵点 原产地唛错误或漏掉 成份唛成份漏掉/错误/不完整 RN/CA号码漏掉/错误 使用金属丝,订书钉或金属带 发现尖锐物 汽眼/带扣/D形环/挂钩/铆钉/装饰物毛边锋利/针 发霉/腐烂
制药企业QA的学习资料

QA应知应会*1.批生产记录整理标准操作规程*鉴于批生产记录是可追溯该批药品的生产历史以及质量有关的情况依据,因此记录的整理、保存须严格规范,一丝不苟。
1 每批生产结束后,由工序班组长整理、初审该工序的批生产记录。
其内容如下:1.1 产品名称、规格、生产批号、生产以及重要中间工序开始、结束的日期和时间;1.2 生产工序负责人签名;1.3 所有相关生产操作或活动,以及所用主要生产设备的编号;1.4 中间控制所得结果的记录以及操作人员的签名;1.5 各生产工序所得产量的物料平衡计算;1.6 印刷性包装材料样张(包装工序于开工或生产结束时抽取包装材料样张附于该工序批生产记录后。
如使用两个批号的包装材料,于包装材料换批号时抽取下一个批号一个单位的包装材料,并注明使用顺序);1.6.1 板装——铝箔(每换一卷剪下一单位印刷面积贴于批生产记录上)——铝塑袋或小盒(已卡号)——说明书1.6.2 盒装、瓶装——标签、封签——说明书——小盒(已卡号)1.7 检验报告单2 各工序批生产记录经班组长整理、初审合格后,及时转交车间工艺员。
3 车间工艺员对各工序记录统一汇总,按工艺流程进行整理。
整理顺序如下:——封面——目录——批生产指令——各工序批生产记录(包括本工序凭证如:检验报告单、需料付料单、清场合格证等)——印刷性包装材料样张(包装工序)——成品检验报告单——如有生产偏差,该工序批生产记录后要附有经审批的《偏差处理单》——批生产记录审核单4 以上记录内容经整理、汇总装订后,由车间工艺员审核,确认无误并签名。
5 交质量管理部批记录审核员终审、签名后由质量管理部文件管理员存档。
6 生产辅助记录:生产辅助记录由各职能部门分别整理,及时交质量管理部文件管理员保存。
2.称量标准操作规程1 有捕尘设施的称量工序,应检查捕尘设施是否开启,确保捕尘设施运行正常后方可操作。
2 称量操作人员至少2人,一人操作一人复核。
3 检查量器应与称量范围、精度相符;计量器具应有“计量检定合格证”,并在规定的检定有效期内。
QA基础知识概述.pptx
实施GMP的思路:现场管理
• 员工培训
– SOP的熟悉程度 – 相关的记录填写(批记录/运行记录等)
• 现场管理的目标
– 要求:现场整洁、有序 – 标识完整、清晰 – 记录填写完整、清晰、及时 – 行为符合SOP
药品制造过程控制
讨论:QA人员在过程控制中的作用
• 所有工序一一检查复核? • 重点工序、重点操作选择性检查复核? • 质量体系维护与改进?
• 关键操作区域是重点 • 定期进行 • 百级区域:操作面0.45m/s±20%
高效过滤器检漏
• 关注是否定期进行,破损的高效是否及时更换,如不能及 时更换应评估其对无菌生产的风险
• 标准方法是用气溶胶(DOP、PAO)进行泄漏测试 • 实际采用方法为粒子计数器扫描
环境趋势分析
• 应对以上环境监测所测数据(主要是尘粒数、微生物数), 进行归纳总结分析,密切关注环境变化的趋势,一旦超过 行动限应立即报告上级并采取措施。
过程控制的时机与控制重点
• 生 产 过 程 结 束 后, 应 按 标 准 清 洁 程 序 对 生 产 现 场 及 设 备 及 时 进 行 清 洁, 剩 余 物 料 及 废 弃 物 料 按 规 定 移 出 生 产 现 场。
• 为 了 保 证 生 产 所 使 用 的 物 料 流 向 正 确, 生 产 结 束 后 应 对 所 使 用 的 原 辅 料、 中 间 体、 半 成 品、 成 品 及 有 印 刷 文 字 的 包 装 材 料 数 量 进 行 平 衡, 平 衡 结 果 应 符 合 规 定要 求。
品、尾数、取样 工序与工序之间的交接情况应经常抽查
六、状态标识
文件、记录标识:有效版本控制 设备状态标识:完好/运行/待修/停用 各种容器标识:已清洁/待清洁/有效期限 生产区域状态标识:已清洁/待清洁/相关生产区域使用
技术资料表必填项说明文档

技术资料表必填项说明文档1.由于各类通信系统必填项要求不一样,因此必填项按照通信系统分类规定。
标记灰色的参数作为必填项。
2.本文档设置的必填项是台站核查工作需重点核查的内容,非必填项并非不需填写,应尽量填写。
3.本文档设置的必填项为对A库的要求,根据“关于台站核查工作部分问题的指导意见”的要求,需要进B库的台站数据,其数据项另行要求。
4.短波便携台继续按原要求选择国无管表4填写。
5.无线数传电台原则要求填写国无管表5,考虑到目前部分点对多点的应用方式,多余8个通信方向的无线数传台可选择填写国无管表13,之前选择国无管5填写的数据可不变。
6.发射、接收频点和发射、接收频率范围根据通信系统具体应用情况选择一项填写即可。
7.单收台站无需填写发射参数,包括发射频率、功率等。
8.型号核准代码以1999年6月1日为界限,之前设置的无线电台可以不填,之后设置的无线电台必须填写。
9.短波电台填写国无管表3,台站地址、地理坐标、海拔高度均为必填项,如果是便携台,则以上三项可不填写。
