PSO手册
P.A.O系统工作流程使用手册
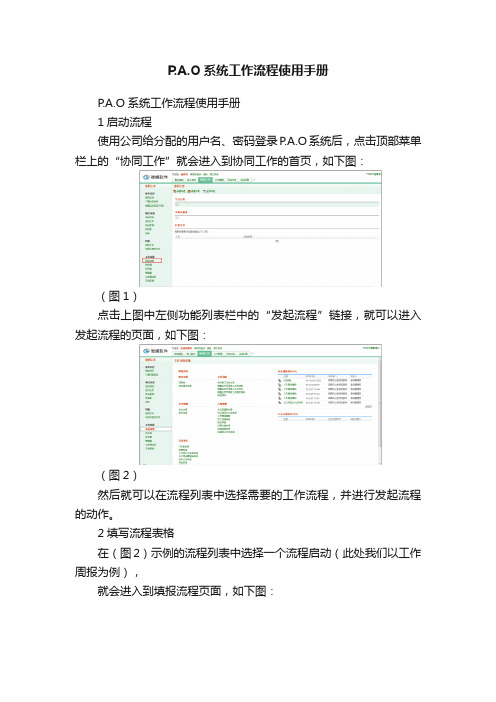
P.A.O系统工作流程使用手册P.A.O系统工作流程使用手册1启动流程使用公司给分配的用户名、密码登录P.A.O系统后,点击顶部菜单栏上的“协同工作”就会进入到协同工作的首页,如下图:(图1)点击上图中左侧功能列表栏中的“发起流程”链接,就可以进入发起流程的页面,如下图:(图2)然后就可以在流程列表中选择需要的工作流程,并进行发起流程的动作。
2填写流程表格在(图2)示例的流程列表中选择一个流程启动(此处我们以工作周报为例),就会进入到填报流程页面,如下图:(图3)图中深黄色区域为必填项,如“姓名”、“日期”,浅黄色区域为可填项,双击黄色表格就可以进入编辑状态如下图:(图4)3提交流程填完流程表格中对应的内容后点击“提交”按钮(参见图5),就会提交内容,并进入选择提交用户的界面(参见图6)。
(图5)(图6)点击上图(图6)中的“新增人员”按钮,就会出现选择人员的界面如下图(参见图7)(图7)通过不同的部门或模糊查询,选择要提交的人员后,点“确定”按钮,就会看到如下界面(参见图8):(图9)在上图中可以看到已选择的的人员,如果添加了不应该提交的人员,选择该人员的名字,点上图中的“删除人员”按钮即可移除,如果选择的人员不够的话,可再次点击“新增人员”按钮,继续添加人员,添加人员完成后,点击上图界面中的“确定”按钮即可完成提交流程,至此本次发送流程操作完毕。
4查看流程在“协同工作”首页,点击“收件箱”可以看到已经收到的流程,如下图(图10)点击流程的名字,即可进入流程处理界面,如下图:(图11)如果再这个表单中有黄色表格,那当前用户就可以,查看这个表格是否应该由其来填内容,比如“审核意见”、“评价内容”等等,如果没有黄色表格就说明,这个流程当前用户只有查阅的权限。
填完内容或查看完毕后,点提交按钮,该流程就会把当前用户的动作记录(已处理或已查阅),并在流程处理记录中可以看到。
如下图(图12,图13):(图12)(图13)工作流程模块共有如下功能列表,如下图:各功能说明:发起流程:发起工作流程的入口,详见本手册第1部分。
PSO手册
工艺设计
及设施验证
性设施有效性 预备
及
验证供应商产品/工艺
-168
-140 -120 -98 -76 -22 -10 0
0在V1之前有大约周数[投产].
1.初期风险评估确定
5.100%PPAP批准零件
2.初期质量策划
3.先期质量策划完成
4.所有零件的PSO批准
图示1
只有当零件满足PPAP手册中包括统计要求在内的全部要求时,PSO生产演示生产出的零件可以
PROCESS SIGN-OFF 工艺认证
4th Edition 第四版
Dec.2000
2000年12月
Dec.2000
Translated asia9000&trade co.,ltd 北京美亚九千经贸有限公司翻译
PSO
第四版前言 PSO的目的在于确定PSO的要求,细化了为证实满足戴姆克莱斯勒质量系统要求所应具备的文 件.本手册内容涉及产品保证计划[PAP]和QS-9000中的内容.PSO.QS-9000和PAP这三本手册为 内部和外部的供应商实施和落实先期质量策划提供了基础,本手册所指的供应商是指内部和外 部供应商,为了确保一个零件的尺寸﹑材料﹑功能或外观的要求[如有要求]的符合性,了解PSO 和PPAP之间的关系是非常重要的[PPAP的详细解释参见附录E].应注意的是向戴姆克莱斯勒公 司供货的外部供应商必须获得QS-9000或VDA6.1第三方认证.关于这一点我们想提及一个新的 汽车供应商质量管理标准ISO/TS16949.此国际性的要求将来可能成为新的标准取代QS-9000. 在此之前QS-9000仍适用. 在本手册的更新过程中,体现了克莱斯勒更新后的产品开发过程,被称为克莱斯勒开发系统 [CDS].此系统可帮助戴姆克莱斯勒及其供应链提高质量,缩短开发周期.本手册中采用的"克莱 斯勒"和"戴姆克莱斯勒"都指的是"戴姆克莱斯勒公司"[以前称为克莱斯勒公司]以及分部如: Chrysler﹑ dodge﹑ jeep﹑ plymounth车的生产厂.本手册不适用于生产Mercedes-benz,fre ightliner,或其他品牌及产品戴姆克莱斯勒德国分厂,CDS新的开发过程包括新的里程碑,PSO 册已经调整来反应此变化,19个要素中有一个技术性更改体现了生产线共享的能力分配.此外 PSO要素的顺序依据工艺侧重方式进行了调整. 针对PSO手册的问题和建议,请与戴姆克莱斯勒供应商质量代表联系. 在以后的中文内容中Daimlerchrysler[戴姆克莱斯勒]将用简写DC代替. 鉴于本手册的特定运用环境,本中文在大多数的情况下,将Process译为工艺,工序或加工,在 很少情况下译成"过程".
