塑料弯管的模具设计
塑胶弯管模具设计原理及要点总结
塑胶弯管模具设计原理及要点总结塑胶弯管模具是一种用于制造塑胶弯管的工具。
它的设计原理和要点对于模具的质量和生产效率都起着至关重要的作用。
本文将从设计原理和要点两个方面进行总结。
一、设计原理1.模具结构设计原理:塑胶弯管模具的结构设计应该符合弯管的形状和尺寸要求,保证弯管的精度和质量。
同时,模具的结构设计应该简洁合理,易于加工制造和使用。
2.模具材料选择原理:模具的材料选择应该具有高强度、高硬度、高耐磨性和耐腐蚀性。
常用的模具材料有合金钢、不锈钢等。
3.模具热处理原理:模具的热处理是提高模具硬度和耐磨性的重要工艺。
常用的热处理方法有淬火、回火等。
4.模具冷却原理:模具在使用过程中会受到加热,需要通过冷却措施降低温度,以保证模具的寿命和性能稳定。
常用的冷却方法有水冷、风冷等。
二、设计要点1.弯管形状设计要点:塑胶弯管模具的设计要考虑弯管的形状,包括弯曲角度、弯曲半径和弯管长度等。
合理的弯管形状设计可以减少塑胶变形和应力集中,提高产品质量。
2.模具结构设计要点:模具的结构设计要考虑生产工艺和使用要求,包括模具的分体结构、结构紧凑和易拆装等。
合理的结构设计可以提高生产效率和模具的使用寿命。
3.模具配件选择要点:模具的配件选择要考虑材料和精度要求,包括导柱、导套、模板等。
合理的配件选择可以提高模具的稳定性和精度。
4.模具表面处理要点:模具的表面处理要考虑防腐蚀和增加摩擦力,常用的表面处理方法有镀铬、喷涂等。
合理的表面处理可以延长模具的使用寿命。
5.模具制造工艺要点:模具的制造工艺要考虑材料加工和装配工艺,包括数控加工、线切割和装配工艺等。
合理的制造工艺可以提高模具的加工精度和装配质量。
塑胶弯管模具的设计原理和要点对于模具的质量和生产效率至关重要。
设计应符合弯管的形状和尺寸要求,材料应具备高强度和耐磨性,热处理和冷却措施应适当,结构设计应简洁合理,配件选择应合适,表面处理应考虑防腐蚀和增加摩擦力,制造工艺应合理。
塑料弯头注射模具设计说明书
塑料弯管注射模设计[摘要]这个设计的关键是对管接头注射模具的抽芯机构设计,介绍了一种成型90°塑料弯管接头注塑模的抽芯机构,阐述了该机构的工作原理,提出了主要零件的设计方法。
通过对塑件材料,质量体积的分析与计算,合理选用注塑机,并对各个参数进行了校核,设计出一副合理,经济,适用的塑料注塑模具。
[关键词]塑料弯管接头;注塑模;抽芯机构Pipe Joint Injection Molding and Die Machining Process DesignAbstract: The key to the design of pipe joints injection mold design core-pulling,An introduction is made on a special core-pulling mechanism which applied to the injection mould for the tie-in with 90°. And the working principle and the method of the design on the key components of the core-pulling mechanism are detailed analyzed. With the calculation of the plastics part, such as quantity and physical volume. Select the machine with reasonable method and adjust all of the parameter. The plastics inject molding will be design and keep with reasonable, economy and comfortable used.Key words:plastics tie-in; injection mould; core-pulling mechanism.目录引言 (1)1.成型工艺规程编制 (2)1.1塑件的工艺性分析 (2)1.1.1塑件原材料分析 (2)1.1.2塑件的结构和尺寸精度表面质量分析 (3)1.2计算制件的体积和质量 (4)1.3塑件注射工艺参数的确定 (4)2.模具结构的设计 (5)2.1分型面的选择 (5)2.2确定型腔的数量与排列方式 (5)2.3浇注系统和浇口套的设计 (6)2.3.1主流道设计 (6)2.3.2主流道衬套的形式 (7)2.3.3分流道的设计 (8)2.3.4浇口的设计 (9)2.3.5浇注系统的平衡 (11)2.3.6冷料穴的设计 (11)2.4抽芯机构设计 (12)2.4.1斜导柱抽芯机构 (12)3.模具成型零件结构设计 (15)3.1定模仁的结构设计 (15)3.2动模仁的结构设计 (16)4.顶出系统设计 (16)5.模具加热和冷却系统的设计 (17)6.模具闭合高度与注射机有关参数的校核 (19)7.模具的安装 (20)8.PROE在该模具的应用 (21)结论 ......................................................................................................... 错误!未定义书签。
弯管模具的设计及工艺探讨 陈小磊
弯管模具的设计及工艺探讨陈小磊发表时间:2017-12-01T17:31:40.020Z 来源:《建筑科技》2017年第11期作者:陈小磊[导读] 气辅中空注射成型是注射成型时塑料熔体注入模具型腔的 60%~70% 后,再通过辅助设备将高压惰性气体注入型腔,高压惰性气体在熔体中形成气道,推动熔体充满型腔。
长城汽车股份有限公司技术中心河北保定 071000摘要:金属管材的弯曲在现代工业领域应用十分广泛,主要用于汽车、机械、环保、化工、民用等行业。
笔者从事汽车零部件的制造行业多年,主要研究发动机上的EGR及排气管方面的零件产品制造,多为不锈钢焊管(如AISI304)的弯管、成型产品。
气辅中空注射成型是注射成型时塑料熔体注入模具型腔的 60%~70% 后,再通过辅助设备将高压惰性气体注入型腔,高压惰性气体在熔体中形成气道,推动熔体充满型腔。
关键词:弯管机;模具;参数引言:弯管工艺广泛用于汽车、轮船、飞机及各种运载器上。
近年来,随着现代技术的发展及新技术的应用,各种运载器上均使用了大量的管件,而为使管件保证足够的强度及较轻的重量,通常均由薄壁金属管制成。
管件在弯曲时由于外侧受拉而变薄,内侧受压而增厚,使其截面发生畸变。
为此必须设计合适的弯管模具及工艺参数。
弯管模具主要包括弯曲模、夹紧钳口、压料滑槽(随动模)和芯轴,本文论述其设计及工艺。
1 模具结构及动作概述弯管模具的标准结构,主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作。
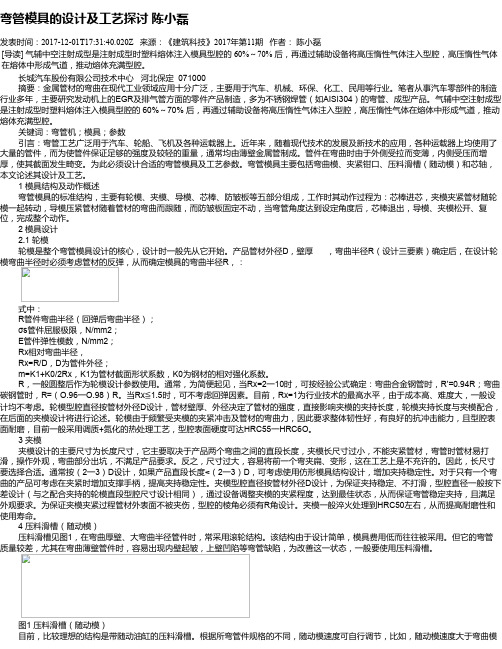
2 模具设计2.1 轮模轮模是整个弯管模具设计的核心,设计时一般先从它开始。
产品管材外径D,壁厚,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R,:式中:R管件弯曲半径(回弹后弯曲半径);σs管件屈服极限,N/mm2;E管件弹性模数,N/mm2;Rx相对弯曲半径,Rx=R/D,D为管件外径;m=K1+K0/2Rx,K1为管材截面形状系数,K0为钢材的相对强化系数。
水管接头课程设计---90度水管接头注塑模模具设计
编号:实训(论文)说明书题目:90度水管接头注塑模模具设计院(系):机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:2012 年 12 月 26日本次课程设计是塑料90度水管接头注塑模具设计。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模具。
该课题具体从产品结构工艺性,模具结构出发,对模具的浇注系统、模具成型部分的结构设计、脱模机构设计、冷却系统、注塑机的选择及有关参数的校核、都有详细的介绍。
同时简单的对模具成型零件进行了结构工艺分析,并编制加工工艺流程。
通过对整个模具的设计过程,表明该模具能够达到此塑件所要求的加工工艺。
塑件外形简单,90度直接头,因此,本套模具设计采用滑块侧抽芯结构。
总之,通过该90度水管接头注塑模具设计,系统的阐述了侧向抽芯模具的分型面确定以及抽芯方向的选择。
通过这次的课程设计,提高对模具的自我认知能力,对模具的设计流程有了一个更深层次的了解,同时对模具的加工工艺流程及模具加工所采取的一些方法都有了一定理解。
