M2112 不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件
压力容器用钢材新标准问题收集-及解答

疑问、问题及其说明:一、固定容规材料部分及其修改单1固定容规2.1(3)条“压力容器专用钢板(带)的制造单位应当取得相应的特种设备制造许可证”,何为压力容器专用钢板(带),哪些厂家取得了特种设备(材料)制造许可证?1) 压力容器专用钢板(带)是指:锅炉和压力容器用钢板低温压力容器用低合金钢钢板(2011)压力容器用调质高强度钢板承压设备用不锈钢钢板及钢带2)特种设备(材料)制造许可证:由国家质量监督检验检疫总局颁发。
对境内牌号,目前有53家材料制造厂取得了该证,对境外牌号,目前有如下几家通过评审,获得许可:舞阳钢铁有限责任公司宝山钢铁股份有限公司宝山钢铁股份有限公司不锈钢事业部湖南华菱湘潭钢铁有限公司新余钢铁股份有限公司山西太钢不锈钢股份有限公司2新标准材料(指按固定容规、GB150.2、压力容器专用钢板(带)标准生产材料)的标志和质量证明书内容是否与老标准材料有区别?有区别,新标准材料,材料标志和质量证明书内容中必须包含如下标志和编号:3压力容器专用钢板,由非材料制造单位供货时,是否每张钢板一张质量证明书原件?不需要每张钢板一张质量证明书原件。
由于目前的国内材料市场无法做到每张板一张质量证明书原件,故规定容规的修改单将该条款删除。
4境外牌号的哪些钢种需要通过技术评审后方可使用?抗拉强度下限值大于或者等于540MPa,以及用于压力容器设计温度低于-40℃的低合金钢钢材。
例如:抗拉强度下限值大于540MPa的SA302 Gr.B,SA508Gr.3Cl.2,BHW35,JFE- HITEN610U2、JFE-HITEN610U2L用于-40℃以下的低温钢 EN10028-4 13MnNi6-3 ,SA203Gr.A/D/E,SA334Gr.3,SA350LF3二、“质检特函【2010】86号”与GB150.21“质检特函【2010】86号”与GB150.2是什么关系1) GB150 处于公示阶段,没有正式实施;2) 固定容规又急需GB 150.2支持,所以“质检特函【2010】86号”提取GB150.2中的部分内容,以附件的形式供暂时使用;3) 由于只有引用了部分GB150.2内容,容易引起困惑和误解,建议结合GB150.2报批稿全文使用。
rccm-2000管材部分
RCC M ——1993目录M100 总则M110 第Ⅱ卷总体编排及其适用范围M120 力学性能M130 残留元素M140 制品和车间的技术鉴定M150 热处理M160 样件M200 钢和合金M220 奥氏体不锈钢M300 制品和零件M310 引言M320轧制或锻造棒材M330板材M340管材M350锻钢件M360铸钢件M370基本金属见证件M380锻造比M1000 碳钢M1110铸件类M1111 压水堆蒸汽发生器一回路侧封头用碳钢铸件M1112 1、2、3级设备用承压碳钢铸件M1114 压水堆用碳钢铸造的隔离阀阀体M1115 压水堆冷却剂泵电动机基座用的碳钢或合金钢铸件M1120 锻件类M1121 2、3级管板用碳钢锻件M1122 1、2、3级设备碳钢锻件和冲压件M 1123 用于2、3级辅助泵轴的碳钢锻件M 1130 钢板类M1131 用于1、2、3级设备的碳钢钢板M1132 1、2、3级设备碳钢制冲压件M1133 用于2、3级辅助管路的用填充金属焊接的冷加工或热加工碳钢接管M1134 通用结构用的S1级和S2级钢板梁和商品级棒材M 1140 钢管类M1141 TU42C和TU48C型碳钢制2级无缝钢管M1142 用于3级管路、不用填充金属焊接的TS E220和TS E250型碳钢卷焊管M1143 TS E220和TS E250型3级碳钢无缝钢管M1144 直径大于450mm经锻、挤或拉制的TU42C和TU48C型2、3级碳钢无缝钢管M1145 用于2、3级辅助管路具有填充金属焊接的冷轧或热轧碳钢卷焊管M1146 用于S1级和S2级支撑件的碳钢无缝钢管M1147 用于2、3级热交换器的无缝碳钢拉拔管M1148 用于2级管路、无填充金属焊接的TU42C和TU48C型热轧或冷轧碳钢管M1149 用于2级管路的冷或热加工碳钢焊接管件M1150 钢管类(续)M1151 用于3级管路冷或热成形的碳钢焊接管件M2000合金钢M2100 Mn-Ni-Mo钢M2110锻件类M2111 承受强辐照的反应堆压力容器筒节用的Mn-Ni-Mo合金钢锻件M2111’承受强辐照的反应堆压力容器筒节用的空心坯料Mn-Ni-Mo合金钢锻件M2112 不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件M2112’不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件M2113 压水堆压力容器过渡段和法兰用的Mn-Ni-Mo合金钢锻件M2114 压水堆压力容器管嘴用的Mn-Ni-Mo合金钢锻件M2115 压水堆蒸汽发生器管板用的18MND5 Mn-Ni-Mo合金钢锻件M2116 压水堆蒸汽发生器支撑环用的Mn-Ni-Mo合金钢锻件M2117 压水堆冷却泵主法兰用的Mn-Ni-Mo合金钢锻件M2119 压水堆蒸汽发生器用的18MND5 Mn-Ni-Mo合金钢锻件M2120 钢板类M2121 压水堆压力容器制封头用的Mn-Ni-Mo合金厚钢板M2122 用于压水堆压力容器的Mn-Ni-Mo合金钢压制封头M2125 压水堆稳压器和蒸汽发生器支撑构件用厚度为30~110mm的18MND5Mn-Ni-Mo合金钢钢板M2126 