pso流程

pso流程什么是PSO流程?PSO(粒子群优化)是一种计算机算法,被广泛用于解决复杂的优化问题。
粒子群是一组有多个“粒子”的迭代过程。
这些“粒子”遵循一定的规则,根据它们之间的关系进行移动和交互。
这个过程被称为“优化搜索”。
粒子群优化的流程1. 初始化:在采用粒子群优化算法时,需要对粒子的状态进行初始化。
在这个过程中,需要设定算法的各种参数,例如粒子的初始位置、初始速度、搜索范围、函数的适应度函数等。
2. 适应度函数:适应度函数用于评估每个粒子的适应度程度,然后将其用于更新其所在的位置。
适应度函数的计算非常重要,因为它直接影响到粒子的运动和优化结果。
3. 粒子的移动:粒子的运动是通过更新粒子的位置和速度来实现的。
具体来说,每个粒子需要通过适应度函数,找到自己所处的最佳位置,并更新当前位置和速度。
4. 循环迭代:粒子群的位置和速度在进行一定次数的循环迭代后,最终会收敛到某个最优解或次优解上。
在此过程中,需要对移动和更新速度的过程进行调整,以达到最佳的优化目标。
5. 输出结果:当算法收敛时,需要输出最终的结果。
这个结果需要根据实际的问题需求进行评估,以确定优化的效果是否符合预期。
PSO流程的优点粒子群优化算法的一大优点是高效性。
它的迭代过程可以快速找到较好的解决方案。
此外,它也具有较容易实现、灵活性高、对噪声不敏感等特点,可以应用于大多数复杂的非线性组合问题。
具体来说,PSO算法可应用于许多领域,如图像处理、信号处理、网络优化、金融货币、机器学习和智能控制等。
总结在粒子群优化算法中,粒子由其速度、当前位置以及相邻粒子的位置构成。
在搜索范围内,通过使用适应度函数计算粒子当前位置的适应度分值。
最优位置通过下列公式计算:XXXXX=argmin X=1⋯XX(XX),其中,XXXXX是最优位置,XX是粒子的当前位置,X是粒子群内粒子的数量。
通过不断迭代,粒子群可以在搜索空间内找到最优解。
在实际应用中,粒子群算法需要根据具体问题需求进行调整和优化。
PSO (Process Sign Off)

开 发 阶 开 段 发 部 件 确 保 质 量
选定企业
样件开发
量产准备
(设备、材料、工法、操作人员)
批准初度品
协议技术规范
P-1
部件支援
P-2
部件支援
M1
M2
部件
部件
选定重点管理 品目 (IRE)
批准部件制造工程 (PSO)
制定先期 质量计划 FMEA (设计、工程) 4M质量活动 (设备、材料、工法、操作人员)
M+8 ~ M+10
除车身件外使用格式 车身部件用
M+11 M+13 ~ M+14
可以使用企业类似格式
第八 阶段
M+15 ~ M+16 根据PSO业务标准
准备活动阶段 第九阶 测量系统分析 段
成果 24) GAGE R&R评价书 25)测量系统改善计划 26) 交付容器开发计划 27)交付容器规范(信息)书
第三 阶段
验证样件
9).样件控制计划 10).样件检查成绩书 11).极限耐久性试验方案
准备活动阶段 第四 阶段 工程FMEA
成果 12) 工程FMEA 13) 模具/检具/夹具/设备 开发计划书 13) 生产准备日程计划
时间
备注 可以使用企业类似格式
14) 外包品开发计划
15 试验能力确保计划 第五 阶段 第六 阶段 第七 阶段 工程控制计划 可靠性试验计划 16) 工程控制计划 17) 可靠性试验计划 18) 检校准计划 19) GAGE R&R计划 检具/夹具/模具 制作 检查协定 20) 检具/夹具/模具检查 成绩书 21) 检查基准书 22) 检查协定书 23)PSO工程检构思完成时 (M-4)
PSoC 62 数据手册说明书

■ 1 MB 应用闪存,32 KB EEPROM 区域和 32 KB 监控闪存
■ 6 个过压容限 (OVT) 引脚
■ 128 位宽闪存访问降低功耗
封装
■ SRAM 具有可选择的保留粒度
■ 124-BGA (评定中)
■ 288 KB 集成 SRAM
■ 80-WLCSP
■ 32 KB 保留边界 (可以保留 32K 到 288K,增量为 32K)
■ 锁相环 (PLL),用于倍增时钟频率 ■ 8 MHz 内部主振荡器 (IMO),精度为2% ■ 超低功耗 32-kHz 内部低速振荡器 (ILO),精度为±10% ■ 频率锁定环 (FLL),用于倍增 IMO 频率
串行通信 ■ 九个独立的运行时可重配置串行通信模块 (SCB),每个都可以
软件配置为 I2C,SPI 或 UART
■ 提供具有 Smart_IO 块的两个端口,能力; 这些在深度睡眠期间 可用
■ 安全引导不间断,直到系统保护属性建立 ■ 在引导期间使用硬件散列 (Hashing) 进行身份验证 ■ 逐步验证执行映像
电容式感应
■ 在受保护程序的只执行模式下安全执行代码
■ 赛普拉斯 CapSense Sigma-Delta (CSD) 提供一流的 SNR, 液体容差和接近感应
■ 12 位 1 Msps 的 SAR ADC 包括差分模式、单端模式和具有信 ■ 集成开发环境提供原理图设计输入和构建 (具有模拟和数字自动
号求平均功能的 16 通道序列发生器。
路由) 和代码开发和调试功能
■ 一个 12 位电压模式 DAC,稳定时间小于 5μs
■ 应用编程接口 (API) 可用于所有固定功能和可编程的外设
特性
32位双核CPU子系统 ■ 具有单周期倍频的 150-MHz Arm Cortex-M4F CPU (浮点和存
戴姆勒克莱斯勒DaimlerChrysler Specific Requirements
戴姆勒克莱斯勒(克莱斯勒集团)顾客特殊要求与ISO/TS 16949第二版一并使用2005年2月1.范围ISO/TS 16949和此文件为供应生产件和/或服务件给戴姆勒克莱斯勒的组织定义了基本的质量体系要求(参见3.9的定义),这些(ISO/TS 16949和此文件)要求都必须被包含在组织获得由一家与 IATF 签约的认证机构所发布的ISO/TS 16949注册/认证的任何范围中,这满足了戴姆勒克莱斯勒对组织进行第三方注册/认证的准则,从而得到对ISO/TS 16949证书的认可。
(参见ISO/TS 16949的“前言”和“有关认证的说明”)。
ISO/TS 16949也适用于生产件或物料的组装者,以及车辆的装配厂。
可适用的服务件和物料不包括售后服务市场的零件(参见定义3.2)或组织。
所有ISO/TS 16949的要求和此文件的要求都必须被文件化在组织的质量体系中。
英文版的ISO/TS 16949和此文件必须是意图第三方注册的正式版本文件。
