面向高炉料面形状检测的雷达传感器优化布设
高炉炉内监测技术新进展

高炉炉内监测技术的新进展高征铠(北京科技大学北京!"""#$)前言高炉是一个在高温高压条件下冶炼生铁的密闭反应器。
目前,工长通过常规的温度、压力、流量和煤气成分等检测结果来判断炉况、操作高炉。
对工长来说,高炉仍然是一个黑匣子。
根据高炉操作的需要,开发高炉炉内监测技术,打开高炉黑盒子,使高炉工长能及时了解高炉炉内的状况,变被动操作为主动操作是炼铁工作者梦寐以求的愿望。
为了改变现有炉内监测技术不足的状况,北京科技大学和北京神网创新科技有限公司发明了插入式炉窑摄像仪(专利号%&"’!’!()#*"),合作研制生产了高炉料面红外摄像仪和图像信息处理系统、高炉风口红外摄像仪和图像信息处理系统、高炉炉体监测与诊断系统等新型高炉炉内监测装置。
这些装置能在高炉生产条件下在线观察料面气流分布情况和炉顶设备运行状况、观察风口的工作状况和喷煤情况、了解炉衬的温度分布与侵蚀状况。
这些新型炉内监测装置,在打开高炉黑盒子状况方面取得了进展,获得的直观影像和图像信息对高炉工长操控高炉具有指导意义,已经在很多高炉上得到应用。
!高炉料面红外摄像仪和图像信息处理系统对高炉炉喉断面状况的检测需要推动了新技术的开发。
上世纪八十年代末、九十年代初,国内外研究开发了采用机械扫描方法得到高炉料面温度分布图像的“热图像仪”、“高炉炉顶料面温度摄像仪”,采用摄像机的“监视用摄像机”等装置,观察料面状况和分析料面的温度分布,用于指导高炉操作,在打开高炉黑盒子状况方面迈进了一大步。
受限于当时的技术水平和条件,装置形体大、价格昂贵,仪器安装在炉壳外部,观察孔很大、移动和防护装置复杂、扫描装置寿命短、保护气体用量大、生产维护费用高。
在高炉使用过程中镜头和视窗结灰问题一直没有解决,复杂的视窗活门和机械调焦装置经常出现故障,在高炉生产过程中不能进行维护和检修,只能等待休风时才能处理,因而没有得到推广应用。
多种方式提高无料钟炉顶设备控制精度

对 于提 高高炉利 用 系数 、 降低 焦 比奠定 了基础 级控 制基 础 , 同类型 高炉 的炉顶 设备 自动 化检 测控 制方 面具 在 有 一 定的推 广和 应 用价值 。
关键词 : 料钟 高 炉 料 面 高度检 测 料 流 阀控 制 溜槽倾 动控 制 无
・述 概
提高布料精度对高炉生产起着至关重要的作用,
一
现在 已经开发 出雷达探尺用来替代机械探尺。 雷达探尺解决了重锤脱落 、 位置不稳定等问题 , 可以
持续不间断检测料面高度。没有 了重锤 , 又不会影
般为弱 电信号 , 容易受到现场设备动作和其他大
功率设备 的振动 、 干扰 , 使检测信号产生波动、 跳变 , 进而保证设备 的控制准确性。
一
另 外 随着 各 种 先进 技 术 的不 断 出现 , 射线 料 空
3 1 现场 采集信 号 的无扰 处理 .
检测 、 雷达探尺料面检测 、 红外炉内成像等技术不断
炉顶布料设备的动作具有严格的时序性和连锁
应用到高炉的设备控制及实时检测过程当中, 也大 要求, 设备的自 动工作状况必须依赖于现场位置信
合。当然雷达探尺也有其局限性 , 容易受炉 内粉尘、 温度等因素的影响, 可以通过氮气吹扫和循环水冷 却的方式加以消除。
其次设备控制准确性的提高必须依靠控制程序 测得数据经过与机械探尺相E较, 匕 料面曲线相对吻
标偏差最小, 并且在偏差增大时作自 我修正, 使偏差 3 提 高设 备控 制精 度
点探或连续探测料面高度。位置检测设备以标尺和
— —
视, 这样就有效的避免了因抖动造成的假信号对设备
控制的影响。同时利用监控画面实行手动强制干预,
作 简 柳 ( 6 一 , 1 8 月 业于 北 学院 者 介:希泉 1 5 ) 9 年7 毕 东 工 无线 9 男, 8 电 术 业 现 动 部副 任,级 程 主 从 冶 工 技 专 。 任自 化 主 高 工 师, 要 事 金 序
配料仓称重传感器安装调试法

配料仓称重传感器安装调试工法中冶集团华冶资源公司天津工业设备安装分公司彭廷生王文凯刘明丽1 前言称重式料位计解决了雷达、超声波等对于固体物料表面不平、灰尘等造成的测量不精确的固有问题,因此在现代冶金行业的物位测控中得到了广泛的应用,逐步取代了雷达和超声波料位计。
在近几年的施工中我们不断总结和改革称重料仓柱压式称重传感器的安装工艺和调试技术,建立和总结了一套新的比较简洁实施的安装和调试技术,既保证了设备安装的精度,节约了大型机械设备的运用,又缩短了施工时间,取得了显著的效益。
2 工法特点2.1称重传感器安装难度大,料仓重量比较重,有的甚至达到上百吨重。
在整个料仓安装(包括内衬安装)焊接完成前,称重传感器不能进行安装。
2.2称重传感器安装过程中,利用千斤顶顶升技术,实现料仓的顶升,完成了传感器的安装。
2.3安装工艺简洁,简洁实施操作、安装精度高等优点。
2.4利用“模拟标定法",调试精度高、方法简洁、适用,满足了称重计量的要求。
3 适用范围本工法适用于各种大中型配料仓柱压式称重传感器的安装调试工作。
4 工艺原理传感器系统调试接受模拟法进行标定,利用传感器的输出信号呈线性的原理运用标准砝码测出传感器输入4个传感器为等效电路(4-1)。
4-1 称重传感器简化等效电路图电阻应变计工作原理以金属材料为转换元件的电阻应变计,其转换原理是基于金属电阻丝的电阻——应变效应。
所谓应变效应是指金属导体(电阻丝)的电阻值随变形(伸长或缩短)而发生变更的一种物理现象。
电阻应变片结构图(4-2)如下:图4-2 电阻应变片结构图称量斗的重力作用在传感器上,传感器弹性体受力变形,内部贴片电阻发生变更,输出电压信号,该电压信号和所受力的大小成正比,该信号较小,大约在0~30mV以下。
智能重量变送器在显示重量的同时,再将小的mV信号放大并转化为4~20mA标准信号,供限制系统应用。
5 施工工艺流程及操作要点5.1施工工艺流程称重传感器安装位置标高确定临时支撑制作安装称重传感器及附件安装电气回路接线检查料仓称重传感器系统模拟调试系统的实物标定资料整理5.2施工操作要点5.2.1料仓称重传感器底座标高确定在料仓基础安装完成后,料仓没有就位前(假如料仓就位后四点标高测量就会有难度),首先将须要安装称重传感器4点位置标高,确定是否在一个水平面上。
配料仓称重传感器安装调试工法

配料仓称重传感器安装调试工法中冶集团华冶资源公司天津工业设备安装分公司彭廷生王文凯刘艳丽1 前言称重式料位计解决了雷达、超声波等对于固体物料表面不平、灰尘等造成的测量不准确的固有问题,因此在现代冶金行业的物位测控中得到了广泛的应用,逐步取代了雷达和超声波料位计。
在近几年的施工中我们不断总结和改革称重料仓柱压式称重传感器的安装工艺和调试技术,建立和总结了一套新的比较容易实施的安装和调试技术,既保证了设备安装的精度,节省了大型机械设备的使用,又缩短了施工时间,取得了显著的效益。
2 工法特点2.1称重传感器安装难度大,料仓重量比较重,有的甚至达到上百吨重。
在整个料仓安装(包括内衬安装)焊接完成前,称重传感器不能进行安装。
2.2称重传感器安装过程中,利用千斤顶顶升技术,实现料仓的顶升,完成了传感器的安装。
2.3安装工艺简单,容易实施操作、安装精度高等优点。
2.4利用“模拟标定法",调试精度高、方法简单、适用,满足了称重计量的要求。
3 适用范围本工法适用于各种大中型配料仓柱压式称重传感器的安装调试工作。
4 工艺原理传感器系统调试采用模拟法进行标定,利用传感器的输出信号呈线性的原理使用标准砝码测电位器进行调整4电路也不一样,为了分析方便,都可以简化为等效电路(4-1)4-1 称重传感器简化等效电路图电阻应变计工作原理以金属材料为转换元件的电阻应变计,其转换原理是基于金属电阻丝的电阻——应变效应。
