PPAP控制计划 模板
PPAP控制程序范文
PPAP控制程序范文编制:审批:批准:1目的本程序规定了生产件批准(PPAP)的一般要求,通过对生产件的批准,确保公司对顾客所有要求得到正确的理解,并向顾客证明公司有能力在实际生产过程中,按规定的生产节拍生产持续稳定的提供满足顾客要求的产品。
2适用范围2.1.1适用于公司向顾客提供新产品的生产件批准业务;2.1.2适用于供应商生产件批准业务。
3术语与定义3.1.1PPAP:Production Part Approval Process(生产件批准程序)的英文简称;3.1.2生产件:在生产现场,用正式的生产工装、量具、工艺过程、材料、操作员、环境和过程设置下被制造出来的产品。
4责任与权限4.1项目部4.1.1负责与顾客确认提交PPAP文件的时机和等级,并跟进PPAP文件的准备进度,将顾客信息及时向公司内部有关部门反馈。
4.2质量部4.2.1负责向顾客提交相关的PPAP文件及样品,做好提交实施记录。
4.2.2负责批准供应商提交的PPAP文件及样品。
4.3工厂质量部4.3.1负责量产后变更向顾客提交相关的PPAP文件整理及样品准备,做好提交实施记录。
4.3.2负责量产后供应商变更重新提交的PPAP文件及样品的批准4.4相关部门4.4.1各部门负责提供PPAP文件的相关资料。
5程序内容页码3 / 5流程控制要点责任部门 输出5.1 确定提交PPAP 时机5.1.1 根据APQP 项目进度计划,项目经理组织研发、质量、采购、计划、生产、物流仓储等部门进行PPAP 资料准备。
5.1.2 产品更改(图纸更改、技术规范更改、材料更改)。
5.1.3 过程更改,包括产线在公司内移动。
5.1.4 供应商新物料进入试生产或小批量生产阶段时。
5.1.5 供方材料变更。
5.1.6 因质量问题暂缓发货的产品。
5.1.7 当产品与过程与PPAP 批准不一致,需做永久更改,应向顾客提交PPAP 。
项目部 质量部 工厂质量部5.2 确认提交PPAP 要求5.2.1提交PPAP 提交前,项目经理向顾客确认提交等级,在顾客没有指定提交等级时,按等级三提交。
压铸件PPAP控制计划

Golf右棘轮 544 214
供方代号 Supplier Code
编制 Prep. By
零件/过程 编号
Part/Process Number
张紫阵
横向协调小组 Function Team
70
包装
无漏包装
包装规范
75
储存
FIFO
仓库管理规程
控制计划
CONTROL PLAN
审核
编号/No.
首发日期/First Issue Date 修订日期/Revision Date 顾客 /Customer 顾客批准/日期(如需要)
共页 Totel:
第页
Verification
Customer Approval/Date(If Req'd) Page:
目测
产品流转单
100% 连续
清洗/梁永 珍
隔离、返工
65
终检
见检验指 导书
见检验指 导书
外观 尺寸
目测
100%
通止规、卡尺 、三坐标
10件
每批
产品最终检 验报告
成检包装/ 黄凤金
品质部/杨 锐
1.隔离, 2.追溯 100%检验, 3,报
废.
零件名称/描述 Part Name /Description
工程项目/Project Item
过程名称/ 操作描述
生产设备 (工装/夹具等)
Process Name/ Operation Description
Machine,Device, Jig,Tools For Mfg.
PPAP-13控制计划
控制计划填写说明①控制计划文件的编号,规则参见YFV-DS03-03《工艺文件编号管理规定》;②控制计划的类别,在该控制计划所属类别后的里面打勾;③被控制的系统、子系统或部件名称;④被控制的系统、子系统或部件编号;⑤该系统、子系统或部件所属项目以及客户名称;⑥负责控制计划的主要联系人姓名和电话号码;⑦源于图样规范的最近工程更改等级和/或发布日期;⑧适用该控制计划的公司或工厂名称;⑨首次发布控制计划的日期;⑩最近一次修订控制计划的日期;⑾获取顾客同意的批准;⑿系统、子系统或部件制造的步骤名称;⒀适当时,对所描述的每一操作识别加工设备,诸如制造用的机器、装置、夹具或其他工具,并注明设备编号。
⒁与被识别产品特性具有因果关系的过程变量(输入变量);⒂在图样或其他主要工程信息中所描述的部件、零件或总成的特点或性能;⒃按整车厂(OEM)的要求使用合适的分类来指定特殊特性类型,或者这一栏可空着来填写未指定的特性。
⒄技术条件可以从各种工程文件获得;⒅标明所使用的测量系统;包括测量零件/过程/制造装置所需的量具检具、工具和/或试验装置。
⒆列出取样所需的相应样本容量和频率;⒇对操作者将怎样进行控制的简要描述,必要时包括程序编号;(21)执行分析方法的部门或人员;(22)出现过程失控时应采取的应变措施;(23)负责制定控制计划最终版本的主要人员,并在其所属部门前的中打勾;(24)在更改处所使用的标记;(25)使用更改标记的处数;(26)发布更改通知的技改单编号及相应描述;(27)授权更改人签字;(28)更改日期;(29)控制计划的主要编制人员及编制日期;(30)控制计划的标准化工作人员及完成标准化工作的日期;(31)控制计划的审核人员及审核日期。
(32)控制计划的版本号,其中试制文件--用S表示,随着更改次数增加用 S1、S2、S3、S4 ... 递增。
投产文件--用B表示,随着换版更改次数增加用B1, B2, B3 …. 递增。
PPAP文件5-控制计划
Control
Prototype 样件 Pre-launch 试生产 Production 生产 Ctrl. Plan No.控制计划编号 Part No./Rev. 零件号/更改级别: Supplier Part No.供应商零件号: Part Name/Description 零件名称 Supplier/Plant 供应商 Supplier Code 供应商代号
Evalua. /Meas. Technique 评价/测量技术
Page 2 ate(Orig.) 编制日期 Date(rev.) 修改日期 Customer Engineering Approval /Date (If Req’d) 顾客工程批准/日期(如需要) Customer Quality Approval/Date (If Req’d) 顾客质量批准/日期(如需要) Other Approval/Date (If Req’d) 其它批准/日期 (如需要)
工序 号
Operation Description
工序名称
Machine, Jig Tools for Mfg.