可接受的ISO/TS 16949翻译文件由SMMT(英国)、VDA(德国)、AFNOR(法国)、ANFIA(意大利)、JAMA (日本)和STTG(西班牙)出版,用于第三方注册。
此文件的认可翻译必须:仅作为参考使用,参考英文版并作为官方语言,以及在版权说明中包括戴姆勒克莱斯勒公司。
任何其它的翻译版本均未经授权。
此文件可从AIAG获得。
2.参考书目戴姆勒克莱斯勒、福特、通用汽车公司的测量系统分析(MSA),第三版,2002年3月;2.12003年5月第二次印刷。
2.2戴姆勒克莱斯勒、福特、通用汽车公司的生产件批准程序(PPAP),第三版,1999年9月。
(不适合车辆装配厂)先期产品质量策划和控制计划(APQP),1995年。
2.3戴姆勒克莱斯勒、福特、通用汽车公司的统计过程控制(SPC)参考手册,第一版,1992 2.4年。
戴姆勒克莱斯勒、福特、通用汽车的潜在失效模式及后果分析(FMEA),第三版,2001 2.5年。
pso算法步骤

pso算法步骤PSO算法是一种优化算法,是由“Particle Swarm Optimization”,即粒子群优化算法发展而来的,在解决复杂问题和进行多目标优化方面表现出色。
PSO算法通常适用于连续优化问题,可以优化函数、离散问题以及混合问题。
PSO算法步骤第一步:设定参数在使用PSO算法之前,必须先设定相关参数,这是PSO算法使用过程的一项重要任务。
这些参数决定了粒子在搜索空间中移动的方式和速度,以及算法搜索解的效率。
1. 粒子群规模:$N$2. 惯性权重:$w$3. 最大迭代次数:$T_{max}$4. 每个粒子的学习因子$c_1,c_2$5. 粒子的位置和速度范围:$x_{min}$和$x_{max}$6. 收敛精度第二步:初始化粒子群在PSO算法的第二步中,每个粒子将在解空间中随机生成一个初始位置并随机赋予一个速度。
每个粒子的位置和速度是由以下公式计算得出的:$$x_i(0)=x_{min}+(x_{max}-x_{min})\times rand$$其中$x_{min}$和$x_{max}$是自变量的最小值和最大值,$rand$表示在0和1之间的随机数。
第三步:粒子的运动和更新在这个步骤中,每个粒子都会根据自己的位置和速度更新自己的位置和速度。
这个过程被描述如下:$$v_i(t+1)=wv_i(t)+c_1r_{1i}(p_i-x_i(t))+c_2r_{2i}(g-x_i(t))$$其中,$p_i$是粒子$i$搜索到的最佳位置,$g$是当前所有粒子中最优的位置,$r_{1i}$和$r_{2i}$是0到1之间的随机数。
第四步:评价适应度在此步骤中,需要计算每个粒子在当前位置所对应的适应度值。
这个过程是用来评估点的好坏,估算梯度,对于不同的优化问题有不同的定义方法。
第五步:更新全局最优在这一步中,需要判断每个粒子的适应度值是否比当前的全局最优适应值更好。
如果是,那么需要更新当前全局最优适应值和位置:$$f_{best}=\min(f_{best},f_i)$$$$x_{best}=x_i$$其中,$f_i$是第$i$个粒子的适应度值,$f_{best}$是当前全局最优适应值,$x_{best}$是当前全局最优位置。
PSoC3的布局指南

计数在一定时间 Tcount 内在 CSR 用户模块中积累,这一时 间段由 ScanSpeed 参数设置。在周期测量中,
T count = (ScanSpeed –2)* T charge
(2)
在频率测量中,
T count = (ScanSpeed –2)/ (f clock / 255) (3)
PSoC® CapSense™ 的布局指南
AN2292 (ZH)
作者:Ryan Seguine、Mark Lee 相关项目:否
相关器件系列:CY8C21x34、CY8C24794 相关应用手册:AN2233a、AN2277、AN2293、AN2318
摘要
本应用手册将从 PCB 布局、覆盖物厚度、材料选择和底板设计方面来介绍 PSoC CapSense 应用的布局指南。
图 4. 按钮大小和手指尺寸பைடு நூலகம்
按钮越大,灵敏度越高。不过,按钮尺寸的上限由待感测导 电物体的有效面积决定(对人的大拇趾来说,约为 0.8 英寸 )。图 5 显示了按钮灵敏度与按钮大小的基本关系。
图 5. 按钮大小和灵敏度的关系
图 3 给出了被接地层环绕的专用大按钮形状的示范。 图 3. 突出于接地层的大按钮
November 26, 2007
文件编号 001-42107 修订版 **
4
[+] Feedback
AN2292 (ZH)
,函数 SetDacCurrent 应传递参数 0x80 和 0 (128*0.069μA ) 。 关 于 此 函 数 的 更 多 细 节 , 请 参 见 CSR 用 户 模 块 。 Tcharge 的设置范围通常为 10μs 到 20μs。如充电时间较长 ,会导致扫描率较慢。如果充电时电较短,将导致量化效应 ,这一点本节随后部分还将讨论到。
PSO(供应商过程审核)-中文版

上海延锋江森座椅有限公 司
16
4. 控 制 计 划
• 用 AIAG 的 APQP 参 考 手 册 上 的 表 式. (2nd Ed. 1995, p.34). . 控制计划必须与工艺流程图编 号 相 同.
•
•
注 明 样 件, 试 生 产 和 生 产 控 制 计 划, 包 括 在PSO 文 件 夹 中 所 有 的 文 件 版 本 正 确.
上海延锋江森座椅有限 公司
3
有关术语解释
• PSO 的 英 文 是Process Sign-Offs 意思是过程 批准或过程审核 • BOS:Business Operation System 业务运作体系 • AIAG :Automotive Industry Action Group 汽车工业行动集团 • APQP:Advnaced Product Quality Planning and Control Plan 产 品 质 量 先 期 策 划 和 控 制 计 划 • PPAP: Product Parts Approve Procedure 生产件批准程序 • GP-9 按 节 拍 生 产: 是 通 用 公 司 核 实 供 应商的实际制造过程以及所报的工装 能力是否符合现行质量要求并且实际 制 造 是 否 符 合 制 造 和 质 量 计 划。 • 2TP: 大 众 公 司 考 核 供 应 商 在 批 量 生 产 所 要 求 的 供 货 量 条 件 下, 整 个 制 造 过 程 的 可 靠 性 和 适 宜 性, 是 正 式 生 产 前 的 一 次 总 演 练。
• JCI 将 对 风 险 系 数 和 发 生 率 是 否 恰 当 进 行 审 核.
