硫酸镍杂质在镀镍液中的影响和去除
亮镍镀液中常见的有害杂质是哪些?允许含量为多少?
为纾 么镀 镶菠 珂值过高或过 j时 也会 l l E 使羲 署舒冠增 多? 镍屡在强碱溶液 中阴极 电解的作 用原 答 :光 亮镀 镍溶 液呈 弱酸 性 。 当p 值 过高 时 , H 理是什 么 溶液 呈碱性 ,镍离子 的质量浓度 易降低 即损失快 ,而
氢氧根 离 子 的质 量 浓度 高 ,生成 氢氧 化 物沉 淀 ,如 N( ) eOH i , OH 、F ( ) 等碱 式盐增 多 。在 电镀 过程 中 ,这
38 .为 宜 。 。 6O
差。而镍层利用在强碱溶液中进行高电流阴极 电解除油 来还原镍层上的氧化膜 ,便获得 了较好效果。因为镍在 强碱溶液中化学性质非常稳定 ,在阴极 电解过程 中,大 量的氢离子在阴极上放电,形成 了具有强还原能力的新 生态的氢原子吸附在阴极表面后 ,便将原有的氧化膜还 原成金属,从而充分显露出金属的结晶组织 ,这就使得 后来 回镀铬 ( 或复镀镍 ) 能够沿着其晶格而沉积 ,最终 获得结合力良好的返修镀层。
( 奚 兵 )
4 面 程 讯・0 年 3 8 表 工 资 21 第 期 0
黉'  ̄ 。 。 f - , f z , N …
适 当添加十二烷基硫酸钠 ),但对大而密集成堆 的针 镀镍液 中黄绿 色沉. 是怎 么形成 的? 淀 孔用~般的方法处理是不起作用 的 ,虽它是在高 电流 有何影响? 密度 区域产 生 ,但 降低 了电流 密度 也无 济于 事 。对 答 :新配 的亮镍镀液是 绿色的透明液体。但经过 此 ,经 过较长时间 的观察、研究和试验 ,终于找到 了 段时间使用后 ,往往在 镀液中 ,尤其是在 阳极袋 、 消 除的方 法 :向镀 镍液 中加 入 分析 纯 的 甲醛 溶液 ( w= 6 3 % ),之后 电镀 ,针孔 立 即消 除。十 多 加热 管 、槽体 壁 等物体 上 会 出现 一些黄 绿 色 的沉 淀 3 %~ 8 1) 年来 ,在亮镍 电镀过程 中,就是用 此法消除大而密集 物。 它的主要来 源是 : ( 十二烷 基硫酸钠 与镀液 中镍离子作用 ,部 分生成 不溶性 的十二烷基硫酸钠 ; 成堆 的针孔的 ,见效特别快 。也 可以用稀释 的;可 以 ( 铁杂质积 累过多 ,当镀液p 值偏 高时 ,就会生 2) H 在 电镀过程 中直接加入 ,也可 以在镀件 出槽 后加入。 成棕 色氢氧化铁 胶状 沉淀物 ; ( 光 亮剂 的分解产 3) 但 都 必 须 在 搅 拌 条 件 下 加 入 ,其 用 量 为 03 07 .~ . 物和工件带入 的一 些有机 杂质 等。这些沉淀物悬浮于 mi 。 l L 镀液 中 ,吸 附在槽体 或其它物体 上 ,在液体与 空气接 亮镶 镳液中+二烷基硫酸钠的作 用是 触的接界处 ,经过蒸 发浓缩后就变得特别 明显。这种 淀淀物如果不及时去 除是 十分有害的。它会使镀层产 么 青揭 胸 ? 影 生针孔、麻点 以及脆性 。对此 ,去除的方法是 ,取 出 答 :十二烷基硫酸钠在亮镍镀液中,它的硫酸根具 适量 的镀液 ,用p 试 纸检查p 值 ( H H 不大于6),加入 有 良好的亲水性,而十二烷基则具有良好的疏水性 ( 基 质 量 分数为5 %的硫酸溶 液调 整至正 常工艺规范 。如 团) 。疏水基团与亲水一类物质的油污、固体、气体等 若 是悬浮物不消失 ,则表 明镀 液中有机杂质过多 ;若 有 非常好 的亲和 力 ,而亲水基 团则与水 有 良好的亲和 是悬浮物 已消失 ,则表 明铁 杂质 过多。然后按照其常 力。所 以,十二烷基硫酸钠在这两个基团的协 同下 ,起 规处理 的方法除去。 着渗透作用 、乳化作用 、增溶作用等,从而降低液体与 固体 的界面上的表面张 力。也就是说镀液与气相、镀两相界面上表面张力很 大时 ,氢气泡容易在 阴极 允许含I 为多少? ( 镀件 ) 表面上停 留,使得镀层形成针孔。当加入十二 答 :镀液中杂质对光 亮镀镍 ( 比普 通镀镍 ) 敏感 烷基硫酸钠后 ,表面张 力降低 ,氢气泡就难 以在阴极表 面停留了,因此可消除镀层针孔的产生。亮镍镀液中的 些。 光亮镀 镍 过程 中 常 出现 的质 量故 障 ,如镀 层针 十二烷基硫酸钠含量一般应控制在O1gL . /左右 ,其含量 孔、麻 点、起泡、脱皮 、发黑 或条状 等不 良现象 ,大 过低、防针孔的作用不明显,镀层容易产生细小、分布 多是与镀液中的杂质有关。如有机 杂质 ,即添 加剂的 均匀的针7 :麻点。当含量过高时,则防针孔作用不但 分解产 物和工件带入 的各种油脂 ,无机 杂质包括铁 、 LD  ̄ 铜 、锌 等。 p 值 低 的镀 液 中 ,铁 杂质 的含量 一般应 H 不会有显著提高 ,反而会增加镀液 的有机杂质 ,降低镀 .5gL H 层的光亮度、且针孔也会增 多。更高时 ,镀层会出现较 不大于00 / ,p 值 较高 的镀 液中 ,铁杂质 的含量 不要超过O0 / 。铜杂质 的含量必须低于00 / 。 .3gL .5gL 多较大、分布均 匀的针孔现象。 锌 杂质 的允许含量 为O0 ~ .6gL .2 00 /。铬杂质和硝酸根 杂质是不 允许存在 的,有机杂质越少越好 。
化学镀镍溶液的基本组成
化学镀镍溶液的基本组成优异的镀液配方对于产生最优质的化学镀镍层是必不可少的。
化学镀镍溶液应包括:镍盐、还原剂、络合剂、缓冲剂、促进剂、稳定剂、光亮剂、润湿剂等。
主盐化学镀镍溶液中的主盐就是镍盐,如硫酸镍、氯化镍、醋酸镍等,由它们提供化学镀反应过程中所需要的镍离了。
早期曾用过氯化镍做主盐,由于氯离子的存在不仅会降低镀层的耐蚀性,还产生拉应力,所以目前已不再使用。
同硫酸镍相比用醋酸镍做主盐对镀层性能的有益贡献因其价格昂贵而被抵消。
其实最理想的镍离子来源应该是次磷酸镍,使用它不至于在镀浴中积存大量的硫酸根,也不至于使用中被加次磷酸钠而大量带入钠离子,同样因其价格因素而不能被工业化应用。
目前应用最多的就是硫酸镍,由于制造工艺稍有不同而有两种结晶水的硫酸镍。
因为硫酸镍是主盐,用量大,在镀中还要进行不断的补加,所含杂质元素会在镀液的积累,造成镀液镀速下降、寿命缩短,还会影响到镀层性能,尤其是耐蚀性。
所以在采购硫酸镍时应该力求供货方提供可靠的成分化验单,做到每个批量的质量稳定,尤其要注意对镀液有害的杂质元锌及重金属元素的控制。
还原剂用得最多的还原剂是次磷酸钠,原因在于它的价格低、镀液容易控制,而且合金镀层性能良好。
次磷酸钠在水中易于溶解,水溶液的pH值为6。
是白磷溶于NaOH中,加热而得到的产物。
目前国内的次磷酸钠制造水平很高,除了国内需求外还大量出口。
络合剂化学镀镍溶液中除了主盐与还原剂以外,最重要的组成部分就是络合剂。
