NACE8
腐蚀挂片NACE标准规范

腐蚀挂片NACE标准规范湛江中海石油检测公司NACE规范NACE标准RP0775-91标准推荐操作主题:腐蚀挂片的准备与安装及油田作业测试数据的分析本NACE国际标准代表了不同成员在复核评定本文件及其范围和条款的共同意见。
对本标准的接受或认可从任何方面来说都不会阻碍任何人(不管他是否采取本标准)进行生产、销售、采购或使用与本标准不相符合的产品、程序或步骤。
本标准里的任何内容都不会授权(无论是暗示或其他)进行生产、销售或与其他方法,装置或有专利保护的产品一起使用,或作为违反专利责任的补偿和保护。
本标准表达了最低限度的要求并且绝不能够被认为是限制其他更好的方法与材料。
本标准亦不企图涵盖本主题的一切。
一些不可预测的情况可能会在某些特定的案例中否定本标准的用处。
NACE对其他团体或个人对本标准的解释及适用并不负任何责任。
NACE 只承担由NACE官方正式作出解释道责任,并且此解释不能由个人作出。
NACE国际标准的使用者有责任复核适当地健康、安全、环境和其他有关规定,然后再使用之前决定其与本标准相符合。
本标准没有亦不需涵盖所有使用本标准内的物料、设备或操作而产生的健康、安全和环境问题。
本标准的使用者也有业务建立适当的健康、安全和环境保护措施,在有必要时可以同有关当局咨询明确本标准的使用能符合已存在的有关条例和法规。
注意事项:NACE国际标准需定期复查,并且在未事先通知道情况下有可能修改撤销。
本标准每五年要进行一次再确认、修改和撤销。
使用者应保持取得最新版本。
购买者可以通过联系NACE会员服务部(地址:德克萨斯,休斯顿,218340邮箱,电话:1-281-6200)获得所有本标准的最新信息。
1975年通过(批准)1987年(修订)1991年(修订)腐蚀工程国家协会(NACE)腐蚀工程国家协会,1991版前言本标准建议并鼓励使用统一并且得到认证的方法来监测油田作业的失重腐蚀现象。
本标准对准备、分析和安装金属腐蚀挂片的步骤进行了概述。
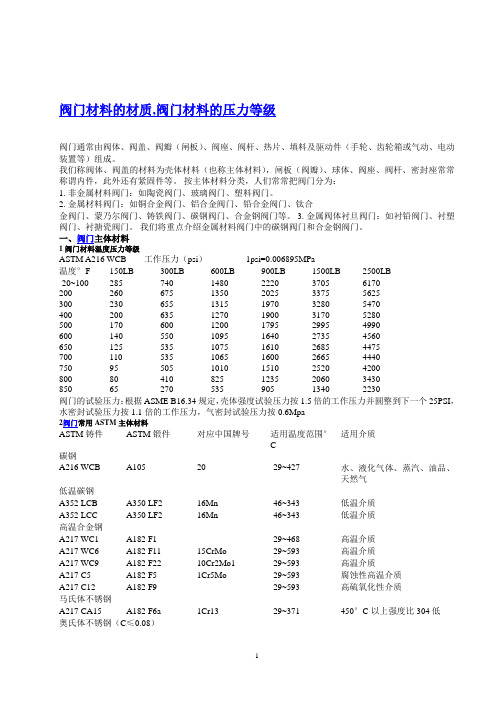
阀门材料的材质阀门材料的压力等级

阀门材料的材质,阀门材料的压力等级阀门通常由阀体、阀盖、阀瓣(闸板)、阀座、阀杆、热片、填料及驱动件(手轮、齿轮箱或气动、电动装置等)组成。
我们称阀体、阀盖的材料为壳体材料(也称主体材料),闸板(阀瓣)、球体、阀座、阀杆、密封座常常称谓内件,此外还有紧固件等。
按主体材料分类,人们常常把阀门分为:1. 非金属材料阀门:如陶瓷阀门、玻璃阀门、塑料阀门。
2. 金属材料阀门:如铜合金阀门、铝合金阀门、铅合金阀门、钛合金阀门、蒙乃尔阀门、铸铁阀门、碳钢阀门、合金钢阀门等。
3. 金属阀体衬旦阀门:如衬铅阀门、衬塑阀门、衬搪瓷阀门。
我们将重点介绍金属材料阀门中的碳钢阀门和合金钢阀门。
一、阀门主体材料1阀门材料温度压力等级水密封试验压力按1.1倍的工作压力,气密封试验压力按0.6Mpa二、阀门内件材料1.阀门内件(Trim):阀瓣密封面、阀座密封面、阀杆(销轴)、上密封座及与介质接触的小零件。
常用内件1.填料阀门用填料一般常用石墨和PTFE填料石墨填料可分为编织填料和成型填料成型石墨圈-250~650°C 夹不锈钢丝编织柔性石墨-250~650°C 四氟乙烯浸石墨-200~280°C 低泄漏石墨组合填料-250~650°C PTFE -200~200°C 2.中腔垫片PTFE板石墨板强力石墨垫含石墨不锈钢缠绕垫含PTFE不锈钢缠绕垫RTJ金属垫压力密封金属密封环3.O形圈NBR -30~121°CEPDM -45~120°CVITON A -30~204°CVITON B -30~204°CVITON AED(anti explosion decompression)-30~204°C 高压,小分子如:CO2 HNBR(HSN)-30~180°C4.软密封阀座PTFE -200~200°CPCTFE -250~150°CNYLON 1010 ~120°CNYLON PA12 -50~120°CDEVLON V -100~150°CPEEK -100~260°C对位聚苯(聚苯撑)(Polyphenylene) ~400°C(扬中市扬子塑料厂)1.灰铸铁(ASTM A216-B)125LB 2~12”法兰允许工作压力200psi(1.4Mpa)最高不超过1.6Mpa;14~48”法兰允许工作压力150psi(1.0Mpa);PTFE阀座允许工作压力125psi(0.86Mpa)2.球墨铸铁150LB 法兰最高许用压力250psi六、NACE阀门材料常用主体材料:碳钢、不锈钢常用内件材料:CR13、304、316材料硬度≤22HRC对于CR13热处理淬火+二次回火≤22HRC17-4PH固溶淬火,二次时效≤33HRC焊接所有母材、热影响区、焊缝硬度≤22HRC焊条含镍<0.1%A105硬度≤187HB七、低温-46°C用材料主体材料:LCB、LCC、LF2内件材料:304、316 (F6a不常用,低于-29°C应做冲击试验)八、低温-196°C用材料主体材料:CF8、CF8M、304、316内件材料:304、316密封面:双面钴基防止擦伤九、高温阀用材料主体材料:WC6、WC9、C5、C12内件材料:1Cr13(在454°C以上的许用应力不如F304、F316)、ASTM A638 660(0Cr15Ni25Ti2MoAlVB)、20Cr1Mo1V1A常用密封面材料:双面钴基防止擦伤。
萘名词解释

萘名词解释萘(英文名:Naphthalene),化学式C10H8,又称为重萘或萘骨,是一种芳香烃类物质。
它是一种固体结晶化合物,具有白色结晶或无色晶体,可以从石油煤焦油、煤焦油油脂或火焰烧击残渣中分离得到。
1. 物理性质:萘的相对分子质量为128.17 g/mol,其密度为1.145 g/cm³。
在室温下,萘为固体,熔点为80.2℃,沸点为218℃。
它可以溶解在氯仿、乙醇等有机溶剂中,但不溶于水。
萘具有特殊的芳香气味,因此常被用作防虫剂和空气清新剂。
2. 化学性质:萘是一种具有芳香性质的化合物,它的芳香性来自于苯环结构,在化学反应中通常表现出典型的芳香反应性。
萘可以与氯发生取代反应,生成氯代萘。
它还能与亲电试剂如溴或硝基试剂反应,生成相应的取代产物。
此外,萘还能被硝化成为硝基萘。
3. 应用:3.1 防虫剂:因为萘具有强烈的芳香气味,因此经常被用作防虫剂。
萘能够驱赶昆虫,尤其对食品害虫如飞蛾、跳蚤、蚊子等具有较强的威胁性。
在居民家庭中,萘常用于储存衣物时,以预防蛀虫的侵扰。
3.2 化学原料:萘是一种重要的化学原料,可以被用于合成其他化合物。
例如,它可以被苯乙烯通过部分氧化反应制备苯乙酮,是生产维生素K3和草甘膦的重要中间体。
此外,萘还可以被氯化生成萘酚,作为生产染料、染料中间体和香料的原料。
3.3 燃料添加剂:萘可以被用作燃料添加剂,用于提高燃料的辛烷值和提高发动机的燃烧效率。
它可以与燃料中的碳氢化合物反应,形成较稳定的化合物,增加燃油的强力润滑性能。
3.4 实验室试剂:由于萘易于获取,并且在室温下易于实验操作,因此常被用作实验室试剂。
它可以作为有机合成、溶剂萃取和分离技术的常见试剂。
需要注意的是,萘对人体有一定的毒性。
长期接触或吸入高浓度的萘蒸气可能引发头晕、恶心、呕吐、肺部损伤等症状。
因此,在使用萘时需要采取相应的安全措施,避免长时间暴露于高浓度中。
NACE(国际)推荐标准
NACE(国际)推荐标准管道外部腐蚀的直接评价方法(ECDA)Pipeline External Corrosion Direct Assessment Methodology目录1 概述2 定义3 预评价4 间接检测5 直接检查6 再评价7 ECDA记录参考资料相关文献附录A 间接检测方法附录B 直接检查:涂层除去前的数据收集方法附录C 直接检查:涂层损伤和腐蚀深度附录D 再评价:腐蚀发展速度的估计石油大学(北京)防腐蚀研究室翻译2003年11月30日第一节概述1.1 引言1.1.1 本标准叙述美国国家腐蚀工程师协会(NACE)关于陆上埋地钢制管道系统外部腐蚀直接评价(ECDA)方法。
本标准为典型管道系统应用ECDA方法提供指导。