Characteristics 特性
No 编 号
Product 产品
Process 工艺
生产设备
Product/Process Specification/Tolerance 产品/工艺规范/公差
Characteristics 特性 Product 产品 Process 工艺
生产设备
Special C&C 特殊 特性
Methods 方法
Product/Process Specification/Tolerance 产品/工艺规范/公差 Evalua. /Meas. Technique 评价/测量技术
PPAP文件模板
PPAP文件模板n Part n WarrantNumber: ZY/CG-03-02Part Name:Part Number:Product Drawing Change Level: Change Date:XXX:Change Date:XXX:Weight: ______kgXXX: Yes NoXXX:XXX:Date:Supplier nSupplier Name:Supplier Code:Address/Zip Code:XXX Name:XXX:SubmittedXXX:Initial nChange to a different structure or materialProduct design changeChange in XXXTooling: n。
replacement。
XXXTooling has been out of use for more than one yearPart machining process changeXXX nn of parts XXXOther - please specifyRequired n Level (select one):Level 1 - Only submit a warranty to the customer (if specified as an appearance item。
an appearance part approval report should also be submitted)Level 2 - Warranty。
parts。
drawings。
n n results。
material and performance test results。
appearance part approval reportLevel 3 - At the requester's n - Warranty。
PPAP资料撰写方法(制造流程图、PFMEA和控制计划)
或,一部分(小于100%)产品必须要在生产 在线的工站外重新加工,而没有被丢弃。
装配和完工/尖响声和卡塔响声等项目令人 或,一部分(小于100%)产品必须要在生产 不舒服,很少顾客发现有缺陷(少于25%)。 在线的工站外重新加工,而没有被丢弃。
没有可识别的影响。
或,轻微的对作或作业员不方便,或没 影响。
失效模式
4个方向思考: 1. 没有功能 2.不完全的/ 过功能或是随时间增加而降低功能 3. 间 歇性功能 4. 无预期的功能 失效模式需与过程功能直接相关
失效效应:包括以下效应
下一个使用者 下游之使用者 最终使用者 车辆的运作 作业员的安全
政府法规
机器/设备
如果此效应是违反法 规或会危及顾客或厂 内的作业员,请详述 细节
级别
≧ 100件 / 每千件
10
很高:持续性发生的失效
50件 / 每千件
9
20件 / 每千件
或,可能危及作业员(机器或组装)而无警 告。
或,产品可能必须要100%丢弃,或车辆/ 系统要在修理部门花上多于一小时来加以 修理。
或,产品可能必须要筛选,且一部份(少于 100%)被丢弃,或车辆/系统要在修理部门 花上半小时到一小时来加以修理。
或,可能有一部份(少于100%)的产品不经 筛选地被丢弃,或车辆/系统要在修理部门 花上少于半小时来加以修理。
发生率
使用评分表 每一个原因皆须指定一个发生率评分,以 表示这个原因在过程寿命中会发生的机 率 如果评分是 介于表中之两个值之间,选较 高的评分值
发生率(续)
如果发生率此次无法评估,则评10分 如果小组对于发生率无法达成共识,则评 10分
推荐的PFMEA发生度评价准则
发生率评分表 可能性
PPAP中英文报告模板-11.控制计划
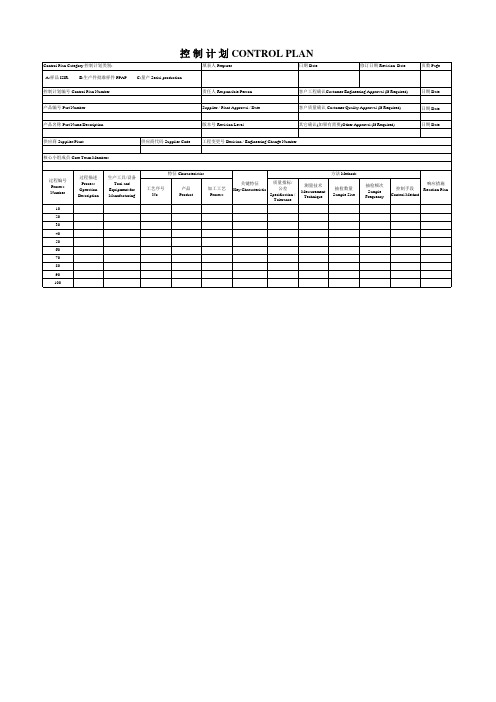
Control Plan Category 控制计划类别: A:样品 ISIR B:生产件批准样件 PPAP C:量产 Serial production 责任人 Responsible Person 客户工程确认Customer Engineering Approval (If Required) 日期 Date 填表人 Preparer 日期 Date 修订日期 Revision Date 页数 Page
