美国杜邦EAA 20E483
FDA认证483条款缺陷项中英对照
:FDA Warning Letters, Form 483 Observations andEstablishment Inspection Reports – PreviewFDA警告文字,来自483观测资料和预先检查报告。
Important: Warning letters and other FDA inspection documentationshould be interpreted in the context of full content. Just looking atextracts may be misleading. And sometimes they include good advicefrom the FDA not mentioned in the extracts.重要性:警告文字和其他的FDA检查文件必须说明,根据上下文包括全部内容。
仅是看摘录可能被误解。
并且有时要包括从FDA那里征求好的建议,而不是只提到摘录。
FDA 483 Inspectional Observations, EIRs & Warning Letters -Preview keywords and excerptsType Content&deviationsKeywords, selected examples (not complete).Click on "D" to view, print and/or download the files with full text.(In this Preview Mode the click will link you to the order form)Tell your friends about this page!FDA检查报告,EIRS和警告文字-预览关键词和摘录。
类型内容和目录关键词,选择事例(不用完整)尽力画出“D”来观察、印刷和/或下载所有文件的全部内容。
各种热熔胶体系差别及一些典型配方

0 - 10 % PP或PE蜡(如:LICOWAX® PP 230)
0 - 5% iPP(如:Stamylan® P 112 MN 40)
稳定剂
填料(如:硫酸钡、碳酸钙、滑石……)
例一:封边胶配方
59 VESTOPLAST 792
5 iPP (MFR about 70) e.g. Stamylan® P 112 MN 40
施工方法多线涂布和喷涂喷涂
温度150-175 °C 130-150 °C
性能可自由流动的小颗粒,不影响健康大小不均的碎片,苯乙烯和丁二烯会影响健康
VESTOPLAST体系中各改性剂的作用:
1、树脂
增加粘性
减小粘度
改变结晶率
2、蜡(如:VESTOWAX A 227 or A 616)
降低粘性
降低粘度
缩短开放时间和固化时间
50 VESTOPLAST® 704
35 WINGTACK® 95
5 FORAL® 105
0.3 IRGANOX® 1010
性能指标:
190°C时熔融粘度[mPa s] 1,100
针穿度(100/25/5)[0.1 mm 31
软化点[°C] 90
例:车用聚丙烯内饰的粘接胶典型配方
45 VESTOPLAST® 508
2、PP(聚丙烯)
根据甲基空间位置排列不同,可以有等规、间规和无规聚丙烯之分。制作热熔胶通常采用无规聚丙烯(APP)做基体,这样的热熔胶固化速度慢、耐热性不高,因此常加入低分子量的聚乙烯或结晶聚丙烯。
体系类型三:
APAO(乙烯-丙烯-1-丁烯聚合物)
APAO是一种无定型聚alpha烯烃。其与EVA相比具有更广泛的温带,优异的底材粘结性,牢固的粘结力,可以用于强度要求很高的结构胶等。由于是共聚物,因此性能覆盖范围广泛(如:粘度、软化点和硬度)。并且与很多原料配伍性好。
Akzo Nobel Coatings Inc. Resicoat R4-ES HJF42R 防腐蚀

Functional Powder CoatingsProduct Datasheet20, Culvert Street T+1 855-294-8934Nashville, TN 37210F+1 615-564-4181USAResicoat ®R4-ESfor Electrostatic Spray Application on Preheated Surfaces Code: HJF42RProduct DescriptionResicoat ® R4 is a high quality thermosetting epoxy powder coating for the corrosion protection of valves and fittings, manufactured from cast iron or steel. The powder coating is available to be applied in one layer on a preheated surface by electrostatic spray application. Typical film thickness achieved is in the range of 250 – 500 µm. The resultant thermoset epoxy has a high mechanical resistance with excellent electrical insulation properties. Drinking water approvals are available to confirm the coatings suitability, as a hygienic and environmental friendly coating. The outstanding adhesion of Resicoat ® R4epoxy powders to the metal substrate provides long term protection of the coated component. It ensures a reliable conservation to the function and value of the parts for the common water and gasdistribution network. The applicator of Resicoat ®R4 benefits from a modern and environmentallyfriendly process. It is possible to overcoat Resicoat ®R4 with polyester powder and liquid coatings to achieve UV protection.Typical valueMethod Powder PropertiesBinder System Epoxy resinDensity1.45 – 1.55 g/cm³ASTM D5965Gel time at 392° F (200° C )25 – 40 sec.ASTM D4217Particle size distribution D10 = 10 – 15 µm D90 = 135 – 160 µm Malvern ISO 8130-1Storage stability 6 months at ≤ 74 °F (23 °C)Safety precautionsSee Material Safety Datasheet (MSDS)Application DataPreheating temperature object 392 – 428 °F (200 – 220 °C) object temperaturePost cure conditions objectThe coating is self curing, if the wall thickness of the steel/cast iron is greater than 8 mm. If the wall thickness of the steel/cast iron is less than 8 mm, additional curing of 3 to 8 minutes at 392 °F (200 °C) object temperature is required.1. Pre-cleaning The surface must be free of oil, grease, salt, and other impurities.2. BlastingMolding sand, rust and sharp edges must be removed with angular steel grit. The graphite from the cast iron must beremoved from the blasting material according NACE No.2/ SSPC-10/Sa 2.5. Recommended anchor profile of ≥60 µm should be stored max. 4 hours before pre-heating (dust-free and dry).3. Pre-heating This form of heating produces a uniform, defined temperature in the component. Any oxidation should be avoided.4. Coating applicationImmediately after preheating, the coating process starts without loosing any object temperature. The coating is done in the shortest possible time in a single pass with no interruptionFunctional Powder Coatings20, Culvert Street T+1 855-294-8934Nashville, TN 37210F+1 615-564-4181USATypical valueMethodCoating Process5. Coating cureCuring is achieved by the heat contained in the object. If the heating capacity of the work piece is sufficient. To confirm fully curing, MIBK is dropped for 30 sec. on the film surface with no visible change.Material PropertiesColorblueRecommended film thickness 10 – 14 mils (250 – 350 µm)Flowsmooth Gloss at 90° angle 70 – 90 units DIN 67530Cross cut test Gt 0DIN EN ISO 2409Impact resistance> 5 Joule > 2.26 Joule > 18 JouleDIN 30677-2ASTM D279420 inchpoundASTM G14 modified1/8 in (3.2 mm) steel plate Abrasion resistance < 40 mg ASTM D4060CS-17, 1000 g, 1000 cycles Dielectric strength≥ 30 kV/mm IEC 60243-1Volume resistivity (DC voltage) 1.1 x 1015ASTM D257Elongation> 5 %DIN 30671Indentation resistance 48 h, 158 °F (70 °C)24 h, 140 °F (60 °C)< 30 %< 10 %DIN 30677-2/DIN EN 14901ASTM G17Compressive strength > 100 MPa ASTM D695Shear adhesion> 35 MPa ASTM D1002Heat aging in air (90 d), water fulfilled DIN EN 14901Thermal stability under heat aging pass AS/NZS 4158:2003Weathering (Xenon test), 100 d pass ASTM D2596-99HardnessF Pencil Strain polarization pass WIS 4-52-01Cathodic disbonding 30 d, 74 °F (23 °C)≤ 10 mm DIN 30677-2, GSK Hot water immersion 90 d, 158 °F (70 °C)pass AWWA C550-05Adhesion> 20 MPa ASTM D4541Adhesion after 7 d,194 °F (90°C)water≥ 16 MPaISO 4624, GSK Tensile strength approx. 500 kg/cm³ASTM D2370Penetration< 5 %ASTM G17Functional Powder Coatings20, Culvert Street T+1 855-294-8934Nashville, TN 37210F+1 615-564-4181USATypical valueMethodMaterial PropertiesDisinfectant resistanceaccording DVGW work sheet W 291(chlorine dioxide, sodium hypochlorite)no change of surface,no chalkingafter 10 test stages à 15 h The following migration test with demineralised water showed no defects of the film. The concentration of the examined parameters in the tested water were below the limits of the epoxy guideline for ancillaries for pipes DN > 300 mm (in main trunks).Water condensation test (Cleveland test), 21 d no changeASTM D4585Salt spray resistance, 2000 h no blistering, no loss of adhesionBS 3900:F4Salt spray test, 4000 hno under-rusting on the cut DIN EN ISO 9227(steel substrate)Water absorption, 100 d, 74 °F (23 °C)pass AS/NZS 3862Chemical resistance (pH 3–13, 23° C)fulfilledEN 598Conformities ·AWWA C116·AWWA C550-05·EN 14901·ISO 12944-2, table 1(standard does not include powder coating systems)It is assumed that Resicoat ® R4 is suitable to meet the high atmospheric corrosivity category C4 (typically in industrial areas and coastal areas with moderate salinity) and the very high atmospheric- corrosivity -categories C5-I (industrial) and C5-M (marine) if applied as a holiday-free coating at a film thickness> 400 µm. A sufficient film thickness is highly required to ensure good edge coverage. For gloss and color stability a UV-resistant polyester topcoat has to be applied.Drinking Water ApprovalsUS: ANSI/NSF 61 Drinking Water System Components – Health Effects, NSF DE: UBA-Coatings Guideline, Approval no.: C-138801-06, Hygiene InstitutDE: DVGW directive work sheet W 270, Approval no. W-211795-11, Hygiene Institut UK: BS 