1.1.2 颁布此标准是为操作员根据特定管线情况制定方法提供灵活性。
1.1.3 ECDA是一个不断发展的方法。
通过成功应用,ECDA可以识别并处理已经发生、正在发生、和将要发生腐蚀的部位。
1.1.3.1 ECDA优越性在于能确定缺陷将在哪里形成,而不只是确定已存在缺陷的位置。
1.1.3.2 成功应用ECDA的结果用于评价ECDA有效性,同时也意味提高管道完整性的置信度。
1.1.4 开发ECDA方法是为了提高管线安全性,其主要目的是防止未来出现的外部腐蚀损伤。
1.1.4.1 本标准认为外部腐蚀是一种可评估的危险。
用它来建立一个基准,并依此来评价那些目前外部腐蚀尚不构成明显危险的管道,其今后的腐蚀。
1.1.5 本标准中描述的ECDA特别适用于处理陆上的、埋地的和钢制的管道。
1.1.6 ECDA应用也可包括,但不局限于,评价管线附件的外部腐蚀,如:1.1.6.1 用其它检测方法(如ILI或压力试验)不能检测的。
1.1.6.2 已用其它控制未来腐蚀的监测方法检测过的。
1.1.6.3 已用其它用来建立再评价时间间隔的检测方法检测过的。
1.1.6.4从未用以控制未来腐蚀为主要目的的其它检测方法检测过的。
NACE考试大纲-涂装
重叠板面
重叠板面之间的小裂缝,会容留潮气堆积,并且因为该区域或许不能进行清理和 涂装,所以会发生腐蚀。
螺纹区域
铆钉,螺栓头和螺母都难于进行涂装,需要加以注意以保证所有表面合适清理并 涂装,因为有许多裂缝会造成腐蚀。
除湿 抛丸喷射清理 水喷射 个人特点 Personal profile system 数学应用 非破坏性检查仪器 破坏性检查仪器 NACE 标准 衬里和特殊涂层 特殊施工设备 混凝土和检查 表面处理,涂层和特殊底材的检查 实践应用 厚屏蔽衬里介绍 管道涂层 FBE 管道涂层 涂层的维修操作 检查和报告 涂层类型和检查标准 阴极保护 热浸镀锌 金属热喷涂 专用涂层和施工 涂层调查 专门的测试和测试设备
一个完整的涂装检验课程 NACE CIP 针对不同内容来划分其等级,以前分为三
个课程,现在已经合并为两个课程。其中 CIP I 第一个课程又可以分为 6 天的
课堂学习课程以及 3 天的考试课程。如果要求参加认证考核的人员已经在家完
成光盘上面 80%的内容,就无需事先进行培训了,这样就增加学习的机动性并
• 难于到达或不可接近的区域 • 铆钉,螺栓或其他连接物 • 焊接处 • 豁缝 (特别是跳焊或靠在一起的表面) • 重叠表面 (例如:水储槽的顶板) • 定位拙劣或错综安排的角铁 • 螺纹状区域 • 不相似的金属 • 锐边,特别是那些角落,或粗糙切割的板材 • 结构辅助物 难于到达的区域 难于进行合适涂装。对于这些区域需特别加以注意,以保证合适的涂装。例如: 容器内部的加固构件就造成了一个难于到达进行涂装的区域。许多高大的容器在 建造时就几乎没有考虑今后如何维修内表面。
NACE SP 0108-2008 中文译稿-标准规范—使用防护涂层对海上平台结构进行防腐蚀控制
欢迎共同探讨 , : E-mail/MSN: zblhx84@ QQ 153754367
2
译者:张斌
NACE SP0108-2008 (中文译本)
NACE 国标标准规范
使用防护涂层对海上平台结构进行腐蚀控制
1.总则--------------------------------------------------------------------------------------------------4 2.术语和定义-----------------------------------------------------------------------------------------5 3.防护涂层体系--------------------------------------------------------------------------------------8 4.典型的常用防护涂层体系----------------------------------------------------------------------12 5.涂层体系的资格认证测试----------------------------------------------------------------------20 6.表面处理-------------------------------------------------------------------------------------------26 7.涂层材料和施工----------------------------------------------------------------------------------12 8.质量保证和控制----------------------------------------------------------------------------------33 9.涂层修补-------------------------------------------------------------------------------------------38 10.法兰的腐蚀控制--------------------------------------------------------------------------------39 11.紧固件涂层--------------------------------------------------------------------------------------40 12.管架的腐蚀控制--------------------------------------------------------------------------------41 13.小口径不锈钢管件的腐蚀控制--------------------------------------------------------------42 14.健康、安全和环保-----------------------------------------------------------------------------43 参考资料-----------------------------------------------------------------------------------------------44
NACE 标准列表
2012
2012 2013
C1
03
TG 141
Revise SP0892
2012
C1
02, 39
TG 146
Standard with SSPC and AWS
Tri-society committee meeting Jan 31at the SSPC
Awaiting revised draft
2012
Technology Management Group (TMG)
Administrative and Sponsoring STG(s)
Committee Number
Document Type
Title
Status
Action Waiting
Expected Publication Date
C1
2012
2013
C1 C1
03 03
TG 352 TG 263
New standard Revise TM0104
TG working on draft. TG developing revised draft
Awaiting draft for ballot. Awaiting draft from TG
Highlighted documents are those requested by the Office of Pipeline Safety (OPS), Interstate Natural Gas Association of America (INGAA), or the National Transportation Safety Board (NTSB).
