复合钢管中镍基合金喷焊层对焊缝裂纹敏感性的影响
增材制造镍基高温合金裂纹形成机理及控制方法
增材制造镍基高温合金裂纹形成机理及控制方法1.增材制造过程中,镍基高温合金易于出现裂纹。
During additive manufacturing, nickel-based high-temperature alloys are prone to cracking.2.裂纹对零件的性能和可靠性会产生严重影响。
Cracks can severely affect the performance andreliability of the parts.3.裂纹主要形成于快速冷却过程中。
Cracks mainly form during rapid cooling.4.在增材制造过程中,要尽量避免快速冷却。
In additive manufacturing, it is important to avoid rapid cooling as much as possible.5.控制加热和冷却速度可以有效降低裂纹的发生率。
Controlling the heating and cooling rates can effectively reduce the occurrence of cracks.6.合适的预热可以减少材料的残余应力。
Proper preheating can reduce the residual stress in the material.7.合理的工艺参数设置对于裂纹的控制至关重要。
Proper process parameter setting is crucial for controlling cracks.8.对材料的选择也会影响裂纹的形成。
Material selection also affects the formation of cracks.9.使用精细的粉末和合适的喷嘴可以减少裂纹的产生。
Using fine powder and suitable nozzles can reduce the formation of cracks.10.合适的气氛保护可以有效预防氧化带来的损坏。
几种焊缝热影响区裂纹的成因及对策研究
几种焊缝热影响区裂纹的成因及对策研究焊接是一种常见的连接方法,但焊接过程中会产生热影响区裂纹,这对焊接质量和安全性都有很大影响。
本文将从几种常见的焊缝热影响区裂纹成因入手,探讨对策研究。
一、晶间腐蚀裂纹
晶间腐蚀裂纹是由于焊接过程中,焊缝热影响区内的晶粒边界处发生了腐蚀而引起的。
这种裂纹的成因主要是焊接材料的化学成分和焊接工艺的选择不当。
对策研究应该从以下几个方面入手:选择合适的焊接材料,控制焊接工艺参数,采用适当的焊接方法。
二、热裂纹
热裂纹是由于焊接过程中,焊缝热影响区内的应力超过了材料的承受能力而引起的。
这种裂纹的成因主要是焊接过程中的温度变化和应力集中。
对策研究应该从以下几个方面入手:控制焊接过程中的温度变化,采用适当的焊接顺序,减少应力集中。
三、冷裂纹
冷裂纹是由于焊接后,焊缝热影响区内的残余应力和冷却过程中的收缩应力引起的。
这种裂纹的成因主要是焊接后的残余应力和冷却过程中的收缩应力。
对策研究应该从以下几个方面入手:控制焊接后的残
余应力,采用适当的焊接顺序,控制冷却速度。
综上所述,焊缝热影响区裂纹的成因主要有晶间腐蚀裂纹、热裂纹和
冷裂纹。
对策研究应该从选择合适的焊接材料、控制焊接工艺参数、
采用适当的焊接方法、控制焊接后的残余应力、采用适当的焊接顺序、控制冷却速度等方面入手。
只有这样,才能有效地预防焊缝热影响区
裂纹的产生,提高焊接质量和安全性。
焊接工艺对690镍基合金焊丝熔敷金属高温失塑裂纹敏感性影响研究

焊接工艺对690镍基合金焊丝熔敷金属高温失塑裂纹敏感性影响研究谷雨;张俊宝;黄逸峰;左波;余燕【摘要】针对690镍基合金熔敷金属高温失塑裂纹敏感性问题,采用基于Gleeble-3500热力耦合试验机的STF试验,开展焊接工艺对国产化690镍基合金焊丝WHS690M熔敷金属高温失塑裂纹敏感性的影响研究,并与进口Inconel52M焊丝试验结果进行对比分析.试验表明,熔敷金属高温失塑裂纹最小临界应变出现在1 050℃附近,焊接热输入对最小临界应变影响较小,相比于大面积堆焊熔敷层,对接焊缝熔敷金属临界应变降低,高温失塑裂纹敏感性提高.【期刊名称】《电焊机》【年(卷),期】2019(049)004【总页数】5页(P206-210)【关键词】690镍基合金焊丝;STF试验;高温失塑裂纹【作者】谷雨;张俊宝;黄逸峰;左波;余燕【作者单位】上海核工程研究设计院有限公司,上海200233;上海核工程研究设计院有限公司,上海200233;上海核工程研究设计院有限公司,上海200233;上海核工程研究设计院有限公司,上海200233;上海核工程研究设计院有限公司,上海200233【正文语种】中文【中图分类】TG441.80 前言690镍基合金抗应力腐蚀性能优异,在高温下能保持较高的塑性和韧性。
目前在核电工程中广泛应用于传热管,蒸汽发生器水室封头隔板、给水环组件,反应堆压力容器驱动管座,以及测量系统的管座和套管中。
690镍基合金焊接材料在核电设备焊接中的应用更为广泛,不仅用于镍基母材的对接焊,还用于异种金属结构的焊接以及耐蚀层堆焊中,如安全端焊接、耐蚀层堆焊等[1]。
由于镍基合金熔池金属粘度高、流动性差等固有属性,690镍基合金熔敷金属具有较高的裂纹敏感性,尤其是高温失塑裂纹(DDC)敏感性。
DDC是一种发生在固相线以下某一温度区间(通常为熔点温度的0.5~0.8倍)的微小沿晶裂纹,常规的无损检测方法难于发现。
核电设备在高温高压以及腐蚀环境下服役,这就要求熔敷金属不仅具有高塑性、高韧性的特点,而且还要具备较高的耐腐蚀和足够的断裂韧性及抗疲劳性能。
镍基690焊缝金属组织、性能及抗裂性研究
镍基690焊缝金属组织、性能及抗裂性研究镍基690焊缝金属组织、性能及抗裂性研究摘要:镍基合金690是一种常用的高温合金材料,具有优异的耐腐蚀和高温性能。
