通电跑合作业标准书
作业标准书

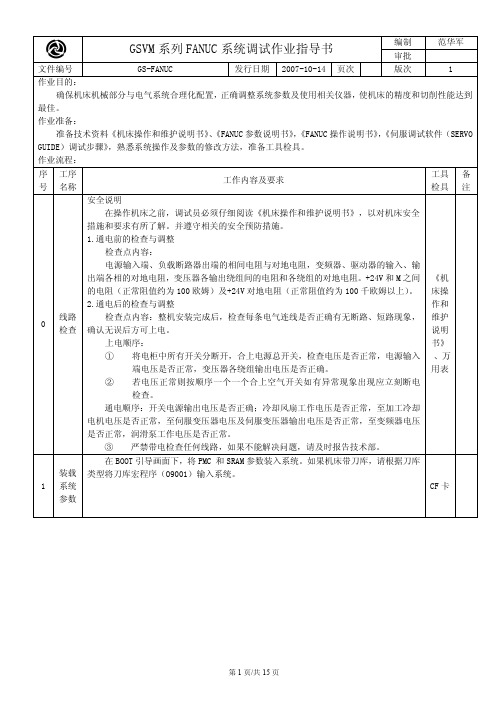
名称 机型 工位 EC210BP动臂 品番 14606857 部 件 组 № 4 5 6 成 品番号 14545434 14544862 14544863 数量 1 1 1 名称 侧板 隔板 隔板日期数量/台 部件数量 1 电焊机 OTC 分 时间 6 焊工等级 焊接材料 2 电压 电流强度承认确认作成 卜 双中央盒子拼装作业标准书名称 上板 侧板2009.10.23 工装数量 1 工时JM-5832-35V 300-340A检验员等级 焊丝2∮1.2№ 1 2 3品番号 14545438 14545435 14544874数量 1 1 1中心支座分 工序作业要领两边划线1 2在图①上板面上用记号笔两头做记号(前:226,后:161) 把②上板放在工装定位面上(基准在前) 1.打开图③油压支撑。
2.用钢板夹把右面侧板放入工装.插入定位销。
除锈后划线1底板基准位置2打开开关3确认间隙4~7mm43.用专用吊具把铸件吊入工装并定位。
3确认图④的孔和圆之间的间隙4--7mm。
1.调整间隙.用专用检具检查外边尺寸11mm。
2.如图⑤内侧点焊3处。
3.定位。
4点焊3处 5吊上左边侧板,并定位。
1.如图④确认间隙4--7mm。
2.用专用检具检查外边尺寸11mm。
3.如图⑤内侧点焊3处。
专用检 具确认 边11mm支撑板内禁止点焊点焊6处5 6 7 864.内部点焊长度30-50mm。
上面压紧,4个点。
下面顶紧,6个点。
将支撑板第一快放入工装定位。
(不能超出侧板平面) 将支撑板第二快放入工装定位。
(不能超出侧板平面) 1.支撑板内部禁止点焊。
2.图⑥焊接6处.点焊长度30-50mm。
松开油压自检并自检,送入下道工序。
拼装总图9QC品质点1.保证尺寸11mm. 2. 保证间隙4--7mm. 3. 垫板点焊长度30-50mm。
4. 底板尺寸前226后161.安全点设备点其他1.上班前准备所有工具 。
《op作业标准书》PPT课件

板厚
最小文字 线宽线距 线宽
最小钻孔孔径 0.25MM VIA最小 RING
SOLDER DAM
MIN:1.6 最大塞孔
MIL
孔径
最小文字线宽 6MIL. 板 厚
制程能力 内层3/4(1/1) 外层4/4(H/H) 5MIL
0.6MM
成品3.2MM
如客人的设计不满足上述要求时,需填写[非标准品
查检表], 知会业务作报价精选参课件考ppt.
取消定单或直接按工程建议制作,出货时附
上工程问题单一 并请客人确认。
3.6.4 为缩短样品制作时间,可先发料制作样
品,到有工程问题的站别暂停。此项只限于
样品,直接量产需客人回复后才能投料作。
3.6.5 客人一旦回复,必须完全按回复处理。
精选课件ppt
18
4.工程变更单!!
精选课件ppt
19
4.钻孔程式制作及指示:
对原稿有调整和修正部分需在OP指示上作 重点指示.
精选课件ppt
3
2.3 对客户提供之机构图,每个数据均需
测量,对实测与标示数据相差在2MIL以
上的以工程问题单提出
2.4 对客人GERBER中DRAWING和DRILL TABLE中的说明需每句审核,对特殊的公 差和要求在规范单生产重点栏注明,且要 在OP指示上重点指示
C.建议要同问题点一一对应,如同一问题有 多个建议,则将建议编号为建议一,建议
二.