Awaiting draft for ballot
NACE 标准清单 2016.10.11

13. NACE RP 0169
腐蚀性石油炼制环境中, 抗硫化物应力开裂材料的选择 活塞杆润滑油缓蚀剂筛选的推荐的方法 油田设备耐硫化物应力腐蚀破裂的金属材料 用于油田腐蚀性介质的活塞泵金属材料 用于地下或水下管路涂层的冷缠绕带材料的技术条件
地下或水下管路系统外部腐蚀控制
编制
lvalve@
Page 4 of 5
技术部: 000
85. NACE TM 0187 86. NACE TM 0190 87. NACE TM 0192 88. NACE TM 0193 89. NACE TM 0194 90. NACE TM 0196 91. NACE TM 0274 92. NACE TM 0275 93. NACE TM 0284 94. NACE TM 0286 95. NACE TM 0294 96. NACE TM 0296 97. NACE TM 0374 98. NACE TM 0384
编制
ballvalve@
Page 2 of 5
技术部: 000
38. NACE RP 0286 39. NACE RP 0287 40. NACE RP 0288 41. NACE RP 0290 42. NACE RP 0291 43. NACE RP 0292 44. NACE RP 0294 45. NACE RP 0295 46. NACE RP 0296 47. NACE RP 0375 48. NACE RP 0376 49. NACE RP 0386 50. NACE RP 0387 51. NACE RP 0388 52. NACE RP 0390 53. NACE RP 0391 54. NACE RP 0392 55. NACE RP 0394 56. NACE RP 0395 57. NACE RP 0472 58. NACE RP 0475 59. NACE RP 0487 60. NACE RP 0490 61. NACE RP 0491
8%的次氯酸钠的有效氯含量_概述及解释说明
8%的次氯酸钠的有效氯含量概述及解释说明1. 引言1.1 概述本文旨在探讨8%次氯酸钠的有效氯含量,这是指在水处理和消毒领域中使用的一种重要化学物质。
次氯酸钠被广泛应用于制备高浓度活性氯溶液,以用于消毒、杀菌和净化水体。
而其中的有效氯含量是衡量次氯酸钠溶液消毒效果的关键参数。
1.2 文章结构文章将按照以下结构进行展开: 引言、正文、解释说明和结论部分。
1.3 目的本文旨在介绍8%次氯酸钠的有效氯含量,并解释其对水处理的影响,以及其在不同环境条件下的效果评估。
此外,我们还将提供一些安全使用次氯酸钠的注意事项,并对该领域未来研究方向和发展趋势进行展望。
以上就是引言部分内容,接下来会进入正文阐述各个小节内容。
2. 正文:2.1 次氯酸钠的定义和作用次氯酸钠是一种化学物质,化学式为NaClO₂。
它常被用作漂白剂、消毒剂和水处理剂,在工业和家庭生活中具有广泛的应用。
次氯酸钠可以通过电解食盐水或使用过量含氯漂白剂与碱性溶液反应得到。
次氯酸钠的主要作用是杀灭细菌、病毒和其他微生物,并去除或减少水中的污染物。
2.2 次氯酸钠制备过程及8%溶液特性次氯酸钠一般通过电解食盐水制备而成。
在这个过程中,食盐溶于水后会发生电解,产生次氯酸和氢氧根离子。
次氯酸即为消毒剂,而氢氧根离子则可与次氯酸反应生成次氯酸钠。
8%的次氯酸钠溶液意味着每100部分溶液中有8部分为次氯酸钠,其余92部分为溶剂(通常是水)。
这种溶液含有一定比例的有效氯,可以用于消毒和水处理。
8%溶液的主要特性是具有较高的次氯酸钠浓度,能够在较短时间内对细菌和微生物进行有效杀灭,并能去除水中的臭味和异味。
2.3 有效氯含量的意义和测定方法有效氯含量是指次氯酸钠溶液中可起消毒作用的氯含量。
测定有效氯含量通常通过两种方法:一种是使用二甲胺-吡啶指示剂法(DPD法),该方法通过与次氯酸钠中的活性氯反应产生颜色变化以确定其浓度;另一种方法是使用碘化钾滴定法,此法通过添加碘化钾到次氯酸钠中并滴定活性余下的碘来衡量有效氯含量。
美国防腐工程师协会(NACE)培训教材-08催化重整装置

美国防腐⼯程师协会(NACE)培训教材-08催化重整装置第⼋章催化重整装置学习⽬的完成本章学习后,你将能够做到:识别催化重整装置的⽬的⽤途区分车⽤⾟烷值(MON)和研究法⾟烷值(RON)叙述催化重整装置⾸选原料的特征并识别进料组成识别和讨论发⽣在催化重整装置⾥的反应和⽣成的产品?讨论重整催化剂的组成和在催化重整过程中的作⽤及催化剂的再⽣讨论氢在催化重整过程中的意义讨论进料预处理和它在催化重整中的重要性识别当今炼⼚采⽤的各类催化重整过程识别设备并叙述催化重整装置⾥的⼯艺流程区分冷壳与热壳反应器设计识别催化重整装置⾥常见的腐蚀类型和材料问题讨论温度、压⼒、蒸汽组成对催化重整装置⾥腐蚀的影响识别催化重整装置⾥的设备和管道的⾸选结构材料识别和讨论催化重整装置⾥采⽤的腐蚀控制措施叙述催化重整装置⾥的腐蚀监测过程识别催化重整装置⾥采⽤的检查技术将少量⽔和氯⽓注⼊第⼀台反应器的进料。
这样促进了异构化作⽤、环化作⽤及加氢裂化反应。
在操作过程中,积炭和氯化物损失降低了催化剂活性。
使炭⾼温氧化后再氯化,这样可以定期恢复催化剂活性。
根据进料组成和操作条件,两次再⽣之间可以运转6个⽉⾄24个⽉。
⼀般来讲,催化剂可以⾄少再⽣三次后再更换。
催化剂需要有氢存在才能够发挥作⽤。
有些反应产⽣过量的氢,⽽有些反应却消耗掉氢。
通过抽取专门⽣产⽤于其他需要氢的⼯艺过程或⽤作燃料的氢的循环确保氢的存在。
存在过量氢将有助于催化剂床延迟发⽣积碳事故。
铂是催化重整催化剂中最重要的成分。
进料含有某些⾦属、硫化氢、氨、有机氮和有机硫化合物。
所有这些物质往往都会使催化剂失去活性。
因此,进料预处理是必要的。
通常,预处理采⽤加氢处理。
进料通过⼀个装有钴-钼催化剂的反应器。
这种催化剂的作⽤就是把有机硫和有机氮化合物转化成硫化氢和氨。
然后⽤专门⽣产的氢⽓把这两种物质从系统⾥部分除去。
进料中的⾦属留在催化剂床⾥。
催化重整⼯艺以下所列是⽬前在⽤的⼏种主要的重整⼯艺:铂重整Platforming UOP强化铂重整Powerforming Exxon超重整Ultraforming Standard Oil Indiana胡得利催化重整Houdriforming Houdry配套重整Iso-Plus Houdriforming Houdry催化重整Catalytic Reforming Engelhard铂铼重整Rheniforming Chevron根据催化剂再⽣频率,重整⼯艺可以分为连续⼯艺、半再⽣⼯艺和循环⼯艺。
NACE产品金属材料要求
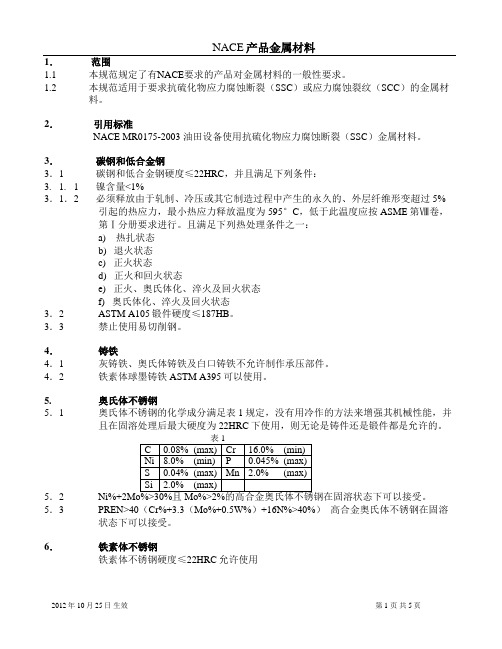
NACE产品金属材料1.范围1.1 本规范规定了有NACE要求的产品对金属材料的一般性要求。
1.2 本规范适用于要求抗硫化物应力腐蚀断裂(SSC)或应力腐蚀裂纹(SCC)的金属材料。
2.引用标准NACE MR0175-2003 油田设备使用抗硫化物应力腐蚀断裂(SSC)金属材料。
3.碳钢和低合金钢3.1 碳钢和低合金钢硬度≤22HRC,并且满足下列条件:3. 1. 1 镍含量<1%3.1.2 必须释放由于轧制、冷压或其它制造过程中产生的永久的、外层纤维形变超过5%引起的热应力,最小热应力释放温度为595°C,低于此温度应按ASME第Ⅷ卷,第Ⅰ分册要求进行。