过程编号 Process Number 10 20 30 40 50 60 70 80 90 100
过程描述 Process Operation Description
生产工具/设备 Tool and Equipment for Manufacturing
版本号 Revision Level
其它确认(如果有需要)Other Approval (If Required)
日期 Date
供应商 Supplier/Plant
供应商代码 Supplier Codeபைடு நூலகம்
工程变更号 Decision / Engineering Change Number
核心小组成员 Core Team Members 特征 Characteristics 工艺序号 No. 产品 Product 加工工艺 Process 关键特征 Key Characteristic 质量指标/ 公差 Specification / Tolerance 测量技术 Measurement Technique 方法 Methods 抽检数量 Sample Size 抽检频次 Sample Frequency 响应措施 控制手段 Reaction Plan Control Method
PPAP全套表格模板
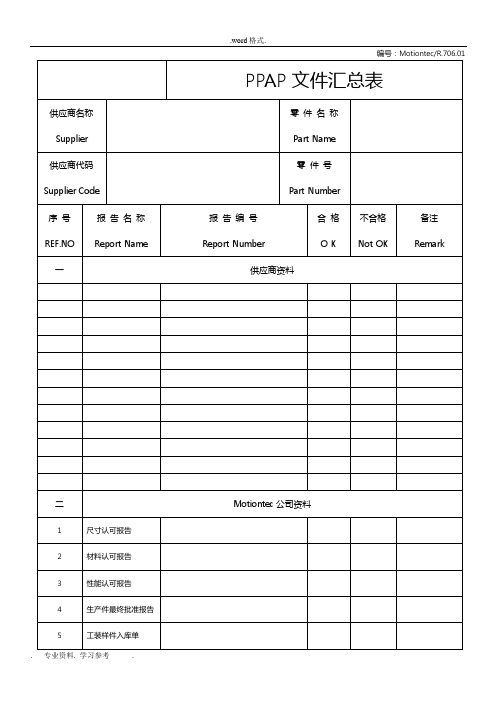
编号:Motiontec/R.706.02. 专业资料. 学习参考.. 专业资料. 学习参考. Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
. 专业资料. 学习参考.. 专业资料. 学习参考..word格式.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1、 本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec 品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec 品管部。
3、当二级供应商变化时,应及时通过Motiontec 品管部,以确定是否进行生产件批准。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 “× ”。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.编号:Motiontec/R.706.23生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师. 专业资料. 学习参考.Motiontec2、版面不够,可附页;. 专业资料. 学习参考.3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
APQP产品质量先期策划和控制计划【范本模板】
产品质量的先期策划和控制计划APQP&CPⅠ、产品质量策划循环PDSA(或PDCA)循环:P——Plan策划:根据顾客要求和组织方针建立必要的目标和过程。
策划内容:主题;参与的组织部门人员及职责分工;计划步骤及人员安排;计划各步骤的量化指标、考核方式。
D—Do 做:实施过程。
S—Study研究:对过程和产品进行监视和测量,并报告结果。
A—Action处置:采取措施,以持续改进过程业绩。
管理循环PDSA是周而复始,永无休止过程。
是螺旋式上升。
Ⅱ、产品质量策划基本原则一.产品质量策划的益处:1.引导资源,使顾客满意2.促进所需的更改的早期识别3.避免晚期更改4.以最低成本及时提供优质产品二.组织小组:(多方论证小组、项目小组、横向协调小组、跨功能小组)产品质量先期策划过程的第一步是为了分派横向职能小组的职责。
有效的产品质量策划要求不仅仅是质量部门的参与.小组应该适当包括来自工程、制造、材料控制、采购、质量、销售、售后服务、分承包方和顾客的职责。
1.多方面人员参加。
2.明确职责。
3.要有顾客代表(一般为销售人员)。
三.确定范围:重要的是识别顾客需要、期望和要求。
1.确定项目小组负责人。
2.确定每一代表方的作用。
3.确定顾客--内部的和外部的。
4.确定顾客要求.(如适用,可使用附录B中的质量功能开发QFD)。
5.理解顾客的期望(如设计、试验次数)。
6.对所提出的设计、性能要求和制造过程评定其可行性。
7.确定成本、进度和应考虑的限制条件。
8.确定所需的来自顾客的帮助。
9.确定所采用的报告过程和形式。
四.小组间的联系1.应建立和其他顾客与供方小组的联系渠道。
2.与其他小组举行定期会议.五.培训1.产品质量的先期策划的成功依赖于有效的培训方案。
2.传授所有满足顾客的要求和开发技能。
3.Ford公司要对培训进行检查。