在高温工作环境下,焊接是常见的加工方式。
然而,焊缝区域的显微组织和性能对整体材料的性能至关重要。
因此,本研究对镍基690焊缝的金属组织、性能和抗裂性进行了综述和分析,以提供指导和参考。
1. 引言镍基合金690广泛应用于石油化工、核工程和航空航天等领域。
焊接是将不同部件或材料通过加热与压力相结合的一种技术,能够满足复杂结构的制造需求。
然而,由于焊接热循环的存在,焊缝区域的金属组织、性能和抗裂性可能会发生变化。
2. 焊缝金属组织焊缝金属区域主要包括在焊接过程中形成的搅拌区、热影响区和焊缝凝固区。
搅拌区是由焊丝和母材之间的摩擦产生的。
热影响区是焊接过程中经历了高温区域但未熔化的区域。
焊缝凝固区是焊接过程中经历了熔化和凝固的区域。
3. 焊缝金属性能焊缝金属的性能可以通过硬度、抗拉强度、屈服强度、冲击韧性和抗蠕变性等指标来评估。
一般情况下,焊缝区域的硬度较高,抗拉强度和屈服强度相对较低,而冲击韧性和抗蠕变性则因焊缝金属的显微组织类型而有所不同。
4. 焊缝金属抗裂性焊缝金属的抗裂性是一个重要的性能指标,特别是在高温和高应力环境下。
晶间腐蚀和晶界疲劳是导致焊缝金属开裂的主要因素之一。
此外,焊接过程中的残余应力也会影响焊缝金属的抗裂性。
因此,合理的焊接工艺和后续热处理是提高焊缝金属抗裂性的重要措施。
5. 结论与展望镍基690焊缝金属的显微组织、性能和抗裂性直接影响着整个焊接结构的可靠性和使用寿命。
通过合理选择焊接工艺、优化热处理和加强焊缝区域的监控,可以有效提高镍基690焊缝金属的性能和抗裂性。
未来的研究可以继续深入探究焊缝金属的微观组织演变机制和抗裂性影响因素,以进一步优化焊接工艺和提高焊缝金属的性能。
关键词:镍基690;焊缝金属;金属组织;性能;抗裂性综上所述,镍基690焊缝金属的显微组织、性能和抗裂性对焊接结构的可靠性和使用寿命起着重要作用。
镍基合金焊缝高温失塑裂纹形成机制和调控研究进展
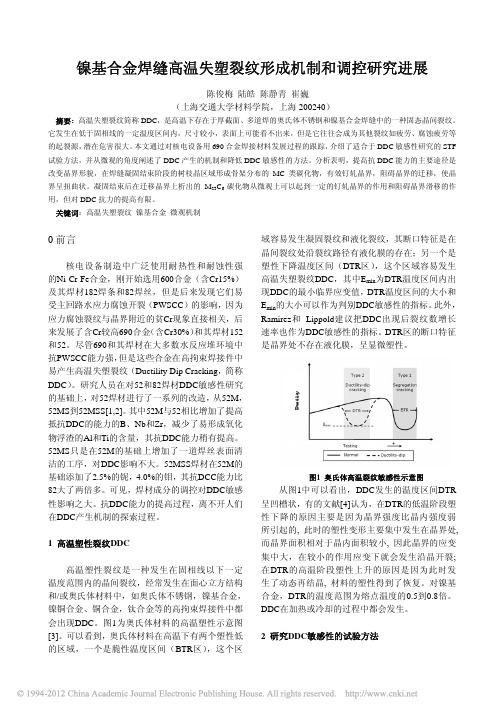
镍基合金焊缝高温失塑裂纹形成机制和调控研究进展陈俊梅陆皓陈静青崔巍(上海交通大学材料学院,上海200240)摘要:高温失塑裂纹简称DDC,是高温下存在于厚截面、多道焊的奥氏体不锈钢和镍基合金焊缝中的一种固态晶间裂纹。
它发生在低于固相线的一定温度区间内,尺寸较小,表面上可能看不出来,但是它往往会成为其他裂纹如疲劳、腐蚀疲劳等的起裂源,潜在危害很大。
本文通过对核电设备用690合金焊接材料发展过程的跟踪,介绍了适合于DDC敏感性研究的STF 试验方法,并从微观的角度阐述了DDC产生的机制和降低DDC敏感性的方法。
分析表明,提高抗DDC能力的主要途径是改变晶界形貌,在焊缝凝固结束阶段的树枝晶区域形成骨架分布的MC类碳化物,有效钉轧晶界,阻碍晶界的迁移,使晶界呈扭曲状。
凝固结束后在迁移晶界上析出的M23C6碳化物从微观上可以起到一定的钉轧晶界的作用和阻碍晶界滑移的作用,但对DDC抗力的提高有限。
关键词:高温失塑裂纹镍基合金微观机制0前言核电设备制造中广泛使用耐热性和耐蚀性强的Ni-Cr-Fe合金,刚开始选用600合金(含Cr15%)及其焊材182焊条和82焊丝,但是后来发现它们易受主回路水应力腐蚀开裂(PWSCC)的影响,因为应力腐蚀裂纹与晶界附近的贫Cr现象直接相关,后来发展了含Cr较高690合金(含Cr30%)和其焊材152和52。
尽管690和其焊材在大多数水反应堆环境中抗PWSCC能力强,但是这些合金在高拘束焊接件中易产生高温失塑裂纹(Ductility Dip Cracking,简称DDC)。
研究人员在对52和82焊材DDC敏感性研究的基础上,对52焊材进行了一系列的改造,从52M,52MS到52MSS[1,2]。
其中52M与52相比增加了提高抵抗DDC的能力的B、Nb和Zr,减少了易形成氧化物浮渣的Al和Ti的含量,其抗DDC能力稍有提高。
52MS只是在52M的基础上增加了一道焊丝表面清洁的工序,对DDC影响不大。
镍合金材料的热裂纹行为与预防研究
镍合金材料的热裂纹行为与预防研究摘要:镍合金是一种优良的高温材料,广泛应用于航空、石化、能源等领域。
然而,在高温条件下,镍合金材料存在热裂纹问题,严重影响了其力学性能和寿命。
本文对镍合金材料的热裂纹行为以及预防研究进行综述,以期为相关领域的工程应用提供参考。
1. 引言镍合金材料具有优异的耐高温、耐腐蚀和良好的力学性能,因此在航空、石化、能源等领域得到广泛应用。
然而,在高温环境下,镍合金材料容易出现热裂纹问题,从而降低了其强度和寿命。
因此,深入研究镍合金材料的热裂纹行为以及预防措施具有重要意义。
2. 镍合金材料的热裂纹行为2.1 热裂纹的形成原理镍合金材料的热裂纹主要是由于高温下的残余应力和应变引起的。
当材料在高温下受到外力作用时,会发生塑性变形,这导致材料内部的残余应力和应变增加。
一旦残余应力和应变达到临界值,就会导致材料的热裂纹形成。
2.2 影响热裂纹形成的因素热裂纹的形成受到多种因素的影响。
首先,材料的组织结构对热裂纹的形成具有重要影响。
晶粒尺寸的大小和分布均匀性会显著影响裂纹的扩展路径和速率。
其次,热裂纹的形成还受到材料的化学成分和热处理工艺的影响。
一些元素的添加和适当的热处理工艺可以有效抑制热裂纹的形成。
3. 预防研究方法3.1 材料设计与合金优化通过合金的设计和优化可以改善镍合金的抗热裂性能。
例如,在镍合金中添加一些强化相和稳定化元素,可以提高材料的强度和塑性,减少裂纹的扩展速率。
此外,对合金的热处理工艺进行优化也能够改善镍合金的抗热裂性能。
3.2 残余应力与应变的控制控制残余应力和应变是有效预防热裂纹形成的关键。
在材料的制备过程中,可以通过控制冷却速率、应变速率等参数来降低残余应力和应变的产生。
此外,合理的焊接工艺和焊接参数的选择也能有效控制热裂纹的形成。
3.3 快速冷却和压力应力改善技术快速冷却技术可以有效防止热裂纹的形成。