且满足下列热处理条件之一:a) 热扎状态b) 退火状态c) 正火状态d) 正火和回火状态e) 正火、奥氏体化、淬火及回火状态f) 奥氏体化、淬火及回火状态3.2 ASTM A105锻件硬度≤187HB。
3.3 禁止使用易切削钢。
4.铸铁4.1 灰铸铁、奥氏体铸铁及白口铸铁不允许制作承压部件。
4.2 铁素体球墨铸铁ASTM A395可以使用。
5. 奥氏体不锈钢5.1 奥氏体不锈钢的化学成分满足表1规定,没有用冷作的方法来增强其机械性能,并且在固溶处理后最大硬度为22HRC下使用,则无论是铸件还是锻件都是允许的。
5.5.3 PREN>40(Cr%+3.3(Mo%+0.5W%)+16N%>40%)高合金奥氏体不锈钢在固溶状态下可以接受。
6.铁素体不锈钢铁素体不锈钢硬度≤22HRC允许使用7.马氏体不锈钢7.1 马氏体不锈钢UNS S41000,J91150(CA15)硬度≤22HRC,并且符合下列三步热处理条件,则允许使用:a) 奥氏体化并油冷或空冷b) 在649℃ ~691℃第一次回火,然后冷却到环境温度。
c) 在593℃~621℃第二次回火,然后冷却到环境温度。
7.2 马氏体不锈钢UNS S42000应该奥氏体化+淬火+回火条件,硬度在22HRC ~28HRC。
NACE涂装考试文件

NACE涂层检查员学习体会2008年8月,经英国劳氏船级社组织,聘请美国防腐工程师协会(NACE)专家对我国部分船厂进行了为期半个月的涂装检查员培训,以应对2008年7月份实施的PSPC涂层新标准。
NACE是美国防腐工程师协会,组建于1943年,该组织致力于工业防腐的技术研究,已发展成为全球腐蚀和防腐学科的最大协会,同时从事与腐蚀行业有关的培训和教育工作。
NACE也是世界最大的标准开发志愿团体之一,目前已经发布了许多标准,被许多行业所引用。
本次涂装检查员培训,NACE讲师主要讲解涂装检验员的业务知识。
由于PSPC标准规定涂层检验应由具备NACE二级或主管机关认可的同等资格检查员完成,所以船东和各船级社认可经NACE培训合格的涂装检验员出具的检验报告。
通过学习NACE的操作模式,主要有以下体会:1、关注职工健康,安全第一。
操作规程中规定了安全要求,为施工员和检查员配备了必需的安全防护用品,设置安全标识和通道,充分体现了以人为本的思想。
2、注重提前策划,过程控制。
每个施工项目都有经过精心策划的指导文件,文件规定了详尽的安全事项、工艺流程、操作指导、过程控制、检验内容和保存文件等要求,规定了每一个环节和每一道工序应有的文字存档资料要求。
这样项目的参与者便能非常清楚地知道自己的职责和权限,上述内容虽然我们的规定和文件也很多,但都分散在不同的体系中,也不够细化。
3、指导文件和检查结果信息化。
指导文件需要有船东和船级社的认可,所有检验报告按照规定要求格式化,交于船东保存。
目前我们的文件记录都比较粗略,有些地方还没有涵盖到,文件管理水平还达不到要求。
我们的检验报告应经过统计之后,发到技术、施工、采购等其它部门,作为公司管理层参考。
4、提倡团队合作,明确职责。
不同的组织对检查员的职责理解不同,但NACE定义检查员是一个“质量控制技术员”,负责观察、测量、记录和报告,检查员没有责任指导施工人员,但作为项目组成员的一部分,应有团队合作精神,注重与其它有关人员的沟通。
烷基八氮结构式

烷基八氮结构式烷基八氮,也被称为八氮基,是一种有机化合物中的一个结构基团。
它由八个氮原子连接而成,周围没有其他原子或基团连接。
八氮基通常是通过将对应的八氯氨基化合物与亚硝胺在碱性条件下反应而得到的。
烷基八氮可以通过多种反应制备,其中最常见的是亚硝胺和氯氨基化合物的反应。
首先,氯氨基化合物与亚硝胺在碱性条件下发生亲核取代反应。
这种反应可以在室温下进行,并且具有较高的产率。
所得的八氮基可以进一步用作合成其他有机化合物的中间体。
烷基八氮的结构式通常用化学式N8H8来表示。
这种结构在化学中广泛应用,例如在超分子化学、材料科学和药物化学中。
八氮基有着非常特殊的电子结构,使得其在化学性质上表现出独特的特点。
由于八氮基周围没有其他原子或基团连接,因此它不具有明确的化学性质。
不过,可以预测八氮基具有较高的稳定性,由于氮原子比较稳定,且八个氮原子之间的共振稳定性较高。
在超分子化学中,烷基八氮可以作为一种重要的超分子结构基团。
超分子化学研究了分子之间的非共价相互作用,而烷基八氮则可以通过氢键、π-π作用力等方式与其他分子进行相互作用。
这种相互作用可以构建分子之间的稳定结构,并且可以用于构建功能性材料或器件。
在材料科学中,烷基八氮也被广泛用于构建晶体结构。
由于八氮基本身具有较高的稳定性,因此可以构建出稳定的晶体结构。
这些晶体结构可以用于制备功能性材料,例如光电材料或催化剂。
在药物化学中,烷基八氮可以作为药物分子的一部分。
由于八氮基具有较高的稳定性,因此可以将其引入到药物分子中,以提高药物的稳定性或活性。
在药物设计中,烷基八氮可以用于构建分子的三维结构,从而影响药物与目标分子之间的相互作用。
总结起来,烷基八氮是一种由八个氮原子连接而成的结构基团。
它可以通过亚硝胺和氯氨基化合物的反应制备而得到。
烷基八氮在超分子化学、材料科学和药物化学中具有广泛的应用,可以用于构建分子结构、制备功能性材料或作为药物分子的一部分。
碳钢铸件锻件满足NACE不要做HIC SSC试验

b. 确保锻造比超过 3:1:钢锭或连铸坯中的缩松、粗大晶粒、化学偏析,可能通 过锻造消除,但锻造比小,则上列缺陷会遗传到锻件中。
2. 铸件:将 S/P 控制 P/S≤ 0.025% 国内阀门铸件以中频感应炉为主,少量铸造厂有电弧炉。电弧炉脱氧还原过 程能有效降低钢中的 S/P 等杂质元素;但中频感应炉较困难,铸造厂应按下 列控制:
The probability of HIC/SWC is influenced by steel chemistry and manufacturing route. The level of sulfur in the steel is of particular importance, typical maximum acceptable levels for flat-rolled and seamless products are 0.003 % mass fraction and 0.01 % mass fraction, respectively. Conventional forgings with sulfur levels less than 0.025 % mass fraction, and castings, are not normally considered sensitive to HIC or SOHIC. HIC/SWC 受化学成份和制造过程影响。硫含量是特别重要的,通常认为对于钢板制品硫含量 不大于 0.003%,无缝钢管硫含量不大于 0.1%,锻件硫含量不大于 0.025%,铸件没有限制, 上列情况下,材料对 HIC(SOHIC)不敏感
does not exceed 187 HBW. A105锻件硬度不大于HB187 b) b) Wrought pipe fittings to ASTM A234, grades WPB and WPC are acceptable if the hardness does not exceed 197 HBW.
