理想速印机浓度 -回复
理想GR27503750一体化速印机故障维修代码

理想GR2750/3750一体化速印机故障维修代码E54将印版前缘装在绿片下显示并中断机器运行印版检测传感器未检测到印版材料(反射光)E55关上前机罩显示并中断机器运行金属板未吸合到前机罩到位开关上E56关上输稿台显示并中断机器运行安全开关未被输稿台压下E57将废蜡纸盒装到位显示并中断机器运行废蜡纸设定开关的动作块未被压下E59关上自动送稿装置显示并中断机器运行自动送稿装置到位开关的动作块未被压下理想一体化速印机故障代码E60进纸盘紧急制动显示并中断机器运行进纸盘上部或下部的安全开关被激活E61滚筒尺寸错误显示并中断机器运行将错误尺寸的滚筒装到机器上E62滚筒牌子不对显示并中断机器运行将另一个牌子的滚筒装到机器中E66油墨瓶/印版架牌子错误显示并中断机器运行将别的牌子的油墨瓶和印版支架装到机器中E67缺PI电路板显示并中断机器运行缺PI电路板,或接头未装好E68大量输纸装置电源故障显示并中断机器运行厚纸输纸装置使电源发生故障E69大量输纸装置故障显示并中断机器运行厚纸输纸装置发生故障E71配页机故障--纸张卡在配页装置显示并中断机器运行纸张卡在配页装置上E72配页机故障--配页装置机门打开显机示并中断机器运行配页装置的机门打开E73配页机故障--纸张还在配页装置中显示并中断机器运行配页后的纸张还在配页装置格中E74配页机故障--配页装置的分页格满了显示并中断机器运行配页装置的分页满了E75配页机故障--选择的纸张幅面不对显示并中断机器运行配页装置中的纸张幅面与进纸盘中的纸张幅面不匹配E76配页机故障--纸张尺寸不能用显示并防止机器运行装在进纸盘中的纸张的尺寸与配页装置能用的纸张幅面不匹配E79分类装置中纸带用完显示并中断机器运行纸带尾部传感器检测到纸带卷的尾部理想GR2750/3750/2700/3700/1750速印机技术故障问题理想GR2750/3750/2700/3700/1750速印机技术故障问题故障代码含义显示在数字窗上T1(E01)主电机锁定T2(E02)升降电机锁定T3(E03)一类装版故障T4(E04)油墨溢出T5(E05)印刷位置电机锁死T6(E06)压力检测传感器故障T7(E07)GR与数据通讯错误T8(E08)GR与选配接口板出错T9 GR与分页器通讯错误T10 裁切控制板或头像处理板失灵T11 压力控制电机锁死T13 切刀电机锁死T14 夹板二类错误T15 扫描读脉冲电机错误T16 C位传感器故障T17 更换电池T18 分页器故障T19 热压电机锁死T20 翼电机锁死C21 装版故障C22 供纸错误C23 切版故障C24 机器中有切下的蜡纸条C25 卸版故障C26 废版卡在废版盒入口C27 滚筒上无版纸C31 第二进纸区卡纸C32 出纸卡纸C33 第一进纸区卡纸C34 滚筒下面卡纸C36 原稿输入故障C37 进口卡原稿C38 卡搞或原稿过大C39 出稿卡住C41 更换油墨筒C42 更换废蜡纸卷C43 清理废版盒C44 加纸T50(E50)印数或制版记数故障C51 插入磁卡C52 装好滚筒C53 把油墨筒装好C54 把蜡纸插入绿色导片下C55 关好前门C56 关好上前盖C57 装好废版盒C58 关好版纸装载单元C59 关好ADF单元C60 进纸盘紧急停止C61 滚筒尺寸错误。
理想系列一体化速印机故障代码
理想系列一体化速印机故障代码理想RZ/RV系列一体化速印机故障代码故障类别故障号码描述A01 201当写入脉冲电机启动进行版纸定位、版纸裁切或版纸装载动作时,版纸定位传感器仍未能切换到启动状态。
A01 202于进行版纸定位动作中或制版运作天始时,写入脉冲电机已开始反向转动,版纸定位传感器仍未能切换到关闭状态。
A01 206于制版动作中发生超时故障。
A01 211于机器待机模式下,版纸定位传感器为启动状态。
A01 214于机器开始进行制版时,版纸定位传感器为启动状态。
A01 215写入脉冲电机的门阵列控制不当(电机没有在设定的时间内停止)。
A02 509于版纸装载运作中,当印刷滚筒转动到一验证角度检测版纸是否存在于印刷滚筒上时,版纸装载传感器为关闭状态。
A04 303当卸版卡版传感器于滚筒角度120度和180度进行检测时同为关闭状态。
A04 314卸版故障。
A05 304当完成卸版动作时,卸版卡版传感器为启动状态。
A05 312当开始进行制版动作时,卸版卡版传感器为启动状态。
A05 315于卸版盒放置在机器内时,卸版卡版传感器为启动状态。
A06 403进纸盘上限/下限安全开关为关闭状态。
A07 409当纸张应该到达排纸传感器时其仍为关闭状态,和机器停止时(纸张空送)纸张传感器为遮挡状态。
A07 412当机器检测发生纸张空送故障,并且纸传感器连续于印刷滚筒转动三转仍为导通状态。
A07 413当纸传感器处不应有纸时,纸传感器检测为遮挡状态。
(纸张过长)A07 418当按下启动键开始进行印刷时,纸传感器检测为遮挡状态。
A07 429进纸故障A07 432纸张空送后引起进纸重试时,纸传感器为遮挡状态。
A08 410当纸张应到达排纸传感器处时,或者机器停止动作时纸传感器检测为遮挡状态。
A08 421当机器于超长进纸模式印刷较长的纸张时,纸张应该离开纸传感器时其仍保持在遮挡状态(纸张长度超过550毫米)A08 430印刷滚筒上卡纸。
理想系列一体化速印机故障代码