六.顾客和供方的参与1.主要顾客可与供方共同进行APQP.(顾客参与是动力也是压力)2.供方应同样要求其分承包方。
APQP实用标准模板
××××××有限企业产质量量先期策划APQP)该模板由××××结合标准、×××企业的本质情况供应,×××企业以为主机厂配套供应冲焊件为主要经营手段,删减产品设计开发(但有产品实现过程的设计),模板不当之处,还望指正并自行校正使用。
项目名称:项目负责人:工期:编制时间:年月目录1.产品开发可行性解析报告2.成本估计报价表3.合同/订单评审表4.新产品(项目)开发申请表5.项目负责人任命书6.多功能小组成员、职责表7.多功能小组职能分配和进度计划表8.开发产品清单(零配件清单)产品图纸(总成图纸、部件图纸)10.质量特色(总成质量特色、部件质量特色、过程质量特色)11.总装过程(组焊过程)工艺流程图12.自制部件(过程)工艺流程图13.采买部件(资料)明细表14.培训计划15.培训记录表16.总成(实现过程)无效模式解析(PFMEA)——OTS17.自制部件(实现过程)无效模式解析(PFEMA)——OTS18.总成实现过程控制计划—— OTS19.自制零部件实现过程控制计划——OTS20.总成试验(分项、检验)规范(分项、检验作业指导书)21.自制部件试验(分项、检验)规范(分项、检验作业指导书)22.采买部件试验(分项、检验)规范(分项、考据作业指导书)总装用设施清单24.自制部件用设施清单25.总装用工模夹具清单26.自制部件用工模夹具清单27.总装用工具、辅具清单28.自制部件用工具、辅具清单29.总成产品用量检具、试验设施清单30.自制部件用量检具、试验设施清单31.采买部件用量检具、试验设施清单32.样件试制计划33.样件试生产作业指导书33.样件全尺寸检验记录33.样件特别特色检验记录(试验报告)34.试生产过程评审(确认)记录表(工程图样、 PFEMEA、控制计划、作业指导书、检验指导书、设施、模具、夹具、检具、零配件或初始资料)更正记录单总成(实现过程)无效模式解析(PFMEA)——试生产自制部件(实现过程)无效模式解析(PFEMA)——试生产总成实现过程控制计划——试生产自制零部件实现过程控制计划——试生产批试生产计划总成、自制部件、采买部件用盛具清单34.总成成品包装标准和包装规范分产品包装标准和包装规范总装平面部署图自制部件现场平面部署图(分类、分品、分工艺)仓储物流交付平面部署图生产作业指导书工艺半成品试验(分项、检验)规范(分项、检验作业指导书)全尺寸抽样检验记录单关重采买件PPAP测量系统解析议论(MSA)初始过程能力研究产品审查(评审)过程审查(评审)系统审查生产件赞同(PPAP)计划包装议论控制计划评审表FMEA检查评审表设施、工模夹、试验设施检查表工艺流程检查表现场平面部署检查表过程作业指导书的可操作性评审表量检具、试验设施适用性评审表54.量检具重复性、再现性评审表特别量具的准备和校验产质量量确认表产质量量先期策划的总结和赞同报告湖北车神汽配实业有限企业新产品制造可行性报告评估部门:评估日期:年月日新产品名称开发产品数量新产品规格顾客名称/型号一、顾客大要(包括:人员、工厂规模、现有主要车型、年产量、企业性质、生产经营情况、近几年发展情况等):二、顾客对新产品开发项目的质量和技术要求及其他基本要求(包括:外观、尺寸、功能、性能、资料、装于何种车型、进度要求、数量要求等基本要求):三、顾客对新产品的竞争选点情况(包括:有几家竞争对手与顾客配套、竞争对手的质量和技术情况、竞争对手的设计和开发能力情况等):四、顾客对新产品定点及认可程序:五、市场展望(包括:新车型开发进度、何时装车试验、产量计划等):六、顾客相关部门/人员的联系电话和地址情况(包括:设计和开发部门、质量管理部门、采买部门、工程技术部门等主要负责人的联系电话和地址):七、对新产品的基本构思和采用先进技术的设想及目前现有系统存在的问题:八、新产品先行试验和要点技术问题及风险解析:九、新产品开发的进度安排:十、新产品的预计年产量、成本估计、价格估计:十一、投资估计(包括:人员投资、设施/设施投资等):十二、销售渠道及其他情况:十三、结论:备注APQP实用标准模板赞同审查制表湖北车神汽配实业有限企业——产品成本核算报价表报价部门:报价编号:报价单位:人民币(元)报价日期:年月日产品名称规格/型号产品编号图纸编号产品数量顾客名称联系电话传真固定成本直接成本︹包括外购外协/原材料/辅助资料︺生产加工成本间接成本12投资成本(包括设施耗资房屋设施租借无形财富通讯费其他硬件/软件)及折旧成本及折旧成本摊销成本成本成本名称规格/型号报价议定供应本源本产品所使用部件/资料用量本质报价价格小计编号/件号单价国产/进口关税数量报价价格议定价格报价价格议定价格单价合计零部件/资料加工机器设施作业人生产/加工加工费其他本质报价价格项目加工数时间率小计名称/内容报价议定报价议定报价议定报价议定报价议定报价价格议定价格价格价格价格价格价格价格价格价格价格价格合计外协件及劳务燃料动力耗资资料管理费加工管理费包装运输税金销售成本其他报价议定报价议定报价议定报价议定报价议定报价议定报价议定报价议定报价议定价格价格价格价格价格价格价格价格价格价格价格价格价格价格价格价格价格价格工/模新作套元工/模更正套元夹具制作套元夹具更正套元检具制作套元检具更正套元报价总价格议定总价格备注核准审查制表1314湖北车神汽配实业有限企业合同/订单评审表部门:日期:年月日合同/订单名称合同/订单编号客户名称产品名称规格/型号交付数量交付时间/日期合同/ 