关键词:90度水管接头;模具;侧抽芯结构;设计This course is designed Plastic 90-degree pipe fittings injection mold design. Through the process of plastic parts for analysis and comparison, the final design of an injection mold. The subject of the specific process from the product structure, die structure starting on the casting mold system, mold forming part of the structural design, ejection mechanism design, cooling systems, the choice of injection molding machines and related parameters of the check, there is a detailed description . While the simple parts of the structure molding process analysis, and preparation of process flow. Through the entire mold design process, indicating that the plastic mold to achieve the required processing. Simple form plastic parts, 90-degree pipe fittings, so this set of die design by spring, the slider side core pulling structure. In short, by the 90-degree pipe fittings injection mold design, the system described side core parting surface to determine the choice of direction and core pulling.Through this curriculum, raise self-cognitive ability of the mold, the mold design process have a deeper understanding of both the mold and die machining process adopted by some of the processing methods have a certain understanding.Key words:Plastic 90-degree pipe fittings; die; side core pulling structure;design目录引言----------------------------------------------------------- 1 1 塑件工艺分析----------------------------------------------- 2 1.1塑件的设计要求-------------------------------------------------------- 2 1.2塑件的造型尺寸-------------------------------------------------------- 2 1.3塑料制件工艺性分析及工艺选择------------------------------------------ 3 1.3.1塑料制件的结构工艺性------------------------------------------------ 3 1.3.2成型材料ABS的特性-------------------------------------------------- 31.3.3ABS的注射成型过程及工艺参数----------------------------------------- 42 模具的结构形式和初选注射机---------------------------------- 5 2.1分型面位置的确定------------------------------------------------------ 5 2.1.1分型面的形式-------------------------------------------------------- 5 2.1.2分型面的设计原则---------------------------------------------------- 5 2.2型腔数量和排列方式确定------------------------------------------------ 6 2.2.1型腔数量的确定------------------------------------------------------ 6 2.2.2型腔排列形式的确定-------------------------------------------------- 6 2.3注射机型号的确定------------------------------------------------------ 6 2.3.1注射量的计算-------------------------------------------------------- 6 2.3.2浇注系统凝料体积初步计算-------------------------------------------- 7 2.3.3注射机的选择-------------------------------------------------------- 7 2.3.4注射机的有关工艺参数校核-------------------------------------------- 7 2.3.5喷嘴尺寸------------------------------------------------------------ 8 2.3.6定位圈尺寸---------------------------------------------------------- 9 2.3.7最大、最小模厚:---------------------------------------------------- 92.3.8安装螺纹尺寸-------------------------------------------------------- 93 浇注系统的设计--------------------------------------------- 10 3.1浇注系统设计分析----------------------------------------------------- 10 3.2确定浇注系统的原则--------------------------------------------------- 10 3.3主流道的设计--------------------------------------------------------- 10 3.4分流道的设计--------------------------------------------------------- 11 3.5浇口的设计----------------------------------------------------------- 123.5.1浇口的形状--------------------------------------------------------- 12 3.5.2浇口位置的选择----------------------------------------------------- 13 3.6浇注系统的平衡------------------------------------------------------- 13 3.6.1分流道的平衡------------------------------------------------------- 13 3.6.2浇口的平衡--------------------------------------------------------- 143.7冷料穴的设计和计算--------------------------------------------------- 144 成型零部件工作尺寸的计算----------------------------------- 14 4.1计算成型零部件工作尺寸要考虑的要素----------------------------------- 14 4.2型腔和型芯尺寸的计算------------------------------------------------- 15 4.2.1型腔径向尺寸的计算------------------------------------------------- 16 4.2.2型腔深度尺寸的计算------------------------------------------------- 16 4.2.3型芯径向尺寸的计算------------------------------------------------- 16 