蒸汽透平转速下降的原因分析与处理措施
蒸汽透平常见故障分析与应对

蒸汽透平常见故障分析与应对摘要:公司140万吨/年催化裂化装置,主风机组油站所用主油泵由蒸汽透平驱动。
透平运行过程中,曾出现过超速跳闸、轴封漏汽及振动升高等异常情况。
为装置的安全平稳长周期运行,带来了很多不确定因素。
本文通过对各类异常情况的原因分析,归纳总结出了透平在实际应用过程中需要关注的重点部位,并在日常管理使用和维修过程当中进行解决,设备运行状况得到大幅改善,为关键机组的长周期运行提供了有效保障。
关键词:蒸汽透平;密封泄漏;振动升高;超速跳闸140万吨/年重油催化装置主风机组,为烟机、主风机、汽轮机、电动发电机四机组。
正常运行时主风机与汽轮机用动力油以及四机组用润滑油均来自一台油泵。
主油泵形式为螺杆泵,系统润滑油循环量为900 L/min。
主油泵原动机为德莱塞兰蒸汽透平,备用油泵及应急油泵原动机均为电机。
1结构及参数润滑油泵原动机蒸汽透平型号为RLA-23E,入口压力在0.9~1.0 MPa之间,入口温度230~260 ℃,出口压力在0~0.25MPa之间,透平转速在1250~1450r/min之间,蒸汽用量约为1.5吨/小时。
调速机构使用伍德沃德公司生产的机械式调速器。
应用蒸汽透平的优点为蒸汽管网相对电网稳定性高,透平适用范围广,蒸汽经济性高[1]。
图1 蒸汽透平结构图2故障及维修情况蒸汽透平自2020年检修以来,运行情况总体良好,但2021年之后陆续出现了振动升高、轴封漏汽及超速跳闸等问题。
给装置平稳生产带来挑战。
2.1透平振动升高2.1.1故障现象2023年6月10日,巡检人员发现透平驱动端加速度由20m/s²升至38m/s²,水平振动速度由1mm/s以下升至4.3mm/s。
非驱动端加速度由18m/s²小幅升至22m/s²,水平振动速度由1mm/s以下升至2.9mm/s。
监护运行2小时振动参数未继续上涨。
经多方共同分析,判断为驱动端轴承早期故障。
蒸汽蒸汽透平常见故障分析与应对
蒸汽蒸汽透平常见故障分析与应对摘要:在日常生活中科学合理地使用膨胀机,并对整个设备进行科学合理的维护,可以确保膨胀机取得良好的运行效果。
在具体维护过程中,应充分注意相关事项和问题,避免设备在运行过程中违规操作。
同时,为了更好地提高维修应用技术,我们需要在日常生活中总结和分析我们的工作经验,并不断学习相关知识内容,从而进一步加强我们的维修水平。
关键词:汽轮机膨胀机;操作和维护;技术分析一、对蒸汽透平膨胀机的简要介绍增压蒸汽透平膨胀机是整个空分设备系统当中非常重要的核心部分,蒸汽透平膨胀机主要包括设计优良的膨胀机组以及相对比较完善的运行主机系统,根据实际情况完成制动调节应用,是十分先进的一种润滑组织,在运行的过程当中不会出现任何的漏气情况,自身的安全保护等级相对较高。
根据膨胀机组的运行制动形式可以分为风式制动机组、增压式制动机组、电动式制动机组,而增压式运行机组模式是最为流行的一种形式,在主机的两端通过膨胀机的运行和增压装置的调控完成整个操作运行。
在具体工作的过程当中主要是将工业气体鼓入到增压叶轮当中,通过叶轮的高速旋转完成加压操作,然后再进入到扩压设备当中进行逐级增加,将所有气体进行全面的汇总,再经过冷却装置进入到热交换膨胀管内部当中。
然后完成一系列的润滑作用。
其中润滑装置主要包括油泵启动装置和输油管理装置。
而对于膨胀机的内部密封主要是采取迷宫的形式进行处理,主要是在主轴上和转子两端设定密封刺,而整个机组的安全稳定运行主要是通过流量调节控制完成的,如果内部流量应用不够稳定,膨胀机组内部的遥控调节阀会进行及时的调整,如果遇到不良情况可以对运行电源进行切断[1]。
二、对使用过程进行简要的分析蒸汽透平膨胀机在运行的过程当中需要注意很多事项。
首先膨胀机在运行之前一定要对每个部件进行全面的检查,然后按照相关的规定标准进行启动操作。
其次在膨胀机运行的过程当中,还要对相关的事项内容进行检测分析,保证整体运行更加的安全稳定。
蒸汽透平振动波动原因分析-岳阳长岭设备研究所有限公司
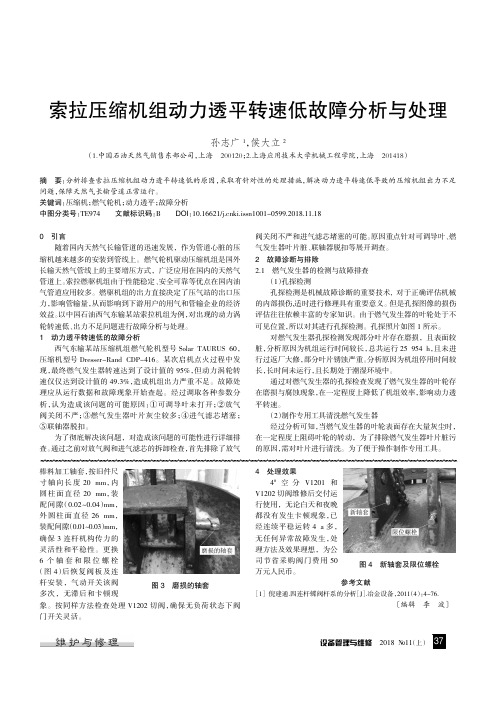
蒸汽透平振动波动原因分析廖慕中胡学文刘红梅龚帅(岳阳长岭设备研究所有限公司414012)摘要:针对裂解气压缩机的蒸汽透平频繁的异常波动问题,从故障现象出发,对在线监测系统所提供的故障波形、频谱、轴心轨迹进行分析诊断,依次排除可能的故障原因:轴电流、蒸汽自激振荡、蒸汽带水,最后得出了透平异常波动由动静碰摩引起的结论,并通过揭盖检查和检修进行了验证。
