系统参数设置-Tunning Parameter说明及Setting标准(doc 6页)
SYBASE系统参数调整
SYBASE系统参数调整1. max memory:此参数用于指定SYBASE数据库服务器在计算机中使用的最大内存量。
通过将此参数设置为较大的值,可以提高该数据库服务器的性能。
如果可用的内存较少,则应适当减小此值。
2. number of engines:此参数用于指定SYBASE数据库服务器使用的引擎数量。
增加此参数的值可以提高并发访问性能。
然而,将该值设置得太高可能会浪费资源。
一般来说,使用与服务器CPU数量相同的值是安全的做法。
3. max scan parallel degree:此参数用于指定SYBASE数据库服务器执行并行扫描时使用的最大并行度。
通过将此参数设置为较大的值,可以提高并行扫描的性能。
4. sys statistics:此参数用于指定数据库服务器在自动生成查询计划时使用的统计信息的有效期限。
适当设置此参数的值可以提高查询性能。
默认情况下,此参数的值设置为30天。
5. max degree of parallelism:此参数用于指定SYBASE数据库服务器在执行并行查询时使用的最大并行度。
增加此参数的值可以提高查询性能。
然而,将该值设置得太高可能会增加系统负载。
6. max worker processes:此参数用于指定SYBASE数据库服务器使用的最大工作进程数量。
适当增加此参数的值可以提高并发性能。
默认情况下,此参数的值设置为255,但在大型服务器上,可能需要适当增加此值。
7. tempdb设备数:tempdb是SYBASE数据库服务器用于处理临时数据的数据库。
将tempdb数据库分配到多个设备上可以提高临时数据处理的性能。
8. prefetch parallel degree:此参数用于指定SYBASE数据库服务器在执行预取操作时使用的并行度。
适当增加此参数的值可以提高查询性能。
9. max rows per stack:此参数用于指定SYBASE数据库服务器在语句执行期间允许的最大行数。
各系统的调试技术参数
各系统的调试技术参数不同系统具有不同的调试技术参数,这些参数对于保证系统的运行稳定性和性能优化至关重要。
本文将逐步探讨各个系统的调试技术参数。
首先,让我们来讨论操作系统的调试技术参数。
操作系统是一个支持计算机软硬件运行的基本软件。
操作系统的调试技术参数包括:系统调用技术参数、内存管理技术参数和进程调度技术参数。
系统调用技术参数是操作系统与用户程序之间的接口。
通过系统调用,用户程序可以访问操作系统提供的各种服务和资源。
常见的系统调用技术参数包括:系统调用编号、系统调用参数传递方式和系统调用性能指标。
系统调用编号是通过唯一的数字标识某个系统调用,例如,read(0, buffer, 1024)中的0表示标准输入,buffer表示缓冲区,1024表示读取的字节数。
系统调用参数传递方式是指用户程序将参数传递给操作系统的方式,例如,参数可以通过寄存器、栈或内存进行传递。
系统调用性能指标包括系统调用的执行时间、系统调用的响应时间和系统调用的吞吐量。
内存管理技术参数是操作系统管理计算机内存的重要手段。
内存管理技术参数包括:内存分配策略、页表设计和物理内存管理。
内存分配策略是指操作系统为各个进程分配内存资源的方式,常见的策略有连续分配和离散分配。
页表设计是指操作系统将虚拟地址映射到物理地址所采用的数据结构和算法。
物理内存管理是指操作系统管理计算机物理内存资源的方式,常见的技术包括页面置换算法、页面大小和内存容量。
进程调度技术参数是操作系统管理进程的重要手段。
进程调度技术参数包括:调度算法、时间片大小和调度性能指标。
调度算法是指操作系统根据一定的策略从就绪队列中选取进程进行执行的方式,常见的算法有先来先服务、最短作业优先和轮转调度等。
时间片大小是指操作系统分配给每个进程的执行时间。
调度性能指标包括系统的响应时间、系统的吞吐量和系统的资源利用率。
接下来,让我们来讨论数据库系统的调试技术参数。
数据库系统是用于管理和组织大量数据的软件系统。
参数设置的名词解释
参数设置的名词解释近年来,随着科技的发展和信息技术的普及,人们对于参数设置的重要性和应用范围的认识越来越深刻。
参数设置,是指在各种科学和工程领域中,根据实际需求和目标功能,通过对一系列参数进行设定和调整,以达到最佳的效果和表现。
一、参数设置的基础含义1.1 参数的定义在理论和实践中,参数可以是任意一种可以量化和调整的变量,用于描述和代表系统、模型或算法中的特性和特征。
参数可以是数值、常数、向量、矩阵等形式,不同的领域和应用中,参数的类型和意义各异。
1.2 设置的目的参数设置的目的是为了在特定环境和任务下,使得系统或模型能够以最佳的性能和效果运行。
通过调整参数,可以改变系统的行为和特性,使其能够适应不同的情境和需求,提高工作效率和准确性。
二、参数设置的应用范围在现实生活和科学研究中,参数设置的应用范围广泛,包括但不限于以下几个方面:2.1 机器学习和人工智能在机器学习和人工智能领域中,参数设置是一项重要的工作。
通过对模型中的参数进行调整和优化,可以提升算法的准确性和鲁棒性,使其能够更好地适应新的数据和场景。
2.2 信号处理和图像处理在信号处理和图像处理中,参数设置常常用于调整算法的敏感度和响应速度。
通过设定合适的参数,可以提高信号和图像的质量和清晰度,减少噪声和失真的影响。
2.3 优化问题和数值计算在优化问题和数值计算中,参数设置对于算法的收敛速度和解的准确性至关重要。
通过调整参数,可以找到最优的解或近似最优解,同时提高算法的计算效率和鲁棒性。
2.4 控制系统和自动化领域在控制系统和自动化领域中,参数设置用于调整系统的响应速度、稳定性和控制精度。
通过合理设置参数,可以实现对系统状态的精确控制,提高生产和操作效率。
三、参数设置的方法和技巧3.1 经验法则在实践中,人们根据经验和观察总结出一系列参数设置的规律和法则。
例如,在机器学习领域,学者们提出了许多经验法则,如网格搜索、随机搜索等,用于确定最优的参数组合。
《软件系统参数设置》课件

安全设置包括: 防火墙设置、病 毒防护、数据备 份等
数据库参数设置