压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢钢板M2127 压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢热成形压制封头M2128 压水堆压力容器承压边界用的18MND5 Mn-Ni-Mo合金钢制两板对焊经热成形的封头M2130 锻件类M2131 压水堆压力容器封头用Mn-Ni-Mo合金钢锻件M2132 压水堆冷却剂泵轴组件用Mn-Ni-Mo合金钢锻件M2133 压水堆蒸汽发生器壳体用18MND5 Mn-Ni-Mo合金钢锻件M2134 压水堆蒸汽发生器底封头用18MND5 Mn-Ni-Mo合金钢椭圆形锻件M2140 其它类M2141 压水堆蒸汽发生器锻造底封头用Mn-Ni-Mo合金厚钢板M2142 用Mn-Ni-Mo合金钢板压制并用顶出管嘴法制造的压水堆蒸汽发生器锻造底封头M2143 压水堆蒸汽发生器管板用的18MND5 Mn-Ni-Mo合金钢锻件M2300 Ni-Cr-Mo钢M2310 螺栓类M2311 制造压水堆压力容器螺栓用的Ni-Cr-Mo-V合金钢锻造棒材M2312 制造压水堆压力容器和反应堆冷却剂泵螺栓紧固件的含钒或不含钒的Ni-Cr-Mo合金钢锻造棒材M2320 钢板类M2321 制造压水堆冷却剂泵飞轮用的Ni-Cr-Mo合金钢钢板M4108 产品采购技术规范热挤压镍——铬——铁合金(NC30Fe)钢管0 适用范围本规范适用于热挤压NC30Fe合金钢管。
RCC-M材料标准泵讲义
根据对晶间腐蚀的敏感性部件分类的原则,对奥氏体或奥氏体—铁素体不锈钢部件及 其零件,应按照产品(钢板、钢管、铸件、锻件等)的类型、厚度和制造操作划归到下述的 某一组中:
国家能源局最新发布标准规程目录

SY/T 5844.1-2012
油气地质实验数据项名称范例 第1部门:地球化学
SY/T 5844.1-1995
2012-11-09
2013-03-01
48
SY/T 5844.2-2012
油气地质实验数据项名称范例 第2部门:沉积岩矿
SY/T 5844.2-1995
2012-11-09
2013-03-01
序号
尺度编号
尺度名称
取代尺度
采标号
批准日期
实施日期
1
NB/T 31029-2012
海上风电场风能资源丈量及海洋水文观察范例
2012-10-29
2013-03-01
2
NB/T 31030-2012
陆地和海上风电场工程地质勘察范例
2012-10-29
2013-03-01
3
NB/T 31031-2012
海上风电场工程预可行性研究陈诉体例规程
2012-11-09
2013-03-01
62
SY/T 6931-2012
石油地质画图软件标记范例
2012-11-09
2013-03-01
63
SY/T 6932-2012
石油地质图形数据互换范例
2012-11-09
2013-03-01
国度能源局2012年 第8号通告:
根据《能源领域行业尺度化治理措施(试行)》(国能局科技[2009]52号)的划定,经审查,国度能源局批准《海上风电场风能资源丈量及海洋水文观察范例》等19项能源尺度(NB)(见附件),现予以公布。 2012年10月29日
2013-03-01
6
NB/T 47025-2012
国产反应堆压力容器锻件材料性能
国产反应堆压力容器锻件材料性能摘要:对国产反应堆压力容器锻件材料的性能进行了测试、分析、预测,按照核电工程的要求开展了试样取样及制备、化学成分分析、拉伸试验、冲击试验、参考零塑性温度RTNDT 和参考温度T测试。
结果表明,国产反应堆压力容器锻件材料的化学成分符合标准要求,拉伸性能良好,冲击韧性上平台能量达300J以上,参考零塑性温度RTNDT ≤-30℃,参考温度T与国外同类材料相当,根据性能预测,材料具备充足抵抗中子辐照的韧性储备,国产反应堆压力容器锻件材料的综合性能优异。
关键词:国产;反应堆压力容器锻件材料;性能;中子辐照1 引言反应堆压力容器是压水堆核电站最为关键的设备之一,它使链式反应限制在一个密闭的空间内,是核电站全寿期内不可更换的大型设备,因此其性能直接决定反应堆的安全运行。
现阶段反应堆压力容器制造一般采取锻件结合机械加工、焊接的方式,国际上反应堆压力容器锻件制造商主要有日本制钢所、法国克鲁索、韩国斗山重工等[1]。
前期国内主要以采购法国、日本的反应堆压力容器锻件为主,例如秦山一期和秦山二期共5台机组采用的锻件均来自日本制钢所,台山2台EPR机组的锻件分别来自法国克鲁索和日本制钢所。
目前中国第一重型机械集团公司、中国第二重型机械集团公司、上海电气重工集团都拥有12000吨自由锻造水压机,可用于生产核电站反应堆压力容器大锻件[2]。
2007年,中国第一重型机械集团公司生产的反应堆压力容器母材锻件应用于红沿河核电站一号机组,并于2013年实现了商业运行,实现了国产反应堆压力容器锻件在商业核电站的首次应用,此外中国第一重型机械集团公司还实现了福清等多个核电项目的供货,另外两个锻件生产厂家也实现了核电供货,但暂未实现商业运行考验。
近些年来随着国内核电项目的不断推进及大型装备制造能力的逐步提升,国内反应堆压力容器锻件生产技术及产量已达到国际先进水平。
目前国内核电站反应堆压力容器选用的Mn-Ni-Mo铁素体低合金钢,主要包括满足RCC-M M2111标准要求的16MND5合金钢和满足ASME SA508/SA508M标准要求的SA508 Gr3合金钢,已应用于除田湾核电站VVER-1000机组以外的所有机组,田湾核电站VVER-1000机组选用的是俄罗斯标准的Cr-Ni-Mo-V合金钢,牌号为15X2HMΦA2A。
超高强度钢定义.

