台达伺服问答
台达伺服问答
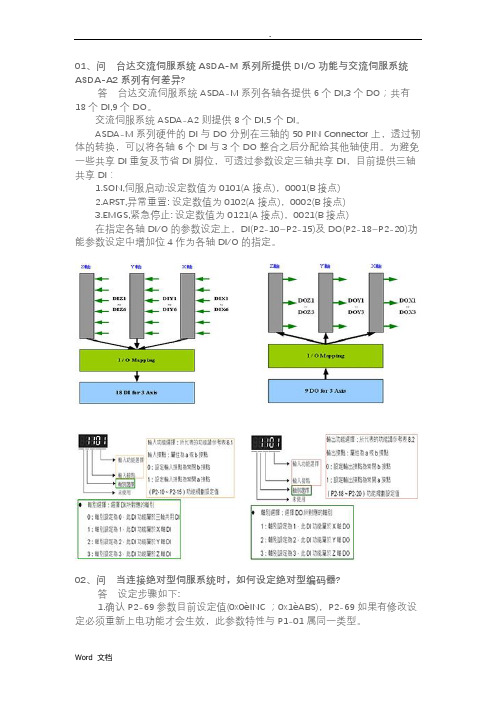
01、问台达交流伺服系统ASDA-M系列所提供DI/O功能与交流伺服系统ASDA-A2系列有何差异?答台达交流伺服系统ASDA-M系列各轴各提供6个DI,3个DO;共有18个DI,9个DO。
交流伺服系统ASDA-A2则提供8个DI,5个DI。
ASDA-M系列硬件的DI与DO分别在三轴的50 PIN Connector上,透过韧体的转换,可以将各轴6个DI与3个DO整合之后分配给其他轴使用。
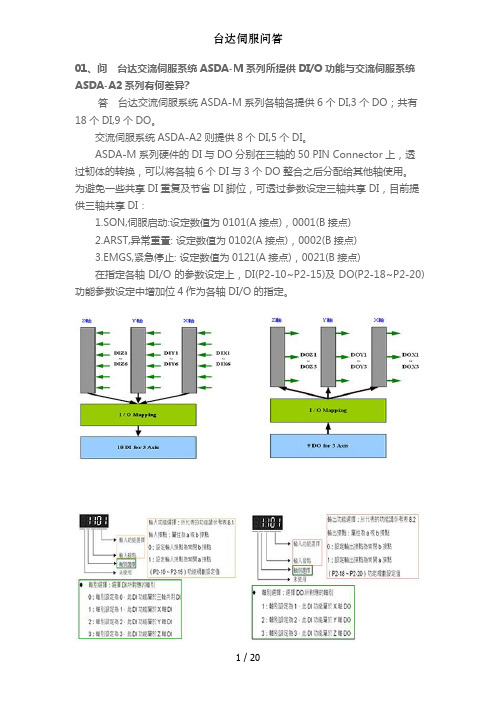
为避免一些共享DI重复及节省DI脚位,可透过参数设定三轴共享DI,目前提供三轴共享DI:1.SON,伺服启动:设定数值为0101(A接点),0001(B接点)2.ARST,异常重置: 设定数值为0102(A接点),0002(B接点)3.EMGS,紧急停止: 设定数值为0121(A接点),0021(B接点)在指定各轴DI/O的参数设定上,DI(P2-10~P2-15)及DO(P2-18~P2-20)功能参数设定中增加位4作为各轴DI/O的指定。
02、问当连接绝对型伺服系统时,如何设定绝对型编码器?答设定步骤如下:1.确认P2-69参数目前设定值(0x0èINC ;0x1èABS),P2-69如果有修改设定必须重新上电功能才会生效,此参数特性与P1-01属同一类型。
2.接上电池盒(已经连接编码器端与驱动器端,电池也安装上),首次上电会跳ALE60,此时需坐标初始化,ALE60才会消失。
3.坐标初始化有三个方法尚未作坐标初始化时驱动器会出现ALE60,可以透过以下初始化方式排除:(1)参数法:设定P2-08è271后,设定P2-71è0x1,,此时ALE60会消失,但是当电池电量低于3.1V会跳ALE61,否则正常情况面板看到会出现00000。
(2)DI法:设定ABSE(0x1D)与ABSC(0x1F),当ABSE(ON),ABSC设定由OFF变为ON,系统将进行坐标初始化,完成后编码器脉波将从重设为0且PUU将重设为P6-01数值。
台达伺服电机驱动器的常见问题

三相機種的變頻器是否可以接單相入力電源?台達變頻器為單相及三相機種,其最大的差異在於電容的配置。
單相機種會配置比較大的電容,因此若三相機種只接單相入力,可能導致輸出電流不足,且會發生欠相的異常。
