机组盘车控制系统技改
205t桥式起重机磁盘控制系统改造

20/5t桥式起重机磁盘控制系统改造摘要:磁盘天车在炼钢系统中肩负着炼钢工艺中的废钢装载任务,使用率高。
本文就如何数字化无触点电磁盘控制装置可控硅击穿及整流装置过电压保护模块损坏,提出了实质性的预防和改进措施,具有一定的推广和借鉴意义。
关键词:数字化无触点控制装置可控硅击变压器1 前言承钢公司炼钢120t系统共三台20/5t磁盘天车(1#,28#,29#),其磁盘控制装置采用MH (美恒)MAGNAMAT BDM 140 220B数字化无触点电磁盘控制装置和MH(美恒)BZ 140A 220V整流装置2套系统控制方式。
投产使用2个月以来,三台天车6套装置中,已有2套数字化无触点电磁盘控制装置和3套整流装置出现故障,严重影响了转炉顺产。
为了确保转炉生产稳定,采取了有效的预防和根治,取得了理想的使用效果。
2 装置故障原因分析三台磁盘吊(1号,28号,29号)的电磁盘控制装置电源均由每台天车上配备的一台SG 40kva三相隔离变压器提供,该变压器采用△/Y联结,二次侧有三个电压等级,分别a1=220V,a2=176V,a3=150V。
如图1所示:图1:变压器联接电气图对磁盘控制系统电压、电流等参数进行测量发现,导致数字无触点控制装置可控硅击穿及整流装置过电压模块损坏的原因主要有以下3点:(1)装置供电电源三相不平衡其中220V输出为MAGNAMAT供电,同时也为整流装置供电;150V输出为整流装置供电。
量取二次侧对地电压得到以下数据(电压值均为静态电压):上表所示三台变压器输出侧均有不同程度的电压不平衡现象,其中1号车最为明显。
通过对3台天车的三相隔离变压器检查发现,其二次侧星点均未接地,是导致装置损坏的主要原因之一。
(2)装置进线侧缺乏快速熔断器的保护由于断路器的断电速度比快熔慢,因此当可控硅有大电流通过的瞬间,快熔对装置的保护优于断路器。
这是导致装置可控硅击穿的原因之一。
(3)电磁盘电缆常有瞬间短路情况发生瞬间短路会在回路里产生瞬间大电流,多数情况下MH装置能够提供保护,但长期频繁处于这种状态,将会对装置产生不可恢复的损坏。
300MW供热机组盘车控制系统分析及优化

300MW供热机组盘车控制系统分析及优化【摘要】主要介绍了300MW供热机组盘车装置的控制方式和运行过程中出现的问题,针对问题通过认真分析和实践总结提出整改方案并实际投入使用,确保盘车装置及时投运,防止汽轮机转子弯曲,保证机组安全稳定运行。
【关键词】供热机组;汽轮机;盘车装置;自动控制;保护引言盘车装置是一种电液操纵低速自动盘车装置,具备液压驱动投入和自动甩开的功能,能满足机组正常启停的需要。
机组停机后投入盘车,驱动汽轮机转子连续转动,防止因汽缸自然冷却造成上、下缸温差导致汽轮机转子弯曲;机组冲转前投入盘车,驱动汽轮机转子连续转动,防止因阀门漏汽和汽封送汽等因素造成的温差导致汽轮机转子弯曲,同时检查汽轮机转子是否已出现弯曲和动静部分是否有摩擦现象;较长时间的连续盘车可以消除因机组长期停运和存放或其它原因引起的大轴非永久性弯曲。
下面以大唐丰润电厂2×300MW热电联产项目为例,详细介绍了盘车装置在实践中的应用,以及在实践应用中出现的问题和优化改造。
1.汽轮机概况大唐丰润电厂2×300MW机组,配套哈尔滨汽轮机厂有限责任公司生产的C250/N300-16.7/538/538/0.40型、亚临界蒸汽参数、一次中间再热、单轴、二缸双排汽、单抽供热、凝汽式机组。
系统配置:一次再热与三级高压加热器(内置蒸汽冷却器),一级除氧器和三级低压加器组成七级回热系统,各级加热器疏水逐级自流。
热网加热器加热汽源采用汽轮机中压缸排汽(五段抽汽)。
每台机组设置两台并联运行的热网加热器,两台机组的热网加热器串联运行。
每台机组由中压缸末级引出两根采暖抽汽管道,分别接至两台并联的热网加热器,以达到平衡两台热网加热器蒸汽参数的目的。
2.盘车装置工作原理盘车操作装置可以通过采取手动的方式来启动,也可以全在自动的方式下启动。
在润滑油压正常、顶轴油压正常和软启动器正常的外部允许盘车条件满足的情况下,选择了自动盘车方式,只要TSI发出零转速信号到盘车控制柜,盘车控制柜的PLC在确认已收到零转速信号(通常,在收到稳定的零转速信号后会自动延时30秒左右才被系统确认),PLC系统将通过继电器使电磁阀带电,液压缸将带动执行机构使盘车齿轮靠向汽机大轴齿轮,并逐渐使之啮合。
关于发电机盘车电气启动回路的改造
Machinery & Equipmemt︱320︱2017年7期关于发电机盘车电气启动回路的改造薛淮中茂名臻能热电有限公司,广东 茂名 525000摘要:某厂#6发电机盘车电气启动采用软启动器,但由于该盘车软启动器在启动后一直带负载运行长期热损耗,造成运行过程中发热从而引致盘车跳闸,对该厂发电机的正常运行带来极大的风险,因此,通过对该盘车操作控制回路及电气启动软启动器的原理分析,采取有效的技改措施,成功消除这一安全隐患,使该厂#6机组安全运行得到保障。
关键词:软启动器;旁路接触器;热损耗;电流分流中图分类号:TM31 文献标识码:B 文章编号:1006-8465(2017)07-0320-021 概述 某厂#6发电机盘车电气启动装置采用ABB 的软启动器,但该软启动器在启动完成后作为接触器的功能继续运行,在运行过程中发热严重,甚至引起盘车跳闸。
针对软启动器发热较大并容易引起盘车跳闸的缺陷,对#6机盘车控制回路进行改造,在软启动器处加装旁路接触器,解决盘车软启动器过热现象,从而保证盘车的稳定运行。
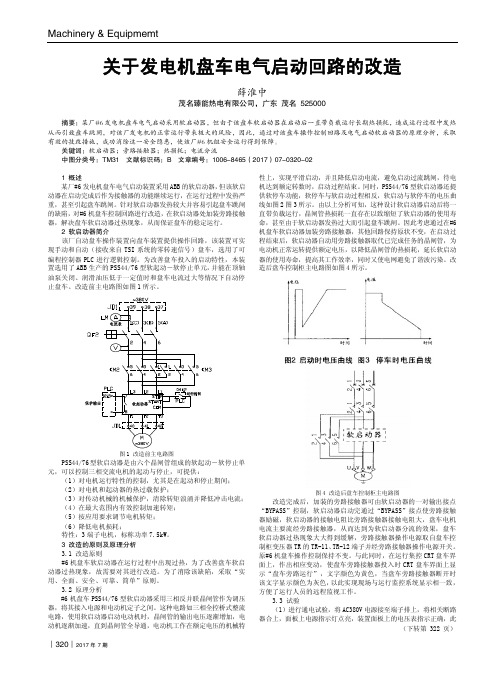
2 软启动器简介 该厂自动盘车操作装置向盘车装置提供操作回路,该装置可实现手动和自动(接收来自TSI 系统的零转速信号)盘车,选用了可编程控制器PLC 进行逻辑控制。