所谓应变效应是指金属导体(电阻丝)的电阻值随变形(伸长或缩短)而发生改变的一种物理现象。
电阻应变片结构图(4-2)如下:图4-2 电阻应变片结构图称量斗的重力作用在传感器上,传感器弹性体受力变形,内部贴片电阻发生变化,输出电压信号,该电压信号与所受力的大小成正比,该信号较小,大约在0~30mV 以下。
智能重量变送器在显示重量的同时,再将小的mV 信号放大并转化为4~20mA 标准信号,供控制系统应用。
5 施工工艺流程及操作要点5.1施工工艺流程称重传感器安装位置标高确定 临时支撑制作安装 称重传感器及附件安装 电气回路接线检查 料仓称重传感器系统模拟调试 系统的实物标定 资料整理5.2施工操作要点5.2.1料仓称重传感器底座标高确定在料仓基础安装完成后,料仓没有就位前(如果料仓就位后四点标高测量就会有难度),首先将需要安装称重传感器4点位置标高,确定是否在一个水平面上。
远程相控阵雷达搜索参数优化设计
219463770_基于运动轨迹和径向距离的高炉料面堆积形状建模方法

基于运动轨迹和径向距离的高炉料面堆积形状建模方法蒋朝辉 1, 2周 科 1桂卫华 1, 2曹 婷 2潘 冬 1朱既承1摘 要 高炉料面形貌是反映煤气流分布和煤气利用率的关键指标, 研究高炉料面炉料堆积形状数学建模方法对实现高炉精准布料控制和“双碳”战略在钢铁行业落地具有重要意义. 针对高炉多环布料情况下料面堆积形状预测难的问题, 本文提出了一种基于炉料运动轨迹和径向移动距离的高炉料面炉料堆积形状建模方法. 首先, 提出了一种与炉料初始状态和溜槽状态相关的炉料运动轨迹建模方法, 获取炉料从节流阀至料面的炉料运动轨迹, 并确定炉料在炉喉空区的内轨迹曲线和外轨迹曲线. 然后, 基于炉料运动轨迹和初始料面形状, 以体积守恒原则为约束, 提出了一种基于炉料径向移动距离的高炉料面炉料堆积形状数学建模方法, 获取炉料在料面的堆积形状. 最后, 基于某钢铁厂2# 高炉的尺寸建立离散单元法 (Dis-crete element method, DEM) 仿真模型, 模型仿真结果验证了所提方法的准确性和有效性.关键词 高炉料面, 数学建模, 运动轨迹, 径向距离, 堆积形状, 离散单元法引用格式 蒋朝辉, 周科, 桂卫华, 曹婷, 潘冬, 朱既承. 基于运动轨迹和径向距离的高炉料面堆积形状建模方法. 自动化学报,2023, 49(6): 1155−1169DOI 10.16383/j.aas.c220768A Modeling Method of Blast Furnace Burden Surface Accumulation ShapeBased on the Motion Trajectory and Radial DistanceJIANG Zhao-Hui 1, 2 ZHOU Ke 1 GUI Wei-Hua 1, 2 CAO Ting 2 PAN Dong 1 ZHU Ji-Cheng 1Abstract The blast furnace burden surface is the key index to reflect the distribution of gas flow and the utiliza-tion rate of gas. Studying the mathematical modeling method of burden flow accumulation shape on the blast fur-nace burden surface is of great significance to realize the precise charging control and the implementation of “dual carbon” strategy in the steel industry. Aiming at the difficulty of predicting the burden flow accumulation shape in the blast furnace multi-ring charging, a modeling method for the accumulation shape of the burden flow on the blast furnace burden surface based on the burden flow motion trajectory and radial movement distance is proposed.Firstly, a modeling method of burden flow motion trajectory relate to the burden flow state and chute state is pro-posed to obtain the motion trajectory of burden flow from throttle valve to the burden surface, and further determ-ine the internal and external trajectory of burden flow in the blast throat. Secondly, a mathematical modeling meth-od of burden flow accumulation on the blast furnace burden surface based on the radial moving distance is pro-posed to obtain the accumulation shape of burden flow on the burden surface according to the motion trajectory,initial shape of burden surface, and the principle of volume conservation. Finally, a discrete element method (DEM)simulation model is established based on the 2# blast furnace of a steel plant, and the simulation results verify the accuracy and effectiveness of the proposed method.Key words Blast furnace burden surface, mathematical model, motion trajectory, radial distance, accumulation shape, discrete element method (DEM)Citation Jiang Zhao-Hui, Zhou Ke, Gui Wei-Hua, Cao Ting, Pan Dong, Zhu Ji-Cheng. A modeling method of blast furnace burden surface accumulation shape based on the motion trajectory and radial distance. Acta Automat-ica Sinica , 2023, 49(6): 1155−1169钢铁工业是国民经济的重要基础产业, 是国家工业发展的重要支柱产业, 也是衡量国家经济水平和综合国力的重要标志. 