10.船舶电台如果已指配呼号,则必须填写。
11.地球站如果是固定站,则台站地址、地理坐标、海拔高度、天线方位角、天线仰角等均为必填项,如果非固定站,以上五项可不填写。
地面固定业务台(站)技术资料申报表(1GHz以上数字微波)国无管表5 TF____地面固定业务台(站)技术资料申报表(点对点/点对多点)国无管表5 TF____地面固定业务台(站)技术资料申报表(扩频通信)国无管表5 TF____地面固定业务台(站)技术资料申报表(MMDS)国无管表5 TF____地面固定业务台(站)技术资料申报表(3.5GHz固定无线接入)国无管表5 TF____地面固定业务台(站)技术资料申报表(26GHz LMDS)国无管表5 TF____30MHz以下无线电台(站)技术资料申报表(短波通信系统)国无管表3H____陆地移动电台技术资料申报表(短波通信系统便携台)国无管表4 LM____蜂窝无线电通信基站技术资料申报表(公众移动通信系统)国无管表11C____2006年版中华人民共和国信息产业部制直放站技术资料申报表(公众移动通信系统)2006年版中华人民共和国信息产业部制蜂窝无线电通信基站技术资料申报表(铁路GSM-R)2006年版中华人民共和国信息产业部制蜂窝无线电通信基站技术资料申报表(集群通信系统)国无管表11C____2006年版中华人民共和国信息产业部制蜂窝无线电通信基站技术资料申报表(SCDMA)2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(超短波对讲机基站)国无管表13 V____2006年版中华人民共和国信息产业部制陆地移动电台技术资料申报表(超短波对讲机移动台)国无管表4 LM____2006年版中华人民共和国信息产业部制陆地移动电台技术资料申报表(900MHz多信道选址系统)国无管表4 LM____2006年版中华人民共和国信息产业部制地面固定业务台(站)技术资料申报表(230MHz无线数传)国无管表5 TF____2006年版中华人民共和国信息产业部制地面固定业务台(站)技术资料申报表(800MHz无线数传,机车制式电台除外)国无管表5 TF____2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(230MHz、800MHz频段无线数传)2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(5.8GHz专用短距离通信)国无管表13 V____2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(寻呼通信系统)国无管表13 V____2006年版中华人民共和国信息产业部制陆地移动电台技术资料申报表(机车制式电台)2006年版中华人民共和国信息产业部制广播电台技术资料申报表(广播业务)国无管表7 B____2006年版中华人民共和国信息产业部制雷达站技术资料申报表(雷达站)2006年版中华人民共和国信息产业部制船舶电台技术资料申报表(渔船)国无管表8S____2006年版中华人民共和国信息产业部制船舶电台技术资料申报表(非渔船)国无管表8S____2006年版中华人民共和国信息产业部制地球站技术资料申报表(非卫星移动业务地球站)国无管表6E____2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(30MHz以上航空移动、航空导航)国无管表13 V____2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(30MHz以上岸台)国无管表13 V____2006年版中华人民共和国信息产业部制无线电台(站)技术资料申报表(WLAN)国无管表13 V____2006年版中华人民共和国信息产业部制。
QA基本知识240页.doc

1.质量检验阶段—QC (1920-1940年)
(a)特点:专职检验工人按照技术文件的规定,采用各种检测技术,对产品进行各项检验和试验,作出合格或不合格的判断,才能够保证到达用户手中的产品都是合格产品。
(b)优点:不合格产品通向市场之路被切断。
(c)局限性:能够“把关”,不能“预防”
一、针对大量使用者的营销
根据顾客使用产品的数量可以将顾客分为少量使用者、中等使用者和大量使用者。大量使用者虽然在所有使用者中占的比例较小,但其消费量却非常大。美国学者在8O年代针对几种日用消费品的一项研究表明了这一结果。
在洗发香波市场上,大量使用者的消费量占全部使用量的79%,几乎是少量使用者的4倍。显然香波公司应该努力吸引一个大量使用者--每天洗发和每次用量较多的消费者,而不应花费过多的精力去吸引几个少量使用者。而且,通常情况下,一个大量使用者会比一个少量使用者更加主动接收产品信息,对此类产品也更加了解,营销人员不必花费大量营销成本去宣传此类产品的常识,只需要集中力量诉求本企业产品的独特利益来吸引大量使用者的注意。很多企业根据顾客购买数量的不同给予了不同级别月分奖励制度以吸引大量使用者购买,如数量折扣等促销方式。有些企业还专门针对一些特殊的产业用户设立了大客户部,专门负责对大量使用者的营销。同时,企业还可以采取措施,适当增加顾客的使用量,使少量使用者转变成大量使用者。