精选课件ppt
8
3.4 工程问题单的语言要求:
A、不使用模糊语言,如多外’,‘很近’,‘很大’ 等。要 用数据说明,使读者有一明确认识。
B、不得使用自创名词,要使用通用的名词,使阅读 者能通过问题单获得准确信息。语言精简。
开关检验作业指导书

FJR!""1
!""1
1"J
FJR
试装检查
1、装上手柄后检查各档位在滑档时的灵活性。
2、档位虚位大,有INT。(此两项检验抽样可用特殊检验水平S-D
U
编制审核批准
日期
开关检验作业指导书
文件编号:
零件名称
开关
零件代号
物料规格
样准抽标
GB2828-2003
抽水平
普通检验水平
II
合格质量水平
AQL值
A
B
C
材质
O
1.0
2.5
检验项目
检验方法及工具
不合格类别
外观检查
1、各档位触点假焊,松动、脱落。
2、各档位接触不良,完全不通电。
3、各引线表皮破烂。
4、锅钉位过高,拨动困难。
5、弹片变形、无弹力,易损坏。
目测
FJJI
FJJI
RR
RR
性能检查
1、各档位滑档时、灵活、顺畅,滑拦时,无过紧/过松现象;
2、红线长3cmΞ0.2cm;
3、黄线长7cmΞ0.2cm;
4、白线长8cmΞ0.2cm;
5、绿张长8cmΞ0.2cm;
6、黑线长14cmΞ0.2cm;
7、兰线长14cmΞ0.2cm;
FANUC系统调试作业指导书
K1.2 K2.0 K2.1
润滑泵使 能
10 把刀库
K1.2=0 润滑泵受系统控制 K1.2=1 润滑泵不受系统控制 K2.0=1(K0.7=K2.1=K2.2=K2.3=0) 斗笠式刀库 D0=10 K2.0=K0.7=1(K2.1=K2.2=K2.3=0)圆盘式刀库 C2=10
16 把刀库
K2.1=1(K0.7=K2.0=K2.2=K2.3=0)斗笠式刀库 D0=16 K2.1=K0.7=1(K2.0=K2.2=K2.3=0)圆盘式刀库 C2=16
地址
Y2.0 Y2.1 Y2.2 Y2.3 Y2.4 Y2.5 Y2.6 Y2.7 Y3.0 Y3.1 Y3.2 Y3.3 Y3.4 Y3.5 Y3.6 Y3.7 Y5.3
电机电压是否正常,至伺服变压器电压及伺服变压器输出电压是否正常,至变频器电压
是否正常,润滑泵工作电压是否正常。
③ 严禁带电检查任何线路,如果不能解决问题,请及时报告技术部。
在 BOOT 引导画面下,将 PMC 和 SRAM 参数装入系统。如果机床带刀库,请根据刀库
装载 类型将刀库宏程序(O9001)输入系统。
书》
4. 检查工作灯、报警灯、就绪灯、排屑器、冷却泵、润滑泵、松刀按钮、刀库马达、 《 发
刀臂马达,要求动作正确。 机床 5. 对 RS232 通讯接口进行试验,要求通讯可靠。 8 功能 6. 对机床的润滑、冷却油路进行检查,要求密封可靠,冷却充分, 检查 7. 润滑良好,油路系统不得有渗漏现象。
那科 参数 说明 书》
4020/4133
1320/1321
1420
主轴转速3744/4020
GSVM5030 258/258/258 500/300/300 6000
《组装作业指导书》.doc
组装作业指导书及相关奖惩条例11 •总则为了确保产品质量在组装过程小的稳定和提高,必须严格加强现场管理人员和操作人员的质量意识,明确各个岗位的工作职责和范围。
根据本公司产品的生产工艺要求,特制定《组装作业指导书》及相关奖惩条例,希望该组全体员工在遵循职业道德,加强工作责任心、端正劳动态度、树立团队精神、努力提高个人操作技能和综合素质的前提下,严格按照《组装作业指导书》进行规范操作,坚决杜绝违章违规现彖和粗制滥造,保障产品质量合格。
如杲上岗员工口行其事、为所欲为,不按规定操作,将受到严厉的处罚,轻则调岗,重则辞退,而因此所造成的一切经济损失和其它后果均由责任人承担。
每道工序均应严格把关,精益求精,除了保证本道工序的制作质量,述冇义务检查上道遗留的问题,消除质量事故的隐患;下道工序如发现了上道工序的问题,上报后经杳实可给予表彰和奖励,如发现异常而继续机械性操作把隐患流入下道工序,则应承担连带责任。
所有人为因素造成的损失,都应由责任人承担后果,如损失严重,公司保留通过法律手段向责任人追诉的权力。
1.1组装组共分备料清洗、装配、试压、加油、跑合五个工序。
2.备料、清洗2.1备料、清洗是组装前的准备工作,操作工从现场管理人员处接到领料单后,按先后顺序将当口当班或次口需组装的产品配件依次从半成品库或其它工序领出,清查规格型号和数量准确无误Z后,逐件检查,清洗干净再移交到组装工位。
2.2严格区分每批次生产任务的配件屮如支架、侧盖、封盖和托底坐上的产品或其它特殊标记,如杲配件上的标记不符合木批次生产任务的规定或者配件上应有标记而没有标记、一件配件上有两种不同的标记,均应视为异常问题品,必须上报现场管理,由现场管理查明原因,处理好后方可继续操作。
2.3产品配件在运送和清洗过程中要轻拿轻放,不得野蛮操作、乱扔乱砸、碰伤任何部位,特别要注意保护工件的配合而,切忌损伤。
2.4必须使用安全性能稳定、没有隐患的清洗剂,定量更换,未经生产部或以上部门特批,严禁使用易燃物品,如汽油、除油剂等作为清洗剂。
某玩具厂标准作业规范书

某玩具厂标准作业规范书1. 简介本标准作业规范书适用于某玩具厂生产线上的所有工作人员,旨在规范生产流程,提高生产效率,确保产品质量。
