甲醇合成塔管板的有限元轻量化分析
甲醇合成塔正文
3.2.管板表面带极堆焊
甲醇合成塔的上、下管板管 程侧表面要求进行耐腐蚀材料堆 焊,堆焊焊接材料各不相同 : 过渡层309L+耐蚀层308L; 过渡层309L+耐蚀层347; 过渡层309L+耐蚀层2209; 过 渡 层 309L+ 耐 蚀 层 309LMo ; EQNiCrMo-3(Inconel 625);
甲醇合成塔制造过程工艺难点: 2205双相不锈钢材料的焊接 ; 管板表面带极堆焊 ; 中间管板与筒体焊接 ; 设备各部分的焊后热处理 。
3.1.2205双相不锈钢的焊接
对于2205型双相不锈钢材料, 焊接材料选用Ni含量比母材高一级 的ER2209氩弧焊丝,以获得较高比 例的奥氏体;焊接过程必须采用适 当的热输入保证焊接接头获得好的 奥氏体相变并防止金属间沉淀相的 析出,从而使焊接接头具有良好的 机械性能和耐腐蚀性能。
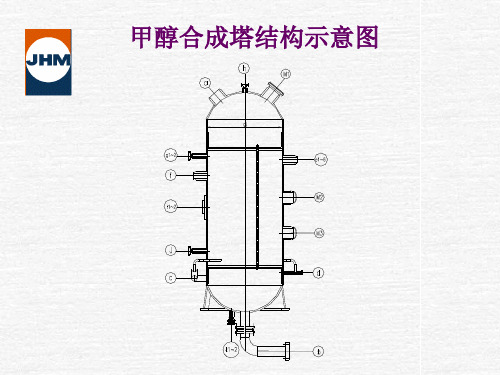
甲醇合成塔结构示意图
2.主体材料介绍
2.1 13MnNiMoNbR材料,交货状态 为正火加回火,材料焊接性能分析 : Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15
2.2 SAF2205奥氏体-铁素体双相 不锈钢材料,耐点蚀系数: PRE=Cr+3.3Mo+16N
3.甲醇合成塔焊接制造工艺
3.3.中间管板与筒体焊接
甲醇合成塔产品结构最大特点是具 有中间管板,其与筒体焊接结构形式分 为以下三种: A. 管板与筒体T型全焊透角接; B. 加强筒体锻件与管板对接; C. 碗形管板锻件与两侧筒体对接;
中间管板筒体连接形式
3.4.设备各部分的焊后热处理
甲醇合成塔封头、壳体材质按照标 准要求,设备焊后必须进行消除应力热 处理,换热管材质为SAF2205不能经历主 体材料的焊后消除应力热处理过程,所 以必须对甲醇合成塔各部件分别进行热 处理,最终合拢焊缝采用电加热器进行 局部热处理。
关于年产40万吨煤制甲醇合成塔设计
摘要甲醇不单单是一种有机物燃料也是化工生产的重要原料,有很大的市场。
且随着甲醇汽油在国内的推广使用,未来甲醇的下游需要量肯定会大量增加。
甲醇汽油的推广及劣质煤生产甲醇都能缓解现在的环境问题。
甲醇不仅作为最有希望代替汽油的清洁燃料,而且由于其在许多工业生产中使用范围广,使的人们越来越关注甲醇的发展。
甲醇反应合成塔是合成甲醇的过程中最重要的一个设备,它的选择是否经济、合理将直接影响甲醇生产。
本设计选用的甲醇合成塔是德国Lurgi公司的固定管板列管甲醇合成反应器双塔并联生产,采用低压合成法工艺,使用国产的XNC-98型催化剂进行设计。
本论文对年产40万吨甲醇合成塔进行设计。
对合成塔进行了物料和热量衡算。
关键词:甲醇;合成塔;设计;衡算目录摘要 (I)目录............................................................... I I 第一章绪论.. (1)1.2甲醇的性质及用途 (1)1.2.1甲醇的性质 (1)1.2.2甲醇的用途 (1)1.3国内外研究现状 (2)1.4设计的目的和意义 (3)第二章甲醇的合成 (5)2.1制备方法 (5)2.2甲醇合成工艺的选择 (5)2.3甲醇合成塔的选择 (6)2.3.1国内外常用的甲醇合成反应器 (6)2.3.2甲醇合成塔的选用原则 (7)2.4甲醇合成催化剂的选用 (7)第三章工艺计算 (9)3.1甲醇合成工艺 (9)3.2甲醇合成塔的物料衡算 (9)3.2.1基础数据 (9)3.2.2合成塔的物料衡算 (10)3.3热量衡算 (16)3.3.1合成塔的热平衡计算 (16)3.3.2甲醇水冷器的热量计算 (20)第4章甲醇合成塔的设计计算 (23)4.1甲醇合成工艺参数 (23)4.2传热面积的计算 (23)4.3催化剂用量的计算 (23)4.4传热管数的计算 (23)4.5管子排列方式,管间距的计算 (24)4.6壳体直径的计算 (24)4.7合成塔壳体厚度的计算 (24)4.8合成塔封头的计算 (25)4.9封头与壳体的连接形式 (25)4.10反应管与管板的连接结构设计 (25)4.11管法兰的选用 (25)4.12管子拉脱力的计算 (25)4.13折流板的计算 (27)4.14管板的计算 (27)4.15容器的开孔补强 (27)4.16支座的计算 (27)4.17人孔的计算 (27)结论 (29)参考文献 (30)致谢 (33)第一章绪论1.2甲醇的性质及用途1.2.1甲醇的性质甲醇(Methanol,CH₃OH)又名木醇是重要的化工原料和燃料,是结构最为简单的饱和一元醇[1]。
甲醇合成塔管板稳态操作条件下有限元分析及强度评定
Absr c : y u i g o nt l me ta a y i ot r t a t B sn ff ie ee n n ls ss f i wa e ANS YS,a t o a n y e h te sfed d srb to f u e h e fmeh n lc n e t ra - u h r h sa a z d t e sr s l it u i n o b s e to t a o o v r n l i i t e d rse d — t t p r t g c n i o s sn h d lb i i g meh d wi rd me so a a a tr ,t e t b s e ta d is t n iin p ri n,h a n e t a y sa e o ea i o d t n ;u i g t e mo e u l n t o t ti i n in p mee s h u e h e t r st o