1-s2.0-S004316481000116X-main[1]
西门子S的基本数据类型
西门⼦S的基本数据类型STEP7中的基本数据类型⑴位(BOOL)位数据的数据类型为BOOL(布尔)型,在软件编程中BOOL变量的值1和0常⽤英语单词TURE(真)和FALSE(假)来表⽰,对应⼆进制数中的“1”和“0”,常⽤于开关量的逻辑运算,存储空间为1位。
⑵字节(BYTE)字节数据长度为8位,数据格式为B#16#,B代表BYTE,表⽰数据长度为⼀个字节(8位),#16#表⽰⼗六进制,取值范围为B#16#0~B#16#FF。
⑶字(WORD)字数据长度为16位,这种数据可采⽤4种⽅法进⾏描述。
⼆进制:⼆进制的格式为2#,如2#101,取值范围为2#0~2#1111_1111_1111_1111,书写时每4位可⽤下划线隔开,也可直接表⽰为2#111111111111。
⼗六进制:⼗六进制的格式为W#16#,W代表WORD,表⽰数据长度为16位,#16#表⽰⼗六进制,数据取值范围为W#16#0~W #16#FFFF。
BCD码:BCD码的格式为C#,取值范围为C#0~C#999。
BCD 码是⽤4位⼆进制表⽰1位⼗进制数,4位⼆进制中的0000~1001组合分别表⽰⼗进制中的0~9,4位⼆进制中的1010~1111组合放弃不⽤。
BCD码的最⾼4位⽤来表⽰符号,⼗六位BCD码的取值范围为-999~+999。
在STEP7的数据格式中,BCD码的取值只取正值,与最⾼4位的符号⽆关。
⽆符号⼗进制数:⽆符号⼗进制数的格式为B#(×,×),取值范围为B#(0,0)~B#(255,255),⽆符号⼗进制数是⽤⼗进制的0~255对应⼆进制数中的0000_0000~1111_1111(8位),16位⼆进制数就需要两个0~255的数来表⽰,例如:B#(12,254)=2#0000_1100_1111_111012 254上⾯4种数据都是描述⼀个长度位16位的⼆进制数,⽆论你使⽤哪种⽅式都可以。
例如,如果想得到⼆进制数0000100110000111,可以使⽤2#0000_1001_1000_0111,也可以使⽤W#16#987,还可以使⽤C #987或者B#(9,135)。
计算机组成原理(第二版)课后题答案
计算机组成原理(第二版)课后题答案第1章计算机系统概论1. 什么是计算机系统、计算机硬件和计算机软件?硬件和软件哪个更重要?解:P3计算机系统:计算机硬件系统和软件系统组成的综合体。
计算机硬件:指计算机中的电子线路和物理装置。
计算机软件:计算机运行所需的程序及相关资料。
硬件和软件在计算机系统中相互依存,缺一不可,因此同样重要。
2. 如何理解计算机的层次结构?答:计算机硬件、系统软件和应用软件构成了计算机系统的三个层次结构。
硬件系统是最内层的,它是整个计算机系统的基础和核心。
系统软件在硬件之外,为用户提供一个基本操作界面。
应用软件在最外层,为用户提供解决具体问题的应用系统界面。
通常将硬件系统之外的其余层称为虚拟机。
各层次之间关系密切,上层是下层的扩展,下层是上层的基础,各层次的划分不是绝对的。
3. 说明高级语言、汇编语言和机器语言的差别及其联系。
答:机器语言是计算机硬件能够直接识别的语言,汇编语言是机器语言的符号表示,高级语言是面向算法的语言。
高级语言编写的程序处于最高层,必须翻译成汇编语言,再汇编程序汇编成机器语言之后才能被执行。
4. 如何理解计算机组成和计算机体系结构?答:计算机体系结构是指那些能够被程序员所见到的计算机系统的属性,如指令系统、数据类型、寻址技术组成及I/O机理等。
计算机组成是指如何实现计算机体系结构所体现的属性,包含对程序员透明的硬件细节,如组成计算机系统的各个功能部件的结构和功能,及相互连接方法等。
5. 冯?诺依曼计算机的特点是什么?解:冯?诺依曼计算机的特点是:P86. 画出计算机硬件组成框图,说明各部件的作用及计算机系统的主要技术指标。
答:计算机硬件组成框图如下:计算机运算器、控制器、存储器、输入设备、输出设备五大部件组成;指令和数据以同同等地位存放于存储器内,并可以按地址访问;指令和数据均用二进制表示;指令操作码、地址码两大部分组成,操作码用来表示操作的性质,地址码用来表示操作数在存储器中的位置;指令在存储器中顺序存放,通常自动顺序取出执行;机器以运算器为中心。
微机原理1-11章答案精简版
第一章习题答案一、单选题1.1946年2月,在美国诞生了世界上第一台计算机,它的名字叫 C 。
A.EDV AC B.EDSAC C.ENIAC D.UNIV AC-I2.在下列描述中属于冯·诺依曼体系结构特点的是 C 。
Ⅰ.采用16进制计数。
Ⅱ.集中而顺序的控制。
Ⅲ.存储程序并且存储时不区别数据和指令。
A.Ⅰ和ⅡB.Ⅰ和ⅢC.Ⅱ和ⅢD.Ⅰ,Ⅱ和Ⅲ3. C 是以CPU为核心,加上存储器、I/O接口和系统总线构成。
A.微处理器B.微型计算机C.微型计算机系统D.单板机4.计算机的字长越长,一个字所能表示的数据精度就越高,在完成同样精度的运算时,则数据处理速度 A 。
A.越高B.越低C.不变D.不一定5.计算机存储数据的最小单位是二进制的 B 。
A.位B.字节C.字长D.千字长6.通常所说的32位机,是指这种计算机的CPU B 。
A.由32个运算器组成的B.能够同时处理32位二进制数C.包含32个寄存器D.一共有32个运算器和控制器二、判断题1.第五代计算机的体积进一步缩小,性能进一步提高,发展了并行技术和多机系统,出现了精简指令集计算机RISC。
( F )2.单片机是把CPU、一定数量的存储器芯片和I/O接口芯片装在一块印刷电路板上,在该板上再配以具有一定功能的输入、输出设备。
(F )3.总线是多个部件间的公共连线,信号可以从多个源部件中的任何一个通过总线传送到多个目的部件。
(T )4.冯·诺伊曼计算机在硬件上是由运算器、控制器、存储器、输入和输出设备5大部分组成。
(T )5.在计算机内部可直接运行二进制数、十进制数、十六进制数。
(F )三、简答题1.简述微处理器的发展概况,从集成度、性能等方面比较各代处理器的特点。
2.简述冯·诺伊曼型计算机的基本组成。
3.名词(概念)简释:微处理器、微型计算机、微型计算机系统、单总线结构、双总线结构、双重总线结构、总线。
4.简述计算机硬件与软件的关系。
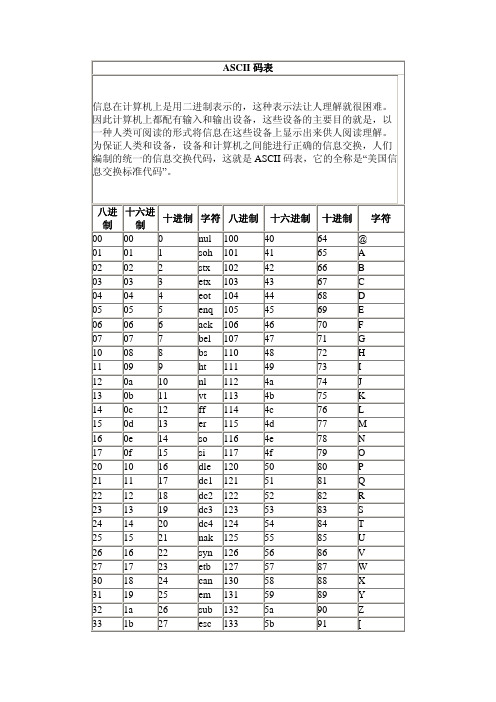
ASCII码对照表
字符
34 35 36 37 40 41 42 43 44 45 46 47 50 51 52 53 54 55 56 57 60 61 62 63 64 65 66 67 70 71 72 73 74 75 76 77
1c 1d 1e 1f 20 21 22 23 24 25 26 27 28 29 2a 2b 2c 2d 2e 2f 30 31 32 33 34 35 36 37 38 39 3a 3b 3c 3d 3e 3f
十六进制 40 41 42 43 44 45 46 47 48 49 4a 4b 4c 4d 4e 4f 50 51 52 53 54 55 56 57 58 59 5a 5b
十进制 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 @ A B C D E F G H I J K L M N O P Q R S T U V W X Y Z [
92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127
\ ] ^ _ ' a b c d e f g h i j k l m n o p q r s t u v w x y z { | } ~ del
八进 制 00 01 02 03 04 05 06 07 10 11 12 13 14 15 16 17 20 21 22 23 24 25 26 27 30 31 32 33
十六进 十进制 制 00 0 01 1 02 2 03 3 04 4 05 5 06 6 07 7 08 8 09 9 0a 10 0b 11 0c 12 0d 13 0e 14 0f 15 10 16 11 17 12 18 13 19 14 20 15 21 16 22 17 23 18 24 19 25 1a 26 1b 27
ASCII码值对照表

最全ASCII码对照表ASCII码值对照表ASCII码值ASCII码中英文对照表0010 0000 32 20 空格0010 0001 33 21 !0010 0010 34 22 "0010 0011 35 23 #0010 0100 36 24 $0010 0101 37 25 %0010 0110 38 26 &0010 0111 39 27 '0010 1000 40 28 (0010 1001 41 29 )0010 1010 42 2A *0010 1011 43 2B +0010 1100 44 2C ,0010 1101 45 2D -0010 1110 46 2E .0010 1111 47 2F /0011 0000 48 30 00011 0001 49 31 10011 0010 50 32 20011 0011 51 33 30011 0100 52 34 40011 0101 53 35 50011 0110 54 36 60011 0111 55 37 70011 1000 56 38 80011 1001 57 39 90011 1010 58 3A :0011 1011 59 3B ;0011 1100 60 3C <0011 1101 61 3D =0011 1110 62 3E >0011 1111 63 3F ?0100 0000 64 40 @0100 0001 65 41 A0100 0010 66 42 B0100 0011 67 43 C0100 0100 68 44 D0100 0101 69 45 E0100 0110 70 46 F0100 0111 71 47 G0100 1000 72 48 H0100 1001 73 49 I0100 1010 74 4A J0100 1011 75 4B K0100 1100 76 4C L0100 1101 77 4D M0100 1110 78 4E N0100 1111 79 4F O0101 0000 80 50 P0101 0001 81 51 Q0101 0010 82 52 R0101 0011 83 53 S0101 0100 84 54 T0101 0101 85 55 U0101 0110 86 56 V0101 0111 87 57 W0101 1000 88 58 X0101 1001 89 59 Y0101 1010 90 5A Z 0101 1011 91 5B [ 0101 1100 92 5C \ 0101 1101 93 5D ] 0101 1110 94 5E ^ 0101 1111 95 5F _ 0110 0000 96 60 ` 0110 0001 97 61 a 0110 0010 98 62 b 0110 0011 99 63 c 0110 0100 100 64 d 0110 0101 101 65 e 0110 0110 102 66 f 0110 0111 103 67 g 0110 1000 104 68 h 0110 1001 105 69 i 0110 1010 106 6A j 0110 1011 107 6B k 0110 1100 108 6C l 0110 1101 109 6D m 0110 1110 110 6E n 0110 1111 111 6F o 0111 0000 112 70 p 0111 0001 113 71 q 0111 0010 114 72 r 0111 0011 115 73 s 0111 0100 116 74 t 0111 0101 117 75 u 0111 0110 118 76 v 0111 0111 119 77 w 0111 1000 120 78 x 0111 1001 121 79 y 0111 1010 122 7A z 0111 1011 123 7B { 0111 1100 124 7C | 0111 1101 125 7D } 0111 1110 126 7E ~ 0111 1111 127 7F DEL (delete)删除ESC键 VK_ESCA PE (27)回车键: VK_RETU RN (13) TAB键: VK_TAB(9)Caps Lock键: VK_CAPI TAL (20) Shift键: VK_SHIF T ()Ctrl键: VK_CONT ROL (17) Alt键:VK_MENU (18)空格键: VK_SPAC E (/32)退格键: VK_BACK (8)左徽标键: VK_LWIN (91)右徽标键: VK_LWIN (92)鼠标右键快捷键:VK_APPS (93) Insert键: VK_INSE RT (45) Home键: VK_HOME (36) Page Up: VK_PRIO R (33) PageDow n: VK_NEXT (34)End键: VK_END(35) Delete键: VK_DELE TE (46)方向键(←): VK_LEFT (37)方向键(↑):VK_UP (38)方向键(→): VK_RIGH T (39)方向键(↓): VK_DOWN (40)F1键:VK_F1 (112)F2键:VK_F2 (113)F3键:VK_F3 (114)F4键:VK_F4 (115)F5键:VK_F5 (116)F6键:VK_F6 (117)F7键:VK_F7 (118)F8键:VK_F8 (119)F9键:VK_F9 (120)F10键: VK_F10(121)F11键: VK_F11(122)F12键: VK_F12(123)Num Lock键:VK_NUML OCK (144)小键盘0: VK_NUMP AD0 (96)小键盘1: VK_NUMP AD0 (97)小键盘2: VK_NUMP AD0 (98)小键盘3: VK_NUMP AD0 (99)小键盘4: VK_NUMP AD0 (100)小键盘5: VK_NUMP AD0 (101)小键盘6: VK_NUMP AD0 (102)小键盘7: VK_NUMP AD0 (103)小键盘8: VK_NUMP AD0 (104)小键盘9: VK_NUMP AD0 (105)小键盘.: VK_DECI MAL (110)小键盘*: VK_MULT IPLY (106)小键盘+: VK_MULT IPLY (107)小键盘-: VK_SUBT RACT (109)小键盘/: VK_DIVI DE (111)Pause Break键: VK_PAUS E (19)ScrollLock键: VK_SCRO LL (145)注意:1.在ASCII码中,有4组字符:一组是控制字符,如LF,CR等,其对应ASCI I码值最小;第2组是数字0~9,第3组是大写字母A~Z,第4组是小写字母a~z。
计算机组成原理world版复习题

计算机组成原理期末复习题总结一.数的真值变成机器码时有四种表示方法,即原码表示法,反码表示法,补码表示法,移码表示法。
*例1 x=+1011111*原码为01011111*反码为01011111*补码为01011111*移码为11011111*例2 x=-1011111*原码为11011111*反码为10100000*补码为10100001*移码为00100001*IEEE 754标准IEEE 754标准下二进制到十进制的转换【例】若浮点数x的IEEE 754标准存储格式为(41340000)16,求其浮点数的十进制数值。
*将16进制数(41480000)16展开后,可得二进制数格式为*0100 0001 0100 1000 0000 0000 0000 0000*S=0 E=(10000010)2=(130)10* 1.M=(1.1001)2*x =(-1)S×2(E-127) ×1.M*=+1100.1=(12.5)10一、机器码已知某机器的字长为16位,则该机器所能表示的定点整数的范围是多少?*解:16位二进制数的最高位即MSB作为符号位,1表示负数,0表示正数;*假设该机器使用补码表示定点整数,则其范围为:*-2^15~2^15-1*若使用原码表示定点整数,则其范围为:*-(2^15-1)~2^15-1二、求补已知x1= -1110,x2= +1101求:[x1]补,[-x1]补,[x2]补,[-x2]补*解:*[x1]原= 11110,[x2]原= 01101*[x1]补= 10010*[-x1]补= 01101+00001=01110*[x2]补= 01101*[-x2]补= 10010+00001=10011三、补码运算(1)[x]变= 00.11011[y]变= 00.00011[-y]变= 11.11101[x]变+ [y]变= 00.11110[x]变+ [-y]变= 00.11000x + y = 0.11110x - y = 0.11000*(2) [x]变= 00.11011*[y]变= 11.01011*[-y]变= 00.10101*[x]变+ [y]变= 00.00110*[x]变+ [-y]变= 01.10000*x + y = 0.00110*x – y变形补码运算结果符号位为01,产生了正向溢出五、存储器基础知识* 1.存储位元、存储单元、存储器*【例】某SRAM存储器规格为8K×8 bit,则其存储位元是什么?一个存储单元包含几个存储位元?整个存储器包含多少存储单元?* 2.存储器的分类*依据存储介质的不同,可以将存储器分为半导体存储器和磁表面存储器;*按存取方式可分为随机和顺序;*按存储内容的可变性可分为只读和随机读写;* 3.存储器的分级*【例】目前的计算机系统中通常可以把存储器分为三个等级,这三个等级由上到下依次是高速缓冲存储器、主存储器和外存储器。
任务1.3 认识计算机中数据的表示与存储

STX
DC2
“
2
B
R
b
r
0011
ETX
DC3
#
3
C
S
c
s
0100
EOT
DC4
$
4
D
T
d
t
0101
ENQ
NAK
%
5
E
U
e
u
0110
ACK
SYN
&
6
F
V
f
v
0111
BEL
ETB
‘
7
G
W
g
w
1000
BS
CAN
(
8
H
X
h
x
1001
HT
EM
)
9
I
Y
i
y
1010
LF
SUB
*
:
J
Z
j
z
1011
VT
ESC
+
;
K
[
k
任务实现/PROCESS
(四)其他编码 除了上面提到的编码外,其他常用的编码还有GBK编码、UCS编码、 Unicode编码等,这些编码方式都旨在解决字符集之间的兼容性和扩展性问题, 以确保不同语言和符号的字符能够正确地存储、传输和显示。
感谢观看
信息技术课程组
《信息技术基础》
任务1.3 认识计算机中数 据的表示与存储
任务描述/DESCRIPTION
当我们创建文档、电子表格或演示文稿时,计算机将以特定的格式将这些文件存 储在硬盘驱动器或云存储中;当物联网设备生成大量数据时,计算机将传感器数据存 储在数据库或其他存储系统中,以供用户分析、监测和自动化控制使用。在此过程中 ,无论是个人使用还是企业应用,数据的有效表示和存储都是确保数据安全、高效访 问和可靠性的关键。本任务将认识计算机中数据的表示与存储,包括数据的表示与存 储、西文字符编码、汉字编码,以及其他编码。
1-s2.0-S0306261907001742-main

Application of the Miller cycle to reduce NO x emissionsfrom petrol enginesYaodong Wang a,b,*,Lin Lin c ,Shengchuo Zeng b ,Jincheng Huang b ,Anthony P.Roskilly a ,Yunxin He b ,Xiaodong Huang b ,Shanping Li daThe Sir Joseph Swan Institute for Energy Research,Newcastle University,Newcastle upon Tyne,NE17RU,United KingdombMechanical Engineering College,Guangxi University,Nanning,Guangxi 530004,China cNanning College for Vocational Technology,Nanning,Guangxi 530003,ChinadGuangxi University of Technology,Liuzhou,545006,ChinaAccepted 26October 2007Available online 7February 2008AbstractA conceptual analysis of the mechanism of the Miller cycle for reducing NO x emissions is presented.Two versions of selected Miller cycle (1and 2)were designed and realized on a Rover ‘‘K ”series 16-valve twin-camshaft petrol engine.The test results showed that the application of the Miller cycle could reduce the NO x emissions from the petrol engine.For Miller cycle 1,the least reduction rate of NO x emission was 8%with an engine-power-loss of 1%at the engine’s full-load,compared with that of standard Otto cycle.For Miller cycle 2,the least reduction rate of NO x emission was 46%with an engine-power-loss of 13%at the engine’s full-load,compared with that of standard Otto cycle.