2. 安全规范2.1 工作场所安全•工作人员进入生产区域前,必须进行安全培训并穿戴相应的安全装备。
•确保生产设备和机器的正常运转,定期检查维护。
2.2 物料安全•所有使用的原材料必须符合国家相关标准,禁止使用过期或质量有问题的物料。
•对易燃、易爆等危险物品进行专门储存和管理。
3. 生产流程规范3.1 订单接收与排产•接收订单后,及时安排生产计划并制定排产表。
•检查生产设备和原料库存,确保能够按时完成生产。
3.2 生产操作规范•按照产品生产工艺流程操作,确保每个工序的质量和效率。
•实施严格的质量检查标准,不合格品要及时停产处理。
4. 质量控制规范4.1 原料质检•对所有进厂原料进行严格的质量检查,确保原料符合标准。
•针对不同类型的原料设立相应的质检标准。
4.2 在线检验•每个生产环节都应设置相应的检验点,对产品质量进行实时监控。
•出现异常情况时,立即停止生产进行排查处理。
5. 管理规范5.1 生产计划管理•制定合理的生产计划,避免生产过剩或生产不足。
•调整生产计划时,要及时通知相关部门协调配合。
5.2 人员管理•招聘合格的员工,进行岗前培训和技能考核。
•建立员工绩效考核制度,激励员工提高工作效率。
6. 总结某玩具厂标准作业规范书是生产线上的重要参考依据,各个部门和岗位的员工都应严格遵守规范,不断完善和优化生产流程,确保产品质量和生产效率的提高。
配电线路更换导线标准化作业指导书模板

编号:SM/X07-001 配电线路更换导线标准化作业指导书
编制单位:审批单位:
编写:生技部:
审核:安监部:
批准:总工(副总):
作业负责人:
计划作业日期年月日时至年月日时
实际作业日期年月日时至年月日时
范文范例指导
1 适用范围
本作业指导书用于10KV 配电线路伐树工作。
2 引用标准
2.1 国家电网安监[2005]83号电力安全工作规程(电力线路部分)
2.2 国家电网安监[2005]145号电力生产事故调查规程
2.3 国家电网总[2003]407号安全生产工作规定
2.4《国家电网公司电力建设安全工作规程》(架空电力线路部分)(试行)
2.5 DL/T741-2001《架空送电线路运行规程》
2.6 GBJ 232《10KV及以下架空配电线路施工及验收规范》
2.7 DL/T499-2001《农村低压电力技术规程》
2.8 DL/T477/2001《农村低压电气安全规程》
3 标准化作业流程图
范文范例指导
4、勘察单
现场勘察单
范文范例指导
范文范例指导
5、工序、工艺卡(一)
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
范文范例指导
6、工器具、材料准备
工器具指导卡
确认人:
范文范例指导
范文范例指导材料指导卡
确认人:
7、执行情况评估表
指导书执行情况评估表
范文范例指导。
施工现场安全用电作业指导书
施工现场安全用电作业指导书一、前言在施工现场,用电是不可避免的,但同时也存在很大的安全隐患。
为了保障工人的人身安全,减少可避免的事故发生,特撰写本作业指导书,旨在规范施工现场的安全用电作业。
二、用电安全注意事项1. 施工现场的电源必须符合电气安全规范,电气设备和线路必须经过合格的检测和验收。
2. 工地上必须有专门的电气安全管理人员,负责施工现场的电气系统的安全运行和检修。
3. 电气设备和线路要有足够的额定容量,以满足现场相关设备的用电需求。
4. 施工现场电箱应设在通风良好的地方,不得存放易燃、易爆等危险物品,箱体应具有良好的绝缘性能。
5. 电缆必须敷设在防护管内,并标明规格和用途,以免人工或机械损坏。
6. 施工现场要有专门的标识和警示标志,标明电压、电流、设备名称等信息,以提醒工人注意安全用电。
7. 施工现场应设有专门的接地装置,确保电气设备和线路的安全接地,防止电流过大、过压引发事故。
8. 在施工现场,禁止私拉乱接电源,禁止使用无证电工进行电气安装和维护,以免引发安全事故。
9. 用电设备和线路要定期进行巡视和检测,确保电气设备和线路的正常运行。
10. 施工现场的用电设备和线路水平点不得低于室外地面高度,以确保用电设备安全。
三、特殊环境下的用电注意事项1. 在高温环境中使用电气设备时,要注意设备的散热、防尘和防潮措施,以确保电气设备的正常运行。
2. 在潮湿的环境中使用电气设备时,要采取防水措施,确保电气设备和线路的绝缘性能,防止电击事故发生。
3. 在易燃易爆的环境中使用电气设备时,要选择防爆电气设备,并加强管理措施,以避免火灾和爆炸事故。
4. 在气候恶劣的环境中使用电气设备时,要加强设备的防雷和防雪措施,以确保电气设备的安全运行。
四、应急措施1. 当出现电气事故时,要立即切断电源,并通知专门的电气安全管理人员进行处理。
2. 在电气事故处理过程中,要穿戴个人防护装备,确保自己的安全,同时要采取相应措施保护其他人员的安全。
机电运输安全质量标准化达标工作实施方案解析
2023年机电运送安全质量原则化达标工作实行方案为深入加强我矿机电运送管理工作, 强化机电运送建设, 深入做好机电运送安全质量原则化旳各项工作, 实现安全生产工作目旳, 推进我矿安全质量原则化工作向前发展。