故障类别 故障号码 描 述 A01 201 当写入脉冲电机启动进行版纸定位、版纸裁切或版纸装载动作时,版纸定位传感 器仍未能切换到启动状态。 A01 202 于进行版纸定位动作中或制版运作天始时,写入脉冲电机已开始反向转动,版纸 定位传感器仍未能切换到关闭状态。 A01 206 于制版动作中发生超时故障。 A01 211 于机器待机模式下,版纸定位传感器为启动状态。 A01 214 于机器开始进行制版时,版纸定位传感器为启动状态。 A01 215 写入脉冲电机的门阵列控制不当(电机没有在设定的时间内停止)。 A02 509 于版纸装载运作中,当印刷滚筒转动到一验证角度检测版纸是否存在于印刷滚筒 上时,版纸装载传感器为关闭状态。 A04 303 当卸版卡版传感器于滚筒角度 120 度和 180 度进行检测时同为关闭状态。 A04 314 卸版故障。 A05 304 当完成卸版动作时,卸版卡版传感器为启动状态。 A05 312 当开始进行制版动作时,卸版卡版传感器为启动状态。 A05 315 于卸版盒放置在机器内时,卸版卡版传感器为启动状态。 A06 403 进纸盘上限/下限安全开关为关闭状态。 A07 409 当纸张应该到达排纸传感器时其仍为关闭状态,和机器停止时(纸张空送)纸张 传感器为遮挡状态。 A07 412 当机器检测发生纸张空送故障,并且纸传感器连续于印刷滚筒转动三转仍为导通 状态。 A07 413 当纸传感器处不应有纸时,纸传感器检测为遮挡状态。(纸张过长) A07 418 当按下启动键开始进行印刷时,纸传感器检测为遮挡状态。
H2 567 要求输入印刷浓度信息(和油墨-标记有关)。 H3 568 要求输入试印印刷浓度信息(和油墨-标记有关)。 H4 242 要示输入制版浓度信息(和版纸-标记有关)。 H5 243 要求输入印刷浓度信息(和版纸-标记有关)。 H6 244 要求输入试印印刷浓度信息(和版纸-标记有关)。 P01 520 于主电机启动后主编码盘传感器未在 10 毫秒切换到启动/关闭状态。 P01 521 主电机启动后即使经过 3033 个脉冲 B-定位传感器仍未切换。 故障类别 故障号码 描 述 P01 524 当印刷滚筒进行运作时,版夹单元未能停留在其初始位置。(印刷滚筒锁定位位 置传感器:关闭) P01 537 印刷滚筒未能停止于位置-B。(超出) P01 538 于印刷滚筒进行动作时未能处于被锁定状态。(印刷滚筒锁定位置传感器:闭合) P02 400 上限传感器和下限传感器同时为启动状态。 P02 401 升降台电机检测到电流过载。 P02 404 当升降电机从下限位置开始升起升降台时,下限传感器于升降电机启动 2 秒后仍 未能切换到关闭状态。 P02 405 当升降电机从下限位置开始升起升降台时,上限传感器于升降电机启动 12 秒后 未能切换到启动状态。 P02 406 当升降电机从上限位置开始降下升降台时,上限传感器于升降电机启动 2 秒后未 能切换到关闭状态。 P02 407 当升降电机从上限位置开始降下升降台时,下限传感器于升降电机启动 12 秒后 仍未能切换到启动状态 P02 408 当升降台进行伺服动作时,上限传感器在此伺服运作的最后 2 秒持续保持于闭合 状态 P03 500 版夹传感器 A 于版夹单元完成初始化或初始位置定位后切换到闭合状态。
理想RZRV系列一体化速印机故障代码

理想RZRV系列一体化速印机故障代码故障类别故障号码描述A01 201 当写入脉冲电机启动进行版纸定位、版纸裁切或版纸装载动作时,版纸定位传感器仍未能切换到启动状态。
A01 202 于进行版纸定位动作中或制版运作天始时,写入脉冲电机已开始反向转动,版纸定位传感器仍未能切换到关闭状态。
A01 206 于制版动作中发生超时故障。
A01 211 于机器待机模式下,版纸定位传感器为启动状态。
A01 214 于机器开始进行制版时,版纸定位传感器为启动状态。
A01 215 写入脉冲电机的门阵列控制不当(电机没有在设定的时间内停止)。
A02 509 于版纸装载运作中,当印刷滚筒转动到一验证角度检测版纸是否存在于印刷滚筒上时,版纸装载传感器为关闭状态。
A04 303 当卸版卡版传感器于滚筒角度120度和180度进行检测时同为关闭状态。
A04 314 卸版故障。
A05 304 当完成卸版动作时,卸版卡版传感器为启动状态。
A05 312 当开始进行制版动作时,卸版卡版传感器为启动状态。
A05 315 于卸版盒放置在机器内时,卸版卡版传感器为启动状态。
A06 403 进纸盘上限/下限安全开关为关闭状态。
A07 409 当纸张应该到达排纸传感器时其仍为关闭状态,和机器停止时(纸张空送)纸张传感器为遮挡状态。
A07 412 当机器检测发生纸张空送故障,并且纸传感器连续于印刷滚筒转动三转仍为导通状态。
A07 413 当纸传感器处不应有纸时,纸传感器检测为遮挡状态。
(纸张过长)A07 418 当按下启动键开始进行印刷时,纸传感器检测为遮挡状态。
A07 429 进纸故障A07 432 纸张空送后引起进纸重试时,纸传感器为遮挡状态。
A08 410 当纸张应到达排纸传感器处时,或者机器停止动作时纸传感器检测为遮挡状态。
A08 421 当机器于超长进纸模式印刷较长的纸张时,纸张应该离开纸传感器时其仍保持在遮挡状态(纸张长度超过550毫米)A08 430 印刷滚筒上卡纸。
理想系列一体化速印机故障代码
故障类别 故障号码 描 述 A01 201 当写入脉冲电机启动进行版纸定位、版纸裁切或版纸装载动作时,版纸定位传感 器仍未能切换到启动状态。 A01 202 于进行版纸定位动作中或制版运作天始时,写入脉冲电机已开始反向转动,版纸 定位传感器仍未能切换到关闭状态。 A01 206 于制版动作中发生超时故障。 A01 211 于机器待机模式下,版纸定位传感器为启动状态。 A01 214 于机器开始进行制版时,版纸定位传感器为启动状态。 A01 215 写入脉冲电机的门阵列控制不当(电机没有在设定的时间内停止)。 A02 509 于版纸装载运作中,当印刷滚筒转动到一验证角度检测版纸是否存在于印刷滚筒 上时,版纸装载传感器为关闭状态。 A04 303 当卸版卡版传感器于滚筒角度 120 度和 180 度进行检测时同为关闭状态。 A04 314 卸版故障。 A05 304 当完成卸版动作时,卸版卡版传感器为启动状态。 A05 312 当开始进行制版动作时,卸版卡版传感器为启动状态。 A05 315 于卸版盒放置在机器内时,卸版卡版传感器为启动状态。 A06 403 进纸盘上限/下限安全开关为关闭状态。 A07 409 当纸张应该到达排纸传感器时其仍为关闭状态,和机器停止时(纸张空送)纸张 传感器为遮挡状态。 A07 412 当机器检测发生纸张空送故障,并且纸传感器连续于印刷滚筒转动三转仍为导通 状态。 A07 413 当纸传启动键开始进行印刷时,纸传感器检测为遮挡状态。