2、什么叫品质:指具有满足顾客需要和市场潜在能力的总和。
a.有用性b.安全性c.舒适性d.依赖性
3、什么叫管理:指为了有效地达到目标,制定计划并按计划实施的自身活动。
4、什么叫品质管理:指为了最经济地生产出与需要者相符合产品的一切手段。
5、品质管理的基本任务:正确判定和贯彻执行方针和政策,保证和提高产品质的产出物美价廉的产品,经满足客户需要,不断降低成本和提高经济。
QA手册【范本模板】
深圳市兆恒兴电子有限公司QA手册核准: 作成:邹高峰品保部目录1.兆恒兴品质管理体系 (1)2.品质保证体系的概念 (2)3.制造出用户满意产品的基础 (3)4.作业开始须知 (4)5.作业完成时须知 (6)6.作业者更换后的指导,监督须知 (7)7.质量检查须知 (9)8.标示牌管理制度及须知 (9)9.搬运须知 (10)10.部品投入须知 (10)11.防误操作装置...自动化设备的维护须知 (11)12.发生(发现)不良时的联络与处理 (11)13.不合格品的处理与活用 (14)14.规格变更,设计变更,客户临时要求等发生时的处理 (15)15.作业标准的做成和修订须知 (15)16.有关铁屑、异物等须知 (16)17.停电时处理须知 (16)18.5M管理 (16)19.异常的定义与例子 (17)20.防止或预测易出错的人 (18)21.6S (18)22.IPQC的两大工作目标 (19)23.质量管理的思考方法 (19)24.PDCA循环 (19)25.不良品的处理流程 (19)26.不安定的管理 (19)27.倾向管理 (20)28.异常管理 (20)29.数量管理 (20)30.QC七大手法 (20)31.解决问题的观念 (21)32.生产线作业规范 (22)1.兆恒兴品质管理体系1.1公司企业精神重德守信, 忠城敬业创新进取,回馈社会1.2工作作风精神高效, 快速反应1.3品质政策品质第一、全员参与、持续改进、追求卓越品质第一:从生产、检验至交货过程中,依相关程序确实控制,以确保产品品质。
全员参与: 公司全休同仁共同发现/分析/解决问题,以生产出性能优越的产品。
持续改善:透过客户满意度调查结果及生产制程运用PDCA手法,持续不断的改进,努力达成客户的满意.追求卓越: 透过公司在职教育训练,积极培养人才,以生出零缺陷的产品来超越客户之要求.1。
4 上述品质政策之实质精神在于持续不断地改善本公司之产品品质,公司并根据此一政策拟定各阶段之品质目标,确保公司产品品质千里马符合客户之期望,籍以作为公司品质管理系统之运行绩效.1.5本公司将持续对员工进行品质政策及品质目标教育与宣导,使其了解并维持此政策,使此政策可以作为本公司品质管理系统之最高指导方针,以符合持续改善品质管理系统有效性之承诺。
QA文件目录

30 流程图的编制标准操作规程
31 批记录管理标准操作规程
32 原始记录管理标准操作规程
33 用户需求(URS)编写及管理标准操作规程
34 状态标识管理标准操作规程 35 质量部门印章管理标准操作规程
36 质量档案管理标准操作规程
37 计算机化系统电子数据管理标准操作规程
38 标准操作规程制定标准操作规程 39 内部图纸管理标准操作规程
质量评审与审计(2) 133 GMP自检标准操作规程 134 外部审计
目录
责任人 批准日期 生效日期
备注
培训
找培训记录 找培训记录 找培训记录
MiNi Capt 100M压缩空气浮游菌采样器使用、清洁、维护标准操作规 118 程
投诉与不良反应类(11) 122 用户投诉处理程序 123 药品不良反应监测报告管理规程 124 严重不良反应(包括死亡)、群体性不良反应应急处理标准操作规程 125 药品定期安全性更新报告管理规程 126 不良反应在线填报管理规程 127 个例药品不良反应处理管理规程 128 群体性药品不良反应处理管理规程 129 药品重点监测制度管理规程 130 不良反应信息管理规程 131 不良反应、投诉专线电话接听程序 132 疫苗临床试验严重不良事件报告管理规程
物料及产品类(21) 55 物料供应商管理标准操作规程 56 物料、成品代码制定标准操作规程 57 鸡胚供应商管理标准操作规程
质量保证部文件目录
文件编号 版本号
58 供应商投诉标准操作规程 59 菌毒种管理标准操作规程 60 菌毒种库管理规程 61 生产用细胞库管理标准操作规程 62 菌毒种、细胞管理小组职责 63 物料放行标准操作规程 64 物料紧急放行标准操作规程 65 不合格品处理标准操作规程 66 产品批号、生产日期、有效期制定标准操作规程
QA专业词汇