数据库表:创建数据库表, 包括表名、字段名、数据类 型等
数据库连接:设置数据库连 接字符串,包括服务器地址、 用户名、密码等
数据库类型:选择合适的数 据库类型,如MySQL、 SQL Server等
数据库索引:创建数据库索 引,提高查询效率
数据库备份:定期备份数据 库,防止数据丢失
数据库安全:设置数据库安 全策略,如用户权限、密码
策略等
网络参数设置
IP地址设置:设置网络设备的IP地址,以便与其他设备进行通信。 子网掩码设置:设置网络设备的子网掩码,以便确定网络设备的网络地址。 网关设置:设置网络设备的网关,以便将网络设备连接到互联网。 DNS服务器设置:设置网络设备的DNS服务器,以便将网络设备连接到互联网。
添加标题
参数设计:根据需 求设计参数,包括 参数名称、类型、 默认值、取值范围 等
添加标题
参数优化:根据测 试结果优化参数配 置,提高系统性能
03
软件系统参数设置的内容
系统参数设置
系统参数设置包 括:系统设置、 用户设置、安全 设置等
系统设置包括: 系统时间、系统 语言、系统主题 等
用户设置包括: 用户账户、用户 权限、用户密码 等
实例分析: 以财务管理 模块为例, 介绍参数设 置的具体步 骤和注意事 项
结论:参数 设置是ERP 系统正常运 行的关键, 需要根据企 业实际情况 进行合理设 置。
某CRM系统的参数设置实例
系统名称:某CRM系统
功能模块:客户管理、销售管 理、服务管理等
参数设置:客户信息、销售目 标、服务标准等
实例分析:客户信息设置、销 售目标设置、服务标准设置等
Parameter setting (English)参数设定及说明
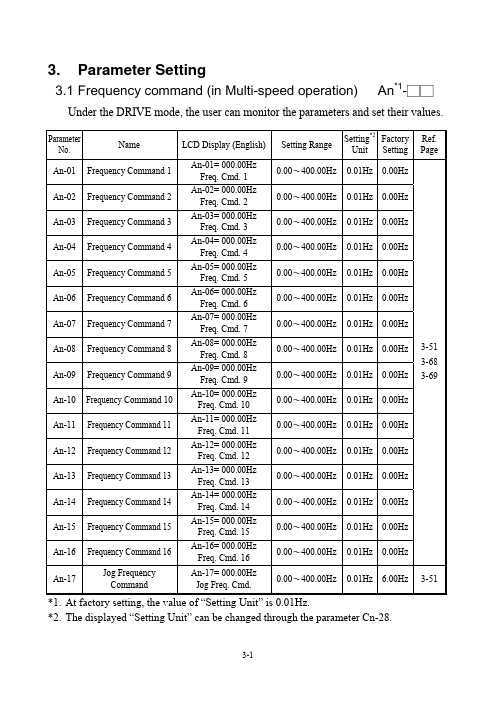
0.1% 100.0% 0.0% 3-5
-100.0%~100.0% 0.1% 0.0~1000.0%
Analog Frequency Bn-07 Cmd Gain. (Current) Bn-08 Analog Frequency Cmd Bias (Current) Multi-Function Analog Input Gain Multi-Function Analog Input Bias Auto Torque Boost Gain Monitor 1 Monitor 2
Bn-01 Acceleration Time 1 Acc/Dec time Bn-02 Deceleration Time 1 Bn-03 Acceleration Time 2 Bn-04 Deceleration Time 2 Bn-05 Analog Frequency Bn-06 Analog Frequency Cmd. Gain (Voltage) Analog Frequency Cmd. Bias (Voltage)
Setting Factory Ref. Unit Setting Page 0.01s 1% 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 0.1s 1% 0.00s 3-7 0% 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 0.0s 3-9 0.0s 100% 3-9 3-68 3-69
3-2
Setting range 0.0~6000.0s 0.0~6000.0s 0.0~6000.0s 0.0~6000.0s 0.0~1000.0%
TUXEDO配置参数详解
TUXEDO配置参数详解
1、TUXCONFIG:
TUXCONFIG(TUXCONFIG)是TUXEDO系统的初始参数文件,也是系统中最重要的参数配置文件,它是在TUXEDO系统环境初始化时被读取,并影响系统的行为。
TUXCONFIG中所有参数都是静态字符串,也就是说TUXCONFIG中的参数都必须在系统环境初始化时就被定义,不能在运行过程中进行动态变更。
TUXCONFIG中定义的参数可以分类如下:
(1)系统参数:这类参数用于控制TUXEDO系统的基本行为,其中主要包括系统节点的跨越连接策略、超时时间配置、服务配置参数等。
(2)组件参数:这类参数主要用于控制特定的TUXEDO组件,如消息传递队列、客户服务器、事件传递服务器等,参数设置主要关系到这些组件的行为。
(3)应用参数:这类参数用于配置应用程序的参数,如运行的服务名称、程序运行时的参数设置等。
2、TUXENV:
TUXENV(TUXENV)是TUXEDO系统的运行环境参数文件,它里面包含了系统级参数和应用级参数,而且这些参数可以在运行时动态变更。
TUXENV 中定义的参数设置都是以文本形式存放的,每一行表示一条参数,参数设定包括参数名称、参数值、参数描述等内容。
TUXENV中定义的参数可以分类如下:
(1)系统参数:这类参数用于控制TUXEDO系统的基本行为。
系统参数调节办法说明
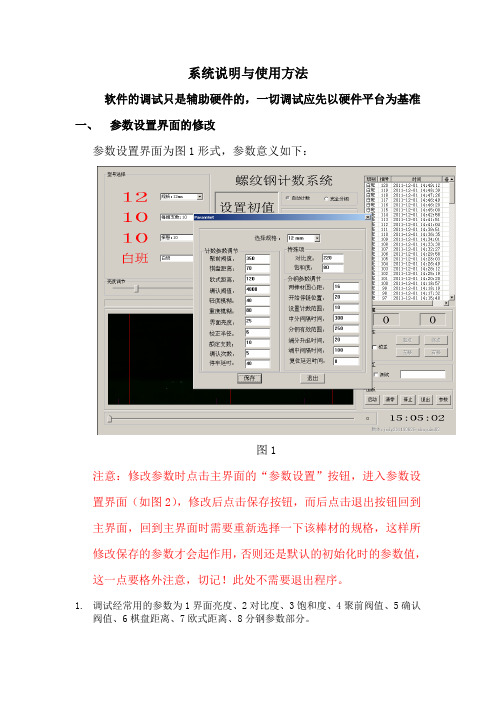
系统说明与使用方法软件的调试只是辅助硬件的,一切调试应先以硬件平台为基准一、参数设置界面的修改参数设置界面为图1形式,参数意义如下:图1注意:修改参数时点击主界面的“参数设置”按钮,进入参数设置界面(如图2),修改后点击保存按钮,而后点击退出按钮回到主界面,回到主界面时需要重新选择一下该棒材的规格,这样所修改保存的参数才会起作用,否则还是默认的初始化时的参数值,这一点要格外注意,切记!此处不需要退出程序。
1.调试经常用的参数为1界面亮度、2对比度、3饱和度、4聚前阀值、5确认阀值、6棋盘距离、7欧式距离、8分钢参数部分。
2.具体的调整范围,调整幅度见下面的说明。
外部硬件调整完毕后,灯光箱的照度值一般应稳定在3000左右。
棒材断面过黑过蓝,则灯光照度应适当提高。
具体调整幅度见下面说明。
3.“界面亮度”的调节:(1)调节标准:●棒材端面清晰,端面亮度大,并且与棒材侧面及链床有明显区别,棒材侧面与链床最好在程序的显示窗内看不到。
若看见棒材侧面或链床,在确定程序没有在侧面或链床上打点的情况下(必须在光照最强的情况下确定未打点才可用,需要比较夜班车间照明灯全部打开情况与白班日照最强情况),该亮度值还是可用的。