美国防腐工程师协会(NACE)培训教材-06硫酸烷基化装置
第六章 硫酸烷基化装置学习目的完成本章学习后,你将能够做到:•区分两类基本的硫酸烷基化装置•识别两类硫酸烷基化装置中四大主要工段并叙述每个工段发生的工艺过程•识别并讨论硫酸烷基化装置的结构材料•识别并讨论硫酸烷基化装置中可能发生的腐蚀问题•识别装置中容易发生腐蚀问题的部位并讨论用于控制腐蚀的方法•识别腐蚀监测方法,常用探针位置以及每个探针的目的用途•识别装置中应当检查的区域并讨论常用的检查技术引言凡是用矿物酸作为催化剂或处理剂的炼厂都会发生各种类型的腐蚀。
硫酸烷基化装置就是这种工艺过程的一个例子。
如果硫酸烷基化装置良好设计、操作和维护,就不会出现严重的腐蚀和积垢问题。
但是,这些装置常常会出现不正常操作的情况,或者操作的工艺条件会加剧腐蚀。
炼厂裂化操作,主要是流化催化裂化,会产生大量轻烃气体,通过烷基化反应,它们可以转化成汽油调和组分。
靠化学作用,硫酸烷基化过程把低辛烷值烯烃和硫酸催化剂中存在的异构烷烃结合在一起,所谓低辛烷值烯烃通常是丁烯、丙烯或戊烯,而异构烷烃通常是异丁烷。
所生成的是有更高辛烷值的烷基化产物,主要是异辛烷或异庚烷。
由于辛烷值高,该产品特别适合成为车用汽油的理想组分。
在加里福尼亚,烷基化是生产符合空气清洁法的燃料的重要工艺。
几种不同的催化剂有助于促进烷基化过程,但最常用的是氢氟酸和硫酸。
在本章中,我们集中讨论以硫酸作为催化剂的烷基化过程。
工艺过程描述图6.1和图6.2是两类基本的硫酸烷基化装置。
两类装置都有以下四大工段:•反应•处理•分馏•制冷两大工艺过程的主要区别在于反应器设计和完成制冷的方法。
图6.1 典型的配备搅拌式反应器的自冷冻烷基化装置图6.2 典型的配备接触式反应器的流出物制冷烷基化装置反应段在反应段,导入的烯烃进料与浓硫酸(93%重量至98%重量)在5ºC至15ºC (40ºF至60ºF)的温度范围里密切接触。
通过混合使酸和烃最大程度接触。
阀门材料的材质,阀门材料的压力等级
阀门材料的材质,阀门材料的压力等级阀门通常由阀体、阀盖、阀瓣(闸板)、阀座、阀杆、热片、填料及驱动件(手轮、齿轮箱或气动、电动装置等)组成。
我们称阀体、阀盖的材料为壳体材料(也称主体材料),闸板(阀瓣)、球体、阀座、阀杆、密封座常常称谓内件,此外还有紧固件等。
按主体材料分类,人们常常把阀门分为:1. 非金属材料阀门:如陶瓷阀门、玻璃阀门、塑料阀门。
2. 金属材料阀门:如铜合金阀门、铝合金阀门、铅合金阀门、钛合金阀门、蒙乃尔阀门、铸铁阀门、碳钢阀门、合金钢阀门等。
3. 金属阀体衬旦阀门:如衬铅阀门、衬塑阀门、衬搪瓷阀门。
我们将重点介绍金属材料阀门中的碳钢阀门和合金钢阀门。
一、阀门主体材料1阀门材料温度压力等级水密封试验压力按1.1倍的工作压力,气密封试验压力按0.6Mpa二、阀门内件材料1.阀门内件(Trim):阀瓣密封面、阀座密封面、阀杆(销轴)、上密封座及与介质接触的小零件。
常用内件1.填料阀门用填料一般常用石墨和PTFE填料石墨填料可分为编织填料和成型填料成型石墨圈-250~650°C 夹不锈钢丝编织柔性石墨-250~650°C 四氟乙烯浸石墨-200~280°C 低泄漏石墨组合填料-250~650°C PTFE -200~200°C 2.中腔垫片PTFE板石墨板强力石墨垫含石墨不锈钢缠绕垫含PTFE不锈钢缠绕垫RTJ金属垫压力密封金属密封环3.O形圈NBR -30~121°CEPDM -45~120°CVITON A -30~204°CVITON B -30~204°CVITON AED(anti explosion decompression)-30~204°C 高压,小分子如:CO2 HNBR(HSN)-30~180°C4.软密封阀座PTFE -200~200°CPCTFE -250~150°CNYLON 1010 ~120°CNYLON PA12 -50~120°CDEVLON V -100~150°CPEEK -100~260°C对位聚苯(聚苯撑)(Polyphenylene) ~400°C(扬中市扬子塑料厂)1.灰铸铁(ASTM A216-B)125LB 2~12”法兰允许工作压力200psi(1.4Mpa)最高不超过1.6Mpa;14~48”法兰允许工作压力150psi(1.0Mpa);PTFE阀座允许工作压力125psi(0.86Mpa)2.球墨铸铁150LB 法兰最高许用压力250psi六、NACE阀门材料常用主体材料:碳钢、不锈钢常用内件材料:CR13、304、316材料硬度≤22HRC对于CR13热处理淬火+二次回火≤22HRC17-4PH固溶淬火,二次时效≤33HRC焊接所有母材、热影响区、焊缝硬度≤22HRC焊条含镍<0.1%A105硬度≤187HB七、低温-46°C用材料主体材料:LCB、LCC、LF2内件材料:304、316 (F6a不常用,低于-29°C应做冲击试验)八、低温-196°C用材料主体材料:CF8、CF8M、304、316内件材料:304、316密封面:双面钴基防止擦伤九、高温阀用材料主体材料:WC6、WC9、C5、C12内件材料:1Cr13(在454°C以上的许用应力不如F304、F316)、ASTM A638 660(0Cr15Ni25Ti2MoAlVB)、20Cr1Mo1V1A常用密封面材料:双面钴基防止擦伤。
NACE TM0187-2011评价酸性气体环境中弹性材料的标准试验方法(中文翻译版)

NACE TM0187-2011评价酸性气体环境中弹性材料的标准试验方法(中文翻译版)本NACE国际标准代表了已审查本文件、其范围和条款的个别成员的共识。
其接受并不在任何方面妨碍任何人,无论其是否采用了本标准,制造、销售、购买或使用不符合本标准的产品、工艺或程序。
本NACE国际标准中的任何内容均不得解释为通过暗示或其他方式授予任何权利,以制造、销售或使用与专利证书所涵盖的任何方法、装置或产品有关的任何方法、装置或产品,或赔偿或保护任何人免受专利证书侵权的责任。
本标准代表最低要求,不应解释为对使用更好的程序或材料的限制。
本标准也不适用于与主题相关的所有情况。
不可预测的情况可能会否定本标准在特定情况下的有用性。
NACE国际对其他方对本标准的解释或使用不承担任何责任,仅对NACE国际根据其管辖程序和政策发布的官方NACE国际解释承担责任,这些程序和政策禁止个人发布解释志愿者。
本NACE国际标准的用户负责审查适当的健康、安全、环境和法规文件,并在使用本标准之前确定其适用性。
本NACE国际标准不一定涉及与使用本标准中详述或提及的材料、设备和/或操作相关的所有潜在健康和安全问题或环境危害。
本NACE国际标准的用户还应负责制定适当的健康、安全和环境保护措施,必要时与适当的监管机构协商,以在使用本标准之前达到任何现行适用的监管要求。
警告:NACE国际标准接受定期审查,可根据NACE技术委员会程序随时修订或撤销。
NACE 国际要求在不迟于首次出版之日起五年内,以及自每次重申或修订之日起,采取行动重申、修订或撤回本标准。
提醒用户获取最新版本。
NACE国际标准的购买者可通过联系NACE国际第一服务部(地址:德克萨斯州休斯顿市South Creek大道1440号,邮编:77084-4906)(电话+1281-228-6200)获得所有标准和其他NACE国际出版物的最新信息。
修订2011-06-18重申2003-09-12重申1998-03-24修订1992-04-01批准1987-01-01美国腐蚀工程师协会South Creek大道1440号德克萨斯州休斯顿77084-4906+1281-228-6200ISBN 1-57590-056-4@2011,NACE国际前言本标准试验方法准备用作评估弹性材料过程中的工具,该材料用于油田和遇到酸性气体环境的其他与能源有关的领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Joint Surface Preparation StandardNACE No. 8/SSPC-SP 14Industrial Blast CleaningThis SSPC: The Society for Protective Coatings and NACE International standard represents a consensus of those individual members who have reviewed this document, its scope and provisions. Its acceptance does not in any respect preclude anyone, whether he has adopted the standard or not, from manufacturing, marketing, purchasing, or using products, processes, or procedures not in conformance with this standard. Nothing contained in this standard is to be construed as granting any right, by implication or otherwise, to manufacture, sell, or use in connection with any method, apparatus, or product covered by Letters Patent, or as indemnifying or protecting anyone against liability for infringement of Letters Patent. This standard represents minimum requirements and should in no way be interpreted as a restriction on the use of better procedures or materials. Neither is this standard intended to apply in all cases relating to the subject. Unpredictable circumstances may negate the usefulness of this standard in specific instances. SSPC and NACE assume no responsibility for the interpretation or use of this standard by other parties and accept responsibility for only those official interpretations issued by SSPC or NACE in accordance with their respective governing procedures and policies, which preclude the issuance of interpretations by individual volunteers.Users of this standard are responsible for reviewing appropriate health, safety, and regulatory documents and for determining their applicability in relation to this standard prior to its use. This SSPC/NACE standard may not necessarily address all potential health and safety problems or environmental hazards associated with the use of materials, equipment and/or operations detailed or referred to within this standard. Users of this standard are also responsible for establishing appropriate health, safety, and environmental protection practices, in consultation with appropriate regulatory authorities, if necessary, to achieve compliance with any existing applicable regulatory requirements prior to the use of this standard.CAUTIONARY NOTICE: SSPC/NACE standards are subject to periodic review and may be revised or withdrawn at any time without prior notice. SSPC and NACE require that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of initial publication. The user is cautioned to obtain the latest edition. Purchasers may receive current information on all standards and other publications by contacting the organizations at the addresses below.Approved 1998-10-26©1999, NACE International and SSPCNOTICE TO THE READER: The NACE and SSPC releases of this publication containidentical content. Publication format may differ.SSPC: The Society for Protective CoatingsNACE International 40 24th Street, 6thFloor P.O. Box 218340Pittsburgh, PA 15222 Houston, TX 77218-8340+1 412/281-2331+1 281/228-6208ISBN 1-57590-077-7Printed by NACE InternationalNACE No. 8/SSPC-SP 14Item #21088NACE No. 8/SSPC-SP 14___________________________________________ForewordThis joint standard covers the use of blast cleaning abrasives to achieve a defined degree ofcleaning of steel surfaces prior to the application of a protective coating or lining system. Thisstandard is intended for use by coating or lining specifiers, applicators, inspectors, or otherswhose responsibility it may be to define a standard degree of surface cleanliness.The focus of this standard is industrial blast cleaning. White metal blast cleaning, near-whitemetal blast cleaning, commercial blast cleaning, and brush-off blast cleaning are addressed inseparate standards.Industrial blast cleaning provides a greater degree of cleaning than brush-off blast cleaning(NACE No. 4/SSPC-SP 7), but less than commercial