D01 527 当将印刷滚筒置入到机器后,印刷滚筒连接信号为断开状态。 D01 528 当将印刷滚筒置入到机器后,印刷滚筒安全开关为断开状态。 D01 529 当将印刷滚筒置入到机器后,印刷滚筒锁定开关为断开状态(超过 5 秒)。 D01 530 拉出印刷滚筒时断开印刷滚筒安全开关后,印刷滚筒连接信号未于 5 秒内切换到 断开状态。 D02 532 机器使用规格不符的印刷滚筒。 D03 533 油墨瓶设定传感器为断开状态。 D04 534 机器使用规格不符的油墨瓶。 D04 560 油墨瓶上未检测到油墨标记。 D04 561 油墨瓶通讯故障(与油墨瓶的通讯被噪声干扰)。 D04 562 油墨瓶信息错误。 D04 564 油墨瓶信息中检测到不适合的搭配。 D05 210 版纸检测传感器为关闭状态。(未检测到版纸) D07 310 废版盒安全开关为断开状态。 D08 224 未设定制版单元(安全开关和锁定传感器都为断开状态)。 D08 226 当制版单元设定到位时制版单元安全开关仍为断开状态。 D08 227 当制版单元设定到位时(超时 5 秒),制版单元锁定开关仍为断开状态。 D08 228 即使制版单元安全开关切换到断开状态,当从机器中接出制版单元时,制版单元 锁定传感器仍启动状态。 D09 212 制版单元设定传感器为闭合状态(传感器光路到通)。 D11 535 前盖设定开关为断开状态。 D13 009 后盖设定开关为断开状态。 D17 236 不正确的版纸卷。 D17 237 未检测到版纸卷。 D17 238 版纸卷通讯故障。
理想速印机浓度

理想速印机浓度近年来,随着科技的快速发展,理想速印机的应用越来越广泛。
理想速印机是一种高效率、高精度、高稳定性的印刷设备,它能够满足人们对印刷品质量和效率的要求。
然而,对于理想速印机来说,浓度是一个非常重要的参数。
本文将重点讨论理想速印机浓度的问题。
首先,什么是浓度?在理想速印机中,浓度指的是墨水在印刷过程中的浓缩程度。
浓度的大小直接影响着印刷品的质量和效果。
如果浓度过低,印刷品的颜色会变得暗淡,印刷效果不好;如果浓度过高,印刷品的颜色会偏深,容易产生粘连现象。
因此,合理控制理想速印机的浓度是非常重要的。
那么,如何控制理想速印机的浓度呢?首先,需要选择合适的墨水。
不同类型的印刷品需要使用不同类型的墨水,因此在选择墨水时需要考虑印刷品的特性和要求。
同时,墨水的质量也至关重要,优质的墨水能够保证印刷品的色彩鲜艳、清晰度高。
其次,需要根据印刷品的要求设定合理的墨水供给量。
墨水供给量过大会导致浓度过高,而供给量过小会导致浓度过低,因此需要通过调整墨水供给量来控制浓度。
此外,还需要定期检查和清洗理想速印机的墨水系统,确保墨水的流动畅通。
如果墨水系统中存在阻塞或污染,都会影响浓度的控制效果。
除了选择合适的墨水和调整墨水供给量外,还可以通过一些技术手段来控制理想速印机的浓度。
例如,可以使用密度计来测量墨水的浓度,并根据测量结果进行调整。
同时,还可以使用流变仪来测量墨水的粘度,进一步优化墨水的性能。
此外,可以使用自动控制系统来监测和调整墨水供给量,实现精准的浓度控制。
综上所述,理想速印机的浓度控制是印刷品质量和效果的关键因素之一。
通过选择合适的墨水、调整墨水供给量、定期检查和清洗墨水系统以及使用一些技术手段,可以有效地控制理想速印机的浓度,保证印刷品的质量和效果。
随着科技的不断进步,相信理想速印机的浓度控制技术将会越来越完善,为印刷行业的发展带来更大的推动力。
理想GR系列一体机印刷机速印机维修调整代码大全

理想GR系列一体机印刷机速印机维修调整代码大全理想GR系列一体机印刷机速印机维修调整代码大全理想GR机型有A3幅面的如GR-3700 GR-3710 GR-3750GR-3770等机型。
还有B4幅面的如理想GR1700/1710 GR-1750 GR2000 GR-2700/2710 GR-2750等机型。
故障代码都基本相同。
T1/E01 主电机锁住,显示并中断机器运行(1)在主电机起动后2’秒后,位置A传感器仍能检测到滚筒位置A (2)在主电机起动后5秒内,位置A传感器未能检测到滚筒位置A 按下“全部恢复”键T2/E02 升降电机锁住,显示并中断机器运行(1)在升降电机起动抬起进纸盘后9秒内,升降装置上限位传感器的动作块未抬起(2)在升降电机起动降下进纸盘后9秒内,升降装置下限位传感器的光路未被档住(3)在升降机起动抬起进纸盘后2秒后,升降装置下限位传感器的光路仍被档住(4)在升降电机起动降下进纸盘后2秒后,升降装置下限位传感器的动作块仍然抬起按下“全部恢复”键T3/E03 第一类版夹故障,显示并中断机器运行(1)版夹线圈激活(接通)4秒内,版夹安全开关的动作块仍被压下(2)在版夹线圈释放(关掉)后4秒内,版夹安全开关的动作块未被压下(3)在版夹电机开始旋转后8秒内,角度传感器(0及180)未检测到角度磁铁(4)在版夹线圈未操作时,版夹安全开关的动作块未被压下按下“全部恢复”键T4/E04 油墨溢出,显示并中断机器运行如果溢墨传感器在挤压装置处检测到过多的油墨溢墨传感器关掉T5/E05 印刷位置电机锁住,显示并中断机器运行在印刷位置电机开始旋转后12秒,如果垂直居中传感器状态未从通至断(或断至通) 按下“全部恢复”键T6/E06 压力检测传感器失效,显示并中断机器运行在主电机开始旋转后8秒内,如果压力检测传感器状态未从通转成断(或从断转成通) 按下“全部恢复”键T7/E07 只限RA5900, RA和RA编辑板通讯故障,显示并中断机器运行CPU与RA编辑板之间的通讯发生错误关掉电源开关再打开T8/E08 RA和电脑接口发生通讯故障,显示并中断机器运行CPU与电脑接口之间的通讯发生错误关掉电源开关再打开T9/E09 RA和配页机之间的通讯故障,显示并中断执器运行CPU与配页机之间的通讯发生错误关掉电源开关再打开T10/E10 只限RA5900 裁切电路板失效,显示并中断机器运行在图象扫描操作开始之时,数据信号(如原稿,幅面等)未从裁切电路板输出按下“全部恢复”键T11/E11 压力控制电机锁住,显示并中断机器运行(1)在压力控制电机开始旋转100ms内,未检测到来自压力控制电机上编码盘送出的脉冲(2)在压力控制电机开始旋转5秒内,压力居中传感器状态未从通转成断(或从断转成通) 按下“全部恢复”键T12/E12 机器状态选择错误,显示并停止机器运行系统电路板上开关SW2(十六进制开关)设定在“未使用”状态按下“全部恢复”键T13/E13 裁切电机被锁住,显示在机器处於制版和保密操作时中断机器运行在裁切操作之后,在滚筒位置A的印版位置传感器检测到印版?