6920, Approval No. 1112500, WRASDate of issue:July 10, 2015Authorized by:GK Revision No.:3Disclaimer: This Product Data Sheet is based on the present state of our knowledge and on current laws. The data referring to Powder Properties, Application Data and Physical Tests is based on lab based samples. Factors such as quality or condition of the substrate may have an effect on the use and application of the product. It remains the responsibility of the user to test thoroughly if the product is applicable for the intended use. The use of the product beyond our recommendation releases us from our responsibility, unless we have recommended the specific use in writing. It is always the responsibility of the user to take all necessary steps to fulfil the demands set out in the local rules and legislation. We are not liable for any application-technological advice. The Product Data Sheet shall be updated from time to time. Please ensure you have the latest version before using the product. All products and Product Data Sheets are subject to our standard terms and conditions of sale (GCS). You can receive the latest copy of GCS via internet or our post address. Brand names mentioned in this Product Data Sheet are trademarks of or are licensed to the AkzoNobel group.Resistance against chemical substances of Resicoat ®R4 at room temperature20, Culvert Street T+1 855-294-8934Nashville, TN 37210F+1 615-564-4181USA Chemical resistanceAugust 01, 2014Page 1 of 3Acetic acid 10 % 2 years no change Ammonia 10 % 2 years no change Ammonia 36 % 1.5 years no change Antifrogen L 50 % 1 year no change Antifrogen N 50 %1 year no change Benzol 1 month no change Bore oil 1 year no change Butanol6 months no change Carbon tetra chloride 1 yearno change Caustic soda solution 10 % 2 years no change Caustic soda solution50 %2 years no change Chlorine cleanser and disinfectant 1.5 years no change Citric acid2 years no change Deicer Safeway KF HOT 1 year no change Deicer Safeway SF (solid) 1 year no change Deicer Safewing MP II 1951 1 yearno change Dichromatic potassium 10 % 1 year no change Diesel2 years no change Engine oil SAE 20 1 year no change Ethanol 1 year no change Ethyleneglycole 1 yearno change Formaldehyde 37 % 6 months no change Formic acid 5 % 2 years no change Formic acid 10 %1.5 years no change Glycerol 1 year no change Glysantin 1 yearno change Hydrochloric acid concentrated1 week no change Hydrochloric acid 10 %2 years no change Hydrochloric acid 25 % 1.5 yearsno change Hydrofluoric acid 1 % 1 day no change Hydrogen peroxide 3 % 1 year no change Hydrogen peroxide10 %1 yearfadedLactic acid10 % 1 week no changeMethanol 1 week no changeMethyl tert-butyl ether (MTBE)100% 6 months softeningNitric acid10 % 1.5 years no changeNitric acid25 % 1 year no changeOxalic acid 5 % 6 months no changePalm oil at 90° C7 days no changePetrol 2 years no changePetroleum 1 year no changePhosphoric acid10 % 2 years no changePhosphoric acid50 % 2 years no changePotassium hydroxide10 % 1 year no changePotassium hydroxide25 % 1 year no changePotassium hydroxide50 % 1 year no changePropanol 1 year no changeSea water 2 years no changeSodium acetate10 % 1 year no changeSodium carbonate20 % 1 year no changeSodium hypochlorite (15 % Cl2)10 weeks no changeSodium chloride 2 % 1 year no changeSodium chloride20 % 1 year no changeSodium formiate10 % 1 year no changeSuds 1 % 1 year no changeSulphuric acid 2 % 2 years no changeSulphuric acid20 % 2 years no changeSulphuric acid50 % 2 years no changeTartaric acid 5 % 1 year no changeToluol 1 year no changeTurpentine oil 1 year no changeUrea10 % 1 year no changeUrine 1 year no changeXylol 1 year no change 20, Culvert Street T+1 855-294-8934Nashville, TN 37210F+1 615-564-4181USA Chemical resistance August 01, 2014Page 2 of 3Our printed literature and technical information Sheets as well as our advisory services are offered to facilitate andsupport decision-making processes. All specifications provided reflect the state of our knowledge at the time of print. Anytechnical data and measured values supplied have been tested for compliance with current applicable standards, ifavailable. The information provided is not legally binding upon the party supplying such information.20, Culvert Street T+1 855-294-8934Nashville, TN 37210F+1 615-564-4181USA Chemical resistance August 01, 2014Page 3 of 3。
美国杜邦EVA最常用的几种型号技术指标
杜邦易万事(Elva x)杜邦的世界级E VA品牌杜邦易万事乙烯-醋酸乙烯酯(E VA)树脂固有的柔软、韧性和透明度,使得它成为消费品包装及工业品高效生产的首选材料。
在包装应用领域,它可以与本身或其它树脂的低温热封,也可用于复合瓶盖衬垫;还可以制成吹塑、挤出、流延及共挤薄膜,或与其它树脂混合使用。
E lvax优畅工程塑料有限公司推荐美国杜邦EVA产品树脂也可以塑造或挤压成软塑产品,包括管道和软管,可以配制成热熔胶,或应用于复合塑料、电线电缆以及太阳能电池的封装材料等。
E lvax40-W颗粒料,共聚物,用途;粘合剂,密封剂,鞋类,体育用品。
醋酸乙烯含量:40wt 挤出Elva x 150颗粒料,共聚物,抗氧化,热稳定,用途:电线护套,密封剂,粘合剂,复合物,工业领域,体育用品,玩具,管道,密封醋酸乙烯含量:32w t硬度73A注射成型,挤出,片材剂出,吹塑成型,压缩模塑,结构发泡,复Elva x 210颗粒料,共聚物,抗氧化,用途:电线护套,密封剂,粘合剂,复合物,工业领域,体育用品,玩具,管道,密封醋酸乙烯含量:28wt硬度73A注射成型,挤出,片材剂出,吹塑成型,压缩模塑,结构发泡,复Elv ax 220颗粒料,共聚物,抗氧化,用途:电线护套,密封剂,粘合剂,复合物,工业领域,体育用品,玩具,管道,密封醋酸乙烯含量:28wt硬度73A注射成型,挤出,片材剂出,吹塑成型,压缩模塑,结构发泡,复El vax 250颗粒料,共聚物,超韧级,高弹性,用途:鞋类,体育用品,玩具,管道,密封醋酸乙烯含量:28wt硬度80A注射成型,挤出,泡沫处理Elv ax 260颗粒料,共聚物,超韧级,高弹性,用途:鞋类,体育用品,玩具,管道,密封醋酸乙烯含量:28wt硬度85A注射成型,挤出,泡沫处理Elva x 410颗粒料,共聚物,抗氧化,热稳定,用途;密封剂,粘合剂,复合物,电线护套,鞋类,工业领域,体育用品。
EAA(乙烯-丙烯酸共聚物)数据指标及性能用途

序号名称牌号熔指含量加工方式用途11.5 9.7 单层或是共挤出吹塑薄膜复合薄膜中的热封层或是粘结剂层2 2.5 6.5 挤出软管,薄膜以及挤出型材等。
3 2.6 6.5 挤出,吹塑,流延膜食品包装,多层复合材料4 5 9.7 吹塑,薄膜粘结尼龙,铝箔5 5.8 6.5 挤出、涂覆以及挤出层压中的粘结剂树脂或是密封剂层金属、纸张和PE底材67 8.5 挤出、涂覆\粘结剂77.787.8 6.5 挤出、涂覆以及挤出层压中的粘结剂树脂或是密封剂层金属、纸张和PE底材98.5 9.7 挤出,共挤涂层,层压金属、纸张和PE底材109 6.5 挤出涂覆和挤出层压应用软质包装和液体包装复合材料中的一种密封剂层和粘合剂层119.8 8 挤出涂覆和挤出层压中作为一种粘合剂层或是密封剂层对纸张、纸板、金属和聚乙烯均具有粘结力1211 3 挤出、涂覆以及挤出层压中的粘结剂树脂或是密封剂层金属、纸张和PE底材1311 9.7 挤出涂覆和挤出层压金属、纸张和PE底材1420 9.7 挤出涂覆和挤出层压金属、纸张和PE底材15300 20.5 涂层,压层无纺布,金属纸16300 20.5 涂层,压层金属,玻璃,纤维素171300 20 涂层食品接触应用18 1.3 9.5 吹膜,流膜,挤出包装密封胶19 1.5 9 吹塑,流延,挤出,共挤包装密封胶20 1.5 11.5 常规挤压包装密封胶21 2.5 922 2.5 9233 4 吹塑,流延膜挤出包装密封胶247.5 4 挤出,共挤包装密封胶2511 4 挤出,共挤包装密封胶26 5.5 6.2 挤出,共挤,吹膜,流膜包装密封胶277 7 吹塑,浇铸薄膜,挤出涂层电缆屏蔽,食物和非食物用途的香包密封剂287 9.5 吹塑,浇铸薄膜,挤出涂层包装,压层板298 9.2 吹塑薄膜流延薄膜共挤出成型挤出涂层309 6.5 挤出,共挤,吹膜,流膜包装密封胶3110 9 挤出,共挤复合,涂层,铝箔3210 9.5 涂层,层压,共挤出热熔胶,水性溶剂,降解环保材料3310 挤出,共挤涂层与PEEVA聚酰胺,离聚体,纸张,铝箔,印刷薄膜3410 8.7 挤出,共挤涂层3510 8.7 挤出涂层3635 涂敷应用纸张涂料3760 15 外部应用,油漆3895 11 外部应用,油漆39450 10 外部应用,油漆40 3 挤出涂覆如纸张、铝箔和聚乙烯418.2 6 挤出涂覆、共挤涂覆和挤出复合。
美标阻燃
Page 1 of 3如何防预最新美“火”上升- 美国最新联邦阻燃标准16CFR Part 1633介绍美国消费品安全委员会(CPSC)日前的一项研究显示: 1999年至2002年之间,美消防部门接到的15300件家庭失火案中,由于床具和床垫失火而造成的案件占了第一位. 如果家庭使用了不易燃烧的床垫(尤其是在着火初期),那么使用者逃脱的几率将大大提高,并由此有效降低床垫失火带来的风险.2006年2月16号,美国消费品委员会一致通过了针对床垫阻烧的新的联邦标准16CFR1633.新标准将从2007年7月1日正式生效。
专家们预测此项标准的实施将很有可能每年使330人免于丧命,1680人免于受伤。
早在2004年,美国加州政府率先通过了床垫新的阻燃安全法规TB603,并于2005年正式开始实施。
法规要求2005年1月1日所有进美国加州市场的床垫,必须通过TB603的测试标准.TB603没规定任何主辅材料(包含面料、无纺布、填充棉、海绵、乳胶、毛毡、椰棕、滚边带和缝纫线等)必须要个别经过阻燃处理,无论采用任何阻燃方式,只要成品的床垫能具有阻止明火蔓延燃烧的能力,在要求的时间内让火焰自行熄灭,就被认定为通过燃烧测试而达到TB-603的标准。
新的联邦法规16CFR Part 1633是全美国各州以加州TB603为基础而推出的,并于2006年2月16日推出。
详细标准要求可从以下网址下载: /library/foia/foia06/brief/briefing.html该项联邦标准设定了两个指标来限定火焰在床垫或床垫套装上的蔓延,这两项指标是:在用喷燃器进行试验时*在30分钟的测试时间内,床垫/床垫套装的最高量热释放峰值不得超过200千瓦(kW). *在测试的最初10分钟内,总热释放量必须小于15兆焦耳(MJ )基于该标准的意图,条款中涉及下列床垫产品,但不应只限于下列床垫产品: 成人床垫 青少年床垫 婴幼儿床垫 便携式婴儿床垫双层床床垫蒲团折叠椅(无固定的靠背或扶手) 充气床垫(床垫充气芯与床垫套之间有其他填充材料) 水床(床垫充水芯与床垫套之间有其他填充材料) 躺椅可脱卸的沙发床垫 拐角组合床垫 户外坐卧两用长椅垫 折叠床床垫 母子床床垫 活动床床垫Page 2 of 3基于标准意图,可豁免的产品有: 床垫衬垫床垫上使用的垫子 睡袋无垫子的填充料家具 被套及床垫芯之间无填料的空气床垫 被套及床垫芯之间无填料的水床 枕头 婴儿汽车座椅衬垫 手推车衬垫 提篮衬垫 婴儿车及躺椅衬垫 梳妆台衬垫 坐式手推车衬垫婴儿床缓冲垫平躺式婴儿围栏衬垫根据联邦标准,所有在标准生效当天或之后制造,进口及翻新的床垫和床垫套装产品都必须符合该标准要求。
EEA 美国陶氏原料 EEA

美国陶氏原料:EEAEAA原料简介:乙烯-丙烯酸乙酯(EEA)树脂是聚烯烃中韧性及柔度最大的一族。
它们的范围包括从类橡胶的,适合作热熔粘合剂的低熔点产品,到类聚乙烯的,具有非同寻常的韧度和柔度的产品。
这类树脂都是乙烯和丙烯酸乙酯的无规共聚物,通常结构为与乙烯-醋酸乙烯酯(EV A)相比,同为乙烯共聚物,EEA有更高的热稳定性,并属于非腐蚀性降解产品,因而能适应的加工条件范围更宽。