续
上海延锋江森座椅有限公 司
15
3.设 计FMEA 和 过 程 FMEA( 续)
PPAP手册(第四版)

希望本程序能够覆盖样本提交过程中的各种情况,但在执行过程中可能还会出现一些问题。这些问题可直接向顾客的零售价零件批准部门提出。如果档知道如何与零件批准部门联系,则顾客采购的采购员将会提供帮助。
第1部分-------总则
1.1PPAP的提交
下列情况,组织必须获得经授权的顾客代表的批准(见5.2.1)。
1一种新的零件或产品(即:从前未曾提供给某个顾客的某种零件、材料或颜色)。
2对以前所提供不符合零件的纠正。
3由于设计记录、规范或材料方面的工程变更而引起产品的改变。
4第1.3部分要求的任一种情况。
※PSW(零件提交保证书)修订如下:
·提供了一个更符合逻辑的流程,来描述零件/设计的信息;
·供方的地址栏适用于全球范围;
·增加了IMDS的材料报告,以显示报告状态。
※PPAP特殊要求的更新包括:
·设计记录中的材质报告和聚合物标识的要求;
·过程能力指数的使用(Cpk和Ppk);
·标准目录零件的定义和批准,以及黑例子零件的定义。
2.1有效的生产3
2.2PPAP要求3
2.2.1设计记录4
2.2.2任何授权的工程变更文件5
2.2.3顾客工程批准5
2.2.4设计失效模式及后果分析(设计FMEA)5
2.2.5过程流程图5
2.2.6过程失效模式及后果分析(过程FMEA)5
2.2.7控制计划5
赛普拉斯半导体公司PSoC Creator组件数据手册说明书

PSoC ® Creator™组件数据手册赛普拉斯半导体公司• 198 Champion Court • San Jose ,CA 95134-1709 • 408-943-2600性能▪独立的Bootloader 及Bootloadable 组件 ▪ 支持指令的可配置集 ▪ 灵活的组件配置 概述Bootloader 系统管理使用新应用代码和/或数据来更新器件闪存存储器。
为了使流程生效,我们使用以下组件:▪ Bootloader 项目 — 含有Bootloader 组件和通信组件▪ Bootloadable 项目 — 含有Bootloadable 组件,用于创建代码Bootloader 组件通过Bootloader 组件您可以使用新代码更新器件闪存存储器。
Bootloader 接收并执行相应指令,然后将这些指令的响应回送给通信组件。
Bootloader 收集并整理接收到的数据,并通过一个简单的指令/状态寄存器接口对闪存的实际写入操作进行管理。
项目的应用类型需要与原理图上的组件相匹配。
例如,对于Bootloader 项目,在Build Settings 项下将Application Type (应用类型)设置为“Bootloader ”并将Bootloader 组件放置在原理图上。
有关“应用类型”的信息,请参考“PSoC Creator 帮助”部分的内容。
通信组件通过管理通信协议,通信组件可以接收来自外部系统的指令,然后将这些指令传递Bootloader 。
它还将Bootloader 的命令响应传递回片外系统。
只有USB 和I 2C 是受Bootloader 官方支持的两种通信方法。
有关通信方法的详情,请参见USBFS 或I 2C 组件数据手册。
还可使用Custom Interface (自定义接口)选项向任何现有通信组件添加Bootloader 支持。
您还可以创建自己的Bootloader 通信组件,其中支持任意数量的通信方法。
PSO (Process Sign Off)
M+8 ~ M+10
除车身件外使用格式 车身部件用
M+11 M+13 ~ M+14
可以使用企业类似格式
第八 阶段
M+15 ~ M+16 根据PSO业务标准
准备活动阶段 第九阶 测量系统分析 段
成果 24) GAGE R&R评价书 25)测量系统改善计划 26) 交付容器开发计划 27)交付容器规范(信息)书
备注 补充使用近期修订格式
固定模型 (M0)
可自行编制格式 另包括功能、部件特性等
第二 阶段
反映问题
5).以往车问题反映书 6).标杆数据反映书 7).设计FMEA 8).规范改善提案 M+1 ~ M+5 另附标杆数据内容 可以使用企业类似格式 可应用生产技术的结构评审书 加以评审 M+6 ~ M+7 可以使用企业类似格式
(M17~M19)
■ 主管与时间: 设计和设计构思完成时 (M-4)
■ IRE评价结果将分为高、中、低,针对高和中实施PSO ■ 在高和中水平部件中,只对输入到VAAIZ的部件,按照日程输入,而其它部件 的PSO结果则自行编制。
2. 新车部件开发业务程序 (AQIS)
区分
新技术新 素材的评 审、确定
时间
备注 可以使用企业类似格式
第十 阶段
包装/交付容器
M+17 ~ M+19 量产工厂生产管理要求格式
1. PSO (Process Sign Off) 概要
1) 何谓PSO (Process Sign Off)?
通过对新增产品的先期质量策划活动,使部件质量满足设计水平,供应P1部件之前, 确保协作企业的生产和工程能力,从而实现量产初期质量稳定化和量产以后 质量变差的最小化。
PSO工艺认证手册

PROCESS SIGN-OFF (PSO)介绍 (1)工艺认证战略 (4)指南 (5)预备会议 (5)PSO On-Site Visit (7)永久性要求 (8)风险导向 (9)工艺认证工作流程和职责分工 (10)Requirements (15)工艺认证审核清单 (21)评价跟踪单 (23)一致性报告 (25)生产演示结果 (27)Process Sign-off Checklist Requirements (29)批量接收抽样表 (44)Glossary (46)Appendix A First Production Shipment Certification (FPSC)...... A.1 Appendix B Interim Approval Authorization...................... B.1 Appendix C Line Speed.......................................... C.1 Appendix D First Time Capability (FTC) Yield................... D.1 Appendix E Relationship between PSO and PPAP................... E.1 Appendix F PSO Extended Run.................................... F.1Appendix G Most Frequently Asked Questions..................... G.1 Reference Manuals ................................... Publications.1 Index ...................................................... Index.1介绍工艺认证(PSO)概述:工艺认证适用于所有具有高或中等首次风险值(IRE)的新零件或更改零件。
P020220616364978449294说明书

修改内容文档版本创建日期《智能计算系统》实验课开发平台手册v0.12020-10-192.0实验规格设置容器过期时间v0.22021-01-21《智能计算系统》实验课开发平台用户使用说明-v2.0用户手册注册寒武纪论坛登录账号登录寒武纪官网< >,点击开发者->开发平台,进入用户中心登录页面。
点击 没有账号?立即注册输入用户名、手机号、验证码、登录密码进行注册用户登录开发平台登录可选择密码登录或短信登录两种方式登录到开发平台登录完成后,进入寒武纪开发平台首页::30080平台使用指南存储管理选择存储管理页面,点击右上角添加存储卷填写存储卷名称,比如 wangjie-storage 、选择存储卷大小 100GB点击【添加】按钮,存储管理页面会显示已创建成功的存储卷。
创建开发容器在“开发容器”列表页面,点击右上角的【添加开发容器】填写开发容器名称、用户名、单选按钮选择规格、添加存储卷。
镜像选择:public-server/mlu270_ubuntu16.04-for-student:v1.4.0,tag版本号,代表实验章节的序号。
开发容器名称建议开发容器建议以姓名命名,比如: wangjie-server开发容器用户名和密码建议开发容器用户名使用root密码可以不设置,会随机生成12位的口令挂载存储卷到开发容器注意事项选择"《智能计算系统 2.0 》上课规格",创建开发容器。
CPU(核数)内存(GB)根目录存储(GB)MLU卡数量MLU卡型号2.删除开发容器进入左侧侧边栏,选择【开发容器】,删除开发容器用两种方式:选择需要删除的开发容器名称,展开开发容器详情页面下方点击删除。
选择需要删除的开发容器名称,在操作栏中点击删除。
3.挂载卷方式拷贝文件平台支持通过web页面上传、下载文件4.登录开发容器执行命令拷贝文件在开发容器列表可以获取到 SSH/SCP 用的 IP 地址<ip>、端口号<port>。
电源转换器热路模型参数识别的PSO算法说明书

4th International Conference on Mechatronics, Materials, Chemistry and Computer Engineering (ICMMCCE 2015)Thermal circuit model parameters identification of oil-immersedtransformer based on PSO algorithmLinli Zhang1, Lisheng Li1, Bin Jiang2, Rong Li2, Hongmei Li2, Xiao Dong2 1State Grid Shandong Electric Power Research Institute, Jinan, 250000, China2State Grid Shandong Electric Power Company, Jinan, 250000, ChinaKeywords: power transformer; hot spot; thermal circuit model; PSO algorithm; parameter identificationAbstract. The thermal circuit model of oil-immersed transformer needs to improve its accuracy in predicting the winding hottest-spot temperature, especially in the case of overload and different cooling modes. In the case of overload condition, the estimate values obtained from most existing models are smaller than the actual measurement values, which increase the potential of transformer overheating fault because of the estimate shortage. These limitations are mainly due to the thermal circuit parameters which are deviating when overloaded or having different cooling modes. In order to overcome these limitations, a parameter identification and correction approach based on PSO algorithm is proposed. The approach works on daily load pattern, permits better accuracy and improves the estimation security margin of thermal circuit in the presence of overload condition and different cooling modes.IntroductionIn order to increase system operation margins, a transformer may load beyond its nameplate rating. What's worse, some transformers operate beyond nameplate ratings in peak load period in order to avoid load shedding. The hottest-spot temperature of the winding is a basic criterion which can indicate the dynamic load margin and insulation life loss and detect latent overheat faults [1-4]. Hence, it is important to evaluate the winding hot-spot temperature accurately so that transformers can operate safely and economically. The researches of the winding hot-spot temperature evaluation have been taken for many years and a number of methods and models have been proposed [5-15].Among the methods, the direct measurement based on the optical fiber is supposed to be the most accurate method [16-18]. However, it