为此, 围绕企业安全质量原则化工作主体思绪, 根据我矿实际状况, 特制定本实行方案。
一、指导思想二、以“安全第一, 防止为主”为总旳指导思想, 以现行《煤矿安全规程》、《煤矿安全质量原则化考核原则及措施》以及上级有关文献为根据, 坚持以人为本, 强化现场管理, 严格考核制度, 开展“质量达原则、安全创水平”活动, 努力提高全员安全质量原则化工作意识, 明确目旳、贯彻责任, 对照原则, 查漏补缺, 真正做到发现一处, 整改一处, 贯彻一处, 努力将我矿打导致为机电运送质量原则化一级矿井。
三、工作目旳1.通过实行机电运送安全质量原则化方案, 全面提高我矿“机电运送”安全质量水平, 以实现年度“矿井无重伤、班组无轻伤、个人无违章、现场无隐患”为目旳。
2、全面加强机电运送安全质量原则化建设, 抓好现场文明生产管理工作, 到年终实现矿井安全质量原则化到达山西省一级原则规定。
三、组织机构及工作职责1.为了加强安全质量原则化管理工作, 成立机电运送安全质量原则化工作领导小组。
组长: 孙多友副组长: 刘俊明、刘艳文成员: 曹忠明、李平则、刘兰富、吕云勤、张廷孝、李海虎、陈海平、白晓峰、闫瑞勤、李艳坤、贾建明、王勇勇机电运送安全质量原则化领导小组下设达标办公室, 达标办公室设在机电科, 负责组织机电运送安全质量原则化旳平常检查、验收、考核、督查工作及矿井机电运送安全质量原则化目旳旳制定。
各队组配置专职达标员, 负责本队达标工作详细实行。
2、领导小组职责:孙多友全面负责矿井机电运送安全质量原则化工作旳全面布署和安排工作。
刘俊明全面负责机电运送安全质量原则化工作旳监督与检查工作。
刘艳文重要负责组织机电运送安全质量原则化开展和推进工作,机电运送资料及现场旳跟踪监管。
正规完整版短跑教案标准版,可打印

正规完整版短跑教案标准版,可打印一、教学内容本节课的教学内容选自田径运动教材中短跑部分,具体包括第一章第三节“短跑技术要领与实践”。
详细内容主要涵盖短跑的基本技术要领,如起跑、加速跑、途中跑和冲刺跑等,同时结合实践环节,让学生在实际操作中掌握短跑技巧。
二、教学目标1. 让学生了解并掌握短跑的基本技术要领,提高运动技能。
2. 培养学生的速度、力量、柔韧性和协调性等身体素质,增强体质。
3. 培养学生团结协作、勇于拼搏的精神风貌,提高综合素质。
三、教学难点与重点教学难点:短跑技术要领的掌握,尤其是起跑和冲刺跑的技巧。
教学重点:短跑技术的实践运用,以及速度和力量的训练。
四、教具与学具准备教具:短跑起跑器、计时器、口哨、标志杆。
学具:运动服、运动鞋、护具。
五、教学过程1. 实践情景引入(5分钟)组织学生进行简单的热身活动,如慢跑、拉伸等,引入短跑运动的情景。
2. 理论讲解(10分钟)讲解短跑的基本技术要领,包括起跑、加速跑、途中跑和冲刺跑等,强调技术动作的重要性。
3. 例题讲解(10分钟)以优秀运动员的短跑视频为例,分析其技术动作,让学生直观地了解短跑技术要领。
4. 技术实践(15分钟)学生分组进行起跑、加速跑、途中跑和冲刺跑的练习,教师进行指导。
5. 随堂练习(10分钟)安排学生进行短跑接力比赛,检验学习效果,提高实践能力。
六、板书设计1. 短跑技术要领起跑加速跑途中跑冲刺跑2. 短跑训练方法速度训练力量训练协调性训练七、作业设计1. 作业题目:结合本节课所学内容,设计一份短跑训练计划。
2. 答案:训练计划如下:起跑练习:每天进行3组,每组5次,提高起跑速度。
速度训练:每天进行3组,每组400米,提高短跑速度。
力量训练:每周进行3次,每次包括深蹲、俯卧撑等,增强腿部和核心力量。
协调性训练:每周进行2次,每次包括跳绳、折返跑等,提高身体协调性。
八、课后反思及拓展延伸本节课通过理论与实践相结合的方式,使学生掌握了短跑的基本技术要领。
作业指导书及标准工时
作业指导书及标准工时一、作业流程1. 接收生产任务,确认产品规格、数量及质量要求。
2. 准备相关技术资料,熟悉产品图纸及技术要求。
3. 领取所需物料,进行物料确认及数量核对。
4. 调整机器设备,进行生产准备。
5. 按照技术要求进行加工、组装、调试。
6. 进行自检,填写检验记录。
7. 合格产品进行包装及入库,不合格产品进行返工或报废。
8. 整理现场,保持生产环境整洁。
二、操作步骤1. 开启电源,检查机器设备是否正常运转。
2. 根据产品图纸及技术要求,调整机器设备参数。
3. 进行加工、组装、调试,确保产品质量符合要求。
4. 定时检查物料使用情况,及时领取补充。
5. 进行生产过程中的质量检查,及时发现并处理问题。
6. 完成生产任务后,关闭电源,整理现场。
三、检验标准1. 产品外观符合图纸要求,无明显缺陷。
2. 产品尺寸精度符合图纸要求,公差范围在规定范围内。
3. 产品性能符合相关标准及技术要求。
4. 产品检验记录填写完整、准确。
四、工具使用1. 根据生产需要,正确选择使用工具和量具。
2. 定期检查工具和量具的精度及完好性。
3. 使用工具和量具时,应遵守相关操作规程。
4. 正确使用气动工具和电动工具,确保安全使用。
五、安全规定1. 遵守安全操作规程,佩戴必要的劳动保护用品。
2. 严禁在生产过程中违章操作或擅自改变机器设备参数。
3. 严禁在生产现场吸烟或违规使用明火。
4. 发现机器设备故障或安全隐患时,应立即停止操作并上报维修人员。