关键字:透平振动波动动静碰摩分析1.概述某石化裂解气压缩机组是由背压式透平和离心式压缩机组成,压缩机有三个气缸,分别为高、中、低压缸。
透平与压缩机采用膜片联轴器联接,透平型号为RLA22L,设计最大连续转速为8867r/min,第一阶临界转速为8500r/min。
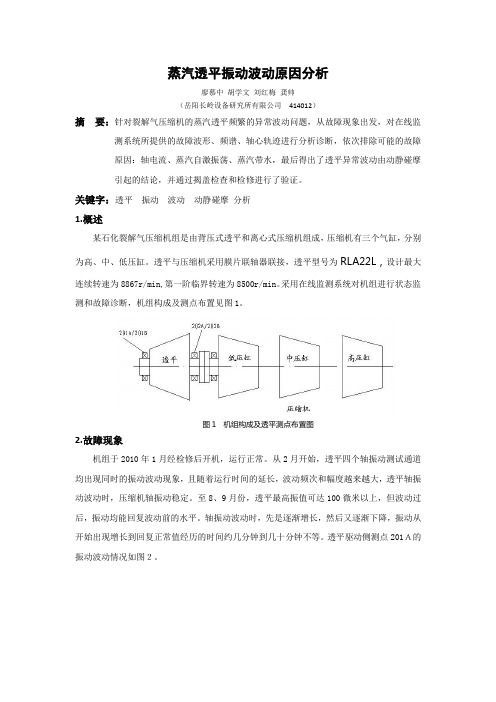
采用在线监测系统对机组进行状态监测和故障诊断,机组构成及测点布置见图1。
图1 机组构成及透平测点布置图2.故障现象机组于2010年1月经检修后开机,运行正常。
从2月开始,透平四个轴振动测试通道均出现同时的振动波动现象,且随着运行时间的延长,波动频次和幅度越来越大,透平轴振动波动时,压缩机轴振动稳定。
至8、9月份,透平最高振值可达100微米以上,但波动过后,振动均能回复波动前的水平。
轴振动波动时,先是逐渐增长,然后又逐渐下降,振动从开始出现增长到回复正常值经历的时间约几分钟到几十分钟不等。
透平驱动侧测点201A的振动波动情况如图2。
图2 测点201A振动变化趋势图在透平振动波动时,调取工艺操作参数发现,透平的转速、蒸汽流量及压力、油温油压、轴承温度等各项操作指标均正常,且保持稳定,同时压缩机介质的工艺参数、轴承振动及位移均较稳定,没有异常波动。
3.振动分析利用在线监测系统记录的振动信号,对透平振动进行时域、频谱分析,发现在波动时,4个测点的振动波形、频谱等具有相同的特征,以测点201A、202A为例,可以看出透平振动具有如下特征:1)振动的异常现象不是持续的,而是随机的、无规律的短时间振动波动,波动过后能完全恢复到正常状态,且透平振动四个测点的波动趋势保持一致。
蒸汽透平结垢原因分析及处理措施

本文针对双结构系统 中空压机 、氨压机 、合 成气压缩机驱动透平与使用同等级蒸汽的热 电发 电机驱动透平 ( 矿鲁南化 肥厂热 电分厂 的 1 兖 台发电机驱动透平 ) 叶轮结垢 程度不 同进行对 比分析 ,并结合结垢原因制定相应对策。
1 结垢 原 因分析
1 1 汽轮机 转速 的影 响 .
水质影响较大 ,一旦 喷淋水 中 S i 含量波动或 O
超标 ,会直接导致蒸汽中的 S : i 含量超标。 O
肥厂生产调度处主任工程师 。
・
5 8・
中 氮 肥
第 6期
2 整改措 施
锅炉过 热 蒸 汽 中 S :含量 平 均 值 降 为 2.4 i O 38
gL /。
( )增 加 过 热 蒸 汽 、炉 水 、除 盐 水 的 电 导 1
之这 3台汽轮机 均 在较 高负荷 下运行 ,内部 的蒸
亿元。双结构系统空分装 置的空气压缩 机 ( 简 称空压机 ,下同) 、氨合成系统的氨压缩机 ( 简
称 氨压 机 ,下 同 )及 合 成 气 压 缩 机 均 采 用 蒸 汽 透平 驱动 ,透平 蒸 汽压力 为 3 8MP 。 . a
SO 量 少 ,结 晶 析 出 的 SO 量 也 相 对 较 少 。实 i ii
际因发电汽机负荷一直很低 ,未发现有明显的影
合成氨、40k a 0 t 尿素的原料及动力结构调整装 /
置 ( 简称 双结构 ) ,于 20 06年 5月 开始 建设 ,
响负荷的结垢现象。而双结构汽轮机均为满负荷 运行 ,结垢趋向较大 。
( )为了降低 10t 3 3 h锅炉喷淋水 中的 S / i O 含量 ,20 09年 1 2月底引入了二级除盐水。二级 除盐水接入 10t 锅炉前 ,过热蒸汽 中 S 3 h / i 含 O
浅谈汽轮机透平调节系统故障应对策略

温度及装置加工量。
因蒸汽 轮机 作 为富 气压 缩机 的原 动机 而 被称 为汽 轮机 透 平 ,
其运行动力为过热中压蒸汽,其转速由一系列的调速系统所控制,
WO D A D O W R 调速器 、装置的富气量、机组的转速形成 闭环控制 ,富
塞始终 跟踪随动活 塞套筒的动作 ;而 当p ≤ : ,随动 : p 时 活 塞位 置保 持不 变 ,这时 随动 活塞 套筒 的 向上 移动 量
1 0
1 4
图2 放大器结构及原理
1 随动活塞套简 2托叉 3随动活塞 4 .调节螺杆 5 . 、7 l 弹簧组件 6 . 套筒 8 . 锁紧螺母 9压板 1 . 0螺钉 1. 1 放大器壳体 1 二级节流孔 1 . 2 3 一级节流孔 1. 4 泄油 I : 1
图1 汽轮机透平调节系统 示意
l 大器 2 放 . O WA D WO D R 调速 器 3 . 起动装置 4 加速 器 5 . 危机保安装置
6油 动 机 7调 节 气 阀 .