加工厂和生产商常常把EEA与烯烃类聚合物或工程聚合物掺合在一起,以便生产出把两种树脂的优点结合起来的产品。
与其它聚烯烃如LDPE相比较,EEA的基本使用性能有:对应力断裂、冲击、和弯曲疲劳有较强的抵抗力;较高的摩擦系数;较好的低温性能以及更低的熔点。
当丙烯酸乙酯(EA)含量升高时,共聚物的上限使用温度稍有下降,透明度降低。
EAA原料特性:1、韧性和屈挠性2、易加工性3、优异的粘接性,与EAA能粘接的材料有:铝和锡等金属及其氧化物、玻璃、纤维素、木材、皮革、玻璃纸、蛋白质、尼龙、聚氨酯、聚乙烯、三元乙丙胶等EAA应用领域:EAA广泛应用于包装、粉末涂层、粘合剂、热熔胶、密封材料、水性溶剂等方面,下面简要介绍:1、包装:挤出涂覆生产饮料纸盒、牙膏管、电缆屏蔽层等,同时EAA还有抗撕裂、抗穿刺、防腐等保护作用;2、粉末涂层:EAA粉末可以喷涂于管材、钢材、无纺布等材料表面,作为防腐材料;3、热熔胶:高性能高MI的EAA可以生产热熔胶,用于难粘接材料;4、水性溶剂:高AA含量高MI的EAA在适当的反应条件下能溶解于热的碱性溶液,可以配制水性粘合剂,用于服装衣料等;5、降解环保材料:EAA与淀粉基材料共混可以生产降解塑料。
美国陶氏公司简介:1897年创建于美国的陶氏化学公司是一家以科技为主的跨国性公司,位居世界化学工业界第二名的国际跨国化工公司(美国杜邦公司居第一位)。
陶氏在世界50多个国家和地区建有工厂。
主要研制及生产系列化工产品、塑料及农化产品,其产品广泛应用于建筑、水净化、造纸、药品、交通、食品及食品包装、家居用品和个人护理等领域。
美国杜邦 EAA 3990
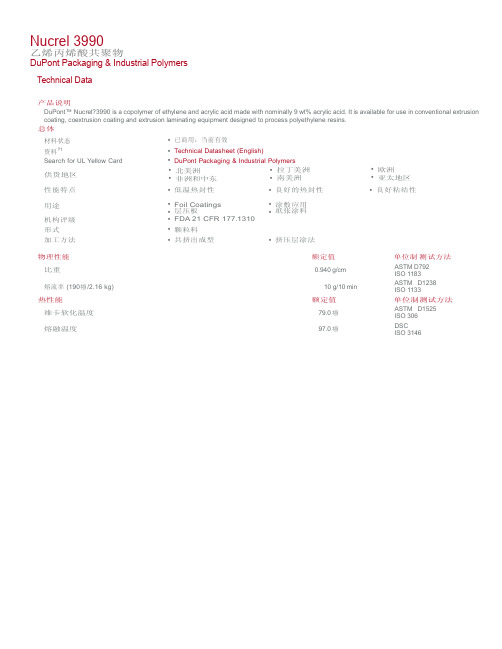
Nucrel3990乙烯丙烯酸共聚物DuPont Packaging&Industrial PolymersTechnical Data产品说明DuPont™Nucrel?3990is a copolymer of ethylene and acrylic acid made with nominally9wt%acrylic acid.It is available for use in conventional extrusion coating,coextrusion coating and extrusion laminating equipment designed to process polyethylene resins.总体材料状态•已商用:当前有效资料?1•Technical Datasheet(English)Search for UL Yellow Card•DuPont Packaging&Industrial Polymers供货地区•北美洲••非洲和中东•拉丁美洲•欧洲南美洲•亚太地区性能特点•低温热封性•良好的热封性•良好粘结性用途•Foil Coatings•涂敷应用•层压板•纸张涂料机构评级•FDA21CFR177.1310形式•颗粒料加工方法•共挤出成型•挤压层涂法物理性能额定值单位制测试方法比重0.940g/cm ASTM D792 ISO1183熔流率(190癈/2.16kg)10g/10min ASTM D1238 ISO1133热性能额定值单位制测试方法维卡软化温度79.0癈ASTM D1525 ISO306熔融温度97.0癈DSC ISO3146补充信息Acrylic Acid Content:9%Freezing Point(DSC),ASTM D3418:78癈挤出额定值单位制第1气缸区温度175癈第2气缸区温度230癈第3气缸区温度260癈第4气缸区温度290癈第5气缸区温度290癈熔体温度290癈模具温度290癈备注1通过这些链接您能够访问供应商资料。
美国杜邦粘合树脂

美国杜邦公司常用包装和工业用热封及粘合树脂选用指南(一)杜邦公司包装和工业用热封及粘合树脂主要性能一览表性能牌号熔融指数分克/分钟密度克/立方厘米熔点℃凝固点℃维卡软化点℃添加剂或共聚单体典型应用加工方法沙林™(Surlyn®) 1601-2 1.3 0.94 98 68 74(钠离子型)1.肉类、家禽类、海鲜类、乳酪食品包装。
2.早餐谷物类食品包装。
3.医药包装。
4.粉状、颗粒状食品和非食品包装。
5.贴体包装。
6.食油、机油和其它液体产品包装。
7.小吃包装。
8.与尼龙共挤或在其它薄膜结构中用作热封层。
吹膜、流延和共挤。
沙林™(Surlyn®) 1650SB 1.1 0.94 96 72 73(锌离子型)1.肉类、家禽类、海鲜类、乳酪食品包装。
2.早餐谷物类食品包装。
3.医药包装。
4.粉状、颗粒状食品和非食品包装。
5.食油、机油和其它液体产品包装。
6.休闲食品包装。
7.与尼龙共挤或在其它薄膜结构中用作热封层。
吹膜、流延和共挤。
沙林™(Surlyn®) 1652SR 5.4 0.94 100 81 79(锌离子)0.73%滑爽剂0.27%脱模剂1.医药包装。
2.粉末状、颗粒状食品及其它产品包装。
3.小吃包装。
流延、挤出和共挤出涂布。
牢靠™ (Nucrel®) 0903 2.5 0.94 101 83 819.0%甲基丙烯酸1.肉、家禽、海产品和奶酪的包装。
2.谷物包装内衬。
3.医药包装。
4.粉、颗粒状食品和非食品的包装。
5.纸板陈列/贴体包装。
6.食油、机油和其它液体产品的包装。
7.小食品包装。
8.与尼龙共挤塑或在其它复合薄膜结构中用作热封层或粘合层。
吹膜、流延和共挤。
牢靠™ (Nucrel®) 0910 10.0 0.94 100 82 818.7%甲基丙烯酸1.铝塑复合包装洗发液、牙膏、小面巾、调味品及各类非食品包装和小袋包装。
2.医药包装。
3.小食品包装、小油包。
ABS型号

品名型号级别产地/厂家单价(元/吨)ABS AF312A 阻燃级LG化学16500元/吨ABS AF312B 阻燃级LG化学16500元/吨ABS GDT2510耐热级美国GE 16000元/吨ABS TE-30透明级日本电气化学16000元/吨ABS G365 耐热级美国GE 19000元/吨ABS HI-121H 通用级LG甬兴16800元/吨ABS PA-717K 通用级镇江奇美13000元/吨ABS HI-121 高冲击级LG化学12500元/吨ABS HF-380 通用级LG化学14800元/吨ABS PA-749SK 挤出级镇江奇美15000元/吨ABS PA-756H 注塑级台湾奇美15000元/吨ABS D-180 通用级国乔.镇江国亨13400元/吨ABS PA-777B 通用级台湾奇美18000元/吨ABS PA-766 阻燃级台湾奇美17100元/吨ABS PA-727 电镀级台湾奇美15300元/吨ABS PA-717C 注塑级台湾奇美16300元/吨ABS HF-381 注塑级LG甬兴13500元/吨ABS PA-756 注塑级台湾奇美16000元/吨ABS H-050 注塑级日本诺格达克16400元/吨ABS GP-22 通用级韩国巴斯夫13900元/吨ABS G360 耐热级美国GE 16900元/吨ABS PA-747 注塑级台湾奇美15500元/吨ABS PA-746H 高流动级台湾奇美14500元/吨ABS 121H-0013 板材级LG甬兴14300元/吨ABS PA-756S 注塑级台湾奇美16000元/吨ABS PA-757 通用级台湾奇美14600元/吨ABS TP-801 透明级日本电气化学14500元/吨ABS 750SW 通用级韩国锦湖14600元/吨ABS 750 阻燃级韩国锦湖15000元/吨ABS XR-409H 耐热级LG化学14300元/吨ABS XR-404 耐热级LG化学14200元/吨ABS PA-747S钛白押出级台湾奇美15300元/吨ABS PA-746H 高流动级台湾奇美14800元/吨ABS MG37EP 耐热级美国GE 15900元/吨ABS HI-130 超高冲击性LG甬兴15200元/吨ABS PA-764B 阻燃级台湾奇美16500元/吨ABS PA-765 阻燃级台湾奇美17800元/吨ABS PA-765A 阻燃级台湾奇美16000元/吨ABS PA-765B 通用级台湾奇美15800元/吨ABS PA-777D 超耐热级台湾奇美15900元/吨ABS PA-746 通用级台湾奇美14600元/吨ABS PA-709 通用级台湾奇美14500元/吨ABS PA-707K 注塑级镇江奇美12300元/吨ABS SD-0150 通用级伊朗石化12800元/吨ABS S50-01 通用级伊朗石化13400元/吨ABS SH-620 挤出级LG甬兴15800元/吨ABS SX-200 透明级日本旭化成13500元/吨ABS SX-100 透明级日本旭化成13300元/吨ABS ST-100 注塑级日本诺格达克14000元/吨ABS TH-21 透明级日本电气化学15400元/吨ABS X17 耐高温美国GE 14800元/吨ABS FR-500 阻燃级LG甬兴16600元/吨ABS X11 耐热级美国GE 14600元/吨ABS 900 通用级美国winteam 16500元/吨ABS 0215A 通用级吉林石化11600元/吨ABS 001 阻燃级四塑阻燃12800元/吨ABS HI-140 通用级LG甬兴14600元/吨ABS PA-757K 注塑级镇江奇美16400元/吨ABS PA-758 透明级台湾奇美16000元/吨ABS PA-777E耐热级台湾奇美14800元/吨ABS XR-401 耐热级LG化学14000元/吨ABS PA-726M 通用级台湾奇美15000元/吨ABS TR-558AI 透明级LG化学18000元/吨ABS TI-500A 透明级日本油墨15000元/吨ABS TE-20 注塑级日本电气化学15400元/吨ABS TE-10 注塑级日本电气化学15200元/吨ABS BDT6500 耐热级美国GE 16900元/吨ABS TR-557 透明级LG化学13400元/吨由于原料价格不稳定, 此份报价仅供参考!具体价格请来电咨询。
塑料型号及对应说明介绍
塑料型号及对应说明介绍1 、美国杜邦PA66塑胶原料通用级PA66PA66 美国杜邦ZYTEL 101L 一般级--有润滑66尼龙,有润滑过,以改进其机器进料和脱模特性。
PA66 美国杜邦ZYTEL 101F 一般级--快速周期无核化的66尼龙,其成形性特佳。
PA66 美国杜邦ZYTEL 103HSL 热稳定及润滑新的、改良的、具热稳定性的66尼龙。
PA66 美国杜邦ZYTEL 105 BK 耐候级有良好的抗候性,适合在户外用。
耐冲击改良之66尼龙PA66 美国杜邦ZYTEL 408L 一般级改良之树脂--具优越之轫性及成型性,有润滑过。
PA66 美国杜邦ZYTEL MT409A 一般用、经济型耐冲击性66尼龙。
PA66 美国杜邦ZYTEL ST 801 一般用超韧级66尼龙。
防火级尼龙PA66 美国杜邦ZYTEL FR-7025 一般级--防火 UL94耐燃规格评等为94V-0。
PA66 美国杜邦ZYTEL FR-50 25%玻璃纤维强化 UL94耐燃规格评等为94V-0。
PA66 美国杜邦GRZ尼龙PA 66 加玻璃纤维高强度70G系列PA66 美国杜邦ZYTEL 70G13HSIL 13% 玻璃纤维补强耐热级材料。
PA66 美国杜邦ZYTEL 70G33L 33% 玻璃纤维补强高刚性, 高机械强度。
PA66 美国杜邦ZYTEL 70G33HSIL 33% 玻璃纤维补强耐热级材料。
PA66 美国杜邦ZYTEL 70G30HSLR 30% 玻璃纤补强表面改良表面改良级,耐热及耐水解材料。
PA66 美国杜邦ZYTEL 15005 BK 33% 玻璃纤维补强耐热及耐水解材料。
PA66 美国杜邦ZYTEL 70G43L 43% 玻璃纤维补强高刚性, 高机械强度。
耐冲击71G系列PA66 美国杜邦ZYTEL71G13L 13% 玻璃纤补强高耐冲性, 高刚性, 高机械强度。
PA66 美国杜邦ZYTEL71G33L 33% 玻璃纤补强高耐冲性, 高刚性, 高机械强度。
注塑级PPA 美国杜邦数据

美国杜邦PPA加工性能:
绝大多数PPA树脂是用传统注塑法加工的,把PPA原料预干燥到低于0.1%的湿度水平,然后装入热密封的金属袋子里或盒子内,这些容器能保证PPA原料在加工前不用再干燥。加工工艺可接受的湿度水平是0.15%或更低。加工湿的树脂能使分子量降低,造成相应的机械性能上的损失。使用干燥剂贮斗式干燥器,在175℉条件下很容易把树脂干燥到露点湿度达到-25℉甚至更低。干燥时间视吸收的水量而定,一般在4-16个小时范围内。
注塑时熔融温度在615-650℉范围内,物料在机筒内的停留不超过10分钟,这样注塑出来的产品机型性能最佳。要求模具温度至少275℉,以便得到完全结晶和尺寸稳定性最佳的产品。具有部分厚壁的部件,由于冷却速度慢,可以在较低的模温下注塑。模温对于成品部件的表面外感最佳化是至关重要的。用于真空镀金属成电镀金属的矿物填料级PPA树脂的模具表面温度要求为350℉。
PPA HTN54G35HSLR NC010 玻纤增强35%,增韧,热稳定,高抗水解。
PPA HTNFE18502 NC010 非增强,增韧,热稳定,高润滑,注射成型。
PPA HTNFE8200 BK341 非增强,增韧,热稳定,高润滑,注射成型。
PPA HTNFE8200 NC010 非增强,增韧,热稳定,高润滑,注射成型。
备注:资料提供隆翔塑胶,技术支持,136 627 33475
PPA HTNFR52G30BL BK337 玻纤增强30%,阻燃,润滑;连接器应用。
PPA HTNFR52G30BL NC010 玻纤增强30%,阻燃,润滑;连接器应用。
PPA HTNFR52G30NH BK337 玻纤增强30%,阻燃,润滑。
PPA HTNFR52G30NH N源自010 玻纤增强30%,阻燃,润滑。
BPS4000产品规格说明书

1 2 3 4 5 6 7 8 9Specification StatusChange Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy 160-006AM040322BHTI Alternate Materials List M&P 299-947-100-690115BHTI Procurement Specification for Epoxy Adhesive, Heat Resistant M&P 299-947-320-820507BHTIAdhesive Film and Primer System, Intermedite Cure Temperature (260-290º F) ServiceTemerature 67-225º F)M&P 68A900000G011101BAC Finish Spec:F-15M&P 74A900000E990308BAC Finish Specification for F18 Aircraft M&P 74A900004L010501BAC Ctrl:Fract Crit Parts, F-18M&P 74A901001F981208BAC Std Finish Codes:F-18 A\C M&P 901-947-002CA D950510BHTI Finish Specification for the V-22 Aircraft (Bell Boeing) Model 901) EMD Aircraft M&P10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26A-A-208B951120Notice 2 Notice 3FED Ink, Marking, Stencil, Opaque M&P A-A-2962Cancelled no s/s spec A980810canc notice 2-060106FED Commercial Item Description Enamel, Alkyd, Exterior, Solvent Based, Low Voc ok to use canc spec M&P A-A-3097BK-970506Notice 3FEDCommercial Item Description Adhesives, Cyanoacrylate, Rapid Room Temperature-Curing,SolventlessM&P A-A-3165CA A071116Notice 2FED Lacquer, Gloss, for A/C Use M&P A-A-52080B980523Notice 1FED Tape, Lacing, and Tying, Nylon M&P A-A-52081B980523FED Tape, Lacing, and Tying, Polyester M&P A-A-52082CE C070904Notice 1FED Tape, Lacing and Tying, TFE-Fluorocarbon M&P A-A-52083BJ C040223FED Tape, Lacing, and Tying, Glass M&P A-A-52084B980523Notice 1FED Tape, Lacing and Tying, Aramid M&P A-A-55829-970204Notice 1DLA Acetic Acid, Glacial, Technical M&P A-A-56032CN D030521Notice 1FED Commercial Item Description (CIDS) Ink, Marking, Epoxy Base M&P A-A-59126-970926FED Terminals, Feedthru (Insulated) and Terminals, Stud (Insulated and Noninsulated)ENG A-A-59132CR A100607Validation Notice 1DLA Amyl Acetate, Technical M&P A-A-59135CR-971028FED Commercial Item Description Packaging Material, Sheet M&P A-A-59136CR-971028FED Cushioning Material, Packaging, Closed Cell Foam Plank M&P A-A-59178CL A041012USGOVT Nipple, Electrical Terminal ENG A-A-59503CG B081020FED Commercial Item Description Nitrogen, Technical M&P A A59551Wire Electrical Copper(Uninsulated)27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44A-A-59551CP A091022USGOVT Wire, Electrical, Copper (Uninsulated) M&P A-A-59569CK C090122DLA Qualification Sampling and Testing of Steels for Transverse Tensile Properties ENG A-A-59588BK A050707FED Commercial Item Description Rubber, Silicone M&P A-A-59877CT-100909FED Comemrcial Item Description Insulating Compound, Electrical, Embedding M&P AIR4127CG - 071101SAE Steel: Chemical Composition and Hardenability M&P AISI-1010Unavailable-AISI Low Carb Stl Unavailable M&P AISI-50100Unavailable-AISI Bearing Stl Unavailable M&P AISI-52100Unavailable-AISI Bearing Stl Unavailable M&P AISI-B-1112Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1212Unavailable-AISI Matl Spec, Stl Unavailable M&P AISI-C-1213Unavailable-AISI Low Carb Free Mach Stl Unavailable M&P AISI-C-1214Unavailable-AISI Matl Spec, Stl Unavailable M&P AMS 2175CR A100601SAE Castings, Classification and Inspection of M&PAMS 2201Cancelled CN Can940901SAETolerances Aluminum and Aluminum Alloy Bar, Rod, Wire, and Forging Stock Rolled or Cold-FinishedANSI H35.2M&PAMS 2221G060201SAE Tolerances, Copper and Copper Alloy Bars and Rods M&P AMS 2222BG J060201SAE Tolerances, Copper and Copper Alloy Sheet, Strip, and Plate M&P AMS 2223BF H060201SAE Tolerances Copper and Copper Alloy Seamless Tubing M&P AMS 2224G060201SAE Tolerances Copper and Copper Alloy Wire M&P AMS2241Tolerances,Corrosion and Heat-Resistant Steel,Iron Alloy,Titanium,and Titanium Alloy Bars and45 46 47 4849 50 51 52 53 54 55 56 57 58AMS 2241CN R070701SAETolerances, Corrosion and Heat Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Bars andWireM&P AMS 2242CC G080604SAETolerances Corrosion and Heat Resistant Steel, Iron Alloy, Titanium and Titanium Alloy Sheet,Strip and PlateM&P AMS 2243BJ H060501SAE Tolerances Corrosion and Heat-Resistant Steel Tubing M&P AMS 2248CN F060501SAEChemical Check Analysis Limits Corrosion and Heat-Resistant Steels and Alloys, Maraging andother Highly-Alloyed Steels, and Iron AlloysM&PAMS 2249CN G090701SAEChemical Check Analysis Limits Titanium and Titanium AlloysM&PAMS 2259CN E071201SAE Chemical Check Analysis Limits Wrought Low-Alloy and Carbon Steels M&P AMS 2269CN F060501SAE Chemical Check Analysis Limits Nickel, Nickel Alloys, and Cobalt Alloys M&P AMS 2300BF K031001SAE Steel Cleanliness, Premium Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2301CT K100801SAE Steel Cleanliness, Aircraft Quality Magnetic Particle Inspection Procedure M&P AMS 2303CT F100801SAESteel Cleanliness, Aircraft Quality, Martensitic Corrosion Resistant Steels Magnetic ParticleInspection ProcedureM&P AMS 2304CN A060301SAE Steel Cleanliness, Special Aircraft-Quality Magnetic Particle Inspection Procedure M&P AMS 2310BE F060201SAE Qualification Sampling and Testing of Steels for Transverse Tensile Properties M&P AMS 2315CN F080101SAE Determination of Delta Ferrite Content M&PAMS 2350Cancelled no s/s spec CN BA891001SAEStandards and Test Methodsok to use canc spec M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy59 60 61 62 63 64AMS 2355CN J090701SAEQuality Assurance Sampling and Testing Aluminum Alloys and Magnesium Alloy WroughtProducts (Except Forging Stock), and Rolled, Forged, or Flash Welding RingsM&P AMS 2360CN D070701SAE Room Temperature Tensile Properties of Castings M&P AMS 2370CN J071101SAEQuality Assurance Sampling and Testing Carbon and Low-Alloy Steel Wrought Products andForging StockM&P AMS 2371CN H071101SAEQuality Assurance Sampling and Testing Corrosion and Heat-Resistant Steels and Alloys WroughtProducts and Forging StockM&P AMS 2372CN E070601SAE Quality Assurance Sampling and Testing Carbon and Low-Alloy Steel Forgings M&P AMS 2375CN D070601SAE Control of Forgings Requiring First Article Approval M&PA l d C t l f P i Q lit Tit i All65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82AMS 2380CN F080601SAE Approval and Control of Premium-Quality Titanium Alloys M&P AMS 2400BV W070701SAE Plating, Cadmium M&P AMS 2401CN H071101SAE Plating, Cadmium Low Hydrogen Content Deposit M&P AMS 2403BM L041001SAE Plating, Nickel General Purpose M&P AMS 2404CH F081201SAE Plating, Electroless Nickel M&P AMS 2405Noncurrent CN C841010SAE Electroless Nickel Plate, Low Phosphorous M&P AMS 2406BV L070501SAE Plating, Chromium Hard Deposit M&P AMS 2408CF J081101SAE Plating, Tin M&P AMS 2410CR K100401SAE Plating, Silver Nickel Strike, High Bake M&P AMS 2411CB G080201SAE Plating, Silver for High Temperature Applications M&P AMS 2412CN J091201SAE Plating, Silver Copper Strike, Low Bake M&P AMS 2416K040301SAE Plating, Nickel-Cadmium Diffused M&P AMS 2417G040701SAE Plating, Zinc-Nickel Alloy M&P AMS 2418G060101SAE Plating, Copper M&P AMS 2419BM C030501SAE Plating, Cadmium-Titanium M&P AMS 2420D021201SAE Plating of Aluminum for Solderability Zinc Immersion Pre-Treatment Process M&PAMS 2423**See special notes CE D020401SAE Plating, Nickel Hard DepositContinue to use AMS-QQ-N-290 for Class2 NickelM&PAMS 2424CR F100401SAE NI Plate, Low Stressed Deposit M&P AMS2426D Coating Cadmium Vacuum Deposition83 84 85 86 87 88 89 90 91 92 93 94AMS 2426BT020901SAE Coating, Cadmium Vacuum Deposition M&P AMS 2429C011101SAE Bronze Plate Masking M&P AMS 2430CN R100101SAE Shot Peening, Automatic M&P AMS 2433C041001SAE Plating, Nickel-Thallium-Boron or Nickel-Boron M&P AMS 2434CN C060501SAE Plating, Tin-Zinc Alloy M&P AMS 2435Noncurrent CN G070601SAE Coating, Tungsten Carbide-Cobalt Coating, Detonation Process M&P AMS 2437BN C710111SAE Coating, Plasma Spray Deposition M&P AMS 2438CL D090701SAE Plating, Chromium Thin, Hard, Dense Deposit M&P AMS 2444BM A001201SAE Coating, Titanium Nitride Physical Vapor Deposition M&P AMS 2451BN B060501SAE Plating, Brush General Requirements M&PAMS 2460See special notes CA-070701SAE Plating, ChromiumIf dwg requires chrome plate per AMS-QQ-C-320 then stress relief and embritlmnt(emb) bake relief per BPS4620. If dwg req'schrome plate per AMS 2460 then stressrelief and bake relief per AMS 2460 unlessthe dwg specifically req's BPS 4620M&PAMS 2468Cancelled CN G981001SAE Hard Anodic Coating Treatment of Aluminum Alloys AMS 2469M&P AMS 2469CG H080701SAEHard Anodic Coating Treatment of Aluminum and Aluminum Alloys Processing and PerformanceRequirementsM&P95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111qAMS 2470CN M070401SAE Anodic Treatment of Aluminum Alloys Chromic Acid Process M&P AMS 2471CN G081201SAE Anodic Treatment of Aluminum Alloys Sulfuric Acid Process, Undyed Coating M&P AMS 2481CP J100201SAE Phosphate Treatment Antichafing M&PAMS 2482CN D100101SAEHard Anodic Coating on Aluminum Alloys Polytetrafluoroethylene (PTFE)-Impregnated orCodepositedM&PAMS 2485BY K080101SAE Coating, Black Oxide M&P AMS 2486CR E100501SAE Conversion Coating of Titanium Alloys Fluoride-Phosphate Type M&P AMS 2487CN A000301SAE Anodic Treatment of Titanium and Titanium Alloys Solution pH 12.4 Maximum M&P AMS 2488D000606SAE Anodic Tr:Ti,Ti Alys M&P AMS 2515BM E900101SAE Polytetrafluoroethylene (PTFE) Resin Coating