超⾼强度钢定义.超⾼强度钢超⾼强度钢⼀般是指屈服强度⼤于1380MPa的⾼强度结构钢。
20世纪40年代中期,美国⽤AISI4340结构钢通过降低回⽕温度,使钢的抗拉强度达到1600~1900MPa。
50年代以后,相继研制成功多种低合⾦和中合⾦超⾼强度钢,如300M、D6AC和H⼀11钢等。
60年代研制成功马⽒体时效钢,逐步形成18Ni马⽒体时效钢系列,70年代中期,美国研制成功⾼纯度HP310钢,抗拉强度达到2200MPa。
法国研制的35NCDl6钢,抗拉强度⼤于1850MPa,⽽断裂韧度和抗应⼒腐蚀性能都有明显的改进。
80年代初,美国研制成功AFl410⼆次硬化型超⾼强度钢,在抗拉强度为1860MPa时,钢的断裂韧度达到160 MPa·m以上,AFl410钢是⽬前航空和航天⼯业部门正在推⼴应⽤的⼀种新材料。
中国于50年代初研制成功30CrMnSiNi2A超⾼强度钢,抗拉强度为1700MPa。
70年代初,结合中国资源条件,研制成功32Si2Mn2MoVA和40CrMnSiMoVA(GC⼀4)钢。
1980年以来,从国外引进新技术,采⽤真空冶炼新⼯艺,先后研制成功45CrNiMoVA (D6AC)、34Si2MnCrMoVA (406A)、35CrNi4MoA、40CrNi2Si2MoVA(300M)和18Ni马⽒体时效钢,成功地⽤于制做飞机起落架、固体燃料⽕箭发动机壳体和浓缩铀离⼼机简体等。
⽬前超⾼强度钢已形成不同强度级别系列,在国防⼯业和经济建设中发挥着重要的作⽤。
现在,以改变合⾦成分提⾼超⾼强度钢的强度和韧性已很困难。
发展超⾼强度钢的主要⽅向是开发新⼯艺、新技术,提⾼冶⾦质量,如采⽤真空冶炼技术,最⼤限度降低钢中⽓体和杂质元素含量,研制超纯净超⾼强度钢;通过多向锻造和形变热处理,改变钢的组织结构和细化晶粒尺⼨,从⽽提⾼钢的强度和韧性,例如正在发展的相变诱发塑性钢(TRIP钢)等。
⼀超⾼强度钢的合⾦成分、组织和特性(1)中碳低合⾦超⾼强度钢此类钢是通过淬⽕和回⽕处理获得较⾼的强度和韧性,钢的强度主要取决于钢中马⽒体的固溶碳浓度。
GB150-1998《钢制压力容器》
国标委工交函[2004]2号关于批准GB150-1998《钢制压力容器》国家标准第2号修改单的函全国锅炉压力容器标准化技术委员会:你标委会以锅容标委〔2003〕秘字28号文和锅容标委〔2003〕秘字35号文报批的GB150-1998《钢制压力容器》国家标准第2号修改通知单,业经国家标准化管理委员会批准,于2004年4月1日起实施,并在《中国标准化》杂志2004年第3期上公布。
修改单见附件.附件:GB150-1998《钢制压力容器》国家标准第2号修改单二○○四年一月十六日附件:GB150-1998《钢制压力容器》国家标准第2号修改单本修改单经国家标准化管理委员会于2004年1月16日批准,自2004年4月1日起实施.2 引用标准a)删除标准JB2536—80压力容器油漆、包装和运输b)增加以下4个标准:JB/T 4736-2002 补强圈JB/T 4746—2002 钢制压力容器用封头JB/T 4747-2002 压力容器用钢焊条订货技术条件JB/T 4711-2003 压力容器涂敷与运输包装10 制造、检验与验收a)10.1。
2 条中增加新条文:10。
1.2。
1 压力容器用封头的制造、检验和验收还应符合JB/T 4746—2002.10.1。
2.2 在JB/T 4736-2002标准范围内的补强圈还应符合JB/T 4736—2002。
10。
1.2。
3 压力容器用钢焊条应符合JB/T4747-2002.b)10。
10.3条修订为:容器的涂敷与运输包装应符合JB/T 4711—2003.主题词:国家标准修改单函国家标准化管理委员会办公室 2004年2月6日印发录入:芦菁校对:肖寒— 2 —钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150—1998《钢制压力容器》标准.在制订GB150—98标准时,遵循了以下几条原则。
核工业超声无损检测考试题-核用金属材料

核用金属材料复习题一、判断题1.裂纹的基本类型有三种,张开型裂纹(I型)、滑移型裂纹(II型)和撕裂型裂纹(III型),在工程构件内部,滑移型裂纹是最危险的,容易引起低应力脆断。
(-)2.在制造反应堆压力容器的材料中,对Co和B含量严格控制的目的是为了避免吸收中子和减少本地辐射,也是为了提高抗拉强度。
(-)3.结构件内部存在有微裂纹,必然会造成构件低应力脆断。
(-)4.不锈钢通过淬火提高强度和硬度。
(-)5.从断裂力学的角度考虑,选材时材料强度越高越好。
(-)6.核用金属材料必须对钴、硼等杂质元素含量严加限制。
(+)7.金属材料的性能分为机械性能、物理性能、化学性能和工艺性能。
工艺性能是指材料的强度、硬度、韧性和塑性四方面。
(-)8.断裂韧性K IC对于同一种材料其值应该是常数。
(-)9.反应堆压力容器活性区处在强中子辐照下,这种辐照导致材料的脆性转变温度升高,缩短运行寿命。
(+)10.断裂力学可以对含裂纹构件的安全性和寿命作出定量或半定量的评价和计算。
(+)11.高强度低合金钢中硫和磷元素能起到细化晶粒的作用。
(-)12.核电站常用的低碳钢具有价格低、焊接性能好的优点。
(+)13.材料表面抵抗局部塑性变形的能力称为强度。
(-)14.硬度是材料抵抗压陷和磨损的能力,用它来衡量金属的软硬程度。
(+)15.钢中的白点是残留氢与应力集中相互作用产生的。
(+)16.核电站核I级设备所使用的材料不一定要求应具有良好的抗辐照性能。
(-)17.核电站所使用的材料都应具有良好的抗辐照性能。
(-)18.断裂力学将材料看作裂纹体,进而对裂纹尖端进行力学分析,定量地确定材料中裂纹的扩展规律的一门学科。
(+)19.核级材料应严格控制化学成分,减少夹杂,提高抗辐照能力。
(+)20.在脆性转变温度之上,不会发生脆性断裂。
(-)21.核用材料的NDT检测标准与在役检查标准相同。