為確保系統正常運行,請搭配使用正確的電源系統。
變頻器使用在硬體上需加裝PG卡,在PG卡上的開關設置編碼器為Open-Collector或是Line-Driver型式,並設置正確的電壓大小。
在參數上,設定編碼器每轉的脈波數及輸入脈波型式。
以台達VFD-VE系列變頻器為例,選用EMV-PG01X的PG卡,且編碼器一圈有1024個脈波,為Open-Collector 12V型,此時,PG卡需設置(如下圖)在參數設定方面,需設定參數10-00每轉脈波數為1024。
另外,在設定10-01之前,需先確定該編碼器的脈波型式為AB相、脈波加方向或單一脈波,再加以設定。
之後只要將參數00-04設為7,就可以在使用者顯示的內容看到馬達實際由編碼器回授的轉速。
無感測向量控制a.優異開迴路速度控制,不必滑差補償b.在低度時有高轉矩,不必提供過多之轉矩增強c.更低損耗,更高效率d.更高動力響應- 尤其是階梯式負載e.大馬達有穩定之運轉f.在電流限制,改善滑差控制有較好之表現在台達交流馬達驅動器的輸入電源輸入側電抗器用於變頻器/驅動器輸入端,電抗器保護著靈敏電子設備使其免受變頻器產生的電力雜訊干擾(如電壓凹陷、脈衝、失真、諧波等),而藉由電抗器吸收電源上的突波,更能使變頻器受到良好的保護。
變頻器/驅動器輸出側電抗器在長距離電纜接線應用中,使用IGBT保護型電抗器於馬達與變頻器之間,來減緩dv/dt值及降低馬達端的反射電壓。
使用負載電抗器於輸出端,可抑制負載迅速變化所產生的突波電流,即使是負載短路亦可提供保護。
何謂控速比可控速範圍是以馬達的額定轉速為基準,在定轉矩操作區中為維持額定轉矩,其額定轉速與最低轉速的比值,例如一典型交流伺服馬達的可控速範圍為1000:1,亦即若馬達的額定轉速為2000 rpm/min,其最低轉速為2 rpm/min;而且在此控速範圍內,由無載至額定負載時,其轉速誤差百分比值均能滿足所設定的控速精度,如+-0.01%。
台达伺服问答
01、问台达交流伺服系统ASDA-M系列所提供DI/O功能与交流伺服系统ASDA-A2系列有何差异?答台达交流伺服系统ASDA-M系列各轴各提供6个DI,3个DO;共有18个DI,9个DO。
交流伺服系统ASDA-A2则提供8个DI,5个DI。
ASDA-M系列硬件的DI与DO分别在三轴的50 PIN Connector上,透过韧体的转换,可以将各轴6个DI与3个DO整合之后分配给其他轴使用。