为改善盘车投入的启动特性,本装置选用了ABB 生产的PSS44/76型软起动-软停止单元,并能在顶轴油泵关闭、润滑油压低于一定值时和盘车电流过大等情况下自动停图1 改造前主电路图PSS44/76型软启动器是由六个晶闸管组成的软起动-软停止单元,可以控制三相交流电机的起动与停止,可提供:(1)对电机运行特性的控制,尤其是在起动和停止期间; (2)对电机和起动器的热过载保护;(3)对传动机械的机械保护,清除转矩浪涌并降低冲击电流; (4)在最大范围内有效控制加速转矩; (5)按应用要求调节电机转矩; (6)降低电机损耗;特性:3端子电机,标称功率7.5kW。
59.300MW机组盘车自动装置控制原理及故障分析3

300MW 机组盘车自动装置控制原理及故障分析167300MW 机组盘车自动装置控制原理及故障分析张 昱 赵红宇 孙会娟(河北兴泰发电有限责任公司)摘 要:本文介绍了河北兴泰发电有限责任公司两台300MW机组盘车自动控制装置的工作原理,对运行中出现的故障进行技术分析,并总结出控制回路中的重要信号及元器件以便加强检查维护,从而保证盘车装置的正常稳定运行。
关键词:盘车自动控制装置;原理;技术分析盘车装置是火力发电厂汽轮机组的重要设备之一。
当机组启动或停止时,它能否正常、连续的工作,直接影响到机组的安全运行。
而盘车自动控制装置能保证盘车装置的正常投入和运行,减少人员手动投入工作量和操作失误。
我公司两台300MW机组的盘车装置工作时均反映出自动投入盘车啮合过程中出现的异音情况、传动失稳、运行连续性差等问题,致使盘车装置难以正常工作,不仅影响了机组的安全稳定运行,还增大了检修维护量,加大了运行人员操作难度。
下面将针对两台300MW机组的自动盘车装置控制原理及反映出的问题进行认真分析,提出解决方案,进行改进处理。
对发生或可能出现的故障及易发生故障元器件进行检查维护。
1 盘车自动控制装置原理我公司两台300MW机组盘车自动控制装置是由东方电气自动控制工程有限公司制造提供的。
本装置可以满足零转速自动投入盘车、手动自动投入盘车、紧急投入盘车,并具备低油压保护、远方控制等功能。
由于本装置采用PLC 作为逻辑控制部件,所有的控制逻辑均由PLC 软件(梯形逻辑图)构成,故控制灵活、功能强大。
而驱动电机用软起动器采用进口施耐德电机软起动器,减少对电机、汽机盘车齿轮的冲击,满足平稳、准确地投入盘车。
电机软起动器更对电机进行完善的过流、过热、过压、欠压、低功率保护、防止意外事故对电机可能造成危害。
本装置接线简单明了、便于维护,以下对本装置控制逻辑及工作原理进行详细阐述。
1.1盘车装置的控制原理图见图1三相电源接入盘车装置,经控制回路的交流接触器接入电机软起动器,并由电机软起动器输出到盘车电机,驱动盘车电动机。
汽轮机盘车电机转速控制回路的改进
轮 与 螺旋 轴上 的螺 旋槽 啮合 , 由手柄 头控 制 可沿 螺 旋 并
轴 轴 向转动 。
图 l
2 存在的问题
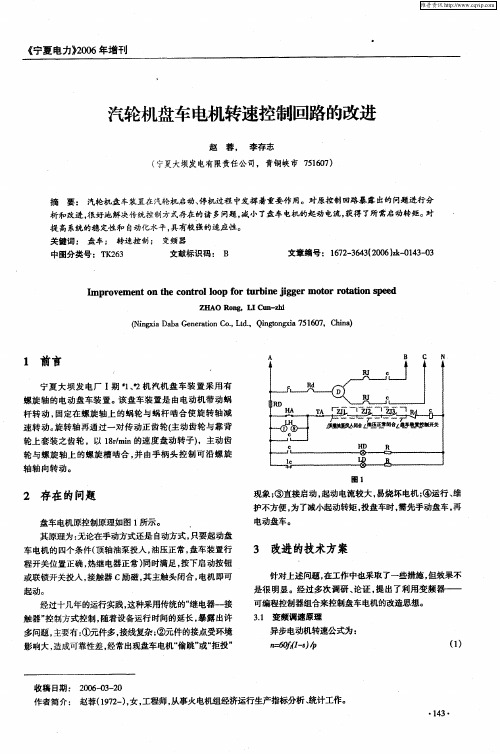
盘车电机原控制原理 如图 1 所示 。 其原理为 : 无论在手动方式还是 自动方式 , 只要起动盘 车电机 的四个条 件( 顶轴 油泵投入 , 油压正常 , 盘车装 置行 程开关位置 正确 , 热继 电器正常 ) 同时满足 , 按下启 动按钮
I r v me t ntec nr lo pfrtr iej g rmoo tt ns ed mp o e n o to o o u bn g e trr ai e o h l i o o p
ZHAO Ro g, LICun h n -z i
(igi aaG n r i o, t. ig n x 5 6 7 hn) NnxaD b e e t nC .Ld,Qn t gi 7 0 ,C ia ao o a 1
1 到点 2 , 增 于是 电动机加速 , 最后达 到新的稳定点 2 。同
磁路饱 和而使激磁电流增 加 ,功率 因数 降低 。如果磁通减 小, 将使电机 的有效材料不能得到充分利用而造成 浪费。 从
定子的电势方程式可见 , 如果 忽略定子 的漏阻抗压降 I I , 。 。 ・
则有
样, 当定子频率降低时 , k降到 k时 , 。 3 电动机所 产生的 转矩 由点 1 变到点 3,并 出现 电机 的轴转速高于同步转速 的情况 , 这时转差率 为负值 , 电机产生 制动转矩 , 在制 动过
影响大 , 造成可靠性差 , 出现盘车电机“ 经常 偷跳 ” 拒投” 或“
异步电动机转速公式为 : t6 l ) l吼 / = : p
风力发电机组高速轴盘车装置的设计及改进

【摘要】在风力发电机组技术领域,盘车作业必不可少,无论是发电机与齿轮箱轴的对中作业还是轮毂作业,都需要通过对齿轮箱高速输出轴盘车,将叶轮旋转所需要的角度来满足作业要求。
纯人力盘车是一直以来常用的方法,随着技术的更新,机组功率和叶轮直径都有所增大,原始的人工盘车方法已不满足于实际工作,暴露出了很多缺点,低效率,盘车困难,存在安全隐患。
针对此问题,本文设计了一种移动式的风力发电机组自动盘车装置,它具有省时、省力,操作简单,适用范围广的特点,在作业中可以减小人员劳动强度,提高盘车效率及准确率,还可以避免操作人员分安全隐患,让工作人员的安全得到有效的保障。
【关键词】风电机组高速轴盘车移动式引言在风电行业中,机组的盘车作业主要依靠人员使用扳手驱动联轴器旋转,通过传动链来达到盘车的目的。
由于风力具有不可控性,它所产生的力矩是动态变化的。
当风突变时,作业人员一般无法及时做出反应,来进行刹车制动。
在这种情况下,突变的风速、风向都会造成叶轮强制转动导致盘车操作人员的手无法及时脱开工具而被带入转动部件当中,造成机械伤害,存在较大安全隐患。
本课题针对已安装机组在塔上进行技术更新困难的问题,提出一种移动式的自动盘车装备来解决盘车作业问题。
01 风电行业盘车方法在风电行业发展的前期,以前的风电机组的功率较小,人工盘车较为容易,所以大部分是靠人工直接盘动联轴器来操作高速轴的旋转,随着风电机组功率的加大,其单靠人工直接盘动制动盘越来越不满足实际,不同厂家开始对盘车方法进行改进,有通过外加工装和减速机构来实现省力的人工盘车,有的则把制动盘改成一个齿轮,通过使用额外的动力装置啮合齿轮进行盘车,动力装置一般有液压型和电动型两种。