坏直 接影响 反应 系统 的压 力 、反应 系统的
G棚 雹 用 瓠 誓
、 . .e 02 第2 ^ 蜘Xn t21年 ww 期
速关阀 ,后开调节汽 阀;二是与调节汽 阀动作相 匹配。 若p 整定 的过高 ,就会 导致调 节 系统不能 正常 工作 , 在机组起动过程 中,速关 阀开启后继续操作起动装 置会
使调节汽 阀瞬 间突然开启 ,汽轮机冲转升速后调节汽 阀
尼 器 引入油 动机 的错 油 门中 ,使得错 油 门滑 阀上 下移 动 ,并 转换成 了油缸活塞的行程 , 最终 油动机 通过杠杆 系统操纵调 节汽阀的开度 ,通过调节 汽阀控制进入汽缸
蒸汽透平机转速波动的原因及处理
要格 外精 心操 作 , 维护 T B 一 1 1 3 2的稳定 运 行 。
1 蒸汽透 平机简 介
1 . 1 主 要参 数
驱 动力 主要 是 3 s蒸 汽 ( 0 . 3 MP a ) , 开 车初 期 由 外界 l O S ( 1 . 0 MP a ) 减压产生 , 开 车后 由 自产 的 3 s 蒸汽( 0 . 3 MP a ) 、 1 S蒸 汽 ( 0 . 1 MP a ) 和 一 0 . 3 S蒸 汽 ( 0 . 0 7 M P a ) , 其 额定 转 速为 4 4 1 0 r / m i n 。
T B . 1 1 3 2为 凝 汽式 透 平 机 , 特 点 是 排 汽 在 真 空 状 态下进 入 腹水 器 凝 结成 水 。主要 元 件是 喷 嘴 ( 也
称静 叶 ) 和 叶片 ( 也称 动 叶 ) 。工 作原 理 是 : 低速 、 高
喘振 , 若 防 喘振 系统 不 能及 时调 节 或 者 超 出 了调 节
O 前 言
天津 精对 苯二 甲酸 ( P T A) 装置 压缩 机组 由 日本
三菱 重工 株式 会社 制 造 , 为多级 离心 式 空气压 缩机 ,
蒸汽 , 其中的 3 s 、 1 s 和一 0 . 3 S 蒸汽分 3 股进入蒸汽透
平机 T B . 1 1 3 2 , 使之达 到额定 转速 4 4 1 0 r / m i n 。驱动 蒸汽透平 机后 的蒸 汽 , 压 力下降约 为 0 . O 9 O 7 M P a , 产 生 的冷凝 液经过 循 环水 换热 器后 进入 蒸 汽透 平 冷凝 器, 并用 冷凝液泵 打入换 热器或者 低压蒸 汽凝液 回收 罐中, 蒸 汽透平 机轴 封 采用 填 料密 封 , 并通入 1 0 S密
透平压缩机常见问题总结
透平压缩机常见问题总结合成车间是甲醇厂的最后一个岗位,是全厂职工的努力开花结果的地方,如果把整个合成车间比作甲醇厂的心脏,那么联合压缩机可以说是这个心脏上分布的神经和血管,是它把净化和合成工序连接在一起,既要照顾前后两个工段压力和气体成分的变化,又要保证好本工段的真空度、转速、压力等各项指标,起到一个承上启下、起承转合的作用,如何开好压缩机这个合成车间最大的动设备,可以说是整个系统能否正常出产品以及产品的合格率怎样的重中之重,这里以我在合成车间几年的工作经验,对如何开好压缩机的驱动装置——汽轮机,以及在压缩机的开车和运行过程中经常遇到的问题做了一些总结,由于各个化工厂产品的区别以及采用的流程和工艺不同,所以本文仅供参考,不同的工艺流程还要区别对待。
标签:暖管真空度凝汽器转速负荷1 如何正确进行暖管汽轮机起动前,由于蒸汽管道和各阀门、法兰等处于冷状态,所以应先要用低压力(0.1-0.5MPa)进行暖管,使管路慢慢地受热,均匀地膨胀,不致于受过大的热应力造成泄漏或变形,还可以避免由于管内存水或冷凝水造成管道冲击。
暖管时应正确控制主蒸汽管道及附件的升压、升温速度,使之均匀上升。
中压机组以每分钟0.1-0.5MPa、5-10℃为宜。
并及时调节疏水,以使升温和升压速度相适应。
暖管时升压升温速度不能太快过急,否则会使螺丝、阀门、法兰等处金属产生额外的应力或因内外温差过大产生裂纹或损坏。
低压时管道温度上升快,因此要特别注意控制好。
当压力升高到二分之一的全压时,升压速度可加快(随着蒸汽压力的上升,相对应的饱和温度上升的越来越慢),只要升温速度不超限,可以较快地升至全压。
2 汽轮机起动前要保持一定的油温机组起动前应先投入油系统,油温控制在35-45℃之间,保持适当的温度,主要是为了在轴瓦中建立正常的油膜,如油温过低,油的黏度增大会使油膜过厚,使油膜不但承载能力下降,而且工作不稳定。
油温过高,油的黏度过低,难以建立油膜,失去润滑作用。
高压蒸汽透平运行中存在的问题及其解决策略

为反动式 。 调速 系统采用液压形式 , 配有主蒸汽调节 阀和抽汽调节 阌。 前 后 径向轴 承均采 用二油楔滑动轴承 , 止推轴 承为米 楔尔可倾瓦轴 承。外 缸 为水平剖分式 , 中高压段上下缸采用高压电加热螺栓连接。 其
3 情 况 分析