镀液性能的差异、寿命长短主主决定于络合剂的选用及其搭配关系。
络合剂的第一个作用就是防止镀液析出沉淀,增加镀液稳定性并延长使用寿命。
如果镀注保没有络合剂存在,由于镍的氢氧化物溶液度较小,在酸性镀液中艰险可析出浅绿色絮状含水氢氧化镍沉淀。
硫酸镍溶于水后形成六水合镍离子,它有水解倾向,水解后呈酸性,这时即析出了氢氧化物沉淀。
如果六水合镍离子中有部分络合剂分子存在则可以明显提高其抗水解能力,甚至有可能在碱性环境中以镍离子形式存在。
镀镍溶液的常见金属杂质及处理方法

镀镍溶液的常见金属杂质及处理方法镀镍电解液对杂质非常敏感,当存在某些金属杂质时(其含量甚微),会使镍镀层质量变坏。
铜、铁、锌等金属离子是镀镍液中最常见的有害金属杂质。
铁在电解液中比镍优先沉积在阴极上,而使镀层发脆,易龟裂。
铁在镀镍液中的最高含量不得大于0.1克/升。
铜的析出电位低,所以优先在阴极析出,使镍层呈棕黑色或灰黑色。
铜的最高允许含量为0.02克/升。
锌在镀镍液中的允许含量不大于0.01克/升,当电解液中含有少量锌时,在镀件的边缘及尖角上产生光亮的镀层。
含量稍大时,则使整个零件表面产生黑色条纹,斑点以及鳞片状镀层。
铁离子的处理方法:调整镀镍液的pH值=4,加入适量的双氧水(约1~2毫升/升),将镀液搅拌,并加温至70℃左右,用稀的氢氧化钠溶液提高镀液的pH=6,搅拌2~3小时,再测pH值,如pH因铁的沉淀而有所降低,再将pH提高至6。
静置过夜,过滤后加入硫酸,调整pH至正常范围即可试镀。
不过上述方法既麻烦又影响生产,目前,我司的HN-900镍除铁粉直接添加使用,效果明显,不会影响生产。
铜离子的处理方法:由于铜离子的水解沉淀的pH值与镍相接近,故用化学方法除去铜的效果不好,镍的损耗大。
用低电流密度电解的方法去除镀镍溶液中的铜杂质,较为经济实用。
即以0.05~0.1A/d㎡电流密度,用瓦楞形铁板作阴极,在搅拌下电解至能正常生产时为止。
锌离子的处理方法:用稀的氢氧化钠溶液或碳酸钙提高镀液的pH值至6.2,加温至70℃,不断搅拌1~2小时,再测pH值,若pH低于6.2,应继续提高至6.2,静置4小时以上,然后过滤,最后调整pH至工艺范围,就可试镀。
也可用低电流密度(0.2~0.4 A/d㎡)电解的方法处理。
不过上述方法既麻烦又影响生产,目前,我司的HN-ZnX镀镍除锌水或HN-ST除杂水直接添加使用,效果明显,不会影响生产。
镀镍溶液故障的处理
镀镍溶液故障的处理电镀生产中应的工艺,现代镀镍的种类多,从镀法状况来说,暗镍、半光亮镍、高硫镍、光亮镍和镍封闭等多层镍体系。
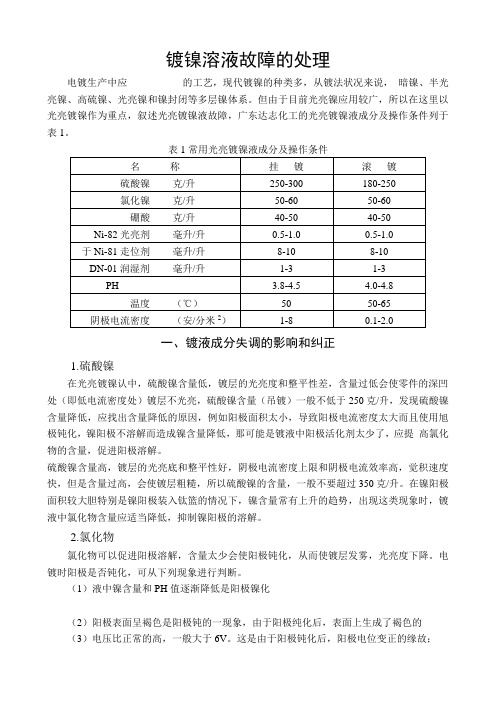
但由于目前光亮镍应用较广,所以在这里以光亮镀镍作为重点,叙述光亮镀镍液故障,广东达志化工的光亮镀镍液成分及操作条件列于表1。
一、镀液成分失调的影响和纠正1.硫酸镍在光亮镀镍认中,硫酸镍含量低,镀层的光亮度和整平性差,含量过低会使零件的深凹处(即低电流密度处)镀层不光亮,硫酸镍含量(吊镀)一般不低于250克/升,发现硫酸镍含量降低,应找出含量降低的原因,例如阳极面积太小,导致阳极电流密度太大而且使用旭极钝化,镍阳极不溶解而造成镍含量降低,那可能是镀液中阳极活化剂太少了,应提高氯化物的含量,促进阳极溶解。
硫酸镍含量高,镀层的光亮底和整平性好,阴极电流密度上限和阴极电流效率高,觉积速度快,但是含量过高,会使镀层粗糙,所以硫酸镍的含量,一般不要超过350克/升。
在镍阳极面积较大胆特别是镍阳极装入钛篮的情况下,镍含量常有上升的趋势,出现这类现象时,镀液中氯化物含量应适当降低,抑制镍阳极的溶解。
2.氯化物氯化物可以促进阳极溶解,含量太少会使阳极钝化,从而使镀层发雾,光亮度下降。
电镀时阳极是否钝化,可从下列现象进行判断。
(1)液中镍含量和PH值逐渐降低是阳极镍化(2)阳极表面呈褐色是阳极钝的一现象,由于阳极纯化后,表面上生成了褐色的(3)电压比正常的高,一般大于6V。
这是由于阳极钝化后,阳极电位变正的缘故;(4)电镀时阳极上气泡较多,有时会有刺激性的气味,并在挂阳极的铜钩上出现绿色的性物,阳极钝化后,在阳极上有较多气泡。
2H2O-4e O2 +4H2CL-2e CL2CL2是刺激性的气味,它能与铜反主尖生成绿色的氯化铜CL2+Cu CuCL2阳极钝化,浸在盐酸中刷洗,使之活化,然后重新挂入槽内,再适当增大阳极面积,必要时,可适当提高氯化物的含量。
但是氯化物含量不宜过高,过高了会使镀层产生毛刺。
镀镍问题与解决方案

镀镍问题与解决方案一、问题描述镀镍是一种常见的表面处理方法,用于提高金属制品的耐腐蚀性、硬度和美观度。
然而,在镀镍过程中可能会浮现一些问题,如镀层不均匀、起泡、脱落等,影响了产品的质量和性能。
因此,寻觅解决方案是至关重要的。
二、问题分析1. 镀层不均匀:镀层不均匀可能是由于镀液中金属离子分布不均匀、工件表面准备不良或者电流密度不均等原因引起的。
2. 起泡:起泡问题可能是由于镀液中存在杂质、工件表面有油脂或者气体等引起的。
3. 脱落:脱落问题可能是由于工件表面准备不良、镀液中含有杂质或者电流密度过高等原因引起的。
三、解决方案1. 镀层不均匀的解决方案:a. 检查镀液中金属离子的浓度和分布情况,确保它们均匀分布。
b. 对工件进行充分的表面处理,包括清洗、除油、打磨等,以确保表面平整。
c. 调整电流密度,使其在工件表面均匀分布,避免浮现过高或者过低的电流密度区域。
2. 起泡的解决方案:a. 检查镀液中是否存在杂质,如有必要,进行滤液处理或者更换新的镀液。
b. 在镀液中加入抗起泡剂,以减少气泡的形成。
c. 在工件表面进行充分的清洗和除油处理,以消除油脂温和体的影响。
3. 脱落的解决方案:a. 提高工件表面的粗糙度,以增加镀层与基材的附着力。
b. 检查镀液中是否含有杂质,如有必要,进行滤液处理或者更换新的镀液。
c. 调整电流密度,避免过高的电流密度导致镀层与基材的结合不坚固。
四、实施效果评估在实施上述解决方案后,可以进行以下评估措施:1. 对镀层进行质量检测,包括镀层厚度、硬度、附着力等指标的测试,以确保镀层质量达到要求。
2. 对产品进行性能测试,如耐腐蚀性、耐磨性等,以评估解决方案的有效性。
3. 监测生产过程中的镀液情况,包括金属离子浓度、杂质含量等,以确保解决方案的持续有效性。
通过以上解决方案的实施和评估,可以有效解决镀镍过程中的问题,提高产品质量和性能,满足客户的需求。
同时,定期维护和监测镀液的状态,及时调整和改进解决方案,可以进一步提高镀镍过程的稳定性和可靠性。
光亮镀镍溶液中PH值应该控制在怎样的范围内为好

光亮镀镍溶液中PH值应该控制在怎样的范围内为好?如何控制?