而且在第二次裁切操作之后,在滚筒再次转到位置A时印版位置传感器仍检测到印版滚筒到位开关关掉再打开T14/E14 第二类版夹故障, 显示并中断机器运行出版夹线圈不处於操作状态时版夹安全开关的动作块未被压下按下“全部恢复”键T15/E15 只限RA5900, 平台读数脉冲电机锁住,显示并中断机器运行(1)在平台读数脉冲电机激活后l8898个脉冲后,图象扫描装置初始位置传感器未检测到图象扫描装置(2)在平台读数脉冲电机激活后15748个脉冲后,图象扫描装置自动送稿暗调传感器未检测到图象扫描装置(3)数脉冲电机激活后3l4个脉冲后,图象扫描装置未从图象扫描装置初始位置传感器上释放开(4)在平台读数脉冲电机激活后314个脉冲后,图象扫描装置未从图象扫描装置自动送稿暗调传感器上释放开按下“全部恢复”键T16/E16 位置C传感器失灵,显示并中断机器运行在主电机开始旋转8秒内位置C传感器状态未从通转成断(或从断转成通) 按下“全部恢复”键T17/E17 更换电池, 显示并中断机器运行在下面的三种情况下:电池检测信号为断:(1)电源接通时(2)当按下“全部恢复”键(3)在机器操作结束时按下“全部恢复”键T18/E18 配页装置故障,显示并中断机器运行从配页装置收到错误代码关掉电源开关再打开T19/E19 热压电机锁住,显示并中断机器运行(1)在热敏打印头压力电机激活降下热敏打印头后4秒钟内热敏打印头压力开关未被压下(2)在热敏打印头压力电机激活抬起热敏打印头后4秒钟内热敏打印头压力开关未被释放按下“全部恢复”键T20/E20 翼形板电机锁住,显示并中断机器运行(1)在翼形板电机激活后5秒钟内,跳翼形板开关SWl或SW2未被压下(2)在翼形板电机激活后5秒钟内,跳翼形板开关SWl或SW2未被释放按下“全部恢复”键C21 (向滚筒上)装版的故障,显示并中断机器运行(1)在将印版装到滚筒上时。
理想GR系列数码一体速印机故障解决方法

致 , 指针万用 表打到 5 V直流 电压 档 , 将 0 用手 向同一 个方 向
作者通联:葫芦岛滨海水 电大件制造有 限责任公 司 辽宁 葫芦 岛市龙港 区岛里 5 5信箱 1 50 5 204
E mal z a g h ni g 1 @ 1 3 c r - i h n s u t 3 7 6 .o : n n
用 细砂纸磨掉换 向器表面碳粉 , 用无水酒精清洗 , 或更换一 台同型号 的测速 电机 , 述故 障未排除 。 上
1. 1 主轴箱 电气控制线路检查
检测主轴箱直流 驱动装置 V 7直 流给定 电压是 0 1V可 5 —0
变; 驱动装置输 出直流 电压 0 3 0 ~ 8V可变化 ; 主轴励 磁电压直流
即卡 纸 。
() 2 拾纸轮接到搓过来的纸不拾纸 。 () 3 多张纸被拾纸轮拾起后 , 到定时辊时阻塞 。 对 于故 障( )一般是定时调整板有移 位 , 1, 当定 时调整板上 的凸轮滚子与定时 凸轮 间的间隙> .m 2 m时 ,定时辊会 过早抬 5 起, 过迟落下 , 纸张的后部会被定时辊咬住 , 以产生卡纸。 所 参照 图 1 按下系统 电路板上的测试开关 S , , WI使定时凸轮的小直径 部分 面对定时调整板 上的凸轮滚子 , 掉电源, 开定时调整板 关 松
维修人 员造成 了很大错觉 。 但关键是主ቤተ መጻሕፍቲ ባይዱ箱出现此故 障时 , 主轴
箱丝杠 、 螺母没有润滑油 。 北方进入冬季 , 车间温度低 , 因此更换 过润滑油 , 清洗 了油泵过滤 网, 整 了油泵供给螺母调压 阀 , 调 使 丝 杠 、 母 润 滑 量 加 大 , 润 滑 油 油 号 由原 来 的 3 改 为 l*这 螺 但 5,
顺( 或逆 ) 时针转 动 , 测量 时红 、 黑表笔 接触接线柱方 向要 一致 , 看指针万用表指针摆 动方 向是 否一致 ( 或看数字表万用表正 、 负
理想RV一体化速印机调整代码

理想RV/RZ系列一体化速印机调整代码一、印刷滚筒“位置A”调整(1)张开机器前门。
(2)拆卸载版盖的1颗螺丝,并卸下载版式盖。
(3)进入测试模式,并启动测试模式881号然后将印刷滚筒停止在“位置A”。
(4)启动测试模式884当压下印刷滚筒的滚筒A补偿臂时,检查印刷滚筒仍处于静止状态,或是否向回移动最多3mm。
当压下补偿臂时,印刷滚筒不应向前移动。
(5)如果位置A不在设定范围内,启动测试模式941号(印刷滚筒位置A调整)以调整印刷滚筒的“位置A”。
(6)从步骤(3)重复调整,重新检查滚筒位置A是否被正确调整。
二、印刷滚筒“位置B”调整(1)张开机器前门,巡下绿色印刷滚筒释放键。
(2)当手动拉出印刷滚筒时,检查印刷滚筒是否被顺畅地从机器中拉出。
(3)如果印刷滚筒未能被顺畅地拉出,启动测试模式942事情(印刷滚筒位置B调整)以调整印刷滚筒的位置B停止位置。
(4)从步骤(1)重复调整,重新检查滚筒位置B的停止位置是否被正确调整,如有需要重新进行调整。
三、进纸盘上限传感器位置调整(1)将进纸盘上的纸张取走,然后将进纸压力移到“标准”挡。
(2)启动测试模式681号(进纸盘上限定位)提升进纸盘使其完全停止。
(3)检查拾纸轮和进纸盘之间的距离是否在1.5~2.5mm之间.(4)如果两者之间的距离超出规定范围,于进纸盖的小孔内插入一个平头螺丝然后转动上限调整轴心,转动轴心可上下移动上限传感器的位置.四、纸张宽度电位计调整(1)过启测试模式9874号进入保护区域测试模式。