快速冷却能够减小残余应力和应变的大小,从而降低了热裂纹的形成风险。
镍基耐蚀合金的焊接性能研究

镍基耐蚀合金的焊接性能研究镍基耐蚀合金是一种广泛应用于化工、石油、航空等领域的重要金属材料。
在使用过程中,耐蚀合金往往需要通过焊接来连接不同部件,以提供结构强度和功能性。
然而,由于镍基耐蚀合金具有特殊的成分和微观组织结构,其焊接性能受到许多因素的影响。
本文旨在研究镍基耐蚀合金的焊接性能,并对相应的研究成果进行总结。
首先,镍基耐蚀合金的焊接性能主要涉及到焊接接头的力学性能和耐腐蚀性能。
力学性能包括焊缝强度、硬度和塑性等指标,而耐腐蚀性能则主要表现为焊接接头在腐蚀介质中的抗腐蚀能力。
这两个方面的性能直接影响到镍基耐蚀合金焊接结构的可靠性和使用寿命。
针对镍基耐蚀合金的焊接接头的力学性能,国内外的研究主要集中在焊缝强度和硬度方面。
其中,焊缝强度受到合金成分、焊接工艺、焊接材料等因素的影响。
一些研究表明,选择合适的焊接材料和焊接工艺可以提高焊缝强度。
此外,基于镍基耐蚀合金的独特组织结构,合理控制焊接过程的热影响区可以减小焊缝区域的硬度差异,提高焊接接头的整体硬度均匀性。
对于镍基耐蚀合金焊接接头的耐腐蚀性能而言,主要考虑的是焊接接头在腐蚀介质中的抗腐蚀能力。
研究发现,焊接过程中形成的热影响区和焊接金属区域的组织结构差异会影响焊接接头的耐腐蚀性能。
一些学者通过优化焊接工艺,使焊接接头具有更好的耐腐蚀性能。
此外,采用合适的焊接辅助材料,如焊接填料和保护气体,可以减少氧化、夹杂物等缺陷的产生,进一步提高焊接接头的耐腐蚀性能。
在实际应用中,镍基耐蚀合金的焊接性能还需要考虑到温度、应力等外部环境因素对焊接接头的影响。
例如,在高温和高应力环境下,焊接接头可能出现应力腐蚀开裂等问题。
因此,研究人员也关注了镍基耐蚀合金焊接接头的高温和高应力应变下的力学性能和耐蚀性能。
为了研究镍基耐蚀合金的焊接性能,许多实验方法和数值模拟技术被广泛应用。
实验方法主要涵盖了焊接试样的制备、焊接工艺的选择和焊接接头的力学性能测试等,通过实验可以获取焊接接头在不同条件下的性能数据。
镍基合金喷焊钢管显微分析与强度测试
黑
龙
江
大 学
工
程
学
报
Vo I . 4 。 No . 3 Au g ., 2 0 1 3
J o u r n a l o f E n g i n e e r i n g o f He i l o n g j i a n g Un i v e r s i t y
wa s u s e d t o p r o d u c e r e f r a c t o r y s t e e l t u b e c o v e r e d wi t h c o a t i n g s b y o x y a c e t y l e n e f l a me s p r a y we l d i n g
炉钢管表面制备镍基合金 喷焊层 ,分别应用 OM、S E M、E D S 、T E M 等方 法分析喷焊管 表面与横截 面的显微组 织 、形 貌、元素分布及喷焊层 的物相结构 。通过压弯实验测定 喷焊管 的弯 曲强度 ,观察 喷焊管 的弯 曲变形规律 。 结果表明 ,喷焊层 内的基体相为 7 - Ni 固溶体 ,基体相 内有针状 C r 、Mo碳化物 第二相 弥散 分布 ,C u 、Mo 在
WANG J i a n , WA N G P u - y u ,AN We n - y u, J I ANG Z i - s h i ,Z HA N G J i n - t a o ,Z HA N G L i - y i n g
( S c h o o l o f P h y s i c a l S c i e n c e a n d Te c h n o l o g y , He i l o n g j i a n g Un i v e r s i t y ,Ha r b i n 1 5 0 0 8 0 ,C h i n a )
焊接工艺对接头热裂纹敏感性的研究

焊接工艺对接头热裂纹敏感性的研究引言:焊接是一种常见的金属连接方法,广泛应用于工业领域。
然而,焊接过程中可能会出现一些问题,其中之一就是接头热裂纹。
接头热裂纹是由于焊接过程中产生的残余应力和变形引起的,给焊接结构的强度和可靠性带来了威胁。
因此,研究焊接工艺对接头热裂纹敏感性的影响,对于提高焊接质量和性能具有重要意义。
1. 热裂纹的成因热裂纹是由于焊接过程中产生的残余应力和变形引起的,其形成机理复杂而多样。
一般来说,热裂纹的形成需要满足以下条件:高应力、低塑性、易于变形的区域存在,以及足够的时间供裂纹扩展。
焊接过程中,由于焊接区域的局部加热和冷却,会引起材料的收缩和变形,从而产生残余应力。
当残余应力超过材料的抗拉强度时,就会导致热裂纹的形成。
2. 影响接头热裂纹敏感性的因素焊接工艺中的一些参数和条件会对接头热裂纹的敏感性产生影响。
首先,焊接电流和电压的选择对于热裂纹敏感性具有重要作用。
过高的电流和电压会导致焊接区域的过热,增加残余应力的大小,从而增加热裂纹的风险。
其次,焊接速度也是一个重要的因素。
过快的焊接速度会导致焊接区域的温度梯度过大,增加热裂纹的形成可能性。
此外,焊接材料的选择和预热温度的控制也会对热裂纹敏感性产生影响。
3. 减少接头热裂纹的方法为了减少接头热裂纹的发生,可以采取一些措施。
首先,合理选择焊接工艺参数,控制焊接电流、电压和速度,以及预热温度,使其在合适的范围内。
其次,选择合适的焊接材料,尽量选择具有良好可塑性和韧性的材料,以降低热裂纹的敏感性。
此外,采用预热和后热处理等方法,可以有效减少焊接过程中产生的残余应力和变形,从而降低热裂纹的风险。
4. 焊接工艺对接头热裂纹敏感性的研究进展近年来,对焊接工艺对接头热裂纹敏感性的研究不断深入。
研究者通过实验和数值模拟等方法,探究了焊接工艺参数、材料性能、残余应力和变形等因素对热裂纹敏感性的影响。