下面就目前行业中的各盘车方法进行总结。
1.1人工盘车人工盘车以往的方法是在风速小于8m/s的情况下,由多人合作,在松开叶轮锁和高速轴刹车的情况下,用扳手卡入联轴器固定螺栓来驱动它旋转。
此方法适用于小型机组,且盘车的准确性较差及用人较多,费力费时。
200MW火电机组DCS控制系统升级改造

200MW火电机组DCS控制系统升级改造发布时间:2021-04-16T05:34:47.652Z 来源:《云南电业》2020年9期作者:巩健岩[导读] 200MW火电机组由常规控制系统到集散控制系统的过渡,机组自动化水平有了质的提升,自动投入率大幅度提高,并实现了机炉协调控制。
巩健岩(大唐长春第二热电有限责任公司吉林长春 130031)摘要:200MW火电机组由常规控制系统到集散控制系统的过渡,机组自动化水平有了质的提升,自动投入率大幅度提高,并实现了机炉协调控制。
关键词:DCS;自动化;热控1 概述公司2号机组是由哈尔滨三大动力厂生产的200MW双抽供热机组,采用单元控制方式,于1992年3月正式投入运行。
2号机组采用以单回路调节器为核心组成的常规控制系统,该系统与同时期同类机组相比,技术上是比较先进的。
但是,随着DCS系统的飞速发展,单回路调节器逐渐成为制约机组整体自动化水平提高的瓶颈。
在这种情况下,公司于1994年和1997年分两次对2号机组控制系统进行了改造,通过两次改造,2号机组完成了由常规控制系统到集散控制系统的过渡,机组自动化水平有了质的提升:以微机鼠标替代了原始的操作按钮,自动投入率大幅度提高,并实现了机炉协调控制。
2 DCS系统存在的问题近年来,随着DCS技术的不断发展,2号机组DCS系统功能日益落后;另外,由于控制设备长时间运行,系统可靠性也大大下降,故障率逐渐增加,甚至影响机组安全稳定运行。
具体体现在以下几个方面:(1)工程师站、操作员站的工控机为早期工控产品,配置的硬件已购买不到,一旦出现故障无法维护。
(2)DAS系统数据采集前端为南京工程兵学院早期生产的893数据采集器,此种采集器投入运行10年,厂家已经停产,无法购买备品备件。
(3)MCS系统采用美国ABB公司的Modcell 多回路控制器完成自动调节、协调控制等功能,该控制器为常规仪表向DCS系统发展的中间过渡产品,为单CPU配置,可靠性差,故障率高。
柴油发电机组供配电控制系统的技术改造

柴油发电机组供配电控制系统的技术改造李天护《广州市美林基业物业管理有限公司》510660摘要:为了改善我公司花都分公司《美林轩逸花园》工程服务工作效率和人力资源的节约,将原来的发电机组的控制进行技术改造。
原来的发电机组控制系统是要人工来启动,再逐级送电,需要较大人力和时间,现将原来控制系统改造为,由PLC可编程控制器为核心的全自动控制系统。
市电失电时自动启动发电机,自动把发电机电源输送到各主要设备上同,并对发电机自身的运行进行检测,判断故障原因和部位,作出相应的处理措施;市电有电时发电机自动延时停机,并进入自动待机状态的自动控制系统。
PLC、供配电、自动控制、改造关键词:发电机、P LCAbs tract:In order to im prove m y flowers bran ch co mpa n y the me rrill lyn ch Xua nYi garde n"e ng ine ering se rvice wo rk efficie n cy a nd hum a n re sou rce co ns ervatio n,will the original ge nerat or s et cont rol techn ical reform.Th eorig inal g enerat or co nt rol system is to a rtificial to sta rt,th en tra ns fer s tep-d own,nee d larger hu man an d time, no w will the o rigina l con trol s ys tem for re form,by PL C prog ra mmab le con troller as the core o f th e a utom at ic co nt rol syst em.The utility lo se electric sta rt au to matically whe n the gen erato r,the power sup p ly is se nt to the au to matic g ene ra to r with the m ain e quip m ent,a nd th e o peratio n of the ge nerat or its elf for tes tin g,judg e fault reas on an d p lace,ma ke co rre spo n ding treatm en t m eas ures;Th e utility h as e lectric ge nerat or auto m atic sto p wh en de lay,a nd acces s to th e s tan d by auto m atic cont rol syste m.K e ywo rd s:gene ra tor,PL C,power sup ply,au tomat ic con trol and trans fo rmatio n中图分类号:TL503.6文献标识码:A文章编号:引言:我公司在2008年7月份接管了一个全新的楼盘《美林轩逸花园》,共有23栋15层高的商住楼,每栋楼都有两台电梯。
瓦斯发电机组控制系统升级改造方案