Low Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2516BM D900101SAE Polytetrafluoroethylene (PTFE) Resin Coating High Build, 370 to 400 °C (698 to 752 °F) Fusion M&P AMS 2525C030401SAE Graphite Coating, Thin Lubricating Film Impingement Applied M&P AMS 2526BW C071001SAE Molybdenum Disulfide Coating, Thin Lubricating Film Impingement Applied M&P AMS 2615BM F060901SAE Pressure Testing Hydraulic Pressure as Specified M&P AMS 2630CR C100101SAE Inspection, Ultrasonic Product Over 0.5 Inch (12.7 mm) Thick M&P AMS 2631CN C090701SAE Ultrasonic Inspection Titanium and Titanium Alloy Bar and Billet M&P AMS 2632BN A950301SAEInspection, Ultrasonic, Of Thin Materials 0.50 Inch (12.7 mm) and Under in Cross-SectionalThicknessM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy112 113 114 115 116 117 118 119 120AMS 2635Cancelled Can810701SAE Radiographic Insp ASTM E1742M&P AMS 2640Cancelled CH Can960401SAE Magnetic Particle Inspection ASTM E1444M&P AMS 2645Cancelled CH Can950201SAE Fluorescent Penetrant Inspection ASTM E1417M&P AMS 2649CA C080101SAE Etch Inspection of High Strength Steel Parts M&P AMS 2658CN C091001SAE Hardness and Conductivity Inspection of Wrought Aluminum Alloy Parts M&P AMS 2664CH F950701SAE Brazing, Silver For Use Up to 800 °F (427 °C)M&P AMS 2665G030101SAE Brazing, Silver for Use up to 400 °F (204 °C)M&P AMS 2666Cancelled Can840101SAE Ag Braz,High Temp AMS 2664M&P AMS 2670BK J060601SAE Brazing, Copper M&P121 122 123 124 125 126 127 128 129 130 131 132 133 134135AMS 2671Cancelled CH Can920101SAE Copper Brazing Corrosion and Heat Resistant Steels and Alloys AMS 2670M&P AMS 2672BM F010301SAE Brazing, Aluminum Torch or Furnace M&P AMS 2673BM D010301SAE Brazing, Aluminum and Aluminum Alloys Molten Flux (Dip)M&P AMS 2675G020501SAE Brazing, Nickel Alloy Filler Metal M&P AMS 2680C010601SAE Electron--Beam Welding for Fatigue Critical Applications M&P AMS 2681B000301SAE Electron Beam Welding M&P AMS 2685Noncurrent CP E071001SAE Welding, Tungsten Arc, Inert Gas GTAW Method M&P AMS 2689Noncurrent CH A980201SAE Fusion Welding Titanium and Titanium Alloys M&P AMS 2694BR B070201SAE In-Process Welding of Castings M&PAMS 2700CF C081101SAE Passivation of Corrosion Resistant SteelsIf no Method & Type are specified must useMethod 1, Type 2,6,7 or 8 depending on thebase material. All acceptance testing shallbe per Class 4.M&PAMS 2728BM A050301SAE Heat Treatment of Wrought Copper Beryllium Alloy Parts M&P AMS 2745CJ A071201SAE Induction Hardening of Steel Parts M&P AMS 2750BN D050901SAE M&P AMS 2753CF C080801SAE Liquid Salt Bath Ferritic Nitrocarburizing Non-Cyanide Bath M&P AMS 2755Cancelled CM Can090701SAE Nitriding, Molten Salt BathProcess not available, consider AMS 2753as replacementM&P136137 138 139140 141 142 143 144 145as replacement.AMS 2759CE E081001SAE Heat Treatment of Steel Parts General Requirements M&P AMS 2759/1CJ E090201SAEHeat Treatment of Carbon & Low-Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517Mpa)Supersedes MIL-H-6875 for carbon & low-alloy steels below 220 KSIM&P AMS 2759/10CN A060601SAE Automated Gaseous Nitriding Controlled by Nitriding Potential M&P AMS 2759/11BW-050401SAE Stress Relief of Steel Parts M&P AMS 2759/2CR F100501SAE Heat Treatment of Low-Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517 Mpa) and HigherSupersedes MIL-H-6875 for low-alloysteels, 220 KSI & higher M&P AMS 2759/3CE E080801SAE Heat Treatment Precipitation-Hardening Corrosion-Resistant & Maraging Steel PartsSupersedes MIL-H-6875 for precipitationhardening & maraging steelM&P AMS 2759/4CA C080301SAE Heat Treatment Austenitic Corrosion-Resistant Steel PartsSupersedes MIL-H-6875 for austenticsteelsM&P AMS 2759/5D040601SAE Heat Treatment Martensitic Corrosion Resistant Steel PartsSupersedes MIL-H-6875 for martensiticsteelsM&P AMS 2759/6BM B051101SAE Gas Nitriding & Heat Treatment of Low - Alloy Steel Parts Use Standard Drawing Notes per BDS2240M&P AMS 2759/7CT B100501SAE Carburizing and Heat Treatment of Carburizing Grade Steel Parts M&P1. Infrared pyrometry may be used to146 147 148 149 150 151 152 153 154 155 156AMS 2759/8CG A070601See Special Notes SAE Ion Nitridingmeasure temperature. 2. The nitridingtemperature may be less than 50 degreesbelow the tempering or aging temperatureprovided that the core hardness is notreduced. 3. For small loads, a minimum oftwo acceptance testing specimens may beused in lieu of four, provided that at leastone specimen is placed in each layer.M&P AMS 2759/9CL D090501SAE Hydrogen Embrittlement Relief (Baking of Steel Parts)Supersedes MIL-H-6875 for stress relievingsteelsM&P AMS 2762Noncurrent CP B020101SAE Carburizing Carbon and Low-Alloy Steel Parts M&P AMS 2768CR C100701SAE Heat Treatment of Magnesium Alloy Castings M&P AMS 2770BJ H060801SAE Heat Treatment of Wrought Aluminum Alloy Parts M&P AMS 2771C040701SAE Heat Treatment of Aluminum Alloy Castings M&P AMS 2772BY E080201SAE Heat Treatment of Aluminum Alloy Raw Materials M&P AMS 2774CG B080801SAE Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts M&P AMS 2800CN D060801SAE Identification Finished Parts M&P AMS 2801B030301SAE Heat Treatment of Titanium Alloy Parts M&P AMS 2807CF B080201SAEIdentification Carbon and Low-Alloy Steels, Corrosion and Heat-Resistant Steels and Alloys Sheet,Strip, Plate and Aircraft TubingM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy157 158 159 160161162AMS 3025CN C090901SAE Polyalkylene Glycol Heat Treat Quenchant M&P AMS 3106Cancelled Can830401SAE Primer, Adhesive,Corr Inhib AMS 3107M&P AMS 3107A910401SAE Primer, Adhesive,Corr-Inhibiting M&P AMS 3195E920101SAE Silicone Rubber Sponge M&PAMS 3216G050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 70 to 80M&P AMS 3218C050901SAE Fluorocarbon (FKM) Rubber High-Temperature - Fluid Resistant Low Compression Set 85 to 95M&P AMS3276Sealing Compound,Integral Fuel Tanks and General Purpose,Intermittent Use to360°F(182°C)163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180AMS 3276CB E080301SAE Sealing Compound, Integral Fuel Tanks and General Purpose, Intermittent Use to 360 F (182 C)M&PAMS 3301G900401SAE Silicone Rubber, Gen Purp,35-45M&P AMS 3305H900401SAE Silicone Rubber, Gen Purp,75-85M&P AMS 3374C050701SAE Sealing Compound Aircraft Firewall M&P AMS 3410J981001SAE Flux,Ag Braz M&P AMS 3411D981001SAE Flux Silver Brz, High Temp M&P AMS 3644BL G060901SAE Plastic: Polyimide For Molded Rod, Bar, and Tube, Plaque, and Formed Parts M&P AMS 3645CN C010101SAE Polychlorotrifluoroethylene (PCTFE), Compression Molded Heavy Sections, Unplasticized M&P AMS 3650CN C910101SAE Rods, Sheets, and Molded Shapes, Polychlorotrifluoroethylene (PCTFE) Unplasticized M&P AMS 3651Cancelled Can870401SAE Ptfe AMS 3667M&P AMS 3651Cancelled Can870401Ptfe AMS 3652M&P AMS 3651Cancelled Can870401Ptfe AMS 3656M&P AMS 3651Cancelled Can870401Ptfe AMS 3660M&P AMS 3652C930101SAE Ptfe Film,Non-Crit Grade M&P AMS 3656CT G080301SAE Ptfe Extrusions,Norm Strength, As Sintered M&P AMS 3657CC D080301SAE Ptfe, Extrusions, Premium M&P AMS 3658CC D080301SAE Ptfe, Extrusions, Premium M&PAMS 3659CR E100501SAE Polytetrafluoroethylene (PTFE) Extrusions, Premium Strength, Sintered and Stress-Relieved M&P AMS3660D100601Polytetrafluoroethylene Moldings M&P181 182 183 184 185 186 187 188 189190191192193194AMS 3660CR SAE Polytetrafluoroethylene MoldingsAMS 3666D930701SAE Ptfe Sht, Glass Reinforced M&P AMS 3667CA D080301SAE Polytetrafluorethylene Sheet, Molded General Purpose Grade, As Sintered M&P AMS 3668CT D100501SAE Ptfe, Moldings, Premium Grade, A Sintered M&P AMS 3670/1B950401SAE Unfilled Polyamide-Imide, Bar