(-)22.拉伸试验可以测定金属材料的强度和韧性。
国家能源局公告 2016年第2号
DL/T911-2016
电力变压器绕组变形的频率响应分析法
DL/T911-2004
2016-02-05
2016-07-01
58
DL/T924-2016
火力发电厂厂级监控信息系统技术条件
DL/T924-2005
2016-02-05
2016-07-01
59
DL/T1058-2016
交流架空线路用复合相间间隔棒技术条件
非能动压水堆核电厂蒸汽发生器安装技术规程
2016-02-05
2016-07-01
18
NB/T20378-2016
核电厂屏蔽混凝土配合比设计规程
2016-02-05
2016-07-01
19
NB/T20379-2016
核电厂安全相关的操纵员动作时间响应设计准则
EJ/T562-2005
2016-02-05
2016-07-01
25
NB/T20385-2016
核电厂大件吊装通用技术要求
2016-02-05
2016-07-01
26
NB/T20386-2016
核电厂现场大件运输通用技术要求
2016-02-05
2016-07-01
27
NB/T20387-2016
核电工程混凝土冬期施工规程
2016-02-05
2016-07-01
2016-07-01
76
DL/T1575-2016
6kV~35kV电缆振荡波局部放电测量系统
2016-02-05
2016-07-01
77
DL/T1576-2016
6kV~35kV电缆振荡波局部放电测试方法
2016-02-05
RCC-M标准
RCC M ——1993目录M100 总则M110 第Ⅱ卷总体编排及其适用范围M120 力学性能M130 残留元素M140 制品和车间的技术鉴定M150 热处理M160 样件M200 钢和合金M220 奥氏体不锈钢M300 制品和零件M310 引言M320轧制或锻造棒材M330板材M340管材M350锻钢件M360铸钢件M370基本金属见证件M380锻造比M1000 碳钢M1110铸件类M1111 压水堆蒸汽发生器一回路侧封头用碳钢铸件M1112 1、2、3级设备用承压碳钢铸件M1114 压水堆用碳钢铸造的隔离阀阀体M1115 压水堆冷却剂泵电动机基座用的碳钢或合金钢铸件M1120 锻件类M1121 2、3级管板用碳钢锻件M1122 1、2、3级设备碳钢锻件和冲压件M 1123 用于2、3级辅助泵轴的碳钢锻件M 1130 钢板类M1131 用于1、2、3级设备的碳钢钢板M1132 1、2、3级设备碳钢制冲压件M1133 用于2、3级辅助管路的用填充金属焊接的冷加工或热加工碳钢接管M1134 通用结构用的S1级和S2级钢板梁和商品级棒材M 1140 钢管类M1141 TU42C和TU48C型碳钢制2级无缝钢管M1142 用于3级管路、不用填充金属焊接的TS E220和TS E250型碳钢卷焊管M1143 TS E220和TS E250型3级碳钢无缝钢管M1144 直径大于450mm经锻、挤或拉制的TU42C和TU48C型2、3级碳钢无缝钢管M1145 用于2、3级辅助管路具有填充金属焊接的冷轧或热轧碳钢卷焊管M1146 用于S1级和S2级支撑件的碳钢无缝钢管M1147 用于2、3级热交换器的无缝碳钢拉拔管M1148 用于2级管路、无填充金属焊接的TU42C和TU48C型热轧或冷轧碳钢管M1149 用于2级管路的冷或热加工碳钢焊接管件M1150 钢管类(续)M1151 用于3级管路冷或热成形的碳钢焊接管件M2000合金钢M2100 Mn-Ni-Mo钢M2110锻件类M2111 承受强辐照的反应堆压力容器筒节用的Mn-Ni-Mo合金钢锻件M2111’承受强辐照的反应堆压力容器筒节用的空心坯料Mn-Ni-Mo合金钢锻件M2112 不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件M2112’不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件M2113 压水堆压力容器过渡段和法兰用的Mn-Ni-Mo合金钢锻件M2114 压水堆压力容器管嘴用的Mn-Ni-Mo合金钢锻件M2115 压水堆蒸汽发生器管板用的18MND5 Mn-Ni-Mo合金钢锻件M2116 压水堆蒸汽发生器支撑环用的Mn-Ni-Mo合金钢锻件M2117 压水堆冷却泵主法兰用的Mn-Ni-Mo合金钢锻件M2119 压水堆蒸汽发生器用的18MND5 Mn-Ni-Mo合金钢锻件M2120 钢板类M2121 压水堆压力容器制封头用的Mn-Ni-Mo合金厚钢板M2122 用于压水堆压力容器的Mn-Ni-Mo合金钢压制封头M2125 压水堆稳压器和蒸汽发生器支撑构件用厚度为30~110mm的18MND5Mn-Ni-Mo合金钢钢板M2126 压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢钢板M2127 压水堆承压边界用的18MND5 Mn-Ni-Mo合金钢热成形压制封头M2128 压水堆压力容器承压边界用的18MND5 Mn-Ni-Mo合金钢制两板对焊经热成形的封头M2130 锻件类M2131 压水堆压力容器封头用Mn-Ni-Mo合金钢锻件M2132 压水堆冷却剂泵轴组件用Mn-Ni-Mo合金钢锻件M2133 压水堆蒸汽发生器壳体用18MND5 Mn-Ni-Mo合金钢锻件M2134 压水堆蒸汽发生器底封头用18MND5 Mn-Ni-Mo合金钢椭圆形锻件M2140 其它类M2141 压水堆蒸汽发生器锻造底封头用Mn-Ni-Mo合金厚钢板M2142 用Mn-Ni-Mo合金钢板压制并用顶出管嘴法制造的压水堆蒸汽发生器锻造底封头M2143 压水堆蒸汽发生器管板用的18MND5 Mn-Ni-Mo合金钢锻件M2300 Ni-Cr-Mo钢M2310 螺栓类M2311 制造压水堆压力容器螺栓用的Ni-Cr-Mo-V合金钢锻造棒材M2312 制造压水堆压力容器和反应堆冷却剂泵螺栓紧固件的含钒或不含钒的Ni-Cr-Mo合金钢锻造棒材M2320 钢板类M2321 制造压水堆冷却剂泵飞轮用的Ni-Cr-Mo合金钢钢板。