瓦斯发电机组控制系统升级改造考察报告瓦斯发电工区2019年2月22日一、胜动瓦斯发电机组控制系统现状2004年以来,胜动集团生产的低浓度瓦斯发电机组,先后主要配套了TEM、EAM2、TEM2控制系统。
2004年,胜动生产的瓦斯机组主要配套使用TEM控制系统,该控制系统成本低,配件易购买,维护简单,但自动化程度低,主要依靠运行人员手动操作。
2010年,胜动集团为了提高控制系统的自动化程度,胜动设计院自主研发了EAM2控制系统,该系统核心部件主要由胜动集团研发生产,但故障率高,配件供应不足。
2012年以后,为了解决TEM控制系统和EAM2控制系统弊端,胜动集团在TEM的基础上研发了TEM2控制系统,该系统核心部件实现了全进口化,并且该控制系统自动化程度比TEM控制系统高,故障率比EAM2系统低。
TEM2控制系统优点:1、就地柜放置于机组旁边,主要包含发电机主控制器、空燃比控制器、调速控制器、点火控制器、智能显示屏、各类采集数据模块、电压控制模块、大功率电源等,几乎所有的控制功能全部集中到该柜中。
2、对于发电机组控制系统,选用捷克科迈公司、丹麦DEIF公司和利时、蓝普锋等控制系统研发上领先企业的产品。
3、通过物理接口采集发动机参数,包括:缸温、排温、油温、水温、油压、水压、油位、燃气调节器位置反馈、空气开度反馈等,转速、电气参数等采用通讯的方式从科迈控制器读取。
可以有选择地对燃气机参数进行记录和查询,所有事件均进行记录。
4、机组运行控制与保护通过ECU与科迈控制器配合完成,ECU的控制指令全部通过物理线路实现。
5、全自动空燃比控制算法是基于燃气机全工况的控制算法,包含:启动、怠速、额定空载、加载、减载等不同运行阶段的控制逻辑,具备自标定功能。
二、焦煤瓦斯发电机组控制系统存在问题及解决措施1、存在问题(1)E AM2是胜动集团科研所自主研发产品,核心部件配件生产量少,并且已经出现缺货。
(2)E AM2是胜动集团自主研发的新产品,故障率和原始问题较多,技术力量不足,并且不被胜动领导层关注和重视,已经被淘汰。
一种柴油机盘车装置的优化改进
一种柴油机盘车装置的优化改进摘要:某型柴油机配置了手动盘车装置,由于盘车装置设计了盖板内齿和转轴凹槽用于防止盘车装置退出。
实际的应用中这种设计不但起不到防止退出的目的,反而造成了盘车装置的投入和退出困难,还有非常大的安全隐患。
因此,经过慎重考虑后决定将盖板内齿去掉,解决了问题,提高了安全系数。
关键字:盘车装置;柴油机;优化改进;作者简介:孙红斌(1984-),男,专科,高级技师;研究方向:发动机控制、发电机组控制及电站控制技术研究。
0前言190 系列柴油机在石油钻井现场维护和保养时,通常需要用撬杠盘动柴油机飞轮齿圈来驱动曲轴转动,以便检查和调整柴油机的有关技术参数。
此种方法需两人配合方能完成,且操作困难、容易出现打滑等安全隐患[1]。
因此需要盘车装置,目前国内盘车方式有三种:人力盘车、机械盘车、电动盘车。
[2]为了维修和气门调整方便和经济实用,某1200KW柴油机配置了手动盘车装置。
多个用户反映机组盘车装置操作比较困难。
盘车装置与柴油机的齿圈很难啮合,盘车时盘车装置的齿轮也经常与柴油机齿圈脱扣,无法盘车。
经过现场考察发现盘车装置由于内凸齿的作用,导致盘车装置在使用经常抱死,影响盘车。
在盘车装置复位不彻底时,有打坏机组齿圈,甚至撕裂机身的风险,严重影响设备和人身安全。
1盘车装置的作用盘车装置是柴油机发电机组的重要设备之一,当机组启动或停止时 ,它能否正常、连续的工作,直接影响到机组的安全运行。
[3]所谓“盘车”是指在启动柴油机前,用人力将柴油机转动几圈,可以用以判断由柴油机带动的负荷(即机械或传动部分)是否有卡死而阻力增大的情况,从而不会使柴油机的启动负荷变大而损坏柴油机。
盘车装置就是起到这个用人力将柴油机转动几圈的作用。
根据柴油机的使用要求,一般要求较长时间未使用动机时在起动机组前要盘车,另外在柴油机检修时也经常用盘车装置调整曲轴位置[4]。
当柴油机在维修或者调整气门间隙时都需要盘车,使用盘车装置可以省时省力的将柴油机的曲轴转动至某一个角度,方便维修和调整气门的需要。
9E联合循环机组盘车系统优化及操作事项
河南科技•创新驱动、..........................................>9E联合循环机组盘车系统优化及操作事项王佰仟(北京京能未来燃气热电有限公司,北京102209)摘要:燃气轮机在停机之后要保持于盘车方式,时间为24h,该阶段被称作“冷却盘车”,用于保证燃气轮机的均匀冷却,并可以防止缸体变形和转子的弯曲。
经过24h连续盘车后,燃气轮机随时在盘车状态下重新启动。
在“冷却盘车”已完成后,燃气轮机进入“间歇盘车”运行模式,该模式中转子每6h简短地转动一次以检查轴是否能自由转动。
关键词:盘车;冷却盘车;间歇盘车中图分类号:TM611.3 文献标识码:A文章编号=1003-5168(2016) 10-0084-03 Barring System Optimization and Operation Procedures of 9ECombined Cycle UnitWang Baiqian(Beijing Jingneng Future Gas Power Go.Ltd,Beijing 102209)Abstract:The gas turbine to keep on turning in the stop after the time of24 hours,this stage is called"cooling turning",to ensure uniform cooling of gas turbine,and can prevent the bending deformation of the cylinder and the rotor.After24 hours of continuous turning,gas turbine always restart in turning state.In the"cooling turning"has been completed,the gas turbine into"intermittent turning"mode,in this mode,the rotor is briefly rotated every6 hours to check whether the shaft can rotate freely.Keywords:barring;cooling turning;intermittent turning某厂机组配置为:燃机是西门子SGT5-2000E,燃机 盘车装置为液压驱动盘车装置,油源为燃机润滑油系统 供油;重型燃气轮机的气缸和转子的结构较为厚重,使 得停机后的冷却需要很长的时间。