t n i d h l r n a o o e d i t b i e,s el i h l sd n h e trwe e a ay e y f i lme ta a y i u e sd h l n s e l i e a d t e h a e r n l z d b n t e e n n lss;b s d o h n t l me ta ay i r s l ,t e sr n t v u t n i e a e n t e f i ee n n ss e u t h te gh e a a i i e l l o h sb e d a e n ma e;r s l id c t s t a h smeh d c c u ae yde i e wh t e h tu t r ft ea ay e a s i wi i e s f t c p n e a p e u t n i ae h t i t t o a a c r t l cd eh r esr cu e o h n l z d p r s t n t a ey s o e u d rt t - n t t h h h 0 e ai g c n iin o c me . r t o d to sc n e d n
甲醇合成塔管板试验工况下有限元分析及强度评定
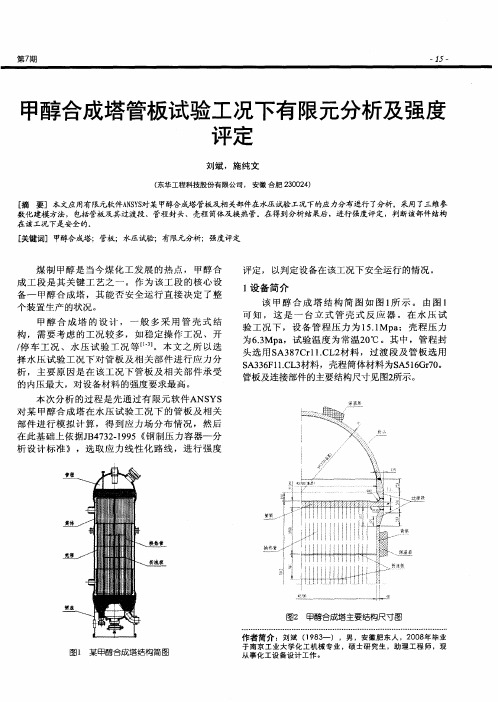
2 限元分析 有
21 . 建立 计算 模型 根 据 结构 特 点和 载 荷 特 性 ,需 要 对 分 析 部 位 建1 3 个 D计 算 模 型 ,其 中 ,周 向取 14 / 份模 型 ,轴 向长 度 取 管 程 封 头 项 至 壳程 筒 体 的 中 间位 置 。计 算 模 型 建 立 以后 ,需 要 在 模 型上 施加 边 界 条 件 及 材 料 参 数 。考 虑 到 结 构 十 分 复杂 ,整 个 建 模 过 程 运 行A DL P 参数 语言 可方 便地 简化 整个 建模 过程 。 211 界条件 .. 边
[]B 7 219 ,钢制压力容器—分析设计标准[] 4 J 43 -9 5 S.
( 接 I页) 上 4
3结 论
I aa tr S ty tmV le 这两 个 A I P rmee和I eS s e au 3 P 函数 来 实 现 。但 是 对 于 部 件 装 配 体 的驱 动 则 无 法 按 照 驱 动 零 件 的方 式 来 实 现 。 由于 装 配 体 是 由零 件 组 装 而 成 , 因此 ,本 文 在 装 配 体 的参 数 化 建 模 过 程 中 , 首先 驱 动各 个 零件 ,然后 利用 S l Wok 的 自动重 oi rs d 建 功 能 来 实 现 对 装 配 体 的驱 动 。 同 时本 文 重 新 封 装 了 特 征 参 数 驱 动 函 数 和 相 关 文 件 操 作 函数 ,简 化 了零 部 件 的驱 动 过程 , 图7 示 为 重 新封 装 的特 所 征参 数 驱动 函数 。
[ 关键词]甲醇合成塔 ;管板;水压试验;有 限元分析;强度评定
煤 制 甲醇 是 当今 煤 化 工 发 展 的 热 点 , 甲醇 合 成 工 段 是 其 关 键 工 艺 之 一 。作 为 该 工 段 的核 心 设 备 一 甲醇 合 成塔 ,其 能 否 安 全运 行 直 接 决 定 了整
甲醇合成塔压差增大的原因分析及技术改造应用
甲醇合成塔压差增大的原因分析及技术改造应用摘要:甲醇合成装置投产以后,由于甲醇市场持续低迷,大型新建装置不断建成投产挤压市场,加之进口催化剂供货周期长、价格较高而国产催化剂在性能上越来越接近进口产品,且价格、供货周期和合同条件上也有一定优势,故决定采用国产的RK-05型催化剂代替MK-121型催化剂。
RK-05型催化剂投用后,出现了合成塔压差大、负荷难以提高的问题,经原因分析并采取相应的对策措施后,问题得以解决。
关键词:甲醇合成塔;压差;支撑瓷球;催化剂引言甲醇合成塔作为甲醇装置的核心关键设备,要保证其安全、稳定运行,首先,甲醇装置要选择合理的工艺路线,甲醇合成塔要选用先进的设备制造工艺及结构型式;其次,生产过程中要做好甲醇合成塔的工艺指标控制与优化,确保其处于良好、稳定的工作状态;再者,生产部门在设备管理上要对关键设备实施特保特护,并针对甲醇合成塔发生泄漏的可能原因,通过各种手段予以控制和预防,就能实现甲醇合成塔的安全、稳定、长周期运行。
1、甲醇合成工艺流程低温甲醇洗产生的新鲜合成树脂(5.2 MPa,30 °C)与回收装置中富含氢的气体混合,从合成压缩机的新鲜部分压缩到10.0 ~ 11.0 MPa,然后注入少量高压脱盐水,然后进入第一个进排气换热器(E01),与合成树脂(R-02)的排气气体交换热量,通过调节阀(TV-01)将温度提高到208 ~ 208。
高压分离器(D-01)中的循环气体经合成压缩机循环段压缩至10.0 ~ 11.0 MPa,然后经过第三个进排气换热器(E-03)和第二个进排气换热器(E-02),再与合成空气中的废气交换热量,然后加热至208 ~ 230℃并与脱硫装置中的新鲜合成材料混合后再进入合成过程;合成气经过甲醇合成催化剂作用下的甲醇合成反应,离开合成气的气体(230 ~ 260℃)进入第一和第二热交换器,通过新鲜合成气和循环气体冷却至150 ~ 159℃,然后进入第三热交换器,通过循环气体冷却至128 ~ 131℃,再进入合成气冷却器(E-05)进一步冷却至40℃。
甲醇合成塔双锥密封法兰结构有限元分析及强度评定
其计算值超过了 1 0 m,结构尺寸偏大 , 0m 0 令人 难以接受。因此需要采用有限元应力分析设计方
・
4 4・
中 氮 肥
第 6期
法来进行设计计算 ,以获得合 理 的结构尺寸 。
2 有 限元分析
2 1 模 型的建 立 .