品质人员名称类QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality合格供应商品质评估OOBA out of box audit 开箱检查QFD quality function deployment品质机能展开FMEA failure model effectivenessanalysis 失效模式分析8 disciplines 8项回复内容FA final audit 最後一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output QualityLevel 平均出厂品质Q/R/S Quality/Reliability/Service品质/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水准等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR GaugeReproducibility&Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水准RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice品质改善活动ADM Absolute DimensionMeasuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供应商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-ManufactC-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-AssemblyCompaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & MaterialControl 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 品质管制(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)。
QA手册
Q A 手册周俊整理编制2007年11月03日目录第一节质量管理发展简史 (3)一、质量管理发展简史 (3)二、全面质量管理的简介 (3)三、质量管理各阶段的比较 (4)四、全面质量管理与GMP的异同 (4)第二节 GMP的来源及发展简史 (5)第三节 QA、GMP与全面质量管理的关系 (7)第四节从药品的特殊性看实施GMP的必要性 (13)一、药品种类复杂性 (13)二、药品医用专属性 (13)三、药品质量的严格性 (14)四、药品质量检验的缺限性 (14)五、检验项目的局限性 (14)六、药品使用两重性 (15)七、药品应用的特殊性 (15)第五节质量名人及其主要言论简介 (16)一、克劳士比及质量管理四项基本原则 (16)二、戴明博士及质量管理十四法 (17)三、朱兰 (18)第六节 GMP的三大目标要素和十项基本原则 (20)一、GMP的三大目标要素 (20)二、GMP的十项基本原则 (21)附:GMP十七项基本原则 (26)第七节 QA应具备的基本知识和能力 (26)一、精益求精的质量意识 (27)二、良好的沟通协调能力 (27)三、良好的学习能力 (28)四、丰富的微生物知识 (28)五、熟练的操作技能和丰富的工艺知识 (28)六、丰富的质量检验知识 (28)七、良好的自我调节能力 (29)第八节 GMP对QA的职责要求 (29)一、质量管理部门的职责和机构设置 (29)二、GMP对QA的职责要求 (30)三、QA在现场应扮演的三大角色 (32)第九节 QA的价值与发展 (33)一、QA在质量管理体系中的地位和作用 (33)二、QA的价值如何体现 (34)三、企业的质量目标与QA的关系 (34)四、QA与质量文化 (34)五、QA的职业发展 (35)第一节质量管理发展简史一、质量管理发展简史质量管理的产生和发展过程走过了漫长的道路,可以说是源远流长。
人类历史上自有商品生产以来,就开始了以商品的成品检验为主的质量管理方法。
QA介绍ppt课件

第六章 质量工程师具备的心理素质
劳动心理学认为,不同行业、不同职位要求员工有不同的心 理素质,不同的心理素质反过来又会影响工作效率和工作质量。 质量工程师主要从事的是质量管理工作,对心理素质当然就有自 己的特殊要求。 质量工程师是专门从事质量管理工作的人员,除了必须具有 相应的质量管理知识和专业知识外,除了必须具有相应的思想素 质、智力素质和身体素质外,我认为,还应当具有必要的心理学 知识和相应的心理素质。 首先,质量工程师应当具有开朗热情的气质。在企业的各种 管理体系中,质量管理可能是最开放的系统,上至企业最高管理 者,下至一线工人、后勤工人,质量管理人员都要打交道。财务、 环境、生产、技术等管理体系都难以与之相比。所谓全面质量管 理的“三全”(“全过程”、“全企业”和“全员”),正反映 了质量管理的这种全开放系统的性质。而这种全开放系统的性质, 就要求质量工程师具有外向型的性格,开朗、活泼、主动、热情、 善于交往。
第五章 质量工程师考试