研究结果表明,合理选择焊接工艺参数和材料,以及采用适当的热处理方法,可以有效降低接头热裂纹的发生率。
镍钢复合制品的激光焊接工艺及其对接头性能的影响

镍钢复合制品的激光焊接工艺及其对接头性能的影响激光焊接技术作为一种高效、精确、无污染的焊接方法,在工业制造领域得到了广泛应用。
针对镍钢复合制品的激光焊接工艺,本文将探讨其工艺参数和工艺优化,并分析其对接头性能的影响。
一、镍钢复合制品的激光焊接工艺参数在进行镍钢复合制品的激光焊接时,合理选择和控制焊接工艺参数是确保焊接质量的关键。
激光功率、焊接速度、焊缝形式以及焊接剂的选择等因素都会对焊接质量产生直接影响。
1. 激光功率激光功率是指激光焊接过程中单位时间内传输出的能量,对焊接速度和焊接质量都有较大影响。
过高的激光功率可能导致焊缝溶池溢出或熔渣残留,而过低的激光功率则可能导致焊缝不完全熔合。
因此,在镍钢复合制品的激光焊接中,需要根据材料的特性和焊接要求进行合理调整激光功率。
2. 焊接速度焊接速度是指焊接过程中焊接头的行进速度。
合适的焊接速度可以保证焊缝形式的准确和焊缝结构的均匀性。
过快的焊接速度可能导致焊接头燃气不够充分,造成气孔等缺陷;过慢的焊接速度则可能导致焊接头过度加热,使得焊缝产生裂纹。
因此,在选择焊接速度时,需要综合考虑材料的特性和焊接要求。
3. 焊缝形式焊缝形式直接影响着焊接区域的热影响区域和气体保护环境。
在镍钢复合制品的激光焊接中,常用的焊缝形式包括槽型、角型和蜂窝型等。
不同的焊缝形式对接头性能的影响也有所差异。
例如,槽型焊缝形式具有较高的焊接强度和韧性,但焊接后的应力集中较大;而角型焊缝形式则具有较好的应力分散性能,但焊接强度和韧性较低。
因此,在选择焊缝形式时,需要考虑到焊接要求和实际应用环境。
4. 焊接剂的选择焊接剂在激光焊接中起到了保护焊缝和调节焊接过程的作用。
在镍钢复合制品的激光焊接中,常用的焊接剂有惰性气体和活性气体。
惰性气体例如氩气具有良好的防护性能,但其热传导性较差;而活性气体例如氮气则具有较好的热传导性能,但也容易产生气孔。
因此,在选择焊接剂时,需要根据实际焊接要求进行合理调整。
镍基合金的缺点
镍基合金的缺点
1.价格昂贵:由于其优异的性能和特殊的材料组成,镍基合金的价格往往比其他材料更昂贵。
2.难加工:镍基合金具有高硬度和强度,使得它们更难加工和钻孔,需要使用更高级别的工具和技术。
3.易开裂:镍基合金在高温和高应力环境下容易开裂,需要注意处理和加工过程中的热处理和冷却措施。
4.耐腐蚀性不足:虽然镍基合金是一种腐蚀性较低的材料,但在某些情况下,如强酸和强碱等特殊环境下,仍然会受到腐蚀。
5.对环境的影响:镍基合金中包含的成分对环境有一定的影响,特别是在处理和回收过程中需要注意材料的处理和排放问题。
- 1 -。
镍基合金复合管道焊接工艺的推广和应用
镍基合金复合管道焊接工艺的推广和应用The manuscript was revised on the evening of 2021镍基合金复合管道焊接工艺的推广和应用摘要:镍基合金复合钢管具有良好的韧性、强度,以及耐各种形式腐蚀的性能,目前广泛应用于高压高含硫气田施工中。
在普光气田安全隐患排查工程中,原料气管线全部更换为镍基合金复合管道,为提高功效保证焊接质量,该工程采用了新的焊接工艺(GTAW+P+MIG),依托本工程进行推广和应用。
关键字:镍基复合管;GTAW+P+MIG;背部充氩保护装置;焊接工艺1、简介镍基合金复合材料作为一种新型材料[1],其同时兼具低合金钢的韧性和强度,及镍基合金全面的耐腐蚀性能,因而在高压高含硫气田施工中得到广泛的应用。
普光气田作为高含硫气田,受条件限制,在建设初期并未采用镍基合金材料进行施工。
在2016年,普光净化厂原料气管线安全隐患治理工程中,设计将原料气管线进行材质升级,将原有管道更换成镍基合金复合钢管(Q245R+N08825),规格为φ711×(32+3)mm、φ610×(28+3)mm、φ508×(24+3)mm。
目前,镍基合金复合管道的焊接方法主要有GTAW(打底)+SMAW(填充、盖面);TIP TIG焊打底、填充、盖面。
该工程使用的镍基合金复合管材,因管径和基层厚度较大,采用GTAW(打底)+MIG(填充、盖面)的焊接方法。
相比以上两种方法,该方法具有更高的焊接效率和焊接可靠性。
经中石化第十建设公司进行焊接工艺评定,焊缝各项性能均满足设计要求。
因此,本工程最终确定采用GTAW(打底)+MIG(填充、盖面)的焊接方法进行施工焊接。
2、施工机具准备(1)焊接设备氩弧焊:低频脉冲钨极氩弧焊(GTAW+P),设备型号山大奥太WSM-400。
该设备能够实现焊接电流在恒流与脉冲之间的自由调节,在选用脉冲电流焊接时,通过调节基值、峰值、脉冲频率以及占空比等参数,能有效降低焊接热输入,获得性能更优的焊缝。
镍基耐蚀材料焊接结晶裂纹敏感性的研究现状与趋势
n, g
ts e tme
, f r t n me h i , h f Mn f o ma i c 蛐 锄 o l h ∞ k蜘 r
0 前
言
括 : 调 拘 束 试 验 ( a s a tT s) P R 试 验 ( r— 可 V r t i et 、 V e rn Po
ga m e e e o u gr t t r i t V r r ns s s )和 SG J 试 验 等 。 m rr fm ie IMA I G
验( 2 , 平 板拉伸试样 加载 拉伸 至屈服 强度后 , 图 )对 在 试 样 上 堆 焊 固 定 长 度 的 焊 缝 ( 接 过 程 中 试 样 的 焊
伸 长 率 由 1 m/ i 性 增 长 至 6 m rn , 定 0 r r n线 a a 0r / i) 测 a a
冷 却 过 程 中试 样 上 裂 纹 萌 生 点 对 应 的 伸 长 率 , 此 以
维普资讯
焊接
2o ( ) o6 2
・ 5 ・ l
J
— J
J 书
I专题综述 l
q , — —f — f — r — —f