压力容器设计审批人员考试题库

10、
2007.10
压力容器设计考试题库
第
3
页
共 177 页
点评:考查波纹管的基础知识的掌握,
11、
GB150 规定的圆筒外压周向稳定安全系数是__3.0__。 点评:GB150 释义。考查设计人的基础知识和标准的理解掌握。本题趣味答案例: 1 0.5 那么此安全系数是怎样在 GB150 的公式和图表中体现的呢?请大家思考, 可参阅任何一本压力容器教材。 对于盛装液化气体的容器,设计压力除应满足 GB150 中其值不得低于工作压力 点 的规定外,还应满足《容规》中的相应规定。 评:对于盛装液化气体的容器,《容规》第 34 条有明确的规定。 对于同时承受两个室压力作用的受压元件,其设计参数中的计算压力应考虑两 室间 可能出现的最大压力差。 点评:考查设计压力与计算压力的概念,GB150 3.5.1 已经提出修改。 焊接接头系数的取值取决于焊接接头型式_和无损检测长度比例 点评:考查设计人员对焊接接头系数选取的理解。 。
38、
39、
40、 41、 42、
43、
2007.10
压力容器设计考试题库
第
6
页
共 177 页
44、
容器用金属材料中,钛材及其容器不应在空气中接触明火,以免易产生金属的 燃烧。 点评:见 JB/T 4745—2000 标准释义 第一章。JB/T4734-2002《铝制焊接容 器》和 JB/T4745-2002《钛制焊接容器》于 2003 年 3 月 1 日开始实施,作为压 力容器设计人员应及时了解标准动态,很多单位不涉及有色金属的设计,因此 我们只考了最基本的内容,占很少的分数,意在告诉设计人员对行业发展的动 向要有所掌握。
19、
20、 21、
各类钢种的化学成分要求及引用规范

本厂用钢化学成分汇编1适用范围本汇编规定了锻件和铸钢件用钢的牌号、化学成分等要求。
本汇编适用于本公司产品设计及工艺编制、外协订货时钢种的选用。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用本标准。
GB/T699 优质碳素钢GB/T1220 不锈钢棒GB/T1591 低合金结构钢GB/T3077 合金结构钢技术条件GB/T5680 高锰钢铸件技术条件GB/T6479 化肥设备用高压无缝钢管GB/T8732 汽轮机叶片用钢GB/T13013 钢筋混凝土用热轧光圆钢筋JB/T1265 25-200MW汽轮机转子体和主轴锻件技术条件JB/T1266 25-200MW汽轮机轮盘及叶轮锻件技术条件JB/T1267 25-200MW汽轮发电机转子锻件技术条件JB/T1268 25-200MW汽轮发电机体无磁性护环锻件技术条件JB/T1269 汽轮发电机磁性护环锻件技术条件JB/T1270 水轮机、水轮发电机大轴锻件技术条件JB/T3733 大型锻造合金钢热轧工作辊JB/T4120 大型锻造合金钢支承辊JB/T4126 压力容器用碳素钢和低合金钢锻件JB/T4127 低温压力容器用碳素钢和低合金钢锻件JB/T5000.6 重型机械通用技术条件铸钢件JB/T6393 大型锻件用合金工具钢JB/T6394 大型锻件用碳素工具钢JB/T6395 大型齿轮齿圈锻件JB/T 6396 大型合金结构钢锻件JB/T 6397 大型碳素结构钢锻件JB/T 6398 大型不锈钢、耐酸、耐热钢锻件JB/T 6399 重型机械用弹簧钢JB/T 6400 大型压力容器锻件用钢JB/T 6401 大型轧辊锻件用钢JB/T 7022 工业汽轮机转子体锻件技术条件JB/T 7023 水轮发电机镜板锻件技术条件JB/T 7024 300-600MW 汽轮机缸体铸钢件技术条件JB/T 7027 300-600MW汽轮机转子体锻件技术条件JB/T 7030 300-600MW汽轮发电机无磁性护环锻件技术条件JB/T 7178 300-600MW汽轮发电机转子锻件技术条件JB/T 7349 混流式水轮机焊接转轮不锈钢叶片铸件JB/T 7350 轴流式水轮机不锈钢叶片铸件JB/T 8705 50MW-200MW汽轮发电机无中心孔转子锻件技术条件JB/T 8706 300MW-600MW汽轮发电机无中心孔转子锻件技术条件JB/ZQ 4288 合金结构钢JB/ZQ 4291 压力容器锻件用钢JB/ZQ 4299 不锈铸钢CB1207 925高强度钢锻件技术条件YB(T)1 铬轴承钢技术条件YB 475 火炮炮身零件用钢YB 481 轻武器用结构钢技术条件EJ 411 三十万千瓦压水堆核电厂20MnNiMo钢(S271)锻件技术条件Q/JBAA21 船用锻件技术条件JIS G 4051 机械结构用碳素钢钢材JIS G 4103 镍铬钼钢钢材JIS G 4105 铬钼钢钢材JIS G 5101 碳素钢铸件JIS G 5102 焊接结构用铸钢件DIN 17200 高温结构钢DIN 17210 渗碳钢ASTM A105 管系部件用碳素钢锻件技术条件ASTM A266 压力容器部件用碳素钢锻件技术条件ASTM A299 压力容器用锰硅碳钢板技术条件ASTM A336 高温承压件用合金钢锻件技术条件ASTM A387 压力容器用铬钼合金钢板技术条件ASTM A500 压力容器用经淬火回火和真空处理碳素钢和合金钢锻件技术条件ASTM A541 压力容器用经淬火和回火的碳素钢和合金钢锻件技术条件ASTM A564 热轧和冷加工时效硬化不锈钢和耐热钢棒材及型材ASTM A681 合金工具钢技术条件3 各类钢种的化学成分要求3.1 碳素结构钢碳素结构钢的牌号和化学成分见表1。
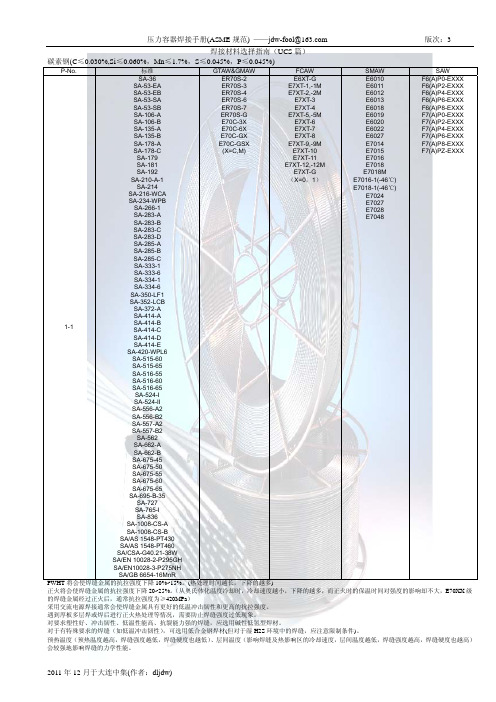
压力容器焊接手册ASME焊接材料选择指南rev
会较强地影响焊缝的力学性能。
2011 年 12 月于大连中集(作者:dljdw)
压力容器焊接手册(ASME 规范) ——jdw-fool@
版次:3
碳素钢
P-No.