4.2.4型芯高度尺寸的计算------------------------------------------------- 164.2.5型腔壁厚计算------------------------------------------------------- 165 推出机构设计----------------------------------------------- 18 5.1推出机构的设计要求:------------------------------------------------- 19 5.2推出力的计算--------------------------------------------------------- 195.3推杆形状的设计及其固定形式------------------------------------------- 196 导向机构的设计--------------------------------------------- 21 6.1导向、定位机构的作用------------------------------------------------- 21 6.2导向、定位机构的总体设计--------------------------------------------- 216.3模架的选择-------------------------------------------------- 217 侧向分型与抽芯机构设计------------------------------------- 22 7.1侧向分型与抽芯机构分类----------------------------------------------- 22 7.2斜导柱的设计--------------------------------------------------------- 22 7.2.1斜导柱受力分析与直径计算------------------------------------------- 23 7.2.2 斜导柱长度的计算--------------------------------------------------- 247.3斜滑块的设计--------------------------------------------------------- 258 排气槽设计------------------------------------------------- 259 温度调节系统----------------------------------------------- 26 9.1冷却系统的设计------------------------------------------------------- 269.2冷却水体积流量计算--------------------------------------------------- 279.3冷却水管的分布------------------------------------------------------- 2710 模具零件制造工艺的编制------------------------------------ 28 10.1塑料成型工艺卡------------------------------------------------------ 28 10.2注射机加工难点------------------------------------------------------ 29 10.3型腔工艺分析-------------------------------------------------------- 30 10.3.1工艺分析---------------------------------------------------------- 30 10.3.2加工工艺过程------------------------------------------------------ 3010.4主型芯工艺分析------------------------------------------------------ 3111 模具装配和试模-------------------------------------------- 31总结---------------------------------------------------------- 32谢辞-------------------------------------------------------- 33参考文献------------------------------------------------------ 34引言改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
弯管原理和弯管模具设计
弯管原理和弯管模具设计弯管是一种常见的金属加工工艺,用于将直管材料弯曲成所需的形状和角度。
弯管工艺可应用于各种不同的行业,包括汽车制造、航空航天、建筑和家具等。
在弯管过程中,弯管原理和弯管模具设计是非常重要的。
一、弯管原理弯管原理是建立在材料的塑性变形基础上的。
当应力施加到材料上时,材料会发生塑性变形,而不会发生断裂。
在弯管过程中,沿着管材的轴向施加力,并在管材的两端施加转矩,使得管材发生弯曲。
弯管原理可以通过弯曲力矩和弯曲应力来描述。
弯曲力矩是指施加在弯曲管材上以产生弯曲的力矩,它与管材的截面形状、尺寸、弯曲角度和材料特性有关。
弯曲应力是指管材在弯曲过程中受到的应力,它与材料的弯曲模量、截面形状和尺寸有关。
在弯管过程中,管材通常会受到拉伸和压缩的力,并且外侧弯曲的强度要大于内侧弯曲的强度。
为了避免管材的变形或破裂,需要根据管材的特性和所需的弯曲角度选择适当的弯曲半径。
弯管模具设计是为了实现所需形状和角度的管材弯曲而进行的。
弯管模具需要具备以下特点:1.合适的模具材料:弯管模具需要选用耐磨性和强度较高的材料,以保证模具在长时间使用过程中不变形或损坏。
2.合理的结构设计:弯管模具的结构设计需要考虑到工艺的要求和材料的特性,使得其能够适应不同尺寸和形状的管材弯曲。
3.精确的加工:弯管模具的加工需要保证模具的精度和表面质量,以确保弯管过程中的高精度和光滑度。
4.模具补偿设计:由于管材在弯曲过程中会发生弹性回复,弯管模具的设计需要考虑到弹性回复量,使得弯曲后的管材能够达到所需的形状和角度。
5.模具焊接和固定:弯管模具的焊接和固定需要保持模具的稳定性和可靠性,以防止模具在弯管过程中的移动或松动。
总结起来,弯管原理和弯管模具设计是实现管材弯曲的关键。
了解弯管原理可以帮助我们更好地理解和掌握弯管工艺,而合理的弯管模具设计可以提高弯管的精度和质量。
弯管工艺在工业生产中的应用广泛,通过不断改进和创新,可以提高生产效率和产品质量,推动行业的发展。
注塑模具毕业设计-HPVC带支承弯管成型工艺及注塑模具设计
摘要本论文基于塑料弯管注塑工艺分析及模具设计,介绍了注射成型的基本原理,对注塑产品提出了基本的设计原则;详细介绍了注射模具浇注系统和顶出系统的设计过程,并对模具强度要求做了说明。
以塑料弯管模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。
能达到很好的学以致用的效果。
在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件。
把以前学过的基础课程融汇、综合应用到本次设计当中来。
该注射模最显著的特征是避免了传统的脱模方式。
该模具结构设计简单可靠,加工装配方便。
本文简要介绍了模具行业现在的情况和未来的发展趋势。
提到了限制模具发展的因素。
在查阅参考文献和对塑件进行工艺性分析的基础上,确定了模具设计的整体方案。
并对塑料模具的设计参数进行了必要的计算,根据计算结果选用了注射机。
最后利用AutoCAD软件对塑件外壳注射模总装配图及主要零部件进行了设计,完成了模具的整体结构设计。
关键词注射模;顶出系统;分型面。