●(根据现场情况调整)(幅度每次5)调节方法:●若发现棒材侧面亮度大,或链床上链条反光,被程序误识别。
首先必须排除因为遮光组件布置不合理而造成此问题,排除的前提下将亮度值适当降低。
●若发现棒材端面暗,没有被程序识别,需要提高亮度值。
●需要同时兼顾两者,亮度太低或太高都不合适。
说明:该参数需要根据现场情况(天气、背景光强度、棒材端面被氧化程度等)调节。
4.“校正半径”的调节(1)调节标准:直径为多少毫米的棒材,对应画面图像多少个像素点。
(2)调节方法:●启动计数程序,并让棒材在计数窗中静止。
●按截屏键(PrtScSysRq)截取屏幕图像。
●运行开始菜单->程序->附件->画图,将屏幕截图粘贴到画图程序中。
修改配置参数的命令
修改配置参数的命令1.引言1.1 概述本文旨在介绍修改配置参数的命令,探讨在不同操作系统和应用程序中修改配置参数的方法和步骤。
配置参数是指应用程序或系统的设置选项,可以通过修改这些参数来调整应用程序的行为或系统的性能。
在日常的使用中,我们经常需要根据实际需求来修改配置参数,以充分发挥应用程序或系统的功能。
不同的应用程序和系统有不同的配置文件和参数,因此掌握修改配置参数的命令和技巧对于系统管理员和开发人员来说是非常重要的。
本文将从引言、正文和结论三个方面展开讨论。
引言部分将简要介绍本文的目的和结构,为读者提供阅读的导引。
正文部分将详细讲解几种常见的修改配置参数的命令,包括命令A、命令B和命令C,并针对每个命令提供要点和注意事项。
结论部分将对本文进行总结,并展望未来配置参数修改的发展趋势。
通过本文的阅读,读者将能够了解如何使用命令来修改配置参数,掌握正确的修改方法和技巧,以及避免常见的错误和问题。
这将有助于提升应用程序和系统的性能,增强系统的稳定性和安全性。
值得注意的是,本文所讨论的命令和方法可能因不同的操作系统和应用程序而有所差异,读者在实际操作时应根据具体情况进行调整。
同时,修改配置参数可能对应用程序或系统的正常运行产生一定影响,因此在进行配置修改时需谨慎操作,建议先备份相关配置文件并遵循相关的安全措施。
下面将依次介绍正文部分的命令A、命令B和命令C,希望本文能对读者有所帮助。
1.2文章结构文章结构部分的内容应该包括以下内容:文章结构是指文章的整体架构和组织方式,它决定了读者阅读文章的顺序和逻辑性。
一个良好的文章结构能够使文章条理清晰,内容流畅,使读者更好地理解文章的内容。
在本文中,文章的结构主要分为三个部分:引言、正文和结论。
引言部分主要包括三个小节,分别是概述、文章结构和目的。
- 概述部分主要介绍了本文要讨论的主题和背景。
可以简要介绍配置参数的作用和重要性,以及为什么需要修改配置参数的命令。
参数设置使用说明
参数设置使用说明参数设置是指在使用程序或工具时,可以通过修改参数的值来改变其行为或性能的方式。
正确的参数设置可以使得程序或工具更加有效地完成任务,并且能够满足用户的具体需求。
本文将详细介绍如何进行参数设置,包括参数的含义、取值范围和常见设置示例等。
一、参数设置的含义和作用参数设置是指通过修改程序或工具中的参数值来改变其行为或性能的方式。
不同的参数会影响程序或工具的功能、效率和结果等方面。
合理地设置参数可以优化程序的运行效果,提高工作效率。
二、参数的分类参数可以分为两类:系统参数和用户参数。
系统参数是由程序或工具预先设定的,并且无法修改。
这些参数通常是程序运行时必需的,例如内存分配、线程数量等。
用户参数是由用户根据自己的需求进行设置的。
这些参数通常包括功能开关、数据输入格式、输出路径等。
三、参数设置的方法参数设置的方法一般有两种:命令行参数设置和配置文件设置。
1.命令行参数设置:通过在命令行中指定参数的值来进行设置。
例如,在运行一些程序时可以使用“--参数名=参数值”的形式设置参数的值。
四、参数设置的注意事项在进行参数设置时,需要注意以下几点:2.设置合理的参数值:需要根据实际需求设置合理的参数值。
不同的参数可能有不同的取值范围和默认值,需要根据应用场景进行调整。
3.调试和验证:在设置参数之后,需要进行调试和验证,确保参数设置的效果符合预期。
可以通过观察程序运行日志、输出结果等方式进行验证。
五、常见参数设置示例2. 线程数量:对于多线程程序,可以设置线程数量来控制并发执行的线程数。
可以将线程数量设置为4:--threads=43. 日志级别:设置日志的输出级别,可以将级别设置为DEBUG以输出详细的调试信息:--log-level=DEBUG。
六、总结参数设置是优化程序或工具性能的重要手段,通过合理地设置参数值可以提高工作效率、改善程序运行结果。
在进行参数设置时,需要理解参数的含义和作用,设置合理的参数值,并进行调试和验证,确保参数设置的效果符合预期。
tuning 方法
tuning 方法Tuning 方法1. 什么是 Tuning 方法Tuning 方法是指通过调整和优化各种参数和设置来提高程序、算法或系统性能的一种方法。
通过对参数进行微调,我们可以达到更好的效果,从而使我们的系统或算法变得更加高效和精确。
2. 常见的 Tuning 方法网络调参方法•学习率调整:通过调整学习率可以控制模型在训练过程中的收敛速度和准确性。
常见的方法有固定学习率、学习率衰减和自适应学习率等。
•正则化参数调整:通过调整正则化参数可以对模型的复杂程度进行控制,从而防止过拟合或欠拟合问题的发生。
•优化器选择:选择适合任务的优化器可以提高模型的性能。
常见的优化器有随机梯度下降(SGD)、Adam、Adagrad等。
数据预处理方法•特征选择:通过选择对目标变量具有更大影响的特征,可以提高模型的准确性和效率。
•特征缩放:对特征进行缩放可以使不同的特征具有相同的重要性,避免某些特征对模型的影响过大。
•数据平衡:对数据集进行平衡处理,如下采样、过采样或生成合成样本等,可以解决数据不平衡问题,提高模型的性能。
模型调参方法•批大小调整:通过调整训练时每个批次的样本数量,可以控制模型的训练速度和泛化效果。
•隐层大小和深度调整:调整神经网络中的隐层大小和深度可以提高模型的拟合能力和表达能力。
•正则化参数调整:正则化方法有助于防止模型过拟合,通过调整正则化参数可以控制模型的复杂度。