(2)将纸张侧导板位置设定到105mm。
并运行测试模式1102号。
(3)将纸张侧导板位置设定到297mm。
并运行测试模式1103号。
(4)将纸第侧导板位置设定到105mm。
并运行测试模式721号检查调整结果是否正确。
检查并确认显示值应在1020和1080之间。
(5)将纸第侧导板位置设定到297mm。
并运行测试模式721号检查调整结果是否正确。
检查并确认显示值应在2940和3000之间。
理想系列一体化速印机故障代码13页word
理想RZ/RV系列一体化速印机故障代码故障类别故障号码描述A01 201 当写入脉冲电机启动进行版纸定位、版纸裁切或版纸装载动作时,版纸定位传感器仍未能切换到启动状态。
A01 202 于进行版纸定位动作中或制版运作天始时,写入脉冲电机已开始反向转动,版纸定位传感器仍未能切换到关闭状态。
A01 206 于制版动作中发生超时故障。
A01 211 于机器待机模式下,版纸定位传感器为启动状态。
A01 214 于机器开始进行制版时,版纸定位传感器为启动状态。
A01 215 写入脉冲电机的门阵列控制不当(电机没有在设定的时间内停止)。
A02 509 于版纸装载运作中,当印刷滚筒转动到一验证角度检测版纸是否存在于印刷滚筒上时,版纸装载传感器为关闭状态。
A04 303 当卸版卡版传感器于滚筒角度120度和180度进行检测时同为关闭状态。
A04 314 卸版故障。
A05 304 当完成卸版动作时,卸版卡版传感器为启动状态。
A05 312 当开始进行制版动作时,卸版卡版传感器为启动状态。
A05 315 于卸版盒放置在机器内时,卸版卡版传感器为启动状态。
A06 403 进纸盘上限/下限安全开关为关闭状态。
A07 409 当纸张应该到达排纸传感器时其仍为关闭状态,和机器停止时(纸张空送)纸张传感器为遮挡状态。
A07 412 当机器检测发生纸张空送故障,并且纸传感器连续于印刷滚筒转动三转仍为导通状态。
A07 413 当纸传感器处不应有纸时,纸传感器检测为遮挡状态。
(纸张过长)A07 418 当按下启动键开始进行印刷时,纸传感器检测为遮挡状态。
A07 429 进纸故障A07 432 纸张空送后引起进纸重试时,纸传感器为遮挡状态。
A08 410 当纸张应到达排纸传感器处时,或者机器停止动作时纸传感器检测为遮挡状态。
A08 421 当机器于超长进纸模式印刷较长的纸张时,纸张应该离开纸传感器时其仍保持在遮挡状态(纸张长度超过550毫米)A08 430 印刷滚筒上卡纸。
理想理光KS基士得耶速印机工作原理及常见故障现象资料
速印机工作原理及常见故障现象一、工作原理:一体化速印机是指通过数字扫描,热敏制版成像的方式进行工作,从而实现高清晰的印刷质量,印刷速度在每分钟100张以上的印刷设备。
同时它还具有对原稿缩放印刷、拼接印刷、自动分纸控制等多种功能,绝大多数的机型还可以支持电脑打印直接输出的功能。
从外形上看,一体化速印机和复印机非常相似,尤其是在制板时,同样也是将原稿放在玻璃稿台上。
而在功能上它与复印机也有许多相似之处。
但是一体化速印机的工作原理和复印机是有着本质差别。
一体化速印机的印刷首先需要通过光学和热敏制板的原理,把需要印刷的内容制成在印板上(在日常的应用中许多用户把这种印板叫做蜡纸,当然它和我们传统的钢板蜡纸是有很大区别的),然后再通过印板进行印刷,而在完成印刷后,这张印板也就报废了,无法反复使用。
而复印机的印刷则主要是通过光学和半导体感光成像的原理来进行复印的,在复印结束之后,通过放电等手段可以消除感光板上的印象,从而可以反复的使用。
一体化速印机的印刷速度可以达到每分钟100张以上,有的甚至可以更高,而复印机是很难达到这种速度的。
同时一体化速印机的印刷成本也要比复印机低得多。
因此目前,在学校,机关中一体化速印机已经被广泛的使用了。
二、故障现象:1、升降台不动显示“E02”A、上限或下限传感器脏或损坏B、机械卡死C、无电源供给2、加纸指示灯亮但进纸台不下降A、纸检测传感器损坏或接插件不良3、升降台的动作不正常A、电机插头接触不良B、升降电机变速箱里面的齿轮打坏C、外界强光干扰4、搓纸轮不动,主电机转A.进纸线圈损坏 B 扇形齿板制动器间隙过小5、搓纸不动,总是卡纸A.纸张不合适,太潮、太厚、太光滑、太粗糙、静电多。
B.搓纸辊压力太小C.搓纸轮污染(纸灰)或磨损(寿命约二十万张左右)D.上限传感器位置过低E.搓纸辊损坏6、纸在上进纸辊和下进纸辊之间卡住或打滑A、平行辊弹簧B、一进纸没送到位C、进纸辊齿轮位置错7、纸歪斜或起皱A、上下进纸辊不平行B、纸张受潮8、纸停在滚筒下,不前进A、压力辊压力不够B、压力线圈没吸合、接插件松开、纸张检测臂间隙小、磁芯运动不灵活9、纸卷在滚筒上A、印刷内容太靠前B、纸受潮,挺度不够C、纸弯曲与滚筒旋转同向D、印刷速度太快E、分离爪间隙大,分离爪磨损10、纸被分离爪戳破,纸卡在滚筒下A、印刷速度太快B、分离爪间隙大11、纸出现卡在滚筒下A、出纸传感器污染B、吸风单元没安装到位12、纸在分离区翻转,慢慢地出来A、出纸齿轮或皮带磨损13、每印两张,自动停机A、出纸传感器污染14、纸在出纸区翻转A、吸风风扇吸力不够,清洁吸风单元B、外界气流影响15、卡稿A、进稿皮带松动B、搓稿辊或搓稿垫脏16、印件有黑点或黑线A、扫描玻璃上脏或有划痕17、卡版A、转向辊变形B、转向辊里有异物阻挡C、蜡纸受潮18、印件变形A、写入辊脏19、卡版A、卸版皮带松或断B、卸版辊之间有异物C、卸版开关损坏20、印刷件偏淡(1)制版方式选择错误(“文字”用了“图象”方式)(2)原稿偏淡,调扫描浓度(3)长期放置不用的滚筒,需要多印几张 21、印刷件偏黑(1)制版方式选择错误(“图象”用了“文字”方式)(2)扫描浓度调整不当22、印刷件上有竖向细白条或细白线(1)扫描头或打印头污染面性(2)补偿片污染(3)扫描头有损坏(4)打印头有损坏 23、印刷件正中间有一条黑线(1)分离爪间隙太小,将蜡纸划破 