标准
GTAW&GMAW
FCAW
SMAW
SAW
SA-105
ER70S-2
E7XT-1,-1M
E7014
F7(A)P0-EXXX
E7XT-G (X=0,1)
E7018M E7016-1(-46℃)
SA-214 SA-216-WCA SA-234-WPB
SA-266-1 SA-283-A SA-283-B
E7018-1(-46℃) E7024 E7027 E7028 E7048
SA-283-C
SA-283-D
SA-285-A
SA-285-B
E6018
F6(A)P8-EXXX
SA-106-A
ER70S-G
E7XT-5,-5M
E6019
F7(A)P0-EXXX
SA-106-B
E70C-3X
E7XT-6
E6020
F7(A)P2-EXXX
SA-135-A
E70C-6X
E7XT-7
E6022
F7(A)P4-EXXX
SA-135-B
E70C-GX
GCR-14HM-S/GXL-121
神户制钢所 昆山京群焊材科技有限公司
神户制钢所推荐 ( 也 有 用 US-36/MF-38 或 US-49A/MF-38 达到要求的) 已经通过试验
以上焊接材料的焊缝金属类型属于 0.05%C+1.3~1.6%Mn+2.1~2.9%Ni+0.5%Mo
ASME标准讲解4(ASME具体材料)
SA-508M GR.3 CL.1
SA-533M TYPE B CL. 1 or SA-508M GR.3 CL.1 SA-508M Gr.M F304LN
SA-182M F304L SB-167 (N06690) and SA312M TP304L SB-167 (N06690) SB-166 (N06690) SB-564 (N06690) SA-540M B24V CL. 3 SA-540M B24 CL. 3 SB167 with thermal treatment With thermal treatment With thermal treatment With thermal treatment
Stud hole plug and handling device Others
ASME第Ⅱ卷材料
• A篇铁基材料标准 • ASME材料种类太多,这里仅仅结合压水堆 反应堆主要设备常用材料进行分析和比较。 • 1. SA-508标准“压力容器用经真空处理的淬 火加回火碳钢和合金钢锻件” • 使用上述标准材料的有反应堆压力容器、蒸 汽发生器等,选用其中3级1类钢种。材料属 于锰镍钼合金钢。
Non-pressure Retaining Material
Applicable Portion Cooling shroud support Guide studs Stud bolt elongation measuring rods Closure gaskets Applicable Code SA-516 Gr.485 or equivalent JIS Material Carbon steel chromium plated Carbon steel Ni-Cr-Fe alloy with silver plate Type 304 or 316 stainless steel Compatible material.
核工反应堆压力容器介绍

延性断裂(塑性断裂): 顶盖本体(3吊耳,1排气管, 61+4管座) 连接控制棒组件和驱动机构 控制棒导向筒固定和定位。
4、反应堆 三、反应堆压力容器结构
3、支承堆芯冷却剂出口温度测量装置。
压力容器的 15s,包括缓冲段3.
拆卸杆、定位塞头、可拆接头实现驱动杆和控制棒组件的连接。
运行限制: 3、辐照使材料脆性转变温度升高
顶盖
压力容器 支承面
法兰 管嘴
环行段 环行段
导向 装置
O形密封环
1、功能:保证压力容器筒体法兰和顶盖法兰之间的密封。 2、材质:因科镍-600镀银,因科镍-718弹簧
反应堆容器支承结构
1、功能
在正常运行工况或事故 工况下承受载荷。
2、构成
进出口接管下面的支撑座; 支承导向板; 支承环(两个水平厚法兰 和两块立式腹板组成的环行 梁结构,上焊6个径向定位 止挡块)
一、反应堆压力容器功能
包容堆芯 冷却剂压力边界 放射性物质屏障 承受载荷
二、反应堆压力容器材料
选材原则:
纯度和均匀性 足够的强度和韧性 较低的辐照敏感性 导热性能好 易加工成本低
Mn-Mo -Ni 低碳合金钢, 内堆焊5mm 不锈钢涂层
导热率是不锈钢 的3倍
热膨胀系数比不 锈钢小1.5倍
奥氏体不锈钢在 快中子作用下产 生脆化效应
上端法兰(24个流水孔, 6个辐照样品孔和4个定 位键孔)
下端堆芯支承板(0.5m 厚的孔板)
3个冷却剂出口孔
4个定位键
2、围板和辐板
围板:将布置燃料组件
的整个活性区的外形紧 紧围住。厚度2530mm。
辐板:中空圆板,带小
孔,厚度20-30mm,
共8层,起径向支撑作
核电站320教材 反应堆压力容器
反应堆压力容器反应堆压力容器固定和包容堆芯及堆内构件,使核燃料的裂变反应限制在一个密封的空间内进行。
它和一回路管道共同组成高压冷却剂的压力边界,是防止放射性物质外逸的第二道屏障之一。
2.3.1 结构反应堆压力容器由筒体和顶盖两部分组成,材料采用Mn-Ni-Mo低合金钢,其成份为:C ≤0.25%,Mn—1.5%,Ni—0.4~1.0%,Mo—0.6% 。
容器内壁堆焊一层大于5mm厚度的不锈钢。
1.压力容器筒体筒体由一个带螺栓螺纹孔的法兰、一个焊有6个冷却剂进出口管嘴的环形段、两个环形段、一个过渡段和一个半球形下封头焊接而成,如图2.20所示。
图2.20 反应堆压力容器(1) 筒体法兰在筒体法兰上钻有58个螺孔,用以安装螺栓与顶盖密封。
其中3个螺孔可安装导向杆,以便在吊装顶盖时对中。
在法兰外侧焊有环形密封台肩,它起着支承密封环的作用,防止在装卸核燃料时反应堆水池内的水流进反应堆堆腔。