blast cleaning (NACE No. 3/SSPC-SP 6).Industrial blast cleaning is used when the objective is to remove most of the coating, mill scale,and rust, but when the extra effort required to remove every trace of these is determined to be unwarranted.The difference between an industrial blast and a brush-off blast is that the objective of a brush-offblast is to allow as much of an existing coating to remain as possible, while the purpose of theindustrial blast is to remove most of the coating.A commercial blast is free of mill scale, rust, and coatings, and allows only random staining onless than 33% of the surface. The industrial blast allows defined mill scale, coating, and rust toremain on less than 10% of the surface and allows defined stains to remain on all surfaces.This joint standard was prepared by the SSPC/NACE Task Group A on Surface Preparation byAbrasive Blast Cleaning. This joint task group includes members of both the SSPC Surface Preparation Committee and NACE Unit Committee T-6G on Surface Preparation.In NACE standards, the terms shall, must, should, and may are used in accordance with thedefinitions of these terms in the NACE Publications Style Manual, 3rd ed., Paragraph 8.4.1.8.Shall and must are used to state mandatory requirements. Should is used to state that which is considered good and is recommended but is not mandatory. May is used to state that which isconsidered optional.___________________________________________NACE No. 8/SSPC-SP 14___________________________________________Joint Surface Preparation StandardNACE No. 8/SSPC-SP 14Industrial Blast CleaningContents1.General (1)2.Definition (1)3.References (2)4.Procedures Before Blast Cleaning (2)5.Blast Cleaning Methods and Operation (2)6.Blast Cleaning Abrasives (3)7.Procedures Following Blast Cleaning and Immediately Prior to Coating and Lining ..38.Inspection (3)9.Safety and Environmental Requirements (4)ments (4)Appendix A—Explanatory Notes (4)___________________________________________NACE No. 8 /SSPC-SP 14 ___________________________________________Section 1: General1.1This joint standard covers the requirements for industrial blast cleaning of uncoated or coated steel surfaces by the use of abrasives. These requirements include the end condition of the surface and materials and procedures necessary to achieve and verify the end condition.1.2This joint standard allows defined quantities of mill scale and/or old coating to remain on the surface.1.3The mandatory requirements are described in Sections 1 to 9 as follows:Section 1GeneralSection 2DefinitionSection 3ReferencesSection4Procedures Before BlastCleaningSection 5Blast Cleaning Methods andOperationSection 6Blast Cleaning AbrasivesSection 7Procedures Following BlastCleaning and ImmediatelyPrior to Coating and Lining Section 8InspectionSection 9Safety and EnvironmentalRequirements1.4Section 10, “Comments,” and Appendix A,“Explanatory Notes,” are not mandatory requirements of this standard.___________________________________________Section 2: Definition2.1An industrial blast cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dust, and dirt. Traces of tightly adherent mill scale, rust, and coating residues are permitted to remain on 10% of each unit area of the surface (see Paragraph 2.6) if they are evenly distributed. The traces of mill scale, rust, and coating are considered to be tightly adherent if they cannot be lifted with a dull putty knife. Shadows, streaks, and discolorations caused by stains of rust, stains of mill scale, and stains of previously applied coating may be present on the remainder of the surface.2.2The shape, configuration, and design of structures can lead to areas of limited accessibility for blast cleaning. Examples include crevices around rivets or fasteners, and behind or between tightly configured back-to-back angles. Because of limited accessibility, these areas are exempt from the 10% restrictions established in Paragraph 2.1. However, all surfaces in limited-access areas shall be subjected to the abrasive blast, and on completion, old coating, rust, and mill scale are permitted to remain provided they are well-adherent as determined using a dull putty knife.2.3Acceptable variations in appearance that do not affect surface cleanliness as defined in Paragraph 2.1 include variations caused by type of steel, original surface condition, thickness of the steel, weld metal, mill or fabrication marks, heat treating, heat-affected zones, blasting abrasives, and differences due to blasting technique.2.4If coating is specified, the surface shall be roughened to a degree suitable for the specified coating system.2.5Immediately prior to coating application, the surface shall comply with the degree of cleaning specified herein.2.6Unit area for determinations shall be approximately 6,400 mm2 (9 in.2) (i.e., a square 80 mm x 80 mm [3 in. x 3 in.]).2.7ISO(1) 8501-1:(latest edition)/SIS(2) SS 05 59 00 (Condition B Sa 2), or other visual standards of surface preparation may be specified to supplement the written definition. NOTE: Additional information on visual standards is available in Paragraph A.4 of_________________________________(1) International Organization for Standardization (ISO), 1 rue de Varembe, Case Postale 56, CH-1121 Geneva, Switzerland.(2) Swedish Standards Institute (SIS), Box 6455, S 113-92 Stockholm, Sweden.NACE No. 8/SSPC-SP 14Appendix A. Condition B Sa 2 of ISO 8501-1 does not depict the influence that previously applied coating may have on the appearance of the prepared surface. It is based on the preparation of a previously uncoated steel surface covered with rust and flaking mill scale.___________________________________________Section 3: References3.1 The standards referenced in this standard are listed in Paragraphs 3.4 and 3.5.3.2 The latest issue, revision, or amendment of the referenced standards in effect on the date of invitation to bid shall govern unless otherwise specified.3.3 If there is a conflict between the requirements of any of the cited reference standards and this standard, the requirements of this standard shall prevail.3.4 SSPC: The Society For Protective Coatings standards:AB 1Mineral and Slag AbrasivesAB 2Cleanliness of Recycled FerrousMetallic AbrasivesPA Guide 3 A Guide to Safety in PaintApplicationSP 1Solvent Cleaning3.5ISO Standard 8501-1:(latest edition): Preparation of steel substrates before application of paints and related products -- Visual assessment of surface cleanliness.___________________________________________ Section 4: Procedures Before Blast Cleaning4.1Before blast cleaning, visible deposits of oil or grease or other contaminants shall be removed in accordance with SSPC-SP 1 or other agreed-on methods.4.2Before blast cleaning, surface imperfections such as sharp fins, sharp edges, weld spatter, or burning slag should be removed from the surface to the extent required by the procurement documents (project specification). NOTE: Additional information on surface imperfections is available in Paragraph A.5 of Appendix A.4.3If a visual standard or comparator is specified to supplement the written standard, the condition of the steel prior to blast cleaning should be determined before the blasting commences. NOTE: Additional information on visual standards and comparators is available in Paragraph A.4 of Appendix A.