光亮镀镍液为弱酸性。
在电镀过程中,阴极上除了镍沉积外,还有氢的析出,所以阴极电流效率小于100%,镍的沉积和氢的析出都与它们的浓度有关。
在各种光亮镀镍的配方中,随着硫酸镍含量的不同,镀液PH值控制范围也应当不一样。
其一般规律为:硫酸镍含量高时,PH值允许偏低;硫酸镍含量低时,PH值应偏高。
PH值总的变化范围,以控制在3.8~5.5为宜。
如果PH值过低,使阴极电流效率显著下降,甚至得不到镀层,只有氢气析出;PH值过高,沉积出的镀层发雾,有严重的脆性。
光亮镀镍液的PH值,在生产过程中是逐渐升高的,这是因为氢离子在阴极还原析出的缘故。
所以在每天生产下班前,应当用PH试纸进行检查。
如果PH值偏高,可用10%的硫酸进行调整。
倘若镀液的PH值偏低,可用5~10%氢氧化钠溶液,在搅拌的情况下缓慢地加入镀液进行调整。
如能用碳酸镍来调节就更好了。
不过碳酸镍不溶于水,应先用少量热水将碳酸镍调成糊状,再取适量的镀液反复溶解,然后注入镀槽,搅拌均匀,直至镀液的PH 值达到正常工艺范围为止。
化学镀镍溶液的组成及其作用分解
化学镀镍溶液的组成及其作用分解化学镀镍溶液是一种用于表面电镀的溶液,主要由镍盐、酸性物质和添加剂组成。
它被广泛应用于金属制品、电子元件、机械零件等的防锈、美化和改善机械性能的处理过程中。
本文将详细介绍化学镀镍溶液的组成、工作原理及其分解过程。
1.镍盐:溶液中主要使用的镍盐有硫酸镍、氯化镍、亚硫酸镍等。
其中,硫酸镍是最常用的镍盐,因为它的稳定性较好,易于携带电流,并且能够提供均匀的镍沉积。
2.酸性物质:酸性物质通常用来维持溶液的酸性,促进化学反应的进行。
常用的酸性物质有硫酸、硫酸铵、硝酸等。
这些酸性物质能够提供足够的阳极溶解速度以及合适的酸度,使溶液保持适当的pH值。
3.添加剂:添加剂是为了改善镀层的质量和性能而添加的物质。
常见的添加剂有浸湿剂、抗氢脆剂、增塑剂等。
浸湿剂能够降低液面张力,提高液体在被镀物表面的附着力;抗氢脆剂则能够减少镀层的氢脆性;增塑剂则能够改善镀层的延展性和硬度。
1.镀液的制备:将适量的镍盐和酸性物质加入溶液中,通过加热和搅拌使其充分溶解,形成镀液。
在一定的温度和酸度条件下,镍盐会被还原成可以沉积到被镀物表面的镍离子。
2.镍离子的还原:在设定好的电流密度下,通过外加电流,将镍离子电化学还原成镍原子,并沉积在被镀物表面。
还原的反应方程式为:2e-+Ni2+→Ni(s)。
镀液中的酸性物质起到调节镀液酸度和加速反应速率的作用。
3.镀层的形成:镍原子在被镀物表面逐渐沉积,并与被镀物表面的金属原子结合,形成均匀的镀层。
镍镀层具有很好的耐腐蚀性、硬度和光亮度。
化学镀镍溶液的分解主要是由于溶液中镍盐的浓度过高、酸性物质过饱和或添加剂老化等原因引起的。
当镍盐浓度过高时,溶液变得不稳定,易于析出镍,从而导致分解。
当酸性物质过饱和时,溶液的酸度过高,容易引起溶液的结晶析出。
总结而言,化学镀镍溶液的组成主要包括镍盐、酸性物质和添加剂。
镀液通过电化学还原的方式将镍离子沉积到被镀物表面形成镀层,从而实现对被镀物的防锈、美化和改善机械性能的作用。
光亮镀镍液中杂质对镀层性能的影响与去除

光亮镀镍液中杂质对镀层性能的影响与去除李国斌,彭荣华,唐冬秀,马凇江(湘潭工学院化工系,湖南湘潭411201)[关键词] 铝合金电镀;光亮镀镍液;杂质[中图分类号] T Q153.1 [文献标识码] B [文章编号] 1001-1560(2002)08-0057-01 [收稿日期] 2002-03-09 光亮镀镍液含有硫酸镍、氯化镍、硼酸及光亮剂等,含镍50~80g/L ,氯化物12~20g/L ,硼酸不少于35g/L 。
长时间施镀后,杂质离子和其他副产物逐渐积累,当达到一定浓度时,使沉积速度降低,镀层的孔隙率增大,延展性下降。
杂质对镀层的不良影响是常见的电镀故障,杂质分为三类,即有机杂质、无机杂质、机械杂质。
1 有机杂质1.1 影 响有机杂质主要是带入槽内的油脂、表面活性剂、添加剂分解物,对镀液和镀层的质量产生不利的影响。
从直观上看,表现为镀层的光亮度降低、局部发花、起污斑,而且镀层的应力增加、脆性增大、韧性下降。
由于有机物分子的多样性和复杂性,它对镀层的影响也是多样性的。
一般来说,镀镍液被有机物杂质污染后,其阴极极化作用比污染前大,但这种极化作用在电极上的分布是不均匀的,只能使Ni 2+难以在电极表面上沉积,造成发花、甚至漏镀现象;另一方面,有机分子形成较大的憎水性絮状团,当它吸附于镀层表面时,使主盐离子在局部区域不能正常在阴极上沉积,造成镀层发花、漏镀等现象。
1.2 去 除活性炭处理较为常用,活性炭能吸附大多数有机杂质。
活性炭的种类不同,吸附能力也不同,活性炭的孔径决定它的吸附效率。
一般而言,选用比表面积较大的粉状活性炭为好,活性炭用量为5g/L 左右,温度为50~60℃。
实验表明,分批加入比一次加入的处理效果好,分批加入去除率达95%以上,而一次加入时为75%左右。
实验方法:先加入活性炭3g/L ,剧烈搅拌4h ,静置24h 后,再加入2g/L 活性炭,剧烈搅拌2h ,静置8h ,然后过滤。
化学镀镍溶液的组成及其作用全解
化学镀镍溶液的组成及其作用全解1.镍盐:化学镀镍溶液中最主要的组成部分是镍盐,常用的镀镍溶液中常使用的镍盐是硫酸镍、氯化镍、醋酸镍等。
镍盐在溶液中能够提供充足的镍离子,以便进行镀层的生成。
2.水溶剂:镀镍溶液通常使用水作为溶剂。
水作为一种具有良好溶解性的溶剂,能够保持镀液的稳定性和流动性,以便更好地进行镀层的形成。
3.酸性:镀镍溶液通常是酸性的,这是因为酸性条件有利于镍盐的离解和溶解,同时有助于氢气的析出。
常用的酸性镀镍溶液主要有硫酸镍溶液和氯化镍溶液。
4.缓冲剂:为了保持镀液的稳定性,以及调节镀液的pH值,镀镍溶液中通常添加有缓冲剂。
常用的缓冲剂有琼脂和氢氧化铵等,它们能够有效地控制溶液的酸碱度,使得镀液酸碱度的变化对镀层品质影响降到最低。
5.活化剂:为了促进镀液中的镍离子的离解和氢气的析出,镀镍溶液中通常添加有一种或多种活化剂。
常见的活化剂有硫酸、硝酸和氯化物等,它们能够提高镀液的电导率,加速镀液中的电子传递速度。
化学镀镍溶液中的镀层生成主要是通过电化学反应来实现的。
反应过程主要包括离子的离解、运移、还原反应和析出等环节。
镀液中的镍离子在阳极处受到氧化,转化为镍离子,而金属表面处的阳极则发生还原反应,电子从镍离子中传递到阳极表面,使镍离子还原成镍金属,最终得到均匀的镀层。
化学镀镍溶液的主要作用是在金属表面形成一层镍金属的保护层,以增强材料的耐腐蚀性能和机械强度。
镀层可以提高材料的表面硬度、耐磨性和耐热性,同时还能够改善材料的导电性和焊接性能。