镍基耐蚀材料焊接结晶裂纹敏感性的研究现状 与趋势
机械 科 学研 究院哈 尔滨焊接研 究所 (500 10 8)
镍基 耐 蚀 材 料 是 应 用 于 核 能 发 电设 备 的关 键 材 料 。从 核 电站 的历 史 和 发展 趋 势 来 看 , 基 耐 蚀 材 料 镍 在核容 器 中所 占 的 比例 在 不 断 增 加 , 料 类 型 也 在 不 材 断变化 和改 进 。 由于核级 设 备 的高 安 全性 和高 可靠 性
来 评 定 抗 裂 性 能 ; od iL 于 1 8 G own 3 9 7年 采 用 SG J IMA I G
La和Mg对HS690镍基合金锻造裂纹敏感性的影响

提 高合 金 的高 温 塑 性 和高 温 强 度 , 时 可 以 改 善 合 金 同
的焊 接性 能 。
稳压 器等 反应 堆一 回路 的关 键 部件 焊 接 中。 由于 核 反
应堆一 回路设备 在 高温 、 高压 、 照 和 动 载等 十分 恶 劣 辐 的环境 工 作 , 之核 设备 的使 用 安全 性 要 求 极 高 , 加 使得
Mg试 验 结 果 表 明 :a+ , L Mg含 量 超 过 一 定 值 时 , 锭 锻 造 开 坯 时 , 表 面 及 其 内 部 产 生 大 量 裂 纹 , 使 锻 件 报 废 。 铸 在 致 因此 适 当控 制 两 者 的 含 量 是 十 分 必 要 的 , 下 一 步 后 序 加 工 打 下 基 础 。 同 时 , 低 硫 含 量 范 围 内加 入 稀 土 ,a 不 为 在 L起
是 否有 脱硫 效果 。 1 试 验设 备和 材料
H 6 0焊丝 的 制 备 工 序 主 要 是 真 空 感 应 冶 炼 铸 S9
锭 , 造开 坯 , 锻 轧制 和 多道 拉的焊 丝 。不 管 是 哪一 道 工 序 出 现 问
试验研究 r 蜉掳
L a和 Mg对 HS 9 6 0镍 基 合 金 锻 造 裂 纹 敏 感 性 的 影 响
机械 科 学研 究 院哈 尔滨 焊接研 究所 ( 5 0 0 10 8 ) 王吉 孝 霍 树斌 陈佩 寅 庞 凤祥
摘要
采 用 真 空感 应 熔 炼 , 选 原 材 料 , 用 M O坩 埚 , H 6 0镍 基 合 金 中加 入 一 定 含 量 的 稀 土 L 和 金 属 精 使 g 在 S9 a
合金 的 电子空 位数 来控 制合 金 成 分 以保 证 合 金 中不产 生 等 脆性 相 … 。真空 感应 熔炼 是 生产 超 纯净 钢 及合
镍-钢复合板压力容器焊接裂纹的分析及优化工艺
镍-钢复合板压力容器焊接裂纹的分析及优化工艺作者:谷红杰来源:《名城绘》2020年第04期摘要:经过对复合钢板压力容器部件的现场焊接试验,研究了镍-钢复合板压力容器在焊接过程中的性能变化和失效形式。
为了避免在压力容器制造过程中发生焊接裂纹,依据裂纹产生的特性,提出了优化焊接质量的工艺控制方式,使焊接接头不仅可以满足强度需要,还能防止因为镍-钢复合板因膨胀指数偏差大而造成的热裂纹,这样解决了镍-钢复合板里的焊接问题。
关键词:镍-钢复合板压力容器;焊接裂纹;优化工艺随着化工领域的迅速发展,国家对化工工业生产质量的要求也愈来愈高。
工业纯镍N6在许多腐蚀环境里呈现出比较良好的耐腐蚀性能,特别是对耐烧碱的腐蚀。
所以,N6变成了各类苛刻腐蚀环境里愈来愈普遍运用的金属材质。
镍-钢复合板是一类新型复合材料,尽管国家已经颁布了有关用于压力容器爆炸钢板的标准,但是欠缺相对应的焊接工艺使用准则,让焊接工作人员在实行焊接过程中的焊接技术只能凭借经验实施焊接。
在实施焊接过程中,因为镍与钢存在较大差异的焊接性能,其热膨胀性能差异相对比较大,所以焊接的时候很容易造成焊接裂纹的产生,同时多次返修对设备强度和刚度影响很大。
怎样确保覆板和钢板在焊接时不造成焊接裂纹,并且保证覆层的耐腐蚀性能就成了制造镍-钢复合板焊接工艺里的重要问题。
1问题描述某个公司接受委托生产制造了一批水解反应釜,其内容材质设计是24+7mm基层厚度为Q345R的镍—钢复合板,其技术参数例如表一所示。
因为厂家焊接人员欠缺经验,经过现场对焊接接头检查,有近百分之八十的焊接接头发现肉眼可见的焊接裂纹,其中以沿着晶界的纵向裂纹是核心,最长贯穿全条裂缝[1]。
2原因分析因为这批产品所运用的复合钢板覆层材质是N6,采用标准是《压力容器用复合爆炸钢板》、《加工镍及镍合金化学成分和产品形状》。
它的微观构成是单相奥氏体构成,存在良好的韧性和塑性。
其液态凝固进程里不出现相变,但很容易和S、P、O等元素组成低熔点类型的共晶体,从而很容易引发热裂纹。
复合钢管中镍基合金喷焊层对焊缝裂纹敏感性的影响

复合钢管中镍基合金喷焊层对焊缝裂纹敏感性的影响
通过模拟实际焊接试验,研究了镍基合金喷焊层对焊接裂纹敏感性的影响。
结果表明,镍基合金喷焊层成分对奥氏体不锈钢焊缝的裂纹敏感性有明显的影响。
喷焊层越厚,即焊缝中所熔的喷焊层成分越多,焊缝金属热裂纹敏感性越大。
原因是喷焊层中所含Ni、Cr、B、Si元素熔入焊缝增加了焊缝裂纹敏感性。
引言
在石油系统及其他腐蚀环境恶劣情况下,传统的涂层防护方法是有机涂层防护,
但是有机涂层存在易老化、不耐高温等缺点,利用火焰喷熔玻璃釉料在管道内外壁上制备玻璃涂层的防腐工艺是目前一项新技术,防腐效果相当好。
但是焊接时玻璃釉层由于脆性大、塑韧性差,焊缝附近的玻璃釉层会在焊接热循环的作用下
出现脱落、开裂等缺陷。
就失去了防护作用。
石油大学(华东) 曾提出“一种取代金属焊后防腐处理的焊接方法”( 详细情况请参阅该项专利,专利申请号97106107) 。
即,先在碳管道上喷焊一层镍基合金,采用THL 焊条焊接带镍基合金喷焊层的碳钢管道,这相当于复合钢板的焊接。
焊接时要求THL 焊缝金属和喷焊层连成一体构成对整个碳钢管道的防护层,如图 1 所示。
这样,镍基合金喷焊层会部分重熔与焊缝金属混合。
其中的各种成分(Ni,B ,Si等) 将会分布到焊缝中使焊缝的组织性能发生变化。