SMT作业标准书

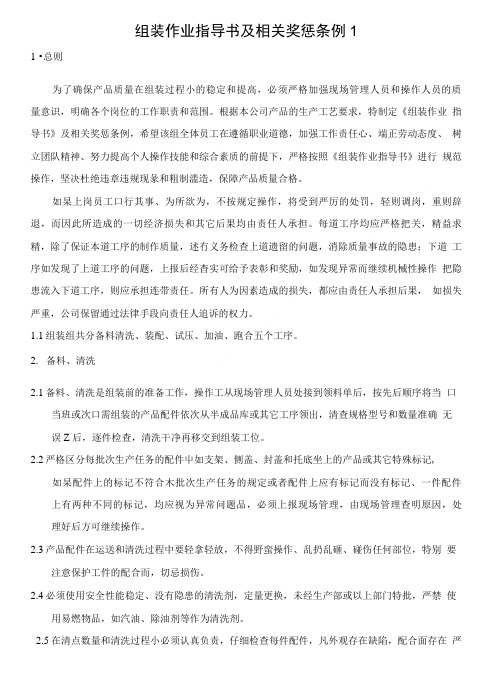
程文斌适用工位文件編號DL/MD-WI-091版本A 适用人员制定日期2014年11月7日頁次1目的發行日期2014年11月10日项次1辅材明细静电手套静电手环物料周转车点料机①② 1.所领取每一类型物料,必须与生产任务单内容相符。
2.领取物料必须与仓库备料员签署领料单,不得擅自携带出仓。
3.超领物料,须汇报原因,并由上级主管签署后领取物料。
③④作业步骤管控标准SMT生产作业标准书领取物料领料专员让初学者依据本作业指导书执行,避免作业错误并在规定时间内完成清点、确认物料与仓库共同签署确认领料单后,将物料周转至待上线物料放置区。
所有物料,区分类别(PCB 、LED 、端子连接器、LENS )放置,并做标示。
根据生产任务单确认生产机种、物料规格型号程文斌适用工位文件編號DL/MD-WI-091版本A 适用人员制定日期2014年11月7日頁次2目的發行日期2014年11月10日项次2/1辅材明细静电手套静电手环无尘布酒精编码原则产品工装图①② 1.一个机种中含多种-BIN 值,喷印数量管控明确。
2.首件及更换BIN值须填写《喷码信息确认单》并由生产班组长、工程技术、品质三方签署后才可量产。
3.使用excel表格方式进行扫码过滤、存档(正确显示蓝色字体错误则显示红色字体)。
4.喷印完成后将基本取出,并在原位放置未喷码基板(规律循环)5.设备参数非技术人员严禁修改③④作业步骤管控标准SMT生产作业标准书油墨喷码喷码设备操作员让初学者依据本作业指导书执行,避免作业错误并在规定时间内完成取生产任务单所要求喷印数量,将基板放置于待喷码区域工程技术调试设备将2块基板(一块基板10pcs )放置于喷码机平台喷码区点击操作界面上“启动”按钮,启动喷印摆放方向程文斌适用工位文件編號DL/MD-WI-091版本A 适用人员制定日期2014年11月7日頁次2目的發行日期2014年11月10日项次2/2辅材明细静电手套静电手环无尘布酒精编码原则产品工装图⑤⑥1.一个机种中含多种-BIN 值,喷印数量管控明确。
《op作业标准书》课件

本PPT介绍OP作业标准书的定义、目的和重要性,以及如何编写、实施和维 护OP作业标准书。
一、引言
OP作业标准书
是一份规范作业步骤、安 全措施和操作要求的书面 文档。
本PPT介绍
OP作业标准书的作用和必 要性。
适用人群
OP作业标准书编写人员以 及相关管理人员。
二、OP作业标准书的内容
应用效果
OP作业标准书可以提高操作的标准化和规范化水平,降低安全风险和差错率,提升作业效 率和质量。
五、总结和展望
重要性和必要性
OP作业标准书是现代化生产管理的基础和保障。
未来发展方向
未来OP作业标准书将更加数字化、智能化和可 视化,涵盖更多的领域和应用场景。
六、参考资料
1 OP作业标准书全措施、操作要 求、应急措施等部分构成。
与SOP、JSA的关系
OP作业标准书是SOP和JSA的具体化和实施指南。
目录结构和条目要求
OP作业标准书应包括目录、章节、条目,并按 照特定要求进行编写。
三、OP作业标准书的编写
1
编写流程
明确编写目的和适用范围,收集、整理和分析相关信息,撰写和审核标准书,最 后发布和宣传标准书。
2
关键点
准确描述作业过程,确保安全措施完备合理,注意条目的编写顺序和标点符号的 使用。
3
难点
协调不同部门的意见和要求,确保标准书的一致性和有效性。
四、OP作业标准书的实施
应用范围
OP作业标准书适用于一切生产工艺和操作,特别是对高风险、复杂或关键性工艺和操作更 为重要。
维护和更新
标准书需要及时更新和维护,确保其符合最新要求和最佳实践,可以反映操作流程和实际情 况。
机动车路试跑道作业指导书

机动车路试跑道作业指导书以下是一份机动车路试跑道作业指导书的示例:1. 概述- 机动车路试跑道作业是指考驾照时需要进行的驾驶技能测试项目之一。
- 该作业旨在测试考生在指定的驾驶路线上的驾驶技能和遵守交通规则的能力。
- 跑道作业通常包括倒车入库、侧方停车、坡道起步等技能测试。
2. 跑道规定- 跑道应根据当地交通规则和标准进行设计和划定,确保考生可以在安全的环境下进行驾驶。
- 跑道应包括直线道路、曲线道路、坡道、十字路口等不同的行驶场景。
- 在跑道上应设有相关的交通标志、标线和道路设施,以模拟真实行驶环境。
3. 跑道作业项目- 倒车入库:考生需要从一定距离外驶向倒车入库区域,并按照规定的路线和动作将车辆倒入指定的停车位。
- 侧方停车:考生需要按照规定的路线和动作将车辆停放在指定的位置,要求车辆与路边的距离符合规定。
- 坡道起步:考生需要在指定的坡道上停车,并在规定的要求下将车辆平稳起步。
4. 操作要求- 考生在进行跑道作业时,应牢记相关驾驶技巧和安全操作要求。
- 操作时,应注意车速控制、保持车辆稳定、观察周围交通情况和正确使用车辆控制装置等。
- 在停车和起步时,应正确使用制动器、离合器和油门,以确保安全和平稳的行驶。
5. 考核评分- 跑道作业需在考官的监督下进行,并根据考生的操作动作、车辆控制和遵守交通规则的情况进行评分。
- 不同的项目会根据不同的标准进行评分,如倒车入库可能会考察车辆位置、转向操作和保持直线行驶等方面。