在法兰内侧有悬挂吊篮的台肩,上面开有4个定位键槽。
(2) 带管嘴的环形段每一条环路的进、出口管嘴相隔50︒夹角,每一对管嘴沿压力容器的周围成120︒对称分布。
在出口管嘴的内侧有一凸环,与吊篮的管嘴相接。
管嘴的外端焊了一段不锈钢安装端,这样采用同种材料允许在现场把一回路管道与压力容器焊接成一体。
在6只管嘴底部均设有支撑座,以便把压力容器放在它的支承结构上。
(3) 环形段在压力容器带管嘴环形段的下面是对应堆芯高度的环形段,它由两段对接焊接的筒体所构成。
在环形段下方内侧焊有4个因科镍导向键槽,它与吊篮导向键相配,用来限制吊篮径向位移。
(4) 过渡段过渡段把半球形的下封头和容器的筒体段焊接起来。
(5) 下封头它是由热轧钢板压成的半球形封头,下封头上焊有50根因科镍套管,堆内中子通量测量导管通过它们进入压力容器。
2.压力容器顶盖它由半球形顶盖和上法兰焊接而成。
(1) 顶盖由钢板热压成半球形,在顶盖上焊有三只吊耳、一根排气管、61个控制棒驱动机构管座、4个热电偶管座和控制棒驱动机构通风罩法兰。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M2112 零件采购技术规范不承受强辐照的反应堆压力容器筒节用的可焊Mn-Ni-Mo合金钢锻件0 适用范围本规范适用于压水堆压力容器不承受强辐照筒节的可焊Mn-Ni-Mo合金钢锻件。
1 冶炼钢必须在电炉中冶炼,加Al镇静,真空脱气。
2 化学成分要求2.1 规定值浇包分析和制品分析所测得的化学成分必须符合I的规定值。
2.2 化学分析钢厂须提供一份浇包分析化学成分单,该单由厂长或厂长正式委派的代表签证。
同时还须提供两个制品的分析化学成分单,其中一份是对钢锭头部试样进行分析,另一份是对取自钢锭底部的试样进行分析。
后者取样位置可在靠近管嘴出口处。
上述分析必须按照MC1000的规定进行。
在钢锭头部取样的分析结果仅作为资料保存。
3 制造3.1 制造程序开始制造前,锻造车间必须制订一份制造程序,其内容如下:——冶炼方式标识;——钢锭的重量和类型;——钢锭头、尾切除百分比;——零件在钢锭中的位置;——标识尺寸的零件草图,该图应附有每一火次锻造后按M380计算的锻造比和总锻造比。
——锻造坯件图、热处理外形图、无损检验外形图以及交货外形图;——中间热处理和最终热处理(性能热处理)条件;——验收试验用试料在锻件上的位置;——试样在试料上的位置图。
必须按时间先后顺序列出各种热处理、取样、无损检验的操作过程。
3.2 锻造为了清除缩孔和大部分的偏析,必须至少在钢锭头部切掉13%,在底部切掉4%。
钢锭重量和切除量百分比的记录必须交监督者掌管。
按M380规定计算的总锻造比必须大于3。
3.3 机加工3.3.1 性能热处理前性能热处理前,粗加工坯件外形应尽可能接近交货件外形,这些外形图必须列入制造程序(见3.1)。
3.3.2 性能热处理后在最终超声波检验前,零件须加工至交货件的外形。
3.4 交货状态——热处理锻件必须以热处理状态交货。
该处理即性能热处理,包括下述工序。
——奥氏体化(取850~935℃之间的某一温度);——水淬或喷淋淬火;——为达到所要求的性能,选择某一温度进行回火,随后在静止的空气中冷却。
回火的名义保温温度在635~665℃之间。
必须用放置在锻件上的热电偶测量温度。
热电偶的位置必须在制造程序中标明(见3.1)。
供货商应建立记录分析卡。
如该锻件需重新热处理(见4.4),则必须按照上述相同规定进行重新热处理。
4 力学性能4.1 性能规定力学性能规定值列于表Ⅱ。
(1)每组三块试样中,至多一个结果低于规定的平均值方可验收。
4.2 取样试料必须在试环上完全相对的X和Y两个部位截取,(试环是与锻件相连的加长段),或从两个径向相对的开口处截取试料。
加长段应位于钢锭的底部。
零件经性能热处理后截取(或切割)试料。
试料上应作清楚的标识并指明其最大延伸方向。
试料要具有足够的尺寸,以便截取全部试验和复试所需用的试样。
截取试样必须使其轴线位于距筒节内壁四分之一壁厚处。
试样上与试验有关的部分离筒节底端自由表面的距离至少等于该零件的厚度。
为满足这一要求,允许供货商用隔热环保护筒节底端,其隔热环的高度至少等于本规范附图2所示的筒节壁厚。
应把宽度至少等于筒节壁厚的隔热环焊在零件上。
必须沿筒节的径向开冲击试样缺口。
如果锻件要进行重新热处理,试料是从管嘴出口处截取的,则新的试料应从径向相对的两个新的管嘴出口处截取,并要在重新热处理后进行。
试料在零件上的位置示意图及试料上截取试样的尺寸图必须列入制造程序(见3.1)。
4.3 在代表交货状态零件的试料上进行的试验试验应在取自试料的试样上进行,该试料在取样后不经任何热处理。
4.3.1 试验项目和数量试验项目、取样方向及试验温度列于表Ⅲ“交货状态试验”的相应栏目内。
表Ⅲ4.3.2 补充冲击试验为测定制品的冲击值随温度的变化关系,除了作—20℃、0℃和+20℃的冲击试验外,还要在—40℃、+40℃和—60℃条件下各做3个冲击试验。
如果要得到曲线的形状,还要在+60℃条件下至少做3个冲击试验。
这些试验用试样,必须在同一试料上轴向截取。
4.3.3 试验实施方式A——室温和高温拉伸试验a)试样试样尺寸应符合MC1000的规定。
b)试验方法必须按MC1000的规定进行拉伸试验,并记录以下数值:——残余伸长0.2%条件下屈服强度,MPa;——极限拉伸强度,MPa;——断后伸长率,%;——断后收缩率,%。
c)结果测得的结果必须符合表Ⅱ中规定的要求如果试验结果不是这样并且试样有物理缺陷(不影响制品的使用能力),或由于试样装夹不妥、或试验机运行失常而使试验结果不合格时则必须另取试样重作试验。
如果第2次试验合格,该零件予以验收,反之则按下述规定执行。
如果其结果不合格,不是由于上述任何一种原因所致,则可对测得的每个不合格结果再取双倍试样进行复试。