为避免一些共享DI重复及节省DI脚位,可透过参数设定三轴共享DI,目前提供三轴共享DI:1.SON,伺服启动:设定数值为0101(A接点),0001(B接点)2.ARST,异常重置: 设定数值为0102(A接点),0002(B接点)3.EMGS,紧急停止: 设定数值为0121(A接点),0021(B接点)在指定各轴DI/O的参数设定上,DI(P2-10~P2-15)及DO(P2-18~P2-20)功能参数设定中增加位4作为各轴DI/O的指定。
02、问当连接绝对型伺服系统时,如何设定绝对型编码器?答设定步骤如下:1.确认P2-69参数目前设定值(0x0èINC ;0x1èABS),P2-69如果有修改设定必须重新上电功能才会生效,此参数特性与P1-01属同一类型。
2.接上电池盒(已经连接编码器端与驱动器端,电池也安装上),首次上电会跳ALE60,此时需坐标初始化,ALE60才会消失。
3.坐标初始化有三个方法尚未作坐标初始化时驱动器会出现ALE60,可以透过以下初始化方式排除:(1)参数法:设定P2-08è271后,设定P2-71è0x1,,此时ALE60会消失,但是当电池电量低于3.1V会跳ALE61,否则正常情况面板看到会出现00000。
(2)DI法:设定ABSE(0x1D)与ABSC(0x1F),当ABSE(ON),ABSC设定由OFF变为ON,系统将进行坐标初始化,完成后编码器脉波将从重设为0且PUU将重设为P6-01数值。
台达伺服常见故障分析与解决

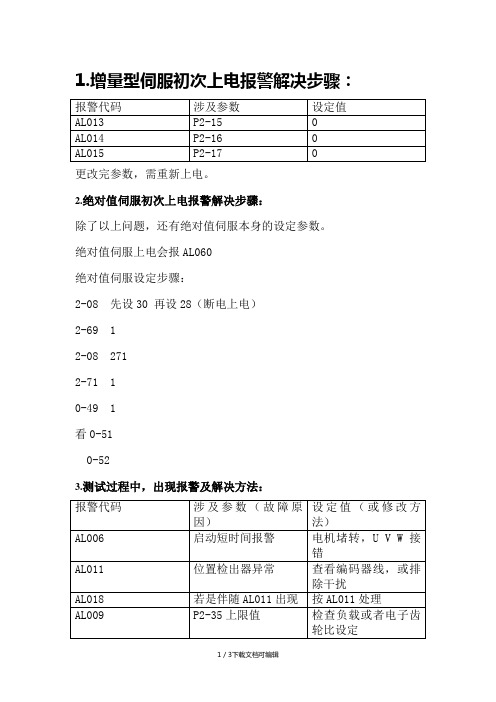
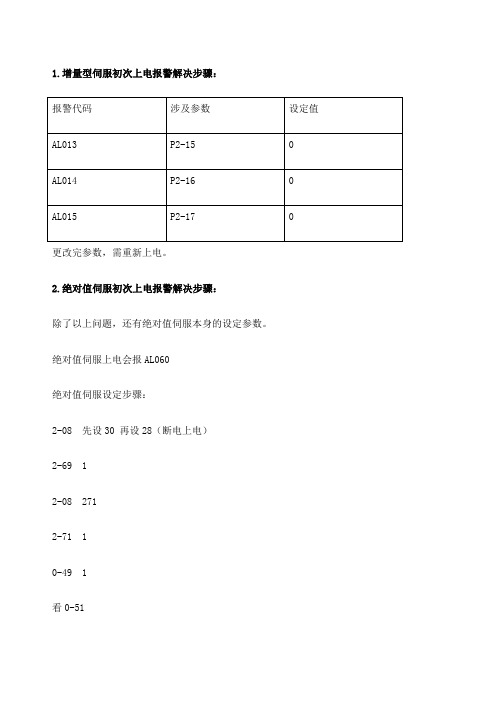
1.增量型伺服初次上电报警解决步骤:报警代码涉及参数设定值AL013 P2-15 0AL014 P2-16 0AL015 P2-17 0更改完参数,需重新上电。
2.绝对值伺服初次上电报警解决步骤:除了以上问题,还有绝对值伺服本身的设定参数。