接管 材 料 采 用 S 36 1C 3锻 件 ,椭 圆封 头 材 A3F11 料采 用 S 37 r1 1 材 , 内 壁 堆 焊 材 料 按 A 8 GlC2板
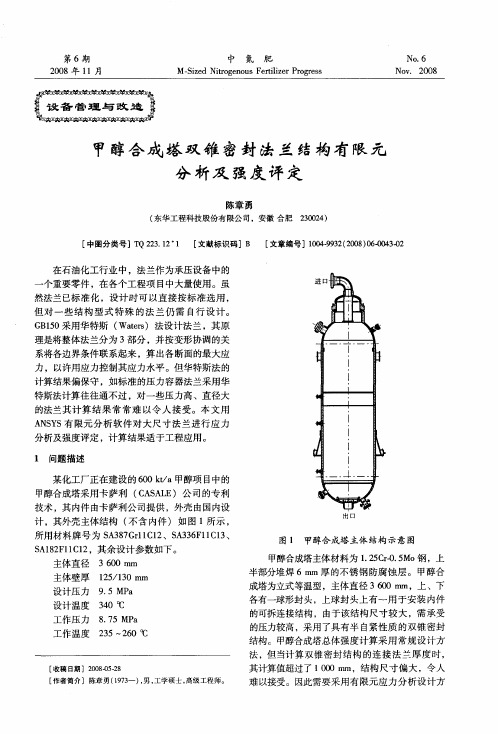
陈章 勇
( 东华 工程科技股份有限公司 ,安徽 合肥 2 02 ) 3 0 4 [ 中图分类号 ]T 2 . 2 [ Q 2 3 1 1 文献标识码 ]B [ 文章编号]10 -92 20 )60 4 -2 0 49 3 (0 8 0 -0 30
在石油化工行业 中,法兰作为承压设备中的
一
个 重要零 件 ,在各 个 工程 项 目中 大量使 用 。虽
然法 兰 已标 准 化 ,设 计 时 可 以直 接 按标 准选 用 ,
但对一些 结构 型式特 殊 的法兰仍 需 自行设计 。
G 10采用华 特斯 ( tr) 法 设计 法 兰 ,其原 B5 Wa s e
芎
I
、
I
向上 ,折算 成施加 在 双锥环 密 封面垂 直投 影面上 的等效压 力 为 2. a 12MP ,采 用 表 面 效应 单 元 施 加在 双锥 环密封 面上 。
理是将整体法兰分为 3 部分 ,并按变形协调的关 系将各边界条件联系起来 , 出各断面的最大应 算 力 ,以许用应力控制其应力水平。但华特斯法的 计算结果偏保守,如标准的压力容器法兰采用华 特斯法计算往往通不过 ,对一些压力高、直径大 的法兰其计算 结果常 常难 以令 人接受。本文用 A S S 限元分析软件 对大尺寸法兰进行应 力 NY 有 分析及强度评定 ,计算结果适于工程应用。
甲醇合成塔管板的制造难点解析
种形式 : 对接 式 、 接式 。对 接 结 构如 图 1所示 , 角 该 结构 的优点 是管 板与两 侧壳体 的环焊缝 采用 自
动 焊施焊 方便 , 可对焊 缝进行 射线拍 片检查 , 设备
制造 质量 较易保 证 , 锻件采 购成本 较高 ; 但 角接式 是采用 饼形 锻件 与加 强 段组 焊 的镶 嵌式 结 构 ( 如
图 2所 示 )该 结构 可 大 大降 低 制造 成本 , 管 板 , 但
与简体 加强 段角 焊缝焊接 质量较 难控 制 。
2 整体 锻件 结构 ( 接式 ) 对 管板 的制造
2 1 管板 结构及 参数 .