订单要求评审部门评审意见评审人员签字/日期市场技术中心生产质检财务采买评审结果:签字:日期:备注核准审查制表湖北车神汽配实业有限企业新产品项目开发申请单申请部门:申请日期:年月日开发产品名称开发产品数量产品规格/型号顾客名称提交顾客提交顾客赞同/赞同的日期确认的数量新产品项目开发本源/依照新产品项目开发要求和/ 或顾客要求申请开发的结论:总经理(签字):赞同日期:备注核准审查制表湖北车神汽配实业有限企业关于任命同志为项目负责人的通知湖北车神汽配实业有限企业多功能小组成员及职责表拟定部门:拟定日期:年月日产品名称顾客名称规格/型号成立日期年月日多功能小组成员项目姓名部门职责/工作内容技术联系方式组长技术市场组质检员生产财务采买备注核准审查制表湖北车神汽配实业有限企业APQP多功能小组职能分配和进度计划表产品/产品类名称:产品/产品种类号:阶序负责部门负责人预计完成时间本质完成时间段相关项目职能号12第一阶段第二阶段三阶段第四阶段第五阶段赞同/日期:审查/日期:拟定/日期:APQP实用标准模板湖北车神汽配实业有限企业开发产品清单(零配件)序号部件号名称物料代码要点质量特色拟自制拟采买拟借代用数量图片备注赞同:审查:制表25APQP实用标准模板湖北车神汽配实业有限企业产品图纸清单(要留栏注明更正情况)产品图纸(总成图纸、部件图纸)——以工程图的形式装订总装(组焊)工艺流程图——以工程图的形式装订自制部件工艺流程图——以工程图的形式装订湖北车神汽配实业有限企业产质量量特色清单序号图号名称质量特色保证措施考据图片备注27赞同:审查:编制:28湖北车神汽配实业有限企业过程特色清单序号部件号产品过程过程特色保证措施考据目的图片备注29赞同:审查:编制:30湖北车神汽配实业有限企业项目(产品)采买部件(资料)明细表序号部件号名称型号规格用量价格特别特色供应商联系人备注赞同:审查:编制:项目(产品)培训计划序号培训内容参加人员主讲老师时间场所所需资源核查形式花销备注01 项目介绍部门经理、多总经理整体实现过功能小组成总工程师程员要点质量特性采买实现05赞同:审查:编制:项目(产品)培训记录表课题主讲(持)时间地点方式主要内容序号姓名成绩序号姓名成绩备注审查:编制:潜藏无效模式及结果解析(PFMEA)○首次提交○OTS提交○PPAP提交更新○生产更新○DFMEA○PFMEAD/PMEA号码零部件号零部件名称车型/年度编制人电话编制日期中心小组最新修改日期供应商赞同人赞同日期负责人/部序潜藏无效无效的潜无效的潜现有过程现有过程建议的措采用的措过程模式在结果S特色分类在来由O控制探测DRPN门/计划完SODRPN号控制预防施施成日期控制计划○工装样件生产○试生产○生产控制计划编号零部件号零部件名称车型/年度顾客赞同人编制人联系电话中心小组供方赞同日期顾客赞同日期编制日期最新修改日期特色方法序号过程生产设施产品特别特色产品/过程/议论测量取样反应计划序号过程规范/公差技术容量控制方法频率APQP实用标准模板湖北车神汽配实业有限企业总成试验(分项、检验)规范(分项、检验作业指导书)自制部件试验(分项、检验)规范(分项、检验作业指导书)采买部件试验(分项、检验)规范(分项、考据作业指导书)湖北车神汽配实业有限企业项目(产品)总装用设施清单序号工序设施型号规格基本要求特别要求现有借代用拟采买供应商联系人安装时间备注赞同:审查:编制:湖北车神汽配实业有限企业项目(产品)自制件用设施清单序号产品/工序设施型号规格基本要求特别要求现有借代用拟采买供应商联系人安装时间备注赞同:审查:编制:湖北车神汽配实业有限企业项目(产品)工模夹具清单序号产品/工序工模夹具基本要求特别要求自制责任人拟采买供应商联系人调试时间备注赞同:审查:编制:湖北车神汽配实业有限企业项目(产品)工辅具清单序号产品/工序工辅具型号规格基本要求特别要求自制责任人拟采买供应商联系人到位时间备注赞同:审查:编制:湖北车神汽配实业有限企业项目(产品)量检具(试验设施)清单序号产品/工序量检具型号规格基本要求特别要求自制责任人拟采买供应商联系人查收时间备注赞同:审查:编制:湖北车神汽配实业有限企业试生产作业计划拟定部门:拟定日期:年月日产品名称产品编号规格/型号顾客名称试生产开始制作制作结束提交顾客数量日期日期确认日期试验项目序项目负责负责预计完成本质完成工作内容/部门初步日期日期日备号人员期备注核准审查制表。