isn’t suitable for hot-spot temperature predicting and the optical fiber’s service life is shorter than the transformers’. The thermal model based on the heating equations and thermal circuits has a better transient accuracy so that it is widely adopted [1][5-8].The accuracy of thermal circuit models decays in the case of overload and different cooling modes [7][8]. Some model parameters could lead to negative estimate errors which will increase the operation risk when overloaded [1-3][7][8]. These limitations result from the situation that the computation of thermal circuit parameters is based on nameplate data and not suitable for overload condition or different cooling modes.For those reasons, a parameter identification approach based on PSO algorithm is proposed. It works on daily load pattern and could improve the accuracy and estimation security margin of thermal circuit when overloaded or in different cooling modes. It has been tested and verified by three sets of data furnished by a substation.Mathematical Model of Thermal CircuitThermal circuit model based on the thermal-electrical analogy, heat transfer theory and lumped parameters was first established by G. Swift [5]. This model focuses on the nonlinear thermal resistances and has been developed to estimate the hot-spot temperature [6-8]. D. Susan improved the thermal circuit model by taking oil viscosity changes and temperature loss variations into account [8]. The model is based on an assumption that the hot-spot temperature is the sum of thetop oil temperature rise Δθoil , and the hot spot temperature rise above top oil temperature Δθhs . The model is depicted in Figure1 and as the detailed report in reference [8].amθoilθfeq cuq cuq th oilC −th wndC −th hs oilR −−th oilR −oilθhsθFig.1. Thermal circuit modelThe corresponding mathematical model is expressed as follows:()()12n n,,,12n nhs ,hs,wdg,,1+1()noil amb oil pu oil rated pu oil rated n oil rated nhs oil cu pu hs pu rated pu rated nhs rated d R K Rdt d K P dt θθθm θm t θθθθθm θm t θ++ −⋅⋅⋅∆=⋅⋅++∆ − ⋅⋅⋅∆=⋅⋅+ ∆(1) In the type, R th-hs-oil is the winding to oil thermal resistance; R th-oil is the oil to ambient thermal resistance; C th-wnd is the winding thermal capacitance; C th-oil is the oil thermal capacitance; θhs is the hot-spot temperature; θoil is the top-oil temperature; θamb is the ambient temperature; R is the ratio of load losses at rated current to no-load losses; K is the ratio of load current to rated current; μpu is the ratio of oil viscosity to oil viscosity at rated oil temperature rise; τoil,rated is the top-oil time constant at rated oil temperature rise, product of rated oil thermal resistance and oil thermal capacitance; τwdg,rated is the winding time constant at rated hot-spot temperature rise and is the product of rated winding to top oil thermal resistance and winding thermal capacitance; n is the empirical constant.The parameters such as rated load losses q cu and rated no-load losses q fe are based on nameplate data or the manufacture tests while n is an empirical constant. However, according to the tests in previous literature [7][8], the accuracy decays obviously under different working condition, especially when overloaded or in different cooling modes. Considering the security margin, the estimate values should be larger than the measured values when overloaded, but no reference takes it into account.The main reason of accuracy degradation is the parameters deviation under different working conditions and it is necessary to identify the parameters to achieve a satisfactory accuracy. Hence, a novel technique based on PSO algorithm considering the estimation security margin is developed.Problem Formulation of Parameters IdentificationIt is primary to determine two sets of thermal circuit par ameters Χ respectively for ONAN and ONAF cooling modes to minimize the global error between the estimated values Θi e and the measured values Θi m of hot-spot temperature samples. In particular, the negative error and the positive error are processed differently when overloaded. In order to increase the estimation security margin, the positive error (the estimated value is larger) is processed with a little larger tolerance while the negative error is processed with a very small tolerance.For transformers working in such two kinds of cooling modes, Θi e and Θi m are respectively divided into two groups to identify two sets of parameters. Hence, the problem is divided into two optimization problems with the same form of objective function as follows:2min ()()[-]e m i i i i f X f X ω =ΘΘ∑ (2) Noticing that the weighting factor ωi is very important and the larger value of ωi means the erroris processed with less tolerance. Therefore, ωi can be used to evaluate the relevance of the estimated errors and the load rates, especially under overload conditions. ωi is defined as follows:() normal load condition overload condition m ei i mi ratedi m i ratedI II I θθωa − = ⋅ (3) The positive error (θi e -θi m >0) is more inclination to be accepted considering estimation security margin. So we proposed a novel thermal circuit parameters identification and correction approach with positive error preference strategy. Figure 2 shows evolution of ωi with estimation error under overload condition.Fig.2. Evolution of weighting factors with estimation error under overload conditionWith measured hot-spot temperature samples of transformers working in ONAN and ONAF cooling modes and adopting the thermal circuit model expressed in Eq. (1), two sets of thermal circuit parameters X corresponding to two sets of cooling modes can be respectively identified via optimization algorithm in the next section. Proposed Solution via PSO AlgorithmThe afore-mentioned problem is divided into two optimization problems with the same form of objective function (Eq. (2)). The PSO algorithm is a swarm intelligence heuristic algorithm optimization method and has been widely used in engineering optimization. The particle swarm algorithm is very suitable for solving this problem.The process of implementing PSO for thermal circuit parameters identification is as follows:Step 1: Choose the set of thermal circuit parameters (Eq. (4)) as particle arrays and randomly generate primary population. 