绝对值伺服上电会报AL060绝对值伺服设定步骤:2-08 先设 30 再设 28(断电上电)2-69 12-08 2712-71 10-49 1看0-510-523.测试过程中,出现报警及解决方法:报警代码涉及参数(故障原因)设定值(或修改方法)AL006 启动短时间报警电机堵转, U V W 接错AL011 位置检出器异常查看编码器线,或排除干扰AL018 若是伴随 AL011 出现按 AL011 处理AL009 P2-35 上限值检查负载或者电子齿轮比设定AL018 确认以下条件是否产生:正确设定参数 P1-76 与P1-76< 电机转速与P1-46 :1 46 4 19.8 10 P1-76> 电机转速与61 46 4 19.8 10606电机转速PAL024 AL026编码器初始磁场错误电机接地端是否正常接(磁场位置 UVW 错误地2.编码器讯号线,是否有与电源或大电流的线路分开,避免干扰源的产生3.位置检出器的线材是否使用隔离线1. 电机接地端是否正常 1.请将 UVW 接头的接接地地端(绿2.编码器讯号线,是否有色 )与驱动器的散热部分与电源或大电流的线路分开,避免干扰源的产生3. 位置检出器的线材连接2. 请检查编码器讯号线,是否有与电源或大电流的线路确实的分隔开3. 请使用含隔离网的线材4.当运行过程中电机出现明显的抖动或震动:需手动调增益看看效果手动模式调增益:当P2-32 设定为 0 时,速度回路的比例增益( P2-04), 积分增益( P2-06), 和前馈增益( P2-07), 可自由设定。
比例增益:增加增益会提高速度回路响应带宽积分增益:增加增益会提高速度回路低频刚度,并降低稳态误差。
台达伺服常见故障分析与解决
更改完参数,需重新上电。
2.绝对值伺服初次上电报警解决步骤:
除了以上问题,还有绝对值伺服本身的设定参数。
绝对值伺服上电会报AL060
绝对值伺服设定步骤:
2-08 先设30 再设28(断电上电)
2-69 1
2-08 271
2-71 1
0-49 1
看0-51
0-52
确认以下条件是否产生:
P1-76<电机转速与
1 46 4 19.8 106
60
电机转速P
4.当运行过程中电机出现明显的抖动或震动:
需手动调增益看看效果
手动模式调增益:
当P2-32设定为0时,速度回路的比例增益(P2-04),积分增益(P2-06),和前馈增益(P2-07),可自由设定。
比例增益:增加增益会提高速度回路响应带宽
积分增益:增加增益会提高速度回路低频刚度,并降低稳态误差。
前馈增益:降低相位落后误差
另外在排除干扰的过程中需要注意:
信号线归结在一起,电源线归结在一起。
两者之间至少保持30公分距离,以减少在运行过程中强电对弱电造成信号上的干扰!