24、印刷件有几道横向白线(1)写入辊损坏 25、印刷件中间有局部白斑(1)滚筒体蜡纸之间夹有纸片(2)滚筒有凹坑(3)油墨不均匀(4)蜡纸上沾有纸片(5)纱网有油污 26、纸背污染(1)压力辊脏(2)印刷内容大于纸片面积(3)机器空转(4)天地移动(5)印两面,第一面未干燥 27、曝光平台卡纸(1)打开原稿顶盖将原稿取出(2)重新放原稿 28、进纸道卡纸(1)取出卡纸(2)调整送纸压力辊及出纸分离辊之压力 29、蜡纸输送系统卡纸(1)推开原稿台(2)取出被卡之蜡纸(3)取不出蜡纸,则取出滚筒从内部取出被卡之蜡纸(4)打开原稿顶盖,重新放置原稿 30、滚筒表面卡纸(1)打开蜡纸废盒组件(2)取出卡纸滚筒上之纸张(3)有需要时可取出滚筒以便排除卡纸 31、废蜡纸纸盒卡蜡纸(1)打开废蜡纸盖取出废蜡纸盒(2)取出被卡之蜡纸(3)将废蜡纸盒放回原处 32、出纸盘卡纸(1)打开蜡纸废盒组件(2)取出被卡之纸张(3)关上组件33、原稿未放好或印数未被输入(1)重新将原稿正确地放人稿台,调节原稿导面板的开挡尺寸,使之适合原稿的尺寸。
理想GR27503750一体化速印机故障维修代码

理想GR2750/3750一体化速印机故障维修代码E54将印版前缘装在绿片下显示并中断机器运行印版检测传感器未检测到印版材料(反射光)E55关上前机罩显示并中断机器运行金属板未吸合到前机罩到位开关上E56关上输稿台显示并中断机器运行安全开关未被输稿台压下E57将废蜡纸盒装到位显示并中断机器运行废蜡纸设定开关的动作块未被压下E59关上自动送稿装置显示并中断机器运行自动送稿装置到位开关的动作块未被压下理想一体化速印机故障代码E60进纸盘紧急制动显示并中断机器运行进纸盘上部或下部的安全开关被激活E61滚筒尺寸错误显示并中断机器运行将错误尺寸的滚筒装到机器上E62滚筒牌子不对显示并中断机器运行将另一个牌子的滚筒装到机器中E66油墨瓶/印版架牌子错误显示并中断机器运行将别的牌子的油墨瓶和印版支架装到机器中E67缺PI电路板显示并中断机器运行缺PI电路板,或接头未装好E68大量输纸装置电源故障显示并中断机器运行厚纸输纸装置使电源发生故障E69大量输纸装置故障显示并中断机器运行厚纸输纸装置发生故障E71配页机故障--纸张卡在配页装置显示并中断机器运行纸张卡在配页装置上E72配页机故障--配页装置机门打开显机示并中断机器运行配页装置的机门打开E73配页机故障--纸张还在配页装置中显示并中断机器运行配页后的纸张还在配页装置格中E74配页机故障--配页装置的分页格满了显示并中断机器运行配页装置的分页满了E75配页机故障--选择的纸张幅面不对显示并中断机器运行配页装置中的纸张幅面与进纸盘中的纸张幅面不匹配E76配页机故障--纸张尺寸不能用显示并防止机器运行装在进纸盘中的纸张的尺寸与配页装置能用的纸张幅面不匹配E79分类装置中纸带用完显示并中断机器运行纸带尾部传感器检测到纸带卷的尾部理想GR2750/3750/2700/3700/1750速印机技术故障问题理想GR2750/3750/2700/3700/1750速印机技术故障问题故障代码含义显示在数字窗上T1(E01)主电机锁定T2(E02)升降电机锁定T3(E03)一类装版故障T4(E04)油墨溢出T5(E05)印刷位置电机锁死T6(E06)压力检测传感器故障T7(E07)GR与数据通讯错误T8(E08)GR与选配接口板出错T9 GR与分页器通讯错误T10 裁切控制板或头像处理板失灵T11 压力控制电机锁死T13 切刀电机锁死T14 夹板二类错误T15 扫描读脉冲电机错误T16 C位传感器故障T17 更换电池T18 分页器故障T19 热压电机锁死T20 翼电机锁死C21 装版故障C22 供纸错误C23 切版故障C24 机器中有切下的蜡纸条C25 卸版故障C26 废版卡在废版盒入口C27 滚筒上无版纸C31 第二进纸区卡纸C32 出纸卡纸C33 第一进纸区卡纸C34 滚筒下面卡纸C36 原稿输入故障C37 进口卡原稿C38 卡搞或原稿过大C39 出稿卡住C41 更换油墨筒C42 更换废蜡纸卷C43 清理废版盒C44 加纸T50(E50)印数或制版记数故障C51 插入磁卡C52 装好滚筒C53 把油墨筒装好C54 把蜡纸插入绿色导片下C55 关好前门C56 关好上前盖C57 装好废版盒C58 关好版纸装载单元C59 关好ADF单元C60 进纸盘紧急停止C61 滚筒尺寸错误。
理想CR1630速印机维修代码

理想CR1630速印机维修测试代码及其解释出错代码代码显示状态清除方法E01主电机锁死主电机工作后,持续过流0.3秒主电机工作或无编码传感器输入按ALL RESETE02升降电机锁死升降电机工作后十秒内,上,下限传感器光路仍未切断。
升降电机工作时,上,下限传感器光路均被阻挡按ALL RESETE03卸版电机琐死{夹板电机初始复位过程中}若夹板电机工作后13秒内夹板传感器AB光路均未开放。
{夹板释放版纸过程中}夹板电机工作后3秒内,夹板传感器B光路仍未阻挡夹板电机工作或12秒内,夹板传感器B光路仍未开放{夹板中夹板张开时}夹板电机工作3秒内,夹板传感器B光路仍未阻挡夹板电机工作5秒内,夹板传感器A光路仍未开放{夹板中夹板关闭时}夹板电机工作5秒内,夹板传感器B光路仍未开放按ALL RESETE04油墨溢出若溢出传感器检测到布墨单元上有过量的油墨清除滚筒上的油墨E05印刷位置电机锁死印刷定位电机工作后3550ms内垂直定位传感器未能从ON变为OFF(或从OFF变为ON)按按ALL RESETE06A位传感器故障主电机工作后尽管主电机编码传感器信号一直输出,一直未检测到(或一直检测到)A位传感器按ALL RESETE07废版纸压缩电机锁死{压废版时}废版压缩电机工作后10秒内,废版压缩传感器光路仍未开放{回位时}废版压缩电机工作后1秒内,废版压缩传感器光路仍未开放按ALL RESETE08TR与选配件界面通讯错误若CPU等接口间出现通信错误关机后开机E10阴影补偿出错阴影补偿不成功关机后开机E13切刀电机锁死切刀电机工作后75MS切刀位置传感器未变为OFF切刀电机工作450MS内,切刀位置开关未压下。