3. Tuning 方法的注意事项•调参需要基于经验和实验,不能简单地套用别人的调参结果。
•调参过程需要有一定的耐心和时间,需要进行多次迭代和尝试。
•每个问题和数据集都有不同的特点,所以需要根据具体情况进行调参。
结论Tuning 方法是提高程序、算法或系统性能的重要手段。
通过细致地调整参数和设置,我们可以达到提高模型准确性和效率的目的。
不断尝试和实验,并结合经验,才能找到最合适的调参方案。
4. 优化策略调整方法•梯度截断:在训练过程中,通过限制梯度的大小,可以防止梯度爆炸的问题,提高模型的稳定性和收敛速度。
参数设定方案
参数设定方案1. 简介参数设定是指在计算机系统、软件系统或者其他工程项目中,对一些变量或者设置进行调整和设置的过程。
合理的参数设定方案能够提高系统的性能、稳定性和可靠性。
本文将介绍一种通用的参数设定方案,适用于各种计算机系统和软件系统。
该方案包括参数设定的原则、步骤和常见问题解决方法。
2. 参数设定原则在进行参数设定时,应遵循以下原则:2.1. 性能优先原则参数设定应以提高系统的性能为首要目标。
通过合理的参数设定,可以提高系统的响应速度、处理能力和吞吐量。
在追求性能的同时,也要考虑系统的可用性和稳定性。
2.2. 合理取舍原则在进行参数设定时,需要进行合理的取舍。
不同的参数设置可能存在某种程度的矛盾,需要综合考虑各方面因素,选择最优的参数取值。
2.3. 实验验证原则参数设定应该基于实验验证,通过实际测试和性能监控,确定最适合系统的参数取值。
参数设定不应该只是根据经验或者直觉进行,而应该通过科学的方法进行验证。
3. 参数设定步骤参数设定的步骤可以分为以下几个阶段:3.1. 收集信息首先,需要收集系统的相关信息,包括硬件信息、软件信息和系统配置信息。
这些信息将作为参数设定的依据。
3.2. 初步设定根据收集到的系统信息,可以进行初步的参数设定。
可以参考厂商提供的建议值或者经验值,设置一些基本参数。
3.3. 实验验证在初步设定的基础上,进行实验验证。
通过对系统的性能进行全面的测试和监控,收集系统的性能指标数据。
根据数据分析,调整参数取值,进行多次实验验证。
3.4. 最佳化设定根据实验验证的结果,找出能够达到最佳性能的参数取值。
根据实际需求和系统特点,进行最佳化设定。
3.5. 应用部署将最佳化设定的参数应用到系统中,进行正式的应用部署。
监控系统的性能和稳定性,及时处理可能出现的问题。
4. 常见问题解决方法在参数设定的过程中,可能会遇到一些常见问题,如系统性能不达标、系统崩溃等。
以下是一些常见问题的解决方法:4.1. 系统性能不达标如果系统性能不达标,可以尝试以下解决方法:•增加系统资源,如内存、处理器等。
设置参数的检验及调节方法
设置参数的检验及调节方法参数的检验及调节方法是在进行实验或工程设计时非常重要的一个步骤,它能够保证系统的稳定性和性能符合要求。
本文将详细介绍设置参数的检验及调节方法,帮助读者更好地实施参数设置。
首先,参数的检验是指确保所设定的参数符合系统要求和设计规范的过程。
在进行参数检验时,需要考虑以下几个方面:1. 参数的范围:首先需要明确参数的允许范围,确保所设定的参数在允许范围内。
如果参数超出范围,可能会导致系统性能不稳定甚至发生故障。
2. 参数的精度:参数的检验需要考虑参数的精度,确保参数设置的准确性和可靠性。
如果参数精度不高,可能会影响系统的性能和稳定性。
3. 参数的一致性:在进行参数检验时,需要确保各个参数之间的一致性,即参数设置的逻辑性和合理性。
如果参数之间存在矛盾或不一致,可能会导致系统无法正常工作。
其次,参数的调节是指根据系统实际情况和要求,对参数进行调整和优化的过程。
在进行参数调节时,需要考虑以下几个方面:1. 参数的优化:根据系统的实际需求和性能要求,对参数进行优化和调整,以提高系统的性能和稳定性。
优化参数可以使系统运行更加高效和可靠。
2. 参数的实时性:参数的调节需要考虑系统的实时性和灵活性,及时根据实际情况进行参数调整,以保证系统在不同情况下能够稳定运行。
3. 参数的反馈:在进行参数调节时,需要考虑参数的反馈机制,及时获取系统的反馈信息,并根据反馈信息进行参数调整,以保证系统的稳定性和可靠性。
综上所述,参数的检验及调节方法是确保系统性能和稳定性的关键步骤。
通过合理设置参数的检验和调节方法,可以帮助我们更好地实施参数设置,提高系统的性能和稳定性,确保系统能够正常运行和达到设计要求。
performance tuning 参数
performance tuning 参数随着计算机技术的不断发展,性能调优成为保证系统高效运行的重要环节之一。
在进行性能调优时,参数的设置是至关重要的一环。
本文将介绍一些常见的性能调优参数,并详细探讨如何选取和调整这些参数以优化系统性能。
一、参数概述在性能调优中,常见的参数包括CPU、内存、磁盘I/O、网络等方面。
针对不同的系统和应用场景,我们需要重点关注一些特定的参数。
下面将分别介绍这些参数的作用和调整方法。
1. CPU 参数CPU是计算机系统中最重要的组件之一,对系统性能具有重要影响。
在性能调优中,我们可以通过调整以下参数来提升CPU的利用率和运行效率。
a. CPU 频率:通过提高CPU的频率可以增加计算速度,但同时也会增加能耗和发热。
b. 超线程:利用超线程技术可以在单个CPU核心上模拟多个逻辑核心,提高并行计算能力。
c. CPU 缓存:合理设置CPU缓存的大小和映射方式,可以加快数据访问速度。
2. 内存参数内存是系统中存储数据的关键部分,对系统性能和稳定性有重要影响。
在性能调优中,我们需要调整以下参数来优化内存的使用。
a. 内存分配:根据应用程序的需求,合理分配内存资源,避免内存过度分配或不足的情况。
b. 页面大小:调整页面大小可以提高内存的访问效率,但同时也会增加内存碎片和上下文切换开销。
c. 内存回收:及时回收无用的内存空间,避免内存泄漏问题。
3. 磁盘I/O 参数磁盘I/O是计算机系统的重要瓶颈之一,对系统性能有直接影响。
在性能调优中,我们可以通过以下参数来提升磁盘I/O的性能。
a. 磁盘队列长度:适当增加磁盘队列长度可以提高磁盘I/O的吞吐量,但同时也会增加响应时间。