高炉炼铁是钢铁工业中的上游核心工序, 其炼铁产量占世界生铁产量的95%收稿日期 2022-10-04 录用日期 2023-02-10Manuscript received October 4, 2022; accepted February 10,2023国家重大科研仪器研制项目(61927803), 国家自然科学基金基础科学中心项目(61988101), 湖南省科技创新计划(2021RC4054), 国家自然科学基金青年基金(62103206), 中国博士后科学基金(2021M701804)资助Supported by National Major Scientific Research Equipment of China (61927803), National Natural Science Foundation of China Basic Science Center Project (61988101), Science and Techno-logy Innovation Program of Hunan Province (2021RC4054), Na-tional Natural Science Foundation for Young Scholars of China (62103206), and Postdoctoral Science Foundation of China (2021M701804)本文责任编委 董峰Recommended by Associate Editor DONG Feng1. 中南大学自动化学院 长沙 4100832. 鹏城实验室 深圳5180001. School of Automation, Central South University, Changsha 4100832. Peng Cheng Laboratory, Shenzhen 518000第 49 卷 第 6 期自 动 化 学 报Vol. 49, No. 62023 年 6 月ACTA AUTOMATICA SINICAJune, 2023以上, 是钢铁制造过程中能耗最大、CO2排放最多和成本最高的环节[1−2]. 炉料在高炉料面的堆积形状是判断煤气流分布是否合理、及时发现异常情况的关键指标, 而高炉布料制度直接决定了炉料在高炉料面的堆积形状. 因此, 研究高炉料面炉料堆积形状数学建模方法对实现高炉精准布料控制和“双碳”战略在钢铁行业中落地具有重要意义.当前料面形状建模主要有基于实体模型的比例模型实验法、基于数值计算的离散单元法(Discrete element method, DEM)和基于物料运动规律的机理模型法. 比例模型实验法是以实体高炉为参考,搭建等比例或缩比例的物理模型, 模拟高炉布料全过程, 并安装高精度检测设备获取料流运动轨迹和料面堆积形状. 例如, Jimenez等[3]用1/10的比例高炉测试布料模式和煤气流对炉料分布的影响. Mitra 等[4]用多段折线描述料面堆积轮廓, 并在1/10的高炉模型中进行验证. Kajiwara等[5]使用等比例模型研究高炉布料全流程, 发现高炉料面混合层的存在,并基于实验结果建立高炉布料仿真模型. 比例模型实验法能够直接观察炉料运动状态及料面堆积形状, 但模型费用高、实施过程繁琐、数据精度难保证, 该方法难以作为一种常规研究方法为研究者提供帮助.DEM以数值仿真软件为基础, 设定高炉布料初始条件, 仿真分析高炉布料运动过程. 随着计算机性能的增强, 国内外研究学者采用DEM对高炉炉顶炉料运动进行了大量的研究, 包括高炉布料操作参数[6−9]、旋转溜槽形状[10−12]、颗粒属性[13−15]等对炉料运动速度的影响. 此外, 诸多学者将比例模型实验法和DEM结合进行了大量相关研究. 例如, Mio 等[16]使用高速相机记录1/3比例模型的高炉布料行为, 并与DEM仿真结果进行对比, 验证了DEM仿真预测粒子运动轨迹具有较高的可靠性. Wei等[17]基于DEM研究了粒子滚动系数和摩擦系数对炉料堆积休止角的影响, 并利用比例模型实验确定了DEM 仿真中粒子的摩擦系数. Holzinger等[18]基于DEM 研究了溜槽起始倾斜角度和旋转方向对布料过程料面堆积料层的质量分数的影响, 并用工业生产温度数据进行了验证. Yu等[19]将物理试验和DEM结合, 研究了高炉炉顶料流运动轨迹及料面堆积轮廓的形成, 发现焦炭在下落轨迹与料面的交汇处堆积,而球团则向高炉中心运动. Mitra等[20−21]使用1/10比例模型和DEM研究了高炉料面焦炭的塌陷和混合层的形成, 并定量评估了焦炭的混合和塌陷程度. DEM不仅能很容易获取粒子的空间运动状态, 还具有较高的精度, 获得了大量研究者的青睐, 被广泛应用于实验室环境仿真高炉冶炼, 但因其计算时间长、对计算机性能要求高, 难以应用于工业现场.机理模型法是通过物料的受力情况分析炉料运动轨迹及炉料在料面的堆积形状. Radhakrish-nan等[22]提出了一种二维数学模型来描述高炉顶部料流的运动轨迹和料面堆积形状. 朱清天等[23]在考虑煤气流的情况下建立料流运动轨迹模型, 为实现布料控制奠定了基础. 杜鹏宇等[24]在建立料流运动数学模型时重点考虑了炉料受力变化对料流宽度的影响, 进而建立了无钟炉顶布料的料流宽度数学模型. Fu等[25]建立了料面分布数学模型, 并考虑了料面下降对料面分布的影响. 张森等[26]提出了一种基于雷达数据和机理模型双驱动的高炉料面形状建模方法, 用一条概率分布的带来描述高炉料面形状. Fojtik等[27]根据料流落点位置、颗粒半径和最大休止角确定内外堆积角度, 并通过大量实验来确定修正系数, 进而确定料面堆积形状. Nag等[28]基于激光检测仪获取料线高度, 提出了一种正态分布函数来描述料面堆积轮廓, 并基于体积守恒原则确定正态分布曲线的参数. Li等[29]以料流运动轨迹模型为基础, 并基于炉料运动散射距离建立料面轮廓模型,进而开发高炉布料模型.前人的研究对高炉高效冶炼做出了巨大的贡献, 但仍存在一些问题需要解决: 1) 所建炉料运动轨迹模型仅能获取单质点的运动轨迹, 难以确定料流在料面的落点宽度; 2) 料面堆积形状建模需要通过大量实验获取散射距离, 忽视了炉料运动速度与料面堆积形状之间的关系. 因此, 本文提出了一种基于炉料运动轨迹和径向移动距离的高炉料面炉料堆积形状建模方法.本文的主要贡献是:1)提出了一种基于坐标变换的炉料运动轨迹建模方法. 该方法分别计算节流阀不同位置处炉料颗粒在高炉炉顶的运动轨迹, 形成料流运动轨迹集合, 并找出料流运动轨迹在炉喉空区的内轨迹与外轨迹以进一步计算料面堆积形状. 在计算炉料在溜槽上滑动的初始运动速度时充分考虑碰撞位置和炉料碰撞前的速度, 以此求解炉料与溜槽碰撞后的三维运动速度. 同时, 利用绝对运动与相对运动和牵连运动之间的关系, 将炉料在溜槽上的运动分析从静坐标系转移到与溜槽一同旋转的动坐标系中, 减小炉料在旋转溜槽上运动建模的复杂程度.2)提出了一种基于径向移动距离的炉料堆积形状建模方法. 以炉料在炉喉空区的内外轨迹和运动速度为基础, 计算炉料在料面的落点位置以及炉料落到料面后的最大径向移动距离, 并以体积守恒原则为约束建立料面堆积形状描述方法, 实现高炉多环布料时的料面堆积形状预测.1156自 动 化 学 报49 卷1 基于坐标变换的炉料运动轨迹建模高炉布料过程实际上是炉料颗粒从节流阀流出经中心喉管、旋转溜槽、炉喉空区落到料面, 堆积形成新的料面形状的运动过程, 如图1所示. 为简化数学模型, 炉料运动过程机理建模时做出以下假设[22]:1) 炉料颗粒离开节流阀时的水平速度分量为零;2) 炉料颗粒只有质量, 没有形状大小; 3) 高炉布料过程中炉料颗粒之间互不影响; 4) 炉料在溜槽上运动时始终在溜槽上滑动且不存在滚动摩擦力; 5) 炉料在料面运动中其摩擦系数保持不变, 且只存在滑动摩擦.称量料罐节流阀中心喉管旋转溜槽高炉料面炉喉空区图 1 高炉炉顶炉料运动过程示意图Fig. 