镀层的形成还可以保护被镀金属表面免受氧化和腐蚀的侵害,延长材料的使用寿命。
此外,化学镀镍溶液还可以应用于陶瓷、塑料等非金属材料的表面修饰,以增加其金属质感和装饰效果。
镀镍还可以用于半导体材料的制备、电子元器件的制造和航空航天等领域的应用。
需要注意的是,在进行化学镀镍工艺时,应严格控制镀液的成分和操作条件,以确保镀层的质量和性能。
此外,也要注意镀液的处理和废液的处理,以防止对环境和健康造成负面影响。
电镀镍液中金属杂质影响及去除
电镀镍液中金属杂质影响及去除1.铜杂质:1.1.影响:当镀镍液中铜离子含量达5mg/L以上,钢铁及锌压铸件电镀时就会产生置换铜,造成结合力不良,特别在电流中断及低电流密度区最易发生.铜杂质往往使低电流密度区镀层外观呈灰色,甚至黑色.常常出现粗糙,疏松,呈海绵状等不良镀层.1.2.鉴别:取镀液2ml,加2mol/L H2SO4使溶液呈酸性,再加1mol/L K4[Fe(CN)6] 2ml;如产生沉淀[Cu2[Fe(CN)6],此沉淀溶于氨水呈现兰色,示有Cu2+ 存在.生产中简单方法是用稀硫酸调PH2-3;浸入用HCl 活化处理过的钢丝,约3-5分钟取出,观察有否红色置换铜.1.3.去除:A. 电解法:0.2-0.4A/dm2,如激烈搅拌可用稍大电流密度.阴极有瓦楞形铁板.B.化学药剂法:用仅对铜离子有选择性沉淀的药剂去除,如加入铜含量(摩尔)2倍左右喹啉酸,可使铜含量下降到1mg/L以下.也可加入亚铁氰化钾,2-巯基苯并噻唑生成沉淀后过滤.如要生成氢氧化铜沉淀不合理,因需要调PH=6.3,会有相当多的氢氧镍沉淀生成.2.锌杂质:2.1:影响:光亮镀镍溶液中如如含微量锌所得镀层呈白色,如含量再提高,低电流密度处呈灰黑色,镀层呈现条纹状.在PH较高镀液中,由于锌的存在还会使镀层出现针孔.锌允许极限因光亮剂不同而异,一般在20-100mg/L范围内.2.2:鉴别:取2ml镀液加于试管中,加蒸馏水30ml;1%甲基紫1滴,1:1 HCl 2滴.15%KCNS 1滴,若镀液变紫,示有锌.或取2ml镀液加于试管中,调PH至石蕊试纸呈中性,再加CH3COOH 1-2滴及0.5mol/L K3[Fe(CN)6] 1ml.此时如有黄棕色沉淀,且该沉淀溶于HCl及氨水中,示有Zn2+存在.2.3:去除:A:电解法:当Zn2+较低时用瓦楞形铁板作阴极,搅拌下:0.2--0.4A/dm2B.当Zn2+较高时用化学沉淀法.用稀NaOH或CaCO3(优于烧碱)将电镀液调PH6.2; 加热至於5-70℃,搅拌1-2h,再调PH稳定在6.2;静置4h以上,过滤,除Zn(OH)2及CaCO3沉淀(本法镍盐损失较大)3.铅杂质:3.1:影响:类似于铬杂质对镀层质量影响.当镀液中达5mg/L以上时,得到灰色甚至黑色镀层,镀层粗糙,甚至无镀层.3.2 鉴别:取2ml镀液加于试管中,调PH至石蕊试纸呈中性,加1mol/L K2CrO4 1-2滴.如有黄色沉淀,将此沉淀溶于NaOH中,通入H2S或加入(NH4)2S.如试液中有Pb2+,可出现黑色PbS沉淀.3.3 去除:低电流密度电解除去.4.铁杂质:4.1:影响:铁是镀镍液中最主要的杂质,主要是零件未及时捞出或未镀上锌的部位溶解而成.二价铁可以和镍共沉积.当镀液中PH在3.5以上时,此时阴极区PH更高,三价铁可形成Fe(OH)3,并夹杂于镀层中,使镀层发脆,粗糙,是形成斑点及针孔主要原因.一般铁杂质在较高PH溶液中,应在0.03g/L以下,PH较低时不超过0.05g/L.4.2 鉴别:取2ml镀液加于试管中,加2mol/L硫酸使之呈明显酸性,然后再多加2-3滴,加入亚铁氰化钾K4[Fe(CN)6].3H2O2-3滴,如有Fe2+则生成亚铁氰化钾兰色沉淀.或取2ml镀液加于250ml烧杯中,加蒸馏水20ml,加1:1 HNO3,煮沸,冷却后加KCNS或NH4CNS(约15%)数滴,摇匀静置,此时出现红色溶液,示有Fe3+ .如在此溶液中和加NH4F或KF后,颜色消失. Fe3+ +3CNS-=Fe(CNS)3 ; Fe(CNS)3 +F- =[FeF6]3-6 + 3CNS-4.3 去除:A. 电解法:0.4A/dm2B.化学法::稀硫酸调PH 3左右,加30% H2O2 0.5-1mol/L,加热65-70℃,使Fe2+ 转化为Fe3+ 并除去多余的H2O2,用BaCO3或NiCO3,Ba(OH)2调PH至6,搅拌2h,重复调PH,使之稳定在6,静置过滤.当处理铁杂质同时,还要除去有机物杂质,可在加入H2O2及升温后,加入活性炭2-4g/L.5.铬杂质:5.1 影响:铬是镀镍液中最敏感的金属元素之一,主要来自镀铬件清洗及镀铬时铬雾扩散.微量铬的存在,使镀液分散能力,电流效率降低,镀层发灰,结合力下降.当六价铬含量达到3-5ml/L时,在低电流密度区镍层难以沉积,如含量达到5ml/L以上时,就会使镀层产生条纹,引起镀层剥落.在低电流密度处无镀层.三价铬在PH3.5以上就会产生沉淀,使镀镍层粗糙.5.2 鉴别:取2ml镀液加于试管中,加3mol/L NaOH至偏碱性,加H2O2(30%) 2-3滴,加热至沸,有铬存在则变成黄色溶液,冷至室温,用1mol/L 硫酸酸化至酸性,加乙醚3-5滴,再慢慢滴加H2O2,同时摇动试管,乙醚层有兰色出现,则有Cr6+存在.酸性溶液中Cr2O72-占优势,在碱性溶液中CrO42- 占优势,通过调PH使之相互转化.在酸性溶液中Cr2O72-是强氧化剂,此时加H2O2则Cr6+被还原成Cr3+而出现兰色.5.3 去除:将六价铬还原成三价铬,然后用化学沉淀法去除A.连二亚硫酸钠(保险粉)法:2H2CrO4+Na2S2O4+H2SO4=Na2SO4+Cr2(SO4)3+4H2OCr2(SO4)3+6NaOH=Cr(OH)3↓+3Na2SO4稀硫酸调PH至3,再按0.2-0.4g/L量加入保险粉,加热60-70℃,搅拌1h;用稀NaOH或Ba(OH)2,也可用NiCO3或BaCO3调PH,使其稳定在6.2;静置2-3h,过滤.最后按0.2-0.4mol/L量加入H2O2(30%)以除去过量保险粉,调PH至工艺规范,试镀.B.硫酸亚铁法:六价铬被还原成三价铬,二价铬被氧化成三价铬,提高PH 值,分别生成Fe(OH)3或Cr(OH)3沉淀,加入H2O2,使多余二价铁氧化成三价铁H2Cr2O7+6FeSO4+6H2SO4=Cr(SO4)3+3Fe(SO4)3+7H2O稀硫酸调PH3,按1g/L加入FeSO4,搅拌1h;加入H2O2(30%) 1mol/L,调PH值至6.2,加热60-70℃,并保温4h(目的是便于沉淀,凝聚),搅拌,重复调PH使之稳定在6.2,静置2-3h,过滤,最后用硫酸调PH至正常.C.