Ó2007Elsevier Ltd.All rights reserved.Keywords:Petrol engine;Miller cycle;NO x emission1.IntroductionIt has been more than a century since petrol engines were first and widely used as primary movers for human activities,such as transportation and stand-by power generation.The technologies to design and to make petrol engines are well developed.But environmental concerns since the 1970s have made the control of engine emissions a challenge for the engine industry.Engineers and researchers have taken numerous mea-sures to reduce engine emissions and to comply with restrictions on the quality and quantity of emissions allowed in different applications.The need to meet the emissions legislation means that it is appropriate con-tinuously to investigate the ways of reducing emissions without compromising engine-efficiency or increasing the cost of manufacturing engines.0306-2619/$-see front matter Ó2007Elsevier Ltd.All rights reserved.doi:10.1016/j.apenergy.2007.10.009*Corresponding author.Address:Newcastle University,The Sir Joseph Swan Institute,Newcastle upon Tyne NE17RU,United Kingdom.Tel.:+4401912464934;fax:+4401912464961.E-mail address:y.d.wang@ (Y.Wang).Available online at Applied Energy 85(2008)463–474/locate/apenergyAPPLIED ENERGYThe main gaseous emissions from petrol engines are hydrocarbon (HC),carbon monoxide (CO),carbon dioxide (CO 2)and nitrogen oxides (NO x ,i.e.NO and NO 2).Among them,NO x is the most harmful gas that needs to be minimized.Currently there are two ways to reduce NO x emissions:one way is reducing NO x at source,such as exhaust-gas recirculation or homogenous combustion.This method is preferred from the view point of cost.Another way is after-treatment.This is an effective but expensive way to reduce NO x emissions.In order to reduce the NO x emissions at source,it is necessary to know the mechanism of NO x formation in the engine cylinder.The factors that influence the formation of NO x in engines are:(a)the peak flame-tem-perature during the combustion process,(b)the duration of the heat-release process,and (c)the air–fuel ratio.Among these factors,the peak flame-temperature in the cylinder is the key factor.If the highest temperature of the flame is reduced,the amount of NO x formed in the cylinder will be less.Consequently,the NO x emissions will be reduced.Thus,searching for a way to lower or to control the peak flame-temperature in the engine’s cylinder is one of the main aim for engine engineers and scientists.The Miller cycle was first proposed by ler in 1947.The proposal was for the use of early intake valve closing (EIVC)to provide internal cooling before compression so as to reduce the compression work [1].Miller further proposed increasing the boost of the inlet charge to compensate for the reduced inlet duration [2].The cycle that Miller proposed is a cold cycle which has allowed an increase in engine performance with an upraise of the knocking threshold.At that time,the Miller cycle was focused on improving the thermal efficiency of engine [3–10].This is still the aim [11–15].Since the Miller cycle is a cold cycle,there is the possibility to apply it to reduce the combustion temperatures in engines thus reducing the NO x formation and emissions.The objective of this study is to investigate experimentally the feasibility of the application of the Miller cycle in order to reduce NO x emissions from petrol engines.2.The concept of Miller cycle 2.1.Description of Miller cycleFor the Miller cycle,the expansion-ratio exceeds its compression-ratio [15],that is,the effective expansion stroke of the engine is longer than the compression stroke.A comparison of the standard Otto cycle with the Miller cycle is shown in Fig.1.Assuming the cylinder pressure at the starting point 0is P 0,the volume is V 0,the swept volume of cylinder for Otto cycle is V c and for Miller cycle is V 0c .As shown in Fig.1a,the work processes of Otto cycle are:intake process 0?1,compression process 1?2,combustion and expansion process 2?3?4,and exhaust process 4?1?0.For the cycle,theNotation M 1Miller cycle 1M 2Miller cycle 2n engine speed (r/min)P pressure in the cylinder (kPa)P 0ambient pressure (kPa)V volume of cylinder (m 3)V 0clearance volume (m 3)V c swept volume of Otto cycle (m 3)V 0c swept volume of Miller cycle (m 3)D Pe power difference between the Otto cycle and the Miller cycle (kW)D Tr exhaust-temperature difference between the Otto cycle and the Miller cycle (°C)e D NO x relative NO x emission difference between the Otto cycle and the Miller cycle e D Pe relative power difference of Otto cycle from that of the Miller cyclee D Trrelative exhaust-temperature difference between the Otto cycle and the Miller cycle464Y.Wang et al./Applied Energy 85(2008)463–474Y.Wang et al./Applied Energy85(2008)463–474465compression-ratio is identical to the expansion-ratio;a higher expansion-ratio causes a higher compression-ratio.However,the Miller cycle allows the compression-and expansion-ratios to be preset independently,as shown in Fig.1b.The work processes are:intake process0?1a?1;then an additional‘‘intake blow-back”process1?1a,which is the main difference between the Miller cycle and the Otto cycle;compression process 1a?2;combustion and expansion process2?3?4?4a;and exhaust process4a?1?1a?0.From the P–V diagram of the Miller cycle,it can be seen that a higher engine-efficiency is expected with an increased expansion-ratio because more heat is changed to mechanical power.This was the original idea behind the Miller cycle.466Y.Wang et al./Applied Energy85(2008)463–4742.2.Basic idea of the Miller cycle to reduce NO x emissionsAs mentioned above,NO x is one of the most harmful gases emitted from engines and the main cause of NO x formation is the peakflame-temperature in the engine cylinder during the combustion.The Miller cycle is a‘‘cold cycle”.The application of this‘‘cold”characteristic may reduce the temperature at the end of the compression process(at point2in the P–V diagram).Thus it reduces the temperature at the end of the com-bustion process(point3in the P–V diagram).Therefore,it reduces the NO x emissions.This is the basic idea of the application of the Miller cycle to reduce the NO x emission from petrol engines.Fig.2presents the P–V diagram for this concept.Cycle0?1?2?3?4?1?0is the standard Otto cycle.Cycle0?1?1a?2a?3a?4a?1?0is the Miller cycle.The intake valve is kept open during a portion of the compression stroke.Some of intake air into the cylinder is rejected.Thus the amount of intake air into the cylinder is relatively less than for the Otto cycle and this reduces the effective compression-ratio.At the end of the compression stroke,the pressure and temperature in the cylinder are lower than those of stan-dard Otto cycle.The combustion temperature is then lower;this may result in less NO x formation in the cyl-inder of engine.2.3.Main methods to realize the Miller cycleThere are three main methods to realize a Miller cycle in practice[5–8]:(a)installing a rotating valve between intake manifold and intake valve(on the cylinder head)to control the intake air quantity–early rotary-valve closing(ERVC);(b)closing the intake valve before the termination of the intake stroke–early intake valve closing(EIVC);and(c)keeping the intake valve open during a portion of the compression stroke, thus rejecting part of the charge and reducing the net compression-ratio–late intake valve closing(LIVC–as shown in Fig.2).For this experimental study,the LIVC version of the Miller cycle was selected.A schematic valve timing diagram of the LIVC is shown in Fig.3.Two versions of the LIVC Miller cycle were designed and tested; the detail parameters are presented in Section3.6.3.Experimental rig,instrumentation and test plan3.1.The engineA Rover‘‘K”series16-valve twin-camshaft petrol engine,type K-161400TBI,made by the Rover Group Ltd.in1991,shown Fig.4,was used for the experimental investigation.It has a1397cm3displacement,max-imum power70.8kW/6250r/min(torque106.7Nm),maximum torque124Nm/4000r/min,equipped for Rover200&400series cars.Y.Wang et al./Applied Energy85(2008)463–4744673.2.The dynamometer(see Fig.5)A Heenan Dynamatic Dynamometer MK1,made by Froude Consine Ltd.,was used to measure the engine performance:i.e.its torque,power and fuel consumption.3.3.Emission analyzersFour exhaust-gas analyzers,as shown in Fig.6,made by Analytical Development Company Ltd.(Hoddes-don,Hertfordshire,EN110DB,England),were used to analyze the exhaust emissions(carbon monoxide,car-bon dioxide,hydrocarbon and nitrogen oxides)from the engine.Prior to testing,the analyzers were calibrated separately by using the special sample gases supplied by BOC Ltd.3.4.Pressure and temperature measurementPressures were measured at the air-inlet manifold,for the engine oil at the outlet of the oilfilter,and the ambient-air pressure was measured by a barometer.Thermocouples type K (which have a temperature range from À200°C to 1200°C)were used to measure the temperature at the following positions on the engine:air-inlet,exhaust-gas,engine oil,and the engine’s cooling-water inlet andoutlet.Fig.5.Dynamometer.Fig.6.Emission analyzers.468Y.Wang et al./Applied Energy 85(2008)463–474Y.Wang et al./Applied Energy85(2008)463–474469 3.5.The test rigFig.7presents the schematic design of the test rig for the experimental study.Fig.8shows the completed test rig in the laboratory.470Y.Wang et al./Applied Energy85(2008)463–4743.6.Experimental planA test plan was designed to carry out the engine tests on the original Otto cycle and two Miller cycles.For comparison,the intake throttle wasfixed at the maximum open position for all the tests.There were no changes for the other engine systems,except for the intake valve timing.The running range of the engine was from2000r/min to6250r/min.Two versions of the Miller cycle were designed and tested as follows:ler1:the intake valve closed15°later than that of original Otto cycle;ler2:the intake valve closed30°later than that of original Otto cycle.The whole experimental plan was realized in two stages:(i)running engine on standard Otto cycle;and(ii) running engine on the two Miller cycles.Each test was repeated3times to make sure the data were reliable. The detailed test plan is listed in Table1.4.Test results and discussionThe test results of the engine-power output,brake specific fuel-consumption(BSFC),exhaust-gas temper-ature and the NO x emissions for the original Otto cycle and the two Miller cycles are shown in Figs.9–16.The engine’s brake engine-power outputs at different engine speeds from the three cycles are presented in Fig.9.The engine’s power outputs of Miller cycle1were almost the same as those of the Otto cycle;the Table1The experimental planEngine speed(r/min)Cycle testedOtto cycle Miller cycle1Miller cycle2Time tested2000Three Three Three3000Three Three Three3500Three Three Three4000Three Three Three4500Three Three Three5000Three Three Three5500Three Three Three6250Three Three ThreeY.Wang et al./Applied Energy85(2008)463–474471472Y.Wang et al./Applied Energy85(2008)463–474Y.Wang et al./Applied Energy85(2008)463–474473differences were from0.0to1.2kW.The differences between Miller cycle1and Otto cycle were from0%to 2%,as shown in Fig.10.For Miller cycle2,the engine-power outputs at different engine speeds were much less than those of original Otto cycle.The differences of power outputs were between4.7and10.8kW,as shown in Fig.9.The relative differences were from13%to22%for the Miller cycle2compared with those of Otto cycle.The results are also presented in Fig.10.The engine’s brake specific fuel-consumption