质量专业技术人员职业资格的适用对象为在企业、事业单位 和社会团体中从事质量专业工作及相关工作的人员(在质量技术 监督检验机构从事专职检验工作的人员除外)。 质量专业技术人员职业资格考试分初级和中级两个级别。取 得初级资格,作为质量专业岗位职业资格的上岗证,可根据《工 程技术人员职务试行条例》有关规定,聘任为工程技术员或助理 质量工程师职务;取得中级资格,作为某些重要产品生产企业关 键质量岗位职业资格的必备条件,可根据《工程技术人员职务试 行条例》有关规定,聘任为质量工程师职务。 2000年12月,人事部、国家质量技术监督局下发了《关于印 发〈质量专业技术人员职业资格考试暂行规定〉和〈质量专业技 术人员职业资格考试实施办法〉的通知》(人发〔2000〕123 号),国家开始实施质量专业技术人员职业资格(以下简称质量 专业资格)制度。考试工作由人事部、国家质量监督检验检疫总 局共同负责,日常工作由设在国家质量监督检验检疫总局质量管 理司的质量专业资格考试办公室承担,具体考务工作由人事部人 事考试中心组织实施。考试每年举行一次,考试时间一般安排在6
信噪比SNR及其db,dbm,dbw关系
信噪比SNR及其db,dbm,dbw关系信噪比与噪声的详细解析信噪比是音响界公认的衡量音响器材质量水准的一个重要指标,几乎所有的电声器材都会标注这个指标,没有这个指标的器材,要么是一些特制的专用器材设备,要么就是不正规的产品。
信噪比、失真率、频率响应这三个指标是音响器材的“基础指标”或“基本特性”,我们在评价一件音响器材或者一个系统水准之前,必须先要考核这三项指标,这三项指标中的任何一项不合格,都说明该器材或者系统存在着比较重大的缺陷。
信噪比作为设备、系统的基础指标之一,必须得到应有的高度重视。
信噪比,英文名称叫做SNR或S/N(SIGNAL-NOICE RATE),是指一个电子设备或者电子系统中信号与噪声的比例。
这里面的信号指的是来自设备外部需要通过这台设备进行处理的电子信号,噪声是指经过该设备后产生的原信号中并不存在的无规则的额外信号(或信息),并且该种信号并不随原信号的变化而变化。
同样是“原信号不存在”还有一种东西叫“失真”,失真和噪声实际上有一定关系,二者的不同是失真是有规律的,而噪声则是无规律的,这个以后再讲。
信噪比的计量单位是dB,其计算方法是10LOG(PS/PN),其中Ps 和Pn分别代表信号和噪声的有效功率,也可以换算成电压幅值的比率关系:20LOG(VS/VN),Vs和Vn分别代表信号和噪声电压的“有效值”。
在音频放大器中,我们希望的是该放大器除了放大信号外,不应该添加任何其它额外的东西。
因此,信噪比应该越高越好。
信噪比的测量及计算:通过计算公式我们发现,信噪比不是一个固定的数值,它应该随着输入信号的变化而变化,如果噪声固定的话,显然输入信号的幅度越高信噪比就越高。
显然,这种变化着的参数是不能用来作为一个衡量标准的,要想让它成为一种衡量标准,就必须使它成为一个定值。
于是,作为器材设备的一个参数,信噪比被定义为了“在设备最大不失真输出功率下信号与噪声的比率”,这样,所有设备的信噪比指标的测量方式就被统一起来,大家可以在同一种测量条件下进行比较了。
某电子厂QA检验标准(精)
1、目的:本标准在于规范QA对成品、半成品进行抽样检验提供检验依据和判定标准。
2、范围:适用于本厂或客户对本厂的成品、半成品进行交收检验。
3、引用标准:3.1GB-2019磁带收录机基本参数和技术要求3.2GB-2018磁带收录机测量方法3.3GB/T-12165盒式收录机可靠性要求和试验方法3.4GB-8898 音频、视频及类似电子设备安全要求3.5 GB-9374 声音广播接收机基本参数3.6 本厂收录机企业标准4、抽样方案:依据AQL-MIL-STD-105D标准采用检验水平II5、合格质量水平(AQL)5.1整机合格质量水平(AQL)一类产品:致命缺陷=0A缺陷=1.0B缺陷=2.5二类产品:致命缺陷=0A缺陷=1.5B缺陷=2.5三类产品:致命缺陷=0A缺陷=2.5B缺陷=4.05.2安全检查不规定合格质量水平,发现一个致命缺陷全批不合格。
5.3样本从提交中按以上相关规定随机抽样。
6、本检验标准的解释权属本厂品管部。
7、检查方法:目视、聆听、手感、测试法等8、检查内容:外观检查、功能检查、包装检查、装配工艺检查、电性能检查、跌落试验8.1 外观检查8.1.1判断及接收条件8.1.1.1亮度下(灯与物在1.2m距离)或相当于此环境中的自然光下。
8.1.1.2离35-40cm,目视角度45度与90度。
8.1.2外观标准的判断内容8.1.2.1表面喷油,丝印或电镀颜色一致均匀,不存在明显色差、色斑、不脱漆、反白或其它脏物、各组合件外观颜色基本一致。
8.1.2.2丝印标识清晰、牢固、不少划、漏印、模糊与及丝印偏、斜等,且丝印颜色应一致。
8.1.2.3表面不应有划伤,侧面与后面划伤长度不大于10mm,无明显手感,底部无严重划伤,且所有表面不能有油垢、磨损、碰伤、开裂、变形或锈蚀等。
8.1.2.4铭牌、饰片不能装错、反装、漏装、应装正、不斜、偏以及固定到位,牢固、不存在松动翘起、脱落等。
8.1.2.5显示镜片外观清洁无划伤,黑点(直径不大于0.5mm1个可以接受,镜内无灰尘、胶丝、翘起、颜色不同。