40 particles are generated. ,,,,,,,,,oil rated wdg rated oil rated hs rated X R n t t θθ =∆∆ (4) Step2: Evaluate the fitness function (Eq. (2)) values and compare the fitness value of each particle with its own best location P best (the best location means the particle array elements can lead to the best fitness value). If current value is better than best P best , update P best with the current location. Besides, if current value is better than global best location G best , then reset best G best to the current index in the particle array.Step3: Update the velocity and location of each particle according to Eq. (5). ,,11(i,j),22(i,j),,,,(n 1)(n)c [P (n)]c [(n)](n 1)(n)(n 1)i j i j best i j best i j i ji j i j v w v r x r G x x x v +=⋅+−+− +=++ (5)Step4: Loop to step2 until meeting the stop criterion (a predefined maximum number of iterations or a sufficiently good fitness value). Numerical ExampleIn order to verify the validity of the method, we have a test on a 220kV-75MV A dual winding transformer. The transformer is equipped with optical fiber temperature sensors and was tested inthree typical daily load patterns. When the transformer load rate less than 70%, cooling mode is ONAN. When the transformer load rate more than 70%, cooling mode is ONAF. The load current, winding hot-spot temperature and ambient temperature are measured and recorded at 15-min intervals. Thus we get N=96 sample points. The transformer overloading time lengths and different cooling modes time lengths as shown in table1. Transformer load curves for 3 consecutive days as shown in Figure3 and the measured windings hot spot temperature of day1 as shown in Figure4.Table.1.Overloading time lengths and cooling modes time lengthsOver load time(hour) ONAN (hour) ONAF(hour)day a.m. p.m. a.m. p.m. a.m. p.m. day1 1.50 3.00 6.75 0.75 5.25 11.25 day2 1.75 3.25 6.75 0.75 5.25 11.25 day32.00 4.006.75 0.755.25 11.2500:0004:4809:3614:2419:1224:000.30.40.50.60.70.80.91.01.1ONANONAF L o a d C u r r e n t [p .u .]Timeday1day2 day3ONAN00:0004:4809:3614:2419:1224:0030405060708090100H o t -s p o t T e m p e r a t u r eTime(C )Fig.3. Load curves against time Fig.4. Measured winding HST of day1 Validation testsThe identification method identifies the corrected thermal parameters (Eq. (4)) by using the dataof day1. According to the cooling modes, the data of day1 is divided into two sets to identify two sets of thermal parameters respectively. As depicted in table1 and Figure3, sample data in ONAN cooling modes is used to identify thermal parameters for ONAN cooling modes, so as the ONAF cooling modes. Implement steps in section 4 and the corrected parameters reported in table2.Table.2. Identification resultsParameterValues based on nameplate data Identified values Identified valuesONAN/ONAF ONAN ONAFτoil,rated (min) 161.8 142.4 130.7 τwdg,rated (min) 8.7 11.2 9.9Δθoil,rated (oC) 30.3 32.4 29.1Δθhs,rated (oC) 42.2 41.9 40.3R 6.18 5.89 6.93 n 0.25 0.31 0.27 In order to further conduct quantitative analysis, defining the mean squared estimation error MSEand the maximum absolute error value ME during overload period as follows:21[-]i Ne m i i i MSE N==ΘΘ=∑ (6)max(-) error is positive max(-) error is ne maximum maximum gativee m i i e mi i ME ΘΘ=−ΘΘ (7) MSE represents the deviation of the estimation value from the measured value and ME representsthe estimation security margin.The results of the calibrated model adopting the corrected parameters, the measured winding hot-spot temperatures and the results of the model adopting parameters based on nameplate data are shown in Figure5 (a).By comparing the hot-spot temperature profiles in Figure5 (a), we find that the model with the corrected parameters has a better estimation accuracy than the model with parameters based on nameplate data. In particular, the model with the corrected parameters lead to a positive error (the estimated value is larger) when overloaded. The increase in winding hot-spot temperature estimation accuracy and estimation security margin is of great importance in dynamically full exploitation of transformer load capacity under the precondition of ensuring transformer safe operation.In order to further prove the validity of the corrected thermal parameters, we estimate the transformer hot-spot temperature values of the next two days according to the load curves. The winding hot-spot temperature curves show in Figure5 (b) and (c). The performance comparison is reported in table3.00:0004:4809:3614:2419:1224:00405060708090TimeMeasured dataH o t -s p o t T e m p e r a t u r e (C )Hot-spot estimation with the mameplate data Hot-spot estimation with the corrected data00:0004:4809:3614:2419:1224:0035455565758595TimeMeasured dataH o t -s p o t T e m p e r a t u r e (C )Hot-spot estimation with the mameplate data Hot-spot estimation with the corrected data00:0004:4809:3614:2419:1224:0035455565758595105TimeMeasured dataH o t -s p o t T e m p e r a t u r e (C )Hot-spot estimation with the mameplate data Hot-spot estimation with the corrected data(a) Winding HST of day1 (b) Winding HST of day2 (c) Winding HST of day3Fig.5. The experimental results of windings HSTTable.3. Comparison resultsMSEMEwith nameplate parameters With identified parameters With nameplate parameters With identified parameters day2 10.93 3.66 -4.15 2.51 day313.244.17-4.832.73The comparison shows the model with identified parameters has better estimation accuracy and positive estimation error when overloaded, which means the increase of estimation security margin. ConclusionIn this paper, a thermal circuit parameters of oil-immersed transformer identification approach based on PSO algorithm was proposed and the thermal circuit model based on the identified parameters was tested and verified by comparing the actual measured data with theoretical data one by one. The results show an increase in the estimation accuracy, especially when transformer works in overload condition and in different cooling modes. In particular, the model with identified parameters leads to positive estimation errors, which reduce the risk of transformer overheating fault caused by estimation shortage and guarantee the estimation security margin. The research in this paper could provide a more reasonable and effective approach for electric power utility to predict transformers’ hot spot temperatures. References[1] IEEE guide for loading mineral-oil-immersed transformer, IEEE Standards C57.91-1995, 1996. [2] P ower transformers Part 7: loading guide for oil-immersed power transformers, IEC Standard 60076-7, Ed. 1.0, 2005.