- 根据评分情况,考官会给予相应的分数并判断考生是否合格。
以上是一份机动车路试跑道作业指导书的示例,具体的内容和要求应根据当地交规和标准进行调整。
正规完整版短跑教案标准版,可打印

正规完整版短跑教案标准版,可打印一、教学内容本节课选自人民教育出版社《体育与健康》教材,短跑运动章节,具体内容包括短跑的基本技术要领、起跑、加速跑、途中跑和冲刺跑的技巧,以及短跑训练方法。
二、教学目标1. 让学生掌握短跑的基本技术要领,提高短跑运动能力。
2. 培养学生团结协作、顽强拼搏的精神品质。
3. 增强学生的身体素质,提高运动兴趣。
三、教学难点与重点教学难点:起跑、加速跑、途中跑和冲刺跑的技术要领。
教学重点:短跑技术的掌握和训练方法的运用。
四、教具与学具准备教具:短跑起跑器、秒表、口哨、教学视频。
学具:运动鞋、运动服、护具。
五、教学过程1. 实践情景引入(5分钟)组织学生进行一场小型短跑比赛,让学生体验短跑的乐趣,激发学习兴趣。
2. 理论知识讲解(10分钟)讲解短跑的基本技术要领,起跑、加速跑、途中跑和冲刺跑的技巧。
3. 例题讲解(5分钟)播放优秀运动员短跑视频,分析其技术动作,让学生模仿学习。
4. 随堂练习(10分钟)学生分组进行起跑、加速跑、途中跑和冲刺跑的练习,教师个别指导。
5. 技能训练(10分钟)学生进行短跑全程训练,教师观察并指导。
六、板书设计1. 短跑基本技术要领2. 起跑、加速跑、途中跑和冲刺跑技巧3. 短跑训练方法七、作业设计1. 作业题目:结合本节课所学内容,进行一次短跑全程训练。
2. 作业题目:分析一名优秀短跑运动员的技术动作。
答案:学生以书面形式提交分析报告。
八、课后反思及拓展延伸1. 反思:本节课学生掌握短跑技术的情况,调整教学方法,提高教学效果。
2. 拓展延伸:组织学生参加校内外短跑比赛,提高学生竞技水平。
同时,引入更多短跑训练方法,丰富教学内容。
重点和难点解析1. 教学难点与重点的确定2. 例题讲解的深度与广度3. 随堂练习的设计与实施4. 作业设计的针对性与实用性5. 课后反思及拓展延伸的实际操作详细补充和说明:一、教学难点与重点的确定1. 起跑:强调起跑器的使用、起跑姿势、发力顺序等,确保学生掌握正确的起跑技术。
体育课跑步教案范文精选

体育课跑步教案范文精选一、教学内容本节课选自人教版《小学体育课程标准》水平二,主题为“跑步训练”。
具体内容包括教材第三章“田径运动”中的起跑、途中跑、冲刺跑等基本技术,以及相关的体能训练。
二、教学目标1. 让学生掌握起跑、途中跑、冲刺跑的基本技术,提高跑步速度。
3. 培养学生团结协作、积极进取的精神风貌。
三、教学难点与重点教学难点:起跑技术的掌握,跑步过程中的节奏控制。
教学重点:起跑、途中跑、冲刺跑技术的学习,以及体能训练。
四、教具与学具准备教具:哨子、秒表、标志杆、音乐播放器。
学具:运动鞋、运动服、跑步场地。
五、教学过程1. 实践情景引入(5分钟)利用音乐播放器播放动感音乐,带领学生做简单的热身操,调动学生的运动兴趣。
2. 技术讲解与示范(10分钟)(1)起跑技术:蹲下,双手放在起跑线上,听到哨声迅速起跑。
(2)途中跑技术:身体略微前倾,步幅适中,保持呼吸均匀。
(3)冲刺跑技术:加大步幅,提高摆臂频率,全力以赴冲向终点。
3. 学生分组练习(15分钟)学生分成四个小组,分别进行起跑、途中跑、冲刺跑的练习。
教师巡回指导,纠正动作不规范的地方。
4. 例题讲解(10分钟)以50米跑为例,讲解起跑、途中跑、冲刺跑的技术要点,以及如何提高跑步速度。
5. 随堂练习(10分钟)学生进行50米跑的实际操作,教师记录成绩,给予评价。
6. 体能训练(5分钟)进行折返跑、高抬腿等体能训练,提高学生的体能。
六、板书设计1. 跑步技术:起跑、途中跑、冲刺跑2. 跑步要点:动作规范、节奏控制、全力以赴3. 体能训练:折返跑、高抬腿七、作业设计1. 作业题目:每天进行一次50米跑训练,记录成绩。
答案:根据实际情况,学生自行记录成绩。
八、课后反思及拓展延伸本节课通过实践情景引入、技术讲解与示范、分组练习、例题讲解、随堂练习、体能训练等环节,使学生掌握了起跑、途中跑、冲刺跑的基本技术,提高了跑步速度。
课后,教师应关注学生的作业完成情况,了解学生的学习效果,并对学生进行个别辅导。
合成车间健康操作规程作业指导书
合成车间健康操作规程作业指导书
1、严格执行《职业病防治法》中规定的各项要求。
2、本车间存在的危害因素:氨。
主要产生的部位:管线、法兰泄露。
3、危害因素对人体的危害:
氨容易引起中毒,对眼、咽喉、上呼吸道、粘膜刺激性强,引起充血、水肿、分泌物增多。
接触高浓度氨,皮肤、粘膜可发生腐蚀性损害及化学性炎症。
4、工作场所控制标准NH3:30mg/m3。
5、劳动防护用品:MP4,正确使用方法:首先检查滤毒罐是否过期,面罩单向阀是否完好,面罩有无破损现象,打开滤毒罐底塞,从下往上戴上面罩。