高锰酸钾法:调PH=3,加热至60℃,加高锰酸钾(10%)至呈紫色,加2-6g/L碳酸铅(醋酸铅),搅拌,用NaOH调PH=5-5.5,静置2h,过滤.6.硝酸根:因硫酸镍不纯而带入,对镀镍极有害.微量的硝酸根可使镀层三灰色,脆性增大.当含量达0.2g/L以上,镀层呈黑色,阴极电流效率显著下降.去除原理:高电流密度时,硝酸根在阴极还原为铵(为避免镍的沉积可调PH=3).7.(电镀与环保96.4)用碳酸钡调节PH ,可不浪费镍盐.且过量也无妨,并能得到一个合适的PH值上限(PH5.5),在此条件下铁铝等杂质可完全除去.而Ni2+ 尚未达到沉淀的PH值范围.溶液的PH 值勤升高至5.5,碳酸钡过量也不再升高.碳酸钡进入镀镍液后生成白色BaSO4沉淀(溶解度极低,且易过滤)和逸出CO2气体.但用碳酸钡净化液体不易除去铜,锌等杂质.加为铜锌沉淀PH范围在6.3左右.故推荐净化工艺如下:用稀硫酸调PH3左右.搅拌下加3ml/L 30%H2O2,加热65-70℃,使Fe2+ 转化为Fe3+并除去多余的H2O2.将6-8g/L粉未状BaCO3分3次加入,搅拌1h,待PH升至5.5时,铁铝杂质除去.再加入SQT去铜剂3g/L,搅拌1h,使铜锌杂质除去.将3g/L 活性炭用水调成糊状后加入,搅拌1h,静置4h,过滤.调pH至正常,加工艺下限十二烷基硫酸钠和次级光亮剂以及1/2工艺量的糖精,试镀8.(电92.4)当锌离子较多时采用NaOH和BaCO3提高PH,不能使锌离子彻底沉淀(试验表明在低Dk区仍有黑条,示用锌离子存在).采用NiCO3提高PH=6.2,效果较理想,镍盐损失较小.9.(电91.6)亮镍镀液中误加乙二胺的处理:采用电解法,过氧化氢氧化法,过氧化氢氧化-电解法,高锰酸钾氧化法,高锰酸钾氧化-电解法,过硫酸铵氧化-电解法,均不能解决.因胺类物质是一种较稳定的化合物,用一般氧化剂很难在低浓度下氧化掉.但它和亚硝酸盐有一个特殊反应:在酸性介质中能被亚硝酸盐氧化为醇;同时亚硝酸盐在酸性介质中发生歧化反应生成亚硝酸根和一氧化氮(转化为红棕色的二氧化氮),并伴有PH值升高.生产中用硫酸调PH0.5,搅拌下加亚硝酸钠7克/升,瓦楞铁板作阴极,镍板作阳极,1.5-2A/dm2电解,达15小时安培电量后镀注液恢复正常,PH也由0.5升高到4.2左右.。
化学镀镍溶液的组成及其作用

化学镀镍溶液的组成及其作用主盐:化学镀镍溶液中的主盐就是镍盐,一般采用氯化镍或硫酸镍,有时也采用氨基磺酸镍、醋酸镍等无机盐。
早期酸性镀镍液中多采用氯化镍,但氯化镍会增加镀层的应力,现大多采用硫酸镍。
目前已有专利介绍采用次亚磷酸镍作为镍和次亚磷酸根的来源,一个优点是避免了硫酸根离子的存在,同时在补加镍盐时,能使碱金属离子的累积量达到最小值。
但存在的问题是次亚磷酸镍的溶解度有限,饱和时仅为35g/L。
次亚磷酸镍的制备也是一个问题,价格较高。
如果次亚磷酸镍的制备方法成熟以及溶解度问题能够解决的话,这种镍盐将会有很好的前景。
还原剂:化学镀镍的反应过程是一个自催化的氧化还原过程,镀液中可应用的还原剂有次亚磷酸钠、硼氢化钠、烷基胺硼烷及肼等。
在这些还原剂中以次亚磷酸钠用的最多,这是因为其价格便宜,且镀液容易控制,镀层抗腐蚀性能好等优点。
络合剂:化学镀镍溶液中的络合剂除了能控制可供反应的游离镍离子的浓度外,还能抑制亚磷酸镍的沉淀,提高镀液的稳定性,延长镀液的使用寿命。
有的络合剂还能起到缓冲剂和促进剂的作用,提高镀液的沉积速度。
化学镀镍的络合剂一般含有羟基、羧基、氨基等。
在镀液配方中,络合剂的量不仅取决于镍离子的浓度,而且也取决于自身的化学结构。
在镀液中每一个镍离子可与6个水分子微弱结合,当它们被羟基,羟基,氨基取代时,则形成一个稳定的镍配位体。
如果络合剂含有一个以上的官能团,则通过氧和氮配位键可以生成一个镍的闭环配合物。
在含有0.1mol的镍离子镀液中,为了络合所有的镍离子,则需要含量大约0.3mol的双配位体的络合剂。
当镀液中无络合剂时,镀液使用几个周期后,由于亚磷酸根聚集,浓度增大,产生亚磷酸镍沉淀,镀液加热时呈现糊状,加络合剂后能够大幅度提高亚磷酸镍的沉淀点,即提高了镀液对亚磷酸镍的容忍量,延长了镀液的使用寿命。
不同络合剂对镀层沉积速率、表面形状、磷含量、耐腐蚀性等均有影响,因此选择络合剂不仅要使镀液沉积速率快,而且要使镀液稳定性好,使用寿命长,镀层质量好。
镀镍问题与解决方案
镀镍问题与解决方案引言概述:镀镍是一种常见的表面处理方法,可以提高金属制品的耐腐蚀性、硬度和光泽度。
然而,在实际应用中,镀镍过程中可能会浮现一些问题,例如镀层不均匀、气泡、粗糙度等。
本文将就镀镍过程中常见的问题及解决方案进行详细介绍。
一、镀镍过程中常见问题及解决方案1.1 镀层不均匀1.2 气泡1.3 粗糙度镀层不均匀:1.1 调整镀液配方:镀液中镍盐、硫酸镍、添加剂等成份的比例会影响镀层的均匀性,可以根据实际情况调整配方。
1.2 控制镀液温度:镀液温度过高或者过低都会导致镀层不均匀,保持适宜的镀液温度可以改善镀层质量。
1.3 检查镀液搅拌:镀液搅拌不均匀也会导致镀层不均匀,定期检查搅拌设备的工作状态,确保充分搅拌。
气泡:2.1 清洗工件:在镀镍之前,要对工件进行充分清洗,去除表面油污和杂质,避免气泡的产生。
2.2 调整镀液成份:镀液中的添加剂和助镀剂的选择会影响气泡的产生,可以根据具体情况调整镀液成份。
2.3 控制镀液搅拌速度:搅拌速度过快或者过慢都会导致气泡的产生,控制好搅拌速度可以减少气泡问题。
粗糙度:3.1 调整镀液温度:镀液温度过高或者过低都会导致镀层粗糙,保持适宜的镀液温度可以改善镀层质量。
3.2 检查镀液PH值:镀液PH值的变化也会影响镀层的粗糙度,定期检查PH 值并进行调整。
3.3 检查工件表面处理:工件表面处理不当也会导致镀层粗糙,确保工件表面平整光滑可以减少粗糙度问题。
四、结语镀镍是一种常见的表面处理方法,但在实际应用中可能会浮现一些问题。
通过调整镀液配方、控制镀液温度、检查镀液搅拌等方法,可以有效解决镀镍过程中的常见问题,提高镀层质量。
希翼本文的介绍对大家在镀镍过程中遇到问题时有所匡助。
化学镀镍液中硫酸镍与次磷酸钠的快速测定