QA检验手册
QA检验手册目录公司的架构------------------――QA组职责------------------第一部分关于质量检验的基本知识质量检验的基本知识----------------第二部分检验工作QA工作流程------------------一、取样员主要工作-----------------二、检验员主要工作-----------------(一)、外观质量检查。
---------------(二)、图像质量检查。
---------------(三)、伴音质量检查。
---------------(四)、功能检查。
----------------(五)、遥控器检查----------------(六)、报表记录与批判定--------------三、附属工作(一)、仪器、仪表维护。
---------------(二)、现场管理。
----------------(三)、返工注意事项。
----------------第三部分,附表及常用标准第一部分基本知识公司的架构QAQA组的职责一、QA组总的职责1负责彩电厂、平板厂量产产品的成品批交收抽样检验工作;2及时反馈和报告检验过程发现的重大质量异常情况;3切实做好不合格品的控制工作;4认真审核并及时提交日常成品批次检验结果报告;5及时做好月度检验情况统计与分析报告;6严格做好成品中转库的成品装卸、运输与存储质量监督管理工作;7配合做好生产过程与检验过程的产品质量稽查工作;8负责对QA检验员的岗位技能培训,工作监督、评审及考核;9做好消防、卫生、安全、TPM等管理工作二、QA组各成员的职责1 QA检验员岗位职责1.1负责按规定要求进行批产成品质量抽样检验;1.2负责按规定要求进行批产成品质量检验结果判定;1.3及时反馈和报告检验中发现的产品质量问题;1.4认真做好产品检验原始记录;1.5正确出具产品检验报告;1.6认真做好产品检验仪器仪表和工装的使用保养;1.7努力通过学习和培训不断提高自身检验技能和素养;1.8遵守公司规章制度和劳动纪律,服从主管安排的工作调度。
取样资料大全(药厂QA专用)
取样资料大全(药厂QA专用)资料目录:取样指令取样管理规程原辅料、包装材料、半成品、成品取样方法和操作规程水、沉降菌、浮游菌、悬浮粒子检测法规、指南取样指令:1、当原辅料或包装材料到货时,评价室应收到发自物料部的一份化验申请单、一份厂商的化验证书。
成品生产完成后,评价室应收到生产部的化验申请单。
评价人员检查过这些资料后根据化验申请单在批化验记录相应位置上填写代号、批号、名称,并将化验申请单和批化验记录发至取样员。
对于增补取样,由评价室填写化验申请单,在备注栏内注明“增补取样”。
2、取样员根据化验申请单所记录的来料包装数量准备留检标签、留样标签和清洁干燥的取样容器(对于无菌罐装产品用原辅料,取样用具灭菌后应保存在密闭的无菌容器内,超过两周应重新灭菌)。
粘好留检标签后,即可着手取样。
取样方法:1、对原辅料、半成品(中间产品)、成品、副产品及包装材料、工艺用水都应分别制定取样办法。
2、对取样环境的洁净要求、取样人员、取样容器、取样部位和顺序、取样方法、取样量、样品混合方法、取样容器的清洗、保管、必要的留样时间以及对无菌及麻毒、精神药品在取样时的特殊要求等应又明确的规定。
3、原辅料、内包装材料,可在仓储区原辅料取样间或支架式层流罩内取样。
4、取样环境的空气洁净度级别应与生产要求一致。
5、中间品、成品取样可以在生产结束时进行,也可以在生产过程的前、中、后期取样。
(1)原则:根据取样计划单进行取样,取样时,应注意样品的代表性。
如非均一的物料(如悬浮物)在取样前应使其均一;如不可能这样做或不了解物料是否均一,则应注意从物料不同部位取样;如取样不能达到物料的所有部位时,应随机地在可达到的部位取样;物料表面和物料主题可能会存在差异,抽样时,不应只从表面抽取样品。
对于混合样品,如某批号有2个混合样品,则每一个留样样品应由等量的混合样品混合组成。
(2)取样一般由专职取样员进行。
也可由车间工人或者中控人员根据相应的BPR或SOP 取样,然后由取样员进行收集,但抽样人员必须经过适当的培训和考核,以避免差错,保证抽样的代表性。
QA的基本知识
QA的基本知识QA (Quality Assurance), 就是质量保证,是公司产品质量保证的重要环节,也是最后一个环节。
QA,不等同于测试,测试仅仅是QA工作的一部分。
QA工作还包括对产品质量的生产过程控制、问题跟踪和产品分析等。
QA,站在用户的角度去测试、分析产品,最终对公司负责。
一、QA的主要任务:✧完整地保证产品的质量.✧帮助开发人员提高程序代码质量.✧监控整个项目工作流程.✧对用户的意见迅速反应.✧不仅促进公司产品的功能更完善、更强大,还要考虑产品的易用性.二、质量保证体系✧QA 实验室和测试环境的模拟,各种用户的应用环境(硬件平台、操作系统、浏览器和应用程序)在实验室中能得到模拟、实现。
✧基于Bug跟踪讨论体系的数据库,能很好地掌握Bug状态、进行必要的查询、统计和分析。
✧建立和发布跟踪讨论体系,能对产品设计和开发中的一些问题进行有效的讨论和交流。