1 管板 的结构形 式和主 要技术 参数 甲醇合 成塔管 板与筒 体 的连 接结构 一般有 两
方式 对管 板 表面 进 行 局 部修 正 , 面层 的堆 焊 厚 度 应 预 留一 定加 工余 量 ;
() 6 堆焊 面 层 后 进 行 精 确 测 量 并 进 行 机 加
图 1 整体 锻 件 结 构 管 板 结 构
加强段 管 程 侧 堆 焊 层
工, 确保 面层 厚度 及整 个表 面 的平面度 。
以 0 60mm 甲醇 合成 塔 为 例 , 管板 尺 寸 30 其 如 图 3所 示 , 基层 材料 为 2Mn N 级锻件 , 0 Mo b1 V 管
程侧堆 焊过 渡层 3 9 0 L和 面层 3 7 。 4 L
第2 7卷第 8期
压
力
容
器
总第 2 3期 1
加强段
热、 消氢 , 严格 控制 焊接 线能 量 ;
vsr C nr o C e cl q imetN ni 10 4 C ia i y et f hmi up n , aj g2 0 2 , hn ) o e aE n
甲醇合成塔介绍
每块换热板由两块SS 304金属板(气体换热板)或者DUPLEX金属板(蒸汽换热板)焊接而成,机械上非常坚固,刚性好。这种换热板结构是已经经过多套装置实践的成熟技术。这种结构是自动化制成的,同一合成塔内的所有换热板完全相同。许多标准规范可以检验这些换热板,并盖有“U”质量标记。每块换热板制造后经过压力测试。气体可以并流或者逆流,轴向或者径向。等温床上部可以装填一绝热层 (副产蒸汽内件不安装绝热层)。这种结构允许使用其它的流体作为换热介质,进入和流出换热器而不与反应气混合。换热板可以非常方便地沿着扇形依次装配。
六、杭州林达公司JW均温合成塔
杭州林达公司JW均温甲醇合成塔,其主要特点是在全部触媒床层中采用可自由伸缩活动装配。催化剂装填系数为70~75%。 用管内冷气或冷水连续吸收管外反应热,管内冷气或冷水与触媒层中反应气有并流换热和逆流间接换热,可以在催化剂层内及塔内任何部位设置温度监测点。用塔外设置废锅副产低压蒸汽或锅炉给水加热器回收热量。林达均温型塔催化剂装填系数和冷激塔一样,均在70%以上,但因接近等温反应,反应中间不用冷激气降温避免降低反应器中甲醇生成浓度。据哈气化均温型和冷激型比较,在同样原料气量、进塔气量、合成压力和催化剂装量下,提高产量50%。若在同样入塔气有效压力下将增产更多。故达到同样能力其反应器尺寸可比冷激塔减少1/3以上。
浆态床甲醇合成工艺是指:气相以氢、一氧化碳和二氧化碳为甲醇原料气,液相以惰性液相为介质,固相以细颗粒固体为催化剂,在一定的温度和压力下,合成塔中气-液-固三相之间进行传质,并在固相催化剂活性内表面上反应而制取甲醇。该工艺传热性和热稳定性较好,反应温度接近等温,易于控制,一氧化碳与二氧化碳的单程转化率和气相产物中的甲醇百分含量高于传统的气-固相催化法。
甲醇合成塔的设计(最新整理)
规格(mm) δ=46(包括冲压减薄量)
δ=42 δ=60+5
φ38X2 δ=90+7
1
补强管锻件 法兰锻件
20MnMoⅢ 20MnMoⅢ
4.3 筒体与管板的焊接结构的设计 根据甲醇合成塔工作程序,在操作反应前
先要将催化剂颗粒装填在每根换热管内,催化剂 需要定期更换,从操作工艺条件上讲管,箱筒体与 管板之间采用法兰连接比较合理,但是由于其 直径较大,如果采用法兰连接将存在以下不利 因素:1)大直径法兰的密封性较难保证,若操作 失误易造成严重泄漏且,大直径法兰的成本造价2;高) 大直径法兰的密封垫片加工困难。为了防止设备 工作过程中的密封泄漏,减少法兰力矩对管板的 影响,降低制造成本,采用不兼做法兰的管板 结构最为合理。 4.4 在设计时将管箱封头处开设人孔并适当增 大管箱空间结构形式, 为了方便安装维修人员进入合成塔内进行催化剂的装填和对 合成塔的检查与维修,同时也节省了设备制造费用。 4.5 为使壳程进入时均匀且稳定地分布,脱盐水入口采用了环形管路和圆扁管入口设 计;同时,在反应管的指定位置上设置安装了防膜弹性挡圈以破坏沸腾液膜,提高传 热膜系数以利于传热。 4.6 反应管与管板的连接结构设计
高不会很高。
6.结束语 甲醇合成塔自设备投产后,运行情况一直良好,说明其选材、设计强度和结构完
全满足产品的工艺要求和生产能力,为同类产品设计提供了参考经验。
参考文献
1 GB150-1998 《钢制压力容器》国家技术监督局 1998-03-20 发布 2 GB151-1999 《管壳式换热器》国家技术监督局 中国标准出版社
头合成气入口处设置气体分布器,在管板的上部装填一层 200mm 高的绝热层催化剂, 绝热层催化剂上部填装耐火球φ8mm。下管板下面装填耐火球φ25mm。
甲醇合成塔的设计
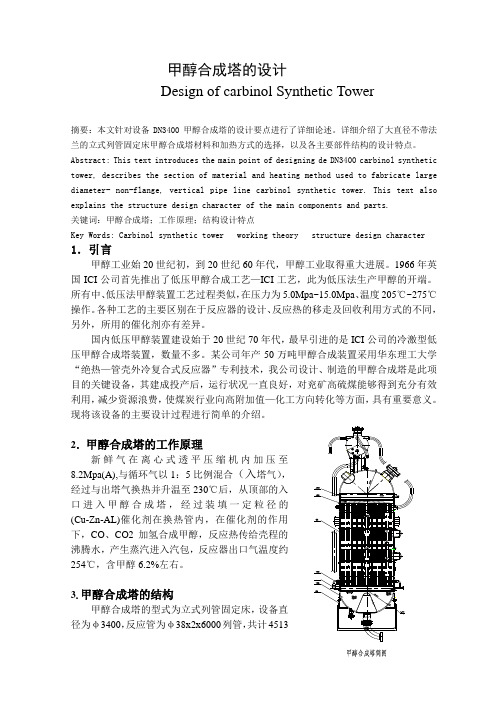
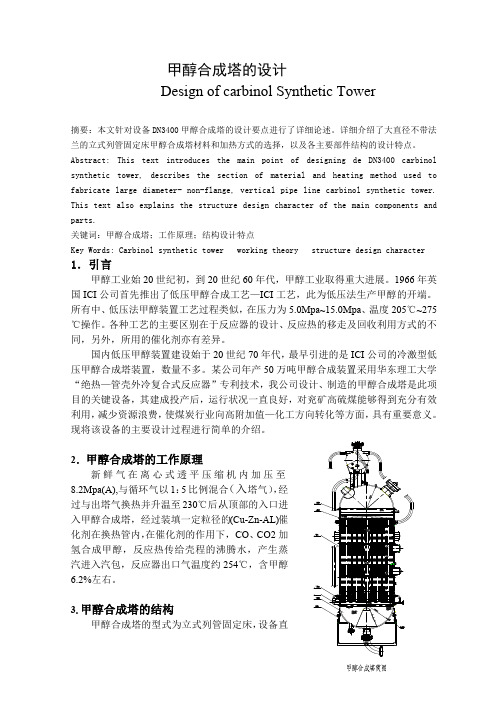
甲醇合成塔的设计Design of carbinol Synthetic Tower摘要:本文针对设备DN3400甲醇合成塔的设计要点进行了详细论述。
详细介绍了大直径不带法兰的立式列管固定床甲醇合成塔材料和加热方式的选择,以及各主要部件结构的设计特点。