文章编号1001-3849(2004)01-0031-03D化学镀镍液中硫酸镍与次磷酸钠的快速测定徐启文吴源清黄岳山赵修华(华南理工大学生物力学研究所广东广州510641)摘要采用光度分析方法研究化学镀镍过程中硫酸镍及次磷酸钠质量浓度的快速测定建立了标准硫酸镍及标准次磷酸钠质量浓度与吸光度回归方程对比试验表明镀液测定的标准偏差小于4 与化学分析标准法相比其偏差可控制在6 左右本法适用于快速检测镀液中主成分含量的变化关键词化学镀镍硫酸镍次磷酸钠快速测定中图分类号TG115 335文献标识码Brapid determination of nickel sulf ate and sodiumHypophosphite in electroless nickel plating bathXU Oi-wen WU Yuan-ging HUANG Yue-shan ZHAO Xiu-hua (Biomechanics hnstitute South china University of Technology Guangzhou510641 china)Abstract Rapid determination of nickel sulfate and sodium hypophosphite in electroless nickel plating bath was investigated using spectrophotometry.The regression eguations of the relation-ship between absorbance and nickel sulfate concentration and between absorbance and sodium hypophosphite concentration in the standard solutions were established.Experimental results of comparison test show that the standard deviation of determiantion of the spectrophotometric method for plating bath is less than4 and it can be controlled in about6 as compared with the standard method of chemical analysis.The method is suitable for rapid determining the change of main components in the plating bath.Keywords electroless nickel plating nickel sulfate sodium hypophosphite rapid determination化学镀镍由于具有镀层厚度均匀!抗蚀性和耐磨性好!操作方便等优点在众多的工业领域中得到日益广泛的应用在施镀过程中随着沉积反应的不断进行硫酸镍及次磷酸钠不断消耗反应迅速减慢若不及时分析!调整浓度化学镀镍的生产将无法正常进行因此快速测定化学镀镍液中硫酸镍和次磷酸钠的质量浓度有利于控制在较小的范围内变化以维持工艺过程的一致性保证产品质量十分重要目前测定化学镀镍液中硫酸镍和次磷酸钠质量浓度的方法主要有容量分析法和仪器分析法本文采用分光光度法对化学镀镍液中硫酸镍及次磷酸钠的质量浓度的快速测定进行了研究"13"2004年1月电镀与精饰第26卷第1期(总154期)收稿日期1实验原理1.1硫酸镍的测定[1~3]硫酸镍在镀液中电离出的镍离子与镀液中络合剂结合在可见光的范围内对光的吸收峰值为390nm而镀液中的其它成分在390nm左右的吸收对镍离子的吸收影响不大可以直接测定镀液中镍离子对红色光的吸光度即可准确测定其浓度O1.2次磷酸钠间接测定[4~6]次磷酸根离子在可见光的范围内不发生吸收可根据化学反应定量析出有色物质通过对反应物的测定来确定次磷酸钠的质量浓度O实验用碘酸钾与次磷酸钠反应可定量地析出单质碘然后测定碘的吸光度来测定次磷酸钠的质量浓度碘的吸收峰值在460nm O反应方程为,5NaH2PO2+2KIO3+2H2SO4=5NaH2PO3+I2+2KHSO4+H2O2实验试剂与仪器2.1试剂(均为分析纯)浓硫酸;硫酸镍;次磷酸钠;碘酸钾;盐酸;ED-A;0.1moI/L硫代硫酸钠标准溶液;0.1moI/L 碘标准溶液O2.2仪器双光波分光光度仪(G2PC Spectropho-tometers USA)3实验方法3.1标准溶液配制按工艺过程优化配方固定络合剂~表面活性剂等在溶液中含量改变硫酸镍及次磷酸钠含量分别配制不同的硫酸镍和次磷酸钠标准溶液再将溶液pH值调节至4.6~4.8O3.2标准曲线绘制打开分光光度仪调零及调节光透过率为100%按仪器程序测试由仪器记录系统入射光的透过率每个标样平行检测三次O标准溶液的测定次序应由低浓度到高浓度进行O利用仪器自带软件自动绘出标准曲线O3.3化学镀镍溶液的测试验证该仪器测试的可行性O4实验结果4.1标准溶液中硫酸镍的测试结果对于标准的化学镀镍溶液不同的硫酸镍质量浓度(01)对入射光的吸收不同与之对应的透过率也将发生变化O标准溶液中硫酸镍的测试结果如图1所示O图1硫酸镍标准曲线将上述数据进行线性回归得出了吸光度A1与硫酸镍质量浓度(01)的关系,A1=0.0279201+0.02 该回归方程的相关系数为0.990 置信度大于97.5%O4.2标准溶液中次磷酸钠的测试结果对于标准的化学镀镍溶液不同的次磷酸钠质量浓度(02)对入射光的吸收不同与之对应的透过率也将发生变化O标准溶液中次磷酸钠的测试结果如图2所示O图2次磷酸钠标准曲线将不同的次磷酸钠质量浓度同与之对应的A2的数据进行回归得出了A2与次磷酸钠质量浓度(02)的二阶关系方程,A2=0.000173022+0.002102该回归方程的相关系数为0.980 置信度大于97%O4.3待测硫酸镍溶液及次磷酸钠溶液的测试我们采用ED A法测硫酸镍作对比和用碘量23Jan.2004PIating and f inishing VoI.26No.1中的硫酸镍和次磷酸钠的质量浓度 若以化学分析法为标准 其产生的偏差是可以接受的0表1待测液中硫酸镍及次磷酸钠结果比较样品方法编号吸光度质量浓度(g /L )平均值(g /L )标准偏差S硫酸镍EDTA 法128.352 28.343 28.3628.35O.O1吸光光度法1O.74827.52O.73927.53O.74327.627.5O.1次磷酸钠化学分析法1 25.612 25.633 25.6125.62O.O2吸光光度法1O.14724.O 2O.15424.O 3O.15124.O24.OO5结论与分析化学镀镍的快速测定法可以应用于施镀过程中的对硫酸镍和次磷酸钠的实时检测 为及时取得施镀的第一手参数提供了可行方法 并得出以下结论:1)利用在线镀液余温(5OC 左右) 可将本快速测定时间控制在5min 以内;2)本方法可扩展为在线自动测试;3)本快速测定法 测出硫酸镍及次磷酸钠的浓度与吸光度的关系标准曲线的回归方程分别为:A 1=O.O2792p 1+O.O2;A 2=O.OOO 173p 22+O.OO21p 24)本快速测定方法标准差在4%以内 与化学分析标准法相比 其偏差可控制在6%左右0本法完全可应用与化学镀镍生产上的快速检测镀液中主成分含量的变化 确保施镀的顺利进行0参考文献:[1]丘山 丘星初.