6、工作场所职业危害防护设施:操作工每班对尘毒监测仪数据记录填写,消音器、洗眼器每半月检查一次,更换洗眼器水,医疗箱按照规定配备药品及器材,。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机种作业名一、配管1.刀塔--分油块▲油管:名称:中压软管 长度:850mm 数量:2根▲接法:如右图所示 A---A B---B2.液压站--分油块▲油管:名称:中压软管 长度:1600mm 数量:2根▲接法:如右图所示 P---P T---T3.分油块--油表▲油管:名称:硬质油管 长度:730mm 数量:1根▲接法:如右图所示改订日期改订者改订日期改订者核准审核作成作业标准书X-100C主要作业顺序周亮主要要领组装单元配管K-03PG1ABABTP 泵浦出口P油箱入口T刀塔后方A/B 接口的接头为3/4PT*3/4PF 45°接头接口平行朝刀塔方向P/T 接口的接头为3/4PT*3/4PF 90°接头接口略微朝电器箱斜着朝下分油块出口油表入口机种作业名4.液压站--回转油压缸▲油管:名称:∮25棉纱管 长度:900mm 数量:1根▲接法:如右图所示 5.液压站电磁阀---回转油压缸▲油管:名称:外钢丝软管 长度:850mm、800mm 数量:各1根▲接法:如右图所示 A---下方接头 B---上方接头注:中间需加塑料间隔环来进行帮扎。
改订日期改订者改订日期改订者核准审核作成作业标准书配管组装单元K-03主要作业顺序主要要领X-100C油箱回油处回转油压缸接头规格:3/4PT*3/4PF 90°加长型接头1个3/4PT*3/4PF 90°接头1个BAL=850mmL=800mm机种作业名二、配线1.注油机配线:﹡将注油机接线从注油机上方的洞里穿过,如图所示。
﹡接线号码管:动力线:L1、L2 信号线:C1、61 接地线:PE2.光纤连接:﹡去掉接头保护盖。
﹡将光纤插上。
如图所示 3.JA7A线连接:﹡在显示屏后面找到位置插入即可。
如图所示。
4.C1、C3连接﹡在I/O板上找到位置插上即可。
5.JD1A线连接:﹡在I/O板上找到位置插上即可。
主要作业顺序主要要领X-100C配线组装单元K-03光纤、JA7A 线绑扎时所经之处C1/C3JA7A光纤L1/L2/C1/61/PEJD1A机种作业名6.风扇线连接:﹡操作箱内长线:L1F、L2F ﹡底座内短线:L1F、L2F7.电源线连接:﹡线号:8.地线连接:﹡线号:PE9.急停开关线连接:﹡线号:C1、8A 可任意接10.绑扎:如图所示11.1 Z轴伺服马达配线:﹡动力线连接:将动力线插上,然后旋紧,再用水管钳将其拧紧即可。
﹡信号线连接:将信号线上的白色记号与马达上的记号对齐插入即可。
11.2 X轴伺服马达配线:同上X-100C配管、配线组装单元K-03主要作业顺序主要要领操作箱上应用小号白色固定座用M5*8沉头螺丝固定,然L1FPE1/2/C2C1/8AZMZSXMXS机种作业名12.解码器线连接:﹡将解码器线插上,旋紧然后用水管钳拧紧。
13.液压站泵浦电源线连接:﹡线号:PU/PV/PW/PE ﹡接法:对号入座14.电磁阀线连接:﹡线号:23、24、C3B ﹡接法:如右图所示 ※防水接头必须拧紧。
15.切削液泵浦电源线连接 ﹡线号:CU/CV/CW/PE﹡接法:对号入座 ※防水接头必须拧紧。
16.脚踏开关电源线连接 ﹡线号:C1/75﹡接法:C1接在中间端子75接在前方端子※防水接头必须拧紧。
17.电器箱内光纤连接:﹡在电器箱内的伺服放大器上找到COP10B接口,插上即可。
X-100C配管、配线组装单元K-03主要作业顺序主要要领JY4PU/PV/PW/CU/CV/CW/PEC1/75机种作业名18.刀塔电磁阀线连接﹡线号:C3B、808﹡接法:两根线可任意接在电磁阀两侧,但不可接到地线端子上。
如右图所示19.刀塔电机线连接:①近接LS线:C1/C3/708 接法:将两根同号的线锁在以端子上。
②③两线对插即可。
※此两根线不可随意插入需接口对齐才可,否则,会把接头插坏。
20.主轴马达线连接:﹡主轴马达接线盒开口 α3i马达在右侧开口 α6i马达在左侧开口﹡接线盒外垫上一垫片,将线穿过接线口,再加一垫片,然后用"螺母"锁紧(用榔头及一字螺丝刀敲紧)﹡对号连接动力线/信号线风扇线。
X-100C配管、配线组装单元K-03主要作业顺序主要要领作业标准书2007.03.15周亮ZZ1.①②③C3BC1、C3、TMTS机种作业名21.总电源接入:﹡将变压器的 OUT PUT 线接到电器箱上的开关上如右图所示。
﹡将变压器的 IN PUT 线接到配电箱上的开关上﹡打开配电箱里的开关,用相序表测量相序。
相序如上图所示为正确三.通电传参数。
1.打开电器箱的电源开关2.插入CF存储卡3.同时按住软键最右边两个(即 两个键)与电源“开”键数秒,等显示屏亮后松手。
4.传参数、PMC:﹡在“SYSTEM MONITOR MAIN MENU”画面下,选择● “1”--SYSTEM DATA LOADING ●按软键〔SELECT〕●按软键〔UP〕至OP02-OIC.MEM●按软键〔SELECT〕-HIT YES OR NO ●按软键〔YES〕●按软键〔SELECT〕●按软键〔DOWN〕至“5”X-XY-10.PMC ●按软键〔SELECT〕-HIT YES OR NO ●按软键〔YES〕●按软键〔SELECT〕●按软键〔DOWN〕至“END”●按软键〔SELECT〕-退出该画面●按软键〔DOWN〕至“5” SRAM DATA BACKUP ●按软键〔SELECT〕X-100C配管、配线组装单元K-03主要作业顺序主要要领STR机种作业名●进入“ SRAM DATA BACKUP”画面 ●按软键〔DOWN〕至“2”RESTORE SRAM(MEMORY CARD->CNC)●按软键〔SELECT〕显 显RESTORE SRAM DATA OK?HIT YES OR NO.●按软键〔YES〕.数秒后传输完成。