Abstract: This text introduces the main point of designing de DN3400 carbinol synthetic tower, describes the section of material and heating method used to fabricate large diameter- non-flange, vertical pipe line carbinol synthetic tower. This text also explains the structure design character of the main components and parts.关键词:甲醇合成塔;工作原理;结构设计特点Key Words: Carbinol synthetic tower working theory structure design character 1.引言甲醇工业始20世纪初,到20世纪60年代,甲醇工业取得重大进展。
1966年英国ICI公司首先推出了低压甲醇合成工艺—ICI工艺,此为低压法生产甲醇的开端。
所有中、低压法甲醇装置工艺过程类似,在压力为5.0Mpa~15.0Mpa、温度205℃~275℃操作。
各种工艺的主要区别在于反应器的设计、反应热的移走及回收利用方式的不同,另外,所用的催化剂亦有差异。
国内低压甲醇装置建设始于20世纪70年代,最早引进的是ICI公司的冷激型低压甲醇合成塔装置,数量不多。
某公司年产50万吨甲醇合成装置采用华东理工大学“绝热—管壳外冷复合式反应器”专利技术,我公司设计、制造的甲醇合成塔是此项目的关键设备,其建成投产后,运行状况一直良好,对兖矿高硫煤能够得到充分有效利用,减少资源浪费,使煤炭行业向高附加值—化工方向转化等方面,具有重要意义。
甲醇合成塔的制造工艺
制 造 安 装 甲醇合成塔的制造工艺Study on the Fabricating Procedure for Methanol Synthetic Column大连冰山集团金州重型机器厂徐庆坤 戈丰来 张英俊 In this paper,characteristics at structure design and material selection for methanol Tower are in2 troduced briefly.It is focused to discuss fabricating procedure and quality control point. 关键词:甲醇合成塔 管板 镶嵌 制造工艺 质量控制 随着石化工业的迅速发展,钢制管壳式换热设备愈来愈趋于大型化发展,虽然G B151—89《钢制管壳式换热器》只规定了钢制管壳式换热设备直径在 2000以下的设计、制造和验收,但现在钢制管壳式换热设备直径已远远大于 2000,甚至超过 4000。
1999年8月我厂首次试制成功一台直径为 2600的大型管壳式换热设备———甲醇合成塔。
甲醇合成塔是甲醇项目中的关键设备,此次我厂生产的甲醇合成塔其直径为 2600,结构虽不太复杂,但很有特色,制造难度较大,材料的选取也较为特殊。
该类设备在国内属首次试制,无成熟制造工艺可借鉴,具有一定的试验研究性质。
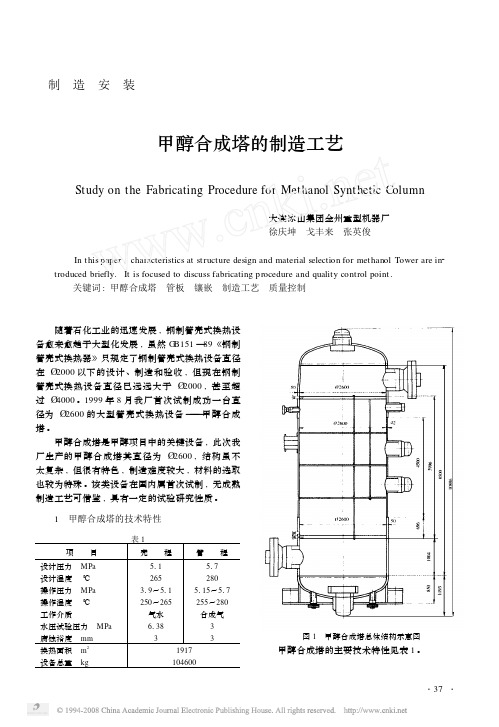
1 甲醇合成塔的技术特性表1项 目壳 程管 程设计压力 MPa511517设计温度 ℃265280操作压力 MPa319~5115115~517操作温度 ℃250~265255~280工作介质气水合成气水压试验压力 MPa61383腐蚀裕度 mm33换热面积 m21917设备总重 kg104600图1 甲醇合成塔总体结构示意图 甲醇合成塔的主要技术特性见表1。
・73・ 2 结构特点分析甲醇合成塔的结构特点见图1,由图1可见该设备结构较为特殊:(1)设备的上、下管板是镶嵌在筒体内部,且均为双面全焊透结构,焊肉较厚,因而易使管板产生焊接变形。
甲醇合成装置优化运行总结

甲醇合成装置优化运行总结甲醇合成装置是煤炭化工产业中的一种重要装置,其稳定运行对提高产能和降低能耗具有重要意义。
近期,本单位对甲醇合成装置进行了优化运行,将优化结果总结如下。
一、优化前情况甲醇合成装置优化前,存在以下问题:1. 产能低下。
甲醇产量较低,不能满足市场需求。
2. 能耗较高。
甲醇合成过程中的能源消耗较大,能源利用率不高。
二、优化措施针对以上问题,我们采取了以下优化措施:1. 增加催化剂活性。
更换新的催化剂,并进行合理的催化剂喂料量控制,提高催化剂的利用率和活性。
2. 优化反应条件。
通过调整反应温度、压力等参数,优化反应条件,提高反应速率和选择性。
3. 改进热平衡。
优化换热器的设计和操作,增强热交换效果,降低能耗。
4. 提高原料纯度。
优化原料预处理流程,降低杂质含量,减少催化剂中毒,提高甲醇合成效率。
三、优化结果通过对甲醇合成装置的优化运行,取得了如下结果:1. 产能提升。
甲醇合成装置的产能得到明显提升,可以满足市场需求。
2. 能耗降低。
采取的优化措施使能耗明显降低,能源利用效率得到提高。
3. 产品质量稳定。