related to the power outputs at different engine speeds for the three cycles are shown in Fig.11.For the Miller cycle1,the BSFCs were from2.5to28.2g/kWh,higher than those of the Otto cycle.The relative differences were under8%in all the cases.The results are shown in Fig.12.For the Miller cycle2,the BSFCs were also higher than those of the Otto cycle,i.e.from57.5to146.6g/ kWh,which are also presented in Fig.11.The relative differences were from17%to44%,as shown in Fig.12.The exhaust-gas temperatures at the outlet of the engine’s exhaust-manifold related to the power outputs at different engine speeds for the Otto cycle and the two Miller cycles are shown in Fig.13.The exhaust-gas tem-peratures for the Miller cycles at different engine speeds were all lower than those of Otto cycle.For the Miller cycle1,as shown in Fig.13,the differences of exhaust-gas temperatures were from20°C to 62°C,compared with those of Otto cycle.The relative differences were from2%to11%–see Fig.14.For the Miller cycle2,compared with that of the Otto cycle,the differences of exhaust-gas temperatures were between45°C and112°C.The relative differences were from6%to19%–see Fig.14.The results of NO x emissions from the three cycles at different engine speeds are presented in Fig.15.For the cycles tested,the NO x emissions from the Otto cycle were the highest;those from the Miller cycle1came second;and those from the Miller cycle2were the lowest.For the Miller cycle1,compared with the Otto cycle,the difference of NO x emissions ranged from130to 665ppm.The relative differences were from8%to51%.The results are shown in Figs.15and16.For the Miller cycle2,compared with the Otto cycle,the differences of NO x emissions were from360to 850ppm.The relative differences were from44%to69%.The results are also shown in Figs.15and16.From these results,it can be seen that the engine-power outputs of the Miller cycle1(M1)were nearly the same as those of the original Otto cycle;the exhaust-gas temperatures of M1were lower than those of the Otto cycle;and the NO x emissions were also lower than those of the Otto cycle.For the Miller cycle2(M2),the exhaust-gas temperatures were lower than those of M1and the Otto cycle; and the NO x emissions were much lower than those of the Otto cycle.The effect of the Miller cycle in reducing the NO x emission is obvious,although the engine power outputs were much lower than those of the Otto cycle.The reason for the power-loss is because the late intake valve closure during the compression stroke led to some of the mixture of air and fuel being pushed out of the cylinder;this resulted in the charge being less than that of original Otto cycle.As a result,the engine-power outputs were reduced.474Y.Wang et al./Applied Energy85(2008)463–4745.Conclusions and recommendationThe investigation of the feasibility of applying the Miller cycle to petrol engines to reduce NO x emissions was completed.The results showed that it was feasible to apply the Miller cycle to petrol engines in order to reduce NO x emissions.For the two versions of the Miller cycles tested,the NO x emissions were less than those of the original Otto cycle.Of the two versions of the Miller cycle tested,Miller2is the better,in terms of the reductions of NO x emis-sion only.Of the two versions of the Miller cycle tested,Miller1is the better,in terms of both the reductions of NO x emissions and the engine-power outputs.For the two Miller cycles tested,the engine-power outputs were all less than those of the Otto cycle.This is due to there being less charge in the engine cylinder,which is a characteristic of Miller cycle.In order to make up for the charge losses as well as to make up for the power-losses,it is necessary to carry out an investigation on the application of a supercharger with an inter-cooler added to the above Miller cycles.A better engine performance with NO x reduction may then be able to be achieved. AcknowledgementsThe authors wish to thank Mr.Ian Pinks who helped set up the test rig for the experiments.The support of the Faculty of Computing,Engineering and Technology of Staffordshire University,UK is greatly appreciated.References[1]Miller RH.Supercharging and internal cooling cycle for high output.Trans ASME1947;69:453–7.[2]Miller RH,Lieberherr HU.The Miller supercharging system for diesel and gas engines operating characteristics,CIMAC,1957.In:Proceedings of the4th international congress on combustion engines,Zurich.June15–22;1957.p.787–803.[3]Okamoto K,Zhang FR,Shimogata S,Shoji F,Kanesaka H,Sakai H.Study of a Miller-cycle gas-engine for co-generation systems–effect of a Miller cycle on the performance of a gas engine,vol.1171.1996:SAE Special Publications;1996,p.125–36.[4]Thring RH.Theflexible diesel engine.In:Proceedings of the international congress and exposition,Detroit,USA,1990.SAE PaperNo.900175.SAE Special Publications;1990,p.484–92.[5]Clarke D,Smith WJ.Simulation,implementation and analysis of the miller cycle using an inlet control rotary-valve,variable valveactuation and power boost,vol.1258(SAE,No.970336).SAE Special Publications;1997.p.61–70.[6]Shimogata S,Homma R,Zhang FR,Okamoto K,Shoji F.Study on Miller cycle gas engine for co-generation systems-numericalanalysis for improvement of efficiency and power.SAE Paper No.971709.SAE Special Publications;1997.p.61–67.[7]Franca ler cycle–outline and general considerations,Diesel Ricerche S.P.A.Technical report;1996.[8]Okamoto K,Zhang FR,Morimoto S,Shoji F.Development of a high-performance gas engine operating at a stoichiometric condition–effect of Miller cycle and EGR.In:Proceedings of CIMAC congress1998Copenhagen.1998.p.1345–60.[9]Stebler H,Weisser G,Horler H,Boulouchos K.Reduction of NO x emissions of D.I.diesel engines by application of the Millersystem:an experimental and numerical investigation.SAE Paper No.960844.SAE Special Publications;1996.p.1238–48.[10]Ueda N,Sakai H,Iso N,Sasaki J.A naturally aspirated Miller cycle gasoline engine–its capability of emission,power and fueleconomy.SAE Paper No.960589.SAE Special Publications;1996.p.696–703.[11]Hatamura Koichi,Hayakawa Motoo,Goto Tsuyoshi,Hitomi Mitsuo.A study of the improvement effect of the Miller-cycle on meaneffective pressure limit for high-pressure supercharged gasoline engines.JSAE Rev1997;18:101–6.[12]Hiroyuki Endo,Kengo Tanaka,Yoshitaka Kakuhama,Yasunori Goda,Takao Fujiwaka,Masashi Nishigaki.Development of thelean-burn Miller cycle gas engine(3-04).In:Proceedings of thefifth international symposium on diagnostics and modeling of combustion in internal combustion engines(COMODIA2001).Nagoya,Japan:July1–4;2001.p.374–81.[13]Fukuzawa Yorihiro,Shimoda Hiromi,Kakuhama Yoshitaka,Endo Hiroyuki,Tanaka Kengo.Development of a high efficiencyMiller cycle gas engine,Mitsubishi Heavy Industries Ltd..Tech Rev2001;38(3):146–50.[14]Wu Chih,Puzinauskas Paul V,Tsai Jung S.Performance analysis and optimization of a supercharged Miller cycle otto engine.ApplTherm Eng2003;23:511–21.[15]Al-Sarkhi A,Jaber JO,Probert SD.Efficiency of a Miller engine.Appl Energy2006;83:343–51.。
JCL错误代码

錯誤代碼
可能的出錯原因
錯誤代碼
可能的出錯原因
S001
- DCB
-程序要讀取文件時,它被關閉
-程序要讀取數據從一個空文件
- S0001-4:將新皮帶故障,
S002
BLKSIZE可以大於磁盤的紀錄-
- CA-SORT太小的空間
-程序要讀取數據從一個空文件
S007
-錯誤排序(排序-合併或錯誤的地圖)
S714
-錯誤標籤處理
S722
OUTLIM太小列表輸出-
S7FF
- DD語句是反向的(輸入輸出程序
解決)-內部排序輸出=輸入庫存庫存
S804
-分區/地區的小
S806
找不到程序-
- STEPLIB失蹤
S80A
-分區容量太小(通過使用系統集團)
S813
- DSN的名字是不相同的磁盤標籤
S822
-地區約在B系統最多6000K或7000K:減免運行
-故意程序終止(ABEND宏或ISUP004的)
-正式結構在DLI呼錯
-數據庫在作業卡丟失
忘記報名IMS -
-計劃= YES遺忘
忘記SQL = YES -
等等
U3057
在一個子程序使用DB2,程序已經轉換,但沒有MAP = YES已推出DLIBATCH,所以:
轉換的主要程序與計劃= YES改程序DLIDB2 -
U0844
-數據庫溢出
U0850
- DB DD卡在錯誤的
- DB ASCP適度停止
-同時在線更新(DB必須停止)
-而不是DLITEST DLIBATCH使用
U0878
-取出REGION參數
ASCII码表 0-127
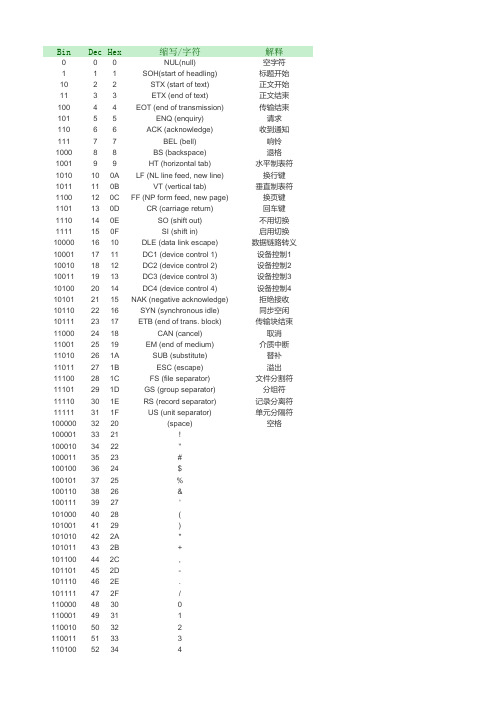
Bin Dec Hex缩写/字符解释000NUL(null)空字符111SOH(start of headling)标题开始1022STX (start of text)正文开始1133ETX (end of text)正文结束10044EOT (end of transmission)传输结束10155ENQ (enquiry)请求11066ACK (acknowledge)收到通知11177BEL (bell)响铃100088BS (backspace)退格100199HT (horizontal tab)水平制表符1010100A LF (NL line feed, new line)换行键1011110B VT (vertical tab)垂直制表符1100120C FF (NP form feed, new page)换页键1101130D CR (carriage return)回车键1110140E SO (shift out)不用切换1111150F SI (shift in)启用切换100001610DLE (data link escape)数据链路转义100011711DC1 (device control 1)设备控制1 100101812DC2 (device control 2)设备控制2 100111913DC3 (device control 3)设备控制3 101002014DC4 (device control 4)设备控制4 101012115NAK (negative acknowledge)拒绝接收101102216SYN (synchronous idle)同步空闲101112317ETB (end of trans. block)传输块结束110002418CAN (cancel)取消110012519EM (end of medium)介质中断11010261A SUB (substitute)替补11011271B ESC (escape)溢出11100281C FS (file separator)文件分割符11101291D GS (group separator)分组符11110301E RS (record separator)记录分离符11111311F US (unit separator)单元分隔符1000003220(space)空格1000013321!1000103422"1000113523#1001003624$1001013725%1001103826&1001113927'1010004028(1010014129)101010422A*101011432B+101100442C,101101452D-101110462E.101111472F/110000483001100014931111001050322110011513331101005234411010153355 11011054366 11011155377 11100056388 11100157399 111010583A: 111011593B; 111100603C< 111101613D= 111110623E> 111111633F? 10000006440@ 10000016541A 10000106642B 10000116743C 10001006844D 10001016945E 10001107046F 10001117147G 10010007248H 10010017349I 1001010744A J 1001011754B K 1001100764C L 1001101774D M 1001110784E N 1001111794F O 10100008050P 10100018151Q 10100108252R 10100118353S 10101008454T 10101018555U 10101108656V 10101118757W 10110008858X 10110018959Y 1011010905A Z 1011011915B[ 1011100925C\ 1011101935D] 1011110945E^ 1011111955F_ 11000009660` 11000019761a 11000109862b 11000119963c 110010010064d 110010110165e 110011010266f 110011110367g 110100010468h 110100110569i 11010101066A j11010111076B k11011001086C l11011011096D m11011101106E n11011111116F o111000011270p111000111371q111001011472r111001111573s111010011674t111010111775u111011011876v111011111977w111100012078x111100112179y11110101227A z11110111237B{11111001247C|11111011257D}11111101267E~11111111277F DEL (delete)删除。
计算机组成原理课后习题答案解析
作业解答第一章作业解答1.1 基本的软件系统包括哪些内容?答:基本的软件系统包括系统软件与应用软件两大类。
系统软件是一组保证计算机系统高效、正确运行的基础软件,通常作为系统资源提供给用户使用。
包括:操作系统、语言处理程序、数据库管理系统、分布式软件系统、网络软件系统、各种服务程序等。
1.2 计算机硬件系统由哪些基本部件组成?它们的主要功能是什么?答:计算机的硬件系统通常由输入设备、输出设备、运算器、存储器和控制器等五大部件组成。
输入设备的主要功能是将程序和数据以机器所能识别和接受的信息形式输入到计算机内。
输出设备的主要功能是将计算机处理的结果以人们所能接受的信息形式或其它系统所要求的信息形式输出。
存储器的主要功能是存储信息,用于存放程序和数据。
运算器的主要功能是对数据进行加工处理,完成算术运算和逻辑运算。
控制器的主要功能是按事先安排好的解题步骤,控制计算机各个部件有条不紊地自动工作。
1.3 冯·诺依曼计算机的基本思想是什么?什么叫存储程序方式?答:冯·诺依曼计算机的基本思想包含三个方面:1) 计算机由输入设备、输出设备、运算器、存储器和控制器五大部件组成。
2) 采用二进制形式表示数据和指令。
3) 采用存储程序方式。
存储程序是指在用计算机解题之前,事先编制好程序,并连同所需的数据预先存入主存储器中。
在解题过程(运行程序)中,由控制器按照事先编好并存入存储器中的程序自动地、连续地从存储器中依次取出指令并执行,直到获得所要求的结果为止。