针 对高压蒸 汽透 平存在 的主要问题 , 我们进行 了认真分 析 , 制定 了 初步的检修方 案。以下是分 析的结果 : () 1 导致高压蒸汽透平轴振动 高的原因可能是 : 第一 , 高压侧 二油楔 径 向轴 承巴氏合金磨损 , 动压油膜不稳定 , 导致轴振动增大 , 需准 备好新 轴 承以备更换 ; 第二 , 转子存在变形或 转子的动不平衡量增加 , 不平衡 动 作提 上 日程 , 方面一直 是一个空 白, 着很大 的发展 空间 , 这 有 可通过 宣 传、 教育等手段让住户接受 。
6 结 语
以上是笔 者结合实 际对住 宅电气的初步探讨 , 希望 千家万 户一定要 注意用 电安全 , 在卫生 间以至整个家庭装潢 中不要 随意改 动已有 电气线 路, 如有 改动 , 应请 专业人员施 工 , 要高 度重视电气安全 , 以免带来安全 隐患 , 人人都要具备一定 的电气常识 , 保护 自己, 爱护他人。
汽前 , 中压抽汽 口的温度 指示上升很 快且数值较 高 , 使并 入电 网以及 投
中压抽汽的时间变得相当紧张 , 严重影响机组开车。
M a 抽汽温度 4 9℃, 汽流量 1 3 0 s ; P, 0 抽 3 0k/ 排汽压力 0 1 MP , 0 h . 5 a 排汽 0
温度 5 4℃。该透平共有动叶栅 2 4级 , 控制级叶片是冲动式 , 后续 级叶片
见小区内线路 、 变压器 、 线路进行定期检修 , 人们住宅 内的如 漏电保护 但 器则从安装起很少见专业人员维护 。笔者认 为, 各住宅小 区应将 此项工
透平转速异常和振动解决措施
工艺与设备化 工 设 计 通 讯Technology and EquipmentChemical Engineering Design Communications·69·第45卷第8期2019年8月1 透平概况陕西渭河煤化工集团有限责任公司(简称渭化集团)三期年产30万t 甲醇双醋项目配备两台240t/h 循环流化床锅炉,锅炉给水装置由重庆水泵有限公司成套配置。
其中一台为透平驱动给水泵,透平型号N3.6-3.6型中温、中压、单缸凝汽式透平,设计采用压力为3.6MPa 蒸汽驱动,工作转速设计为4 338—5 302r/min ,一阶临界转速为2 924r/min ,排汽压力(绝压)13.53kPa 。
透平由东方汽轮机有限公司生产,进汽采用提板式群阀结构的喷嘴调节方式,共有四个调节阀,分别对应四组喷嘴。
进汽流量由调节阀控制,喷嘴组与调节阀的序号相对应。
2 调节阀控制失速试车期间调节阀失控发生过多次,机组在试车初期冲转时,操作人员一般采用DCS 自动方式进行冲转。
当透平DCS 挂闸以及主汽阀全开后,调节阀在全关闭的状态下出现内漏透平转速达1 000r/min 左右,在此基础上逐步按规程操作进行中速暖机,完成暖机后,在升速过程中出现调节阀开度大幅异常波动,波动范围在20%~32%,阀门波动幅度大造成转速波动幅度也大,因而造成被动停车。
调节阀出现内漏主要原因为调节阀本身有热膨胀间隙,调节阀未压紧,安装尺寸可能存在误差,经过对调节阀重新拆检安装后此现象仍然存在,因此转速波动不是调节阀内漏引起的,通过各专业技术人员分析,认为重叠度可能存在设计缺陷,需要对调节阀的4个喷嘴的重叠度和阀门行程等参数重新进行计算和调整。
经过厂家计算,Ⅰ阀行程不变,Ⅱ阀行程由原来的13.5mm 改为5.5mm ,Ⅲ阀行程由原来的16.5mm 改为8.5mm ,Ⅳ阀行程由原来的19mm 改为11mm ,调整后阀杆总行程由原来的25.5mm 改为15.5mm ,总行程减小10mm ,同时对调节阀的配汽程序进行修改。
裂解气压缩机蒸汽透平振动分析与故障诊断

透 平驱 动机 主要 参 数 : 速 540rrn 功 率 转 8 / i, a 1 4 W, 908k 透平 振动 报警 值 10t , 0 n 透平 振动 联锁 a 值 10/n 5 a 。透 平两 端径 向轴 承 均 为五 瓣 可 倾 瓦滑
运 行 , 动波 动状 况前 后持 续 约 2 振 0~3 i。由于 0mn 该 机组 安装 了 E T X 高速 在 线 监 测 系 统 , 机组 NR 对 在 出现 异 常情况 时 的数 据 收 集及 分 析 起 到 非 常有
动轴承 , 高压端止推轴承为滑动推力轴承 , 轴端部 及级间采用迷宫密封 , 以阻止蒸汽沿透平轴泄漏。
1 振 动分析 与诊 断
效的作用 。图 2 20 年 9 7日透平 出现振动 为 06 月 波动时的幅值趋势。
为确 定机 组 出现 振 动 波 动 的 真 实 性 , l 将 6通 道 准 在线 监 测 系 统 安 放 到透 平 机 壳 外 壁 , 连续 跟
8 0
6 0
i
l L }
…
…
6 0
i
加
4 0
一 一▲ ▲ 』 ~ ●
’ 一 … 一 , , 一
蒋
鞲
2 0
t . ・ ~ ●
一
一 ▲● L. ■
蒋
蠼
2 0
▲ ‘ 一 』 L 乞 ● ・ .● 一 - 上 一
_I
_
1' 】 I
- _
0
20 6 9 7 0 1 : 0 0 .I :32
C瑚 .I 0 、 3 00 I
0
2 6 9_ : 3 2 呻 . 701 :0
C3 0. 0 Ⅵ30 7 0.