优化后,甲醇合成产品的纯度和稳定性得到提升,符合相关标准要求。
四、存在问题及改进方案在优化运行过程中,也发现了一些问题:1. 催化剂寿命较短。
催化剂的使用寿命较短,需要频繁更换。
2. 反应器压力波动。
反应器内压力存在波动现象,影响了反应效果。
针对上述问题,我们拟定了如下改进方案:1. 寻找更优催化剂。
加大催化剂研发力度,寻找具有更长寿命和更高活性的催化剂。
2. 优化反应器控制策略。
改进反应器的控制系统,提高压力稳定性,减少波动。
五、未来工作展望针对以上问题和改进方案,我们将继续开展以下工作:1. 加强与科研机构的合作。
与科研机构合作,共同开展催化剂研发和反应器技术研究,提升装置性能。
2. 大力推行节能减排。
通过技术改造和管理创新,进一步提高能源利用效率,减少对环境的影响。
3. 加强运行监控。
甲醇合成塔设计说明书

甲醇合成塔设计说明书目录第一章:设计方案的确定与说明- 3一、设计方案的确定 (3)二、方案说明 (3)第二章:设计计算与校核 (4)一、工艺计算 (4)二、主要接管尺寸计算 (6)三、合成塔的总体结构 (7)第三章:设计计算结果 (9)第一章:设计方案的确定与说明-一、设计方案的确定传统的甲醇合成塔主要有一下几种:①三管并流合成塔②单管并流合成塔③I.C.I四段冷激式合成塔④三菱瓦斯的四段冷激式合成塔⑤多段径向甲醇合成塔⑥Lurgi式甲醇合成⑦轴径向甲醇合成塔三管并流合成塔,内件结构简单、操作稳定,但从气体并流换热的特点出发,能起到冷管作用的仅是外管,而内管只是担负了输送气体的任务。
单管并流合成塔,冷管的输气管和冷管的端部都连接在环管上,而冷管与输气管的气量和传热情况都不相同,前者的温度要高得多,如不考虑膨胀,当受热后,冷管与环管的连接部位会因热应力而断裂,使合成塔操作恶化甚至无法生产。
Lurgi式合成塔,合成塔既是反应器也是废热锅炉,合成甲醇所产生的反应热由管外的沸腾水带走,管外沸腾水与汽包维持自然循环,汽包是那个装有压力的控制器,以维持恒定的压力,因此管外沸腾水的温度是恒定的,于是管内催化剂的温度也几乎是恒定的,因此当操作条件发生变化时(如循环机故障等),催化剂也没有超温的危险,仍然可以安全运转。
综合以上各甲醇合成塔的优缺点,选择Lurgi式合成塔作为甲醇合成的设备。
二、方案说明Lurgi式合成塔,合成塔既是反应器也是废热锅炉,列管中装填C306型催化剂,合成气在列管中反应,合成甲醇所产生的反应热由管外的215℃,25 bar 的沸腾水带走。
冷却水的流量通过流量调节阀进行调整,以精确控制反应器的温度,使其符合工艺要求。
第二章:设计计算与校核一、工艺计算甲醇合成塔各物流流量和摩尔分率由前期采用Aspen Plus 软件进行的流程模拟计算得到。
1、合成塔主要工艺参数根据Aspen模拟,进出甲醇合成塔的反应物和所生成物的物流表如下:上述反应所释放的反应热5167773kJ/h。
90万ta甲醇合成装置设计优化及运行效果
第48卷第6期2020年12月Vol.48 No.6Dec. 2020煤化工Coal Chemical Industry90万t/a 甲醇合成装置设计优化及运行效果徐广才(内蒙古荣信化工有限公司,内蒙古 鄂尔多斯014300)摘 要 针对某公司已投产的90万t/a 甲醇合成装置I 运行中出现的合成塔超温、系统结蜡严重、甲醇产品中乙醇含量高等问题,对新建90万t/a 甲醇合成装置1从工艺流程、设备等方面进行优化。
通过改变工艺流程、调整操作指标、增大合成塔换热面积等措施,使合成塔出口温度降低10 °C~15 9、合成气消耗降低10m 3/t,产品中副产 物明显减少。
关键词 甲醇合成,合成塔,超温,结蜡,乙醇,设计优化文章编号:1005-9598 (2020) -06-0033-05 中图分类号:TQ223. 12*1 文献标识码:B某公司2套90万t/a 甲醇合成装置均采用庄信万丰(JM )低压甲醇合成工艺技术和Kt51-9型催化剂,其中合成装置I 于2014年建成投产,合成装置H于2019年建成投产。
合成装置I 投产后,出现合成塔 超温、系统结蜡严重、甲醇产品中乙醇含量高等问题,影响了装置长周期、高负荷、稳定运行。
因此在合成装置II 设计过程中,结合合成装置I 的运行情况,对工艺 流程和部分设备进行优化设计,取得了一定的效果,现 介绍如下。
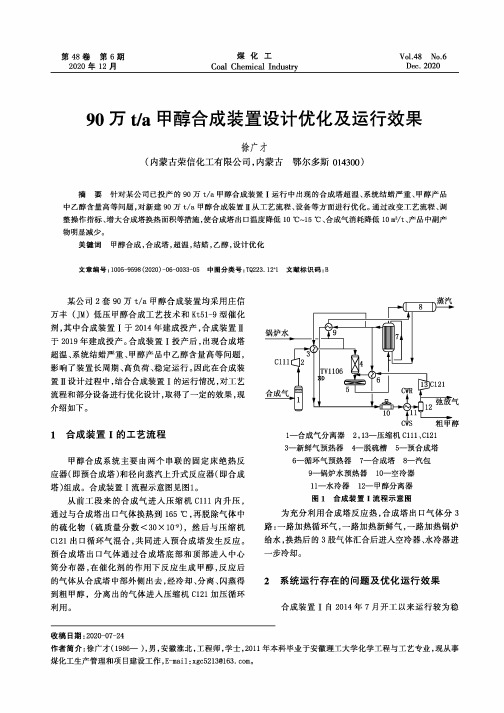
1合成装置I 的工艺流程甲醇合成系统主要由两个串联的固定床绝热反应器(即预合成塔)和径向蒸汽上升式反应器(即合成塔)组成。
合成装置I 流程示意图见图1。
从前工段来的合成气进入压缩机cin 内升压,通过与合成塔出口气体换热到165 °C,再脱除气体中的硫化物(硫质量分数<3OX1(P ),然后与压缩机C121出口循环气混合,共同进入预合成塔发生反应。
预合成塔出口气体通过合成塔底部和顶部进入中心 筒分布器,在催化剂的作用下反应生成甲醇,反应后的气体从合成塔中部外侧出去,经冷却、分离、闪蒸得 到粗甲醇,分离出的气体进入压缩机C121加压循环利用。
甲醇合成塔封头与筒体焊接部位应力有限元分析

甲醇合成塔封头与筒体焊接部位应力有限元分析