分光光度法测定光亮镍及珍珠镀镍液中的镍含量[J ].电镀与涂饰 2OO1 2O(1):44-49.[2]侯晓晖 洪祥乐.化学镀镍液中次磷酸钠的快速测定[J ].材料保护 2OO2 35(6):48-49.[3]刘汝涛 杨景和 高灿柱 等.化学镀镍液中次磷酸钠的测定[J ].电镀与环保 2OOO 2O(1):29-31.[4]张道礼 龚树萍 周东祥 等.化学镀镍溶液中次亚磷酸钠浓度测定方法的比较[J ].材料保护 1999 32(5):14-15.[5]胡文成 迟兰洲 钟廉基 等.硫酸镍浓度在线自动测试[J ].电子科技大学学报 1997 26(5):56O-563.[6]迟兰洲 胡文成 钟廉基 等.化学镀镍液中次磷酸钠在线自动测试[J ].电子科技大学学报 1997 26(1):1O9-112.最新消息加拿大英可(INCO )公司国内最大的代理销售商 宁波神化化学品经营有限责任公司日前与天津美坚机电化工发展有限公司签署联营协议 携手拓展北方市场 为北方提供高效,快捷,具有品牌保证的金属镍及镍盐产品0欢迎广大客户惠顾神美联营体033 2OO4年1月电镀与精饰第26卷第1期(总154期)。
镀镍缺陷种类原因分析及解决方案

防护装饰镀铬镀镍镀层质量解析:
钩挂不牢烈
酸擦洗除铜膜
离子
铜钩浸入或洗过铜件铜焊件或酸洗时有置换铜膜
压缩空气流量太大或搅拌不均匀挂钩被腐蚀变细,或损害变形,焊接氧化蓝皮未除尽
硫酸含量太低含量太低化剂含量低、温度低不良
补充被消耗的润湿剂解快落
解为胶状的金属氢氧化物,酸液为加入缓蚀剂,无用黄油润滑
零件等异物掉落入槽,异金属离子积累除油、清洗不彻底导电接触部位被腐蚀、氧化未及时分析电解液和及时补充材料未及时分析电解液和及时补充材料
酸洗方法不当,温度偏低
未按规定用活性炭定期处理镀液零件出槽无沥干,镀液带出量大酸液浓度低,未及时补充工艺无明确规定
无抛光表面质量检查标准,随意性大
气设备操作规程无明确规定,或有破损、管及房顶灰尘掉入槽无定期拆洗阳极和仔细检查阳极袋现场不清洁,房顶出气口无遮挡板
加盖遮挡
工艺守则无明确规定
量不足拆洗
过滤机性能欠佳,附加有活性炭过滤过滤机被固体微粒堵塞
不良,局部电流密度大未定期分析镀液补充硼酸
为及时清理、修理挂具落
光膏污垢污染镀液除油、清洗不彻底
无防油脂掉落挡板
无防油脂掉落挡板
光膏污垢污染镀液
光膏污垢污染镀液
胶手套抓挂零件
,镀液温度低于60℃,的时间不到2小时镀液和补充材料处理镀液硫酸镍含锌杂质多,锌合金镀件掉落入槽阳极镍块少,镍块钝化,阳极挂钩导电接触不良
操作工未培训就上岗
无明确规定和无操作培训
无镀液处理操作规程和无操作培训
塘的水清洗镀件工艺规程无明确禁止使用不洁净的水除油、清洗不彻底或添加剂变质机修时润滑油涂抹太多盲目加入光亮剂等
加入光亮剂等无记录,重复加入。
电镀镍溶液中杂质的影响和去除

电镀镍溶液中杂质的影响和去除镀镍溶液的纯净度要求较⾼,受外来杂质污染后,电镀镍层质量会有很⼤的影响。
例如某⼚镀镍零件的⼤电流处泛有⿊⾊⼩点(镀件的下⾯部位及其周边),⽽⼩电流处呈灰⿊⾊(镀件的中⼼部位和深凹部位),⼚⽅错误地认为是受到有机杂质污染进⾏处理,结果镀镍层故障未见好转。
其实这种情况并不是溶液中有有机物,因为有机杂质会使镍镀层乌亮、结合⼒明显降低,⽽电镀镍层表⾯出现⿊点和灰⿊⾊有可能受到⾦属杂质的污染,尤其是受到铅杂质的污染可能性更⼤。
现场考察发现镀槽是⽼式铅衬⾥槽,液⾯以下部位发现附有⼀层黄褐⾊可擦去的挂霜(铅的氧化物),此铅衬⾥槽与⼀块镍板斜倚在槽壁,使得上部阳极镍板正好触及这块镍板的腰部,当电流通过阳极板传到掉⼊槽底镍板上,然后⼜把电流传到铅衬槽,此时铅衬槽就成了阳极,受到氧化产⽣黄褐⾊的氧化铅,其中部分铅离⼦就进⼊镀液,产⽣镀层发⿊的故障。
镀镍液受铅离⼦污染⽬前多按电解法处理。
先将溶液抽出来,把槽壁和阳极表⾯的氧化铅洗刷⼲净,然后将溶液过滤后回⼊槽内,以0.1A/dm2~0.2A/dm2的电流密度先处理3昼夜,到第4天按正常⼯艺条件试镀,故障排除。
这个实际故障说明电镀溶液的维护与保养是很重要的,尤其是镀液杂质的影响、杂质的来源⾮常复杂,出了故障要慎重考虑故障原因,加强检查和分析,才能采取相应措施,决不可盲⽬处理,否则必然会⾛弯路,电镀故障得不到及时排除。
1 铜杂质的影响和去除镀镍液中铜杂质含量低可使低电流密度区镀镍层灰暗、粗糙;含量⾼可使低电流密度区镀层发⿊,出现海绵状镀层。
⼆般光亮镀镍液中铜杂质含量不允许超过0.01g/L;普通镀镍液由于pH 值稍⾼,也不超过0.3g/L。
对少量铜杂质镀镍液,可⽤电解法去除(pH=2左右,Dk=0.1A/dm2~0.3A/dm2)。
较多铜杂质可⽤亚铁氰化钠化学⽅进⾏处理:2Cu2++Na4[Fe(CN)6]→Cu2[Fe(CN)6]↓⼗4Na+去除⽅法是向故障镀镍液中加⼊溶解好的亚铁氰化钠溶液,剧烈搅拌约30min,然后过滤除去沉淀即可试镀。
电镀镍镀液中各成分及操作条件对镀层性能影响
电镀镍镀液中各成分及操作条件对镀层性能影响关于近期大家在环球电镀网上咨询关于镀镍液过程中出现的问题希望以下的文章分析说明能为大家解惑。
①主盐硫酸镍(NiS04·7H20)是镀镍液的主盐,浓度范围一般在100~350g/L。
硫酸镍铵[NiS04·(NH4)2S04·6H20]也可以用作产生镍离子的主盐,但硫酸镍铵含镍量较低(15%),溶解度较小,不能得到高浓度溶液,因而该溶液不能用于高电流密度电镀,所以应用很少。
但当电镀液中含有铵离子时,所得镍层坚硬,因此复盐硫酸镍铵电解液有时用来制取硬度较高的镍层。
②活化剂由于镍阳极容易钝化,因此电镀镍镀液中必须加入阳极活化剂,保证镍阳极正常溶解。
最常用的阳极活化剂是氯化物,如氯化镍、氯化钾、氯化钠及氯化铵等。
在这些氯化物中,Cl一通过在镍阳极的特性吸附,驱除氧、羟基离子及其他能钝化镍阳极表面的异种粒子,从而保证镍阳极的正常溶解,同时活化剂能提高镀液电导率和阴极分散能力。
考虑到价格和货源情况,通常使用氯化钠作为阳极活化剂,用量一般在7~15g/L。
氯化钠含量过多,阳极溶解迅速,甚至直接使镍的金属微粒从阳极分离,沉积于槽底,或被吸附在阴极上,造成镀层堆镍,同时由于镀液中钠离子浓度增加,使镀层发脆,光泽度降低;氯化钠含量过低,阳极发生钝化,导致镀层质量低劣。