b. 磁盘缓存:合理设置磁盘缓存的大小,可以加快磁盘访问速度,避免频繁的物理读写操作。
c. 磁盘调度算法:选择合适的磁盘调度算法可以平衡磁盘访问的延迟和带宽利用率。
4. 网络参数在分布式系统和网络应用中,网络性能是关键因素之一。
北京博声音元科技有限公司设置与参数自定义设置用户手册说明书
设置与参数自定义设置用户手册北京博声音元科技有限公司目录1设置面板(SETTINGS PANEL) (1)1.1系统设置(S YSTEM S ETTINGS) (1)1.1.1采样库路径设置(Instrument Path Setting) (2)1.1.2音高标准(Master Tune) (2)1.1.3最大发声数(Max voices) (2)1.1.4发声数显示(Voices Display) (2)1.1.5内存占用显示(Memory Display) (2)1.1.6弯音幅度(Mod Wheel Range) (2)1.1.7复音推弦开关(Poly Bend Toggle) (2)1.1.8仿真推弦开关(Advanced Bend Toggle) (3)1.1.9延音踏板噪音开关(Hold Pedal Noise Toggle) (3)1.1.10自动颤音开关(Auto Mod Toggle) (3)1.1.11颤音设置(Modulation Settings) (3)1.2MIDI设置 (4)1.2.1MIDI输出开关(MIDI Out Toggle) (4)1.2.2导出模式(Export Mode) (5)1.2.3MIDI吉他模式开关(MIDI Guitar Mode Toggle) (5)1.2.4通道指定(MIDI Channels) (5)1.2.5MIDI通道反转(Invert) (6)1.2.6力度层阈值(Velocity Layer Threshold) (6)1.2.7力度灵敏度(Velocity Sensitivity) (6)1.2.8自动关闭力度开关(Auto Off Velocity Toggle) (6)1.3采样设置(S AMPLE S ETTINGS) (7)1.3.1采样循环模式(Sample Cycle) (7)1.3.2循环重置(Cycle Reset) (8)1.3.3三倍循环模拟(Cycle X 3) (8)1.3.4全局包络(Envelope) (8)1.4R IFFER设置(R IFFER S ETTINGS) (10)1.5显示设置(D ISPLAY S ETTINGS) (12)1.5.1对话框置顶(Dialog Window Always on Top) (12)1.5.2禁用UI 动画(Disable UI Animations) (12)1.5.3禁用OpenGL(Disable OpenGL) (13)1.6自定义参数(C USTOMIZED P ARAMETERS C ONTROL) (13)1.6.1MIDI控制器(MIDI Controller) (13)1.6.2参数微调和重置(Fine adjustment & Value reset) (14)1设置面板(Settings Panel)1.1系统设置(System Settings)1.1.1采样库路径设置(Instrument Path Setting)可将音色库移动到任意位置,并在此设置新路径。
sql语法中settings用法
sql语法中settings用法在数据库管理系统中,sql语法是我们与数据交流的主要工具。
在这个过程中,settings是sql语法中的一个重要组成部分,它用于设定和修改数据库的诸多参数。
然而,在实践中,很多人并未充分理解和运用这个功能强大的工具。
本文将深入探讨sql语法中的settings用法,帮助读者更好地理解和应用这个功能。
一、settings的基本概念settings是sql语法中的一个关键字,用于设置数据库的各种参数,如缓冲区大小、排序区大小、最大连接数等。
这些参数的设定会影响数据库的性能和稳定性。
通过调整这些参数,我们可以优化数据库的性能,提高数据处理的效率。
二、settings的用法1.设定参数:我们可以使用settings关键字来设定数据库的参数。
例如,要设定缓冲区大小,我们可以使用"settingsbuffer_size=1024;"这样的语句。
2.动态调整:我们还可以使用settings来动态调整数据库的参数。
例如,当数据库负载过高时,我们可以临时降低缓冲区大小,以减少内存消耗;当负载降低时,我们可以恢复到原来的设置。
3.多个设置:我们可以同时设置多个参数。
例如,"settingsbuffer_size=1024,sort_area_size=2048;"这样的语句可以同时设定缓冲区和排序区的大小。
三、settings的注意事项1.参数的设定要合理:不同的数据库系统对参数的敏感度不同,过小或过大的参数设置都可能导致性能下降。
因此,在设定参数时,我们需要根据具体的数据库系统和应用场景进行合理的调整。
2.慎重修改已存在的设置:如果已经有一个合理的设置,我们最好不要轻易修改它。
因为修改设置可能会影响到数据库的性能和稳定性,甚至导致系统崩溃。
3.定期监控和调整:我们应该定期监控数据库的性能和参数设置,根据实际情况进行调整。
这样可以确保数据库始终处于最佳的运行状态,提高数据处理效率。
nsenter参数
nsenter参数摘要:1.nsenter 参数简介2.nsenter 参数的作用3.nsenter 参数的使用方法4.nsenter 参数的实例5.总结正文:1.nsenter 参数简介senter 参数是Linux 系统中的一个重要参数,主要用于实现系统调用。
系统调用是操作系统提供给用户程序的一组应用编程接口(API),通过这些接口,用户程序可以请求操作系统提供某种服务,如文件操作、进程管理等。
nsenter 参数在系统调用中扮演着关键角色,它决定了系统调用会被哪个内核模块处理。
2.nsenter 参数的作用senter 参数的主要作用是标识系统调用对应的内核模块。
在Linux 系统中,不同的内核模块负责处理不同的系统调用。
通过设置nsenter 参数,用户程序可以指定某个系统调用由哪个内核模块来处理。