1.4 早期计算机组织结构有什么特点?现代计算机结构为什么以存储器为中心?答:早期计算机组织结构的特点是:以运算器为中心的,其它部件都通过运算器完成信息的传递。
随着微电子技术的进步,人们将运算器和控制器两个主要功能部件合二为一,集成到一个芯片里构成了微处理器。
同时随着半导体存储器代替磁芯存储器,存储容量成倍地扩大,加上需要计算机处理、加工的信息量与日俱增,以运算器为中心的结构已不能满足计算机发展的需求,甚至会影响计算机的性能。
第6章计算机的运算方法

第六章 计算机的运算 方法与运算器
2010年3月6日
6.1 数据的表示方法
6.1.1 数据格式
计算机中常用的数据表示格式有两种:
(1)定点格式 (2)浮点格式
定点格式(小数点位臵 固定)容许的数值范围有 限,但要求的处理硬件比 较简单。
浮点格式(小数点位臵浮动)容
许的数值范围很大,但要求的处理 硬件比较复杂 。
小数: X 1- 2-(n-1) ≥X≥0 [x]补= 2+X=2-|X| 0>X≥-1
完成下列数的真值到 补码的转换 X1 = + 0.1011011 [X1]补=01011011 X2 = - 0.1011011
[X2]补=10100101
根据补码定义,求负数的补码时需作一次减法运算,这显然不 是补码方法的初衷。后面将介绍反码表示法可以解决负数的求补 问题。
式中[x]原是机器数,x是真值。
1> x ≥0
0≥ x > -1
数值
例如,x=+0.1001,则[x]原=0.1001 x=-0.1001,则 [x]原=1.1001
符号
对于定点整数 x =±x1x2…xn,则原码的定义是:
x 2n>x≥0
2n-x=2n+|x|
对于定点整数,其原码形式为: [x]原=x0x1x2…xn,
13100011011041110100052101101002610011010移位前对应的真值13111100101041001011152110010112611100101移位前对应的真值13111100111041001100052110011002611100110移位前对应的真值补码反码a真值为正b负数的原码c负数的补码d负数的反码出错影响精度出错影响精度正确影响精度正确正确算术移位有符号数的移位逻辑移位无符号数的移位逻辑左移逻辑右移低位添0高位移丢高位添0低位移丢例如01010011逻辑左移10100110逻辑右移01011001算术左移算术右移0010011011011001补码高位10110010定点补码加减法运算运算方法及实现补码加减法逻辑实现快速加法器补码加减法的实现逐位取反再在最低位加补码减法公式证明xy补补xy0011正正得负正溢出负负得正负溢出正常结果符号位进位舍去正常结果计算机如何识别运算结果是否溢出单符号数溢出检测1正正得负负负得正结果溢出0011符号位进位c单符号数溢出检测2
SMC电动驱动器 高刚度滑动类型系列LEJ操作手册说明书

Instruction ManualElectric Actuator / High Rigidity Slider Type Series LEJThe intended use of this Electrical Actuator is to convert an electrical input signal into mechanical motion.1 Safety InstructionsThese safety instructions are intended to prevent hazardous situations and/or equipment damage. These instructions indicate the level of potential hazard with the labels of “Caution,” “Warning” or “Danger.” They are all important notes for safety and must be followed in addition to International Standards (ISO/IEC) *1), and other safety regulations. *1)ISO 4414: Pneumatic fluid power - General rules relating to systems. ISO 4413: Hydraulic fluid power - General rules relating to systems.IEC 60204-1: Safety of machinery - Electrical equipment of machines. (Part 1: General requirements)ISO 10218-1: Manipulating industrial robots -Safety. etc.∙ Refer to product catalogue, Operation Manual and Handling Precautions for SMC Products for additional information. ∙ Keep this manual in a safe place for future reference.CautionCaution indicates a hazard with a low level of risk which, if not avoided, could result in minor or moderate injury.WarningWarning indicates a hazard with a medium level of riskwhich, if not avoided, could result in death or serious injury.DangerDanger indicates a hazard with a high level of risk which, ifnot avoided, will result in death or serious injury.Warning∙ This is a Class A product and it must not be used in residential premises.∙ Always ensure compliance with relevant safety laws and standards. All work must be carried out in a safe manner by a qualified person in compliance with applicable national regulations.2 SpecificationsLEJS40 / 63 series – Ball screw drive Note8) Note9) Note10)ModelLEJS40LEJS63 A c t u a t o r s p e c i f i c a t i o nStroke [mm] Note1) 200,300,400,500,600, 700,800,900,1000,1200 300,400,500,600,700,800,900,1000,1200,1500 Work load [kg] Note2)Horizontal 15 30 55 30 45 85 Vertical 3 5 10 6 10 20 Speed [mm/s] Note3)S t r o k e r a n g e0 to 500 1800 1200 600 1800 1200 600 501 to 600 1580 1050 520 1800 1200 600 601 to 700 1170 780 390 1800 1200 600 701 to 800 910 600 300 1390 930 460 801 to 900 720 480 240 1110 740 370 901 to 1000 580 390 190 900 600 300 1001 to 1100 480 320 160 750 500 250 1101 to 1200 410 270 130 630 420 210 1201 to 1300 - - - 540 360 180 1301 to 1400 - - - 470 310 150 1401 to 1500- - -410 270 1302 Specifications - continuedModel LEJS40 LEJS63A c t u a t o r s p e c i f i c a t i o nMaximum acceleration / deceleration [mm/s 2] 20,000 (refer to catalogue for limit according to work load and duty rate)Positionrepeatability [mm] Basic type ±0.02 Highprecision type±0.01 Lost motion[mm] Note4) Basic type 0.1 or lessHigh precision type0.05 or lessLead [mm] 24 16 8 30 20 10 Impact / Vibrationresistance [m/s 2] Note5) 50 / 20Drive method Ball screw Guide typeLinear guideAcceptable external resistance [N]20Operating temperature range [℃]5 to 40Operating humidity [%RH] 90 or less (no condensation)Regenerative optionMay be required by speed and work load.(refer to catalogue).E l e c t r i c a lMotor output [W] / size [mm] 100 / □40200 / □60Type of MotorAC servo motorL o c kLock Type Note6) No excitation operating type Holding force [N]LEJS *(S/T)* / LEJS *V * 67 / 67101 / 101 203 / 202 220 / 108 330 / 162 660 / 324 Power consumption [W] at 20℃ Note7)LEJS *(S/T)* / LEJS *V * 6.3 / 5.57.9 / 6Rated voltage [VDC]24 +0 / -10%LEJS63–M series – Ball screw drive Note8) Note9) Note10)ModelLEJS63*-*MA c t u a t o r s p e c i f i c a t i o nStroke [mm]Note1)790,890,990,1190,1490,1790 Work load[kg] Note2) Horizontal 30 45 85 Vertical6 10 20 Speed [mm/s] 1800 1200 600 Maximum acceleration / deceleration [mm/s 2]20,000 (refer to catalogue for limit accordingto work load and duty rate.)Positionrepeatability [mm] Basic type ±0.02High precision type±0.01 Lostmotion [mm] Note4) Basic type 0.1 or less High precision type 0.05 or lessLead [mm]3020 10Impact / Vibration resistance [m/s 2] Note5) 50 / 20 Drive method Ball screw Guide typeLinear guideAcceptable external resistance [N]20 Operating temperature range [℃]5 to 40Operating humidity [%RH] 90 or less (no condensation)Regenerative optionMay be required by speed and work load.(refer to catalogue).E l e c t r i c a lMotor output [W] / size [mm] 200 / □60Type of MotorAC servo motor L o c kLock Type Note6)No excitation operating type Holding force [N]LEJS *(S/T)* / LEJS *V * 220 / 108330 / 162 660 / 324Power consumption [W] at 20℃ Note7)LEJS *(S/T)* / LEJS *V * 7.9 / 6 Rated voltage [VDC]24 +0 / -10%2 Specifications - continuedLEJS100 series – Ball screw drive Note8) Note9) Note10)ModelLEJS100A c t u a t o r s p e c i f i c a t i o nStroke [mm] Note1)300,400,500,600,700,800,900,1000,1200,1500,2000,2500 Horizontalwork load [kg] 3000 (mm/s 2) 60 150 400 5000 (mm/s 2) 43 93 150 9800 (mm/s 2)22 36 - Verticalwork load [kg] 3000 (mm/s 2) 14 29 80 5000 (mm/s 2) 12 29 30 9800 (mm/s 2)8 9 - Speed[mm/s]S t r o k e r a n g e0 to 800 2300 1250 500 801 to 900 1900 950 380 901 to 1000 1600 800 320 1001 to 1100 1400 700 280 1101 to 1200 1200 600 240 1201 to 13001000 500 200 1301 to 1500900 450 180 1501 to 1600 800 400 160 1601 to 1700 700 350 140 1701 to 1800 600 300 120 1801 to 2000 500 250 100 2001 to 2300 400 200 80 2301 to 2500300 150 60Maximum acceleration / deceleration [mm/s 2]9,800 Position repeatability [mm] ±0.01Lost motion [mm] Note4) 0.05 or lessLead [mm]50 25 10Impact / Vibration resistance [m/s 2] Note5) 50 / 20Drive method Ball screw Guide typeLinear guide Operating temperature [℃] 5 to 40Operating humidity [%RH]90 or less (no condensation) Regenerative optionMay be required by speed and work load.(refer to catalogue).E l e c t r i c a lMotor output [W] / size [mm] 750 / □80Type of Motor AC servo motorL o c kLock TypeNote6)No excitation operating type Holding force [N] 240480 1220Power consumption [W] at 20℃ Note7)10 Rated voltage [VDC]24 0 / -10%Note1) Strokes other than the above are produced as a special order.Note2) Details are shown in “Speed-Work load graph (indication)” of catalogue. Note3) The allowable speed will be affected by the stroke length.Note4) A reference value for correcting an error in reciprocal operation.Note5) Impact resistance: No malfunction occurred when the actuator was tested with a droptester. In both axial and perpendicular direction to the lead screw (the test was performed with the actuator in the initial state).Vibration resistance: No malfunction occurred in a test ranging between 45 to 2000 Hz,when the actuator was tested in both an axial and perpendicular direction to the lead screw. (The test was performed with the actuator in the initial state.)Note6) Only applies to actuators supplied with lock.Note7) For the actuator with lock, please add the power consumption for the lock. Note8) Sensor magnet position is located at the centre of the table. Note9) Do not allow collisions at either end of the table travel range.In addition, when running the positioning operation, do not set within 2 mm of either end. Note10) Consult with SMC for the manufacture of intermediate strokes.(Manufacturable stroke range LEJS40/200 up to 1200mm, LEJS63/300 up to 1500mm, LEJS63*-*M/790 up to 1790mm, LEJS100/300 up to 2500mm).WeightModelLEJS40Stroke [mm] 200 300 400 500 600 700 800 900 1000 1200 Weight (kg) 5.6 6.47.17.98.7 9.4 10.2 11.0 11.7 13.3Lock weight(kg)0.2 (S2) / 0.3 (S6) / 0.2 (T6)Model LEJS63Stroke [mm] 300 400 500 600 700 800 900 1000 1200 1500 Weight (kg) 11.4 12.7 13.9 15.2 16.4 17.7 18.9 20.1 22.6 26.4 Lock weight(kg)0.4 (S3) / 0.7 (S7) / 0.4 (T7)2 Specifications - continuedModel LEJS63*-*M Stroke [mm] 790 890 990 1190 14901790 Weight (kg) 19.420.721.9 24.429.933.7Lock weight(kg)0.4 (S3) / 0.7 (S7) / 0.4 (T7)Model LEJS100Stroke [mm] 300 400 500 600 700 800 900 1000 1200 1500 2000 2500 Weight (kg) 22.5 24.6 26.7 28.8 30.9 33.0 35.1 37.1 41.3 47.6 58.1 68.5 Lock weight(kg)1.0LEJB series - Belt drive Note7) Note8) Note9)ModelLEJB40LEJB63A c t u a t o r s p e c i f i c a t i o nStroke [mm]Note1)200,300,400,500, 600,700,800,900, 1000,1200,1500,2000 300,400,500,600, 700,800,900,1000, 1200,1500,2000,3000Work load [kg]Horizontal20 (10 for stroke above1000 mm)30 Speed [mm/s] Note2)20003000Maximum acceleration /deceleration [mm/s 2] 20,000 (refer to catalogue for limit according towork load and duty rate)Position repeatability [mm] ±0.04 Lost motion [mm] Note3)0.1 or lessLead [mm]2742Impact / Vibration resistance [m/s 2] Note4) 50 / 20 Drive method Belt drive Guide type Linear guideAcceptable external resistance [N]20 Operating temperature [℃] 5 to 40Operating humidity [%RH] 90 or less (no condensation) Regenerative optionMay be required by speed and work load.(refer to catalogue).ModelLEJB40 LEJB63 E l e c t r i c a lMotor output [W] /size [mm] 100 / □40200 / □60Type of MotorAC servo motor L o c kLock Type Note5) No excitation operating type Holding force [N]LEJB *(S/T)* / LEJB *V * 60 / 59 189 /77 Power consumption [W] at 20℃ Note6)LEJB *(S/T)*/ LEJB *V * 6.3 / 5.57. 