1 Schematic diagram of the moving process ofburden flow on the blast furnace top1.1 坐标变换方法n 高炉布料过程中料流由 个初始速度相同、初OXY Z Z βY r γO ′X ′Y ′Z ′始位置不同的小颗粒组成. 因此, 不同位置的颗粒离开节流阀时的运动轨迹不同, 为快速计算不同初始位置炉料在高炉炉顶的运动轨迹, 建立相对高炉静止的静坐标系和与溜槽一同旋转的动坐标系, 如图2所示. 溜槽运动过程中, 溜槽到达的任意位置均可由溜槽初始位置经两次旋转到达. 围绕静坐标系 的 轴旋转角度 , 得到过度旋转坐标系;再绕过度旋转坐标系的 轴旋转角度 即可得到溜槽当前的位置, 即动坐标系 . 颗粒在静坐标系和动坐标系之间的位置关系为(x,y,z )(x ′,y ′,z ′)其中 为颗粒在静坐标系中的位置; 为颗粒在动坐标系中的位置.1.2 炉料运动轨迹建模n 炉料运动过程机理建模分为5个部分: 炉料离开节流阀、炉料在中心喉管自由下落、炉料与溜槽发生碰撞、炉料在旋转溜槽上运动、炉料在炉喉空区运动. 本节对料流运动过程进行力学分析, 建立炉料到达料面的运动轨迹数学模型,并根据 个炉料颗粒的运动轨迹集合确定料流在炉喉空区的内轨迹曲线和外轨迹曲线.1.2.1 节流阀排料模型节流阀是高炉炉顶布料操作的关键设备之一,(a) 整体示意图(a) Overall schematic(b) 绕 Z 轴旋转(b) Rotate around the Z -axis(c) 绕 Y r 轴旋转(c) Rotate around the Y r -axisY r图 2 坐标变换过程示意图Fig. 2 Schematic diagram of the coordinate transformation process6 期蒋朝辉等: 基于运动轨迹和径向距离的高炉料面堆积形状建模方法1157v 0是调节排料速度和排料时间的唯一手段. 炉料离开节流阀时的速度可以通过水力学连续性方程计算,炉料离开节流阀时的位置和速度可以表示为Q ρS L s d x 0,y 0,h a 其中 为料流质量流量, 单位为kg/s; 为炉料的堆积密度, 单位为kg/m 3; 为料流在节流阀处的流通面积, 单位为m 2; 为节流阀打开长度, 单位为m; 为炉料的平均直径, 单位为m. 分别表示炉料离开节流阀时在静坐标系中的三维空间位置.1.2.2 炉料在中心喉管下落模型炉料离开节流阀后进入中心喉管, 在重力的作用下做自由落体运动, 则炉料落到溜槽前其运动速度表示为g h w β0γ0h w 其中 为重力加速度, 单位为m/s 2; 为溜槽悬挂点到炉料与溜槽接触时的有效高度, 单位为m. 假设炉料从节流阀开始运动至到达溜槽表面, 溜槽水平旋转了 , 倾斜了 , 则 可以表示为e θ0R 其中 为溜槽倾动距, 单位为m; 为炉料落到溜槽上时在溜槽上的偏析角度, 单位为 °; 为溜槽半径, 单位为m. 则炉料与溜槽碰撞前的位置和速度在动坐标系中表示为r ′1v ′1其中 和 分别表示炉料与溜槽碰撞前在动坐标系中的位置和速度.1.2.3 炉料与溜槽碰撞模型n 炉料与溜槽碰撞后存在速度损失, 且速度损失可以分解为法向速度损失和切向速度损失. 图3显示了炉料与溜槽碰撞前后的入射速度与出射速度之间的关系, 其中 为碰撞点的法向量, 由碰撞点的位置直接决定, 表示为f (·)θint 其中 为溜槽曲面表达式. 为入射速度与法向量之间的夹角, 与入射速度和碰撞点法向量相关,表示为v ′2=[v ′2,x ,v ′2,y ,v ′2,z ]T当炉料与溜槽碰撞时入射速度和碰撞点均已求出, 即法向量和入射角度可求出. 角 为待求出射速度, 表示为θout为炉料与溜槽碰撞后出射速度与碰撞点法向量之间的夹角, 出射角与出射速度和法向量之间的关系表示为根据图3的几何关系可得e n e t 其中 为炉料与溜槽的法向碰撞恢复系数, 与碰撞物的材质有关, 为定值. 为炉料与溜槽碰撞的切向恢复系数, 与碰撞物的材质及碰撞时的入射角相关, 表示为θout 根据式(10)可以求出炉料与溜槽碰撞后的出射角 为1图 3 炉料与溜槽碰撞前后速度关系示意图Fig. 3 Schematic diagram of the velocity relationshipbetween the burden flow and chute collision1158自 动 化 学 报49 卷()进一步可以求出炉料与溜槽碰撞后的速度大小同时, 炉料与溜槽碰撞前后的速度以及碰撞点的法向量符合共面性质, 即出射速度可以表示为a b 其中 和 为常数. 将式(14)展开表示为a b v ′2,x v ′2,y v ′2,z v ′2联立式(8)、(9)和(15)可分别求出 、 、 、 和 , 即可求出颗粒与溜槽碰撞后的出射速度 .1.2.4 炉料在溜槽上滑动模型炉料在旋转溜槽上运动时受到重力、支持力、摩擦力、科氏力等的作用, 在动坐标系内分析炉料的受力情况有助于减少分析复杂程度, 能简单、快速解出炉料在溜槽上的运动轨迹.在动坐标系中, 颗粒相对溜槽的位置如图4所示. 炉料在溜槽内的相对位置、速度和加速度分别表示为[30]θY ′其中 为颗粒在溜槽上的偏析角, 规定颗粒在 负轴时为正值.在溜槽上与颗粒接触的点为牵连点, 牵连点的位置、速度和加速度分别为ωa a r a e a c 其中 为溜槽的角速度, 为溜槽的角加速度. 溜槽旋转时, 炉料的绝对加速度为相对加速度 、牵连加速度 和科氏加速度 之和, 表示为a c =2ω×v r G ′F ′N F ′f 其中 , 为科氏加速度. 在动坐标系中,炉料受到重力、支持力和摩擦力 的作用,分别表示为F N µ其中 为颗粒受到支持力大小, 单位为N; 为颗粒与溜槽的摩擦系数. 则颗粒在溜槽上受到的合力为(a) 整体示意图(a) Overall schematic (b) O ′X ′Z ′ 截面(b) O ′X ′Z ′ section(c) O ′Y ′Z ′ 截面(c) O ′Y ′Z ′ section图 4 炉料在溜槽上位置示意图Fig. 4 Schematic diagram of the positionof the burden flow on the chute6 期蒋朝辉等: 基于运动轨迹和径向距离的高炉料面堆积形状建模方法1159结合牛顿第二定律, 联立式(18)和(20)并进行化简, 得到r 3v 3Runge-Kutta 算法是一种求解微分方程使用最广泛、最有效的方法之一, 利用计算机仿真求解时可以省去求解微分方程的复杂过程[31]. 调用MAT-LAB 软件中的ode45函数迭代求解炉料在溜槽上运动不同时刻的位置、速度和加速度. 则炉料离开溜槽末端时在静坐标系中的位置 和速度 可以表示为β1γ1r ′3v ′3其中 和 分别表示炉料颗粒到达溜槽末端时, 相对离开节流阀水平旋转的角度和倾斜的角度. 和 分别表示在动坐标系中炉料在溜槽末端的位置和速度.1.2.5 炉料在炉喉空区斜抛模型X Y Z 炉料离开溜槽后, 在炉喉空区受到重力和煤气阻力的影响. 若在炉喉空区只考虑重力对炉料运动轨迹的影响, 则炉料在 轴和 轴做匀速运动, 在 轴做匀加速运动, 则炉料在空区的运动轨迹表示为v 3,x v 3,y v 3,z x 3y 3z 3其中 、 和 表示炉料离开溜槽末端时的三维空间速度; 、 和 表示炉料离开溜槽末端t 时的三维空间位置; 表示炉料从溜槽末端到料面的运行时间, 由炉料离开溜槽末端时的位置和速度以及料面高度直接决定.