本论文采用模拟实际焊接情况,研究了镍基合金喷焊层的厚度对焊缝热裂纹敏感性的影响。
为完善此工艺、解决油田管道焊接接头防护问题打下了基础。
堆焊工艺对镍基堆焊层组织和性能的影响
堆焊工艺对镍基堆焊层组织和性能的影响采用光学显微镜、X射线衍射仪(XRD)、扫描电镜(SEM)和显微硬度计,研究了等离子弧堆焊层和钨极氩弧堆焊层的组织和性能。
堆焊的基材为X65管线钢,焊丝是ERNiCrMo-3。
实验结果表明:等离子焊的堆焊层外观要比氩弧焊的堆焊层的外观美观;尽管其工艺参数有所不同,但在堆焊层区域都具有柱状晶和共晶组织,堆焊层中的柱状晶为γ固溶体,共晶组织为γ和M23C6(M为Cr、Mo、Nb、Fe等);由于焊接方法不同,相同电流施焊时的线能量也不同,等离子弧焊能量输入集中,氩弧焊能量输入分散,导致等离子焊的熔池加深,稀释率变大,堆焊层的厚度减小,基体受到热影响严重,造成硬度上升。
由厚度测试结果可知,随着堆焊线能量的增加,堆焊层的厚度减小;由极化曲线和交流阻抗的测试可知,堆焊层的耐蚀性能随着堆焊电流的增大而减弱;氢致开裂实验结果表明,熔合区不存在氢鼓泡、裂纹等缺陷;显微硬度测试结果表明,熔合区受到组织转变的影响,其硬度会发生突变,硬度值要高于基材和镍基堆焊层。
关键词:等离子焊氩弧焊镍基合金显微硬度耐蚀性The research of microstructure and properties of Nickel-base alloy hardfacing layer by using different welding methodsAbstractThe thesis is to investigate the microstructure and properties of nickel-based alloy hardfacing layer with plasma welding and TIG welding by means of the optical metalography (OP),the scanning electron microscopy(SEM), X-ray diffraction (XRD) and the microhardness test. The substrate of welding is pipeline steel X65 with ERNiCrMo-3 as welding wire. The experimental results demonstrate there is two kinds of welding methods, exterior morphology of plasma welding joint looks better than that of TIG welding joint. Although process parameters of two kinds of surfacing is different, the columnar crystal and eutectic structure appear in the layer region, columnar crystal is γsolid solution, eutectic structure is made of γ and M23C6. Because of the difference between the two welding methods, when using the same current , line energy is also different. The energy of plasma welding is much concentrated, and the energy of TIG welding is divergent, they may cause weld pool of plasma welding more deeper ,dilution rate more bigger, the thickness of hardfacing layer reduces, parent metal is heat affected seriously, causing hardness higher. According to the result of microhardness test, as the line energy of surfacing is increased, the thickness of hardfacing layer is reducing. According to the test of polarization curve and ac impedance, the corrosion resistance of hardfacing layer is declined when the current increase. The result of HIC show there is no h y drogen bubbling or cracks in fusion area. The result ofmicrohardness test show, fusion area is affected by structure transform, its hardness would mutations, hardness value is higher than parent metal and nickel-based alloy hardfacing layer.Key words: Plasma welding TIG welding Nickel-base alloysMicrohardness Corrosion resistance目录第1章前言 (1)1.1研究背景和意义 (1)1.2国内外研究现状 (2)1.2.1堆焊技术的发展 (2)1.2.2镍基合金的耐蚀性 (3)1.3堆焊焊接工艺方法 (3)1.3.1等离子焊(PAW) (4)1.3.2氩弧焊(TIG) (5)1.4堆焊中容易产生的缺陷 (6)1.4.1主要缺陷 (6)1.4.2解决措施 (7)1.5镍基合金焊接性及其焊接工艺 (8)1.5.1镍基合金的焊接性 (8)1.5.2镍基合金焊接工艺制定原则和焊接工艺 (9)1.6镍基合金堆焊层组织与性能 (10)1.6.1镍基堆焊焊接接头的组织与性能 (10)1.6.2镍基合金堆焊层组织与性能 (11)1.7研究内容 (11)1.7.1堆焊工艺方法对堆焊层组织和性能的影响 (12)1.7.2堆焊线能量对堆焊层组织和性能的影响 (12)第2章实验方法 (13)2.1实验思路 (13)2.2实验材料 (14)2.2.1管线钢(X65) (14)2.2.2堆焊材料(ERNiCrMo-3) (15)2.3实验设备 (15)2.4实验过程 (17)2.4.1基材表面处理 (17)2.4.2堆焊工艺 (18)2.4.3实验方法 (18)第3章堆焊工艺方法对堆焊层组织和性能的影响 (20)3.1堆焊工艺方法对堆焊层厚度的影响 (20)3.2堆焊工艺方法对堆焊层宏观形貌的影响 (20)3.3堆焊层的XRD分析 (21)3.4扫描电镜分析 (22)3.5堆焊工艺方法对堆焊接头剖面显微硬度的影响 (26)3.6堆焊工艺方法对极化曲线的影响 (27)第4章堆焊线能量对堆焊层组织和性能的影响 (29)4.1等离子堆焊线能量对堆焊层厚度的影响 (29)4.2堆焊线能量对试样组织的影响 (30)4.2.1堆焊线能量对母材组织的影响 (30)4.2.2等离子堆焊线能量对堆焊层组织的影响 (31)4.3堆焊线能量对堆焊层硬度的影响 (32)4.4堆焊线能量对堆焊层电化学性能的影响 (33)4.4.1极化曲线分析 (33)4.4.2交流阻抗分析 (34)4.5堆焊线能量对堆焊层氢致开裂(HIC)的影响 (35)第5章结论 (37)参考文献 (38)致谢 (40)第1章前言1.1研究背景和意义随着石油化工工业的迅速发展,处于高压、高温以及在腐蚀条件下操作的设备越来越多,并有向大型化、高参数发展的趋势,不锈钢生产这类设备是首选材料。
镍-钢复合板压力容器焊接裂纹的分析及改进工艺研究
镍-钢复合板压力容器焊接裂纹的分析及改进工艺研究作者:骆雪娇来源:《科学与信息化》2020年第23期摘要镍-钢复合板在进行焊接操作时,因两种金属材质存在不同的焊接特性,容易出现焊接裂纹,影响焊接设备的正常使用。
本文对该复合材料焊接过程中的裂纹产生原因及控制措施进行分析,在焊接过程中采取有效的控制措施实现控制裂纹的目的。
关键词焊接裂纹;镍-钢复合板;分析改进引言随着化工企业工艺要求的不断严苛,设备使用性能要求更高,一些材质开始在化工设备中应用。
镍金属具备的优点十分的明显尤其是其耐腐蚀性,与其他材料相比,镍-钢复合板作为一种新型复合材料经常在压力容器中进行应用,虽然在当前已经制定了相关的标准,但对其焊接工艺的评定还未出台对应性标准,因此焊接人员进行焊接时还是依靠经验进行焊接操作,由于两种金属具有不同的焊接性能,热膨胀系数存在差异性,容易出现焊接裂纹,导致设备焊接不达标,对焊接中的裂纹进行分析,并采取有效措施控制焊接中的裂纹产生十分关键。
1 焊接方法概述焊接方法的不同,对最终焊接质量有直接的影响。
1.1 焊条电弧焊电弧焊接方式利用焊条和焊接为电极,利用电极阴阳两极之间产生的电弧热进行焊接,在焊接过程中,电弧热能够有效地融化焊接金属和母体,随着热源的移动,母体的不同位置进行融化、冷却形成焊缝。
电弧焊接具有操作简单,投资少等优势,适用于不同位置的焊接。
目前几乎所有的金属焊接均可以使用电弧焊接方式。
另外,该焊接方式不受焊接位置和地点的约束,适用性强。
1.2 氩弧焊氩弧焊接作为一种不同的电弧焊接方式主要采用的是惰性气体进行保护,其中主要的优势就是提升了保护工作的效果,同时这种气体作为一种惰性气体不会与金属产生反应,同时在耐热钢以及不锈钢等材料的焊接方面都有一定的优势。
同时这种气体是一种使用效果较好气体,因此在一定程度上提升了焊接质量。
氩弧焊接还可以分成两种形式,一种是钨极氩弧焊,另外一种是熔化极氩弧焊,这两种形式一种是将钨棒作为电极,另外一种是将焊丝作为电极。
焊接工艺对热裂纹敏感材料焊接接头性能的影响
焊接工艺对热裂纹敏感材料焊接接头性能的影响引言:焊接工艺是将金属材料连接在一起的重要工艺之一,然而,在焊接过程中,热裂纹的产生成为了一个不容忽视的问题。
热裂纹是由于焊接过程中产生的残余应力和组织变形引起的,特别是对于热裂纹敏感材料,其焊接接头的性能会受到很大的影响。
本文将探讨焊接工艺对热裂纹敏感材料焊接接头性能的影响,并提出一些改善措施。
一、热裂纹敏感材料的特点热裂纹敏感材料是指在焊接过程中容易产生热裂纹的材料,主要包括高碳钢、不锈钢、铝合金等。
这些材料在焊接过程中容易受到残余应力和组织变形的影响,从而导致热裂纹的产生。
热裂纹不仅会降低焊接接头的强度和韧性,还可能导致接头的失效。
二、焊接工艺对焊接接头性能的影响1. 焊接参数的选择焊接参数的选择是影响焊接接头性能的重要因素之一。
不同的焊接参数会导致不同的焊接温度和残余应力分布,从而影响接头的性能。
因此,在焊接过程中,需要根据热裂纹敏感材料的特点,合理选择焊接参数,以减少热裂纹的产生。
2. 焊接方式的选择焊接方式的选择也会对焊接接头性能产生影响。
常见的焊接方式包括手工焊、自动焊、气体保护焊等。
不同的焊接方式会产生不同的热输入和焊接速度,从而影响接头的残余应力和组织变形。
因此,在选择焊接方式时,需要综合考虑热裂纹敏感材料的特点,选择合适的焊接方式。
3. 焊接材料的选择焊接材料的选择也会对焊接接头性能产生影响。
焊接材料的化学成分和力学性能与基材的匹配性是影响接头性能的重要因素之一。
如果焊接材料与基材的匹配性不好,可能会导致接头的强度和韧性下降,从而增加热裂纹的产生风险。