9 / 6Rated voltage [VDC]24 +0 / -10%Note1) Strokes other than the above are produced as a special order.Note2) Details are shown in “Speed-Work load graph (indication)” of catalogue. Note3) A reference value for correcting an error in reciprocal operation.Note4) Impact resistance: No malfunction occurred when the actuator was tested with a droptester. In both axial and perpendicular direction to the lead screw (the test was performed with the actuator in the initial state).Vibration resistance: No malfunction occurred in a test ranging between 45 to 2000 Hz,when the actuator was tested in both an axial and perpendicular direction to the lead screw. (The test was performed with the actuator in the initial state.)Note5) Only applies to actuators supplied with lock.Note6) For the actuator with lock, please add the power consumption for the lock. Note7) Sensor magnet position is located at the centre of the table. Note8) Do not allow collisions at either end of the table travel range.In addition, when running the positioning operation, do not set within 2 mm of either end. Note9) Consult with SMC for the manufacture of intermediate strokes.(Manufacturable stroke range LEJB40/200 up to 2000mm, LEJB63/300 up to 3000mm)WeightModel LEJB40Stroke [mm] 200 300 400 500 600 700 800 900 1000 1200 1500 2000 Weight (kg) 5.7 6.4 7.1 7.7 8.4 9.1 9.8 10.5 11.2 12.6 14.7 18.1Lock weight(kg) 0.2 (S2) / 0.3 (S6) / 0.2 (T6)ModelLEJB63Stroke [mm] 300 400 500 600 700 800 900 1000 1200 1500 2000 3000 Weight (kg) 11.5 12.7 13.8 15.0 16.2 17.4 18.6 19.7 22.1 25.7 31.6 43.4Lock weight(kg) 0.4 (S3) / 0.7 (S7) / 0.4 (T7)ORIGINAL INSTRUCTIONSRefer to Declaration of Conformity for relevant Directives3 Installation3.1 InstallationWarning∙Do not install the product unless the safety instructions have been read and understood.∙Do not use the product in excess of its allowable specification as listed in Section 2.∙When installing, inspecting or performing maintenance on the product, be sure to turn off the power supplies. Then, lock it so it cannot be tampered with while work is happening.∙Keep the flatness of the mounting surface to 0.1 mm maximum. Insufficient flatness of a work piece or actuator mounting surface can cause play in the guide and increased sliding resistance. In the case of overhang mounting (including cantilever), use a support plate or support guide to avoid deflection of the actuator body.∙When mounting the actuator, use all mounting holes.If all mounting holes are not used, this will not maintain the specified performance. e.g. the amount of displacement of the table will increase.∙When mounting the actuator, use screws with adequate length and tighten them with adequate torque.Tightening the screws with a torque higher than recommended may cause malfunction, whilst tightening with a torque lower than recommended can cause displacement of the mounting position, or in extreme conditions the actuator could become detached from its mounting position.Note1) When A is M thread, L is thread depth.∙In order to prevent the work piece fixing screws from damaging the table, use screws at least 0.5 mm shorter than the maximum thread depth.Longer screws can hit the body and cause operation failure.∙When mounting the actuator using the body mounting reference plane, use a positioning pin.Set the height of the pin to be 5 mm or more because of R chamfering. (recommended height: 6 mm). 3 Installation - continued3.2 EnvironmentWarning∙Do not use in an environment where corrosive gases, chemicals, saltwater or steam are present.∙Do not use in an explosive atmosphere.∙Do not expose to direct sunlight. Use a suitable protective cover.∙Do not install in a location subject to vibration or impact in excess ofthe product’s specifications.∙Do not mount in a location exposed to radiant heat that would resultin temperatures in excess of the product’s specificat ions.∙Prevent foreign particles from entering the product.3.3 MountingWarning∙Observe the required tightening torque for screws.Unless stated otherwise, tighten the screws to the recommendedtorque for mounting the product.∙Do not make any alterations to the product.Alterations made to this product may lead to a loss of durability anddamage to the product, which can lead to injury and damage to otherequipment and machinery.∙When an external guide is used, connect the moving parts of theproduct and the load in such a way that there is no interference atany point within the stroke.Do not scratch or dent the sliding parts of the table or mounting faceetc., by striking or holding them with other objects. The componentsare manufactured to precise tolerances, so that even a slightdeformation may cause faulty operation or seizure.∙Do not use the product until it has been verified that the equipmentcan be operated correctly.After mounting or repair, connect the power supply to the product andperform appropriate functional inspections to check it is mountedcorrectly.∙Do not use the product until it has been verified that the equipmentcan be operated correctly.After mounting or repair, connect the power supply to the product andperform appropriate functional inspections to check it is mountedcorrectly.∙Maintenance spaceAllow sufficient space for maintenance and inspection.3.4 LubricationCaution∙SMC products have been lubricated for life at manufacture, and donot require lubrication in service.∙If a lubricant is used in the system, refer to catalogue for details.∙The recommended grease is lithium grade No.2SMC grease packs are listed below.Applied Region Grease Pack Number Weight [g]Ball screwGuideDust seal bandGR-S-010 10GR-S-020 203.5 WiringWarning∙Adjustment, mounting or wiring changes should not be carried outbefore disconnecting the power supply to the product.Electric shock, malfunction and damage can result.∙Do not disassemble the cables.∙Use only specified cables.Use only specified cables otherwise there may be risk of fire anddamage.∙Do not connect or disconnect the wires, cables and connectors whenthe power is turned on.Caution∙Wire the connector correctly and securely.Check the connector for polarity and do not apply any voltage to theterminals other than those specified in the Operation Manual.3 Installation - continued∙Take appropriate measures against noise.Noise in a signal line may cause malfunction. As a countermeasureseparate the high voltage and low voltage cables, and shorten thewiring lengths, etc.∙Do not route input/output wires and cables together with power orhigh voltage cables.The product can malfunction due to noise interference and surgevoltage from power and high voltage cables close to the signal line.Route the wires of the product separately from power or high voltagecables.∙Take care that actuator movement does not catch cables.∙Operate with all wires and cables secured.∙Avoid bending cables at sharp angles where they enter the product.∙Avoid twisting, folding, rotating or applying an external force to thecable.Risk of electric shock, wire breakage, contact failure and loss ofcontrol of the product can result.∙Select “Robotic cables”in applications where cables are movingrepeatedly (encoder/ motor/ lock).Refer to the relevant operation manual for the bending life of thecable.∙Confirm correct insulation.Poor insulation of wires, cables, connectors, terminals etc. can causeinterference with other circuits. Also there is the possibility thatexcessive voltage or current may be applied to the product causingdamage.∙R efer to the auto switch references in “Best Pneumatics“ when anauto switch is to be usedLECSA (Pulse input / Positioning) driver3 Installation - continued3.6 Operating precautions∙Do not touch the motor whilst it is in operation. The surfacetemperature can increase to approximately 80°C. Energising alonecan also increase the temperature of the product. Thesetemperatures can cause burns.∙If the product is overheating, smoking or has caught fire, immediatelyshut the power supply off.∙If the product emits abnormal noise or vibrations, the product shouldbe immediately stopped and inspected as it may be mountedincorrectly, otherwise it can seriously damage the product.∙Do not touch rotating parts of the motor or moving parts of theactuator while in operation.4 How to Order∙For standard products, refer to the catalogue for the how to orderinformation.∙For special products, which include a suffix of “-X*”, “-DC*” or “-DK*”,then please refer to the customer drawing of that specific product.5 Outline Dimensions (mm)∙For standard products, refer to the catalogue for outline dimensions.∙For special products, which include a suffix of “-X*”, “-DC*” or “-DK*”,then please refer to the customer drawing of that specific product.6 Maintenance6.1 General MaintenanceCaution∙Not following proper maintenance procedures could cause theproduct to malfunction and lead to equipment damage.∙If handled improperly, compressed air can be dangerous.∙Maintenance of pneumatic systems should be performed only byqualified personnel.∙Before performing maintenance, turn off the power supply and besure to cut off the supply pressure. Confirm that the air is released toatmosphere.∙After installation and maintenance, apply operating pressure andpower to the equipment and perform appropriate functional andleakage tests to make sure the equipment is installed correctly.∙If any electrical connections are disturbed during maintenance,ensure they are reconnected correctly and safety checks are carriedout as required to ensure continued compliance with applicablenational regulations.∙Do not make any modification to the product.∙Do not disassemble the product, unless required by installation ormaintenance instructions.∙I ncorrect handling can cause an injury, damage or malfunction of theequipment and machinery, so ensure that the procedure for the taskis followed.∙Always allow sufficient space around the product to complete anymaintenance and inspection.Model Screw size Maximum tighteningtorque (Nm)A (mm) L (mm)Note1)LEJ*40 M5 3.0 φ5.5 36.5 LEJ*63 M6 5.2 φ6.8 49.5 LEJS100 M8 x 1.25 12.5 M8 16Model Screw size Maximum tighteningtorque (Nm)L (Maximum threaddepth) mmLEJ*40 M6 x 1 5.2 10 LEJ*63 M8 x 1.25 12.5 12 LEJS100 M8 x 1.25 12.5 16DriverMotor cableEncoder cableElectric actuator24VDCLock cableHostcontrolleretc.I/O connectorLECSB / LECSB-T (Pulse input) driverLECSC / LECSC-T (CC-Link) driverLECSS / LECSS-T (SSCNET) driverLECYM / LECYU (MECHATROLINK) driverDriverMotor cableEncoder cableElectric actuatorHostcontrolleretc.I/O connector24VDCActuator mounting Work piece mountingMounting reference planeDriverMotor cableEncoder cableElectric actuator24VDC Hostcontrolleretc.I/O connectorLock cable6 Maintenance - continued6.2 Periodical Maintenance∙Maintenance should be performed according to the table below:AppearanceCheckBelt Check Inspection before daily operation ✓Inspection every six months* ✓✓Inspection every 1,000km* ✓✓Inspection every 5 million cycles* ✓✓*whichever of these occurs first. ∙Following any maintenance, always perform a system check. Do not use the product if any error occurs, as safety cannot be assured if caused by any un-intentional malfunction.6.3 Appearance Check∙The following items should be visually monitored and ensure that the cylinder remains in good condition and there are no concerns flagged;・Loose Screws,・Abnormal level of dust or dirt,・Visual flaws/faults,・Check the cable connections,・Abnormal noises or vibrations,6.4 Belt Check∙If one of the 6 conditions below are seen, do not continue operating the cylinder, contact SMC immediately.