友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
【VIP专享】台达伺服电机常见问题

ASDA-A2的PUU 单位的意义?如何使用?所谓的PUU (Pulse of User Unit)用户单位,为一个经过电子齿轮比的用户单位,这样的设计,可以让使用者不必自行转换外部实际物理Encoder回授量与电子齿轮间的关系。
例如:ASDA-A2的encoder,每转一圏,物理量将回授1280000个脉波,如果想要改变马逹走一圏时的回授脉波数,例如100000个脉波当作一圏,则可以设P1-44(N) =128;P1-45(M) =10,当马逹转完一圏时,ASDA-A2会收到100000个脉波,这个经过电子齿轮比运算的100000,其单位即为PUU,如果要在控制器内部下逹马逹走两圏的命令时,只需根据所定义的PUU下200000个PUU命令,控制器内部会自动换回其实际的物理量,这个用法很直觉,下图为其运算原理。
一般一直认为同样的负载、同样的惯量(切刀伺服),使用同等转速的2kW马达,惯量比大的马达应该只有好处没有坏处,但事实上在实验过程中发现:切刀驱动不换,原来使用130框号, 2kW 的马达,负载率约120 ~ 140%,负载惯量比1%的马达总是过热,因此当尝试将马达更换为180框号, 2kW,结果换上去后发现速度只要开到800r/min,就会发生ALE02(过电压)或ALE05(回生异常)警示。
两台马达的扭力是一样的,但是原来使用130框号,2kW的马达,当转速达到1200r/min才会达到极限。
从这个例子来看,并不是马达惯量越大越好,那么请问在那些应用场合下惯量比发挥的作用影响大,那些应用场合下扭力的影响大?1. 并不是高惯量就一定好,低惯量就一定差,要看其应用场合。
T= I x α (扭力= 惯量x 角加速度)P= T x ω (功率= 扭力x 角速度)P = I x α x ω所以,同样的功率之下,若惯量提升,加速度必下降,即加减速的特性变差了,当然,角速度也会相对变化,在此我们先假设其运转速度不变。
台达伺服电机常见问题
所谓的PUU (Pulse of User Unit)用户单位,为一个经过电子齿轮比的用户单位,这样的设计,可以让使用者不必自行转换外部实际物理Encoder回授量与电子齿轮间的关系。
例如:ASDA-A2的encoder,每转一圏,物理量将回授1280000个脉波,如果想要改变马逹走一圏时的回授脉波数,例如100000个脉波当作一圏,则可以设P1-44(N) =128;P1-45(M) =10,当马逹转完一圏时,ASDA-A2会收到100000个脉波,这个经过电子齿轮比运算的100000,其单位即为PUU,如果要在控制器内部下逹马逹走两圏的命令时,只需根据所定义的PUU下200000个PUU命令,控制器内部会自动换回其实际的物理量,这个用法很直觉,下图为其运算原理。
一般一直认为同样的负载、同样的惯量(切刀伺服),使用同等1. 并不是高惯量就一定好,低惯量就一定差,要看其应用场合。
T= I x α (扭力= 惯量x 角加速度)P= T x ω (功率= 扭力x 角速度)P = I x α x ω所以,同样的功率之下,若惯量提升,加速度必下降,即加减速的特性变差了,当然,角速度也会相对变化,在此我们先假设其运转速度不变。
I是固定的,当一个系统设定好后(如飞刀系统,因为飞刀不变,但如果用于输送带,惯量则会变,当输送带上的物品变多时,拖的力量需加大)。
所以,你可以利用T= I x α 来估其加减速的大小及所需的扭力α = (目标转速- 初始速度) / (初始速度到目标速度所需时间)若一个系统需1 N-m的扭力,则高惯量与低惯量的马逹皆可逹成时,如果要其反应快一点,转快一点,则低惯量会是比较理想的选择。
用以上的公式,也可以轻而易举的解释,因为低惯量马逹,其转子惯量比较低,转子比较轻,所以要停下来,回生的能量比较少,以同样的速度撞墙,胖子撞的力量会比瘦的大。
总而言之,如果要反应快,加减速特性好,如果扭力值够的话,选用低惯量的马逹会比较理想,如果要求是要大扭力的,如举重物,则可能要选用高惯量的马达。
台达伺服50问
Q3:伺服驱动器输出到电机的UVW三相是否可以互换 ?