这在一定程度上提高了系统的灵活性和可扩展性。
3.nsenter 参数的使用方法要使用nsenter 参数,用户程序需要将其作为参数传递给系统调用。
在Linux 系统中,通常使用“syscall”函数来实现这一操作。
以下是一个简单的示例:```c#include <stdio.h>#include <sys/syscall.h>int main() {int ret = syscall(66, 0, 0, 0, 0); // 66 是系统调用号,后面的参数依次表示参数1、参数2、参数3 等printf("syscall return value: %d", ret);return 0;}```在这个示例中,我们调用了一个系统调用(系统调用号为66),并将nsenter 参数设置为0。
这意味着该系统调用将由内核模块处理。
4.nsenter 参数的实例在实际应用中,nsenter 参数可以用于实现各种功能,如进程管理、文件操作等。
以下是一个使用nsenter 参数实现进程管理的示例:```c#include <stdio.h>#include <sys/syscall.h>#include <unistd.h>int main() {pid_t pid = fork(); // 创建子进程if (pid < 0) {perror("fork");return -1;} else if (pid == 0) {// 子进程printf("I am child process, PID: %d", pid);exit(0); // 子进程退出} else {// 父进程printf("I am parent process, PID: %d", pid);waitpid(pid, NULL, 0); // 等待子进程退出}return 0;}```在这个示例中,我们使用fork() 系统调用创建了一个子进程。
新代系统时间限制参数-概述说明以及解释
新代系统时间限制参数-概述说明以及解释1.引言1.1 概述引言概述随着科技的不断进步和发展,人们对系统时间的精确度和灵活性要求越来越高。
系统时间限制参数作为一个重要的配置选项,可以设置系统对时间的不同限制。
这些限制参数可以影响系统的运行和行为,因此对于系统管理员和开发人员来说,了解和掌握这些参数的作用和设置是至关重要的。
系统时间限制参数主要涉及系统主时钟的同步、时区设置、时间范围限制以及时间精度控制等方面。
通过设置这些参数,可以确保系统时间与标准时间保持同步,避免时间误差累积导致系统故障;同时,可以根据不同的应用场景和需求,对时间进行灵活的调整和限制,以满足业务运营的需要。
系统时间限制参数的配置与管理是系统运维中的一项重要工作。
合理设置这些参数可以提高系统的稳定性和可靠性,确保系统时间的准确性和一致性。
同时,还可以优化系统的性能和资源利用率,提升系统的运行效率。
本文将详细介绍系统时间限制参数的各个方面,包括其概念和作用、常见的参数设置及其影响、设置这些参数的方法和技巧等。
希望通过对这些内容的分析和讨论,读者能够全面了解和掌握系统时间限制参数的配置与管理,为系统的正常运行和优化提供有效的支持。
在接下来的章节中,我们将依次介绍系统时间限制参数的相关知识和内容。
首先,我们将从文章结构和目的的角度出发,为读者介绍本文的整体框架和内容安排,以及编写本文的目的和意义。
然后,我们将深入探讨系统时间限制参数的各个方面,包括首要要点和未来的展望。
通过阅读本文,读者将全面了解系统时间限制参数的重要性和实际应用,为自己的工作和学习提供有益的参考和指导。
1.2文章结构文章结构在本文中,将分为引言、正文和结论三个部分来探讨新代系统的时间限制参数。
下面将详细介绍每个部分的内容。
1. 引言1.1 概述在此部分,将简要介绍新代系统和时间限制参数的背景和重要性。
解释新代系统在不同领域的应用以及时间限制参数对系统性能和功能的影响。
山龙系统参数设置解析
山龙系统参数设置解析山龙系统是一款全功能、高性能的操作系统,支持多种应用场景和应用程序。
它提供了一系列的参数设置,使用户可以根据自己的需求和应用来优化系统运行效率。
以下是山龙系统参数设置的解析:一、进程管理方面的参数设置1.1、内存管理:内存管理是操作系统重要的一项任务,其对系统性能和稳定性影响很大。
内存管理方面的参数设置包括:最大进程数:系统可以同时运行的最大进程数量;内存映射比率:指定内存映射的最大比率;最大内存限制:指定每个进程可以使用的最大内存限制;进程优先级:在多个进程同时运行时,指定优先级来调度进程的运行。
1.2、CPU 调度算法:CPU 调度算法是指操作系统根据调度策略来分配 CPU 时间片的方式。
山龙系统提供了多种 CPU 调度算法,用户可以根据应用场景来选择:先进先出(FIFO):按照进程到达的先后顺序进行调度;时间片轮转(RR):按照时间片的大小,分配 CPU 时间片;最短作业优先(SJF):根据进程需要的 CPU 时间来分配时间片;优先级调度(Priority):按照进程的优先级来分配 CPU 时间片。
1.3、线程管理:线程是进程的一部分,每个进程都可以包含多个线程。
线程管理方面的参数设置包括:线程数量:指定每个进程可以同时运行的最大线程数量;线程优先级:在多个线程同时运行时,指定优先级来调度线程的运行;线程调度算法:可以根据不同的应用场景,选择不同的线程调度算法。
二、文件系统参数设置文件系统是操作系统的核心组成部分之一,它负责管理文件和目录。
文件系统参数设置包括:2.1、文件系统类型山龙系统支持多种文件系统类型,常见的有 ext3、ext4、NTFS、FAT 等。
2.2、文件类型文件类型对文件访问权限和功能有重要影响,常见的文件类型包括:正常文件、目录、符号链接、设备文件等。
2.3、文件系统扩展性文件系统的扩展性是指文件系统支持添加新功能和能力的能力。
一些常见的扩展性文件系统包括 ZFS、Btrfs 等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