M&P AMS 3824CN C950901SAE Cloth, Glass Finished for Resin Laminates M&P AMS 4001Cancelled CK Can070701SAE Aluminum Sheet and Plate 0.12Cu (1100-0) Annealed ASTM B209M&P AMS 4013CN F070501SAE Aluminum Sheet, Laminated Surface Bonded M&P AMS 4015CN L070201SAE Aluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-0) Annealed M&PAMS 4016CN L060901SAEAluminum Alloy, Sheet and Plate 2.5Mg - 0.25Cr (5052-H32) Strain Hardened, Quarter Hard, andStabilizedM&P AMS 4017CN K041201SAEAluminum Alloy Sheet and Plate 2.5Mg - 0.25Cr (5052-H34) Strain-Hardened, Half Hard, andStabilizedM&P AMS 4023CN E840401SAEAluminum Alloy Sheet and Plate Alcalad 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (Alclad 6061; -T6 Sheet,-T651 Plate)M&P AMS 4025CE L080701SAE Aluminum Alloy, Sheet and Plate 1.0Mg - 0.60Si-0.28Cu-0.20Cr(6061-0) Annealed AMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4026CE M080701SAEAluminum Alloy, Sheet and Plate 1.0Mg -0.60Si-0.28Cu-0.20Cr (6061;-T4 Sheet, T-451 Plate)Solution Heat Treated and Naturally AgedAMS-QQ-A-250/11A - cancelled - 2008M&P AMS4027Aluminum Alloy,Sheet and Plate1.0Mg-0.60Si-0.28Cu-0.20Cr(6061;-T6Sheet,T-651Plate)AMS QQ A250/11A ll d2008195 196 197 198 199 200 201 202 203 204AMS 4027CE N080701SAEAluminum Alloy, Sheet and Plate 1.0Mg 0.60Si0.28Cu0.20Cr (6061;T6 Sheet, T651 Plate)Solution and Precipitation Heat TreatAMS-QQ-A-250/11A - cancelled - 2008M&P AMS 4037CN N030701SAEAluminum Alloy, Sheet and Plate 4.4Cu - 1.5Mg - 0.60Mn (2024; - T3 Flat Sheet, T351 Plate)Solution Heat TreatedM&P AMS 4080CN N091201SAE Aluminum Alloy, Drawn Seamless Tubing 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-O) Annealed M&P AMS 4081CC J080601SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr(6061-T4) Solution Heat Treated and Naturally AgedM&P AMS 4083BW K000901SAEAluminum Alloy Tubing, Hydraulic, Seamless, Drawn, Round 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr-(6061-T6) Solution and Precipitation Heat TreatedM&P AMS 4086BL N060901SAEAluminum Alloy, Drawn, Round, Seamless Hydraulic Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3)Solution Heat Treated, Cold Worked, and Naturally AgedM&P AMS 4088BT K070301SAEAluminum Alloy, Drawn, Seamless Tubing 4.4Cu-1.5Mg-0.60Mn (2024-T3) Solution Heat Treatedand Cold WorkedM&P AMS 4107F051101SAE Alum Aly Die Forg, (7050-T14)M&P AMS 4113CH E030701SAEAluminum Alloy, Extruded Profiles 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4116CN H090701SAEAluminum Alloy, Bars, Rods, and Wire 1.0Mg - 0.60Si - 0.3Cu - 0.20Cr (6061-T4) Cold Finished,Solution Heat Treated and Naturally AgedM&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy205 206 207AMS 4117CM J090701SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire and Flash Welded Rings 1.0Mg -0.60Si - 0.28Cu - 0.20Cr (6061; - T6, -T651) Solution and Precipitation Heat TreatedM&P AMS 4119Cancelled CN Can900101SAEAluminum Alloy Bars, Rolled, Drawn, or Cold Finished 4.4Cu - 1.5Mg - 0.60Mn (2024-T351) StressRelief StretchedAMS 4120M&P AMS 4120R020901SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 4.4Cu - 1.5 Mg - 0.60Mn (2024)Solution Heat Treated and Naturally Aged (T4) Solution Heat Treated, Cold Worked, and NaturallyAged (T351)M&P AMS4121Aluminum Alloy Bars, Rods, and Wire, Rolled or Cold Finished 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg208 209 210 211 212 213 214 215 216AMS 4121CA H071101SAE(2014-T6) Solution and Precipitation Heat TreatedM&P AMS 4123CN H060101SAEAluminum Alloy, Rolled or Cold Finished Bars and Rods (7075-T651) Solution and PrecipitationHeat TreatedM&P AMS 4124BU D050801SAEAluminum Alloy, Rolled or Cold Finished Bars, Rods, and Wire 5.6Zn-2.5Mg-1.6Cu-0.23Cr (7075-T7351) Solution Heat Treated, Stress Relieved by Stretching and OveragedM&P AMS 4128CN D071001SAEAluminum Alloy Bars, Rolled or Cold Finished 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T451)Solution Heat Treated and Stress Relieved by StretchingM&P AMS 4132CF F081201SAEAluminum Alloy, Die and Hand Forgings, Rolled Rings, and Forging Stock 2.3Cu-1.6Mg-1.1Fe-1.0Ni-0.18Si-0.07Ti (2618-T61) Solution and Precipitation Heat TreatedM&P AMS 4133CN E090301SAEAluminum Alloy Forgings and Rolled Rings 4.4Cu -0.85Si -0.80Mn - 0.50Mg (2014-T6) Solutionand Precipitation Heat TreatedM&P AMS 4135Cancelled CN Can860401SAEAluminum Alloy Forgings 4.5Cu - 0.85Si - 0.80Mn - 0.50Mg (2014-T6) Solution and PrecipitationHeat TreatedAMS 4133M&P AMS 4141CE F081001SAEAluminum Alloy Die Forgings 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr (7075-T73) Solution and PrecipitationHeat TreatedM&P AMS 4144BN F060501SAEAluminum Alloy, Hand Forgings and Rolled Rings 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T852/T851) Solution Heat Treated, Mechanically Stress Relieved, and Precipitation Heat-TreatedM&P AMS 4149D020901SAEAluminum Alloy, Die and Hand Forgings 5.6n - 2.5Mg - 1.6Cu - 0.23Cr (7175-T74) Solution andPrecipitation Heat TreatedM&P217218219220 221 222 223 224 225 226 227 228 229230Precipitation Heat TreatedAMS 4150CN L030801SAEAluminum Alloy, Extrusions and Rings 1.0Mg - 0.60Si - 0.28Cu - 0.20Cr - (6061-T6) Solution andPrecipitation Heat TreatedM&P AMS 4162D030701SAEAluminum Alloy, Extrusions 6.3Cu - 0.30Mn - 0.18Zr - 0.10V - 0.06Ti (2219-T8511) SolutionTreated, Stress Relief Stretched, Straigtened, and Precipitation Heat TreatedM&P AMS 4173CN E030701SAEAluminum Alloy, Extrusions 1.0Mg - 0.60Si - 0.30Cu - 0.20Cr (6061-T6511) Solution HeatTreated,Stress Relieved by Stretching, Straightened, and Precipitation Heat TreatedM&P AMS 4181C030401SAE Aluminum Alloy, Welding Wire 7.0Si - 0.38Mg - 0.10Ti (4008) (UNS A94008)M&P AMS 4182CN G091201SAE Alum Aly Wire, Annealed 5.0Mg - 0.12Mn - 0.12Cr (5056-0) Annealed M&P AMS 4185D000701SAE Fill Mtl, Alum Braz,12SI,(4047)M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4181M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4233M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4244M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4245M&P AMS 4188Cancelled Can861001SAE Wldg Wire AMS 4246M&P AMS 4210CN K050301SAE Aluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T51) Precipitation Heat Treated M&P AMS 4212CN J051001SAEAluminum Alloy Castings 5.0Si - 1.2Cu - 0.50Mg (355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4214CN J080601SAECastings, Aluminum Alloy Sand 5.0Si - 1.2Cu - 0.50Mg (355.0 T71) Solution Heat Treated andOveragedM&P231 232 233 234 235 236 237 238 239 240 241O e agedAMS 4215CN H080301SAEAluminum Alloy, Castings 5.0Si - 1.2Cu - 0.50Mg (C355.0-T6) Solution and Precipitation HeatTreatedM&P AMS 4217CN H070401SAEAluminum Alloy, Castings 7.0Si - 0.32Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4218CN J100101SAEAluminum Alloy Castings 7.0Si-0.35Mg (A356.0-T6) (Formerly T6P Temper) Solution andPrecipitation Heat TreatedM&P AMS 4223CN D070401SAEAluminum Alloy, Castings 4.5Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T4) Solution HeatTreated and Naturally AgedM&P AMS 4224Cancelled no s/s spec CN C100101SAEAluminum Alloy Castings, Sand 4.0Cu - 2.1Ni - 2.0Mg - 0.30Cr - 0.30Mn - 0.13T - 0.13V (243.0)Stabilizedok to use canc spec M&P AMS 4225CN D070601SAEAluminum Alloy, Heat Resistant, Castings 5.0Cu - 1.5Ni - 0.25Mn - 0.25Sb - 0.25Co - 0.20Ti -0.20Zr (203.0-T6) Solution Heat Treated and Precipitation Heat TreatedM&P AMS 4226Noncurrent CN A830101SAEAluminum Alloy Castings, High Strength 5.0Cu - 0.35Mn - 0.18Zr- 0.10V (224.0) Solution andPrecipitation Heat Treated (Overaged)M&P AMS 4227Cancelled no s/s spec CN E050701SAE Aluminum