大型机组控制系统改造方案及实施

的存储和 处理 ,对机 组运行操作和异常报警等 以便实现机组 的并网。在机 组带初 负荷后,将 信 息进 行连 续 的定 时采集 处理 ,并且 在 C R T 机组 的控制交给协调后 ,通过协调控 制系统控 上实时 的进行 显示以便运行人员 了解设备 的运 制 压 力 回路 来 改变 汽 机 的进 汽 调 门开 度 , 实 现 行状态 。 汽轮机负荷 的调节 。具体 的控制仍 需要根据 当 ( 2 )C CS系 统 。 CC S系 统 的主 要 功 能 有 : 时协调的控制方式来决定。
』 亚 临 界 、中 间再 热 、凝汽 式 单 轴 双 缸 两 排 汽 、 i 中压 合 缸 汽 轮 机 和 东 方 电机 厂 制 造 的 QF S N. ) 0 . 2 — 2 0型 汽 轮 发 电机 。
由于控 制系 统 改造涉 及不 到 电气系 统, 所 以电气 系统一、二次系统基 本维持原系统运
同时 DE H 仍 可 以 实 现 汽 轮 机 的 阀切 换 、 阀门在 线试验 、OP C控 制超速 保护 及超 速 保 护试验等各项试验要求 。
汽机调压力 ,锅炉调 负荷。两种方式如果切换 时 可 以做到 无扰 切换 。 当机组 负荷 大于 5 0 % 时机组 协调 可 以投 入。 同时 CC S通过 与 R T U 进行连接 ,最终实现 AGC调度负荷 。 燃烧 方 面通 过锅 炉指 令进 行燃 料调 节 , 同时加 以热量校 正,防止由于客观原因而产生 的锅炉 出力偏差 。在调 节燃 料量的同时调节风 量 的 配 比 ,提 高 锅 炉 燃 烧 效 率 , 保 证 锅 炉 燃 烧 安 全 。 当负 荷 产 生 突变 或 者 事 故 情 况 下 , 燃 烧 控 制 系 统 可 以 自动 停 运 磨 煤 机 来 保 证 能 量 的平 衡。 当负荷 小于 3 0 % 时 ,汽 包水位 调节 采用 单 冲量 调节方 式 ,当负荷 大于 3 0 % 时 , 水 位 调节采用三冲量调节方 式。 ( 3 )S CS系统 。S CS系统包 括顺 控组 、
6FA型燃机盘车装置的自主改造

发电运维Power Operation6FA型燃机盘车装置的自主改造杭州华电下沙热电有限公司 林宁 俞立凡摘要:介绍了6FA型燃机原盘车装置的作用及不足,详细介绍了新增加的电动减速器与原盘车装置组成检修盘车装置的技术改造方案及效果。
此项改造对同类型机组有较好的参考价值。
关键词:燃气轮机;盘车装置;自主改造0 引言作为燃气轮机主要辅助系统之一的盘车装置其主要作用:当机组启动前,投入盘车装置,可以检查机组的启动条件和参数情况,并使机组转子脱离静止状态,以降低启动设备的启动力矩,避免机组因受突加大力矩可能引发的叶片、轴承的碰磨损伤;停机后投入盘车装置可防止叶片、大轴、缸体的热变形;长期停运机组,定期盘车又能避免机组大轴弯曲等。
某厂建有2台PG6111FA型燃气轮机发电供热机组。
该燃气轮机原盘车装置为电动机驱动(电动机电压380V;功率15KW;电动机转速1475r/min;输出力矩11100N.M),燃气轮机转子盘车旋转速度为12r/min,速度较快,无法准确地控制大轴旋转一定角度;虽然它也设有手动盘车机构,但操作不便、费力,这大大影响了机组的保养和使用寿命。
另外,该厂连续两年因电网调度发电负荷不足,主设备年利用小时数,2015年不足500h,2016年不足1000h。
机组停机后,需要定期投运盘车一段时间(一般不少于2h)。
其实,就盘车方法而言,为防止大轴受重力影响的弯曲,转子转动最好的办法是定期将大轴旋转180度,既省力,又省时间。
但原盘车装置无法精确控制角度。
因此,燃机运营厂家均希望对原盘车装置进行改造,简化操作,节省能源。
1 改造方案原盘车装置已有手动盘车方式,即在原盘车电动机转轴上套一手动转柄,需要盘车时,两人同时转动手动转柄,燃气轮机大轴就会旋转,但需要的力矩很大,且时间长,操作人员体力消耗巨大,一般不选择,只是事故处理时会考虑人工盘车。
改造方案:选择与原盘车(见图1)电动机外壳固定方便、且其滑动离合器传动头与原盘车电动机转轴相匹配的齿轮箱,并配置一台低功率、低转速、大力矩电机,组成新的电动检修盘车装置。
瓦斯发电机组控制系统升级改造方案
⽡斯发电机组控制系统升级改造⽅案⽡斯发电机组控制系统升级改造考察报告⽡斯发电⼯区2019年2⽉22⽇⼀、胜动⽡斯发电机组控制系统现状2004年以来,胜动集团⽣产的低浓度⽡斯发电机组,先后主要配套了TEM、EAM2、TEM2控制系统。
2004年,胜动⽣产的⽡斯机组主要配套使⽤TEM控制系统,该控制系统成本低,配件易购买,维护简单,但⾃动化程度低,主要依靠运⾏⼈员⼿动操作。
2010年,胜动集团为了提⾼控制系统的⾃动化程度,胜动设计院⾃主研发了EAM2控制系统,该系统核⼼部件主要由胜动集团研发⽣产,但故障率⾼,配件供应不⾜。
2012年以后,为了解决TEM控制系统和EAM2控制系统弊端,胜动集团在TEM的基础上研发了TEM2控制系统,该系统核⼼部件实现了全进⼝化,并且该控制系统⾃动化程度⽐TEM控制系统⾼,故障率⽐EAM2系统低。