System setup/parameter/General1>Production ExecutionPicking Z Standby : 从feeder的吸件位置Gantry所移动的高度⇨Modul head设备是20 精密head 设备是15Placing Z standby : 置件高度一定要输入25.00.Feeder pitch : feeder和feeder之间的距离⇨MRC是16.00 QUAD是16.00 or 23.00 出厂时16.00 SETTING.Auto Pic Size Limit : 执行Pic时为了看见零件的外观而设置的Size Limit⇨ 5.00Front Ref.feeder No,Rear Ref.feeder No : Feeder的基准号码=> 开始时Front是23号feeder , Rear是73号feeder为基准Part Check Wait Delay :⇨30Belt Mid Time :PWB被LowSpeed Sensor感应之后以中速移动的时间⇨250 ~ 500之间Belt Stop Delay : PWB被Setposition Sensor感应之后以低速移动的时间⇨250 ~ 500之间Pusher down delay : PWB出来时Pusher下降之后过规定的时间后驱动Belt.⇨100Auto PIC Delay : Pic Auto执行时一Step之间停止的时间⇨5001>In PositionOn Picking : 吸件时Motion终了的Position LimitOn VA : 检查零件时Motion终了的Position LimitOn Placement : 置件时Motion终了的Position Limit=> On Picking : XY=0.5 R=1.0 Z=0.3 Z On Up=1.5=> On V A : XY= 0.03 R=0.3 Z=0.2 XY on Offset M.=1.0=> On placement : XY=0.05 R=0.3 Z=0.2 Z on Up=1.0 Place Z Offset=0.3 <注为了提高精密度可以变更On Placement的XY= 0.02 ~ 0.05 R=0.2 ~ 0.5.>2>Setting Pulse : 目前不使用.3>OthersCollision Limit : 只有在10Series有效front,Rear的最小安全间距⇨目前MPS-1010是75.00 MPS-1010P是100.00.System setup/parameter/More1>IntegerDiscard Delay : 扔掉零件时的BlowTime, 是在基本的200msec的Delay⇨设置为0Buzzer Off : 不是Emergency或Error的话就把buzzer Off.⇨开始时设置为0. (0=ON , 1=OFF)Accuracy : 是设置XY Motion Setting Time.⇨国内,Asia地区的设备为1, Quad地区设备为3.CE Door : CE用设备的情况DoorOpen SenSor Type跟基准的是相反.⇨只有QUAD CE用设备时设置为1, 国内用的为0.Feed Task : 开始时设置为0.CR Compensation : Camera检查位置补偿用Mark的使用与否.以Mark的偏差两为基准补偿检查位置.⇨MachinReference P1(FrontModule),P2(RearModule),P3(精密),P4(CSP)⇨需要把检查位置Teching好. (只有在MPS-1020系列,MPS-1010系列适用)⇨开始时设置为1.(0 = 不使用, 1 = 使用)Additional Belt Delay : 使用2段Stopper时与Stopper之间的移动时间⇨开始时设置为0.Back Pusher Condition : PusherinClamp装置在Pusher什么状态下解除.⇨开始时设置为0.. (0 = PusherDown状态, 1 = PusherUp 状态)BlowOffUp : 设置BlowOff后Zasis 是否Up⇨开始时设置为0..Module LED Lock : Front , Rear 零件的同时检查是否可行.⇨开始时设置为1.( 0 = 不可行, 1 = 可行)CRO Offset Compen : 设置是否使用补偿PIC功能(KKK Data使用)⇨开始时设置为1.(0 = KKK Data不使用, 1 = KKK Data使用)Z Height Check : XY Motion开始时要不要检查Z轴的高度.⇨开始时设置为1.(为了确认Nozzle损坏的情况)PIC BackLight : 置件位置补偿PIC功能使用时零件检查方法⇨开始时设置为0.Vaccum Tack Senser : 设置NewVaccumTank Pressure Sensor的使用与否⇨开始时根据设备来设置.(只有MPS-1010系列使用)⇨( 0 = 不使用, 1 = 使用) 注MPS-1030,1020系列现在是没有.Conveyor Width Mark : 是Conveyor自动调节宽度的确认用Mark的Pixel.⇨开始时设置为0 (使用时在MsetUp/Machin/Option里设置Auto-adjustConveyorWidth)⇨(0 = Conveyor Wisth Mark不使用, 使用时= 输入Conveyor Mark的Pixel值)ShuttleOutSpeed : Shuttle Conveyor的排出速度是Check Mode时会以Low Speed运转.⇨开始时设置为0.(使用Shuttle时要设置为1)Low Vacuum Level : 是置件前检查Vacuum Level如果是设置值以下的话就把零件扔掉.⇨开始时设置为200.(注在MsetUp/Machin/option/More里LowVacuumDisCard 1时适用)⇨在New Vsc B/D 不适用.New Cooling IO : 适用于装有Cooling b/d的设备⇨old Type: 温度上升到一定程度以上后减速到50%的情况= 0(Nx12 #06 Module 的10 ,11,12,13,14,15都Off的状态下温度上升的话10,11,12,13,14,15中有一个会ON)⇨New type: 温度上升到一定程度以上后一起使用50%减速和停止的情况= 1 (Nx12 #06 Module 的10 ,11,12,13,14,15都ON.50%减速时NX12的#6 - 10,11,13,14中有一个OFF.