蒸汽透平抽汽流量低的原因分析

乌石化公司化肥厂二尿素装置采用斯塔米卡帮的二氧化碳汽提技 术生产尿素, 原料二氧化碳利用二氧化碳压缩机 ( 102- J) 加压到 16.4MPa 后送入高压甲铵冷凝器。压缩机用蒸汽透平驱动, 调速系统 由 TRICONEX控制。
1 蒸汽透平简介 CO2 离 心 式 压 缩 机 的 蒸 汽 透 平 型 号 ENK40/45, 抽 汽— ——注 气— ——冷凝式。主蒸汽设计压力为 3.8MPa、设计温度 365℃, 从合成 界区送至压缩厂房, 经主蒸汽切断阀、高压事故停车阀、高压调节阀进 入汽轮机作功。其满负荷时蒸汽耗量为 94.6t/h。经过叶轮作功后, 蒸 汽压力降至 2.35MPa、温度 315℃的过热蒸汽, 抽出 70t/h 送至框架 供工艺系统使用, 剩下的蒸汽经中压调节阀继续对为叶轮作功后, 压 力降到 0.4MPa 以下, 汇同工艺来的低压蒸汽( 压力 0.35MPa、温度 148℃, 流量约 17.7t/h), 一起进入后汽缸作功。经作功后的压力降至 0.014MPa(A), 进入 102- J TC 冷凝, 冷凝液由冷凝液泵经 LV- 1553A 送出界区。
76 2008 年 10 月 ( 上 )
8) 设计缺陷。设计注汽的注入点背压较高, 注汽量达不到设计值。 3 解决方法 从原因分析看, 提高抽汽流量, 主要应该从调整中调阀开度和提 高注汽量着手。至于设计上的缺陷, 准确分析出合适的注入点是关键, 其改造难度大, 投资高。 1) 在监控方面, 做好主蒸汽温度、压力的记录, 使其在设计范围 内。对主蒸汽的带氨、带氢现象密切关注, 及时化验分析, 确保机组运 行安全。 2) 在保证汽提塔正常运行的前提下, 逐步调整抽汽管网压力。制 定调整方案, 分步实施, 从 2.3MPa 调整到 2.0MPa。首先稳定高压系 统工况, 保持汽提塔壳侧进汽量稳定; 然后逐步关小 PV010, 降低抽 汽管网压力, 每次 0.1MPa, 观察并记录各蒸汽流量变化、透平轴向推 力变化以及汽提塔工况变化。当 PV010 最低降至 1.85MPa 时, 抽汽流 量的增加已经无法满足同负荷下汽提塔运行所需的热量, 低压循环系统 压力上升, 汽提塔出液温度上升。从记录数据看, 当 PV010 控制在 2.0MPa 时, 抽汽流量可以达到 54t/h, 主蒸汽耗量下降到 85t/h。 3) 提高注汽压力必须与高压合成系统的反应转化率一起考虑。当 提高 202- C 副产的 0.4MPa 蒸汽压力时, 进入合成塔的气相增多, 高 压系统压力上升; 当降低 0.4MPa 蒸汽压力时, 高压系统压力下降。在 一定的负荷下, 其蒸汽压力必须控制在一定范围内, 否则会造成转化率 下降。但是, 我们可以在允许的条件下将压力控制在上限, 由 0.31MPa 提高至 0.35MPa。观察注汽量上升到 9t/h, 主蒸汽流量下降 了 1t/h。当然, 我们也试图单独使用电厂提供的高等级的 1.0MPa 蒸汽 减压到 0.4~0.5MPa 后作为透平注汽, 虽然注汽量可以达到 11t/h, 主 蒸汽流量下降 2t/h, 但 0.4MPa 副产蒸汽只能放空, 于节水不利, 综合 考虑, 暂不投用。 4) 影响透平真空度的因素很多, 比如惰气含量、循环水、透平冷 凝器液位、抽汽器冷凝器工况等等, 正常生产时控制在 20kPa ( 绝) 以 下即可。 5) 检查确认中调阀电液转换器的液压信号在 4~20m A之间, 与 阀位对应。 6) 适当提高转速基准设定值, 使 102- J 远离喘振区工作。将转 速由 6480rpm 升至 6550rpm。观察中压蒸汽管网压力稳定, 主蒸汽 量 88t/h。 7) 在避免 102- J 波动的前提下, 手动关小中调阀。每次关小 1% , 观察高调阀、主蒸汽及转速变化。当中调阀关到 70% 时, 102- J 出现大 幅波动, 转速波幅 100rpm, 主蒸汽量波动 10t/h, 迅速打开中调阀到 80% 后, 逐渐稳定。此时的主蒸汽流量达到 90t/h, 抽汽量达到 57t/h。 4 结束语 经过努力, 目前抽汽流量由 42t/h 提高到 57t/h, 注汽由 7t/h 增加 至 9t/h, 主蒸汽流量由 110t/h 降至 90t/h, 透平推力轴承温度由 96℃ 降至 87℃。但是, 中调阀开度在 70% 以下产生大幅波动、注汽量始终 达不到设计值等主要问题依然存在, 原因还有待于进一步分析, 继续优 化的工作任重道远。
第一节 透平的常见故障及处理方法

第一节双S透平的常见故障及处理方法透平的常见故障主要出现在启动时,因此要求每次在启动透平时,都要严格按照透平的启动程序进行,避免故障的出现。
在启动时要注意观察滑油压力,燃料点火时的压力,和点火后的温度,为正确的判断故障,提供第一手的资料。
1.起动高温:1)燃料喷嘴故障,这主要是由于机组燃油时间比较长,喷嘴结炭比较多,点火时造成火焰变形拉长,这种情况的处理方法是,将燃料喷嘴拆下,清洗喷嘴即可,但要注意喷嘴内部是否有堵的现象,可用高压空气进行吹扫,如喷嘴内部结炭比较严重,可将喷嘴送回陆地,由专业公司进行清洗工作。
2)机组太脏,这是由于机组使用时间太长,特别是燃油时间比较长,造成机组太脏,处理方法是洗车。
3)燃料方面的因素,在用燃气进行启动时,燃气管线内可能存有比较多的液体,这些液体的主要成分是轻质油和水,在机组点火时,进入燃烧室的燃料含有大量的轻质油和水,点火时易出现高温。
因此在每次使用燃气时,不管是起动还是进行燃料切换,都要先放一下气,目的就是将存放在管线内的轻质油放掉,以确保燃气。
在使用燃油进行启动时,燃油的品质起着关键的作用,例如在冬季使用-35#柴油,由于油的品质比较好,热值高,在点火时容易出现高温,因此建议不使用-35#柴油用于透平,在冬季使用-10#柴油和保证透平的日用燃油罐加热装臵的正常工作,就可以确保机组的正常使用。
如果出现这种情况,对于双S透平从机组上没有什么可作的,最好的办法是更换燃油。
另外如果燃油日用加热装臵出现故障,不能正常加热,使燃油的温度比较低,这时使用燃油启动透平,由于油温低,油的密度相对比较大,在点火时也容易出现高温,因此冬季平时在工作中保证油温是非常重要的。
4)爆燃。
这有2种情况,1种是由于排放电磁阀故障(SOV-3210/3225),在启动点火前不能及时的将燃烧室内和燃油管路内的残油排出去,点火后引起爆燃高温关断。