在多环布料中, 假设料面形状对称, 布料操作所形成的料流落点也对称, 因此, 可以用炉料在炉喉的径向移动距离和落点高度表示炉料落点位置,表示为S r S z Z 其中 和 分别表示炉料的径向移动距离和 轴移动距离.Z v 4,z OXY v 4,p OXY v 4,r v 4,n OXY OP θ3炉料落到料面后的速度可以分解为 轴速度 和 平面速度 , 其中 平面速度又可以分解为径向速度和切向速度 . 图5显示了炉料在炉喉水截面的速度分布几何关系, 根据几何关系可以求出 平面速度与 之间的夹角 , 表示为P 4Z 则炉料在落点 处的 轴速度、径向速度和切向速度分别表示为v 4,r 根据炉料在落点处的径向速度 可以求出炉料在料面处的最大径向移动距离.图 5 炉料在料面落点位置和速度分布示意图Fig. 5 Schematic diagram of the position and velocity distribution of the burden flow on the burden surface1160自 动 化 学 报49 卷1.2.6 炉料在炉喉空区内外轨迹模型n f int f out 节流阀不同位置处的炉料在高炉炉顶形成不同的运动轨迹, 根据第1.2.1 ~ 1.2.5节求出 个颗粒在高炉炉顶的运动轨迹集, 并确定炉喉空区中距离高炉中心轴最近的轨迹为内轨迹 , 距离高炉炉壁最近的轨迹为外轨迹 .2 基于径向移动距离的料面堆积形状建模炉料离开溜槽落到料面后堆积形成料面形状.料面形状可以采用高斯分布[28]、两段直线[32]、两段直线和一段曲线[33]等方法描述. 为了简化模型, 本文采用两段直线方法描述料面堆积形状. 根据物料堆积特性, 当物料自由堆积时形成圆锥形状, 即堆积的截面为等腰三角形. 高炉布料时在料面的堆积截面也可看作三角形, 但由于炉料落到料面时存在径向速度, 即炉料会向炉墙方向移动一段距离, 因此,炉料的外堆角比内堆角小.2.1 等体积原则基于质量守恒原理, 离开节流阀的炉料质量与堆积在料面的炉料质量相同. 为更好研究基于高炉布料矩阵的料面堆积形状, 作出如下假设: 1) 炉料堆积过程中堆积密度保持不变; 2) 同一节流阀开度下炉料经过节流阀的流量恒定; 3) 高炉布料过程中溜槽旋转的圈数为整数, 即保证炉料在料面堆积形状高度对称. 则高炉布料的实际体积为Q ∆t ρ其中 为炉料离开节流阀的质量流量, 单位为kg/s; 为炉料经过节流阀的时间, 单位为s; 为炉料在称量料罐和料面的堆积密度, 单位为kg/m 3.则高炉布料操作完成后, 炉料在料面的堆积体积为f b 1(r )f b 0(r )R f 其中 为布料结束后料面形状, 为布料开始前料面形状, 为炉喉半径. 根据体积守恒原则, 料面堆积炉料的体积与离开节流阀的炉料体积应一致, 即η式中 为允许的误差范围, 本文为2.5%.2.2 料面堆积形状建模f b 0(r )f int (r )f out (r )S 0Q 0O ′′R ′′Z ′′R ′′OXY Z X Y R ′′=√X 2+Y 2Z ′′Z 高炉料面对称时, 料面形状可以用料面径向轮廓表示. 炉料堆积过程如图6所示. 图6(a)展示了炉料在料面的堆积过程, 原始料面函数表示为, 料流内轨迹函数为 , 料流外轨迹函数为 , 料流内轨迹和外轨迹分别与初始料面相较于点 和 . 在炉喉建立局部二维坐标系, 径向坐标系的原点与静坐标系的原点重合; 径向坐标系的 轴为静坐标系 的 轴和 轴的二维范数, 即 ; 径向坐标系的 轴为静坐标系的 轴. 图6(b)和6(c)分别展示了炉料未到达炉壁和到达炉壁的两种料面堆积示意图.φint φmax S (r s ,z s )φint g int (r )炉料落到料面后在内外轨迹间开始堆积, 形成料面, 当内堆积角 小于最大自然堆角 时,炉料从 点开始堆积, 且内堆角 逐渐增大, 则内堆积直线 表示为g int (r )f out (r )联立 和 可求解内堆直线与料流f (r )f b 0(r )S 0Q 0f out (r)高炉中心高炉中心(a) 炉料堆积(a) Accumulation(b) 炉料未到达炉壁(b) The burden flow can not reachthe wall(c) 炉料到达炉壁(c) The burden flow reach the wall图 6 炉料堆积过程示意图Fig. 6 Schematic diagram of burden flow accumulation6 期蒋朝辉等: 基于运动轨迹和径向距离的高炉料面堆积形状建模方法1161Q (r Q ,z Q )Q T QT 外轨迹函数的交点 . 炉料落到料面后, 因存在径向移动速度而会向右继续移动, 直到径向移动速度为零. 设 点的炉料会移动到位置 , 则 之间的距离表示为v Q,r Q v 4,r µ1η2∈(0,1]其中 为 点的径向移动速度, 可根据式(26)中的 计算获取; 为炉料与料面的摩擦系数,与原始料面粒子属性和当前布料炉料属性有关;, 为径向移动距离修正系数. 则炉料到达的最远位置为r max ≤R f T 若 , 即炉料未到达炉壁, 如图6(b)所示, 点的位置表示为QT g out (r )直线 所形成的直线为外堆角直线 表示为r max >R f 若 , 即炉料到达高炉炉壁时其径向移动速度还不为零, 则炉料开始纵向堆积, 如图6(c).此时修正外堆角直线, 表示为T 点的位置表示为g int (r )g out (r )f b 0(r )函数 、 和 包围的形状即为二维径向坐标系中的炉料堆积形状.Q 当内堆积角度达到最大自然堆角所形成的料面堆积形状仍然不满足体积守恒原则, 则堆积过程中内堆角为最大自然堆积角度, 且 点将会向左移进行炉料堆积.2.3 料面堆积形状求解过程V cal V act 根据料流运动轨迹可以确定料流在料面的落点范围, 再根据炉料在料面落点处的径向移动速度即可求出料流在料面的最大径向移动距离, 进而可以求出炉料在料面的堆积区域及堆积形状. 进一步的,根据体积约束原则, 使得新料面形状与原始料面形状之间的堆积体积 与离开节流阀的炉料体积 在误差范围内, 即可求出布料完成后的新料面形状, 主要流程如图7所示, 具体步骤说明如下:f b 0(r )i =1步骤 1. 初始化. 设置高炉参数, 包括中心喉管高度、溜槽倾动距、溜槽长度等几何参数; 炉料属性, 包括炉料与溜槽的摩擦系数、炉料与溜槽碰撞的法向恢复系数等; 高炉布料参数, 包括节流阀开度、溜槽旋转速度和溜槽倾斜角度等; 初始料面形状 ; .f int (r )f out (r )S i Q i 步骤 2. 确定炉料运动轨迹及炉料落点位置. 根据第2.2节的炉料运动轨迹模型计算出节流阀不同位置处炉料在高炉炉顶的运动轨迹, 并求出在炉喉空区最靠近中心的内轨迹曲线函数 和最靠近炉墙的外轨迹曲线函数 ; 同时计算内轨迹曲线函数与料面轮廓函数的交点 和外轨迹曲线函数与料面轮廓函数的交点 .T i Q i D i T i 步骤 3. 计算料面轮廓最远点 . 根据外轨迹曲线计算炉料在料面落点位置的径向移动速度, 并根据式(31)计算 在料面的最远移动距离 , 进而根据式(32) ~ (36)计算堆积形状最远点 的位置.S i Q i T i V cal S i Q i Q i T i S i Q i T i V cal 步骤 4. 确定料面堆积轮廓 , 计算料面堆积体积 . 以 所形成的直线为内堆直线, 内堆直线与水平面所形成的夹角为内堆角; 所形成的直线为外堆直线, 外堆直线与水平面所形成的夹角为外堆角; 为料面堆积轮廓. 根据料面堆积轮廓和初始料面形状计算料面堆积体积 .|V cal −V act |/V act <η步骤 5. 判断布料是否结束. 判断当前料面堆积体积与实际布料体积的绝对误差百分比, 若 , 则转到步骤11, 否则转到步骤6.