Alloy, Casting, Sand, 8.0Cu 6.0Mg 0.50Mn 0.50Ni, As Cast ok to use canc spec M&P AMS 4229CN D010501SAEAluminum Alloy Castings, High Strength 4.5Cu - 0.7Ag - 0.30Mn - 0.25Mg - 0.25Ti (A201.0-T7)Solution Heat Treated and OveragedM&P AMS 4233C030301SAE Aluminum Alloy, Welding Wire 4.5 Cu - 0.70Ag - 0.30Mn - 0.25Mg - 0.25Ti (201) (UNS A02010)M&P1Specification Status Change Made atBPS4000 revRev revDate Attachments Org Title supersededBy specialNotes latestSupersedingDoc reviewBy242 243 244 245AMS 4235CN B080301SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T71) Solution andPrecipitation Heat TreatedM&P AMS 4236CN B070801SAEAluminum Alloy Castings 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (A206.0-T4) Solution Heat Treated andNaturally AgedM&P AMS 4237Cancelled no s/s spec CN B070401SAEAluminum Alloy Castings, Sand 4.6Cu - 0.35Mn - 0.25Mg - 0.22Ti (206.0 - T71) Solution HeatTreated and Naturally Agedok to use canc spec M&P AMS 4241CN D091101SAEAluminum Alloy Castings 7.0Si - 0.58Mg - 0.15Ti -0.06Be (D357.0 - T6) Solution and PrecipitationHeat Treated Dendrite Arm Spacing (DAS) ControlledM&P AMS4244Aluminum Alloy,Welding Wire4.6Cu-0.35Mn-0.25Mg-0.22Ti for Welding A206.0Type Alloys246 247 248 249 250 251 252 253 254 255 256 257AMS 4244CE B080701SAE Aluminum Alloy, Welding Wire 4.6Cu 0.35Mn 0.25Mg 0.22Ti for Welding A206.0 Type Alloys M&PAMS 4245Noncurrent CR E100401SAE Aluminum Alloy, Welding Wire 5.0Si - 1.2Cu - 0.50Mg (355) (UNS A03550)M&P AMS 4246Noncurrent CP D080201SAE Aluminum Alloy, Welding Wire 7.0Si - 0.52Mg (357) (UNS A03570)M&PAMS 4260Not Acceptable to Useat Parker HannifinAerospaceCL G080601SAE Alum Aly Cast, Invest(356.0-T6)BPS4829AMS4260G unacceptable for Parker Use.BPS4829 created as replacement.M&P AMS 4261CN F091201SAE Aluminum Alloy Castings, Investment 7.0Si - 0.32Mg (356.0 - T51) Precipitation Heat Treated M&P AMS 4280CN J080601SAEAluminum Alloy Castings, Permanent Mold 5.0Si - 1.2Cu - 0.5Mg (355.0-T71) Solution HeatTreated and OveragedM&P AMS 4284CN H080601SAEAluminum Alloy Castings, Permanent Mold 7.0Si - 0.30Mg (356.0-T6) Solution and PrecipitationHeat TreatedM&P AMS 4289CN-011101SAEAluminum Alloy Castings 7.0Si - 0.55Mg - 0.12Ti (F357.0-T6) Solution and Precipitation HeatTreatedM&PAMS 4291CT H101001SAE Aluminum Alloy, Die Castings 8.5Si - 3.5Cu (A380.0-F) (See AS1990) As Cast M&PAMS 4315CK-050701SAEAluminum Alloy Sheet and Plate 5.6Zn - 2.5Mg - 1.6Cu - 0.23Cr 7075: (-T76 Sheet, -T7651 Plate)Solution and Precipitation Heat TreatedM&PAMS 4316CN-050701SAE Aluminum Alloy, Alclad Sheet and Plate 5.6Zn - 2.5Mg M&PAMS 4437CN E080501SAE Magnesium Alloy Castings, Sand 8.7Al - 0.70Zn (AZ91C-T6) Solution Heat Treated and Aged M&P258 259 260 261 262 263 264 265 266 267 268 269AMS 4507BW H011101SAE Copper Alloy (Brass), Sheet, Strip, and Plate 70Cu - 30Zn Half Hard (H02)M&P AMS 4510CN G010501SAE Phosphor Bronze, Sheet, Strip, and Plate 94.5Cu - 4.0Sn - 0.19P Spring Temper (H08)M&PAMS 4511A040701SAECopper Beryllium Alloy Castings 97Cu-2.1Be-0.52(Co+Ni)-0.28Si Solution and Precipitation HeatTreated (TFOO)M&P AMS 4530G050201SAE Copper -Beryllium Alloy Sheet, Strip, and Plate 98Cu - 1.9Be Solution Heat Treated (TB00)M&P AMS 4533CL C090701SAECopper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be Solution and Precipitation Heat Treated(TF00, formerly AT)-UNS C17200M&P AMS 4597CN-060801SAECopper-Nickel-Tin Alloy, Bars and Rods 77Cu - 15Ni - 8Sn Solution Annealed, Cold Finished andSpinodal Hardened (TX TS)M&PAMS 4631Noncurrent CL E880401SAE Aluminum Bronze Rods, Bars, and Forgings 90.5Cu - 7.5Al - 1.95: Stress Relieved M&PAMS 4633CL A031201SAEBronze, Aluminum Silicon, Rods, Bars, and Forgings 90Cu - 7.0Al - 1.8Si Drawn and StressRelieved (HR50)M&PAMS 4634CL B090301SAE Aluminum Bronze Bars, Rods, and Forgings 905Cu - 7.5Al - 1.9Si Stress Relieved M&P AMS 4635CL F090701SAE Aluminum Bronze Bars, Rods, and Forgings 87Cu - 9Al - 3Fe Stress Relieved M&P AMS 4640G050801SAEAluminum Bronze, Bars, Rods, Shapes, Tubes, and Forgings 81.5Cu - 10.0Al - 4.8Ni - 3.0FeDrawn and Stress Relieved (HR50) or Temper Annealed (TQ50)M&P AMS 4650L040301SAECopper-Beryllium Alloy, Bars, Rods, Shapes and Forgings 98Cu - 1.9Be Solution Heat TreatedTB00 (A)M&P270271 272 273 274 275 276 277 278279280281282283()AMS 4651CN C050701SAE Copper-Beryllium Alloy, Bars and Rods 98Cu - 1.9Be (CDA 172) Hard Temper (TD04)M&PAMS 4674CN G060901SAE Nickel - Copper Alloy, Corrosion-Resistant, Bars and Forgings 67Ni - 30Cu - 0.04S Free Machining M&PAMS 4701CN G091001SAE Copper Wire, Oxygen-Free 99.95 (Cu+Ag) Annealed M&P AMS 4730CN G080701SAE Nickel-Copper Alloy Wire, Corrosion-Resistant 67Ni-31Cu Annealed (400)M&P AMS 4765E990501SAE Braz Fill Mtl M&P AMS 4769F990501SAE Braz Fill Mtl M&P AMS 4770K990501SAE Braz Fill Mtl M&P AMS 4772J990501SAE Braz Fill Mtl M&P AMS 4774F990501SAE Braz Fill Mtl M&PAMS 4775CT J101001SAENickel Alloy, Brazing Filler Metal 73Ni - 0.75C - 4.5Si - 14Cr - 3.1B - 4.5Fe 1790 to 1970 °F (977 to1077 °C) Solidus-Liquidus RangeM&P AMS 4776CT H101001SAENickel Alloy, Brazing Filler Metal 73Ni - 4.5Si - 14Cr - 3.1B - 4.5Fe (Low Carbon) 1790 to 1970 °F(977 to 1077 °C) Solidus-Liquidus RangeM&P AMS 4777CT H101001SAENickel Alloy, Brazing Filler Metal 82Ni - 4.5Si - 7.0Cr - 3.1B - 3.0Fe 1780 to 1830 °F (971 to 999°C) Solidus-Liquidus RangeM&P AMS 4786CN H090701SAEGold-Palladium-Nickel Alloy, Brazing Filler Metal, High Temperature 70 Au - 8.0Pd - 22Ni 1845 to1915 °F (1007 to 1046 °C) Solidus-Liquidus RangeM&P AMS 4787F000401SAE Gold-Nickel Alloy, Brazing Filler Metal, High Temperature 70Au - 8.0Pd - 22Ni 1845 to 1915M&P。
美国杜邦(DUPONT)副牌EAA-2022物性表

美国杜邦(DUPONT)副牌EAA-2022美国杜邦公司原料,MI=35,AA=18。
合适的熔指以及粘度、较高AA含量,使得该型号的EAA成功应用于热熔胶磨粉,中空玻璃热熔胶,高温火焰喷涂,以及环保降解材料。
图一原料粒子外观图二原料包装(覆膜编织袋)电缆屏蔽层火焰喷涂磨粉后的产品产品主要应用:1.电缆屏蔽层:在加工温度低或者环境温度比较低的情况下代替3460,取得更好的效果。
2.火焰喷涂:用专用的机器磨粉后,可以采用火焰喷涂方式,防止金属的表面生锈,增加材料的环境的耐腐蚀性、耐候性等。
3.玻璃热熔胶:代替EVA后,取得更好的粘结效果以及更高的结构强度。
总体材料状态∙已商用:当前有效资料 1∙Technical Datasheet (English)供货地区∙北美洲∙非洲和中东∙拉丁美洲∙南美洲∙欧洲∙亚太地区性能特点∙良好粘结性用途∙层压板∙涂敷应用∙粘合剂机构评级∙FDA 21 CFR 177.1330形式∙颗粒料加工方法∙共挤出成型∙挤出物理性能额定值单位制测试方法比重0.930 g/cm³ASTM D792, ISO 1183熔流率(190°C/2.16kg)35 g/10 min ASTM D1238, ISO 1133热性能额定值单位制测试方法维卡软化温度58.0 °C ASTM D1525, ISO 306熔融温度87.0 °C ASTM D3418, ISO 3146Freezing Point 62 °C ASTM D3418补充信息The value listed as Melting Point, DSC, was tested in accordance with ASTM D3418.Freezing Point (DSC), ASTM D3418: 62°C挤出额定值单位制第1气缸区温度135 °C第2气缸区温度185 °C第3气缸区温度235 °C第4气缸区温度235 °C第5气缸区温度235 °C连接器温度235 °C熔体温度< 260 °C模具温度235 °C挤压说明Processing conditions shown are for extrusion coating/lamination.。
EAA介绍及应用
EAA 5980I本产品来源于美国DOW公司原料,成功应用于热熔胶粉;可以和淀粉混合做环保降解材料;也可以改性其他材料,提高材料对金属以及其他材料等的附着力。
粒子均匀统一,透明度高,闻起来有丙烯酸的香味特性1、优异的粘接性,与EAA能粘接的材料有:铝和锡等金属及其氧化物、玻璃、纤维素、木材、皮革、玻璃纸、蛋白质、尼龙、聚氨酯、聚乙烯、三元乙丙胶等2、使用范围宽,不会产生热分解冒气泡的问题,建议使用温度120-160℃之间。
3、易加工性,高流动性,超低熔点,减少用量,降低成本应用领域1、粉末涂层:本产品可以制作成粉末可以喷涂于管材、钢材、无纺布服装等材料表面,作为防腐或者粘合材料;2、热熔胶:用于难粘接材料;也可以用于高档服装的衣领中间粘合层;3、水性溶剂:在适当的反应条件下能溶解于热的碱性溶液,可以配制水性粘合剂,用于服装衣料等;4、降解环保材料:EAA与淀粉基材料共混可以生产降解塑料。
技术指标:丙烯酸含量:AA>20%熔融指数:MI=300g/10min密度:0.91-0.94g/㎝³EAA简介:乙烯-丙烯酸共聚物,是一种具有热塑性和极高黏结性的材料。
当MI相同时,随着AA含量的增加其透明性、韧性、黏结性和耐环境应力开裂性会增加;相反刚性、蒸汽透射率、耐化学性会更好。
当AA含量相同时,随着MI的增加黏结性、加工性能会更好。
主要应用于包装、粉末涂层、粘合剂、热熔胶、密封材料、水性溶剂,环保降解材料等方面。
EAA物化原理:乙烯丙烯酸共聚物(Ethylene Acrylic Acid 简称EAA)是一种具有热塑性和极高粘接性的聚合物,由于羧基团的存在以及氢键的作用,聚合物的结晶化被抑制,主链的线性被破坏,因此提高了EAA的透明性和韧性,降低了熔点和软化点。
美国陶氏EAA 3440物性表

美国陶氏EAA 3440PRIMACOR™美国陶氏EAA 3440共聚物是一种乙烯丙烯酸共聚物,适用于挤出涂覆和挤出层压应用。
PRIMACOR 3440共聚物具有以下特性:•优异的热封性能和热粘性能•与金属、纸张和PE底材具有优异的粘结力•优异的韧性•优异的耐应力开裂性能•对水分不敏感•专为高速生产线设计应用领域:•软质包装复合材料•液体包装复合材料符合以下法规要求:•美国食品和药品管理局(U.S. FDA) 21 CFR 177.1310(b)•欧盟(EU) No 10/2011请查阅法规以获取详尽资料。