停止时NX12的#6 –12,15中有一个OFF.)⇨开始时设置为1(注要确认NX12 Old Type时设置为0)Buzzer Off Time : Buzzer On后过一定时间后自动Buzzer Off⇨开始时设置为0.2>FloatVery Short : 为了减速的微小的移动距离(50%)⇨开始时设置为1500.00.Short Distance : 为了减速的微小的移动距离(70%)⇨开始时设置为3000.00.Module Xpitch : Module Camera CalibRation Tool的X Pitch⇨开始时设置为3.3.Sub Stopper Pitch : Main Stopper和Center Stopper的距离⇨开始时设置为180(要指定Sub Stopper Pitch并且没必要测量)Home Pulse Difference : Y-asis Slave Homing时被使用并设置Y1值和Y2值的差⇨开始时设置为150(注Y-asis Slave Homing设置好之后才会动作)place Time : Z轴下到PWB面后10msec之后才会做Z轴的Up动作.⇨开始时设置为10(注最小是5msec以上并可根据状况来改变)Increase Rate for Placing : 1000次的Placing中有1次以上过早地(实际上Z轴没有到达PWB面之前)真空被破坏的时候跟上述设置的Place Time无关而实际上在实际Place Time上增加1msec.⇨开始时设置为0.001.F_50 ,I_45. I_46, I_47, I_48, I_49, I_50目前不使用(开始时设置为0)System setup/Machine/Option/General1>Model : 选择适合目前MPS的设备2>General OptionTF usage : TF 的使用与否TSU usage : TSU 的使用与否Auto-adjust conveyor Width : 设置Conveyor自动调节宽度的功能CSP Camera Use : CSP Camera 的使用与否Outlet Conveyor Use :. Outlet Conveyor的使用与否Auto Homing : 设置Main Power On时自动的Home Check的使用与否.3>Machine OptionsInterlock Usage : Door Open时Motion XY轴会ServoOffPre-Blow On : 一直设置为0Main-Stopper usage : Main-stopper 的使用与否FrontFloating , RearFloating : feeder Cover Open时停止设备.4>Machine Calibration : Machine Calibration坐标的使用与否5>FrontFeeder Type,RearFeeder Type : feeder Type 的使用与否⇨Air = Air feeder 使用时, Intelligent =MRC Feeder使用时, AutoMatic = Quad Feeder使用时System setup/Machine/Option/More1>More Machine OptionsTwo Stopper Use : 设置Center Stopper的使用与否.⇨开始时设置为0(User 必要使用时设置为1)Back Pusher Use : Pwb 固定Back Pusher 使用与否的设置.⇨开始时设置为0 (User必要使用时设置为1)Y-asis Slave Homing : Y轴Slave Homing位置使用与否的设置⇨开始时设置为1.(注Linear Motor Type时)2> MoreVacuum Tank : New VacuumTank的使用与否的设置⇨开始时确认后再设置( 0 = Vacuum Tank 没有, 1 = V acuum Tank 有)LM Temperature : Linear Motor根据温度的速度变化功能是否使用的设置.⇨开始时确认后再设置( 0 = LM Temperature 没有, 1 = LM Temperature有)Placing Reorder : 目前不要使用⇨开始时设置为0.Pick Correction : 是否使用零件吸件位置自动补偿功能.⇨开始时设置为0.Flash BackUp : 是否要随时把Data自动Back的设置.⇨开始时设置为0More Run Info : 是否使用作业时把情报从MCS传到GUI的功能⇨开始时设置为1.Conveyor Reverse :⇨开始时设置为0.Low Vacuum Discard : Low Vacuun Level值的使用与否LED IO Type :⇨开始时设置为0.Power Box Type : old Type 是放在Front.New Type是放在Rear, 是以chang Kit形式.⇨开始时确认后再设置( 0 = Old Type , 1 = New Type)VSC Mode : 不使用NX12 Module并和308B/D通信, 控制Vacuum sol 及Blow(虽然&VSC Optio n独立使用是可以的, 但是只有选择Vacuum TankOption的时候才能得到最佳的结果.)⇨开始时确认后再设置.( 0 = Old VSC +Nx12 , 1 = New VSC )VSC Auto Set : Place Time 和Increase Rate for Placing的值是否使用.⇨开始时确认后再设置(0 = 不使用, 1 = 使用)O-33, O-34, O-35, O-36, O-37, O-38, O-39,目前不使用⇨开始时设置为0.。