✧测试案例(test case)和测试套件(test Suits)管理体系,保证测试的顺利进行和提高测试的效率,测试案例不断完善和建立。
✧了解和掌握一些测试工具软件,自动实现实时的、不断重复的测试过程✧为关键模块测试和改善而开发必要的工具软件✧和竞争对手进行产品比较分析,指出自己产品的缺点和学习对手的优点三、宗旨QA要对产品负责,对用户负责,也就是对我们凯捷公司负责。
QA 工作基本知识QA工作涉及面比较广,要了解许多基本知识,但必要的基本知识得有一些,它会让我们更好地理解QA和工作流程等。
一、基本概念1.BUG : 是产品设计、开发中所带来的各种缺陷、问题等,主要指:✧功能、特性没有实现✧设计不合理,存在缺陷。
✧实际结果和预期结果不一致✧运行出错,包括运行中断、系统崩溃、界面混乱✧用户不能接受的其他问题,如时间过长、界面不美观BUG一般有六种级别✧Fatal:致命错误,造成系统或应用程序崩溃(Crash) 、死机。
✧Critical:严重错误,指功能或特性(Feature)没有实现✧Major:较大的问题,虽然不影响系统的使用,但没有很好地实现功能,没有达到预期效果,或用户界面差、操作时间长等一些问题✧Minor:不对齐、字母拼错等一些小问题✧Suggestion:建议程序做适当的修改,来改善程序。
QA(质量保证)概述(精)
QA 概述QA (QUALITY ASSURANCE ,中文意思是“品质保证”,其在ISO8402:1994中的定义是“为了提供足够的信任表明实体能够满足品质要求,而在品质管理体系中实施并根据需要进行证实的全部有计划和有系统的活动"。
有些推行ISO9000的组织会设置这样的部门或岗位,负责ISO9000标准所要求的有关品质保证的职能,担任这类工作的人员就叫做QA 人员。
基本简介无论是ISO9000还是CMMI ,都是以过程为中心。
也就是说,通过过程的持续改进来提高产品质量。
而过程质量与产品质量如何正向关联呢?就需要质量保证(QA ) 。
这也是ISO9000和CMMI 都很推崇的方法.但从国内软件企业的现状来看,很多企业的过程体系都相差无几,而开发出来的产品质量却千差万别.导致这种差别的原因有很多,过程及其执行方式的生搬硬套就是其中很重要的原因之一。
在建立QA 组织的时候,多数企业也这样实行“拿来主义".就像看着别人穿着一双非常漂亮的鞋,就想拿过来自己穿,一般都不会适合自己.其结果要么是打肿脚穿大鞋,要么是削足适履,效果可想而知.我们应该做的是“量脚买鞋”、“量体裁衣”。
QA 组织的建立也一样,应先了解企业的文化、可获得的资源以及过程成熟度水平等,再据此选择适宜的QA 组织.下面我们就从一个动态的视角来探讨QA 组织的建立。
建立组织结构建立一个组织,首先需要考虑的是它的组织结构。
组织结构不仅在很大程度上决定了岗位的职责,而且还决定了资源如何配置。
按照国内多数企业的做法,QA 组织结构可划分为三类:职能结构、矩阵结构以及两者结合而成的柔性结构。
A 、职能结构在职能结构中,各个职能部门设立自己的QA 岗位,位于高级经理之下,独立于项目组。
QA 直接对高级经理负责,但业务上需要向项目经理汇报,属于项目成员。
如图1所示。
这种组织结构的优点是QA 容易融入项目组,易于发现实质性的问题,解决问题也很快捷。
QA文档——精选推荐

QA⽂档GMP⽂件的管理规程4 ⽂件的基本概念4.1 ⽂件是指⼀切涉及⼈员、⽣产、经营、⼯程设备、物料、质量管理等书⾯程序、标准、⽅法、记录表格和实施的记录结果等⽂件。
4.2 ⽂件管理包括⽂件的起草、修订、审核、批准、替换或撤销、复制、分发、保管、培训、执⾏及销毁等活动,建⽴良好的⽂件系统是质量保证体系不可缺少的必要部分。
4.3 ⽂件管理的⽬的是保证企业⽣产经营活动的全过程规范化运转,使企业在遵循国家各种有关法规的原则下,⼀切活动有章可循、责任明确、照章办事、持续受控、有案可查,以达有效管理的最终⽬标。
5 ⽂件制定的基本要求5.1 ⽂件名称要明确,应能清楚地说明⽂件的性质,准确表达出⽂件的主题。
5.2 各类⽂件要有便于识别其⽂本类别的系统编码。
5.3 ⽂件⼤⼩标题层次鲜明,条理清楚,易理解,可操作性强。
5.4 ⽂件要求词语简练,数据可靠,术语规范,保证标准能被正确理解和使⽤。
5.5 技术⽂件中的产品名称应与法定标准及产品注册批准⽂件⼀致,不得随意变更。
5.6 ⽂件的内容应当与药品⽣产许可、药品注册等相关要求⼀致,并有助于追溯每批产品的历史情况。
5.7 ⽂件如需记录或填写数据时,应留有⾜够的空间,以便填写内容,各项内容之间,也应留有适当的空隙。
5.8 各种⼯艺技术、质量参数的度量衡量单位均按国家现⾏计量法规定执⾏或采⽤国际标准计量单位。
5.9 原料、中间体、成品的分⼦量⼀律取国际原⼦量表中⼩数点后⼆位进⾏相关计算。
5.10 化学结构式要与其形态⼀致,注明结晶⽔。
5.11 ⽂件中涉及⼈员签名时,应使⽤不易涂改的⿊⾊中性笔或钢笔。
由本⼈亲笔签署全名或由授权⼈加盖签署⼈笔迹的印章。
⽂件审批签署⽇期时,应使⽤如2007.12.01形式,表⽰2007年12⽉1⽇。