A3:不可以,伺服驱动器到电机UVW的接法是唯一的。普通异步电机 输入电源UVW两相互换时电机会反转,事实上伺服电机UVW任意两相 互换电机也会反转,但是伺服电机是有反馈装置的,这样就出现正反馈 会导致电机飞车。伺服驱动器会检测并防止飞车,因此在UVW接错线 后我们看到的现象是电机以很快的速度转过一个角度然后报警过负载 ALE06。
Q30:如果想替换一台普通的1KW四极异步电机应该选择多大功率伺服 电机? A30:普通异步电机与伺服电机之间没有简单的对应关系,基本上可以 说两者控制要求完全不一样。这种情况下只能通过计算负载的惯量/扭 矩/转速等方式来选择伺服电机。
台达伺服50问
Q31:伺服电机正转碰到正向限位后会停下来,为什么这时发反向脉冲 电机却不会反转回来?
台达伺服50问
Q33:伺服驱动器模拟量输入的解析度是多少? A33:-11v~11v为12bit,-0.6875v~0.6875v为11bit。 Q34:台达伺服使用的环境温度是怎样?零下20摄氏度是否可以工作? A34:台达伺服驱动器使用环境温度0~50摄氏度,伺服电机使用环境 温度0~40摄氏度。如果环境温度高于这个范围必要加强空气流动保证 散热。零下20摄氏度时我们不保证伺服能正常工作,需要用户自己去 试验。 Q35:伺服电机带负载停下来时会晃动,感觉电机力不够停不下来,如 果换带刹车的电机是不是会好一些? A35:伺服电机自带的刹车不是用来让电机减速的,是用于在断电的情 况下防止电机轴受外力影响转动,比如垂直安装的场合。
台达伺服电机常见问题.
电机招聘专家所谓的PUU (Pulse of User Unit)使用者单位,為一个经过电子齿轮比的使用者单位,这样的设计,可以让使用者不必自行转换外部实际物理Encoder回授量与电子齿轮间的关係。
例如:ASDA-A2的encoder,每转一圏,物理量将回授1280000个脉波,如果想要改变马逹走一圏时的回授脉波数,例如100000个脉波当作一圏,则可以设P1-44(N) =128;P1-45(M) =10,当马逹转完一圏时,ASDA-A2会收到100000个脉波,这个经过电子齿轮比运算的100000,其单位即為PUU,如果要在控制器内部下逹马逹走两圏的命令时,只需根据所定义的PUU下200000个PUU命令,控制器内部会自动换回其实际的物理量,这个用法狠直觉,下图為其运算原理。
一般一直认為同样的负载、同样的惯量(切刀伺服),使用同等转速的2kW马达,惯量比大的马达应该只有好处没有坏处,但事实上在实验过程中发现:切刀驱动不换,原来使用130框号, 2kW的马达,负载率约120 ~ 140%,负载惯量比1%的马达总是过热,因此当尝试将马达更换為180框号, 2kW,结果换上去后发现速度只要开到800r/min,就会发生ALE02(过电压)或ALE05(回生异常)警示。
两台马达的扭力是一样的,但是原来使用130框号, 2kW的马达,当转速达到1200r/min才会达到极限。
从这个例子来看,并不是马达惯量越大越好,那麼请问在那些应用场合下惯量比发挥的作用影响大,那些应用场合下扭力的影响大?1. 并不是高惯量就一定好,低惯量就一定差,要看其应用场合。
T= I x α(扭力= 惯量x 角加速度) P= T x ω(功率= 扭力x 角速度) P = I x αx ω所以,同样的功率之下,若惯量提升,加速度必下降,即加减速的特性变差了,当然,角速度也会相对变化,在此我们先假设其运转速度不变。
I是固定的,当一个系统设定好后(如飞刀系统,因為飞刀不变,但如果用於输送带,惯量则会变,当输送带上的物品变多时,拖的力量需加大)。
台达伺服问答

01、问台达交流伺服系统ASDA-M系列所提供DI/O功能与交流伺服系统ASDA-A2系列有何差异?答台达交流伺服系统ASDA-M系列各轴各提供6个DI,3个DO;共有18个DI,9个DO。
交流伺服系统ASDA-A2则提供8个DI,5个DI。