●按软键〔SELECT〕●按软键〔DOWN〕至“10”●按软键〔SELECT〕●按软键〔YES〕●数秒后,屏幕上显示如右图,传输完成 显示:OMM:DZ89-01 PMC:X-XY-10●取出存储卡。
四、确认机床是否漏油 ﹡拔出急停开关﹡检查液压泵浦是否出油(即检查油表里是否有油压) ﹡调整油压:①松开电磁阀调节螺栓上的螺母将调节螺栓用M6内六角扳手往里拧紧。
即将油压调到最大,检查油压是否能调至3.5kg/C㎡(最大压力)。
②松开泵浦调节螺栓的调节螺母用M5内六角扳手顺时针或逆时针方向转将压力调至3.5kg/C㎡。
然后拧紧螺母。
用白色记号笔做上记号。
③松开电磁阀调节螺栓上的螺母将调节螺栓用M6内六角扳手往外松开。
即将油压调到2.4kg/C㎡(出厂时,夹头最大压力)。
※注:若泵浦压力可达到3.5kg/C㎡。
则第②步骤可不操作。
﹡检查各油管接头是否漏油。
操作方法:◆用眼睛看 ◆用手摸X-100C配管、配线组装单元K-03主要作业顺序主要要领液压站电磁阀的泵浦调节①②③急停开关油压表机种作业名五、机床原点设定:1.在手动:模式下,分别将X轴、Z轴往“+”/“-”方向移动一个螺距以上的距离。
X +12.000/-12.000Z +6.000/-6.0002.关机:﹡按下急停开关﹡按下电源“闭”开关﹡关闭总电源3.开机: ﹡离关机时间间隔5秒﹡开启总电源﹡按下电源“开”开关﹡待显示屏显示开机正常画面后,拔出急停开关。
4.原点设定:﹡按下“回原点”键,﹡按下“轴选择”键, “X”灯亮,﹡按“启动”键。
﹡X轴原点设好后“X”轴 原点灯亮。
﹡用同样的方法将“Z”轴 原点设好。
※按屏幕提示操作。
﹡关闭总电源X-100C配管、配线组装单元K-03主要作业顺序主要要领机种作业名五、机床原点设定:1.参数X、Z轴NO.1815.4(确认)1815X 0010000Z 00100002.有[000 请切断电源]报警时, 需切断电源。
3.再开机时,会有〔300 APC报警 X(Z)轴原点复归要求〕的报警讯 号。
4.在“微动”模式下,将各伺服马 达旋转1圈移动各轴后,再切断 电源,然后开机。
5.在“移动复归”模式下,在操作 面板的手柄轴选择一个轴进行原 点设定。
6.按下起动开关,原点设定动作开始 注)原点设定动作是各轴往“+” 方向移动到原点设定用防撞块 为止自动移动。
这个移动位置,通常是起动 位置往“+”向移动至停止时的 位置。
7.原点设定完后,会有〔000 请 切断电源〕的报警。
此时,切断 电源,然后开机。
8.若画面出现被选择的轴有〔原点 复归要求“时,说明此轴的原点 设定还没完毕,请重复操作上述 动作第“5”步骤。
※上述步骤是各轴的原点设定的必要步骤。
(在伺服马达的信号线脱落、刀塔伺服放大器电池更换等作业时也是有必要的)X-100C配管、配线组装单元K-03主要作业顺序主要要领原点设定完后此值为1机种作业名 六、刀塔参数设定:1.电气箱内刀塔伺服放大器〔SVMT]上, 按左端的“MODE”键、会出现(以 的形式来表示切换。
2. 或 按UP/DOWN键来 选择需变更的参数号码。
3.按右端 键,该号码的数据 内容即可显示出来。
4.在按一次 键,显示的数据会闪动,再按 键来变 更其数据。
5.按 键将其值变更到需变更数值后再按 键。
6.如果有其他需变更的数据,可重复操作“2”~“5”步骤。
7.参数设置好以后,断电,再次开机 注:必须变更的参数如下。
NO.04=59 机械侧齿轮齿数NO.07=45 加速时间常数NO.08=45 减速时间常数NO.11=8 1回转分割数NO.28=66 内部扭矩制限值1X-100C配管、配线组装单元K-03主要作业顺序主要要领P 00P 20AL --P 00P 20F rd-on AL --P 00P 20或刀塔伺服放大器MODE UP DOWNSET SETSET UP/DOWNUP/DOWN SET机种作业名 七、刀塔原点设定。
﹡刀塔组装时、芯高调整时,下述的作业步骤是三菱伺服马达的原点设定时要做的。
﹡刀塔有异常动作时,伺服放大器交换时,用同样的步骤来进行原点设定。
1.电器箱内的‘刀塔原点设置’的摇头开关向〔开〕侧切换。
2.模式选择的灯会点灭。
3.按刃物台开关,刀盘伸出。
4.用手转动刀盘,使1号刀吻合。
5.再按一次刃物台开关,刀盘收回。
(刀盘没有正常收回的场合,可按NC 键,从第3项开始重复操作。
)6.刀塔夹紧(刀盘收回时)。
6个模式选择灯会从点灭变为点灯。
7.按下“非常停止”开关。
8.按下电源OFF键。
9.把电器箱内“刀塔原点设置”开关切换至“关”侧。
10.再打开电源,确认刀塔运转是否正常。
X-100C配管、配线组装单元K-03主要作业顺序主要要领Reset机种作业名 八、机床跑合 ﹡X、Z轴原点回归﹡在编辑模式下,找到O1000程式。