|φint,i −φmax |≥1◦步骤 6. 判断内堆角是否需要更新. 若 , 则转到步骤7, 否则转到步骤10.φint,i <φmax −1◦步骤 7. 更新内堆角. 若 , 则转到步骤8, 否则转到步骤9.Q i i =i +1φint,i =φint,i −1+1◦S i S i Q i 步骤 8. 更新 . , , 保证 的位置不变, 根据 的位置和内堆角计算内堆积直线函数, 更新 , 使其为内堆角直线与外轨迹曲线函数的交点坐标; 转到步骤3.i =i +1φint,i =φint,i −1−1◦Q i Q i S i 步骤 9. 更新 , ,保证 的位置不变, 根据 的位置和内堆角计算内堆积直线函数, 计算内堆积直线与料面的交点 ;转到步骤3.S i Q i φint,i =φint,i −1Q ir Q,i =r Q,i −1−∆r Q i Z Q i Q i S i 步骤 10. 更新 和 . , 令 的径向坐标为 , 根据外轨迹曲线计算此时 的 轴坐标, 更新 ; 根据 的位置和内堆角更新内堆积直线函数, 更新 , 使其为内堆角直线与料面轮廓函数的交点坐标; 转到步骤3.步骤 11. 输出料面轮廓, 结束.通过上述步骤, 可以获取单环布料时的料面堆积形状. 改变布料操作参数, 并重复步骤1 ~ 11, 即1162自 动 化 学 报49 卷。
高炉料面探测系统使用雷达探尺的实践

尺 测点更 接近 , 当其 与机 械探 尺 同时使用 时 , 显 其
示 值可 比性强 。
4 雷达探 尺优 于机械 探 尺的应 用举 例
1 雷达 探 尺 具 有 测 量 精 度 高 , 维 护 , 作 ) 免 工
寿命 长 的特点 。 1 2 0 —0 0 1 2 )0 8 7— 2T 0:0时 2号 高 炉 发 生 断
尺作 为 主尺 , 炉 实 际操 作 变 为 降料 线 操 作 。机 高 械探 尺 钢丝绳 伸长 、 掉砣 、 限位 漂移 等经 常性 的故
障点 多 , 了雷达探 尺进 行 比较 , 差大 了可及 时 有 相 发现 问题 及 时处 理 , 免 和 减少 损 失 。雷 达 探 尺 避
现低 料线 时 , 比较 方便地 提供 精确 的料 面定位 。 能 3 机械 探尺 仅 0 出 料 面 的下 降 过 程 , 炉 ) HN  ̄, 0 高 布料 过程无 法跟 踪 ; 达 探 尺 同 时能 测 量 出布料 雷 过程 中料 面的 上升 和 炉 料 的 下 降全 过 程 , 即使 在
置时 , 因恶劣 的高 温条 件机械 探尺烧 坏 , 影响 了对 料 面 的实时监 测 , 气安 全 回收受 到 了影 响 , 长 煤 延
了降料线 过 程 ( 1号 高 炉 没 有 安 装 雷 达 探 尺 ) 。
用, 在高炉 中则 不能 达到要 求 。而高 温 聚波雷达 ,
通 过聚波 和剔 除半悬 浮料 干扰 后 , 示精 确 , 目 显 是 前 唯一能作 为 主标尺 使用 的雷 达探尺 。 2 由于该雷 达 以聚 波 发射 , ) 因此 在 雷 达 下 方 安装 一小 口径 阀门 , 影 响雷达 波照 到料 面 , 一 不 而
变形 翘起 的处理 提供 了足够 的时问 。 3 2 0 —1 — 0 1 高炉 的封 炉 空料 线 过程 )0 8 0 3 号
【CN209802325U】一种固定安装式雷达三维扫描转炉内衬厚度测量装置【专利】

(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920186038.0(22)申请日 2019.02.02(73)专利权人 邵小欧地址 210016 江苏省南京市秦淮区御道街29号C楼202室(72)发明人 邵小欧 (51)Int.Cl.G01B 15/02(2006.01)(54)实用新型名称一种固定安装式雷达三维扫描转炉内衬厚度测量装置(57)摘要一种固定安装式雷达三维扫描转炉内衬厚度测量装置,该测量装置包括高温雷达扫描仪、组合隔离阀、中央控制器,所述高温雷达扫描仪与转炉之间安装有组合隔离阀,该高温雷达扫描仪固定安装于组合隔离阀的上方。
中央控制器远程控制组合隔离阀的开启、关闭以及三维雷达扫描仪检测工作的启动、停止,并远程采集测量信号,绘制三维图形,进行显示、分析和提示。
通过对高温雷达扫描仪和组合隔离阀的控制,该装置可在炉衬厚度和炉渣量测量以及钢水料面高度测量两种工作模式之间切换。
本实用新型高温环境适应性强,成本低廉,工作可靠性高。
权利要求书1页 说明书4页 附图4页CN 209802325 U 2019.12.17C N 209802325U权 利 要 求 书1/1页CN 209802325 U1.一种固定安装式雷达三维扫描转炉内衬厚度测量装置,其特征在于:该测量装置包括高温雷达扫描仪(2)、组合隔离阀(3)、中央控制器(4),中央控制器(4)通过控制线与信号线与高温雷达扫描仪(2)、组合隔离阀(3)连接,所述高温雷达扫描仪(2)固定安装于组合隔离阀(3)的上方,其特征在于高温雷达扫描仪(2)与转炉(1)之间安装有组合隔离阀(3)。
2.根据权利要求1所述的一种雷达三维扫描转炉内衬厚度测量装置,其特征在于:所述高温雷达扫描仪(2)包括外壳(2-1)、保温内衬(2-2)、高温隔热透雷达波板(2-3)、雷达天线及机械转动结构(2-4)、信号处理器(2-5)、压缩空气冷却装置(2-6)。
LR400型雷达料位计在重钢1350m3高炉上的应用

21该料位计使用 2 G z . 4 H 高频微波作为测量信号 。 根 据波 的特性 :速度= 长 X频率 ,我 们 可 以得 知 波
不断进步 , 重钢15m高炉设计时借用柳钢使用西门 0 3
子雷 达 料 位 计 的成 功 经验 ,综合 考 虑料 仓 料 位 4 量 的 现状 及 相 关行 业 的 应 用情 况 后 ,选 用德 国 西 门子
维普资讯
第5 卷 I 第2 期
2 0 0 8年 6月
鼋钢 i 支
CIC E S T CH NOL OGY
L 4 0 雷 达 料 位 计 在 重 钢 1 5 m3 炉 上 的应 用 R 0型 0 高 3
蔡海峰 李玉才
( 钢 集 电 子公 司 ) 重
Ab r c Th sa t l n l d s te p st n o e 1 5 m f r a e sd p t t e u e o h r e lv li d c tr wo k t t a i r ce i cu e h o i o ft 0 i n c ’ e o , h s fc a g e n i ao , r i i h 3 l e p n i l, h r ce s is tc n lg cn mh r n ep a t a f c s f R4 0 r d r h r elv l n i ao . i r c p e c aa tr t ,e h oo i u e sa d t r c i l f t o i c h c e e L 0 a a g e d c tr a c e i
摘
要
首先介绍 15 m 高炉料仓分布情况及之前应H料 位计的情况 , 30 { 随后介绍 了L 4)型雷达料位计的 R () (
高炉雷达料面重构在线监测系统应用

高炉雷达料面重构在线监测系统应用中图分类号:tn954一、引言钢铁行业是国民经济的重要支柱产业,高炉大型化已经成为我国钢铁行业关键设备发展的大趋势。
钢铁工业是节能减排潜力最大的行业,在节能减排工作中占有举足轻重的地位。
过去大高炉料面的监测采用2-3个机械探尺的方法,该方法能够监测到料面上2-3个关键点的高度信息,提供高炉自动操作的基本数据,实现基于布料矩阵的高炉自动化操作。