___________________________________________ Section 5: Blast Cleaning Methods and Operation5.1Clean, dry compressed air shall be used for nozzle blasting. Moisture separators, oil separators, traps, or other equipment may be necessary to achieve this requirement.5.2Any of the following methods of surface preparation may be used to achieve an industrial blast cleaned surface:5.2.1Dry abrasive blasting using compressedair, blast nozzles, and abrasive.5.2.2Dry abrasive blasting using a closedcycle, recirculating abrasive system withcompressed air, blast nozzle, and abrasive, with or without vacuum for dust and abrasive recovery.5.2.3Dry abrasive blasting using a closed-cycle, recirculating abrasive system with centrifugal wheels and abrasive.5.3Other methods of surface preparation (such as wet abrasive blast cleaning) may be used to achieve an industrial blast cleaned surface by mutual agreement between those responsible for performing the work and those responsible for establishing the requirements. NOTE: Information on the use ofNACE No. 8 /SSPC-SP 14 inhibitors to prevent the formation of rustimmediately after wet abrasive blast cleaning iscontained in Paragraph A.9 of Appendix A.___________________________________________Section 6: Blast Cleaning Abrasives6.1The selection of abrasive size and type shall be based on the type, grade, and surface condition of the steel to be cleaned, type of blast cleaning system employed, the finished surface to be produced (cleanliness and roughness), and whether the abrasive will be recycled.6.2The cleanliness and size of recycled abrasives shall be maintained to ensure compliance with this standard.6.3 The blast cleaning abrasive shall be dry and free of oil, grease, and other contaminants as determined by the test methods found in SSPC-AB 1, AB 2, and AB 3.6.4Any limitations on the use of specific abrasives, quantity of contaminants, or degree of embedment shall be included in the procurement documents (project specification) covering the work, because abrasive embedment and abrasives containing contaminants may not be acceptable for some service requirements. NOTE: Additional information on abrasive selection is given in Paragraph A.2 of Appendix A.___________________________________________ Section 7: Procedures Following Blast Cleaning and Immediately Prior to Coating7.1Visible deposits of oil, grease, or other contaminants shall be removed according to SSPC-SP 1 or another method agreed on by those parties responsible for establishing the requirements and those responsible for performing the work.7.2Dust and loose residues shall be removed from prepared surfaces by brushing, blowing off with clean, dry air, vacuum cleaning, or other methods agreed on by those responsible for establishing the requirements and those responsible for performing the work. Moisture separators, oil separators, traps, or other equipment may be necessary to achieve clean, dry air.7.3After blast cleaning, surface imperfections that remain (e.g., sharp fins, sharp edges, weld spatter,burning slag, scabs, slivers, etc.) shall be removed to the extent required in the procurement documents (project specification). Any damage to the surface profile resulting from the removal of surface imperfections shall be corrected to meet the requirements of Paragraph 2.4. NOTE: Additional information on surface imperfections is contained in Paragraph A.5 of Appendix A.7.4 Any visible rust that forms on the surface of the steel after blast cleaning shall be removed by recleaning the rusted areas to meet the requirements of this standard before coating. NOTE: Information on rust-back (re-rusting) and surface condensation is contained in Paragraphs A.6, A.7, and A.8 of Appendix A.___________________________________________Section 8: Inspection8.1Work and materials supplied under this standard are subject to inspection by a representative of those responsible for establishing the requirements. Materials and work areas shall be accessible to the inspector. The procedures and times of inspection shall be as agreed on by those responsible for establishing the requirements and those responsible for performing the work.8.2 Conditions not complying with this standard shall be corrected. In the case of a dispute, an arbitration or settlement procedure established in the procurement documents (project specification) shall be followed. If no arbitration or settlement procedure is established, then a procedure mutually agreeable to purchaser and supplier shall be used.NACE No. 8/SSPC-SP 148.3The procurement documents (project specification) should establish the responsibility for inspection and for any required affidavit certifying compliance with the specification.___________________________________________ Section 9: Safety and Environmental Requirements9.1 Because abrasive blast cleaning is a hazardous operation, all work shall be conducted in compliance with applicable insurance underwriter, local, state,and federal occupational and environmental health and safety rules and regulations. NOTE: SSPC-PA Guide 3, “A Guide to Safety in Paint Application,”addresses safety concerns for coating work.___________________________________________Section 10: Comments10.1 Additional information and data relative to this standard are contained in Appendix A. Detailed information and data are presented in a separate document, the SSPC-SP COM. The recommendations contained in Appendix A and SSPC-SP COM are believed to represent good practice, but are not to be considered requirements of the standard. The sections of SSPC-SP COM that discuss subjects related to industrial blast cleaning are listed below.Subject Commentary Section Abrasive Selection5Degree of Cleaning11.6Film Thickness10Wet Abrasive Blast Cleaning9 Maintenance Repainting 3.2Rust-Back (Rerusting)8Surface Profile6Visual Standards7Weld Spatter 4.1___________________________________________Appendix A — Explanatory NotesA.1FUNCTION:Industrial blast cleaning (NACE No. 8/SSPC-SP14) provides a greater degree of cleaning than brush-off blast cleaning (NACE No. 4/SSPC-SP 7) but less than commercial blast cleaning (NACE No. 3/SSPC-SP 6). It should be specified only when a compatible coating will be applied. The primary functions of blast cleaning before coating are (a) to remove material from the surface that can cause early failure of the coating system and (b) to obtain a suitable surface roughness. The hierarchy of blasting standards is as follows: white metal blast cleaning, near-white metal blast cleaning, commercial blast cleaning, industrial blast cleaning, and brush-off blast cleaning.A.2ABRASIVE SELECTION:Types of metallicand nonmetallic abrasives are discussed in the SSPC-SP COM. It is important to recognize that blasting abrasives may become embedded in or leave residues on the surface of the steel during preparation. While normally such embedment or residues are not detrimental, care should be taken to ensure that the abrasive is free from detrimental amounts of water-soluble, solvent-soluble, acid-soluble, or