・Tooth shaped canvas is worn out.Canvas fibre becomes “fuzzy”, rubber is removed, and the fibre gains a white colour. The lines of fibre become very unclear.・Peeling off or wearing of the side of the belt.The corner of the belt becomes round and frayed, with threadsbeginning to stick out.・Belt is partially cut.Belt is partially cut. Foreign matter could be caught in the teeth and cause flaws.・Vertical line of belt teeth.Flaw which is made when the belt runs on the flange.・Rubber back of the belt is softened and sticky.・Crack on the back of the belt.7 Limitations of Use7.1 Limited warranty and Disclaimer/Compliance Requirements∙Refer to Handling Precautions for SMC Products.8 Product disposalThis product should not be disposed of as municipal waste. Check your local regulations and guidelines to dispose of this product correctly, in order to reduce the impact on human health and the environment. 9 ContactsRefer to or www.smc.eu for contacts.URL : http// (Global) http// (Europe) 'SMC Corporation, Akihabara UDX15F, 4-14-1, Sotokanda, Chiyoda-ku, Tokyo 101 0021Specifications are subject to change without prior notice from the manufacturer. © 2020 SMC Corporation All Rights Reserved.Template DKP50047-F-085I。
单精度浮点数的内存格式

单精度浮点数的内存格式IEEE的单精度浮点数标准[⾼位] ------------------------> [低位][*][********][***********************]↑1符号位↑8位指数↑23位尾数(基数是【1.<尾数>】)⽐如:Float Value:0.75IEEE Memory:0-01111110-10000000000000000000000符号位是:正数,指数部分是:01111110,即126,根据指数的规则-127~128,0在中间.与char不同。
也就是01111111代表数字0。
01111110就是-1(126-127=-1)基数就是1.100000000⼆进制值就是:1.1 * 2^-1 = 0.11⼗进制表⽰就是:2^-1 + 2^-2 = 0.5 + 0.25 = 0.75代码如下:#include <iostream>int main(){while (true) {std::cout << "Input float:" << std::endl;float v;std::cin >> v;std::cout << std::endl;std::cout << "----------------------------------------------" << std::endl;std::cout << "Float Value:" << v << "\n";std::cout << "IEEE Memory:";// IEEE的单精度浮点数标准// [⾼位] ------------------------> [低位]// [*][********][***********************]// ↑// 1符号位↑// 8位指数↑// 23位尾数(基数是【1.<尾数>】)// ⽐如:// Float Value:0.75// IEEE Memory:0-01111110-10000000000000000000000// 符号位是:正数,// 指数部分是:01111110,即126,根据指数的规则-127~128,0在中间.与char不同。
MATLAB运算基础答案

实验 01 讲评、参考答案讲评未交实验报告的同学名单数学: 6 人(11、12 级)信科: 12-04, 12-22, 13-47批改情况:问题 1:不仔细,式子中出错。
问题 2:提交的过程不完整。
问题 3:使用语句尾分号 (;)不当,提交的过程中不该显示的结果显示。
问题 4:截屏窗口没有调整大小。
附参考答案:王平《MATLAB软件》课内实验实验 01 MATLAB 运算基础(第 2 章 MATLAB 数据及其运算)一、实验目的1.熟悉启动和退出 MATLAB 的方法。
2.熟悉 MATLAB 命令窗口的组成。
3.掌握建立矩阵的方法。
4.掌握 MATLAB 各种表达式的书写规则以及常用函数的使用。
二、实验内容1.数学表达式计算先求下列表达式的值,然后显示MATLAB工作空间的使用情况并保存全部变量。
计算三角函数z12sin 850(注意:度要转换成弧度,e2如何给出)1 e2示例:点击Command Window 窗口右上角的,将命令窗口提出来成悬浮窗口,适当调整窗口大小。
命令窗口中的执行过程:计算自然对数z 21ln( x21 2i 1 x 2) ,其中 x520.45(提示: clc 命令擦除命令窗口, clear则清除工作空间中的所有变量,使用时注意区别,慎用clear 命令。
应用点乘方)命令窗口中的执行过程:求数学表达式的一组值z 3 e0.3ae 0.3 a sin(a0.3) ln0.3 a, a3.0, 2.9,L , 2.9, 3.022提示:利用冒号表达式生成 a 向量,求各点的函数值时用点乘运算。
命令窗口中的执行过程:求分段函数的一组值t 20t1z4 t 211t2,其中 t=0:: t 22t 1 2t3提示:用逻辑表达式求分段函数值。
命令窗口中的执行过程:对工作空间的操作接着显示 MATLAB 当前工作空间的使用情况并保存全部变量提示:用到命令who, whos, save, clear, load ,请参考教材相关内容。
软件设计师笔记

软件设计师笔记上午题⼀、计算机组成原理与结构体系数据的表⽰进制转换R进制转⼗进制 : 按权展开法例如⼆进制 10100 = $1\times24+1\times22$ = 20例如七进制 604 = $6\times7^2 + 4\times7^0$ = 298⼗进制转R进制 : 短除法例如20转⼆进制2|20 余 02|10 余 02|5 余12|2 余02|1 余1余数从下往上就是10100⼆进制转⼋进制与⼗六进制转⼋进制,从右到左三位⼀段例如 10001110 = 216转⼗六进制,从右到左四位⼀段例如10001110 = 8E原码反码补码移码正数 1负数 1正1加负1 (1-1)原码0000 00011000 00011000 0010反码0000 00011111 11101111 1111补码0000 00011111 11110000 0000移码1000 00010111 11111000 0000原码:1B(字节byte) = 8bit如果⽤⼀个字节表⽰1,会先转成⼆进制,再在右边补7个0,其中最右边的0是符号位,0代表正数,1代表负数即1=0000 0001-1=1000 0001当1+(-1)时,原码1000 0010,值是-2,值是不对的,所以有其他编码⽅式反码:正数和原码⼀样.负数符号位不变,其他按位取反,即0变1,1变0,即1111 11101+(-1) = 1111 1111 ,变成原码 = 1000 0000 值为 -0补码:正数和原码⼀样.负数在反码的基础上+11+(-1) =1 0000 0000 为0 (其实补码应该⽤模的概念)移码:特定场合运⽤,浮点运算在补码基础上,符号位取反数值表⽰范围整数原码$-(2^{n-1}-1)$ ~ $2^{n-1}-1$反码$-(2^{n-1}-1)$ ~ $2^{n-1}-1$补码$-2^{n-1}$ ~ $2^{n-1}-1$浮点数运算浮点数表⽰(科学计数法)$N= M\times R^e$M成为尾数(必须是⾮0的个位数),e是指数,R是基数进⾏浮点运算对阶(低阶兑成⾼阶) -> 尾数计算 -> 结果格式化 (确保尾数是个位数)例如1000+119$1 \times 10^3 +1.19 \times 10^2 = 1 \times 10^3 +0.119 \times 10^3 = 1.119 \times 10^3$计算机结构主机只包括两个部分,⼀个CPU,⼀个主存储器(内存)CPU运算器1. 算术逻辑单元ALU2. 累加寄存器AC3. 数据缓冲寄存器DR4. 状态条件寄存器PSWCPU控制器1. 程序计数器PC2. 指令寄存器IR3. 指令译码器4. 时序部件Flynn分类法体系结构类型结构关键特性代表单指令流单数据流SISD 控制部分 : ⼀个处理器 : ⼀个主存模块 : ⼀个单处理器系统单指令流多数据流SIMD 控制部分 : ⼀个处理器 : 多个主存模块 : 多个各处理器以异步的形式执⾏同⼀条指令并⾏处理机阵列处理机超级向量处理机多指令流多数据流MISD 控制部分 : 多个处理器 : ⼀个主存模块 : 多个不存在理论上的,不存在多指令流多数据流MIMD控制部分 : 多个处理器 : 多个主存模块 : 多个能够实现作业、任务、指令等各级全⾯并⾏多处理机系统多计算机体系结构类型结构关键特性代表CISC与RISC指令系统类型指令寻址⽅式实现⽅式其他CISC (复杂)数量多,使⽤频率差别⼤,可变长格式⽀持多种微程序控制技术(微码)研制周期长RISC (精简)数量少,使⽤频率接近,定长格式,⼤部分为单周期指令,操作寄存器,只有Load/Store操作内存⽀持⽅式少增加了通⽤寄存器;硬布线逻辑控制为主;适合采⽤流⽔线优化编译,有效⽀持⾼级语⾔CISC的背景是计算机还没普及时,机构买计算机需要从硬件到指令都定制RISC的背景是计算机普及,所以删掉复杂指令,把基础指令提取出来,例如乘法可以由加法指令实现,多在寄存器操作流⽔线技术流⽔线概念流⽔线是指在程序执⾏时,多条指令重叠进⾏操作的⼀种准并⾏处理实现技术执⾏指令顺序 --> 取指 --> 分析 --> 执⾏未使⽤流⽔线执⾏指令情况:时间1时间2时间3时间4时间5时间6取指12分析12执⾏12使⽤流⽔线执⾏指令情况:时间1时间2时间3时间4取指12分析12执⾏12流⽔线时间计算流⽔线周期为执⾏时间最长的⼀段例如,取指耗时2ns,分析2ns,执⾏1ns,那么流⽔线的周期就是2ns流⽔线计算公式为1条指令执⾏时间 + (指令条数-1)*流⽔线周期理论公式 $(t1+t2+...+tk)+(n-1)*\Delta t$实践公式 $(k+n-1)*\Delta t$其中k为指令执⾏部分(如取指,分析,执⾏则k=3)$\Delta t$ 是流⽔线周期考试时,有理论的选项值先选理论,没理论选实践选项值流⽔线吞吐率计算流⽔线的吞吐率是只在单位时间内流⽔线所完成的任务数量或输出的结果数量吞吐率 $TP = \frac{指令条数}{流⽔线执⾏时间} $最⼤吞吐率 $TP_{max} = \frac{1}{流⽔线周期}$流⽔线的加速⽐计算完成同⼀批任务,不使⽤流⽔线所⽤的时间与使⽤流⽔线所⽤时间之⽐称为流⽔线的加速⽐$S= \frac{不使⽤流⽔线执⾏时间}{使⽤流⽔线执⾏时间}$流⽔线的效率流⽔线的效率是指流⽔线的设备利⽤率在时空图上,流⽔线的效率定义为n个任务占⽤的时空区域k个流⽔段总得时空区之⽐$E = \frac{n个任务占⽤的时空区}{k个流⽔段的总的时空区} = \frac{T_0}{KT_k} $存储系统层次化存储结构快CPU寄存器⼩$\uparrow$Cache按需内容存取$\downarrow$$\uparrow$内存(主存)$\downarrow$慢外存(辅存)硬盘,光盘,U盘等⼤CacheCache的功能 : 提⾼CPU数据输⼊输出的速率在计算机的储存系统中,Cache是访问速度最快的层次(如果算寄存器的话则寄存器最快)使⽤Cache改善系统性能的依据是程序的局部性原理使⽤"Cache+主存储器"的平均周期$t3 = h t_1+(1-h)t_2$$t_1$ 表⽰Cache的周期时间⽐如 1ns$t_2$表⽰主存储器周期时间⽐如1000nsh 表⽰对Cache的命中率(CPU能在Cache中访问到数据时读Cache,否则读主存), ⽐如95%那么 $t_3= 0.951+0.051000 = 50.95ns$局部性原理时间局部性 (例如,循环时,循环体的存储位置不断被重复访问)空间局部性 (例如,数组,访问某个元素存储位置时,很有可能访问下⼀个存储位置)⼯作集理论 : ⼯作集是进程运⾏时被频繁访问的页⾯集合主存分类:随机存取存储器 RAM只读存储器 ROM编址:(要会算)例如:内存地址从AC000H到C7FFFH,总共有___K个地址单元?⼤-⼩+1,如0到9是10个数字C7FFFH - AC000H +1 = C7FFFH + 1 - AC000H = C8000H -AC000H = 1C000H转换成K 就是 $\frac{1C000H}{1024} = \frac{1*164+12*163}{2^{10}} = 112$如果该内存地址按字(16bit)编址,有23⽚芯⽚构成,已知每⽚芯⽚有16K个存储单元,则该芯⽚每个存储单元存储__位设每个存储单元存储x位则 $112K 16 = 2816K*x$ 求得x=4磁盘结构与参数磁盘读取数据时,磁头会先找到对应的磁道,磁盘再转动,直到对应的扇区转到磁头的地⽅总线系统内部总线 (芯⽚与处理器的总线)系统总线 (插件板和系统板的总线)数据总线 (传输数据)地址总线 (传输地址)控制总线 (传输控制信号和时序信号)外部总线 (微机和外部的总线)可靠性串联系统$R = R_1R_2...*R_n$并联系统$R = 1-(1-R_1)(1-R_2)...*(1-R_n)$串并混合先看整体,如果是串联,就先算并联;如果是并联,就先算串联校验码循环校验码CRC(在要传输数据后添加的冗余位)模2除法:在做除法运算的过程中不计其进位的触发例:原始报⽂为"10111",其⽣成多项式为"$x^3+x+1$",对其进⾏CRC编码后的结果为?多项式⼆进制为 111 ,冗余位为多项式长度-1个0,即:111⼃$\overline{1011100}$111$\overline{0101100}$111$\overline{0010100}$111$\overline{0001000}$111$\overline{0000110}$111$\overline{0000001}$把最后的结果替换冗余位,即CRC编码后的结果是1011101可以把结果与111进⾏模2除法运算,如果为0就是对的海明校验码算信息位和校验位$2^k-1\geq n+k$校验位都是在2的次⽅的位置海明码从1开始,没有0,所以$2^k-1$k是校验位n是信息位⽐如3个校验位最多能传7个状态数,其中信息位最多7-3=4算校验位和海明码例如:求1011的海明码信息位为4,带⼊公式得出校验位为3,总位数为47654($2^2$)32($2^1$)1($2^0$)位数X4 值为1X3 值为0X2值为1X1值为1信息位J3J2J1校验位$7=22+21+2^0$$6=22+21$$5=22+20$$3=21+20$那么J1的值是所有含有$2^0$的信息位值的异或(同值为0,异值为1),即 $J_1 = X_1 \bigoplus X_2 \bigoplus X_4 =1\bigoplus 1\bigoplus 1=1$同理,J2 = 0 , J3 =0 ,即海明码为1010101海明码纠错将受到的校验码和原始校验码进⾏异或,得出的位置就是出错的位置例如,假如收到的海明码为1011101,校验码J3=1,J2=0,J1=1与原始校验码001异或,得出100说明是第$1*2^2+0+0=4$的位置出错了,取反得正确海明码1010101⼆、操作系统基本原理操作系统概述:管理系统的硬件,软件,数据资源控制程序运⾏⼈机之间的接⼝应⽤软件与硬件之间的接⼝进程管理进程的状态基本的三态 : -->等待-->就绪-->运⾏五态 : 加⼊了静⽌就绪和静⽌阻塞状态前趋图描述程序的某个部分的先后依赖关系考试⼀般配合PV操作⼀起考PV操作进程的同步与互斥互斥 : 千军万马过独⽊桥,只能⾛⼀个同步 : 两⼈⼀起去游泳馆,⼀个⾛路,⼀个骑⾃⾏车,但为了同时到,骑车的⼈需要时不时停下来等⾛路的⼈PV操作临界资源 : 诸进程间需要互斥⽅式对其进⾏共享的资源,如打印机临界区 : 每个进程中访问临界资源的那段代码信号量 : 是⼀种特殊的变量,⼀般⽤S表⽰P操作相当于阻塞 , 每次执⾏时信号量S=S-1,当信号量S<0时挂起V操作相当于释放 , 每次执⾏时信号量S=S+1,当信号量$S\leq 0$时激活P执⾏在解PV题时,需要先判断是同步还是互斥 , 同步时需要判断他们的先后依赖条件 ,进⾏阻塞例如 : 消费者和收银员两个进程.没买东西是不能触发收银员收钱的,所以消费者购买东西 V(S1) 激活收银员收钱 P(S1)收银员没收完钱消费者是不能拿着东西⾛的,所以收银员收完钱 V(S2) 激活消费者拿东西离开 P(S2)在解趋势图和PV操作混合题时,条件是V,导向的结果是P死锁问题如果没有资源让进程执⾏完就会发⽣死锁⼀般考试最少多少个资源不会发⽣死锁$ M=n*(k-1)+1 $n为进程数,k为每个进程需要的资源例如,3个进程都需要5个系统资源,则如果有13个资源就不会发⽣死锁,因为如果都先分配4个,剩下的⼀个随便分配都能完成,并释放资源存储管理段页式存储页式存储(页号+页内地址)页表存的是页号和物理块号页⾯⼤⼩都⼀样逻辑地址和物理地址转换,组成都是页号/块号 + 页内地址两者的页内地址都是相同的,先区分逻辑地址中的页号和页内地址,通过逻辑地址的页号找到物理地址的块号就⾏了例如:页⾯⼤⼩为4K,访问逻辑地址为5A29H,那么4K是$2^{12}$,对应16进制的三位,即A29是页内地址,5是页号,可通过页号5去页表⾥查物理块号如果需要淘汰页号,则淘汰状态在内存中,并且没有访问的页号段式存储(段号+段内地址)段表存的是段号+段长+基址按逻辑结构分,所以分割的段不⼀样⼤段页式存储先分段再分页页⾯置换(淘汰 )算法最优算法随机算法先进先出算法最近最少使⽤算法⽂件管理索引⽂件位⽰图第多少字从1开始算第多少位置从0开始算作业管理设备管理数据传输控制⽅式微内核操作系统虚设备与SPOOLING技术可理解为队列,先进先出三、数据库系统数据库模式三个模式:外模式 (视图)概念模式 (表)内模式 (存储⽅式)两级映射:外模式/概念模式映射. 当表改变时,视图不⽤变,保证了逻辑独⽴性概念模式/内模式映射. 当存储⽅式改变时,表结构不⽤变,保证了物理独⽴性ER模型注意转关系模式和联系⼀个实体转为⼀个关系模式⼀对⼀的关系,1个实体转成1个关系模式,中间的联系可以转成⼀个关系模式或合并到任意⼀个实体⾥⼀对多的关系,1个实体转成1个关系模式,中间的联系可以转成⼀个关系模式或合并到多的实体⾥,⽐如部门对员⼯多对多的关系,1个实体转成1个关系模式,中间的联系必须转成⼀个关系模式关系代数与元组演算并交差笛卡尔积 "X"结果是⾏*⾏,列+列投影 "π"选中的列 ,参数是字段名(或数字列)选择 "σ"选中的⾏,参数是属性值(或数字列)联接 "⋈"联接后会把相同字段去掉(与笛卡尔积⽐较)⾃然联接是默认条件是相同的字段规范化理论函数依赖函数依赖 A ->B部分函数依赖 A+B -> C ; A->C传递函数依赖 A -> B -> C求候选键给出⼀定关系,和函数依赖,求候选键画图,候选键能推导出所有的关系范式1NF : 属性值都是不可分的原⼦值2NF : 在1NF的基础上消除⾮主属性对候选键的部分依赖3NF : 在2NF的基础上消除⾮主属性对候选键的传递依赖BCNF : 在3NF的基础上消除主属性对候选键的传递依赖BCNF相当于每个属性都不部分依赖于候选键也不传递依赖于候选键主属性:候选关键字⾥的属性⾮主属性:候选关键字外的属性单主键不可能存在部分依赖,只有复合主键才可能有部分依赖模式分解保持函数依赖分解⽆损分解⽆损:可以还原; 有损:不能还原并发控制事务原⼦性事情要么做要么不做,不能拆分⼀致性能量守恒,做完前做完后总量⼀致隔离性独⽴进⾏,互不影响持续性执⾏后结果影响是持续的封锁协议丢失修改: 事务A修改数据R,但结束前其他事务也修改了数据R,导致数据丢失读脏数据: 事务A读取了其他事务还没提交的数据不可重复读: 数据A两次读取数据R之间,其他事务修改了数据R,导致同⼀数据前后读取不⼀致X锁,是事务T对数据A加上X锁时,只允许事务T读取和修改数据AS锁,是事务T对数据A加上S锁时,其他事务只能再对数据A加S锁,⽽不能加X锁,直到T释放A上的S锁。
2024年新沪科版七年级上册数学教学课件 第1章 有理数 1.6 有理数的乘方 第3课时 科学记数法

【教材P46 练习 第2题】
2. 下列用科学记数法表示的数原来分别是什么数?
1×107,4×103,8.5×106,7.04×105. 解 1×107 = 10 000 000
4×103 = 4 000 8.5×106 =8 500 000 7.04×105 = 704 000
【教材P46 练习 第3题】
1.从教材习题中选取; 2.完成练习册本课时的习题.
同学们,通过这节课的学习 ,你有什么收获呢?
谢谢 大家
解:216.3米=216 300 000 000纳米
=2.163×1011纳米
答:216.3米等于2.163×1011纳米.
6.已知光的速度为300 000 000米/秒,太 阳光到达地球的时间大约是500秒,试 计算太阳与地球的距离大约为多少千 米.(结果用科学记数法表示)
解:太阳与地球的距离
=300 000 000×500 =150 000 000 000米=1.5×1011千米 答:太阳与地球的距离大约为1.5×1011千米.
你还知道其他的表示方法吗?
你知道101,102,103,104分别等于多少吗?
10n的意义和规律是什么?
10的乘方有如下的特点:
101 10 102 100 103 1 000 104 10 000
一般地,10的n次幂等于10···0(在1 的后面有n个0),所以就可以用10的幂来 表示一些大数.
解 4.2 亿 = 420 000 000 = 4.2×108.
1 000 万= 10 000 000 = 1×107.
试一试 用科学记数法表示下列各数:
1 000 000,57 000 000,-123 000 000 000.