[3] C IGRE WG 12.09 (Thermal Aspect of Transformers), Survey of power transformer overload field practices, CIGRE 147.1995.[4] R. Murugan, R. Ramasamy, Failure analysis of power transformer for effective maintenance planning in electric utilities. Engineering Failure Analysis, Vol.55, pp. 182-192, Sep. 2015.[5] SWIFT G MOLINSKI T S. LEHN A. A fundamental approach to transformer thermal modeling I, theory and equivalent circuit. IEEE Transactions On Power Delivery, 16(2), pp.171-175, 2001.[6] W.H. Tang, Q.H. Wu, Z.J. Richardson, A simplified transformer thermal model based on thermal-electric analogy. IEEE Trans. Power Delivery, 19 (2004), pp. 1112–1119.[7] D. Susa, J. Palola, M. Lehtonen, M. HyvarinenTemperature rises in an OFAF transformer at OFAN cooling mode in service. IEEE Trans. Power Del., 20 (2005), pp. 2517–2525.[8] D. Susa, M. Lehtonen and H. Nordman. Dynamic Thermal Modeling of Power Transformers. IEEE Trans. On Power Delivery, Vol.20, pp.197-204, Jan. 2005.[9] F. Torriano, M. Chaaban, P. Picher, Numerical study of parameters affecting the temperature distribution in a disc-type transformer winding,Applied Thermal Engineering, Vol.30, Issues 14–15, pp2034-2044, Oct.2010.[10] Sh. Taheri, A. Gholami, I. Fofana and H.Taheri, Modeling and simulation of Transformer loading capability and hot spot temperature under Harmonic Conditions , Electric Power Systems Research,Vol.86 pp.68-75 May 2012.[11] Skillen A, Revell A, Iacovides H, et al. Numerical prediction of local hot-spot phenomena in transformer windings[J]. Applied Thermal Engineering, 2012, 36: 96-105.[12] Sang-Yun Yun,Chang-Ho Park, Il-Keun Song, Development of overload evaluation system for distribution transformers using load monitoring data.International Journal of Electrical Power & Energy Systems, Vol.44, Issue 1, pp.60–69, Jan.2013.[13] M.A. Taghikhani, A. Gholami. Prediction and evaluation of the cooling performance of radiators used in oil-filled power transformer applications with non-direct and direct-oil-forced flow,Experimental Thermal and Fluid Science, Vo44, pp392-397 Jan 2013.[14] Chen W G, Xi H J, Su X P, et al. Application of Generalized Regression Neural Network to Transformer Winding Hot Spot Temperature Forecasting[J]. Gaodianya Jishu/ High Voltage Engineering, 2012, 38(1): 16-21.[15] Li L, Niu S, Ho S L, et al. A Novel Approach to Investigate the Hot-Spot Temperature Rise in Power Transformers[J]. IEEE TRANSACTIONS ON MAGNETICS, 2015, 51(3): 8400204. [16] A.B.Loboibeiro,N.F.Eira,J.M.Sousa,P.T.Guerreiro,J.R.Salcedo.Multipoint Fiber-optic hot-spot sensing network integrated into high power transformer for continuous monitoring.IEEE Sensors Journal,8(7):pp. 1264-1267,2008.[17] Zhang X, Yao S, Huang R, et al. Oil-immersed transformer online hot spot temperature monitoring and accurate life lose calculation based on liber Bragg grating sensor. technology[C]//Electricity Distribution (CICED), 2014 China International Conference on. IEEE, 2014: 1256-1260.[18] B. Sarkar, C. Koley, N.K. Roy, P. Kumbhakar. Condition monitoring of high voltage transformers using Fiber Bragg Grating Sensor, Measurement, Vol.74, pp.255-267, Oct. 2015.。
PSO(供应商过程审核)-英文版

Where Supplier PSOs fit into JCI‟s launch process
• Sub-supplier PPAPs should be 100% completed prior to your PSO. If so, skip Item 5 and see Item 10. If not, continue below. (JCI AQE may require a follow-up PSO visit once any outstanding subsupplier PPAPs are approved.)
4. Control Plan
• Use format from AIAG‟s APQP reference manual (2nd Ed. 1995, p.34). See attached. • Control plan must numerically follow PFD and PFMEA. • Note that there is a Prototype, Pre-launch, and Production level control plan. Include all appropriate levels in PSO book.
cont‟d
3. Design & Process FMEA (cont‟d)
• Use format from AIAG‟s Potential Failure Mode and Effects Analysis reference manual (2nd Ed. 1995, p. 8 and p. 28). See attached. • High RPNs must be addressed with action plan, per JCI AQE requirements (e.g. address top 1 or top 3 RPNs, or RPNs > 70, etc.). • If an „efficient‟ review of PFMEAs is needed, read pp. 33-43 in the FMEA reference manual noted above.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为什么:PSO是验证供应商质量策划过程是否成功以使其生产过程具备批量生产合格产品的方 法.
是什么:PSO在最高定额生产节拍下系统和连贯地对供应商策划和实际实施的生产过程进行审 核,包括人员﹑设施﹑设备﹑材料﹑方法﹑程序﹑软件水平和工装.DC的验证方法由 4项内容组成,对他们的评估能确保供应商的系统可以接受并能生产出合格的产品. 首先,文件中需确保公司要求操作的方法都已在案并可供所有的员工参考使用,即有利 于新员工的培训,还可帮助有经验的员工解决一些难题或变更. 其次,应亲临现场获得第一手资料.所以作为PSO工作的一部分就是亲临生产现场,至少 目睹使用生产正式工装进行一批产品的生产,生产的节拍和质量必须满足DC的要求. 第三:对生产产品的测量结果进行分析,亲临现场能看到生产过程中出现的特殊问题和 生产效率的情况,收集数据并进行分析和归纳是获取真实质量和生产效率情况的手段, 通过测量可以得出生产线节拍,首次交验合格率[FTC],单件产品生产定额时间及其他 统计数据,从而证实供应商是否有能力生产出满足DC要求的产品. 最后,通过对产品的试验来证实供应商的体系是否有效,并且通过数据来表明产品满足 了性能﹑工艺及材料技术条件所包含的工程,质量和耐久性和可靠性要求.
简介 PSO策略 指南 预备会议 PSO现场审核 永久性要求 风险导向 工艺认证工作流程和职责分工 要求 工艺认证审核清单 评价跟踪单 一致性报告 生产演示结果 PSO审核清单要求 批时接受抽样方案 术语 附录A首次生产发货鉴定[FPSC] 附录B临时批准授权 附录C生产线节拍 附录D首次交验合格率[FTC] 附录E PSO与PPAP之间的关系 附录F PSO延长运行 附录G最常提出的问题 参考手册 目录
致谢
工艺认证[PSO] 第四版
供应商质量
PSO-工艺认证编写成员
David l Eiler----先期质量策划 Markus N stefanic---先期质量策划 Robert c swanson---工程 jerome wioskowski---工程
有关手册的改版或更改请直接与采购 供应供应商质量部门联系 CIMS484-01-07
预备会议: .审核项目进展,DC产品开发过程参见图示1. .为了减少在供应商现场的时间,产品工作组应在现场审核前同供应商一起交流并批准所有PSO审核清 单的要素及提供的文件. .有一点非常重要即评估要素18中的供应商生产准备评估运行结果和要素19及20中的"生产演示运行计 划". .要素18-要求供应商提供"供应商生产准备评估运行"中的能力结果[通常是30件].供应商同DC供应商 质量专家一起确定准确的数量,在PSO现场审核中,此运行将显示工艺已安装和调试完毕,并准备进行 PSO现场审核的"生产演示运行". .要素19-产品工作组必须评审包括每个岗位﹑整条生产线﹑多条生产线和多个工装的生产节拍﹑记录 的数据﹑记录的方法和测量主算方法的计划. .要素20-产品工作组必须审核那些"特殊"特性以及被工作组指定为初期工艺分析的特性,工作组应审核 其测量方法﹑量具校对情况﹑R&R评估结果﹑数据记录﹑数据记录的方法﹑检测数量及计算方法. .以上审核必须在进行现场审核之前完成,有利于加快现场评估. .强调PSO是团队的工作,协力合作来验证生产准备情况及工序能力.交流PSO审核清单中的所有要素及要 求,特别强调如下几点: .评审相应的工程标准﹑产品材料﹑加工方法﹑检验程序﹑初始工序能力分析以图纸,以确认试验频率 及程序与产品保证计划和先期产品质量策划及采购要求一致. .评审防错的方法和实施情况. .评审产品及过程特性并确定在现场审核中需测量的特性,这些特性不仅限于如关键[D]这样的特殊特性 也包括由产品工作组选出的一些特性.