TEM2控制系统优点:1、就地柜放置于机组旁边,主要包含发电机主控制器、空燃⽐控制器、调速控制器、点⽕控制器、智能显⽰屏、各类采集数据模块、电压控制模块、⼤功率电源等,⼏乎所有的控制功能全部集中到该柜中。
2、对于发电机组控制系统,选⽤捷克科迈公司、丹麦DEIF公司和利时、蓝普锋等控制系统研发上领先企业的产品。
3、通过物理接⼝采集发动机参数,包括:缸温、排温、油温、⽔温、油压、⽔压、油位、燃⽓调节器位置反馈、空⽓开度反馈等,转速、电⽓参数等采⽤通讯的⽅式从科迈控制器读取。
可以有选择地对燃⽓机参数进⾏记录和查询,所有事件均进⾏记录。
4、机组运⾏控制与保护通过ECU与科迈控制器配合完成,ECU的控制指令全部通过物理线路实现。
5、全⾃动空燃⽐控制算法是基于燃⽓机全⼯况的控制算法,包含:启动、怠速、额定空载、加载、减载等不同运⾏阶段的控制逻辑,具备⾃标定功能。
⼆、焦煤⽡斯发电机组控制系统存在问题及解决措施1、存在问题(1)E AM2是胜动集团科研所⾃主研发产品,核⼼部件配件⽣产量少,并且已经出现缺货。
300MW机组DCS系统的升级改造

300MW机组DCS系统的升级改造华能太仓电厂2号300MW 机组1999年投运生产,采用TXP分散控制系统,运行至今,设备老化、备品卡件采购困难、可靠性逐步降低,2013 年10月利用机组大修将DCS改造升级成Ovation系统。
本文主要论述了改造方案及具体施工过程,讲解了改造后的软硬件配置、施工調试的成功经验及DEH系统数据库一体化升级,针对改造中的问题给出了解决方法,供其他机组DCS改造升级时参考。
标签:Ovation 控制系统;TXP 控制系统;升级改造;300MW0 引言随着计算机技术的迅猛发展,电子产品更新换代的速度也越来越快,一些关键元器件因厂家停产而逐步被市场淘汰,我国早期投入生产的火电机组正面临着备品备件采购困难的窘境,尤其是DCS系统备品卡件,价格昂贵,采购周期冗长,严重危机到了机组的安全经济运行。
因此,电厂热控维护人员应及时商讨对策,选择可靠、经济的方案对原有DCS系统进行升级改造。
1 目前存在问题华能太仓电厂2 号机组于1999 年2 月建成投入商业运行。
锅炉和汽轮机辅助系统采用Siemens 公司的TXP 分散控制系统,实现数据采集DAS、模拟量控制MCS、开关量控制OCS、炉膛安全监视系统FSSS 等功能;现有TXP系统为上世纪九十年代早期产品,系统和卡件连续运行十多年,已严重老化,系统故障率大幅上升,CPU负荷率居高不下,备品备件采购周期长、价格昂贵,维护费用与日俱增,已严重影响到机组的安全、稳定、经济运行;由于系统当初的设计缺陷,TXP 系统可扩展性差,备用通道几近用完,脱硝等新增控制装置无法加入,新技术、新软件也很难有机会融入老系统。
经广泛调研、充分论证和优化选型,最终确定对机组控制系统进行改造,选用EMERSON公司全新的专家控制系统Ovation替换现有的TXP系统。
2 DCS改造总体方案经过前期充分调研和对多种方案进行反复比较,确定方案如下:(1)最大限度地保留现场电缆;(2)拆除原TXP 系统继电器输出柜(RC柜),在电缆层设立4只新的RC 转接柜,DCS指令信号通过新RC转接柜送至就地设备,解决电缆长度不够的问题;(3)拆除原TXP系统输入信号转接柜(MC柜),在原地址设立新的MC中间端子柜,输入信号通过中间端子转接后送至DCS卡件;(4)拆除所有TXP系统AP柜,按功能区建立新的17对DPU柜;(5)原SINEC NET通讯总线系统被Ovation 快速以太网取代;(6)依照原设计进行锅炉主燃料跳闸柜(MFT柜)改造。
300MW机组DCS系统改造实施经验分析
300MW机组DCS系统改造实施经验分析背景300MW机组直流电压调节稳定系统是电厂生产关键设备之一,其主要作用是控制机组输出电压的稳定性和可靠性,以保证电网和负荷的安全稳定运行。
然而,随着电力行业技术的发展和电力市场竞争的加剧,电厂对机组DCS系统的要求越来越高,要求其实现更高的效率和更可靠的运行。
因此,对于现有的机组DCS系统,进行升级改造是非常必要的。
目的本文主要是对一台300MW机组DCS系统的改造实施经验进行分析,旨在总结改造工作中的优点和不足,为以后的类似改造项目提供一定的参考和借鉴。
现状分析改造前,机组DCS系统的性能已经出现了一些问题,主要表现在以下两个方面:•自动调节功能受限。
机组电压的自动调节功能存在不足,无法实现电压的精细调节和稳定控制,给设备的安全运行带来一定的风险。
•监测和故障诊断能力不强。
DCS系统的监测和故障诊断能力较弱,无法准确识别设备故障,并及时进行处理和维护,给电厂生产带来了很大的影响。
改造方案为了解决机组DCS系统现有的问题,改造方案主要包括以下两点:1. 系统升级首先,需要对DCS系统进行升级,增加自动调节功能和监测和故障诊断能力。
在升级过程中,我们选用了较先进的数字化控制技术,通过数字控制器和智能控制算法对机组电压进行精细调节和稳定控制,从而增强了系统的控制和调节能力。
同时,在升级过程中我们也优化了系统的监测和故障诊断能力,引进了一系列新的监测和诊断技术,如基于波形识别的在线监测技术、智能化故障诊断算法等。
这些技术的应用,大大增强了系统对设备的监测和故障诊断能力,提高了系统的可靠性和稳定性。
2. 人员培训除了采取技术手段对DCS系统进行升级,我们还注重对人员的培训工作。
在改造过程中,我们组织了一系列培训课程,包括技术培训、操作培训、维护培训等。
在培训过程中,我们强调操作规程和标准化管理,帮助人员更好地熟悉系统的使用和运行,提高了系统的可操作性和维护性。
改造效果经过改造,机组DCS系统的自动调节功能和监测和故障诊断能力得到了大幅提升。
一种大型汽轮发电机盘车装置运行控制技术改造应用