对于厚壁压力容器设计而言,由于其压力较高,筒体部位发生弹塑性变形,应力沿壁厚方向分布不均匀,应用GB150设计规范进行常规设计具有一定的局限性,通过ansys软件进行边缘应力的模拟计算,是对厚壁容器设计边缘应力及主应力计算的有效方法,对设计者也是优化设计方案的手段。
标签:甲醇合成塔;应力分析;有限元
甲醇合成生产的工艺过程中,甲醇合成塔(管式反应器)是整個生产过程中最重要的设备,而设计合成塔最重要的技术就是尽量高效地移走和利用反应放的热量。
该设备采用低循环气流能控制反应的最高温度,且在温度相等的条件下反应,由于其反应温度高(反应温度达到265℃)、压力属于中压范围(反应压力在5.3MPa),在进行设计过程中,如果按照GB150规范进行设计,考虑到边缘应力的自限性和局部性,其筒体和封头连接处的边缘应力一般不予考虑,但是,因为甲醇合成塔工况比较复杂,应该考虑边缘应力的影响,下面借助于ansys软件对甲醇合成塔筒体和封头连接处的局部应力进行分析,以解决按照常规设计引起的应力计算不够精确的不足。
甲醇合成塔的设计
= 42 = 60 + 5
双相不 锈钢: 瑞典 Sandv ik 公 司的 SA F2205
38 2
13M nN Mi oN bR 堆焊不锈钢
= 90 + 7
20M nM o
20M nM o
3 甲醇合成塔的设计
3. 1 设计参数 主要设计参数如表 1。
表 1 甲醇合成塔技术参数
项目
设计压力 /M Pa 设计温度 / 操作介质 腐蚀裕度 焊接接头系数 换热面积 /m2 容器类别 催化剂装填量 /m3 氧化铝球装填量 /m3 设计使用寿命 /a
板的影响, 降低制造成本, 采用不兼做法兰的管板结
构最为合理。
表 2 材料选择
零部件名称
材料名称
规格 /mm
球形封头 壳程筒体 管程筒体
反应管 上下管板 补强管锻件 法兰锻件
15C rM oR ( 正火 + 回火 )
= 46 (包括冲压减薄量 )
13M nN Mi oN bR ( 正火 + 回火 ) 13M nN Mi oN bR ( 正火 + 回 火 ) 堆焊不锈钢
国内低压甲醇装置建设始于 20世纪 70年代, 最早引进的是 IC I公司的冷激型低压甲醇合成塔装 置, 数量不多。某公司年产 500 kt甲醇合成装置采 用华东 理工 大学 绝热 管壳 外冷 复合式 反应 器 专利技术, 甲醇合成塔是此项目的关键设备, 其 建成投产后, 运行状况一直良好, 对兖矿高硫煤能够 得到充分有效利用, 减少资源浪费, 使煤炭行业向高 附加值 化工 方向转化 等方面, 具有重 要意义。 现将该设备的主要设计过程进行简单的介绍。
甲醇工业始于 20世纪初, 到 20世纪 60年代, 甲醇工业取得了重大进展。 1966年英国 IC I公司首 先推出了低压甲醇合成工艺 IC I工艺, 此为低压 法生产甲醇的开端。所有中、低压法甲醇装置工艺 过程类似, 在压力为 5. 0~ 15. 0 M Pa、温度 205~ 275
甲醇合成塔大型管板堆焊技术

甲醇合成塔大型管板带极堆焊技术摘要:通过对大直径20MnMo锻件管板带极堆焊309LMo的焊接及生产应用的研究,合理选择过渡层焊接材料及堆焊各层的工艺规范参数,减小堆焊层合金元素稀释率,控制铁素体含量,保证了堆焊质量,解决了管板堆焊变形的问题,成功用于产品制造。
关键词:管板;带极堆焊;20MnMo锻件;防变形引言化工装置的大型化,对容器的制造提出了更高要求,大型甲醇合成反应器的直径达到φ4000mm,为兼顾经济性和满足使用要求,越来越多地采用低合金管板作为基层,并在其与腐蚀介质接触一面堆焊一层或多层耐蚀合金。
埋弧带极自动堆焊具有熔敷率高,合金元素稀释率低,堆焊层表面光滑、平整、美观,堆焊层质量稳定等特点,被广泛应用于换热器管板的堆焊。
本文通过20万吨/年甲醇合成反应器20MnMo锻件管板堆焊309LMo的实例,介绍其焊接过程。
1堆焊技术要求1.1 管板及堆焊层主要指标管板基层采用20MnMo锻件,接触介质一侧单面堆焊不锈钢耐蚀层,堆焊加工后结构尺寸如图1,20MnMo的化学成分见表1,力学性能见表2。
表120MnMo锻件化学成分%表220MnMo锻件力学性能堆焊共二层,第一层为过渡层,第二层为面层。
堆焊材料:过渡层采用AWS ER309L,面层采用AWS ER309LMo。
堆焊方法:采用埋弧带极堆焊,手工堆焊(仅用局部)焊条为E309MoL。
焊带金属化学成分见表 3,熔敷金属化学成分见表4,堆焊层机械性能见表5。
金相组织:铁素体(10~20)%+奥氏体。
表3 焊带金属化学成分(%)表4 熔敷金属化学成分(%)表 5 堆焊层机械性能1.2 堆焊层合金元素的稀释率堆焊层的化学成分和金相组织在很大程度上取决于基层对堆焊层合金元素稀释率的大小、堆焊层厚度及熔深的大小。
高的稀释率不仅会降低堆焊层的耐腐蚀性能,而且会导致堆焊层焊接材料消耗量的增加,故要求基层对堆焊层稀释率尽量低,并需要通过试验来选择合理的工艺规范参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第7 期
于晓东等 甲醇合 成塔 管板 的有限元轻量化分析
表I 甲醇合成塔设 计参 数 参 数名 称 管程压力/ p Ma 参数数值 17 .