这种电磁阀检修起来也比较简单,主要故障可能是由于仪表气内含有水,造成该阀内部锈蚀所至,解体后清洗干净将阀活动开即可。
索拉压缩机组动力透平转速低故障分析与处理
设备管理与维修2018翼11(上)索拉压缩机组动力透平转速低故障分析与处理孙志广1,侯大立2(1.中国石油天然气销售东部公司,上海200120;2.上海应用技术大学机械工程学院,上海201418)摘要:分析排查索拉压缩机组动力透平转速低的原因,采取有针对性的处理措施,解决动力透平转速低导致的压缩机组出力不足问题,保障天然气长输管道正常运行。
关键词:压缩机;燃气轮机;动力透平;故障分析中图分类号:TE974文献标识码:B DOI :10.16621/ki.issn1001-0599.2018.11.180引言随着国内天然气长输管道的迅速发展,作为管道心脏的压缩机越来越多的安装到管线上。
燃气轮机驱动压缩机组是国外长输天然气管线上的主要增压方式,广泛应用在国内的天然气管道上。
索拉燃驱机组由于性能稳定、安全可靠等优点在国内油气管道应用较多。
燃驱机组的出力直接决定了压气站的出口压力,影响管输量,从而影响到下游用户的用气和管输企业的经济效益。
以中国石油西气东输某站索拉机组为例,对出现的动力涡轮转速低、出力不足问题进行故障分析与处理。
1动力透平转速低的故障分析西气东输某站压缩机组燃气轮机型号Solar TAURUS 60,压缩机型号Dresser-Rand CDP-416。
某次启机点火过程中发现,最终燃气发生器转速达到了设计值的95%,但动力涡轮转速仅仅达到设计值的49.3%,造成机组出力严重不足。
故障处理应从运行数据和故障现象开始查起。
经过调取各种参数分析,认为造成该问题的可能原因:淤可调导叶未打开;于放气阀关闭不严;盂燃气发生器叶片灰尘较多;榆进气滤芯堵塞;虞联轴器脱扣。
为了彻底解决该问题,对造成该问题的可能性进行详细排查。
通过之前对放气阀和进气滤芯的拆卸检查,首先排除了放气阀关闭不严和进气滤芯堵塞的可能。
原因重点针对可调导叶、燃气发生器叶片脏、联轴器脱扣等展开调查。
2故障诊断与排除2.1燃气发生器的检测与故障排查(1)孔探检测孔探检测是机械故障诊断的重要技术,对于正确评估机械的内部损伤,适时进行修理具有重要意义。
透平机的常见故障分析与处理

透平机的常见故障分析与处理透平机是一种实用性较强的机械设备,它可以帮助用户加工一些复杂的物料,如:金属、木材等。
它在工业生产中发挥着非常重要的作用,对工业生产带来了很大的便利和效率。
然而,在使用过程中,由于一些操作失误等原因,透平机也会出现故障。
下面就来分析一些常见的透平机故障及处理方法:一、透平机轮滑器故障轮滑器是透平机的重要部分,其作用在于调节位置和减小抖动,如果轮滑器故障,会对透平机的性能产生影响,因此,要及时检查轮滑器,并及时处理。
轮滑器故障的处理方法:1.检查轴承:可以使用一个磁钢检查轴承,看看轴承的外形是否正常,如果存在不良磨损,可以使用扁平锉进行磨削,如果轴承已经损坏,则必须更换新的轴承。
2.检查密封:要检查密封的密封面是否完好、有无缺口、有无油渍,以及密封胶座是否有变形等情况,如果发现有以上问题,需要及时更换密封件。
3.检查轮滑器:轮滑器要求表面光滑、油膜及时补充、没有异型物等,如发现问题,可使用接近实物尺寸的冲击锤轻轻敲击滑块,清除滑块磨损和锈蚀痕迹,最后用油类润滑剂润滑轮滑器即可。
二、机械故障机械故障是透平机的常见故障,它的原因可能是零件磨损、强度过低、松动件等。
由于受损的零件易于拆卸,因此,可以通过更换损坏的零件来解决机械故障,以保证透平机的正常运行,从而提高工作效率。
三、电气故障透平机的电气系统是控制整个机器的关键部件,当透平机电气系统出现故障时,可能是由于机器内部电路不良或由于外部因素引起的,因此,在处理故障时需要仔细检查,根据不同情况采取不同的处理方法。
1.检查电路:如果发现透平机电气系统存在问题,应首先检查机器内部的电路连接是否正确,看看有没有接触不良、断路等情况,及时纠正。
2.检查外界因素:排除电路问题后,还需要检查外界因素,如:电压是否稳定,有无外部干扰等,及时处理有助于保证透平机系统的稳定运行。
四、其他故障除上述三种故障外,还可能出现一些其他故障,比如:控制板、屏幕、电脑软件等都有可能出现问题。
第一节透平的常见故障及处理方法

第一节透平的常见故障及处理方法第一节双S透平的常见故障及处理方法透平的常见故障主要出现在启动时,因此要求每次在启动透平时,都要严格按照透平的启动程序进行,避免故障的出现。
在启动时要注意观察滑油压力,燃料点火时的压力,和点火后的温度,为正确的判断故障,提供第一手的资料。
1.起动高温:1)燃料喷嘴故障,这主要是由于机组燃油时间比较长,喷嘴结炭比较多,点火时造成火焰变形拉长,这种情况的处理方法是,将燃料喷嘴拆下,清洗喷嘴即可,但要注意喷嘴内部是否有堵的现象,可用高压空气进行吹扫,如喷嘴内部结炭比较严重,可将喷嘴送回陆地,由专业公司进行清洗工作。
2)机组太脏,这是由于机组使用时间太长,特别是燃油时间比较长,造成机组太脏,处理方法是洗车。
3)燃料方面的因素,在用燃气进行启动时,燃气管线内可能存有比较多的液体,这些液体的主要成分是轻质油和水,在机组点火时,进入燃烧室的燃料含有大量的轻质油和水,点火时易出现高温。
因此在每次使用燃气时,不管是起动还是进行燃料切换,都要先放一下气,目的就是将存放在管线内的轻质油放掉,以确保燃气。
在使用燃油进行启动时,燃油的品质起着关键的作用,例如在冬季使用-35#柴油,由于油的品质比较好,热值高,在点火时容易出现高温,因此建议不使用-35#柴油用于透平,在冬季使用-10#柴油和保证透平的日用燃油罐加热装臵的正常工作,就可以确保机组的正常使用。
如果出现这种情况,对于双S透平从机组上没有什么可作的,最好的办法是更换燃油。
另外如果燃油日用加热装臵出现故障,不能正常加热,使燃油的温度比较低,这时使用燃油启动透平,由于油温低,油的密度相对比较大,在点火时也容易出现高温,因此冬季平时在工作中保证油温是非常重要的。
4)爆燃。
这有2种情况,1种是由于排放电磁阀故障(SOV-3210/3225),在启动点火前不能及时的将燃烧室内和燃油管路内的残油排出去,点火后引起爆燃高温关断。
这种电磁阀检修起来也比较简单,主要故障可能是由于仪表气内含有水,造成该阀内部锈蚀所至,解体后清洗干净将阀活动开即可。