但目前大高炉仅仅依靠机械探尺的主要缺点有:不能连续测量,布料过程中不能测量;在高炉出现滑料、坐料、塌陷时不能及时跟踪,数据测量误差大;安装方式受限制,只能垂直安装;机械传动部分比较复杂,现场维护量大,维修成本高;由于测量范围小,不能全程测量加料面的高度等等。
在这种情况下,分析炉内料面分布的难度比较大,现场工人往往只能根据经验判断料面的分布情况,不利于现场操作的实时决策。
对于高炉、竖炉、水泥窑等大型密闭反应容器,其内部为高温高压高粉尘环境,其中布料与料位检测及三维成像是目前亟待解决的难题,是高耗能高污染企业,节能减排和安全生产的关键技术。
传统的红外成像和激光料面成像,在高温高压和高粉尘条件下,会出现盲视现象。
本文介绍了一种密闭黑暗条件下,采用雷达微波技术实现料面在线实时3d成像技术高炉雷达料面三维成像系统,它是根据钢铁行业高炉炼钢而量身定做的,这套系统能够真实的描绘炉内料面形状,达到科学布料,减少焦炭的浪费。
二、系统技术三、系统组成1、专用高炉雷达。
系统中多台用于探测料面位置的雷达采用频率为25ghz连续调频波雷达;由于25ghz的微波波长比尘粒尺寸大的多,因此避免了微波信号被冶金设备中的烟尘和颗粒所削弱,并且在使用天线口径较小的条件下仍能形成足够窄的定向波形,可实现对多个关键料面的监测。
采用这种雷达可替代炼钢炉内的机械探尺,安装操作极为方便。
雷达天线部分采用旋转吹扫技术,并采用一种适合冶金行业特殊结构的耐高温陶瓷天线,配合旋转吹扫结构,冷却介质,如氮气,空气和水等,经过特殊腔体设计,在天线罩的内壁形成多级旋转吹扫气流,形成正压效应和表面张力,使得高炉雷达在冶炼过程中,不被焦油和粉体等粘附。
高炉炉温优化控制方法
高炉炉温优化控制方法在钢铁生产中,高炉是一个非常重要的设备,其炉温的控制对于提高生产效率和产品质量至关重要。
本文将介绍一些高炉炉温优化控制的方法。
1. 炉温监测系统炉温监测系统是高炉控制的基础,可以实时监测炉内温度的变化。
通过传感器采集数据,并传输到集中控制室进行分析和处理。
炉温监测系统的重要性在于及时发现温度异常和波动,从而采取相应的措施进行调整。
2. 燃料配料控制合理的燃料配料对于控制高炉炉温起着至关重要的作用。
通过控制煤气、煤粉、焦炭等燃料的配比,可以有效地控制高炉的燃烧过程和炉内温度。
合理的燃料配料可以减少燃烧负荷和温度波动,确保炉温稳定在合理的范围内。
3. 空气配风控制空气配风是高炉燃烧的关键环节之一。
通过控制空气的供给和分配,可以调节高炉的燃烧强度和炉温。
适当提高配风量可以增加炉内氧气浓度,促进燃烧反应,提高炉温;而降低配风量可以减少炉内氧气供应,降低炉温。
4. 废气热回收利用高炉产生的废气中包含大量的热能,利用废气进行热回收可以提高能源利用效率,减少能源消耗,同时也可以影响炉温的控制。
通过合理的废气回收系统,将废热转化为热水、电力等能源供应给其他设备,并控制废气的排放温度,可以实现对高炉炉温的优化控制。
5. 温度自动控制系统温度自动控制系统是高炉炉温优化控制的核心。
该系统通过计算机实时采集数据,并根据预设的控制策略进行处理和调整。
系统可以根据炉内温度的变化自动调整燃烧参数、配风量等,从而实现炉温的稳定控制。
温度自动控制系统的关键在于合理设定控制策略和参数,并通过不断优化和调整实现最佳的炉温控制效果。
综上所述,高炉炉温的优化控制对于钢铁生产至关重要。
通过炉温监测系统、燃料配料控制、空气配风控制、废气热回收利用以及温度自动控制系统等方法,可以有效地实现对高炉炉温的优化控制,提高生产效率和产品质量。
同时,还应加强对相关设备和技术的研发和创新,不断完善高炉炉温优化控制方法,为钢铁行业的可持续发展提供有力支撑。
高炉送风装置中窥视孔组件的具体标准化制定和探究
王庆捷 渊 秦皇岛北方管业有限公司袁河北 秦皇岛 066004冤
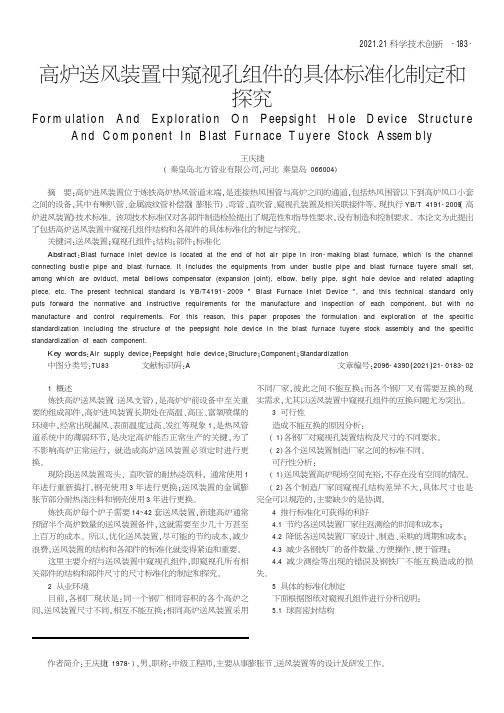
摘 要院高炉进风装置位于炼铁高炉热风管道末端袁是连接热风围管与高炉之间的通道袁包括热风围管以下到高炉风口小套
之间的设备袁其中有喇叭管尧金属波纹管补偿器பைடு நூலகம் 膨胀节冤 尧弯管尧直吹管尧窥视孔装置及相关联接件等遥 现执行 YB/T 4191-2009叶 高
1 概述 炼铁高炉送风装置渊 送风支管冤 袁是高炉炉前设备中至关重 要的组成部件袁高炉进风装置长期处在高温尧高压尧富氧喷煤的 环境中袁经常出现漏风尧表面温度过高尧发红等现象 1 袁是热风管 道系统中的薄弱环节袁是决定高炉能否正常生产的关键袁为了 不影响高炉正常运行袁 就造成高炉送风装置必须定时进行更 换遥 现阶段送风装置弯头尧 直吹管的耐热浇筑料袁 通常使用 1 年进行重新捣打袁钢壳使用 3 年进行更换曰送风装置的金属膨 胀节部分耐热浇注料和钢壳使用 3 年进行更换遥 炼铁高炉每个炉子需要 1 4~42 套送风装置袁新建高炉通常 预留半个高炉数量的送风装置备件袁这就需要至少几十万甚至 上百万的成本遥 所以袁优化送风装置袁尽可能的节约成本袁减少 浪费袁送风装置的结构和各部件的标准化就变得紧迫和重要遥 这里主要介绍与送风装置中窥视孔组件袁即窥视孔所有相 关部件的结构和部件尺寸的尺寸标准化的制定和探究遥 2 从业环境 目前袁各钢厂现状是院同一个钢厂相同容积的各个高炉之 间袁送风装置尺寸不同袁相互不能互换曰相同高炉送风装置采用
作者简介院王庆捷渊 1978-冤 袁男袁职称院中级工程师袁主要从事膨胀节尧送风装置等的设计及研发工作遥
-184- 科学技术创新 2021.21
1 弯头视孔座 2 视孔定位板 3 耐火材料 4 视孔端接管 5 销轴 6 开口销 7 螺纹连接杆 8 螺母 9 开口连接杆 1 0 斜楔 1 1 连接板 1 2 视孔大盖 1 3 楔铁 1 4 把手 1 5 配头 1 6 阀门渊 球阀或旋塞阀冤
雷达探测深度与中心频率参考对应简...

5)在第六章中本文把雷达探测的浸润线高度作为一个参数,应用软件 GEO-Studio 确定 尾矿坝的稳定安全系数,由于浸润线高度与实际钻进测量值之间的误差率小于 5%,认为探地 雷达探测的浸润线结果确定的稳定安全系数可以作为尾矿安全稳定的一个参考安全系数。 关键词:探地雷达;浸润线;电性参数;雷达参数优化;稳定安全系数
1.1 选题的背景及意义 ........................................................................................................... 1 1.2 探地雷达的国内外发展现状............................................................................................ 2
I
Abstract
The position of saturation line as an important aspect of stability monitoring of tailings dam, and now there are many ways for the monitoring of tailings dam saturation line , but the ground penetrating radar as a fast, nondestructive measurement of saturation line has not been widely applied. In this paper, the following aspects to elaborate the cont监测的一个重要方面,现在工程中对于尾矿坝浸润线的 监测手段有很多种,但探地雷达作为一种快速、无损的浸润线观测尚未得到广泛应用。本文 主要通过以下几个方面来阐述研究内容:
高炉料面传感器布置的混沌捕鱼策略

._ .