- I -AbstractIn this paper, based on the mouth of the bottle Cypriot injection molddesignand process analysis, This design introduced the injection takes shape the basic principle, specially single is divided the profile to inject the mold the structure and the principle of work, to cast the product to propose the basic principle of design,to the mouth of the bottle Cypriot Diemain line, the Integrated Process analysis, mold design of the structure, the last to die parts machining methods, the die assembly and a series of mold-all process. Can be good learning Zhiyong results. In the design of the mold while summing up the past die design the general methods and procedures, commonly used in the die design formula, data, structure and mold parts. Previously studied the basic courses to integrate, integrated into the design of this, the so-called good use.The first part briefly introduced mould industry and the current situation in the future. Mentioned the factors restricting the development of mold.The second part of a process of the workpiece analysis, mold design package. According to plastic mold design manual and the relevant experience of the formula necessary, according to results of the injection machine used. Further completion of the standard and non-standard choice of the design.Part III completion of the overall structure of the mold design. Keywords Injection Mold;Design Process;technique; Pulling structur- II -目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 模具工业在国民经济中的地位 (1)1.2 各种模具的分类 (2)1.3 我国模具工业的现状 (3)1.4 我国模具技术的现状及发展趋势 (4)1.5 国外模具工业的发展情况 (5)1.6 毕业设计的要求及主要内容 (6)1.6.1 设计要求 (6)1.6.2 设计的主要内容 (6)第2章注射件材料的分析 (7)2.1 塑料制品的设计分析 (7)2.2 塑件体积和质量 (8)2.3 材料特性 (8)2.3.1 HPVC的特点 (8)2.3.2 HPVC的成形特性 (9)2.4脱模斜度 (9)2.5塑件的壁厚 (10)2.6 本章小结 (11)第3章模具设计 (12)3.1 型腔数量的确定与配置 (12)3.1.1 型腔数量的确定 (12)3.1.2 分型面的确定 (13)3.1.3 型腔的配置 (13)3.2 注射机的选用 (15)3.2.1注射机类型选择 (15)3.2.2注塑机基本参数 (16)3.2.3 塑件的的参数计算 (17)- III -3.3模架的确定 (19)3.3.1 标准模架简介 (19)3.3.2标准模架的选用 (19)3.4 成型零部件的工作尺寸计算 (22)3.4.1 工作尺寸分类和规定 (22)3.4.2 影响制品尺寸误差的因素 (22)3.4.3 凹模尺寸计算 (24)3.4.4 凸模尺寸计算 (27)3.4.5型芯尺寸计算 (28)3.4.6 型腔侧壁以及底板厚度尺寸 (29)3.6 本章小结 (30)第4章浇注系统 (31)4.1 主流道 (32)4.1 冷料穴设计 (33)4.2 分流道设计 (33)4.4 浇口 (34)4.5 浇口套的设计 (35)4.6 定位圈设计 (35)4.7 本章小结 (36)第5章导向机构设计 (37)5.1 导向机构的设计 (37)5.1.1 导柱的设计 (37)5.1.2 导套的设计 (38)5.1.3设计导柱和导套须注意的事项 (39)5.3 本章小节 (40)第6章脱模机构设计 (41)6.1 脱模机构的选择 (41)6.1.1确定推出机构 (41)6.1.2脱模力计算 (41)6.2 抽芯距和抽芯力的计算 (42)6.2.1 抽芯距离的确定 (42)6.2.2 抽芯力的计算 (42)6.3 斜导柱的设计 (43)- IV -6.3.1斜导柱的倾角 (43)6.3.2斜导柱的长度计算 (44)6.3.3斜滑块的确定 (44)6.3.4楔紧块的设计 (46)6.4 齿轮、轴、轴承的设计 (46)6.4.1 齿轮的选择 (46)6.4.2 轴的的设计 (47)6.5 油缸的选择 (48)6.6 本章小节 (48)结论 (49)致谢 (50)参考文献 (51)- V -第1章绪论1.1模具工业在国民经济中的地位模具是工业生产的基础工艺装备。
基于数值模拟技术的塑料弯管注塑模优化设计
基于数值模拟技术的塑料弯管注塑模优化设计∗林权;陈杰;何靓;吴雄飞;邓小明【摘要】运用MOLDFLOW对直角ABS塑料弯管的注射过程进行系统的数值模拟,完成了塑料弯管的浇注系统设计,减小了熔接痕影响;预测了冷却系统设置对产品温度布局的影响,优化了冷却方案;通过翘曲分析,确定了收缩不均是影响产品尺寸形状精度的主要因素,从而掌握了产品成型工艺及特点。
最后基于数值模拟分析结果,进行塑料弯管注射模具设计,优化了注塑模结构,实践证明该方法对注塑模设计有指导作用。
%A systematic numerical simulation is conducted for the right⁃angled ABS plastic elbow pipe by dint of moldflow, which has not only accomplished the gating system design of plastic elbow pipe, but also weakened the influence of welding marks. Meanwhile, the influence of cooling system design on product's temperature distribu⁃tion has been predicted to optimize the cooling solution. Additionally, the warp analysis is implemented to deter⁃mine that the uneven contraction is the major factor to product size, shape and precision, based on which product molding process and features are figured out. Finally, based on the numerical simulation analysis results, the in⁃jection mold of plastic elbow pipe is designed to optimize injection mold structure. The practice proves that this method plays a guiding role in the design of injection mold.【期刊名称】《兰州工业学院学报》【年(卷),期】2015(000)002【总页数】7页(P70-75,78)【关键词】数值模拟;注塑模具;塑料弯管;优化设计【作者】林权;陈杰;何靓;吴雄飞;邓小明【作者单位】武夷学院机电工程学院,福建武夷山 354300;武夷学院机电工程学院,福建武夷山 354300;武夷学院机电工程学院,福建武夷山 354300;武夷学院机电工程学院,福建武夷山 354300;武夷学院机电工程学院,福建武夷山354300【正文语种】中文【中图分类】TQ320.66由于石化工业的不断发展,塑料注塑产品占据市场的份额越来越大,工业上和生活中都离不开注塑产品,其中注塑模具设计是注塑产品成型最关键的部分,因此如何提高注塑模具设计质量,缩短产品生产周期,降低生产成本己成为塑料成型技术领域研究的重要课题[1-2].传统的模具设计方法存在周期长、出错率高等缺陷[3],已经无法满足客户的需求.在此以塑料直角弯管为例,提出将先进的计算机数值模拟技术应用于注塑模具设计的全过程,预测并消除可能发生的问题,实现对模具设计过程的优化,确保模具生产质量.塑料直角弯管长73 mm,宽57 mm ,内孔直径为32 mm,内部拐角处为90°,壁厚约3.5 mm,两端管头处均有台阶接口,其结构尺寸如图1所示.其生产技术要求如下:① 未注圆角为R0.5;② 未注脱模斜度为0.5°;③ 浇口处理要求平整去除;④ 未注尺寸公差依照GB1800—1987,IT9级要求;⑤ 不允许有注射缺陷,如缩水,流痕,波纹,表面剥离,气泡等;⑥ 分模面优先考虑图示平面;⑦ 产品头部带锥面与凹槽部分长25 mm,为密封连接段,模具结构中不允许设置顶针;⑧ 批量生产,材料收缩率为0.5%.