other soluble contaminants (particularly if the prepared steel is to be used in an immersion environment). Criteria for selecting and evaluating abrasives are given in SSPC-AB 1, “Mineral and Slag Abrasives,” SSPC-AB 2, “Cleanliness of Recycled Ferrous Metallic Abrasives,” and SSPC-AB-3, “Newly Manufactured or Re-Manufactured Steel Abrasives.”A.3SURFACE PROFILE:Surface profile is the roughness of the surface that results from abrasive blast cleaning. The profile depth (or height) is dependent on the size, shape, type, and hardness of the abrasive, particle velocity and angle of impact, hardness of the surface, amount of recycling, and the proper maintenance of working mixtures of grit and/or shot. The allowable minimum/maximum height of profile is usually dependent on the thickness of the coating to be applied. Large, particle-sized abrasives (particularly metallic) can produce a profile that may be too deep to be adequately covered by a single, thin-film coat. Accordingly, it is recommended that the use of larger abrasives be avoided in these cases. However, larger abrasives may be needed for thick-filmNACE No. 8/SSPC-SP 14coatings or to facilitate removal of thick coatings, heavy mill scale, or rust. If control of profile (minimum/maximum) is deemed to be significant to coating performance, it should be addressed in the procurement documents (project specification). Typical maximum profile heights achieved with commercial abrasive media are shown in Table 8 of the SSPC-SP COM. Surface profile should be measured in accordance with NACE Standard RP0287 (latest edition), “Field Measurement of Surface Profile of Abrasive Blast Cleaned Steel Surfaces Using Replica Tape,” or ASTM(3) D 4417 (latest edition), “Test Method for Field Measurement of Surface Profile of Blast Cleaned Steel.”A.4VISUAL STANDARDS:ISO 8501-1/SIS SS05 59 00, Photograph B Sa2, depicts the appearance of a surface that is consistent with the definition of an industrial blast.A.5SURFACE IMPERFECTIONS: Surface imper-fections can cause premature failure if the service is severe. Coatings tend to pull away from sharp edges and projections, leaving little or no coating to protect the underlying steel. Other features that are difficult to properly cover and protect include crevices, weld porosity, laminations, etc. The high cost of the methods to remedy the surface imperfections requires weighing the benefits of edge rounding, weld spatter removal, etc., versus a potential coating failure.Poorly adhering contaminants, such as weld slag residues, loose weld spatter, and some minor surface laminations, may be removed during the blast cleaning operation. Other surface defects (steel laminations, weld porosities, or deep corrosion pits) may not be evident until the surface preparation has been completed. Therefore, proper planning for such surface repair work is essential because the timing of the repairs may occur before, during, or after the blast cleaning operation. Section 4 of SSPC-SP COM and NACE Standard RP0178 (latest edition),“Fabrication Details, Surface Finish Requirements, and Proper Design Considerations for Tanks and Vessels to Be Lined for Immersion Service,” contain additional information on surface imperfections.A.6CHEMICAL CONTAMINATION: Steel contaminated with soluble salts (e.g., chlorides and sulfates) develops rust-back rapidly at intermediate and high humidities. These soluble salts can be present on the steel surface prior to blast cleaning as a result of atmospheric contamination. In addition, contaminants can be deposited on the steel surface during blast cleaning if the abrasive is contaminated. Therefore, rust-back can be minimized by removing these salts from the steel surface, preferably before blast cleaning, and eliminating sources of recontamination during and after blast cleaning. Wet methods of removal are described in NACE No. 5/SSPC-SP 12. Identification of the contaminants along with their concentrations may be obtained from laboratory and field tests as described in SSPC-TU 4, “Technology Update on Field Methods for Retrieval and Analysis of Soluble Salts on Substrates.”A.7RUST-BACK:Rust-back (rerusting) occurs when freshly cleaned steel is exposed to moisture, contamination, or a corrosive atmosphere. The time interval between blast cleaning and rust-back varies greatly from one environment to another. Under mild ambient conditions, if chemical contamination is not present (see Paragraph A.6), it is best to blast clean and coat a surface the same day. Severe conditions may require more expedient coating application to avoid contamination from fallout. Chemical contamination should be removed prior to coating (see Paragraph A.6).A.8DEW POINT:Moisture condenses on any surface that is colder than the dew point of the surrounding air. It is, therefore, recommended that the temperature of the steel surface be at least (3°C) 5°F above the dew point during dry blast cleaning operations. It is advisable to visually inspect for moisture and periodically check the surface temperature and dew point during blast cleaning operations and to avoid the application of coating over a damp surface.A.9WET ABRASIVE BLAST CLEANING: Steel that has been wet abrasive blast cleaned may rust rapidly. Clean water should be used for rinsing. It may be necessary that inhibitors be added to the water or applied to the surface immediately after blast cleaning to temporarily prevent rust formation. The use of inhibitors or the application of coating over slight discoloration should be in accordance with the requirements of the coating manufacturer. CAUTION: Some inhibitive treatments may interfere with the performance of certain coating systems.A.10 FILM THICKNESS: It is essential that ample coating be applied after blast cleaning to adequately cover the peaks of the surface profile. The dry-film thickness above the peaks of the profile should equal the thickness known to be needed for the desired protection. If the dry-film thickness over the peaks is inadequate, premature rust-through or failure will_____________________________(3) American Society for Testing and Materials (ASTM), 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.NACE No. 8/SSPC-SP 14occur. To assure that coating thicknesses are properly measured, refer to SSPC-PA 2 (latest edition), “Measurement of Dry Paint Thickness with Magnetic Gauges.”A.11 MAINTENANCE AND REPAIR PAINTING: When this standard is used for maintenance painting, specific instructions should be given on the extent of surface to be blast cleaned or spot blastcleaned to this degree of cleanliness. In these cases, the cleaning shall be performed across the entire area specified. For example, if all weld seams are to be cleaned in a maintenance operation, this degree of cleaning shall be aplied 100% to all weld seams. If the entire structure is to be prepared, this degree of cleaning shall be applied to 100% of the entire structure. SSPC-PA Guide 4 (latest edition),“Guide to Maintenance Repainting with Oil Base or Alkyd Paining System,” provides a description of accepted practices for retaining old sound coating, removing unsound coating, feathering, and spot cleaning.。