总体材料状态•已商用:当前有效供货地区•北美洲•拉丁美洲•欧洲•亚太地区机构评级•EU No 10/2011 •FDA 21 CFR 177.1310(b)形式•颗粒料加工方法•挤压层涂法物理性能额定值单位制测试方法比重0.938 g/cm³ASTM D792, ISO 1183 熔流率2(190°C/2.16kg)11 g/10 min ASTM D1238, ISO 1133 共聚单体含量39.7 % Internal Method机械性能额定值单位制测试方法抗张强度ASTM D638, ISO 527-2 屈服, 模压成型7.93 MPa断裂, 模压成型17.6 MPa伸长率 (断裂, 模压成型) 600 % ASTM D638, ISO 527-2薄膜额定值单位制测试方法始封温度485.0 °C Internal Method 水气透过率(38°C, 90% RH)0.41 g·mm/m²/atm/24 hr DIN 53122/2热性能额定值单位制测试方法维卡软化温度81.1 °C ASTM D1525, ISO 306 溶融温度(DSC)97.8 °C Internal Method挤出额定值单位制测试方法熔体温度260 到 290 °C内缩量(288°C, 25.4 µm)66.0 mm Internal Method最小涂层厚度10 µm Internal Method最小涂层重量9.8 g/m²Internal Method挤压说明挤出涂层薄膜的制造条件:用于处理此树脂的设备应由耐腐蚀材料制成。
eaa粉末用途

eaa粉末用途
乙烯-丙烯酸共聚物(EAA)
EAA由乙烯和冰晶级丙烯酸高温高压自由基聚合而成,可以归为特种聚烯烃树脂。
EAA具有极佳的热封性、抗
撕裂性、隔绝空气和水汽,在食品药品等软包装领域应
用广泛,对金属、玻璃等有卓越的粘合能力,也可应用
于电线电缆、钢铁涂料。
(1)包装:挤出涂覆生产饮料纸盒、电缆屏蔽层等,具有
抗撕裂、抗穿刺、防腐等保护作用;
(2)粉末涂层:EAA粉末可以喷涂于管材、钢材、无纺布
等材料表面,作为防腐材料;
(3)热熔胶:高MI(熔融指数)的EAA可以生产热熔胶,用于难粘接材料;
(4)水性溶剂:高AA(丙烯酸)含量高MI的EAA在适当的反应条件下能溶解于热的碱性溶液,可以配制水性粘合剂,用于服装衣料等;
(5)降解环保材料:EAA与淀粉基材料共混可以生产降解塑料。
据统计,目前全球EAA产能约30万吨/年,被几大生产商所垄断,集中度很高。
其中Dupont(7.2 万吨/年,24%)、Ineos(5.7万吨/年,19%)、Mitsui(5.6万吨/年,19%)、SK(5.5万吨/年,18%)、Exxon(2.8万吨/年,9%),前五家市占比达到90%。
欧洲和北美地区是EAA主要的生产和消费地,市场占比分别达到39%和33%。
亚太市场占比约为23%,但是亚太只有日本Polychem公司有一个工厂,使用杜邦的技术,由杜邦和三菱建造。
假设全球EAA需求量约为25万吨/年,EAA平均价格2万元/吨,估算全球EAA市场规模约为50亿元。
我国目前没有生产EAA的企业,产品全部依赖进口,进口量约为2-3万吨/年,其中涂覆级产品市场需求量约1.5万吨/年。
美国阻燃材料标准及测试方法
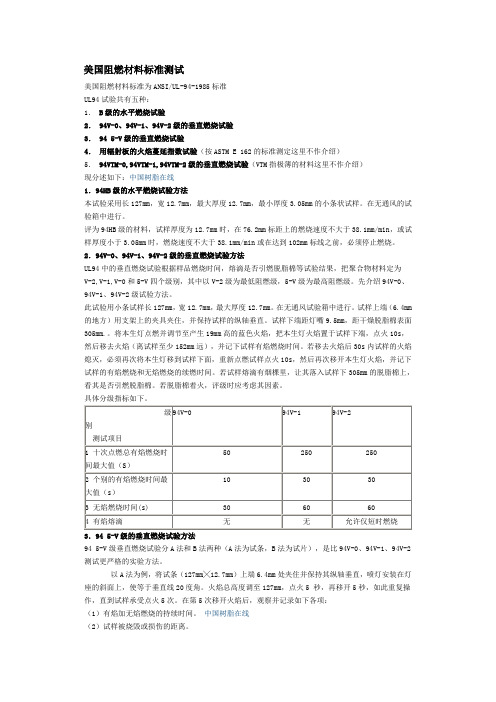
美国阻燃材料标准测试美国阻燃材料标准为ANSI/UL-94-1985标准UL94试验共有五种:1.B级的水平燃烧试验2. 94V-0、94V-1、94V-2级的垂直燃烧试验3. 94 5-V级的垂直燃烧试验4.用辐射板的火焰蔓延指数试验(按ASTM E 162的标准测定这里不作介绍)5.94VTM-0,94VTM-1,94VTM-2级的垂直燃烧试验(VTM指极薄的材料这里不作介绍)现分述如下:中国树脂在线1.94HB级的水平燃烧试验方法本试验采用长127mm,宽12.7mm,最大厚度12.7mm,最小厚度3.05mm的小条状试样。
在无通风的试验箱中进行。
评为94HB级的材料,试样厚度为12.7mm时,在76.2mm标距上的燃烧速度不大于38.1mm/min,或试样厚度小于3.05mm时,燃烧速度不大于38.1mm/min或在达到102mm标线之前,必须停止燃烧。
2.94V-0、94V-1、94V-2级的垂直燃烧试验方法UL94中的垂直燃烧试验根据样品燃烧时间,熔滴是否引燃脱脂棉等试验结果,把聚合物材料定为V-2,V-1,V-0和5-V四个级别,其中以V-2级为最低阻燃级,5-V级为最高阻燃级。
先介绍94V-0、94V-1、94V-2级试验方法。
此试验用小条试样长127mm,宽12.7mm,最大厚度12.7mm。
在无通风试验箱中进行。
试样上端(6.4mm 的地方)用支架上的夹具夹住,并保持试样的纵轴垂直。
试样下端距灯嘴9.5mm,距干燥脱脂棉表面305mm.。
将本生灯点燃并调节至产生19mm高的蓝色火焰,把本生灯火焰置于试样下端,点火10s,然后移去火焰(离试样至少152mm远),并记下试样有焰燃烧时间。
若移去火焰后30s内试样的火焰熄灭,必须再次将本生灯移到试样下面,重新点燃试样点火10s,然后再次移开本生灯火焰,并记下试样的有焰燃烧和无焰燃烧的续燃时间。
若试样熔滴有烟棵里,让其落入试样下305mm的脱脂棉上,看其是否引燃脱脂棉。
拉链阻燃标准

拉链阻燃标准
拉链阻燃标准主要有欧洲的EN1869标准和美国的ASTM F2320-03标准。
EN1869标准在欧洲被广泛使用,该标准规定了拉链的阻燃等级分为F1、F2、F3三个等级,并对每个等级的拉链的燃烧时间、残留长度、残留重量等进行了具体的要求。
ASTM F2320-03标准则适用于防火门、防火卷帘门、高温工作服和其他防护服装的设计和评定。
该标准规定了通过ASTM E662测试的防火性能等级,并通过最严格的美国联邦飞行安全局标准(FAR 25.853)的要求。
另外,我国的阻燃拉链的阻燃等级分为如下四级:A不燃材料、Bl难燃材料、BZ可燃材料、B3易燃材料。
阻燃性能的测试方法可参照GB/T5454一1997、GB/T5455一1997或者EN469:2014。
除阻燃性能之外,阻燃拉链也要保证水洗和长时间放置不影响拉链本身的防火阻燃效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国杜邦EAA 20E482产品说明EAA简介:乙烯-丙烯酸共聚物,是一和极高黏结性的材料种具有热塑性。
当MI相同时,随着AA含量的增加其透明性、韧性、黏结性和耐环境应力开裂性会增加;相反刚性、蒸汽透射率、耐化学性会更好。
当AA含量相同时,随着MI的增加黏结性、加工性能会更好。
主要应用于包装、粉末涂层、粘合剂、热熔胶、密封材料、水性溶剂,环保降解材料等方面。
美国杜邦公司简介:杜邦公司是一家面向市场的科学企业,提供以科学为基础的产品及服务。
成立于1802年的杜邦公司致力于利用科学创造可持续的解决方案,让全球各地的人们生活得更美好、更安全和更健康。
如今,杜邦在全球拥有60,000多名员工,业务遍及90多个国家和地区,以广泛的创新产品和服务涉及农业与食品、楼宇与建筑、通讯和交通等众多领域。
EAA 20E482产品物性:总体已商用:停售材料状态∙北美洲供货地区∙良好粘结性性能特点∙粘合剂用途∙FDA 21 CFR 177.1330机构评级∙颗粒料形式∙共挤出成型加工方法∙物理性能额定值单位制测试方法密度0.937 g/cm³ASTM D1505熔流率(190°C/2.16 kg) 3.0 g/10 min ASTM D1238热性能额定值单位制测试方法维卡软化温度72.8 °C ASTM D1525熔融温度96.1 °C挤出额定值单位制第1气缸区温度120 °C第3气缸区温度220 到 235 °C第5气缸区温度235 到 275 °C连接器温度235 到 275 °C熔体温度210 到 275 °C模具温度235 到 275 °C美国杜邦EAA 2002 物性说明EAA 2002简介:乙烯丙烯酸共聚物(EthyleneAcrylicAcid简称EAA)是一种具有热塑性和极高粘接性的聚合物,由于羧基团的存在以及氢键的作用,聚合物的结晶化被抑制,主链的线性被破坏,因此提高了EAA的透明性和韧性,降低了熔点和软化点。
当MI相同时,随着AA含量的增加,EAA的透明性、韧性、粘接性、耐环境应力开裂性会增加;相反,其刚性、湿蒸汽透射率、抗蠕变性、耐化学性会更好。
当AA含量相同时,随着MI的增加,EAA的粘接性、加工性会更好;相反,其韧性、耐环境应力开裂性会增加。
总体材料状态∙已商用:当前有效供货地区∙北美洲∙非洲和中东∙拉丁美洲∙南美洲∙欧洲∙亚太地区机构评级∙FDA 21 CFR 177.1330形式∙颗粒料加工方法∙共挤出成型∙挤出物理性能额定值单位制测试方法比重0.930 g/cm³ASTM D792, ISO 1183熔流率(190°C/2.16 kg) 10 g/10 min ASTM D1238, ISO 1133热性能额定值单位制测试方法维卡软化温度60.0 °C ASTM D1525, ISO 306熔融温度91.0 °C ASTM D3418, ISO 3146Freezing Point 66 °C ASTM D3418补充信息The value listed as Melting Point, DSC, was tested in accordance with ASTM D3418.Freezing Point (DSC), ASTM D3418: 66°C挤出额定值单位制第1气缸区温度135 °C第2气缸区温度185 °C第3气缸区温度235 °C第4气缸区温度260 °C第5气缸区温度260 °C连接器温度260 °C熔体温度< 285 °C模具温度260 °C挤压说明Processing conditions shown are for extrusion coating/lamination.EAA 2002应用领域:EAA广泛应用于包装、粉末涂层、粘合剂、热熔胶、密封材料、水性溶剂等方面,下面简要介绍:1、包装:挤出涂覆生产饮料纸盒、牙膏管、电缆屏蔽层等,同时EAA还有抗撕裂、抗穿刺、防腐等保护作用;2、粉末涂层:EAA粉末可以喷涂于管材、钢材、无纺布等材料表面,作为防腐材料;3、热熔胶:高性能高MI的EAA可以生产热熔胶,用于难粘接材料;4、水性溶剂:高AA含量高MI的EAA在适当的反应条件下能溶解于热的碱性溶液,可以配制水性粘合剂,用于服装衣料等;5、降解环保材料:EAA与淀粉基材料共混可以生产降解美国杜邦EAA2014产品说明EAA简介:乙烯-丙烯酸共聚物,是一和极高黏结性的材料种具有热塑性。
当MI相同时,随着AA含量的增加其透明性、韧性、黏结性和耐环境应力开裂性会增加;相反刚性、蒸汽透射率、耐化学性会更好。
当AA含量相同时,随着MI的增加黏结性、加工性能会更好。
主要应用于包装、粉末涂层、粘合剂、热熔胶、密封材料、水性溶剂,环保降解材料等方面。
EAA 2014产品物性说明:Bynel Series 2000 resins acid-modified ethylene acrylate polymers with medium to high acid comonomer contents. They contain a temperature stable ester that makes them functional in high-temperature coextrusions. They are available in pellet form for use in conventional extrusion and coextrusion equipment designed to process polyethylene (PE) resins.总体材料状态∙已商用:当前有效供货地区∙北美洲∙非洲和中东∙拉丁美洲∙南美洲∙欧洲∙亚太地区性能特点∙食品接触的合规性用途∙薄膜∙管道∙片材∙涂敷应用∙粘合剂机构评级∙FDA 21 CFR177.1330∙FDA 21 CFR177.1340形式∙颗粒料加工方法∙层压法∙共挤出成型∙挤压层涂法物理性能额定值单位制测试方法比重0.940 g/cm³ASTM D792熔流率(190°C/2.16kg)7.9 g/10 min ASTM D1238热性能额定值单位制测试方法维卡软化温度57.0 °C ASTM D1525熔融温度86.0 °C ASTM D3418补充信息Freeze Point, ASTM D3418: 67°C挤出额定值单位制第1气缸区温度120 °C第3气缸区温度220 到 235 °C第5气缸区温度235 到 275 °C连接器温度235 到 275 °C熔体温度210 到 220 °C模具温度235 到 275 °C美国杜邦EAA2169 产品说明EAA 物化原理:乙烯丙烯酸共聚物(Ethylene Acrylic Acid 简称EAA)是一种具有热塑性和极高粘接性的聚合物,由于羧基团的存在以及氢键的作用,聚合物的结晶化被抑制,主链的线性被破坏,因此提高了EAA的透明性和韧性,降低了熔点和软化点。
杜邦公司简介:杜邦公司是一家面向市场的科学企业,提供以科学为基础的产品及服务。
成立于1802年的杜邦公司致力于利用科学创造可持续的解决方案,让全球各地的人们生活得更美好、更安全和更健康。
如今,杜邦在全球拥有60,000多名员工,业务遍及90多个国家和地区,以广泛的创新产品和服务涉及农业与食品、楼宇与建筑、通讯和交通等众多领域。
EAA 2169 产品物性介绍:总体已商用:停售材料状态∙北美洲供货地区∙良好粘结性性能特点∙粘合剂用途∙FDA 21 CFR 175.105机构评级∙颗粒料形式∙挤压层涂法∙铸造薄膜加工方法∙物理性能额定值单位制测试方法密度0.928 g/cm³ASTM D1505熔流率(190°C/2.16 kg) 6.5 g/10 min ASTM D1238热性能额定值单位制测试方法维卡软化温度55.0 °C ASTM D1525熔融温度82.2 °C挤出额定值单位制第1气缸区温度120 °C第3气缸区温度220 到 235 °C第5气缸区温度235 到 250 °C连接器温度235 到 250 °C熔体温度210 到 300 °C模具温度235 到 250 °C美国杜邦EAA 2174产品简介EAA产品用途:EAA广泛应用于包装、粉末涂层、粘合剂、热熔胶、密封材料、水性溶剂等方面,下面简要介绍:1、包装:挤出涂覆生产饮料纸盒、牙膏管、电缆屏蔽层等,同时EAA还有抗撕裂、抗穿刺、防腐等保护作用;2、粉末涂层:EAA粉末可以喷涂于管材、钢材、无纺布等材料表面,作为防腐材料;3、热熔胶:高性能高MI的EAA可以生产热熔胶,用于难粘接材料;4、水性溶剂:高AA含量高MI的EAA在适当的反应条件下能溶解于热的碱性溶液,可以配制水性粘合剂,用于服装衣料等;5、降解环保材料:EAA与淀粉基材料共混可以生产降解塑料。
总体材料状态∙已商用:当前有效供货地区∙北美洲∙非洲和中东∙拉丁美洲∙南美洲∙欧洲∙亚太地区性能特点∙食品接触的合规性用途∙薄膜∙吹塑成型应用∙涂敷应用∙粘合剂∙铸造薄膜机构评级∙FDA 21 CFR 175.105 形式∙颗粒料加工方法∙吹塑薄膜∙吹塑成型∙共挤出成型∙挤出∙挤压层涂法∙铸造薄膜物理性能额定值单位制测试方法比重0.963 g/cm³ASTM D792熔流率(190°C/2.16 kg)2.8 g/10 min ASTM D1238 热性能额定值单位制测试方法维卡软化温度60.0 °C ASTM D1525熔融温度85.0 °C ASTM D3418补充信息Freeze Point, ASTM D3418: 62°C挤出额定值单位制第1气缸区温度120 °C第3气缸区温度220 到 235 °C第5气缸区温度235 到 275 °C连接器温度235 到 275 °C熔体温度210 到 220 °C模具温度235 到 275 °C美国杜邦EAA 2806 产品简介EAA 2806产品物性说明:总体材料状态∙已商用:当前有效供货地区∙北美洲∙拉丁美洲∙欧洲∙非洲和中东∙南美洲∙亚太地区良好粘结性性能特点∙涂敷应用∙纸张涂料用途∙FDA 21 CFR 177.1310 (a) 2机构评级∙颗粒料形式∙物理性能额定值单位制测试方法比重0.940 g/cm³ASTM D792, ISO 1183熔流率(190°C/2.16 kg) 60 g/10 min ASTM D1238, ISO 1133硬度额定值单位制测试方法硬度计硬度 (支撐 D) 52 ASTM D2240, ISO 868机械性能额定值单位制测试方法抗张强度断裂, 模压成型 222.6 MPa ASTM D638断裂, 模压成型22.6 MPa ISO 527-2/51伸长率断裂, 模压成型 2460 % ASTM D638断裂, 模压成型460 % ISO 527-2/51弯曲模量38.6 MPa ASTM D790冲击性能额定值单位制测试方法拉伸冲击强度(23°C)372 kJ/m²ASTM D1822热性能额定值单位制测试方法维卡软化温度48.0 °C ASTM D1525, ISO 306熔融温度83.0 °C DSC, ISO 3146补充信息Acrylic Acid Content: 18%Freezing Point (DSC), ASTM D3418: 56°C挤出额定值单位制第1气缸区温度160 °C第2气缸区温度182 °C第3气缸区温度193 °C第4气缸区温度204 °C第5气缸区温度204 °C熔体温度149 到 232 °C模具温度204 °C。