一种大型汽轮发电机盘车装置运行控制技术改造应用梁志伟(广东粤电云河发电有限公司,广东云浮527321)摘要:针对云浮C 电厂原#5、#6发电机在停机盘车过程中多次出现盘车装置无故跳闸的情况,对原盘车装置控制回路进行了优化设计,优化后的盘车装置控制系统控制操作设计更加人性化,控制回路更加科学,增加了空转试运行功能,电子数字显示电流更准确,增设了自动联锁停盘车功能和运行人员DCS 远程监控与提示功能,极大地提高了设备运行的安全性与可靠性。
关键词:电厂发电机;盘车装置;控制技术;改造0引言盘车是电厂汽轮发电机停机后而缸温压差未下降到安全值期间必须采用的一种辅助工具,其主要作用是防止气缸缸温压差而导致的汽轮机、发电机大轴热变形。
云浮C 电厂#5、#6发电机在停机盘车过程中曾多次出现盘车装置无故跳闸的情况,严重威胁到汽轮发电机转轴安全,也给现场维修人员的人身安全和电厂设备安全带来了巨大风险。
所以,该电厂为确保汽轮发电机转轴等重要设备的安全,对原有的盘车装置控制回路进行了全面的升级改造。
1原发电机盘车装置控制系统云浮C 电厂#5、#6发电机盘车装置控制回路是2009年基建时安装后投产并使用至今,由厂用380V 保安段电源开关供电就地接线端子箱。
系统接线原理图如图1所示。
云浮C 电厂#5、#6发电机盘车装置实际运行中主要存在以下几个问题:(1)原控制箱设计过低,运行操作人员操控较麻烦,操作面板过于复杂,无用按钮太多,操作面板尺寸设计与人的正常思维、识别能力相差较大,容易引起误操作。
(2)厂用380V 保安段电源开关使用的二次插头采用针式插孔,使用时间长了有余位,容易发生接触不良,因其导致盘车装置不能启动的故障曾有出现。
(3)就地控制箱内接线凌乱复杂,因设备故障较多,基建调试阶段查故障后没有梳理控制箱内接线造成接线凌乱,端子及接线头等标识错乱脱落,直接影响到投产运行后故障的查找判断。
(4)原来设计配有的自动装置的仪器仪表线基建安装时就一直没接上,因此其自带的自动保护装置至今并未投入使用,没起到自动保护作用。
简易型大机组控制系统改造方案

大机组简易型控制系统改造方案方案一:保留现有控制和联锁系统,在系统上修改联锁元器件故障输出的设定值,由原来的高于跳车值改为低于跳车值高于报警值。
一旦出现元器件开路或短路的情况系统将显示报警(同时信号状态显示开路或短路)而非直接跳车,接到报警后车间启动相关响应程序。
辅助措施:将联锁信号一分二,数据外采,引入主控室,增加声光报警,仪表元器件故障发生后,可第一时间发现并处理。
优点:简单易行;可有效避免因元器件故障导致的跳车。
缺点:在元器件故障期间,会检测不到真实的数据,如果机组在此期间状态发生变化,可能无法跳车,导致严重后果。
方案二:保留现有控制和联锁系统,将联锁元件的信号通过一拖二的安全栅将信号分离后分别进入机载系统和外部报警系统,机组控制系统继续运行。
分支信号进入外部报警系统后设定2级报警系统,并引入声光报警器,在控制室内进行显示和报警,并设置远程紧急跳车按钮,一旦报警发生则紧急进行判断和处理;同时,对于机器设备本身可靠性很高、重要性不高且每次跳车均由元器件故障导致的机器,建议取消部分元器件容易出故障的联锁,同时在主控室内设定紧急跳车按钮,一旦确认出现的报警属实则认为启动紧急跳机程序。
优点:简单易行,费用低;无需改造设备本身,无需增加元器件;可有效避免元器件故障导致的跳车,提高机器的运行周期。
缺点:提高了机器安全运行的风险;需人为主观干预跳车,不确定性高;有可能导致机器严重损坏。
方案三:保留现有的控制系统(含喘振控制),取消机载系统自带的联锁跳车控制,增设外部联锁控制系统(西门子PLC300系统)来实现机器的联锁跳车控制。
同时在机组上增设油温、油压和振动探头,实现油温和油压3点测量,振动2点测量,从而在PLC上实现温度压力三选二,振动二选二。
该方案需要对机组硬件进行改造,有一定实施难度。
优点:费用适中;保留了熟悉的控制模式和操作方式;非单点联锁的设置可有效避免元器件故障导致的跳车,提高机器的运行周期。
CPR1000核电汽轮机组盘车控制器改造方案

CPR1000核电汽轮机组盘车控制器改造方案
王增辉
【期刊名称】《现代工业经济和信息化》
【年(卷),期】2017(007)010
【摘要】通过阐述SSS盘车装置和控制系统的组成,然后提出PLC改造方案,此方案采用的是西门子公司生产的S7-200系列的PLC,希望能提高主盘车运行的可靠性.
【总页数】3页(P71-73)
【作者】王增辉
【作者单位】福建宁德核电有限公司,福建宁德355200
【正文语种】中文
【中图分类】TM623
【相关文献】
1.某核电汽轮机盘车无法投运原因分析及处理 [J], 王欣欣;孙忠旭;宋大全
2.CPR1000核电汽轮机热力性能试验中不确定度的计算 [J], 高雅军;王佳蒙;金圣隆
3.650MW核电汽轮机组1号轴瓦盘车状态下温升异常处理 [J], 刘利民
4.核电汽轮机主盘车装置常见问题及处理 [J], 邵伟;武书安;孙涛
5.CPR1000东方机型汽机润滑、顶轴及盘车系统油冲洗技术优化 [J], 崔翔东;户啸;朱应周
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机组盘车控制系统技改
发表时间:2017-12-31T10:22:30.287Z 来源:《电力设备》2017年第25期作者:王庆博[导读] 摘要:本厂原有的盘车控制方式存在运行不稳定、监视困难、启动过程复杂、没有事故追忆功能等缺点,因此对其进行一次控制方式的改造,一次性解决上述问题,使盘车系统的启动、运行、监视以及事故追忆各方面得到全面改进。
(大唐阳城发电有限责任公司)摘要:本厂原有的盘车控制方式存在运行不稳定、监视困难、启动过程复杂、没有事故追忆功能等缺点,因此对其进行一次控制方式的改造,一次性解决上述问题,使盘车系统的启动、运行、监视以及事故追忆各方面得到全面改进。
关键词:盘车;控制方式;改造 1概述
我厂汽轮机盘车控制系统采用施耐德小型PLC控制,型号为TSX08CD8R6AS。
盘车控制系统有手动、自动和强制手动三种控制方式。
在实际运行过程中,自动方式因为可能发生顶齿,或啮合不牢的现象,从未使用过自动方式挂盘车。