将滚筒推出然后推进用代码63测试一下切刀E14卸版电机锁死当卸版电机工作后,如果过载电流被连续检测到0.3秒时按压全清键E15版纸张紧板电机锁死步进电机反向转动38个咏冲时,版纸张紧板传感器光路没有被阻挡。
理想RP系列速印机维修手册中文部分4
印刷終結
終止
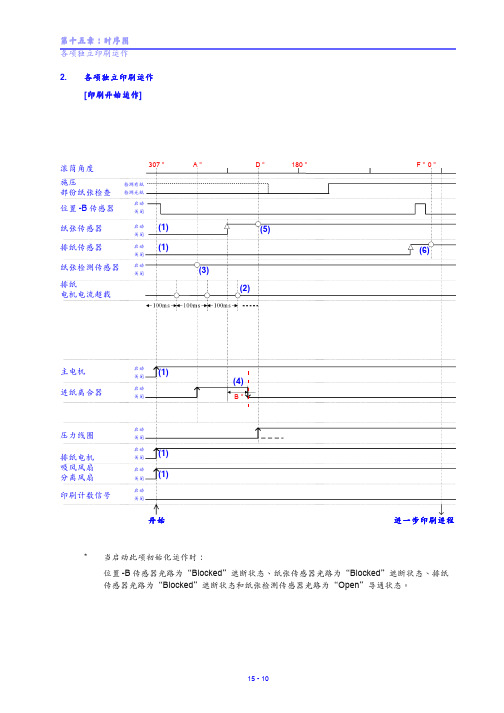
* 當啟動此項運作時:
位置 -B 傳感器光路為“Blocked”遮斷狀態、紙張傳感器光路為“Blocked”遮斷狀態、排紙 傳感器光路為“Blocked”遮斷狀態和紙張檢測傳感器光路為“Open”導通狀態。
15 - 12
第十五章:時序圖 各項獨立印刷運作
(1) 當印刷滾筒轉動到“A o ”時紙張檢測傳感器將進行自檢,如果此時紙張檢測傳感器可以檢測 到印刷紙張,進紙離合器即會啟動,而如果此時紙張檢測傳感器不能檢測到印刷紙張,則會顯 示出故障信息[C04-402]。 (A = 29 o + 測試模式 481 的設定值 + 縱向印刷位置調整)
(2) 當啟動此項升降台上升運作時,如果升降台的上限傳感器和下限傳感器同時都為“ON”啟動 狀態,機器將會顯示出故障信息[T02-400]。
(3) 機器會以每 100 ms 間隔時間並連續地監測升降台電機於進行此項升降台上升運作中有否發生 電流超載故障,如果機器在連續三次的 100 ms 間隔時間電流超載監測中都有檢測到升降台電 機的電流量超載,則會顯示出故障信息[T02-401]。
(6) 如果下限傳感器於升降台電機啟動 2 秒鐘以后才能切換到“OFF”關閉狀態,機器假設發生超 時中斷故障,將會顯示出故障信息[T02-404]。
(7) 如果上限傳感器於升降台電機啟動 12 秒鐘以后才能切換到“ON”啟動狀態,即到達符合於進 紙壓力的上限位置,機器假設發生超時中斷故障,將會顯示出故障信息[T02-405]。
(6)
主電機
啟動 (1)
關閉
(4)
進紙離合器
啟動 關閉
Bo
壓力線圈
排紙電機 吸風風扇 分離風扇
印刷計數信號
理想RN速印机维修手册
维修机器前,首先确定故障现象,判断是哪个单元出现的问题,并与操作人员沟通,在什么情况下发生的故障,以前都出现过什么故障,这样在去判断问题会更加高效。
拆机前,必须关闭电源,确保不带电操作以免损坏电器元件,拆机前确保双手干净,洗过手后一定要擦拭干净手上的水。
双手消除静电。
仔细观察客户使用耗材,如:纸(薄,厚,干燥,受潮)油墨(是否脱水)版纸(薄,厚,密度)耗材品质不好,同样会引起故障,避免维修时走弯路。
第一章:走纸部分一:托纸盘动作异常,或报错误代码:(1):上限传感器过高或脱落,托纸盘上升完毕后,触碰到上限安全开关,提示错误,检查进纸机组。
(2):下限传感接触不良,或灰尘过大,导致检测不灵。
(3):升降电机组件,打测试代码452,查看进纸台有无动作,(4):升降传动齿轮及导板磨损,托纸盘有无倾斜。
查看进纸有无拱形,无拱形为一进纸卡纸,有拱形为二进纸卡纸。
二.纸在第一进纸区1.纸卡在搓纸轮下,(1)首先检查纸是否潮湿,纸规格是否符合印刷标准。
(2)检查搓纸轮,搓纸垫,薄厚纸开关(检查搓纸轮是否磨损,检查搓纸轮轴承是否损坏或打滑,可用软纸清洁轴承部,检查搓纸垫是否老化或磨损出凹槽。
或调节薄厚纸开关)(3)上限传感器的位置是否过低,纸头无法搭到搓纸垫上,托纸盘上升完毕后,托纸盘上纸低于搓纸垫。
(4)进纸离合器不吸合,印刷时,两个搓纸轮及铁杆不转,进纸离合器,传感器。
(5)搓纸垫角度过陡,搓纸压力过大,空或者不进纸,或者有堆纸现象,逆时针调节旋钮,(搓纸垫边沿铁片不能接触搓纸轮),搓纸座上左侧旋钮可调搓纸垫压力,圆圈越小,压力越小,可顺时针调节,使压力变大,正上方,12点钟位置,为压力最大。
(6)纸每印一就停下来,上限传感器的位置过高,当进纸盘上升时刚好碰到上限安全开关,但是马上又释放了,不显示代码,从而造成单进纸,调整上限传感器即可(7)检查黑白轮是否磨损,或者齿轮间有异物,用手转动搓纸轮,查看是否顺畅。
理想速印机浓度
理想速印机浓度理想速印机浓度是指在印刷过程中所使用的墨水浓度。
正确的墨水浓度对于印刷品的质量和效果具有重要的影响。
不同类型的印刷机和印刷材料可能需要不同的墨水浓度,因此,了解和控制墨水浓度是印刷过程中的关键因素之一。
首先,理想速印机浓度的确定需要考虑印刷品的要求和预期的效果。
墨水浓度过高会导致墨水在印刷过程中难以控制,容易出现晕染和模糊的现象。
而墨水浓度过低则会导致印刷品颜色不饱和、不均匀,影响印刷效果的质量。
因此,确定理想速印机浓度需要根据印刷品的特性和印刷机的要求进行合理的调整。
其次,控制墨水浓度的方法多种多样,根据不同的印刷机和墨水的特性选择合适的方法。
常见的控制墨水浓度的方法包括调整墨水的供给速度、调整墨水的溶剂浓度和添加适量的稀释剂等。
通过这些方法可以有效地控制墨水的浓度,确保印刷品的质量和效果。
在选择墨水浓度时,还需要考虑到印刷机的性能和要求。
不同的印刷机可能对墨水浓度有不同的要求,因此需要根据印刷机的特性和要求来确定合适的墨水浓度。
一些高速印刷机对墨水浓度的要求相对较高,需要使用浓度较高的墨水,以确保印刷品的质量和效果。
而一些低速印刷机则对墨水浓度的要求相对较低,使用浓度较低的墨水即可满足印刷要求。
此外,墨水的浓度还会受到印刷材料的影响。
不同的印刷材料对墨水的吸收和扩散能力不同,因此墨水浓度的选择也需要考虑到印刷材料的特性。
对于一些较吸水的印刷材料,可以适当增加墨水的浓度,以确保印刷品的颜色饱和度和均匀度。
而对于一些不吸水的印刷材料,墨水浓度的选择则可以适当降低,以避免墨水在印刷过程中的扩散现象。
总结起来,理想速印机浓度是根据印刷品的要求、印刷机的性能和印刷材料的特性来确定的。
通过合理的调整和控制墨水的浓度,可以确保印刷品的质量和效果。
在印刷过程中,印刷机操作人员需要根据实际情况进行调整,以获得最佳的印刷效果。
只有理想的速印机浓度才能保证印刷品的色彩饱和度、清晰度和均匀度,从而满足客户的需求和期望。