按IEEE 754标准用单精度浮点数格式写出下列数值所对应的机器数(用十六进制表

按IEEE 754标准用单精度浮点数格式写出下列数值所对应的机器数(用十六进制表IEEE 754标准是一种定义了浮点数编码标准的标准。
按照这个标准,浮点数由三部分组成:符号位、指数和尾数。
具体而言,单精度浮点数格式使用32位二进制数表示,其中1位是符号位、8位是指数位和23位是尾数位。
本文将通过分步骤演示,按照IEEE 754标准用单精度浮点数格式写出下列数值所对应的机器数,其中0代表正数,1代表负数。
1. 3.14首先,将3.14转换为二进制数。
整数部分转换为二进制数就是3的二进制数为11,小数部分使用乘2取整法,即乘以2再取整,直到小数部分为0或达到精度要求。
具体地,0.14*2=0.28,小数部分为0.28,整数部分为00.28*2=0.56,小数部分为0.56,整数部分为00.56*2=1.12,小数部分为0.12,整数部分为10.12*2=0.24,小数部分为0.24,整数部分为00.24*2=0.48,小数部分为0.48,整数部分为00.48*2=0.96,小数部分为0.96,整数部分为00.96*2=1.92,小数部分为0.92,整数部分为10.92*2=1.84,小数部分为0.84,整数部分为10.84*2=1.68,小数部分为0.68,整数部分为10.68*2=1.36,小数部分为0.36,整数部分为10.36*2=0.72,小数部分为0.72,整数部分为00.72*2=1.44,小数部分为0.44,整数部分为00.44*2=0.88,小数部分为0.88,整数部分为00.88*2=1.76,小数部分为0.76,整数部分为10.76*2=1.52,小数部分为0.52,整数部分为10.52*2=1.04,小数部分为0.04,整数部分为10.04*2=0.08,小数部分为0.08,整数部分为00.08*2=0.16,小数部分为0.16,整数部分为00.16*2=0.32,小数部分为0.32,整数部分为00.32*2=0.64,小数部分为0.64,整数部分为00.64*2=1.28,小数部分为0.28,整数部分为10.28*2=0.56,小数部分为0.56,整数部分为00.56*2=1.12,小数部分为0.12,整数部分为10.12*2=0.24,小数部分为0.24,整数部分为00.24*2=0.48,小数部分为0.48,整数部分为00.48*2=0.96,小数部分为0.96,整数部分为00.96*2=1.92,小数部分为0.92,整数部分为1将上述的整数部分拼接起来,得到的二进制数为:11.00100011110101110000101根据IEEE 754标准,将该二进制数表示成单精度浮点数格式,具体步骤如下:1.确定符号位由于3.14是正数,因此符号位为0。
PLC中的浮点数格式与转换

4. 转换实例
以西门子 200 系列 PLC 为列,该 PLC 只支持标准的 32 位浮点数,在与其它智能设备通信的过 程中,智能设备可能会使用 16 位的半浮点数,用户可以通过自定义功能块(子程序)来实现 16 位 浮点数向 32 位浮点数的转换。下面是标准的格式转换 C 代码,便于说明问题。 PLC 中的转换程序参考了以下的 C 代码(有部分简化) 。具体参见 PLC 代码说明。 /*********************************************************************************** * Function: HalfToFloat; * * Description: ;IEEE754 半浮点数(hfloat)转为浮点数(float) * * Input: 两字节半浮点数; * * Output: 4 字节浮点数; * * Return: float; * * Note: none; ************************************************************************************/ float HalfToFloat(unsigned int hfloat) { unsigned long tdata; float ret; void *p; //zero if(hfloat==0) { return 0; } if(hfloat==0x8000) { p=&ret; *(unsigned char *)p 作者:张正明 13758271440
作者:张正明 137582C 程序图例 如需 PLC 程序,请联系作者。
作者:张正明 13758271440
3. 16 位浮点数说明
单片机浮点数

在尾数的左边有一个省略的小数点和 1,这个 1 在浮点数的保存中经常省略,加上 一个 1 和小数 点到尾数的开头,得到尾数值如下: 1.10010000000000000000000
接着,根据指数调整尾数.一个负的指数向左移动小数点.一个正的指数向右移动 小数点.因为 指数是 3,尾数调整如下: 1100.10000000000000000000
二、直接调用 EPROM 中已固化的程序
笔者用的仿真机,由 6 位数码管显示,在内存 DE00H 处放显示子程序,只要将 要显示的数放入显示缓冲区,然后调用这个子程序就可以使用了,汇编指令为:
LCALL 0DEOOH
在用 C 语言编程时,如何实现这一功能呢?C 语言中有指向函数的指针这一概念, 可以利用这种指针来实现用函数指针调用函数。指向函数的指针变量的定义格式 为:
下面给个例子 #include <stdio.h> union FloatData {
float f; unsigned char h[4]; }; void main(void) { FloatData t; float temp = 0; printf("请输入一个数,输入 100 表示结束:"); scanf("%f",&temp); t.f = temp; printf("%f 在内存中的存放 为:%2x %2x %2x %2x\n",t.f,t.h[0],t.h[1],t.h[2],t.h[3]);
IDATALEN EQU 80H ; the length of IDATA memory in bytes.
STARTUP1:
IF IDATALEN <> 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Wear269 (2010) 118–124Contents lists available at ScienceDirectWearj o u r n a l h o m e p a g e:w w w.e l s e v i e r.c o m/l o c a t e/w e arFriction and wear characteristics of hydrogenated diamond-like carbonfilms formed on the roughened stainless steel surfaceAkihito Suzuki∗,Yusuke Aiyama,Maiko Tokoro,Hidetoshi Sekiguchi,Masabumi MasukoDepartment of Chemical Engineering,Graduate School of Science and Engineering,Tokyo Institute of Technology,12-1-S1-27,Ookayama2-chome,Meguro-ku,Tokyo152-8552, Japana r t i c l e i n f oArticle history:Received15October2009Received in revised form10March2010 Accepted15March2010Available online 20 March 2010Keywords:Diamond-like carbonSurface roughnessSliding friction and wearPlasma-enhanced chemical vapor depositionWater lubrication a b s t r a c tThe effects of the surface roughness of hydrogenated diamond-like carbon(DLC)films on friction and wear properties have been studied using a ball-on-disk type tribometer in air and water environments.Rough DLCfilms were formed by depositing DLC with the plasma-enhanced chemical vapor deposition method on roughened stainless steel substrate prepared by argon plasma sputter etching.DLCfilms deposited on a smooth stainless steel substrate showed unstable friction behavior in both air and water environments. Thefinal friction coefficient values ranged from0.10to0.15in air and0.15to0.20in water.Line-shaped large-scale delamination of DLCfilm from stainless steel substrate was observed for smooth DLCfilms rubbed in water.In an air environment,large-scale delamination was not observed,but wear of the DLC film could be seen.The wear scar formed on the stainless steel ball under water lubrication was larger than that formed in air environment.In contrast to smooth DLCfilm,DLCfilms having a rough surface showed stable frictional behavior.The friction coefficients in water and air environments were approximately0.1 and0.2,respectively.No large-scale delamination of DLCfilm was observed for rough DLCfilms.Although friction characteristics were improved by roughing the surface of the DLCfilms,the wear scars forming on the ball surface became larger with increases in the surface roughness of the DLCfilm.From the results of the tribotest in n-decane,which has almost the same viscosity as water,it was suggested that not only the hydrodynamic effect but also the interaction between DLCfilms and water affect the friction and wear behavior.DLCfilms changed from hydrophobic to hydrophilic by tribochemical reaction in water environment.The low friction and wear of DLCfilms under water lubrication is considered to be caused by hydrophilication of the DLCfilms.© 2010 Elsevier B.V. All rights reserved.1.IntroductionDiamond-like carbon(DLC)is an amorphous and meta-stable material with some properties similar to those of diamond.DLC has many superior properties such as high mechanical hardness, high wear resistance,a low friction coefficient,chemical inertness,a high gas barrier property,high electrical resistivity,and high optical transparency in the IR spectral region.Since DLCfilms have many excellent features,their application to variousfields is expected. Now DLCfilms are used practically for electromagnetic clutches, fuel injection pumps for diesel engines,piston rings,the frictional parts of hydraulic equipment,molds,combination faucets,cutting tools,and coatings for the inner walls of polyethylene terephthalate (PET)bottles.DLCfilms can be formed on substrates by various methods such as sputtering,ion beam assisted deposition,arc ion plat-∗Corresponding author.Tel.:+81357342628;fax:+81357342628.E-mail address:asuzuki@chemeng.titech.ac.jp(A.Suzuki).ing,pulsed laser deposition,plasma-based ion-implantation,and plasma-enhanced chemical vapor deposition(PECVD).Physical vapor deposition(PVD)is the method to deposit thinfilms by the condensation of a vaporized material onto surfaces.In the PVD methods such as ion beam assisted deposition,arc ion plating,sput-tering and pulsed laser deposition,graphite is used as a starting material so that the resultingfilms contain almost no hydrogen.The property of hydrogen-free carbonfilm depends on the sp3carbon content.Carbonfilms deposited by PVD method sometimes con-tain a significant amount of sp2-hybridized carbon,and are quite soft.However this sp2amorphous carbon(a-C)is not DLC.On the other hand,an a-C that contains some measure of sp3content is a DLC and is obtained by sputtering.The carbonfilm that contains a larger amount of sp3content can be made by ion beam assisted deposition,arc ion plating or pulsed laser deposition.Thisfilm is designated as tetrahedral amorphous carbon(ta-C)and shows very high hardness.In the case of chemical vapor deposition(CVD),hydrogenated amorphous carbon(a-C:H)DLCfilm is obtained because hydrocar-bons such as methane,acetylene,benzene,and toluene are used as0043-1648/$–see front matter© 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.wear.2010.03.013A.Suzuki et al./Wear269 (2010) 118–124119starting materials.The hardness of the a-C:H is lower than that of ta-C.It is well known that the tribological characteristics of DLCfilms are strongly dependent on sp2,sp3,hydrogen content and friction environment.ta-Cfilm exhibited a high friction coefficient above 0.6and severe wear under high vacuum(10−6Pa)at room tempera-ture.However,the friction coefficient of ta-Cfilms decreased to0.07 in a humid environment[1].In addition,the steel pin/hydrogen-free DLC disk pair lubricated with glycerol mono-oleate containing poly-alpha olefin(PAO)showed a very low friction coefficient of 0.006[2].In contrast,highly hydrogenated DLCfilm shows excellent wear resistance and a very low friction coefficient below0.01under high vacuum or a dry nitrogen environment[3–7].Furthermore,it has been reported that a self-mated hydrogenated DLC pair lubricated with PAO showed a very low friction coefficient of0.018[8].The hardness and hydrogen content of DLCfilms depend on the methods and conditions offilm deposition,and these properties influence the tribological characteristics of the DLCfilms.In our previous work,the tribological characteristics of two types of DLC films having different hardness have been investigated in additive-free distilled water[9].As a result,it became obvious that transfer of some material from DLCfilms to the mating surfaces affects the friction coefficient.Furthermore,the authors have investigated the influence of the surface polishing of DLCfilms on the tribological properties in both air and water environments[10].The results showed that the friction coefficient became lower and more stable by polishing.Moreover,the friction coefficient was lower in water than in air.It is considered that these results were brought about by the change in surface properties and the hydrodynamic effect of water.In addition to thefilm and surface properties such as hard-ness,hydrogen content,and wettability,tribological characteristics are likely influenced by the surface roughness of DLCfilms.Most of the research regarding the tribological properties of DLCfilms has been conducted for smooth surfaces,and research regarding DLCfilms with rough surfaces is limited.Jiang and Arnell[11] have investigated the effects of surface roughness on the wear of DLCfilms in a dry air environment.They reported that the wear rate of the DLCfilms sliding against tungsten carbide balls increased significantly with increases in the surface roughness, whereas the frictional behavior did not appear to be affected.Ohana et al.[12]have investigated the influence of the surface rough-ness of DLCfilms on their tribological properties against AISI440C, AISI304stainless steel,and brass balls in a water environment. They prepared rough stainless steel substrates by grinding with an abrasive paper and by the treatment of shot-peening with ceram-ics and a steel ball,and deposited DLCfilms on these substrates by the electron-excited DC plasma CVD method.They showed that thefilm having a smooth surface had severe damage,but that with a rough surface had no damage at the same load con-dition.They also reported that the specific wear rate of mating material increased with increases in the surface roughness,but the friction coefficient was not as affected by the surface rough-ness.However,since very little research has been reported,the effects of the surface roughness of DLCfilms on tribological performance remain unclear.In particular,because there has been no report comparing the tribological performance of rough DLCfilms both in air and water environments,it is unknown whether there is a difference between air and water.When applying the DLCfilms to practical friction materials,deposition onto substrate having some measure of roughness cannot be avoided.It is therefore important to understand the tribological characteristics of rough DLCfilms under various environments.In order to investigate the effects of surface roughness on the friction and wear behavior of DLCfilms, stainless steel substrates having different surface roughnesses were Table1Gas compositions and deposition times in DLC coating on substrates.Gas composition[vol.%]Deposition time[min]Ar HMDS CH4Intermediate layer50500380200395503Graded layer70201057010205DLC layer70030120prepared and the hydrogenated DLCfilms were deposited onto substrates by the PECVD method.2.Experimental details2.1.DLC coatingsDLCfilms were deposited on the disk substrates using a stan-dard capacitively coupled parallel plate electrode reaction chamber powered by a13.56MHz RF power source.The diameter of powered electrode was80mm and the distance between the powered and ground electrode was60mm.The substrate material used in this study was martensitic precipitation hardening stainless steel with a hardness of400HV(JIS SUS630).The original substrates were polished to a surface roughness of Ra=0.03±0.01m.The sub-strates were cleaned with ethanol in an ultrasonic bath for10min before deposition.The substrates were then placed directly on the powered cathode.Prior to deposition,the substrates were sputter-cleaned in an argon atmosphere(flow rate of argon:10.0sccm)at a self-bias voltage of−700V(RF power120W)and a pressure of 2Pa.Roughened surface substrates were prepared by changing the argon sputtering time.In order to improve the adhesion of DLCfilms to the substrate, argon gas and hexamethyldisiloxane(HMDS)vapor were intro-duced into the chamber and the Si-containing intermediate layer was deposited on the substrate at a self-bias voltage of−500V(RF power60W)and a total pressure of2Pa.The fraction of argon gas and HMDS vapor was changed in steps during deposition of the interlayer,and total three intermediate layers were deposited.Gas compositions of Ar/HMDS were50/50vol.%(flow rate:Ar5.0sccm, HMDS5.0sccm)for thefirst intermediate layer,80/20vol.%(flow rate:Ar8.0sccm,HMDS2.0sccm)for the second intermediate layer,and95/5vol.%(flow rate:Ar9.5sccm,HMDS0.5sccm)for the third intermediate layer.Each intermediate layer was deposited for 3min.After deposition of the interlayer,argon,HMDS,and methane were introduced into the chamber and the stepwise-graded inter-layer was deposited at a self-bias voltage of−500V(RF power 60W)and a total pressure of2Pa.Total two graded layers were deposited.Gas compositions of thefirst and the second graded layer were Ar/HMDS/CH4=70/20/10vol.%(flow rate:Ar7.0sccm,HMDS 2.0sccm,CH41.0sccm)and Ar/HMDS/CH4=70/10/20vol.%(flow rate:Ar7.0sccm,HMDS1.0sccm,CH42.0sccm),respectively.Each intermediate layer was deposited for3min.Finally,argon and methane were introduced,and the hydro-genated DLC top layer was deposited at a self-bias voltage of−500V (RF power60W)and a total pressure of2Pa for120min.Gas composition of Ar/CH4=70/30vol.