汽轮机透平油质降低的原因分析及防范措施
汽轮机透平油质降低的原因分析及防范措施分析了汽轮机透平油质降低的原因,针对以上原因采取措施,避免了因油质不良影响机组安全稳定运行。
标签:汽轮机透平油质低原因防范措施0引言银川热电厂二期两台C25-8.83/0.3型高压一次抽汽式汽轮机-组,是单抽式供热机组,有一段可调节抽汽供热。
冬季11月4月供热,其余时间只带一部分工业抽汽凝汽工况运行。
最大供热工况进汽量190吨,最大抽汽量120吨。
高调门行程(0~250)毫米,中调门行程(0~125)毫米,采用全工况无铰链弹性调速器,由武汉汽轮机厂生产,采用北京和利时公司的DCS控制系统。
该机组润滑和调速系统均用同一油质,均有主油泵出口来一路供给调速保安系统,一路供给润滑系统。
机组自2003年投产以来,发生过因两次汽机透平油质降低使机组负荷大幅度摆动而导致机组无法控制负荷被迫停机的事故,这两次事故分别是:①2006年9月,机组运行中加减负荷时突然高压调速气门上下大幅度摆动大,机组负荷大副摆动,引起高加退出运行,司机手摇同步器稳定负荷时时高调门开关忽大忽小,不好控制,负荷最低3MW时可以稳定,加负荷时手摇同步器高调门直接向全开方向走,无法稳定速减负荷关小高调门,机组负荷可以稳定至3MW。
联系检修人员经敲打高调门反馈活塞负荷稳定,维持机组运行。
②2006年10月机组运行中调整负荷时,负荷摆动大机组无法控制,经联系检修调整负荷未见稳定,和上月情况一样申请机组故障停机处理。
这两次事故均是汽机透平油系统长期运行后由于油质降低,经化验油质严重恶化,油脂各项指标不合格,油中存有杂物增多,最终滞留在调速系统的各活塞及套筒壁上,并且越积越多造成的。
经机组停机检查机组高调门反馈活塞积油垢较多,致使高调门反馈活塞反馈速度慢不能跟进反馈致使调速系统稳定性差,造成机组负荷大幅度摆动无法控制停机。
1油质降低的原因分析汽轮机透平油质监督的主要指标有:外观、运动粘度、机械杂质、水份、酸度、破乳化度、闪点、液相锈蚀等。
透平膨胀机运行效率低的原因及解决方法

The causes and solution for low run efficiency of turbine expander Zhu Bin1, 2
( 1 Oxygen Fact ory , Shougang Group Guiyang Special I ron & Steel Co. , L td . , 10 Youz ha Street , G uiyang 550005 , Guiz hou, P . R . Chi na; 2 School of Mechani cal Engineer ing, G ui zhou Uni versity , H uax i , G uiyang 550025 , Guiz hou, P. R . China) Abstract: Aft er repair, t he run ef ficiency of Model PL K2500 2 4 83/ 0 37 t urbine expander is slig ht ly low,
# 16 #
PL K2500 2 4 83/ 0 37 型透平膨胀机结构如 图 1 所示 , 其特点为 : ( 1) 工作 轮采用 半开式、径 ! 轴流 向心式 叶 轮, 叶片数为 12, 材料采用 ZL Zn7, 精密浇 铸而 成。 ( 2) 风机叶轮叶片数为 14, 材料采用 LD5 锻 铝件 , 叶片进口扭曲部分用靠模弯曲。
#
w hich is increased by replacing flow guider, decreasing t he pressure aft er t he flow guider, adjusting t he gap bet ween the working wheel and diff user and reducing t he inner leakag e loss. H ere, t he st ruct ure, t echnical paramet ers and operating parameters of t urbine ex pander are brief ed, the low run efficiency and it s causes are analyzed and the correct ive measures and eff ect s are described. Keywords: T urbine ex pander; Eff iciency; Dy namic balance; Flow guider; Inner leakagn。 # 在开机过程中发现 1 透平膨胀机的运行效率 比 2 透平膨胀机低, 由于空分设备开车时需要大 # 量冷量 , 无法停运 1 透平膨胀机 , 只能在出氧后 停运 , 然后扒砂、拆检。 10 月 12 日 , 空分设备顺 利生产出氧气, 氧气产量为 1000 m 3 / h, 停运 1 透 # 平膨胀机 , 2 透平膨胀机维持运 行。经过近 一周 时间的调整, 空分设备各参数达到设计工况 , 氧气 产量达到 1700 m / h 、纯度 99 8% 。
透平机的常见故障分析与处理

透平机的常见故障分析与处理透平机是一种用于加工表面的设备,它可以把工件内部的残余应力或粗糙表面状态调整到理想状态。
随着经济的发展,工业生产中越来越多地使用透平机。
透平机具有可靠性、耐用性和精度高等优点,但是它们也会出现故障。
本文的目的是分析透平机的常见故障,并根据不同的故障情况提出有效的处理方案。
一、透平机故障的分类透平机的故障可以分为机械故障、电气故障和控制故障三大类。
1.机械故障:包括轴承磨损、齿轮磨损、透平机面故障等。
2.电气故障:主要包括电机运转不稳定、控制器发生故障、传动部件发生故障等。
3.控制故障:包括控制系统失灵、伺服控制器发生故障、PLC程序出错等故障。
二、透平机故障的分析与处理1.机械故障:轴承磨损可以观察轴承的内外圈轴承内表面,如果出现擦伤或磨损,就可能发生轴承磨损。
当轴承发生磨损时,应及时更换轴承,以确保机器的正常运行。
对于齿轮传动部位磨损,应及时更换传动齿轮,并且应保证齿轮传动中心线位置正确,以保证机器的正常运行。
如有必要,还可以在磨损处涂上润滑脂,以减少机械损伤。