理想KS500一体化速印机故障代码

理想KS500一体化速印机故障代码\测试进入检测模式方法:同时按住〈和〉然后开机。
序号显示状况重置方法E1 主电机锁死检查保险,重新开机E3 夹板电机锁死使用测试模式E4 溢墨清洁滚筒内多余油墨E6 A位传感器失效关闭电源后重开E13 切刀电机锁死使用测试模式E16 供墨电机锁死关闭电源后重开E19 TPH压力故障关闭电源后重开J1 滚筒上无版纸按下复位键J2 第二进纸卡纸清除卡纸按下复位键J3 出纸卡纸清除卡纸按下复位键J4 版纸装载失误按下复位键J5 版纸装载失误2J6 版纸装载失误3J7 原稿出卡纸清除卡纸按下复位键J8 卡原稿清除卡纸按下复位键J9 卸版故障按下复位键J10 废板卡在卸板区清除卡纸按下复位键C1 闭合分离风扇单元C2 闭合制版单元C3 闭合废版单元C4 设置废版夹C5 设置油墨瓶到位C6 更换版纸C7 清倒废版C8 更换油墨瓶测试和操作.同时按下面板上的印刷位置"<"和">"键然后开启机器电源,进入检测模式输入相应符号.1.传感器和开关检测序号测试元件1 原稿输入传感器2 版纸传感器3 版纸定位传感器4 版尾传感器5 TPH位置传感器6 切刀初始位置开关7 切刀终止位置开关8 版夹传感器L9 版夹传感器C11 位置-A传感器12 收纸传感器13 油墨传感器14 溢墨传感器15 分离单元安全开关16 制版单元安全开关17 卸版单元安全开关18 墨瓶设定传感器27 废版夹设定传感器28 TPH热敏值读数电机/线圈测试30 主电机(1.95RPM)31 主电机(10RPM)32 主电机(30RPM)33 主电机(45RPM)34 主电机(60RPM)35 主电机(90RPM)37 读入脉电机(顺转)38 读入脉电机(反转)39 写入脉电机(顺转)40 写入脉电机(反转)41 版纸装载线圈42 版夹电机44 卸版离合器45 进纸离合器46 定时离合器47 供墨电机48 吸风风扇49 分离风扇50 图像扫描器L51 TPH控制信号各单元检测60 TRH下移61 TPH上移62 切刀初始定位63 切刀电机启动64 各版夹臂初始定位(版夹电机操作)65 各版夹板开启/闭合操作66 版夹夹板开启/闭合操作67 供墨操作68 各面板显示灯(LED)检测69 滚筒位置-A70 制版操作测试72 保密制版操作测试73 进纸及印刷操作(30 RPM)74 进纸及印刷操作(90 RPM)75 热敏打印头检查操作76 热敏打印刷检查操作77 显示滚筒角度简单故障E1 主电机锁固E3 版夹电机锁固E4 溢墨E6 位置A传感器失效E13 切刀电机锁固E16 供墨电机锁固E19 TPH压力故障J1 滚筒上无印版式J2 第二进纸区卡纸J3 收纸区卡纸J4 版纸装载失误J5 版纸装载失误(装载到滚筒) J6 裁版失效J7 原稿卡在入口处J8 卡原稿J9 卸版故障J10 废版卡在卸版区域C1 闭合分离风扇单元C2 闭合制版单元C3 闭合卸版单元C4 设置废版夹C5 设置墨瓶到位C6 更换版纸卷C7 清倒废版夹C8 更换油墨瓶。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
理想速印机浓度-回复
理想速印机浓度指的是一种在印刷行业中用于制作高品质印刷品的特殊技术。
它包括了一系列影响印刷品颜色浓淡程度的因素,如油墨浓度、版面设计、印刷材料等。
本文将逐步解释理想速印机浓度的定义、其重要性以及如何达到该理想浓度的步骤。
一、理想速印机浓度的定义与重要性
理想速印机浓度是指印刷品中颜色的浓淡程度。
它对印刷品的视觉效果和观感产生重要的影响。
一种印刷品,如果其浓度过浅,图像看起来会较为暗淡、模糊,缺乏层次感;而浓度过高,则会导致图像过于饱和,细节不清晰。
因此,理想速印机浓度是在保持影像细腻程度的同时,实现色彩的准确再现。
其次,理想速印机浓度对于印刷品的稳定性和耐久性至关重要。
在制作高品质印刷品时,需要保证颜色的一致性和稳定性,使其在印刷过程中和长时间的使用中都能够保持浓度的稳定,不发生颜色变化或褪色的现象。
二、实现理想速印机浓度的步骤
1. 油墨浓度控制
控制油墨的浓度是实现理想速印机浓度的关键一步。
首先,需要根据印刷材料的特性和印刷要求,选择合适的油墨类型。
然后,在印刷调试中通过调整油墨的浓度,达到理想的色彩效果。
需要注意的是,油墨的浓度太高会导致过浓的颜色,而浓度太低则会影响图像的层次感。
2. 版面设计与色彩管理
良好的版面设计和色彩管理也是实现理想速印机浓度的重要因素。
在
版面设计中,需要合理安排图像的排列和分布,注意色彩的搭配和对比,以保证印刷品能够呈现出理想的浓度效果。
色彩管理包括色彩校正和调整,使用色彩管理工具和设备,如色彩准确度测试仪和印刷机色彩管理系统,确保印刷品色彩的一致性和准确性。
3. 材料选择与预处理
正确选择和预处理印刷材料也对理想速印机浓度的实现具有重要影响。
在选择印刷材料时,需要考虑其表面光滑程度、吸墨性和色彩适配性等因素。
同时,预处理材料也是重要的一环,包括对纸张的涂布、抛光、烘干等处理,以确保印刷墨水与材料之间的良好粘附和色彩再现性。
4. 印刷设备和工艺优化
印刷设备和工艺的优化对于实现理想速印机浓度同样至关重要。
要确保印刷设备的质量和状态良好,经常进行设备的维护和保养,以确保印刷效果的稳定性和准确性。
同时,采用适当的印刷工艺,如合理的墨量控制、正确的装订技术等,也能够提高印刷品的浓度。
5. 质量控制与调试
最后,质量控制和调试是实现理想速印机浓度的关键步骤。
在印刷过程中,不断进行质量检查和调试,对油墨浓度、图像层次和色彩精度等进行监测和调整,以确保印刷品达到理想的浓度效果。
总结:
理想速印机浓度是一种在印刷行业中为制作高品质印刷品而采用的特殊技术。
它对印刷品的颜色浓淡、稳定性和耐久性产生重要影响。
实现理
想速印机浓度需要通过控制油墨浓度、优化版面设计与色彩管理、选择和预处理印刷材料、优化印刷设备和工艺以及进行质量控制和调试等一系列步骤。
只有经过细致的调整和优化,才能够产生出色彩鲜艳、层次感丰富、稳定耐久的高品质印刷品。