该塑件为90°的塑料连接弯头,主要用于液体输送管道安装,因此常受到液体压力的冲击,而且端部有连接密封的需要,要求塑件有良好的机械强度,不易变形,以及耐磨、耐腐蚀等,根据各类塑料的性能特点选用ABS工程塑料(丙烯腈、丁二烯、苯乙烯三种单体的共聚物)作为塑件的生产原料.在此选用奇美公司生产的注塑级ABS\PA757,密度:1.2 g/cm3,成型收缩率:0.4%~0.7%,成型温度:200~240 ℃,干燥条件:80~90 ℃/2 h.从零件图可以看出产品结构不复杂,壁厚相对均匀,成型工艺性好,易于采用注塑成型,只是产品存在一个垂直内孔,需要侧向抽芯机构,而且抽芯距比较大,两个方向都需要.在有限元数值模拟分析前,先要对产品建立模型,使计算机能了解产品所有几何特性[4].在此利用UGNX8.0对产品进行建模,然后导入Moldflow模流分析软件并进行网格划分,高质量的网格是数值模拟分析结果准确性的保证[5].网格模型是由点(point)与面(surface)所组成,每一点在空间上都有惟一坐标值,面由点所联结而成,但需注意同一个面上所有点需为共平面,不可以歪斜,否则元素切割会有错误.面则包含一些属性,例如几何厚度等,用以辅助建立程序与数值计算进行,图2为塑料弯管有限元分析模型.通过利用MPI(Moldflow Plastics In-sight)对产品有限元模型进行充填、保压、冷却及翘曲变形等注射成型模拟分析,可以获知产品在成型过程中的各种状态,获取各种问题和缺陷的“数据流”,如最佳浇口位置、熔接线、成型过程温度压力、气穴分布、翘曲变形等,最后再参考这些数据进行模具结构设计.最佳浇口位置分析是MOLDFLOW模流分析中重要环节,通过对塑胶充填过程进行数值模拟计算,可以很容易的搜索到最佳的进浇位置,再结合产品实际生产工艺环境,分析出来的最佳浇口位置是模具结构设计的重要参考依据.但在进行注射浇口最佳化分析前,先要确定注塑工艺参数,在此采用MOLDFLOW成型窗口中推荐的数据与实际经验相结合的办法,选择的奇美\ABS\PA757注塑工艺参数如表1所示.图3为最佳浇口位置分析云图,图中弯管体现蓝颜色的地方表示最佳浇口选择区域,绿色黄色次之,而最差的浇口选择区用最显目的红颜色表示.从图中可以看出,蓝色区域集中在直角弯管的直角拐弯处的圆环带上,即图中A到B的圆环带上,最佳的位置处在直角拐弯接近凹槽A处.图4为流动阻力分析云图,由于直角塑料弯管一端头部有凹槽,另一端头部有台阶,都会导致充填流动的阻力增加,且两端距离最佳的蓝色直角拐弯A处也最远,图中CD两处分别用最显目的红颜色波纹来表示,它们的流动阻力最大.为了缓和两端的流动阻力,也为了模具成型结构设计的方便性,选择B处为该产品的进浇口位置.浇注系统设计合理与否对塑件的质量、尺寸、性能、模具结构、废料率等等都有较大影响[6].在此根据产品的技术要求,分模面优先考虑图1产品零件图所在的平面,即产品水平截面作为分型面.接着就需要确定型腔数量,由于产品尺寸较小,比较适合一模多腔,但从模具制造方面考虑,开设的型腔不易多,由图1产品结构可知,成型一个产品就需要增加两根互相垂直的侧抽芯,侧向抽芯机构和镶件都会增加模具制造难度,但产品又需要具备一定的生产效率,因此决定在模具的四个方向都设置抽芯机构,采用一模四腔,对称布置,如图5所示,总体上结构简单紧凑,又能保证各个型腔的平衡流动成形和脱模需要.由于注塑材料ABS\PA757流动性好,根据模具浇注系统的设计原则,再结合最佳浇口位置分析结果,以及产品生产技术要求,决定采用侧浇口的变异形式扇形浇口,浇口开设在塑件的圆弧面B处. 注塑模冷却系统的设计没有固定的模式和规则,冷却系统设计主要包括模具冷却方式、冷却介质流道尺寸大小和位置等[6].在此根据直角弯管形状以及相关成型部件结构,设定冷却系统如图5所示,从图中可以看出,首先冷却水道在产品成型型腔上下各开通直通式水道4条,分别冷却动定模型腔,外部用冷却软管连接,冷却水道直径为8 mm,冷却水道与产品成型表面距离为20 mm,冷却水道间距为40 mm,并均匀的分布在注塑模具横截面上进行均衡冷却.其次,为了保证型芯与型腔的温差不能太大,所以在两垂直侧抽芯上也需要开设水道.在此选用隔板式冷却水路,详见图5.图中隔板式冷却系统采用管道直径为12 mm,板式冷却管道直径为20 mm,内部包含分隔水路的铜质镶片,厚约2 mm,每个侧抽芯内部均设置隔板冷却水路,同一侧隔板共用一条冷却水路进行降温,东西南北四个方向总共添加4条冷却水路.注塑成型时间的设定包含了充填时间、保压时间与冷却时间等.其中充填时间的设定主要会影响产品是否发生短射,若充填时间过长则流速越慢,容易造成产品短射.由于数值模拟与实际现场生产不同,现场实际的充填时间为注塑机台的输出值,其值除了包含充填所需的时间外,也包含保压所需的时间,而数值模拟分析充填时间与保压时间是分别设定,若直接输入注塑机台输出的充填时间,则会造成充填时间过长而导致产品短射.图6为产品充填时间分析云图,从图中获知直角弯管充填完毕需要的时间是1.08 s,蓝颜色表示最早充填到达的位置,绿色黄色次之,而红色区域主要分布在弯管带凹槽的一端,表示熔体最后充填位置,也就是需要最长的注射时间.图7为流动前沿温度分布云图,该云图不仅可以观察熔体在模腔中各时段的充填情形,来判断产品是否存在短射,是否存在局部区域流动阻力过大而产生迟滞,而且能预测熔接线及气穴的位置,将作为模具结构设计的重要参考依据.在此通过分析流动波前充填的40%(图7a)到流动波前的100%(图7b),获知塑料熔体流动前沿温度一直保持在熔融状态,整体分布基本为230 ℃,获知浇注系统的设计方案使得各模腔充填均匀以及达到熔体流动平衡.结合图6与图7还可以看出塑料弯管填充情况良好,没有出现局部区域流动阻力过大而迟滞,没有产生短射现象,充填熔体的温度与注射压力也满足需求. 从图7中还可以看出,充填结束阶段的流动波前处于塑料弯管的直角转弯处与两端面,是最容易产生气穴的地方,也是熔接线最可能产生的位置,如图8所示.熔接线不但影响外观,而且产品容易在此线位置产生应力集中而有断裂的问题产生,但对于本产品而言,从图6~7可知,充填过程中塑料熔体流动前沿温度一直保持在熔融状态,直角转弯处与两端面的熔体温度无明显降低,熔接温度较高且温差很小,属于热熔接线,热熔接线的熔合性好且痕迹不明显,保证了产品机械强度和表观质量.对于气穴,本产品属于中小型塑件,型腔所包容的空气总量小,且型芯型腔属于组合式,气体可以通过成型零件间的配合间隙予以排除.图7 流动前沿温度分布云图另外,本产品最大注射压力23 MPa发生在速度/压力控制转换的时候,填充量约为总体积的99%,且最大注射压力也低于注射机最大注射压力的80%,因此该浇注系统填充时间短、效率高、填充完全.图8 熔接痕分布3.2 冷却成型模拟分析模具冷却回路设计是否合理,主要考核以下几点:首先是冷却后的产品零件温度达到或者小于零件设置的顶出温度,其次是冷却液出入口处温度差要控制在规定范围之内,最后是冷却是否存在不均衡,引起的变形在允许范围之内.通过MPI\COOL 分析获知,冷却后产品的零件温度为78 ℃,而分析设置的顶出温度为88 ℃,零件温度明显低于顶出温度,符合设计要求;其次,冷却液出入口温度差最大为1.2 ℃,而由根据参考文献4可知,一般认为冷却液温升不高于3 ℃即满足设计原则,可以看出该冷却系统冷却效果较好;最后对冷却不均引起的产品翘曲变形进行分析,获知最大的变形量为0.008 7 mm,且呈线条状分布在端面边缘处,产品其余部分变形量很微小,普遍都在0.005 mm以下.因此模具的冷却系统设计合理,符合冷却系统简单而实用的原则.3.3 翘曲变形与体积收缩模拟分析在模流分析中,产品的翘曲变形因素主要有3种,分别为冷却不均引起的变形,分子取向不一样引起的变形,以及收缩不均引起的变形[7].其中由冷却不均引起的变形在已经分析过,变形幅度很小不是引起产品变形的主要因素,另外通过模拟分析后获知分子取向不一致引起的变形为零,因此引起本产品变形的主要因素就是收缩不均,产品收缩不均引起的总变形如图9所示.通过计算变形幅度最大为0.2737 mm,位于弯管带凹槽一端的端面处,由于凹槽位置是熔体最后填充的地方,流程较长,并且通过凹槽这个变截面的地方,熔体压力损失也比较大,因而熔体不易补充和压实造成收缩.产品其他大部分位置的翘曲变形量均小于0.2 mm,是由于保压压力都可以直接作用,补缩容易.但总体上塑料熔体流动情况良好,且具备一致性和均衡性,变形量较小,满足使用要求.图9 产品收缩不均引起的变形图10为产品顶出时体积收缩率分布云图,从图中可以获知,产品的浇注系统中主流道顶部与底部收缩率最大,都显示为红色达到了5.7%左右,底部是由于该处塑料体积最大为产品的热节之处,顶部是由于靠近注塑机的喷嘴,熔体冷却最慢造成,其余部分都显示为蓝色、绿色、黄色.黄色表示体积收缩率在4.6%左右,主要分布在弯管带凹槽的一端与产品进浇口附件的圆弧面处,其他部位都小于4 %.根据文献[5]可知,ABS工程塑料的收缩率一般在0.4%~0.7%之间,根据以上的数值模拟分析情况,除主流道外其收缩值率不到0.5%,符合ABS的基本收缩率,同时也符合产品的生产技术要求.