J
E=
同
炉 料 面传 感 器布 置 的 混沌 捕 鱼 策 略
苗 亮亮 ,陈先 中, 侯 庆 文 ,白真 龙 ,尹 怡欣
米
( 北京科技大学 自动化学 院 钢铁流程先进控制教育部 重点 实验 室
北京
1 0 0 0 8 3 )
摘
要: 根据高炉料面形状信息采集对异类传感器布置的要求 , 提 出 了异类传 感器布置 原则以及异 类传感 器优化 布置 的综 合
n a c e o n t h e d i s s i mi l a r s e n s o r d e p l o y me n t , t h e d e p l o y i n g p r i n c i p a l o f t h e d i s s i mi l a r s e n s o r s a l o n g wi t h t h e c o mp r e h e n —
Mi a o L i a n g l i a n g , C h e n X i a n z h o n g , Ho u Q i n g w e n , B a i Z h e n l o n g , Y i n Y i x i n
( K e y L a b o r a t o r y o fA d v a n c e d C o n t r o l f o r I r o n a n d S t e e l P r o c e s s , Mi n  ̄ t y r fE o d u c a t i o n , S c h o o l f o
关键词 : 异类传感器 ; 评价函数 ; 捕鱼策略 ; 混沌捕 鱼策略 中图分类号 : T P 3 9 9 T H 8 1 文献标识码 : A 国家标准学科分类代码 : 5 1 0 . 4 0
多点雷达检测法重构高炉料线形状
多点雷达检测法重构高炉料线形状
关心;尹怡欣
【期刊名称】《自动化仪表》
【年(卷),期】2015(000)006
【摘要】针对高炉为密闭容器、料线形状检测手段受限以及不利于高炉料线重构的问题,提出多点雷达数据检测法重构高炉料线形状。
综合考虑高炉布料规律和煤气流运动对炉料分布状态的影响,采用多条线段描述料线形状;通过计算机程序循环迭代算法,分别利用传统布料规律和多点雷达数据不断逼近重构料线。
实测结果表明,多点雷达检测法比传统方法重构料线的效果好,说明多点雷达检测法能有效地应用于高炉料线重构领域。
【总页数】3页(P19-21)
【作者】关心;尹怡欣
【作者单位】北京科技大学自动化学院1,北京 100083; 岭南师范学院信息科学与技术学院3,广东湛江 524048;北京科技大学自动化学院1,北京 100083; 北京科技大学钢铁流程先进控制教育部重点实验室2,北京 100083
【正文语种】中文
【中图分类】TP216
【相关文献】
1.基于支持向量机的穿墙雷达目标形状重构方法 [J], 张华美;张业荣;王芳芳
2.面向高炉料面形状检测的雷达传感器优化布设 [J], 苗亮亮;刘艳霞
3.MIMO-SAR雷达高炉料线成像算法研究 [J], 于静娜
4.汉钢2280 m3高炉亏料线恢复生产实践 [J], 何光钊;葛育;郭旭东
5.昆钢2500m^(3)高炉空料线降料面过程中减少残渣实践 [J], 李信平
因版权原因,仅展示原文概要,查看原文内容请购买。
高炉雷达料位计

高炉雷达料位计
高炉雷达料位计是一种用于测量高炉内铁水和渣的液位的仪器。
它采
用雷达技术,能够实时准确地测量高炉内铁水和渣的液位,为高炉生
产提供了重要的数据支持。
高炉雷达料位计的工作原理是利用雷达波在介质中的传播速度和反射
特性来测量液位。
它通过发射一束高频电磁波,将波束照射到高炉内
的铁水或渣上,然后接收反射回来的信号,根据信号的时间差来计算
液位高度。
由于雷达波具有穿透性和反射性,因此即使在高炉内存在
较强的干扰信号,也能够准确地测量液位。
高炉雷达料位计具有多种优点。
首先,它能够实时准确地测量液位,
避免了传统液位计由于介质变化、温度变化等因素导致的误差。
其次,它具有高度自动化和智能化的特点,能够自动调节测量参数,实现远
程监控和数据传输。
此外,高炉雷达料位计还具有耐高温、耐腐蚀、
抗干扰等特点,能够适应高炉生产环境的要求。
高炉雷达料位计的应用范围非常广泛。
它不仅可以用于高炉内铁水和
渣的液位测量,还可以用于其他工业领域的液位测量。
例如,它可以
用于石油化工、化学制药、食品饮料等行业的液位测量,为工业生产
提供了可靠的数据支持。
总之,高炉雷达料位计是一种高效、准确、可靠的液位测量仪器,具有广泛的应用前景。
随着工业自动化水平的不断提高,高炉雷达料位计将在工业生产中发挥越来越重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
苗 亮亮 ,刘艳 霞
( 1 . 北京科技大学 自动化学 院 钢铁流 程先 进控 制教 育部重点实验室 , 北京 1 0 0 0 8 3; 2 . 中冶京诚 工程技术有限公司 , 北京 1 0 0 1 7 6 ;3 . 北京联合大学 自动化学院 , 北京 1 0 0 1 0 1 )
摘
要 :根据高炉料面形状特点 , 提出了雷达传感器布置原则和优化布置 的综合评价 函数 , 该函数为环形
b u r d e n s ur f a c e i n bl a s t f ur na c e
MI A0 Li a n g . 1 i a n g .L I U Ya n . x i a
( 1 . Ke y L a b o r a t o r y o f Ad v a n c e d Co n t r o l f o r I r o n a n d S t e e l P r o c e s s , Mi n i s t r y o f E d u c a t i o n, S c h o o l o f Au t o ma t i o n& E l e c t r i c a l E n g i n e e r i n g , U iv n e r s i t y o f S c i e n c e a n d T e c h n o l o g y B e i j i n g , B e i j i n g 1 0 0 0 8 3 , C h i n a ; 2 . C a p i t a l E n g i n e e r i n g& Re s e a r c h I n c o r p o r a t i o n L i mi t e d , B e i j i n g 1 0 0 1 7 6 , C h i n a ;
2 0 1 4年 第 3 3卷 第 3期
传感器与微 系统 ( T r a n s d u c e r a n d Mi c r o s y s t e m T e c h n o l o g i e s )
2 3
面 向 高炉 料 面 形 状 检 测 的 雷 达传 感 器 优 化 布 设
3 . C o l l e g e o f A u t o ma t i o n , B e i j i n g Un i o n Un i v e r s i t y , B e i j i n g 1 0 0 1 0 1 , C h i n a )
Ab s t r a c t :C o n s i d e i r n g f e a t u r e o f s h a p e o f b u r d e n s u r f a c e p r o c e d u r e t o t h e d i s t r i b u t e d r a d a r s e n s o r s , d i s t r i b u t i n g p r i n c i p l e o f r a d a r s e n s o r s a n d c o mp r e h e n s i v e e v a l u a t i o n f u n c t i o n o f o p t i mi z e d l a y o u t a r e p r o p o s e d, wh i c h i s c o n s t r a i n e d o p t i ma l i s s u e w i t h i n t h e c i r c u l a r d e i f n i t i o n d o ma i n . A n o v e l me t h o d c a l l e d mu h i p l i e r p e n lt a y f u n c t i o n b a s e d o n l o o p d o ma i n s e a r c h i s p u t f o r w a r d t o d e a l wi t h s u c h a l l o p t i ma l i s s u e . An e x a mp l e o f o p t i ma l l a y o u t o f r a d a r s i n a s t e e l p l a n t i s d i s c u s s e d. a n d t h e r e s u l t i n d i c a t e s t h a t c o mp a r e d wj t h i n i t i a l ma n u l a l a y o u t , he t e v lu a a t i o n f u n c t i o n v a l u e i s i n c r e a s e d b y 1 . 5% . wh i c h v e i r f i e s t h a t t h i s me t h o d i s e f f e c t i v e i n o p t i mi z i n g l a y o u t o f b l a s t
定 义域 内约束优化问题 。提出基于环域搜索 的乘子罚 函数法求解该优化 问题 。以某钢厂实际高炉为例进 行 雷达传感 器优 化布置 , 结果表 明 : 优化布局 的评价 函数值 比初 始手动 布局提 高 1 . 5 %, 说 明该方法 能有
效 优化高炉雷达传感器布局 。
关键词 :雷达传感器 ; 评价 函数 ; 环域搜索 ;乘子罚函数