PPAP整套资料模板

备注
设计资料清单,顾客有要求时, 提交图纸、设计方案等 ECN
产品所涉及的测量系统 图纸里所列出的全部尺寸
过程能力分析报告 符合ISO/IEC17025资质证书或 CNAS认可证书 当被顾客定义为外观件时 样品实物 样品实物 提交清单 如果顾客有特殊要求,提供这些 特殊要求纳入公司相关制度的证 据记录,文件或清单
等级说明
提交等级为3级。
内容 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
文件名称 产品的设计记录 工程变更文件,如果有 顾客工程批准,如果被要求 设计FMEA 过程流程图 过程FMEA 控制计划 测量系统分析研究 全尺寸测量结果 材料、性能试验结果 初始过程研究 合格试验室文件 外观批准报告(AAR)如果适用 生产件样品 标准样品 检查辅具 符合顾客的特殊要求的记录 零件提交保证书(PSW)
17
*
18
*
注: 满足PPAP的所有要求是供应商的责任 如果有任何PPAP文件没有提交完全或没有 提交,那么此次提交将不会被接受,您的PPAP将会在稍候时间考虑. S=供方必须向指定的顾客产品批准部门提交,并在适当的场所,包括制造场所,保留一份记录或文 件项目的副本。 R=供方必须在适当的场所,包括制造场所保存,并在顾客代表有要求时应易于得到 *=供方必须在适当的场所保存,并在有要求时向顾客提交
1
R R R R R R R R R R R R S R R R R S
提交等级 2 3 4
S S R R R R R R S S R S S S R R R S S S S S S S S S S S S S S S R R S S
* * * * * * * * * * * * * * * *
技术服务方案范本PPAP

技术服务方案范本PPAP 技术服务方案项目名称:PPAP 技术服务方案一、项目简介PPAP,即生产部件批准过程(Production Part Approval Process)是一种用于验证生产部件的过程。
PPAP是一种标准的汽车行业的规定,主要通过文件的形式记录了供应商生产零部件的过程、能力和品质,以确保供应商能够满足汽车制造商的要求。
我们的技术服务方案旨在帮助供应商正确执行PPAP 过程,确保产品的质量和合规性,为供应商与汽车制造商建立优质的合作关系提供基础。
二、项目目标1. 提供全面的PPAP培训和指导,使供应商了解PPAP 的要求和流程。
2. 协助供应商建立和改善PPAP相关文件的编制和管理体系,确保符合汽车制造商的要求。
3. 通过评估供应商的生产能力和质量控制体系,帮助他们提高生产部件的质量。
4. 减少供应商与汽车制造商之间的沟通成本和时间,确保生产部件的准时到货。
三、项目内容1. PPAP培训和指导我们将为供应商提供PPAP的培训和指导,帮助他们了解PPAP的要求和流程。
我们将介绍PPAP的目的、内容和流程,并与供应商讨论常见的问题和难点。
我们将提供详细的培训材料和案例分析,帮助供应商更好地理解和应用PPAP。
2. PPAP文件编制和管理我们将协助供应商建立和改善PPAP相关文件的编制和管理体系。
我们将与供应商一起审核和修订现有的PPAP 文件,并制定控制措施,确保文件的准确性和更新性。
我们还将协助供应商建立文件变更和审批程序,以避免错误和延误。
3. 生产能力评估我们将对供应商进行生产能力评估,包括生产设备的状况、操作员的技能水平和生产能力的稳定性。
我们将分析评估结果,并提出改进建议,帮助供应商提升生产能力和稳定性。
我们还将协助供应商建立和改善生产过程控制体系,确保生产部件的质量和合规性。
4. 供应链管理我们将协助供应商与汽车制造商建立优质的合作关系,确保生产部件按时交货。
我们将与供应商一起分析交货过程中的瓶颈和风险,并制定改进计划。
PPAP项目计划1
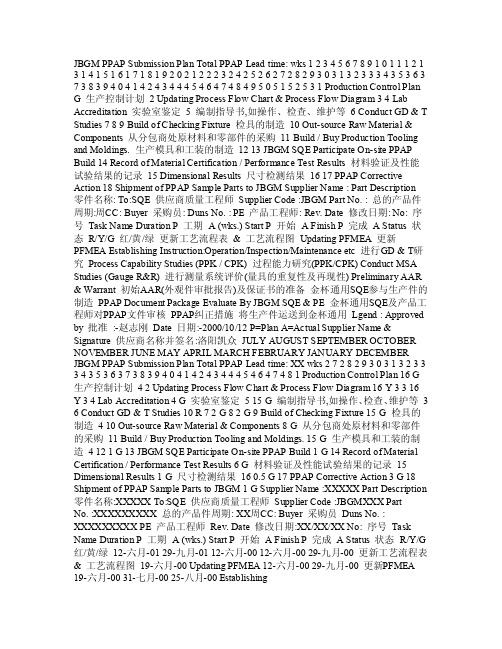
JBGM PPAP Submission Plan Total PPAP Lead time: wks 1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4 1 5 1 6 1 7 1 8 1 9 2 0 2 1 2 2 2 3 2 4 2 5 2 6 2 7 2 8 2 9 3 0 3 1 3 2 3 3 3 4 3 5 3 6 37 3 8 3 9 4 0 4 1 4 2 4 3 4 4 4 5 4 6 4 7 4 8 4 9 5 0 5 1 5 2 5 3 1 Production Control PlanG 生产控制计划2 Updating Process Flow Chart & Process Flow Diagram 3 4 Lab Accreditation 实验室鉴定5 编制指导书,如操作、检查、维护等6 Conduct GD & T Studies 7 8 9 Build of Checking Fixture 检具的制造10 Out-source Raw Material & Components 从分包商处原材料和零部件的采购11 Build / Buy Production Tooling and Moldings. 