52 .
。 9一
管 板 外 的 中心 管 ,但 考 虑 了 中心 管 的壁 厚对 管板 的加 强 作 用 , 即包 括 了管 板 内 的 中心 管 , 并且 将 等 效压 力施 加在 该 部分 中心 管 的断面 上 。 ( )管板 与 简体 过渡 圆角 3 分 析 模 型 中 考 虑 了管 板 与 筒 体 以及 管 板 加 强 部 分 的角焊 缝【。 6 ] ( )对称 简化 4 考 虑 到 管板 结 构 、 载 荷 以及 约 束 的对 称 性 , 取管 板和 简 体 的11结构 建立 有 限元分 析模 型 。 /2 ( )筒体 的边 缘等 效 长度 5 根 据边 缘效 应 的影 响长 度公 式 :
为3 5 5 mm; 管 板 中心 管 尺 寸 1 9×1 mm; 换 5 8 热 套 管 尺 寸 为 3 2×25 .mm,换 热 套 管 管 孔 尺 寸 3 .5 22 mm;加触 媒 管尺 寸 4 2×4 mm,加 触 媒 管管孔 尺 寸 4 mm;管板 中心加 强 处 的倒 圆角 尺 3 寸为R1 mm,管 板 与筒 体 相 连 处 的倒 圆 角尺 寸 为 5 R3 mm ,管程 简 体 壁 厚 为5 mm ( 除 腐 蚀 余 量 0 2 去 3 mm), 壳程简 体 壁厚 为7 mm ( 考虑 堆 焊层 厚 2 不 度3 mm)。换热 套 管3 7 根 ,加触 媒 管 1 6 ,均 60 5根 匀 分布 在管 板上 。
甲醇 合 成 塔 结 构 如 图 1 示 , 设 计 参 数 见 表 所 1 ,管板 的几何 结构如 图2 所示 。
随 着 石 化 工 业 生 产 规 模 的 扩 大 ,石 化 设 备 亦 向着 大 型 化 、 高效 化 方 向发 展 ,大 型 管板 的使 用 越 来 越 多 , 在 国 内,若 按 GB1 1 计 规 范进 行 5设 管 板 设 计 , 管 板 厚度 往 往 很 厚 、非 常 保 守 。事 实 上 , 尽 管 换 热 器 有 各 种 各 样 的 失 效 形 式 , 但 很 少 有 因管 板 强 度 不足 而 发 生破 坏 的情 况 。另 外 , 当管 程 和 壳 程 的温 度 差 较 大 时 ,管 板 厚 度 大 ,反 而 不 利 于 降 低 温 差 应 力 。 当然 ,管 板 厚 有 助 于 提 高管 板 的刚 度 ,保 证其 与法 兰 等 连 接 处 的密 封 性 能 。计 算 机 技 术 的发 展 使 有 限元 数 值 分 析 方 法 在 管板 研 究 及 设 计 上 的应 用 成 为 可 能 。 国# N 用 有 t - 限元 分 析 法 设 计 和 评 定 已经 得 到 了广 泛 的应 用 和 取得 了 良好 的效 果口。该方 法 的最 大优 点是 可 以比 ] 较 真 实 地 模 拟 管 板 复 杂 的 实 际 结构 、载 荷 与 边 界 条件 ,因此 ,计 算 出来 的管板 厚度 应 该更 精确 , 】 同 时 ,采 用 有 限元 法 还 可 以更 合 理地 设 计 管 板 结 构 。本 文 在 有 限元 应 力 分 析 基础 上 ,依 据J 4 3 B 72 分 析 设计 标 准 ,对 甲醇 合 成 塔 管 板进 行 结 构 改进 设计 ,以达到节 省材 料 的 目的 。
结构 。分析 结果表 明 ,两种结构 均满足 强度要 求,但 改进后的结构更 能节 约材料 、降低 制造 成本。 同时还说 明,应 用有 限
元分析技术并依据压力容器分析设计标准可以达到对 管板 结构进行 轻量化设计 的 目的。
[ 关键词]合 成塔 管板 ;有 限元 分析 ;结构 改进 ;轻量化设计
8 ■ 论文广场 一
一
2 化 设 石 和 工 备 0 油
1 年第1 卷 1 4
甲醇合成塔管板的有限元轻量化分析
于晓东,钱 才富,于洪 杰,徐鸿
( 北京化工大学机 电工程学院 , 北京 10 2 ) 0 9 0
[ 摘 要] 本文应用有限元分析技术 ,对多种载荷 工况下的 甲醇合 成塔 管板进行应 力分析 ,同时按照 J4 3— 9 5 钢制压 B 7 2 1 9 力容 器一分析设计 标准 进行强度校核 。比较 了两种管板结构 ,一是原设计结构 ,另一是 参照有限元分析结果提 出的改进
管 板 是 管 壳 式换 热 器 的主 要 部 件 之 一 。特 别 是在 大 直 径 和 高 压 力 场 合 下 ,管板 的 结构 形 式 以 及 安全 设 计 是 整 台设 备 安 全 、 高 效运 行 的 决定 因 素 。正确 地 对 管 板 进 行 受 力 分 析 ,合 理地 确 定 管 板 的 形式 及 厚度 ,对 保 证 设 备 安 全运 转 、 降低 制 造成 本 、节约 原材 料等 ,起着 关键 性 的作用 f】 l。 I 2
l甲醇合成塔管板的设计参数
甲醇 合 成 塔 为 立 式 列 管 固定床 , 管 板 直径 为 3 5 mm, 厚度 为3 5 50 1 mm, 管板 中心 加 强 厚度
பைடு நூலகம்
图1 甲醇合成塔结构图
作者 简 介 :于晓东 ( 9 4 18 一) ,男 ,山东威海人 ,硕士研究
生 ,北京化工大学C q心 ,研究方向为压力容器的有限元分析。 AE ̄
世 界 各 国都对 管板 的 设计 制 定 了极 为严 格 的 安全 评 定 标 准 [ ] 目前 国 际通 用 的有 美 国T MA 2。 E 标准 和 AS 规 范 、 日本 工 业 标准 (I )、英 国 ME JS BS 标准 、德 国AD规 范 以及 我 国 的GB 1 1 准 。 .5 标