复试试样取自不合格试样的邻近部位,若复试结果均合格,则该零件予以验收,反之,则必须剔出(见4.4)。
B——冲击试验和绘制冲击韧性转变曲线a)试样和试验方法KV冲击试样必须邻近截取。
这些试样的形状、尺寸及试验条件必须按MC1000规定施行。
每组试验要冲断3根试样,并记录其塑性断口百分率及侧向膨胀值,以作参考资料用。
为绘制冲击韧性转变曲线所采用的补充试验温度按4.3.2的规定执行。
b)结果必须满足表Ⅱ中+20℃、0℃和—20℃时冲击值的要求。
c)0℃试验如果其中任一要求不满足,则该零件须予剔出。
然而,若不满意的试验结果仅是个别值低于所规定的最小值,而其它值均满足要求(平均值合格,仅一个低于规定值),则可按以下方法进行复试:在邻近不合格试样的取样部位,截取三根一组的两组试样,使其在与原组试样相同温度下进行试验。
如果两组(三个试样一组)试样中的任何一个结果不符合4.1的规定,则该零件须予剔出(见4.4)。
d)—20℃试验如果三个试验结果的平均值不符合要求(4.1),或平均值符合要求,但有两个试验结果低于规定的平均值,则该零件须予剔出(见4.4)。
如果平均值满足要求,且仅有一试验结果小于规定的个别最小值,则在原组邻近截取试样的部位再截取三个试样进行第2批试验。
如果所有6个试验结果的平均值符合4.1的规定,而第2试验批的结果中只有一个低于规定的最小平均值,则该件予以验收。
e)+20℃试验如果有一个或多个试验结果未能满足4.1的规定,则须验证其+40℃的三项试验是否符合这一规定,若+40℃的试验结果不符合4.1的规定,则该零件须予剔出(见4.4)。
4.4 重新热处理由于一项或几项力学性能试验结果不合格而被剔除时,可重作热处理。
重新热处理的条件必须列入试验报告。
在此情况下,试样必须按4.2的规定截取。
要进行的试验内容须与4.3的规定相同。
重新热处理不允许超过两次。
4.5 在经过模拟消除应力热处理的试料上进行的试验4.5.1 模拟消除应力热处理必须按照M151的规定进行该热处理。
4.5.2 试验条件试验数量、取样方向和试验温度必须符合表Ⅲ“模拟消除应力热处理状态”试验的规定。
零件在经过力学性能热处理后,必须在试环(见4.2)上截取试验用试料。
试料必须按4.5.1的规定单独地在试验室热处理炉中进行模拟消除应力热处理。
试验条件和试验结果必须与经性能热处理的试料相同(见4.3)。
对于已经模拟消除应力热处理的试料必须按4.3.2进行补充冲击试验。
5 基本金属见证件必须采用M370规定的方式。
6 外观检查——表面缺陷在制造加工的各个过程中,应仔细检查零件,以确保金属的完好性。
零件必须完好无损,不得有发纹、裂纹、切痕或其它有害的缺陷。
最终机加工后,必须对待堆焊表面进行液体渗透检验。
按MC4000的规定进行该检验。
记录条件和检验准则液体渗透检验:尺寸等于或大于1mm的任一缺陷应予记录。
凡呈现下述显示的缺陷应定位、清除或修补:1)线状显示;2)尺寸超过3mm的非线性显示;3)3个或3个以上间距小于3mm的排列成行的显示;4)在100cm2的矩形面积上,累计有5个或5个以上密集痕迹。
该矩形长边不大于20cm,且位于痕迹评定最严重的部位。
如果上述检验发现零件上有不允许存在的缺陷时,必须用本规范第8章的规定。
7 体积检验内部缺陷检查采用超声波检验。
7.1 检验时间必须在零件最终机加工后进行检验,成形后不能检验的部分尽量提前做检验。
7.2 实施方法超声波检验的实施方法按MC2310和MC2320的规定。
探头特性参数通常如下:——直射法检验:探头频率3~4MH Z。
——斜射法检验:探头频率2MH Z,反射角45°。
7.3 扫查方式和检验程度零件的整个体积都要进行内部缺陷检查。
采用细扫查方式。
零件类型为3b。
与AFNOR标准NF A04—308的不同点是该检验应沿轴向,从两端对1/2零件高度加10%的部分进行检验。
7.4 信号的评定按MC2310和MC2320的规定进行评定.7.5 记录条件和检验准则直射法检验信号记录范围和验收限值应按NF A04—308规定的质量等级3级的要求。
斜射法检验回波幅度超过50%参考曲线(DAC)高度的任何信号应予记录。
回波幅度超过参考曲线(DAC)高度的任何信号判为不合格。
8 缺陷部位清除和修补只有用打磨法清除缺陷后, 零件尺寸仍在规定的公差范围内时予以验收。
不允许锻造车间进行补焊。
修补后,必须按MC5000的规定作磁粉检验。
——尺寸等于或大于1mm的任一缺陷应予记录。
——凡呈现下述磁痕的所有缺陷,都必须标明位置、清除或予以修补:1)线状磁痕;2)尺寸超过3mm的非线性磁痕;3)3个或3个以上间距小于3mm的排列成行的磁痕;或间距为3—6mm,其分布长度大于15mm的磁痕。
如果两个磁痕间距小于其中较小者长度的两倍时,则该两个磁痕视作一个磁痕。
这个磁痕的总长度应为两个磁痕长度之和加上这两个磁痕间的间距。
9 尺寸检验热处理后进行尺寸检查。
不论是锻造车间交货零件的外形还是成品件外形,都必须按采购图标注的尺寸进行检查。
须记录主要尺寸。
这些值必须处在采购图样规定的公差范围内。
10 标记供货商必须按B1300的规定确定采用的标志和标记方法。
与零件一起交货的试料必须按照订货单的规定做好标记。
11 清洁—包装—运输必须在订货单中规定各种要求。
12 试验报告不论交货前的零件状况如何,供货商在每一项试验后必须建立以下相应的报告:——浇包分析和制品分析的化学成分单;——热处理记录分析卡(重新热处理时,包括全部热处理记录);——力学性能试验报告;——无损检验报告;——尺寸检验单;这些报告必须包括:——炉号和零件编号;——供货商识别标志;——订货单号;——如有必要,检查机构的名称;——各种试验和复试结果,及与相应的规定值。
M 2112 规范的附件1RT NDT温度的测定补充试验当设备技术规格书或其它合同文件有此规定时,则必须作这些补充试验。
——KV韧性转变曲线试样的纵轴离筒节内侧的距离应为筒节壁厚的四分之一。