生产模具和工装的制造12 13 JBGM SQE Participate On-site PPAP Build 14 Record of Material Certification / Performance Test Results 材料验证及性能试验结果的记录15 Dimensional Results 尺寸检测结果16 17 PPAP Corrective Action 18 Shipment of PPAP Sample Parts to JBGM Supplier Name : Part Description零件名称: To:SQE 供应商质量工程师Supplier Code :JBGM Part No. : 总的产品件周期:周CC: Buyer 采购员: Duns No. : PE 产品工程师: Rev. Date 修改日期: No: 序号Task Name Duration P 工期 A (wks.) Start P 开始 A Finish P 完成 A Status 状态R/Y/G 红/黄/绿更新工艺流程表& 工艺流程图Updating PFMEA 更新PFMEA Establishing Instruction:Operation/Inspection/Maintenance etc 进行GD & T研究Process Capability Studies (PPK / CPK) 过程能力研究(PPK/CPK) Conduct MSA Studies (Gauge R&R) 进行测量系统评价(量具的重复性及再现性) Preliminary AAR & Warrant 初始AAR(外观件审批报告)及保证书的准备金杯通用SQE参与生产件的制造PPAP Document Package Evaluate By JBGM SQE & PE 金杯通用SQE及产品工程师对PPAP文件审核PPAP纠正措施将生产件运送到金杯通用Lgend : Approved by 批准:-赵志刚Date 日期:-2000/10/12 P=Plan A=Actual Supplier Name & Signature 供应商名称并签名:洛阳凯众JULY AUGUST SEPTEMBER OCTOBER NOVEMBER JUNE MAY APRIL MARCH FEBRUARY JANUARY DECEMBER JBGM PPAP Submission Plan Total PPAP Lead time: XX wks 2 7 2 8 2 9 3 0 3 1 3 2 3 3 3 4 3 5 3 6 3 7 3 8 3 9 4 0 4 1 4 2 4 3 4 4 4 5 4 6 4 7 4 8 1 Production Control Plan 16 G 生产控制计划4 2 Updating Process Flow Chart & Process Flow Diagram 16 Y 3 3 16 Y 3 4 Lab Accreditation 4 G 实验室鉴定5 15 G 编制指导书,如操作、检查、维护等3 6 Conduct GD & T Studies 10 R 7 2 G 8 2 G 9 Build of Checking Fixture 15 G 检具的制造 4 10 Out-source Raw Material & Components 8 G 从分包商处原材料和零部件的采购11 Build / Buy Production Tooling and Moldings. 15 G 生产模具和工装的制造 4 12 1 G 13 JBGM SQE Participate On-site PPAP Build 1 G 14 Record of Material Certification / Performance Test Results 6 G 材料验证及性能试验结果的记录15 Dimensional Results 1 G 尺寸检测结果16 0.5 G 17 PPAP Corrective Action 3 G 18 Shipment of PPAP Sample Parts to JBGM 1 G Supplier Name :XXXXX Part Description 零件名称:XXXXX To:SQE 供应商质量工程师Supplier Code :JBGMXXX Part No. :XXXXXXXXX 总的产品件周期: XX周CC: Buyer 采购员Duns