6 ⽂件格式编制基本要求6.1 表头:Heading6.1.1 第⼀页:公司标志、公司名称、⽂件编号、原编号、执⾏⽇期、⽂件页码、⽂件颁发部门、起草(修订)⼈、审核⼈、批准⼈及⽇期、⽂件名称。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
現在工程管理実施項目:
1、2、Die Bonder Wire Bonder設備条件確認 条件確認記録表記録。 3、4、DB、WB温度測定。(記録表作成、機台表面配 布) 5、品質認定 A、Die Bonder品質認定 ※項目:DIE位置、DIE角度、認定時設備作業条 件 B、Wire Bonder品質認定 ※項目: BALL径、BALL Shear、Shear応力、 引張、LOOP高度、BALL厚、INITIAL BALL径、 BALL位置精度、POST位置精度。
NG
B:NECK切
B :Wire断 D:POST切
E
E:POST剥
F:電極剥
NG
NG
別的項目判定請参照工程検査規格 外観検査判定請参照検査標準と限度見本
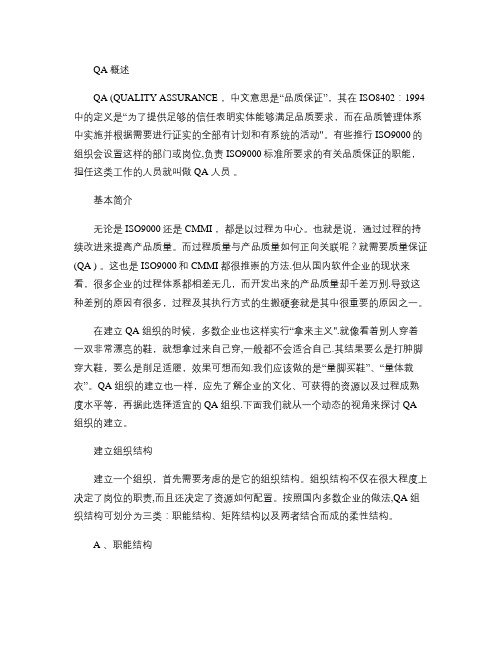
Wire引張規格(新規格)
リードタイプと面実装
金銭径
規格(MIN)
規格(MAX)
φ20μm 29.4mN(3gf) 245 m N (25gf) φ23μm 49 m N (5gf) 294 m N (30gf) φ25μm 49 m N (5gf) 294 m N (30gf) φ30μm 69 m N (7gf) 402 m N (41gf) φ40μm 118 m N (12gf) 461 m N (47gf) φ50μm 176 m N (18gf) 549 m N (56gf) φ60μm 245 m N (25gf) 676 m N (69gf) φ70μm 323 m N (33gf 843 m N (86gf) 注:上述規格2006年4月開始実施。
23~53
B
25~55
小BALL使用機種
金線径(um)
INITIAL BALL径(μm)
23 40±5
40~65(50狙 い)
25 50±5 3±15
A
圧着BALL PAD
BALL径 (μ m)
BALL厚 (μ m)
8~25
10~28
超高周波小PAD機種
引張MODE的判定
C
項 目
A:BALL剥
判定
Shear応力計算方法
D、BALL径、BALL厚、INITIAL BALL径
表題項目的規格表 金線径(um)
INITIAL BALL径(μm)
20
23/25
30
40
50/60
70
55±5
55~90 8~22
65±10
65~110 15~31
80±10
85~145 15~35
100±10
120~180
Wire高度
Wire高度測定方法:
H LOOP最高部分到DIE 表面的距离
MOD E
BallShaer的剥離後MODE 判定方法
状 態 判 定 PAD電極和Au Ball的界面剪断、 TOOL和PAD電極面没有接触到 Ball厚 1/2未満 Shear測定OK 形状和応力規格参照、判定是否合格
A B
23/25 55~65
30 70~80
40 80~100
50/60
70
105um以下 130um以下 165um以下 195um以下 205um以下
105~125 120~140
BALL径 (μ m)
BALL厚 (μ m)
65~80
15~31
80~105
15~35
95~140
15~43
125~170 145~180
剪断時Au Ball有残留、在Ball厚 度的1/2以下的位置剪断。
Shear測定OK 形状和応力規格参照、判定是否合格
C D
E F
Ball厚 ½ 以上
Shear TOOL和PAD電極面有接 触
Shear測定NG 様品的圧着方法、TOOL的高度等々確認、 再測定 Shear測定NG 様品的圧着方法、TOOL的高度等々確認、 再測定
在Ball厚1/2以上的位置上剪断
PAD下面的Si有剥離、
Shear測定NG 様品的圧着方法、TOOL的高度等々確認、 再測定
Shear TOOL没有全部剪断
Shear測定NG Shear TOOL位置調整、再測定
130±10 140±10
150~210 160~220
BALL径 (μ m) BALL厚 (μ m)
15~43
23~53
25~55
Y H Y
X
X
D、BALL径、BALL厚、INITIAL BALL径(面実装同様)
小PAD機種 金線径(um)
対象機種PADSIZE
INITIAL BALL径(μm)
現在QA実施的工程管理項目:
1、Die Bonder設備的製造条件確認。 2、Wire Bonder設備的製造条件確認。 3、Die Bonder設備的動特性温度。 4、Wire Bonder設備的静特性温度。 5、品質認定。 6、BALL径、BALL Shear、Shear応力、引張、 LOOP高度、BALL厚、INITIAL BALL径。(X-R管 理図作成) 7、外観確認(稼動判定とLOT判定) 8、工程能力指数(CP、CPK) 9、SPC統計学習