图10 顶出时产品体积收缩率4 注塑模具结构设计利用MOLDFLOW对塑料弯管进行较为详细的注射成型分析模拟,确定了最佳浇口位置,建立了浇注系统和冷却系统,再通过填充、流动、保压、冷却、翘曲等环节分析,获得了ABS熔体通过扇形浇口进入模具型腔后的流动行为及其温度、压力分布状况,评估了熔接痕和气穴可能出现的位置及其模具结构、成型工艺设置提出的要求,测试了模具冷却系统对注塑产品质量的影响以及成型过程中产品温度分布状况,另外还模拟计算了塑料弯管可能产生的翘曲状况和变形分布,揭示了本产品收缩不均是引起尺寸变化的重要因素.图11 模具结构最后基于数值模拟分析结果,对模具结构进行设计.首先从取得弯管产品的 CAD 原始模型与结构开始,根据生产技术要求评估开模形式以及分模面,再根据数值模拟的分析结果,设计流道浇口、斜导柱与侧向分型与抽芯机构、成型零件、脱模机构、结构模板支架、冷却系统以及模具刚度强度设计等,最后模具结构如图11所示.从图中获知模具一模四腔,主流道位于模具中心位置,以塑料弯管水平截面为分型面,采用组合式型芯型腔布局,公模仁与母模仁属于碰穿式分型面分别固定在动定模板上,熔体流道和冷却系统正如数值模拟所示,属于单分型面两板式注塑模. 塑料弯管注塑模设计的重点是成型直角内通孔,在此采用两个互相垂直的侧型芯1与侧型芯2穿插来成型直角内孔,侧型芯固定在侧滑块上,同个方向的两个侧型芯共用一个侧滑块,侧滑块中间设置导向孔,由固定在定模板的斜导柱驱动其完成侧分型运动,为了避免侧型芯与公母模仁接触拉毛磨损,在侧型芯与模仁间有个滑块挡板,由滑块挡板承受注射成型侧压力,避免侧隙流胶和封胶面的损伤.此外为了保证塑料弯管成型不错位,具备一定的同轴度,要避免发生侧型芯侧移,所以必须加强侧滑块的定位与导向.本模具采用双边T型槽导向,锁紧块与侧滑块22度斜面配合并设计锁位,斜导杆与侧滑块20度配合,且斜导柱与导向孔双边只留间隙1 mm,防止开合模过程中发生侧移.脱模采用加工与设计都比较简单的推杆,并设置复位杆复位,由流动成型模拟分析可知弯管直角拐弯处外缘是冷却最慢的位置,应该避开在该处设置推杆,另外弯管带锥面与凹槽部分长25 mm,为密封连接段不允许设置顶针,因此在距离端面约30 mm的位置设置带凹槽端的推杆,其它结构如图11所示.5 结语本课题基于数值模拟分析技术,通过利用MPI对塑料弯管进行充填、保压、冷却及翘曲变形等注射成型模拟分析,获知产品在成型过程中的各种状态,获取各种问题和缺陷,掌握了产品注塑成型过程及其工艺特点,并为模具结构设计提供了重要的参考设计信息,最后很好的完成了塑料弯管的模具设计.模具制造与产品生产实践证明,该模具结构合理,塑件侧抽运动灵活可靠,顶出质量符合设计要求,各项指标满足客户需求.因此利用数值模拟技术进行注塑模具结构优化设计的方法可靠有效,具备经济效益与参考价值.(责任编辑:曾贤灏)Optimal Design for the Injection Mold of Plastic Elbow Pipe Based on Numerical SimulationLIN Quan, CHEN Jie, HE Jing, WU Xiong-fei, DENG Xiao-ming(College of Mechanical and Electrical Engineering, WuyiUniversity,Wuyishan 354300, China)Abstract: A systematic numerical simulation is conducted for the right-angled ABS plastic elbow pipe by dint of moldflow, which has not only accomplished the gating system design of plastic elbow pipe, but also weakened the influence of welding marks. Meanwhile, the influence of cooling system design on product's temperature distribution has been predicted to optimize the cooling solution. Additionally, the warp analysis is implemented to determine that the uneven contraction is the majorfactor to product size, shape and precision, based on which product molding process and features are figured out. Finally, based on the numerical simulation analysis results, the injection mold of plastic elbow pipe is designed to optimize injection mold structure. The practice proves that this method plays a guiding role in the design of injection mold.Key words: numerical simulation; injection mold; plastic elbow pipe; optimal design作者简介:林权(1980-), 男,福建福州人,讲师,硕士.基金项目:福建省教育厅A类科技项目(JA13323);国家级大学生创新创业训练计划项目(201310397014 );南平市科技计划项目(N2013X01-7)*收稿日期:2014-11-01中图分类号: TQ320.66文献标志码:A文章编号:1009-2269(2015)02-0070-06图7为流动前沿温度分布云图,该云图不仅可以观察熔体在模腔中各时段的充填情形,来判断产品是否存在短射,是否存在局部区域流动阻力过大而产生迟滞,而且能预测熔接线及气穴的位置,将作为模具结构设计的重要参考依据.在此通过分析流动波前充填的40%(图7a)到流动波前的100%(图7b),获知塑料熔体流动前沿温度一直保持在熔融状态,整体分布基本为230 ℃,获知浇注系统的设计方案使得各模腔充填均匀以及达到熔体流动平衡.结合图6与图7还可以看出塑料弯管填充情况良好,没有出现局部区域流动阻力过大而迟滞,没有产生短射现象,充填熔体的温度与注射压力也满足需求. 从图7中还可以看出,充填结束阶段的流动波前处于塑料弯管的直角转弯处与两端面,是最容易产生气穴的地方,也是熔接线最可能产生的位置,如图8所示.熔接线不但影响外观,而且产品容易在此线位置产生应力集中而有断裂的问题产生,但对于本产品而言,从图6~7可知,充填过程中塑料熔体流动前沿温度一直保持在熔融状态,直角转弯处与两端面的熔体温度无明显降低,熔接温度较高且温差很小,属于热熔接线,热熔接线的熔合性好且痕迹不明显,保证了产品机械强度和表观质量.对于气穴,本产品属于中小型塑件,型腔所包容的空气总量小,且型芯型腔属于组合式,气体可以通过成型零件间的配合间隙予以排除.另外,本产品最大注射压力23 MPa发生在速度/压力控制转换的时候,填充量约为总体积的99%,且最大注射压力也低于注射机最大注射压力的80%,因此该浇注系统填充时间短、效率高、填充完全.模具冷却回路设计是否合理,主要考核以下几点:首先是冷却后的产品零件温度达到或者小于零件设置的顶出温度,其次是冷却液出入口处温度差要控制在规定范围之内,最后是冷却是否存在不均衡,引起的变形在允许范围之内.通过MPI\COOL 分析获知,冷却后产品的零件温度为78 ℃,而分析设置的顶出温度为88 ℃,零件温度明显低于顶出温度,符合设计要求;其次,冷却液出入口温度差最大为1.2 ℃,而由根据参考文献4可知,一般认为冷却液温升不高于3 ℃即满足设计原则,可以看出该冷却系统冷却效果较好;最后对冷却不均引起的产品翘曲变形进行分析,获知最大的变形量为0.008 7 mm,且呈线条状分布在端面边缘处,产品其余部分变形量很微小,普遍都在0.005 mm以下.因此模具的冷却系统设计合理,符合冷却系统简单而实用的原则.在模流分析中,产品的翘曲变形因素主要有3种,分别为冷却不均引起的变形,分子取向不一样引起的变形,以及收缩不均引起的变形[7].其中由冷却不均引起的变形在已经分析过,变形幅度很小不是引起产品变形的主要因素,另外通过模拟分析后获知分子取向不一致引起的变形为零,因此引起本产品变形的主要因素就是收缩不均,产品收缩不均引起的总变形如图9所示.通过计算变形幅度最大为0.2737 mm,位于弯管带凹槽一端的端面处,由于凹槽位置是熔体最后填充的地方,流程较长,并且通过凹槽这个变截面的地方,熔体压力损失也比较大,因而熔体不易补充和压实造成收缩.产品其他大部分位置的翘曲变形量均小于0.2 mm,是由于保压压力都可以直接作用,补缩容易.但总体上塑料熔体流动情况良好,且具备一致性和均衡性,变形量较小,满足使用要求.