氯化镍既能提供镍离子,又能提供氯离子,同时不增加其他金属离子,因此可代替NaCl及部分主盐NiS04·7H20,起到阳极活化剂作用,是较为理想的活化剂。
在含镍铵复盐的电解槽中,可用氯化铵作活化剂。
③导电盐单纯从导电率来看,以硫酸钾和硫酸铵较好,硫酸镁稍差。
但硫酸钾和硫酸铵一样,能与硫酸镍形成复盐(NiS04·K2SO4·6H2O),此复盐溶解度不大,容易结晶析出,因此生产中常用硫酸钠和硫酸镁作导电盐。
加入硫酸钠(Na2S04·10H20)和硫酸镁(MgS04·7H20)能提高镀液导电性和分散能力,降低施镀温度,硫酸镁还能使镀镍层白而柔软(不能消除其他因素引起镍层发暗的弊病)。
镀镍问题与解决方案
镀镍问题与解决方案一、问题描述镀镍是一种常见的金属表面处理方法,用于提高金属制品的耐腐蚀性能、装饰性和机械性能。
然而,在镀镍过程中,可能会出现一些问题,如镀层不均匀、气泡、黑斑等,影响了镀层的质量和使用效果。
二、问题原因分析1. 镀液成分不合适:镀液中的镍盐、酸碱度、添加剂等成分不合理,导致镀层质量下降。
2. 温度控制不当:镀液温度过高或过低,都会对镀层质量产生不利影响。
3. 镀液搅拌不充分:搅拌不均匀会导致镀层厚薄不一。
4. 金属基材准备不良:金属表面存在油污、氧化物等杂质,会影响镀层的附着力和均匀性。
三、解决方案1. 优化镀液成分:合理选择镍盐、酸碱度和添加剂,确保镀液的稳定性和镀层的质量。
可以通过实验和数据分析,确定最佳的镀液配方。
2. 控制温度:根据镀液的特性和金属基材的要求,控制镀液的温度在适宜的范围内。
可以使用温度控制设备,保持镀液温度的稳定性。
3. 加强搅拌:确保镀液充分搅拌,均匀分布在金属表面,避免出现厚薄不一的问题。
可以使用搅拌设备或改进搅拌工艺,提高搅拌效果。
4. 做好金属基材准备工作:在镀镍前,对金属基材进行充分清洗和处理,去除表面的油污、氧化物等杂质,提高镀层的附着力和均匀性。
可以使用化学清洗剂、机械去污等方法。
四、解决方案效果评估1. 镀液成分优化后,镀层质量得到明显改善,镀层均匀、光亮度提高。
2. 温度控制在适宜范围内,镀层质量稳定,避免了温度过高或过低带来的问题。
3. 加强搅拌后,镀层厚薄均匀,表面质量得到提升。
4. 做好金属基材准备工作后,镀层附着力增强,镀层质量稳定性提高。
五、结论通过优化镀液成分、控制温度、加强搅拌和做好金属基材准备工作,可以有效解决镀镍过程中出现的问题,提高镀层质量和使用效果。
在实际应用中,可以根据具体情况进行调整和改进,以达到最佳的镀层效果。
镀镍溶液中杂质的影响和处理方法

镀镍溶液中杂质的影响和处理方法1.镀镍溶液对杂质的敏感性较强,少量的杂质就会影响镀镍溶液的稳定性和镍镀层。
:工重镀,造成直接经济{损失。
下面我佗们将镀镍溶液中较常见的杂质和处理方法简介如下,以供读者参考。
2.1)铜在镀镍溶液中,铜是最为常见的杂质。
铜主要是由阴阳极导电铜棒、镍板的铜挂勾上产生。
,.—的铜绿和铜或黄铜镀件掉落到镀槽中、又未及时打捞起来造成腐蚀等原因而带人的。
(2)锌镀镍溶液中的锌杂质主要是从镀件那里带入而来的,例如电镀黄铜件,特别是电镀锌合所以,金压铸件。
由于镀件掉落到镀槽中,未及时打捞出 ek来,这样在酸性镀镍溶液中锌压铸件很快被腐蚀,会有大量的锌离子进入镀液中。
含锌量在20- 影响,权60mg/L范围内,能对镍镀层起光亮作用。
但这种光亮镀层的力学性能篛碱作用3增加而增大深圳电镀设备的。
锌离子超过这一范畴,镀乓值,而黑,且会产生针孔麻点,:液pH值较高时,刚’Il差更容易出现这一现象。
《淀法,总形式吸附在阴极表面,雪度较大时,形成氢薑氧化锌的几率会更多,所以在阴极上的吸附也随着 y。
,Jb增多,因而我们在镀件上可以看的区域,针孔现象出现得更多。
(3)铁铁是镀镍溶液中最常见的杂质之—,这是因为需镀镍的大多数零件是铁制品。
铁零件在酸洗后进镀槽前尽管表面锈已去除,但氧化膜在很短时间内就能形成,这肉眼不易看出的是氢氧化亚铁[Fe(OH)2],这层薄的氧化膜,在入槽时接触到酸性镀镍溶液和挂上阴极棒通电的极短时间内,就会发生溶解而使铁离子珪人到镀液中,其中管状零件尤甚。
另外,铁零件在电镀过程中难免会掉落到镀槽中,也会发生腐蚀,这样就会有铁离子进入。
所以,镀镍溶液中的铁杂质是不可避免的(o在一般镀镍溶液中,铁离子的允许浓度在o.05 No.08夕l,、严格来说,其实达到o.03夕L就会对镀层带:来不好严格来说,其实达到0. 03 g/L彭会对镀。
(4)六价铬镀镍溶液中有时也会碰到六价铬的污染。
硫酸镍 工艺
硫酸镍工艺硫酸镍是一种重要的化工原料,广泛应用于电池、电镀、催化剂等领域。
下面将从硫酸镍的制备工艺、应用领域和环境影响等方面进行详细介绍。
一、硫酸镍的制备工艺硫酸镍的制备主要有两种工艺,分别是湿法法和干法法。
1. 湿法法湿法法主要是通过将镍金属与硫酸反应来制备硫酸镍。
具体步骤如下:将镍金属与稀硫酸进行反应,生成硫酸镍溶液。
然后,通过过滤和蒸发浓缩的方式,将硫酸镍溶液中的杂质去除,并得到高纯度的硫酸镍溶液。
将硫酸镍溶液经过结晶、干燥等步骤,得到固体硫酸镍。
2. 干法法干法法主要是通过将镍氧化物与硫酸反应来制备硫酸镍。
具体步骤如下:将镍氧化物与浓硫酸进行反应,生成硫酸镍溶液。
然后,通过过滤和蒸发浓缩的方式,将硫酸镍溶液中的杂质去除,并得到高纯度的硫酸镍溶液。
将硫酸镍溶液经过结晶、干燥等步骤,得到固体硫酸镍。
二、硫酸镍的应用领域硫酸镍在电池、电镀、催化剂等领域有广泛的应用。
1. 电池硫酸镍广泛应用于镍氢电池和镍铁电池中。
其中,镍氢电池是目前应用最广泛的二次电池之一,具有高能量密度、长寿命等优点,被广泛应用于电动汽车、储能设备等领域。
2. 电镀硫酸镍在电镀行业中用作电解镀镍的重要原料。
电解镀镍是一种常用的表面处理技术,可提高金属零件的耐腐蚀性、硬度和外观,广泛应用于汽车、家电、航空航天等行业。
3. 催化剂硫酸镍在化学工业中常用作催化剂,用于有机合成、氢化反应等。
例如,硫酸镍催化剂可用于合成合成氨、合成甲醇等重要化工原料。
三、硫酸镍的环境影响硫酸镍的制备和应用过程中可能会对环境产生一定的影响。
主要有以下几个方面:1. 废水处理硫酸镍制备过程中会产生大量废水,其中含有镍离子等有害物质。
因此,需要采取合适的废水处理措施,确保废水排放符合相关标准,避免对水环境造成污染。
2. 废气处理硫酸镍制备和应用过程中可能会产生一些有害气体,如二氧化硫等。
需要通过合理的废气处理设备和措施,将有害气体净化或转化为无害物质,以减少对大气环境的污染。