为保证盘车能及时启动,目前操作方式为手动啮合和手动启动盘车,手动盘车即在PLC的控制下,盘车达到所需的条件时,在控制柜上,手动通过按钮的控制来启停盘车。
而强制手动是作为事故、后备的一种方式,在PLC控制下,无法启动盘车时,不通过PLC就能启动盘车的一种方式。
2改造前盘车控制方式
2.1强制手动
在盘车控制屏内部有一个强启开关,当扳动此开关至接通状态时,无论外界处于何种状态,均可以直接为盘车电机提供380VAC的电源,使盘车电机转动。
在强制手动启动盘车之前,运行人员应推动盘车手柄使主动齿轮与汽轮机大齿轮啮合,同时检查润滑油压和顶轴油压是否已经建立,且满足盘车要求。
2.2手动启动
需要手动投入盘车时,也需要运行人员在现场进行操作,首先将控制屏面板上的“盘车选择”开关旋到“手动”位置,此时盘车控制屏处于手动启动方式下。
当润滑油压建立,顶轴装置已投入,各轴颈均已顶起,运行人员推动手柄使主动齿轮与汽轮机大齿轮啮合,使盘车手柄位置的行程开关处于啮合状态,确认遮盖盘车电动机轴的曲柄端的保护盖是处于正确位置上,即:行程开关闭合,此时按下控制屏面板上的“启动”按钮,控制屏为盘车电机供电,汽轮机开始盘车。
当需要停盘车时,按下控制屏面板上的“停止”按钮,此时盘车电机停止转动,汽轮机盘车停止。
在盘车电机运行和停止时,控制屏面板上的“运行”和“停止”指示灯有相应的状态显示。
控制屏面板上的电压表和电流表随时显示盘车电流及三相电压值。
盘车装置的工作状态信号也可通过机柜端子远传到DCS系统。
汽轮机启动后,当汽轮机的主轴转速大于盘车转速时,盘车就能自动脱扣。
拉杆系统将盘车手柄从啮合位置退出,这时需要运行人员将盘车手柄推向脱开位置,盘车手柄位置的脱开行程开关处于啮合状态,控制屏停止为盘车电机供电,盘车电机停止转动。
当汽机转速大于200rpm时,喷油电磁阀失电,盘车装置的齿轮润滑停止供油。
2.3自动控制
先将控制屏面板上的“盘车选择”开关旋到“自动”位置,此时盘车控制屏处于自动控制方式下。
汽机停机后转子开始惰走,当转速降到200rpm时,控制屏为喷油电磁阀供电,允许润滑油进入盘车装置对齿轮润滑。
当盘车控制PLC 检测到TSI发出的汽轮机零转速信号后,三通常闭电磁阀和常开电磁阀线圈带电,而三通常闭电磁阀不带电,压缩空气通过电磁阀进入双向动作的气动执行机构“啮合”腔室,该机构连接盘车装置啮合和脱开操纵杆,压缩空气推动腔室中的活塞带动拉杆系统将盘车手柄从非工作位置推向工作位置,使主动齿轮与汽轮机大齿轮啮合,当盘车手柄位置的行程开关处于啮合状态时,同时润滑油压正常,各轴颈均已顶起,此时控制屏将自动启动盘车电机。
当汽机处于盘车状态时,零转速信号消失,三通常闭电磁阀和常开电磁阀线圈延时带电10秒钟后断电,禁止压缩空气进入啮合腔室,同时将啮合腔室的空气排放大气。
汽轮机启动后,当汽轮机的主轴转速大于盘车转速时,在离心力的作用下盘车就能自动脱扣。
拉杆系统将盘车手柄从工作位置推向非工作位置,盘车手柄位置的行程开关处于非啮合状态,控制屏停止为盘车电机供电,盘车电机停止转动。
当盘车手柄处于中间位置时,而压力开关由于啮合腔室中没有压缩空气进入处于闭合状态(小于0.138Mpa),因而三通常闭电磁阀带电,压缩空气通过进入“脱开”腔室,推动活塞带动拉杆系统将盘车手柄从工作位置推向非工作位置,当盘车手柄到达脱开位置时,盘车手柄位置行程开关动作,断电,截断压缩空气进入脱开腔室。
当汽机转速升到200rpm以上时,喷油电磁阀失电,盘车装置的润滑油停止供给。
在自动盘车状态下,如果由于某种原因需要停止盘车,可手动停盘车。
即:按下控制屏面板上的“停止”按钮,此时盘车电机停止转动,汽轮机盘车停止。
自动状态下手动停盘车属于非正常状态,因此,即使外部条件满足自动盘车的启动条件,控制屏也不会启动盘车装置。
只有将控制屏面板上的“盘车选择”开关旋到“手动”位置,进行手动启动。
3目前盘车控制系统存在的问题 3.1盘车在自动启动方式下,对控制回路设备及压缩空气的气源要求较高,在实际运行过程中,可能发生顶齿,或啮合不牢的现象,因此从未使用过自动方式挂盘车。
为保证盘车能及时启动,目前操作方式为手动啮合和手动启动盘车。
3.2汽轮机的3、4、5、6、7、8瓦的顶轴油支管的顶轴油压监测有一个就地压力表,还有一个同时输出两对节点的压力开关,其中一对节点送往盘车,另一对节点送往DCS显示。
由于顶轴油泵启动时泵出口压力变化大,对压力开关冲击易造成压力开关损坏。
每次启动盘车,经常会有一两个顶轴油压力开关信号回不来,导致盘车允许启动条件不满足,无法正常启动。
这时只能由汽机专业人员通过就地压力表和现场经验判断顶轴油压是否正常,然后强启盘车;或者由热工专业人员将不满足的顶轴油压信号旁路后手动启动盘车。
3.3盘车PLC没有上位机,也没有历史记录,无法进行事故追忆。
如:2013年02月19日,盘车无故停运,无法通过有效的手断来判断故障现象,现场检查盘车条件满足,判断可能为某个信号闪动,但不能准确知道事故原因,为盘车安全运行留下隐患。
3.4经常会有一两个到DCS的顶轴油压力开关信号回不来,运行人员无法根据压力开关对各瓦的顶轴油压做到实时、有效的监视。
4盘车控制系统的具体改造方案本次改造的具体改造方案如下:
4.1更换顶轴油压力开关:
①将原来的顶轴油压力开关拆下,用M20*1.5mm转1/2’的转接头接压力变送器;根据安装后的压力变送器对桥架进行适当修改,安装压力变送器所需要重新布置电缆走向的桥架约8米。
②每台机组增加6台压力变送器,厂家ROSEMOUNT,型号:3051TG4A2B21AB4,带安装支架及附件,配相应的活接头(用于连接管路Φ16*3mm,M20*1.5mm)。
③在DCS系统的AP05中,增加一块FUM230卡件,将原来接压力开关的线,接到新装的模件上。
并在ES680中布置好通道和相应的逻辑。
4.2对盘车控制系统的具体改造方案:
①取消原来盘车控制系统所用PLC,将其控制逻辑全部做至DCS里,所有的条件和控制方式与原PLC系统保持一致。