No. : XXXXXXXXX PE 产品工程师Rev. Date 修改日期:XX/XX/XX No: 序号Task Name Duration P 工期 A (wks.) Start P 开始 A Finish P 完成A Status 状态R/Y/G 红/黄/绿12-六月-01 29-九月-01 12-六月-00 12-六月-00 29-九月-00 更新工艺流程表& 工艺流程图19-六月-00 Updating PFMEA 12-六月-00 29-九月-00 更新PFMEA 19-六月-00 31-七月-00 25-八月-00 EstablishingInstruction:Operation/Inspection/Maintenance etc 19-六月-00 29-九月-00 19-六月-00 19-六月-00 25-八月-00 进行GD & T研究Process Capability Studies (PPK / CPK) 25-九月-00 06-十月-00 过程能力研究(PPK/CPK) Conduct MSA Studies (Gauge R&R) 25-九月-00 06-十月-00 进行测量系统评价(量具的重复性及再现性) 12-六月-00 22-九月-00 12-六月-00 10-七月-00 01-九月-00 12-六月-00 22-九月-00 12-六月-00 Preliminary AAR & Warrant 09-十月-00 20-十月-00 初始AAR(外观件审批报告)及保证书的准备02-十月-00 06-十月-00 金杯通用SQE参与生产件的制造14-八月-00 20-十月-00 02-十月-00 13-十月-00 PPAP Document Package Evaluate By JBGM SQE & PE 18-十月-00 20-十月-00 金杯通用SQE及产品工程师对PPAP文件审核09-十月-00 27-十月-00 PPAP纠正措施23-十月-00 27-十月-00 将生产件运送到金杯通用Lgend : Approved by 批准:- Date 日期:- P=Plan JULY AUGUST SEPTEMBER OCTOBER NOVEMBER JBGM PPAP Submission Plan A=Actual Supplier Name & Signature 供应商名称并签名。
PPAP提交范本--控制计划
反应计划
隔离、标识、返 工
重新包装出货或 通知顾客 重新包装出货或 通知顾客 文件修改状态
日期
隔离/100﹪全检/ 通知供应商 报告、调整 隔离、标识、返 工 报告、调整 隔离、标识、返 工 报告、调整 隔离、标识、返 工 报告、调整 隔离、标识、返 工
控
制
计
划
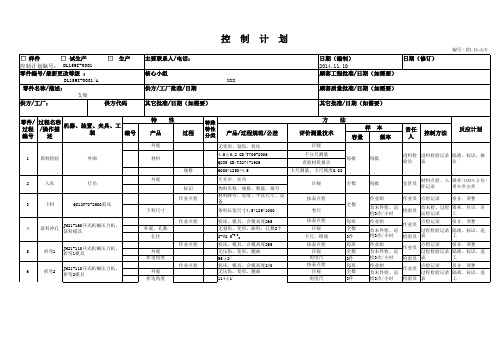
编号:RD-16-A/0
日期(修订) 顾客工程批准/日期(如需要) 顾客质量批准/日期(如需要) 其它批准/日期(如需要)
反应计划
+0.3 +0.3 0、2-Ø8.4 0
供方/工厂:
零件/ 过程名称 机器、装置、夹具、 过程 /操作描 工装 编号 述
7 冲孔 JF21-45冲床,冲孔模具、 检具
特殊 特性 分类
法 样 容量
每班 全数 3件 按标准 3件 全检 3件 3件 2件 1件 全数 首件检 首末件检 每班 每年 每班 每班 作业员 生产报表
过程检验记录 检验员 表 作业员 点检记录 过程检验记录 检验员 表 点检记录 作业员 过程检验记录 检验员 表
5
折弯1
JH21-110开式机械压力机、 折弯1模具 JH21-110开式机械压力机、 折弯2模具
6
折弯2
机床、模具,合模高度255 无压伤、变形、翘曲 95±2° 机床、模具,合模高度240 无压伤、变形、翘曲 114±1°
报告、调整 隔离、标识、返 工 调整/报告
隔离、标识、返 工
返工
隔离、标识、返 工
隔离/通知供方返 工
控
制
计
划
编号:RD-16-A/0
日期(修订) 顾客工程批准/日期(如需要) 顾客质量批准/日期(如需要) 其它批准/日期(如需要)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
Part Process Number 零件/过 程编号
Maching Process Number Device Jig Operation Tools For Description MFG制造用 NO. 过程名称/操作描 机器,装 编号 述 置,夹具, 工具 收料
Size 大小
Freq 频次
Control Method 控制方法
10
支架
●
原料采购订单、标签、品名、数量和质保书
目测
全数
每批次
仓库管理控制程序 XX-XX-XX-XX
退货
填写设备名称 保持与工 保持与工艺流程图 艺流程图 没有则不写 一致 一致