三、改善措施为了改善热裂纹敏感材料焊接接头的性能,可以采取以下措施:1. 优化焊接工艺参数,减少热输入和残余应力的影响。
可以通过调整焊接电流、焊接速度等参数,降低焊接温度和残余应力的大小,从而减少热裂纹的产生。
2. 选择合适的焊接方式。
根据热裂纹敏感材料的特点,选择适合的焊接方式,如气体保护焊、激光焊等,以减少热输入和组织变形的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合钢管中镍基合金喷焊层对焊缝裂纹敏感性的影响
通过模拟实际焊接试验,研究了镍基合金喷焊层对焊接裂纹敏感性的影响。
结果表明,镍基合金喷焊层成分对奥氏体不锈钢焊缝的裂纹敏感性有明显的影响。
喷焊层越厚,即焊缝中所熔的喷焊层成分越多,焊缝金属热裂纹敏感性越大。
原因是喷焊层中所含Ni、Cr、B、Si元素熔入焊缝增加了焊缝裂纹敏感性。
引言
在石油系统及其他腐蚀环境恶劣情况下,传统的涂层防护方法是有机涂层防护,但是有机涂层存在易老化、不耐高温等缺点,利用火焰喷熔玻璃釉料在管道内外壁上制备玻璃涂层的防腐工艺是目前一项新技术,防腐效果相当好。
但是焊接时玻璃釉层由于脆性大、塑韧性差,焊缝附近的玻璃釉层会在焊接热循环的作用下出现脱落、开裂等缺陷。
就失去了防护作用。
石油大学(华东) 曾提出“一种取代金属焊后防腐处理的焊接方法”( 详细情况请参阅该项专利,专利申请号97106107) 。
即,先在碳管道上喷焊一层镍基合金,采用THL 焊条焊接带镍基合金喷焊层的碳钢管道,这相当于复合钢板的焊接。
焊接时要求THL 焊缝金属和喷焊层连成一体构成对整个碳钢管道的防护层,如图1 所示。
这样,镍基合金喷焊层会部分重熔与焊缝金属混合。
其中的各种成分(Ni,B ,Si等) 将会分布到焊缝中使焊缝的组织性能发生变化。
本论文采用模拟实际焊接情况,研究了镍基合金喷焊层的厚度对焊缝热裂纹敏感性的影响。
为完善此工艺、解决油田管道焊接接头防护问题打下了基础。
1 试验方法与材料
1.1 试样的制备
实验材料为Q235 钢板,供货状态为热轧,其成分见表1 。
试块下料采用剪板机剪切,坡口的加工为铣削加工。
试件试验前对待用面进行砂轮打磨除锈处理。
试块形状尺寸见图1 。
1.2 制备喷焊层
先将试块坡口背面离板边约20 mm 范围内的锈蚀用电动砂轮打磨干净。
再采用
氧- 乙炔火焰喷焊的方法制备一层镍基合金层。
喷焊层原始粉末成分见表2。
喷焊层的范围如图2中的阴影部分所示,喷焊在室外操作,喷焊工具为喷枪,工艺参数如下:氧气压力为0.5MPa ,乙炔压力为0.05 MPa ,喷焊距离为100mm±20mm。
所得的喷焊层厚度为3 个级别:0. 3~0.5 mm ,0.6~0. 8 mm ,1.0 mm 以上。
喷焊前,烘干喷焊粉末,烘干温度100℃,烘干时间5 h ,采用CGT-10型覆层测厚仪测量喷焊层的厚度,并用手持电动砂轮磨光机进行校正。
1.3 焊接材料
焊条选用THL 型奥氏体不锈钢耐蚀焊条,其熔敷金属成分含量见表3,焊条直径为3.2mm ,试验之前,焊条进行烘干处理,烘干温度350℃,烘干时间5h。
1.4 试样的焊接
因为喷瓷管道的焊接接头要承受较大的拘束应力,为了接近实际情况,该实验采用模拟小铁研实验的焊接方式,两边焊接拘束焊缝,中间焊接试验焊缝。
制备了喷焊层的试样经过处理后进行焊接。
焊前处理主要包括:坡口的打磨清洁,试样两端拘束焊缝部位坡口背面的打磨清洁。
试样的焊接采用交流电焊机手工焊接。
先焊接两端的拘束焊缝,拘束焊缝选用J507焊条。
要求拘束焊缝冷却之后焊缝间隙为3.0mm 以内,并且通过反变形处理使两试块基本在同一平面内。
待拘束焊缝冷却之后焊接中间的试验焊缝。
要求中间试验焊缝焊完时用完一根焊条。
焊
接完毕后垂直焊缝截面示意图如图1 所示,试验焊缝焊接工艺参数为:焊接电流为100A ,焊接速度为5mm/s。
待试样焊接完成后,采用国标中规定的小铁研试样评定标准进行评定。
2 试验结果与分析
试样焊接后评定结果见表4 。
试验焊缝裂纹有的是焊接过程中发生,有的在焊后短时间内出现,裂纹断面有氧化的彩色,由此可判断裂纹属于热裂纹。
从上面的试验结果可以看出,喷焊层厚度在0.3~0.5mm 时裂纹率为都0,厚度在0.6~0.8mm时,裂纹率有所增加,当厚度在1.0 mm 以上时,裂纹率则明显高于前两者。
这表明喷焊层对奥氏体不锈钢焊缝的裂纹敏感性有明显的影响,随着喷焊层厚度的增加,即焊接过程中熔入奥氏体不锈钢焊缝的喷焊层合金元素的增加,即焊缝的热裂纹敏感性增加。
从喷焊层合金成分含量列表中可看出,镍基合金喷焊层中含有大量的Ni,Cr,B,Si等元素,镍在低碳钢中易与硫形成低熔共晶(Ni 与NiS 熔点仅645℃) 。
硅是铁素体形成元素,应有利于消除结晶裂纹,但是硅含量超过0. 4 %时,容易形成硅酸盐夹杂,从而增加裂纹倾向。
硼在铁和镍中的溶解度很小,但是只要有0.003%~0. 005 %的微量硼就能产生明显的晶界偏析。
除了能形成硼化物和硼碳化物之外,还与铁、镍形成低熔共晶(Fe- B熔点为1149℃、Ni-B 为1140℃或990℃) ,所以喷焊层中微量硼的存在也对焊缝的裂纹敏感性产生了严重影响。
一般钢中铬的含量不高时,没有不良影响,但是奥氏体不锈钢焊缝中含有大量的铬元素,这会导致由于不平衡的加热及冷却,使晶界产生偏析产物,如Ni - Cr 共晶(熔点1340℃) ,从而增加热裂纹倾向。
从以上分析可知,喷焊层的主要合金成分都能不同程度的增加奥氏体不锈钢焊缝的热裂纹倾向。
从而导致了焊接裂纹敏感性的上升。
为了降低焊接管口内侧带喷焊层的管道时打底焊缝的热裂纹敏感性,可以采用预热、后热等措施,并要求严格遵守焊接工艺。
3 结论
在采用奥氏体不锈钢焊条作为打底焊缝焊接管端内侧带镍基合金喷焊层的管道时,由于镍基合金喷焊层重熔,其合金元素熔入焊缝金属中会导致焊缝热裂纹敏感性明显增大。
主要原因是喷焊层中所含的Ni ,Cr ,B ,Si 等元素在此种焊接条件下都会增加焊缝的热裂纹敏感性。