图10为产品顶出时体积收缩率分布云图,从图中可以获知,产品的浇注系统中主流道顶部与底部收缩率最大,都显示为红色达到了5.7%左右,底部是由于该处塑料体积最大为产品的热节之处,顶部是由于靠近注塑机的喷嘴,熔体冷却最慢造成,其余部分都显示为蓝色、绿色、黄色.黄色表示体积收缩率在4.6%左右,主要分布在弯管带凹槽的一端与产品进浇口附件的圆弧面处,其他部位都小于4 %.根据文献[5]可知,ABS工程塑料的收缩率一般在0.4%~0.7%之间,根据以上的数值模拟分析情况,除主流道外其收缩值率不到0.5%,符合ABS的基本收缩率,同时也符合产品的生产技术要求.利用MOLDFLOW对塑料弯管进行较为详细的注射成型分析模拟,确定了最佳浇口位置,建立了浇注系统和冷却系统,再通过填充、流动、保压、冷却、翘曲等环节分析,获得了ABS熔体通过扇形浇口进入模具型腔后的流动行为及其温度、压力分布状况,评估了熔接痕和气穴可能出现的位置及其模具结构、成型工艺设置提出的要求,测试了模具冷却系统对注塑产品质量的影响以及成型过程中产品温度分布状况,另外还模拟计算了塑料弯管可能产生的翘曲状况和变形分布,揭示了本产品收缩不均是引起尺寸变化的重要因素.最后基于数值模拟分析结果,对模具结构进行设计.首先从取得弯管产品的 CAD 原始模型与结构开始,根据生产技术要求评估开模形式以及分模面,再根据数值模拟的分析结果,设计流道浇口、斜导柱与侧向分型与抽芯机构、成型零件、脱模机构、。
塑料弯管注塑模具设计
塑料弯管注塑模具设计摘要本文研究的是90带螺纹的塑料弯管及其注射成型的总体设计过程。
弯管成90直角,因此侧向分型抽芯是研究的重点。
塑料弯管上有一段螺纹,本研究采用的是比较简单轻便的设计模式,因此采取了瓣合模的成型方式。
因为不使用复杂的脱螺纹装置,这一点对于螺纹类的制品具有指导意义。
本文选择了正确的注塑机型号,采用PROE进行模具的体积确定与分型面的选择,决定采取一模四腔的方式,这将会快速的提高生产量与生产效率。
本研究成功设计,将会为以后的弯管类塑料提供极高的参考价值,并且对于生产有很高的经济效益。
关键词:塑料弯管,侧向分型抽芯,瓣合模Plastic pipe injection mold designAbrtractThis paper studies a 90-degree bend with thread and plastic injection mold of designprocess.The bend has a 90-degre .So the focus of the study is side parting core pulling.There was a thread on plastic pip.This study uses a simple design patterns.So flap spotting is the better method .Because which avoid the complex the installation of the unscrewing,which gives a guiding significance for the products of thread. By selecting the right injection molding machine ing PROE determine the volume of the mold and parting line selection.It is to decide taking a mold with a four cavity, which would rapidly increase the production capacity and production efficiency.Successful design of this study will be for the future of plastic pipe classes provide a high reference value, and for the production of high economic efficiency.Key words:plastic pipe,side parting core pulling,flapclamping目录1 前言 (1)2塑件结构与原材料工艺分析 (3)2.1 带螺纹塑料弯管的设计 (3)2.1.1 塑料弯管的立体示意图 (3)2.1.2 塑料弯管的二维视图 (3)2.1.3 塑料弯管的结构尺寸特征分析 (3)2.2 塑料弯管原材料的选择分析 (4)2.2.1 塑料的原材料的选择 (4)2.2.2 硬质聚氯乙烯的性能指标 (4)3成型工艺方案的确定 (5)3.1 塑件分型面的确定 (5)3.2 型腔数量以及分布方式的确定 (6)3.3 注塑机的选择与参数校核 (6)3.3.1 注塑量的计算 (6)3.3.2 注塑机型号的确定 (7)3.3.3 型腔数量的校核 (8)3.3.4 最大注射量的校核 (8)3.3.5 锁模力的校核 (9)3.3.6 注射压力的校核 (9)3.3.7 开模行程的校核 (9)3.3.8 喷嘴尺寸的校核 (10)3.3.9 定位孔直径的校核 (11)4 浇注系统的设计 (12)4.1 主流道和主流道衬套以及定位环的设计 (12)4.2 分流道的设计 (13)4.2.1 分流道的设计原则 (13)4.2.2 分流道的形状尺寸确定 (13)4.2.3 分流道的形状尺寸以及分布 (14)4.3 浇口的设计 (15)4.3.1 浇口的设计原则 (15)4.3.2 浇口的形状尺寸确定 (16)4.3.3 浇口的位置 (17)4.4 剪切速率的校核 (17)4.5 尺寸的优化校核 (18)4.6 冷料井的设计 (19)4.7 排气槽的设计 (20)5 成型零件的设计 (21)5.1 成型零件的三视图 (21)5.2 成型零件工作尺寸的计算原则 (22)5.3 成型零件尺寸的计算 (24)5.3.1 型腔型芯尺寸的计算 (24)5.3.2 螺纹型环的计算 (26)5.4 型芯之间的中心距的计算 (28)5.5 型腔壁厚的设计 (29)6 侧向分型抽芯机构的设计 (32)6.1 抽芯力的计算 (32)6.2 斜导柱的设计 (32)6.2.1 斜导柱的机构设计 (32)6.2.2 斜导柱倾斜角的确定 (33)6.2.3 斜导柱的尺寸计算 (33)6.2.4 斜导柱的示意图 (35)6.3 侧滑块的设计 (35)6.4 导滑槽的设计 (36)6.5 楔紧块的设计 (36)6.6 滑块定位装置的设计 (37)7 合模导向和定位机构 (38)8 塑件脱模机构的设计 (40)8.1 脱模机构的设计准则 (40)8.2 脱模力的计算 (41)8.3 推杆的设计 (42)8.3.1 推杆的设计原则 (42)8.3.2 推杆的尺寸的计算: (42)8.3.3 推杆的形状与尺寸 (43)8.4 复位杆的设计 (43)8.5 拉料杆的设计 (44)9 冷却系统的设计 (45)9.1 模具温度设计的原则 (45)9.1.1 模具温度与制品质量的关系 (45)9.1.2 冷却效率对生产效率的影响及其提高的办法 (46)9.1.3 冷却系统设计原则 (46)9.1.4 降低入水与出水的温差 (46)9.2 模具冷却系统设计计算 (47)9.2.1 塑料注射量的计算 (47)9.2.2 制品所需冷却时间的计算 (47)9.2.3 冷却水体积流量的计算 (47)9.2.4 水孔直径的选择 (48)9.2.5 冷却水在管道内的流速 (48)9.2.6 冷却水流动状态的校核 (49)9.2.7 冷却管壁与水交界面的膜传热系数h (49)9.2.7 计算冷却水通道的导热总面积A (49)9.2.8 计算模具所需冷却水管道的总长度L (49)9.2.9 冷却水路的根数x, (49)10.模板尺寸的选择 (51)12.装配图的设计 (52)参考文献 (55)致谢 (56)1 前言我国的模具行业将会在“十二五”期间迎来有一个蓬勃发展阶段[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[键入文字]毕业设计说明书塑料弯管注射模具设计学生姓名:学号:学院:专业:指导教师:年月塑料弯管注塑模具设计摘要本文研究的是90带螺纹的塑料弯管及其注射成型的总体设计过程。
弯管成90直角,因此侧向分型抽芯是研究的重点。
塑料弯管上有一段螺纹,本研究采用的是比较简单轻便的设计模式,因此采取了瓣合模的成型方式。
因为不使用复杂的脱螺纹装置,这一点对于螺纹类的制品具有指导意义。
本文选择了正确的注塑机型号,采用PROE进行模具的体积确定与分型面的选择,决定采取一模四腔的方式,这将会快速的提高生产量与生产效率。
本研究成功设计,将会为以后的弯管类塑料提供极高的参考价值,并且对于生产有很高的经济效益。