第一页
:生产工装完成﹑定案并已在供应商现场安装和调试完毕并且供应商自己的生产准备评估运行 已经全部完成并有文件记录. :生产过程已确定并调试完毕,初期能力已尼确定,并准备好按预先确定的样本大小和生产 线节拍进行生产演示. :生产操作者已经培训并能在定额最大和持续的生产节拍下进行生产.[参见附录C] PSO的目的在于验证供应商的过程能力,要求在S1阶段供货之前完成所有的PSO认证,如果给S1 阶段供货之前没有完成PSO认证,需要在临时授权批准[IAA],关于IAA提交的具体要求,参见P&S 程序,PSSP0108临时授权批准凤及DC平台的特殊要求,参见图示1铁,DC产品开发过程[CDS].
供应商获得QS-9000或VDA6.1,包括公司特殊要求的认证,作为DC全球采购和供应战略的一部分 自一九九九年九月起生效.通过QS-9000或VDA6.1的供应商不能免除PSO认证.
PSO第四版内容以下地方作了更改:
PSO现场审核更改为PSO预备会议. PSO工厂审核更改为PSO现场审核. 产品质量计划PQP更改为质量策划. 审核清单1-22要素的顺序更改. Z=1---19步骤更改为Z=1-20步骤. PAP里程碑由F1﹑PO﹑C1﹑V1更改为新的CDS里程碑SO﹑S1﹑S2﹑V1. SPIN更改为外部企业网. 增添强调对多条工装线的认识. 修改PS煤作组成员与CIMS[iii页]. 修改简介[1-3]. 修改图形:图1[第2页]图2[第3页]图3[第四页]. 修改5-7页指南. 修改图表/数据保存部分[第7页]. 永久性要求增加了DC和供应链的说明第八页. 修改风险导向[第九页]. 修改PSO流程图[第10-13页]. 修订的生产演示结果要素19/生产线节拍.[第18页]. 修订的要素19-示例非分享和分享生产线.[第18A-D页]. 修改PSO审核清单,将要素20隔离出来并将审核清单的中部和下部重新命名[第21页]. 修订一致性报告格式-增加孔改寸示例的测量单位[第25页]. 修订的生产试验结果表-要素19-生产线节拍.[第27页]. 修订批量接受抽样方案.[第44页]. 修改术语[第46-53页]. 修改附录B-1AA要求,[第B.1页]. 修改附录C-生产线节拍计算[第C.1-C.3页]. 修改FTC部分"目的"的说明[第D.2页]. 增加附录E PSO和PPAP的关系[E.1-E.3页]. 增加附录F延长PSO运行.[F1-F4页]. 修改"最常提出的问题"[G.1-G.15页]. 修改参考手册[公共一页]. 修改索引[索引1].
工艺认证[PSO]
目录
工艺认证[PSO]
简介 概述:对于新零件或更改零件,停止生产12个月以上的零件或出现过保修和质量问题的零件 必须实施PSO.所有出现高风险值的零件必须由DC进行PSO和产品保证计划[PAP]中等IRE的零件 必须由DC进行PSO认证和由供应商自身实施APQP[先期产品质量策划,参见APQP],低于IRE零件 必须由供应商自身实施PSO衙APQP进行生产准备,在产品或系统的使用期内任何产品或工艺需 要更改,必须通过产品小组基于风险导向进行评审以确定是否需要进行PSO认证[参见第九页 表2风险导向].
总而言之,PSO确保供应商显示其满足PPAP保证书提交所应具备的能力. 是谁:产品工作组[至少由供应商质量专家﹑工程师和供应商及其他合适的人员组成]. 何地:在文件审核预备会议之后要求在供应商生产场所进行现场评审,如果产品工作组认为有
必要时,现场工艺认证也可以在一级分供应商的生产现场进行. 何时:当产品工作组在预备会议中确认如下条件都已满足后,方可决定进行现场工艺认证时间: :对供应商的文件已全部审核完毕并接受.
AP
准签字
PS
批 O .工程主管
.平台总经理
准和 .P&S平台主管
.P&S平台主管
.AME或相当于生产部经理的人员
.AME或相当于生产部经理的人员
S0车生产
S1车生产
S2车生产
-98
-76
-22
-10
0
.在V1[投产]前的估计周数
图示2
第三页
产品工作组与供应商一 起讨论要求
PSO策略
供应商运行准备评估运 行
PROCESS SIGN-OFF 工艺认证
4th Edition 第四版
Dec.2000
2000年12月
Dec.2000
Translated asia9000&trade co.,ltd 北京美亚九千经贸有限公司翻译
PSO
第四版前言 PSO的目的在于确定PSO的要求,细化了为证实满足戴姆克莱斯勒质量系统要求所应具备的文 件.本手册内容涉及产品保证计划[PAP]和QS-9000中的内容.PSO.QS-9000和PAP这三本手册为 内部和外部的供应商实施和落实先期质量策划提供了基础,本手册所指的供应商是指内部和外 部供应商,为了确保一个零件的尺寸﹑材料﹑功能或外观的要求[如有要求]的符合性,了解PSO 和PPAP之间的关系是非常重要的[PPAP的详细解释参见附录E].应注意的是向戴姆克莱斯勒公 司供货的外部供应商必须获得QS-9000或VDA6.1第三方认证.关于这一点我们想提及一个新的 汽车供应商质量管理标准ISO/TS16949.此国际性的要求将来可能成为新的标准取代QS-9000. 在此之前QS-9000仍适用. 在本手册的更新过程中,体现了克莱斯勒更新后的产品开发过程,被称为克莱斯勒开发系统 [CDS].此系统可帮助戴姆克莱斯勒及其供应链提高质量,缩短开发周期.本手册中采用的"克莱 斯勒"和"戴姆克莱斯勒"都指的是"戴姆克莱斯勒公司"[以前称为克莱斯勒公司]以及分部如: Chrysler﹑ dodge﹑ jeep﹑ plymounth车的生产厂.本手册不适用于生产Mercedes-benz,fre ightliner,或其他品牌及产品戴姆克莱斯勒德国分厂,CDS新的开发过程包括新的里程碑,PSO 册已经调整来反应此变化,19个要素中有一个技术性更改体现了生产线共享的能力分配.此外 PSO要素的顺序依据工艺侧重方式进行了调整. 针对PSO手册的问题和建议,请与戴姆克莱斯勒供应商质量代表联系. 在以后的中文内容中Daimlerchrysler[戴姆克莱斯勒]将用简写DC代替. 鉴于本手册的特定运用环境,本中文在大多数的情况下,将Process译为工艺,工序或加工,在 很少情况下译成"过程".