2.电气故障:如果电机的运转不稳定,应该首先检查电机的供电是否正常,重新调整电源电流或电压;如果控制器发生故障,应立即更换控制器;如果传动部件发生故障,可以检查传动部件是否过热引起损坏,应尽量避免传动部件的过热。
3.控制故障:如果控制系统失灵,应尽快检查控制系统并更换失效部件;如果伺服控制器发生故障,可以检查电源电压是否正常,以及检查伺服模块是否损坏,如果是,则需要重新更换伺服模块;如果PLC程序出错,可以使用备份程序重新下载。
三、结论以上是有关透平机常见故障分析与处理的简要介绍,不同的故障需要采取不同的处理措施。
并且应该建立完善的预防措施,以减少机器出现故障的几率,并保证其正常运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke y wo r d s :C o mp r e s s o r ; S t e a m t u r b i n e; F a u l t t r e a t me n t ; S p e e d c o n t r o l s y s t e m; T rห้องสมุดไป่ตู้a n s mi s s i o n me c h a n i s m; S l i d e
第3 4卷 第 3期 2 0 1 3年 6月
化 工装备 技 术
6 5
蒸汽透 平转速 下降 的原 因 分析与处理措施
沈秀 清 邱 玉见
( 中 国石 油 天 然 气 股 份 有 限 公 司 辽 阳石 化 分 公 司)
摘 要
关键 词
分析 了循 环 氢压 缩机 产生 转速 下 降故 障的原 因 ,并提 出 了故 障的 处理措 施 。
S h e n Xi u q i n g Q i u Y u j i a n
Ab s t r a c t : An a l y z e d t h e s p e e d d r o p c a u s e o f r e c y c l e h y d r o g e n c o mp r e s s o r ,a n d p u t f o r w a r d t h e f a u l t
机排气 量 也下 降 了 。经 现场 调节 ,压 缩机 转 速虽 然
升到了 8 7 0 0 r / mi n ,但 之后 却 再 也无 法 升 速 了 。检
查 氢气 系统无 异 常 ,蒸 汽参 数也 未发 生变 化 ,机 组
无其 他 明显 的故 障现象 。因此 ,判 断是 透平 调速 系
销轴 2与孔 以及滑 块 间的 间隙变 大也使 调 速器 与 调
1 一 调 速 阀 阀杆 2 一销轴 3 一杠杆支点 A 一 滑 块 组 合
速 阀的特 性 曲线不 成 比例 。因此 ,当透平 的转 速 由 于管 网蒸 汽压 力波 动等 因素 降低 后 ,该 杠 杆调 节 机
构难 以起 到准 确 的调节 作用 。
沈 秀 青 ,女 ,1 9 8 5年 生 ,助 理 工 程 师 。辽 阳 市 , l 1 1 0 0 3 。
6 6
化 工装备 技 术
第3 4卷 第 3期
( 2 )拆调 速 阀 。检 查 内部 构 件损坏 情 况 。经检 查 .调 速 阀阀 芯 、阀 座 并 无 明显 的腐 蚀 和磨 损 情
图 2 杠 杆传 动机 构
图 2中部 位 A是 一对 滑块 组 合 ,如 图 3所 示 。
滑块 l 、2镶 嵌 于 滑块 3中。 正 常情 况下 ,两 侧 滑 块 1 、2在杠 杆 的 圆孔 中是 能 自由转 动 的 ,以使 滑
块 3所 受 的力 始 终 向下 与 调 节 阀 阀杆 运 动 方 向 一
某 循 环氢 压 缩 机 是催 化 重 整 装 置 的关 键 设 备 , 其 驱 动 机为 中压 蒸汽 ( 3 . 3 M P a ,3 8 0℃)驱 动 的汽
轮机 。压 缩机 与 透平直 连 ,其 转速 相 同 。该 汽 轮机
为 背压 抽 汽 式 ,额 定 蒸 汽 流 量 1 2 3 0 0 k g / h ,蒸 汽 出 口压 力 0 . 6 MP a( 低压蒸 汽 ) 。该 汽 轮 机 的转 速 采 用 美 国 WO O D WA R D公 司 生 产 的 P G— P L型调 速 器进 行调 节
压缩机 汽轮机 故 障处理 调 速 系统 传 动机 构 滑块
中图分 类 号 T Q 0 5 0 . 3
Ca u s e An a l y s i s a n d Tr e a t me n t f o r S t e a m Tu r b i n e S p e e d Dr o p
( 2 )滑 块 l 、2与滑 块 3的 配合 间隙 达 到 O . 3 0 mm,远远 超 出设计 要求 。
( 3 )图 2中销轴 2与孑 L 的间 隙过大 。
由 此可 以看 出 。滑 块 l 、2的锈 死 使 阀 杆 的受
力方 向和运 动 方 向不一 致 ,导致 阀杆 弯 曲 ,同时 ,
统发 生 了故 障。 于是 ,决定 趁催 化重 整装 置 停车 机 会 ,对透 平调 速 系统进 行检 修处 理 。
3 故 障原 因分 析与 处理
( 1 )首 先将 调速 器拆 下 ,送设 备处 校 验 。经检 查 ,调 速 器没有 问题 ,工作 正常 。
r / mi n ,即压缩 机 转 速 降到 了 8 5 0 0 r / mi n .同 时压 缩
况 。 阀体 密封 良好 ,无 泄漏 现象 。
( 3 )检查 杠杆 传动 放大 机构 各零 部件 ,发 现调 速 阀阀杆 上 部发 生 弯 曲 ( 图 2中部 位 1处 ) 。我们 判 断 阀杆 上 部 弯 曲是 导 致 透 平 转 速 下 降 的 主 要 原
因
图 3 滑 块 组 合
已锈 死在杠 杆孔 中 ,不能 自由转 动 。
1 调 节原 理
图 1 调 速 系统 现 场
调 节 系 统结 构 由调 速 器 、杠 杆 传 动 放 大机 构 、 调 速 阀 组成 .如 图 1 所 示 。调 速 器接 受 调 节 信 号 , 并 将其 转换 成 另一 种调 节信 号输 出 。 由于调 节信 号
微 弱 ,必须 经 杠杆 放大 机构 放大 才 能用 于控 制 调速 阀开度 。调 速 阀调节 进 气量 ,用 以改 变工 况 。 2 机 组 运行 的 故障现 象 循 环 氢 压 缩 机 正 常运 行 的 转 速 为 9 2 0 0 r / ai r n 。 操 作 工 巡 检 时 发现 .蒸 汽 透 平 的转 速 降 到 了 8 5 0 0