关键词:塑料弯管,侧向分型抽芯,瓣合模Plastic pipe injection mold designAbrtractThis paper studies a 90-degree bend with thread and plastic injection mold of design process.The bend has a 90-degre .So the focus of the study is side parting core pulling.There was a thread on plastic pip.This study uses a simple design patterns.So flap spotting is the better method .Because which avoid the complex the installation of the unscrewing,which gives a guiding significance for the products of thread. By selecting the right injection molding machine ing PROE determine the volume of the mold and parting line selection.It is to decide taking a mold with a four cavity, which would rapidly increase the production capacity and production efficiency.Successful design of this study will be for the future of plastic pipe classes provide a high reference value, and for the production of high economic efficiency.Key words:plastic pipe,side parting core pulling,flapclamping目录1 前言 (1)2塑件结构与原材料工艺分析 (3)2.1 带螺纹塑料弯管的设计 (3)2.1.1 塑料弯管的立体示意图 (3)2.1.2 塑料弯管的二维视图 (3)2.1.3 塑料弯管的结构尺寸特征分析 (3)2.2 塑料弯管原材料的选择分析 (4)2.2.1 塑料的原材料的选择 (4)2.2.2 硬质聚氯乙烯的性能指标 (4)3成型工艺方案的确定 (5)3.1 塑件分型面的确定 (5)3.2 型腔数量以及分布方式的确定 (6)3.3 注塑机的选择与参数校核 (6)3.3.1 注塑量的计算 (6)3.3.2 注塑机型号的确定 (7)3.3.3 型腔数量的校核 (8)3.3.4 最大注射量的校核 (8)3.3.5 锁模力的校核 (9)3.3.6 注射压力的校核 (9)3.3.7 开模行程的校核 (9)3.3.8 喷嘴尺寸的校核 (10)3.3.9 定位孔直径的校核 (11)4 浇注系统的设计 (12)4.1 主流道和主流道衬套以及定位环的设计 (12)4.2 分流道的设计 (13)4.2.1 分流道的设计原则 (13)4.2.2 分流道的形状尺寸确定 (13)4.2.3 分流道的形状尺寸以及分布 (14)4.3 浇口的设计 (15)4.3.1 浇口的设计原则 (15)4.3.2 浇口的形状尺寸确定 (16)4.3.3 浇口的位置 (17)4.4 剪切速率的校核 (17)4.5 尺寸的优化校核 (18)4.6 冷料井的设计 (19)4.7 排气槽的设计 (20)5 成型零件的设计 (21)5.1 成型零件的三视图 (21)5.2 成型零件工作尺寸的计算原则 (22)5.3 成型零件尺寸的计算 (24)5.3.1 型腔型芯尺寸的计算 (24)5.3.2 螺纹型环的计算 (26)5.4 型芯之间的中心距的计算 (28)5.5 型腔壁厚的设计 (29)6 侧向分型抽芯机构的设计 (32)6.1 抽芯力的计算 (32)6.2 斜导柱的设计 (32)6.2.1 斜导柱的机构设计 (32)6.2.2 斜导柱倾斜角的确定 (33)6.2.3 斜导柱的尺寸计算 (33)6.2.4 斜导柱的示意图 (35)6.3 侧滑块的设计 (35)6.4 导滑槽的设计 (36)6.5 楔紧块的设计 (36)6.6 滑块定位装置的设计 (37)7 合模导向和定位机构 (38)8 塑件脱模机构的设计 (40)8.1 脱模机构的设计准则 (40)8.2 脱模力的计算 (41)8.3 推杆的设计 (42)8.3.1 推杆的设计原则 (42)8.3.2 推杆的尺寸的计算: (42)8.3.3 推杆的形状与尺寸 (43)8.4 复位杆的设计 (43)8.5 拉料杆的设计 (44)9 冷却系统的设计 (45)9.1 模具温度设计的原则 (45)9.1.1 模具温度与制品质量的关系 (45)9.1.2 冷却效率对生产效率的影响及其提高的办法 (46)9.1.3 冷却系统设计原则 (46)9.1.4 降低入水与出水的温差 (46)9.2 模具冷却系统设计计算 (47)9.2.1 塑料注射量的计算 (47)9.2.2 制品所需冷却时间的计算 (47)9.2.3 冷却水体积流量的计算 (47)9.2.4 水孔直径的选择 (48)9.2.5 冷却水在管道内的流速 (48)9.2.6 冷却水流动状态的校核 (49)9.2.7 冷却管壁与水交界面的膜传热系数h (49)9.2.7 计算冷却水通道的导热总面积A (49)9.2.8 计算模具所需冷却水管道的总长度L (49)9.2.9 冷却水路的根数x, (49)10.模板尺寸的选择 (51)12.装配图的设计 (52)参考文献 (55)致谢 (56)1 前言我国的模具行业将会在“十二五”期间迎来有一个蓬勃发展阶段[1]。
“十二五”规划中曾明确提出,未来要走绿色智能环保的新型工业化道路,而对我国模具行业来说,在“以塑代钢”、“以塑代木”的大力倡导下,塑料模具产品的市场需求量将快速增长。
据相关数据显示,我国目前人均塑料消费量仅为发达国家的1/3,在提倡绿色环保发展的大背景下,未来市场需求空前广阔。
专家预计,“十二五”期间我国塑料模具制品行业仍将会保持高速发展,会维持年均15%的市场增长率。
毋庸置疑,塑料模具的蓬勃发展,这将给我国模具产业的优化升级带来新的动力。
“十二五”期间,我国战略性新兴产业智能模具制造装备发展的总目标是以发展智能化模具来带动高效、精密、高性能模具总体水平的提高,以满足“智能制造”配套要求来带动模具为战略性新兴产业服务总体水平的提高,使智能模具水平得到大幅度的提升,为我国模具行业到2020年步入世界模具强国奠定坚实的基础。
据悉,具体目标为:第一,要以智能化模具为主要代表的高效、精密、高性能模具的水平,中长期目标是要达到国际先进水平,“十二五”期末首先要使智能化模具水平能基本满足智能制造所需。
第二,以智能化模具为主要代表的高效、精密、高性能模具占模具总量的比例从目前的约35%,达到“十二五”期末的40%以上,进而达到50%以上的中长期目标。
第三,不断缩短模具生产周期、提高模具使用寿命和稳定性,首先达到“十二五”期末生产周期比现在缩短20%~30%,使用寿命比现在提高20%~30%,用模具制造精细化来提高可靠性和稳定性。
第四,要不断提高数字化、信息化水平。
“十二五”期末使生产高效、精密、高性能模具的企业基本实现CAD/CAM/CAE/PDM一体化,并有40%以上企业基本实现信息化管理。
第五,模具自动化生产是重要的发展方向,目前尚处于试验实践阶段,到“十二五”期末争取有5家以上的模具企业可实现模具自动化生产,并在模具智能网络化制造技术、管理方面有重大突破。
注塑模具在国外的发展也进入到了一个更加高级的发展阶段[2]。
国外在高速集成,智能化,小型化,个性化和基于环保的理念方面有重大的突破。
第一,在CDA,CAE,CAM等[3]方面外国拥有更加成熟的技术和培训,国外的工业化更加成熟信息化的成都也更高。
这些只能软件的运用使得模具朝向智能化集成化发展。
第二,模具设计从低精度,简单形状向高精度,复杂形状以及高性能方面进行发展。
这也是未来模具发展的重要方向。
第三,模具的标准化,系列化以及专业化将会更加完善。
第四,全面质量管理在日本等发达国家已经完全实施。
质量管理可以对产品的设计,制作以及注塑成型工艺方面有很重要的运用。
第五,国外已经从单纯的模具设计本身延生到对模具的结构优化设计方面,试图通过结构的优化达到高性能的产品。
国外已经从注塑模具的工艺性分析从实践经验阶段发展到理论分析。
国外更加专注于运用Moldflow等[4]软件进行模具的提前分析。
解决了原料的浪费和避免耗费资源的问题。
我们国家的模具设计方面在“十二五”规划结束后将会在模具的高效高精度高性能方面取得进步。
因此本研究的重心也在于实践“十二五”规划的发展目标。
并且基于国际视野设计的90直角弯管来进行模具设计。
2 塑件结构与原材料工艺分析2.1 带螺纹塑料弯管的设计2.1.1 塑料弯管的立体示意图本课题研究了90直角弯管并且带外螺纹的塑料弯管的设计。
弯管的立体PROE图如图2.1。
图2.1塑件结构示意图2.1.2 塑料弯管的二维视图本研究设计的90直角弯管的二维主视图如图2.2。
图2.290塑料弯管主视图2.1.3 塑料弯管的结构尺寸特征分析本研究设计的是90塑料弯管[5]。
弯管呈现直角的构型,在成型的过程中应该进行侧向分型抽芯机构来进行分型,塑料弯管有一段外螺纹,螺纹的参数是M502—5g—S—LH[6]。
螺纹的成型用瓣合模来进行成型。
因此本研究将会使用到侧向分型抽芯机构以及瓣合模。