%(flow rate:Ar7.0sccm,CH4 3.0sccm).The details of the deposition conditions are given in Table1.The changes in chemical composition of stainless steel surface before and after argon plasma sputtering were investigated by elec-120 A.Suzuki et al./Wear269 (2010) 118–124Fig.1.Relationship between the surface roughness of argon plasma sputtered sub-strates and sputtering time.tron probe X-ray microanalysis(EPMA:JEOL Ltd.,JXA-8200)under an acceleration voltage of15kV and beam current of170nA.The DLCfilm thickness was determined using a variable angle spectroscopic ellipsometer(J.A.Woollam Co.Inc.,M-2000UI).The surface roughness of the substrate and the DLC coatings was mea-sured using a contact stylus surface roughness tester(ULVAC Inc., Dektak3).The hardness of the DLC coatings was measured using a nano-indentation instrument(Elionix Co.Ltd.,ENT-1100)with a Berkovich-type diamond indenter.2.2.Ball-on-disk testsFriction and wear tests were conducted using a ball-on-disk tri-bometer consisting of a stationary stainless steel ball(JIS SUS630, 9.525mm in diameter)sliding on a rotating DLC-coated disk in an air environment and distilled water at room temperature (23–25◦C).Some of the tribotests were also conducted under lubri-cation by n-decane at room temperature.Water and n-decane have almost the same viscosity at room temperature.The dynamic vis-cosity of water is0.890mPa s at a temperature of25◦C,which is almost the same as the0.861mPa s of n-decane.The surface rough-ness(Ra)of the balls was0.03m.The normal force applied in the tests was4.7N.The normal force created initial maximum Herzian contact pressures of784MPa and a Hertzian contact diameter of 0.107mm.The sliding speed was0.1m s−1,and the total sliding distance was1000m.During testing,the coefficient of friction was monitored continuously.The wear surfaces of the steel balls and the DLC-coated disks were observed using a laser scanning microscope (VK-8510,Keyence Corporation).3.Results and discussion3.1.Change in the substrate surface roughness and temperatureby argon plasma sputteringThe relationships between the surface roughness of argon plasma sputtered substrates and sputtering time are shown in Fig.1.The surface roughness of substrates increases with sputter-ing time.Fig.2(a)and(b)shows the scanning electron microscope (SEM)images before and after the argon plasma sputtering of the substrate,respectively.Table2shows the results of EPMA for the same substrates.Before argon plasma sputtering,polish marks were observed across the whole surface.On the other hand,after argon plasma sputtering,polish marks on the substrate surface disappeared and the metal structure was observed.Since the sput-ter rates vary with regard to crystal structures,the surface shown in Fig.2(b)was obtained by argon plasma sputtering.Except for carbon,there was a slight difference in the surface element com-position of the substrate before and after sputtering.Thecarbon Fig.2.Scanning electron microscope(SEM)images of substrate:(a)before argon plasma sputtering and(b)after argon plasma sputtering.ratio of the substrate surface before sputtering was approximately 10times higher than that of the base material.Mirror polishing and/or precipitation hardening treatment might influence the high carbon content of the substrate surface.The amount of surface car-bon on the substrate after argon sputtering was clearly decreased compared with that before argon plasma sputtering.The carbon existing on the surface was more easily sputtered than other ele-ments.The change in the substrate temperature against sputtering time is shown in Fig.3.The substrate temperature was measured using a temperature sensor label pasted on the substrate surface in the chamber.The substrate temperature rose sharply at the beginning of argon plasma sputtering,but it did not exceed150◦C.It is thought that no change in the quality of the substrate occurred at such a low temperature.In the present study,several substrates having different surface roughnesses were prepared by changing the argon sputtering time.3.2.Surface roughness of DLCfilmsDLCfilms were deposited on the roughened stainless steel sub-strates.Thefilm thickness of the Si-containing intermediate layer ranged from211to296nm,and that of the DLC top layer ranged from720to854nm.The totalfilm thickness deposited on the sub-strate was approximately1m.Fig.4shows the relation betweenA.Suzuki et al./Wear 269 (2010) 118–124121Table 2Chemical composition of substrate surface before and after argon plasma sputtering determined by EPMA.[unit:mass%].SubstrateC Si Mn P S Cu Ni CrNb and Ta FeBefore sputtering 0.650.300.420.020.00 2.85 3.9815.900.08Balance After sputtering0.190.330.400.020.00 3.103.9115.690.10Balance SUS630stainless steel<0.07<1.00<1.00<0.04<0.033.00–5.003.00–5.0015.50–17.500.15–0.45Balancethe substrate roughness before DLC deposition and the DLC film roughness.The dotted line shows the line with a slope of 1.If a plotted point exists on this line,it means that surface roughness does not change before and after the deposition of DLC film.All plotted data are near this line.The surface roughness of DLC films is almost the same as that of substrates.3.3.Tribological characteristics of rough DLC filmsFour DLC-coated specimens having a surface roughness Ra of 0.07,0.15,0.19,and 0.48m were prepared.A smooth DLC film sample,which was deposited on the smooth original substrate,was also prepared.The surface roughness Ra of this smooth DLC film was 0.03m.The hardness of the DLC film measured with a nano-indentation instrument was approximately 15.5GPa.Fig.5shows the change in the friction coefficient against the sliding distance in an air environment and in distilled water at room temperature.Optical microscopic photographs of wear scars formed on the balls after the tribotest are also shown in Fig.5.The initial friction coefficient of the smooth DLC films lubricated in water was approximately 0.1.On the other hand,the initial fric-tion coefficient of the smooth DLC films in air was high and its value exceeded 0.2.Friction coefficients of the smooth DLC films fluctu-ated both in air and water environments,and the reproducibility was not good.The final friction coefficient ranged from 0.10to 0.15in an air environment,and from 0.15to 0.20under water lubri-cation.The wear scar formed on the stainless ball under water lubrication was larger than that formed in an air environment.Unlike the smooth DLC films,the friction behavior of rough DLC films was stable and showed good reproducibility.The final fric-tion coefficient was approximately 0.2in an air environment,and approximately 0.1under water lubrication.The wear scar formed on the ball under water lubrication was larger than that formed in an air environment.The wear scar became larger with increases in the surface roughness.Because ofhigh hardness and low adhe-sive properties of DLC films,abrasive wear of the stainless steel ball is unavoidable.DLC film with rougher surface has larger abrasive effect and larger wear scar was formed on the stainless steel ball.Transfer material was observed on the wear scar,but there was lit-Fig.3.Change in the substrate temperature against sputtering time.tle accumulated material in the entrainment zone.The amount of transfer material generated in air was larger than that generated in water.It is supposed that water inhibited adhesion of transfer material to the stainless steel surface.The difference in adhesion strength causes the difference in the amount of transfer material between two friction environments.Formation of transfer mate-rial is often observed in tribotest of DLC films.In general,formation of transfer layer on the sliding surface reduces the friction coeffi-cient.It is suggested that the low friction of DLC films arise from the graphitization of the hydrogenated DLC film structure.Sliding-induced heat accumulation causes a destabilization of C–H bonds in hydrogenated DLC films and formation of graphitic structure.The difference in the amount of transfer material between two environ-ments may be brought by the cooling effect of water.It is considered that transfer material protects the wear of the ball because wear scar formed on the ball in an air environment was small.However DLC film with rough surface showed lower friction coefficient in water and transfer material did not reduce the friction coefficient effectively.Microscopic photographs and surface profiles of wear tracks on the disk specimens are shown in Fig.6.In the case of a smooth sur-face (Ra 0.03m),line-shaped large-scale delamination of DLC film occurred under water lubrication.It is thought that the delamina-tion occurred at the interface between the stainless steel substrate and the interlayer,as the difference in elevation between the DLC surface and the delaminated part was approximately 1m.How-ever,wear of the DLC film hardly progressed in the part where the DLC film did not flake off.In an air environment,delamination of DLC film could not observed,but the wear of the DLC film was severe and the depth of wear reached approximately 0.1–0.2m.In contrast to smooth DLC film,only a small amount of delamination occurred in rough DLC films (Ra 0.15m)in both air and water envi-ronments.Thereason why the delamination occurred only in the smooth DLC film under water lubrication is considered that water penetrates to the interface between substrate and DLC film.Adhe-sion of DLC film to the stainless steel substrate is weakened by the penetration of water,and delamination occurs at the interface.InFig.4.Relationship between the substrate roughness before DLC deposition and the DLC film roughness.122 A.Suzuki et al./Wear269 (2010) 118–124the case of the DLCfilm deposited on the smooth substrate surface, once small delamination occurs,water penetrates into the inter-face further from there,and then delamination crack grows up at a dash and causes a large-scale delamination.On the other hand,in the case of the rough DLCfilm,roughness of the substrate prevents the growth of delamination crack,and no large-scale delamination is developed.It is thought that the cause of poor reproducibility of frictional properties shown in Fig.5is in a large-scale delamination of DLCfilm.Except for the large-scale delamination of smooth DLC film in water lubrication,wear of DLCfilm is higher in air than in water.Because the transfer material formed on the ball in air envi-ronment is hard enough,wear amount of DLCfilm becomes higher in air.In rough DLCfilms,the frictional behavior was different in the test environment.The friction coefficient of rough DLC is lower in water than in air.The hydrodynamic effect of water and/or the interaction between DLCfilms and water can be considered to be the reason for this difference.In order to investigate the effects of water on frictional behavior,a non-polar hydrocarbon,n-decane, was used as a lubricant.The viscosity of n-decane is almost the same as that of water,and if the friction characteristics under n-decane lubrication are similar to those under water lubrication,the differ-ence in frictional behaviors between air and water is caused by the hydrodynamic effect of liquid lubricant.Tribotests under n-decane lubrication were conducted at room temperature for the smooth DLCfilm with a surface roughness of0.03m and the rough DLCfilm with a surface roughness of 0.15m.Fig.7shows the change in friction coefficient against the sliding distance,the wear scar formed on the ball,and the wear track of the DLC-coated disk.The results of friction coefficient mea-surements obtained in air and in water are also plotted together for comparison.In the case of smooth DLCfilm,the frictionalbehav-Fig.5.Change in the friction coefficient against the sliding distance and optical microscopic photographs of wear scars formed on the balls after the tribotest:(a)Ra0.03m, (b)Ra0.07m,(c)Ra0.15m,(d)Ra0.19m,and(e)Ra0.48m.A.Suzuki et al./Wear269 (2010) 118–124123Fig.6.Microscopic photographs and surface profiles of wear tracks on the disk specimens:(a)smooth surface in water,(b)smooth surface in air,(c)rough surface in water, and(d)rough surface in air.ior under n-decane lubrication was similar to that under water lubrication rather than that in an air environment.Thefinal fric-tion coefficient with n-decane lubrication was approximately0.15, which was midway between the values in water and in air,respec-tively.The appearance of transfer materials on the ball specimen was similar to that observed under water lubrication.However, accumulated material was not observed in the entrainment zone. Wear scar diameter formed on the ball in n-decane environment was352m,and this was larger than that in air of307m,and was smaller than that in water of433m.As in water,line-shaped delamination of DLCfilm was observed.On the other hand,in the case of rough DLCfilm,the initial fric-tion coefficient under n-decane lubrication was close to that under water lubrication,but it gradually increased and thefinal value was the same as that in air.Transfer materials were observed over the entire wear scar of the ball specimen.Wear scar diameter was 450m,and this was larger than the that in air of310m,and was about the same as that in water of458m.Wear could not be detected on the friction track of the DLCfilm.There was no consis-tent similarity in the friction characteristics of DLCfilms lubricated in n-decane and those in water.These results indicate that not only the hydrodynamic effect of water,but also the interaction between DLCfilms and water affects the tribological behavior of DLCfilms.The contact angle of water on DLCfilms deposited in this work was between70◦and80◦,which shows hydrophobic.However it was observed that the friction track on the DLCfilms after tribotest turned into hydrophilic and did not show water repellency.From this obvious change in the property of124 A.Suzuki et al./Wear269 (2010) 118–124Fig.7.Change in friction coefficient against the sliding distance,the wear scar formed on the ball and the wear track on the DLC-coated disk under n -decane lubrication:(a)smooth surface (Ra 0.03m),and (b)rough surface (Ra 0.15m).DLC film,tribochemical reaction of DLC films in water environment is expected.Recent researches that used a stable isotopic tracer D 2O and H 218O reported that DLC films tribochemically reacted with water to form hydrophilic hydroxyl and carboxyl groups on surface [13,14].As the mechanism of this tribochemical reaction it is suggested that carbon radicals generate from the C–C bond by mechanical stimulation reacts with water [13,15].The formation of hydrophilic hydroxyl and carboxyl groups by the tribological action in water environment promotes the hydrophilicity of the DLC films,and water molecules adsorb easily on the DLC films.Adsorbed water molecules probably contribute to the low friction coefficient of DLC films under water lubrication.In addition,the low wear of DLC films in water environment is also possibly caused by the friction reduction of the hydrophilic DLC films.4.ConclusionsFriction and wear characteristics between hydrogenated DLC film having a rough surface and stainless steel pairs were investigated in air,water,and n -decane environments at room temperature.The rough-surface DLC film showed quite different tribological characteristics from smooth-surface DLC film.The fric-tion coefficient of rough-surface DLC films was independent of the surface roughness.The friction coefficient of rough-surface DLC was an almost constant value in each lubrication environment.That value was approximately 0.1in water,0.15in n -decane,and 0.2in an air environment.In the case of tribotest in water environ-ment,friction track on DLC films changed from hydrophobic to hydrophilic by tribochemical reaction with water.The low fric-tion coefficient of DLC films under water lubrication is considered to be caused by hydrophilication of the DLC films.The large-scale delamination that occurred on smooth-surface DLC films was not observed on rough surface DLC films.The wear of DLC films was remarkable in an air environment,but was not observed in water environments.This low wear characteristic of DLC films in water environment is considered to be related to the hydrophilication of the DLC films.However,wear of the counter material is consider-able,and the wear scar formed on the ball increased with increases in the surface roughness of DLC film.AcknowledgmentsThe authors thank Center for Advanced Materials Analysis,Tech-nical Department,Tokyo Institute of Technology,for the support of electron probe X-ray microanalysis.References[1]J.Andersson,R.A.Erck,A.Erdemir,Frictional behavior of diamondlike carbonfilms in vacuum and under varying water vapor pressure,Surf.Coat.Technol.163–164(2003)535–540.[2]M.Kano,Super low friction of DLC applied to engine cam follower lubricatedwith ester-containing oil,Tribol.Int.39(2006)1682–1685.[3]A.Erdemir,G.R.Fenske,J.Terry,P.Wilbur,Effect of source gas and depositionmethod on friction and wear performance of diamondlike carbon films,Surf.Coat.Technol.94–95(1997)525–530.[4]C.Donnet,J.Fontaine,T.Le Mogne,M.Belin,C.Héau,J.P.Terrat,F.Vaux,G.Pont,Diamond-like carbon-based functionally gradient coatings for space tribology,Surf.Coat.Technol.120–121(1999)548–554.[5]A.Erdemir,O.L.Eryilmaz,G.Fenske,Synthesis of diamondlike carbon filmswith superlow friction and wear properties,J.Vac.Sci.Technol.A 18(2000)1987–1992.[6]A.Erdemir,The role of hydrogen in tribological properties of diamond-likecarbon films,Surf.Coat.Technol.146–147(2001)292–297.[7]A.Erdemir,Genesis of superlow friction and wear in diamondlike carbon films,Tribol.Int.37(2004)1005–1012.[8]S.Equey,S.Roos,U.Mueller,R.Hauert,N.D.Spencer,R.Crockett,Tribofilmformation from ZnDTP on diamond-like carbon,Wear 264(2008)316–321.[9]M.Masuko,A.Suzuki,Y.Sagae,M.Tokoro,K.Yamamoto,Friction characteristicsof inorganic or organic thin coatings on solid surfaces under water lubrication,Tribol.Int.39(2006)1601–1608.[10]M.Tokoro,T.Aiyama,M.Masuko,A.Suzuki,H.Ito,K.Yamamoto,Improve-ment of tribological characteristics under water lubrication of DLC-coatings by surface polishing,Wear 267(2009)2167–2172.[11]J.Jiang,R.D.Arnell,The effect of substrate surface roughness on the wear ofDLC coatings,Wear 239(2000)1–9.[12]T.Ohana,M.Suzuki,T.Nakamura,A.Tanaka,Y.Koga,Tribological proper-ties of DLC films deposited on steel substrate with various surface roughness,Diamond Relat.Mater.13(2004)2211–2215.[13]X.Wu,T.Ohana,A.Tanaka,T.Kubo,H.Nanao,I.Minami,S.Mori,Tribochemicalinvestigation of DLC coating tested against steel in water using a stable isotopic tracer,Diamond Relat.Mater.16(2007)1760–1764.[14]X.Wu,T.Ohana,A.Tanaka,T.Kubo,H.Nanao,I.Minami,S.Mori,Tribochemicalinvestigation of DLC coating in water using a stable isotopic tracers,Appl.Surf.Sci.254(2008)3397–3402.[15]J.E.Olsen,T.E.Fischer,B.Gallois,In situ analysis of the tribochemical reactionsof diamond-like carbon by internal reflection spectroscopy,Wear 200(1996)233–237.。