ASDA-M系列硬件的DI与DO分别在三轴的50 PIN Connector上,透过韧体的转换,可以将各轴6个DI与3个DO整合之后分配给其他轴使用。
为避免一些共享DI重复及节省DI脚位,可透过参数设定三轴共享DI,目前提供三轴共享DI:1.SON,伺服启动:设定数值为0101(A接点),0001(B接点)2.ARST,异常重置: 设定数值为0102(A接点),0002(B接点)3.EMGS,紧急停止: 设定数值为0121(A接点),0021(B接点)在指定各轴DI/O的参数设定上,DI(P2-10~P2-15)及DO(P2-18~P2-20)功能参数设定中增加位4作为各轴DI/O的指定。
02、问当连接绝对型伺服系统时,如何设定绝对型编码器?答设定步骤如下:1.确认P2-69参数目前设定值(0x0èINC ;0x1èABS),P2-69如果有修改设定必须重新上电功能才会生效,此参数特性与P1-01属同一类型。
2.接上电池盒(已经连接编码器端与驱动器端,电池也安装上),首次上电会跳ALE60,此时需坐标初始化,ALE60才会消失。
3.坐标初始化有三个方法尚未作坐标初始化时驱动器会出现ALE60,可以透过以下初始化方式排除:(1)参数法:设定P2-08è271后,设定P2-71è0x1,,此时ALE60会消失,但是当电池电量低于3.1V会跳ALE61,否则正常情况面板看到会出现00000。
(2)DI法:设定ABSE(0x1D)与ABSC(0x1F),当ABSE(ON),ABSC设定由OFF变为ON,系统将进行坐标初始化,完成后编码器脉波将从重设为0且PUU将重设为P6-01数值。
台达伺服常见故障分析与解决
1.增量型伺服初次上电报警解决步骤:
更改完参数,需重新上电。
2.绝对值伺服初次上电报警解决步骤:
除了以上问题,还有绝对值伺服本身的设定参数。
绝对值伺服上电会报AL060
绝对值伺服设定步骤:
2-08 先设30 再设28(断电上电)
2-69 1
2-08 271
2-71 1
0-49 1
看0-51
0-52
3.测试过程中,出现报警及解决方法:
确认以下条件是否产
生:
P1-76<电机转速与
1 46 4 19.8 106
60
电机转速P
4.当运行过程中电机出现明显的抖动或震动:
需手动调增益看看效果
手动模式调增益:
当P2-32设定为0时,速度回路的比例增益(P2-04),积分增益(P2-06),和前馈增益(P2-07),可自由设定。
比例增益:增加增益会提高速度回路响应带宽
积分增益:增加增益会提高速度回路低频刚度,并降低稳态误差。
前馈增益:降低相位落后误差
另外在排除干扰的过程中需要注意:
信号线归结在一起,电源线归结在一起。
两者之间至少保持30公分距离,以减少在运行过程中强电对弱电造成信号上的干扰!
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
台达伺服常见故障分析与解决
台达伺服常见故障分析与解决
(总2页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
2.绝对值伺服初次上电报警解决步骤:
除了以上问题,还有绝对值伺服本身的设定参数。
绝对值伺服上电会报AL060
绝对值伺服设定步骤:
2-08 先设30 再设28(断电上电)
2-69 1
2-08 271
2-71 1
0-49 1
看0-51
0-52
需手动调增益看看效果
手动模式调增益:当P2-32设定为0时,速度回路的比例增益(P2-04),积分增益(P2-06),和前馈增益(P2-07),可自由设定。
比例增益:增加增益会提高速度回路响应带宽积分增益:增加增益会提高速度回路低频刚度,并降低稳态误差。
前馈增益:降低相位落后误差
另外在排除干扰的过程中需要注意:
信号线归结在一起,电源线归结在一起。
两者之间至少保持30公分距离,以减少在运行过程中强电对弱电造成信号上的干扰!。
台达伺服常见故障分析与解决
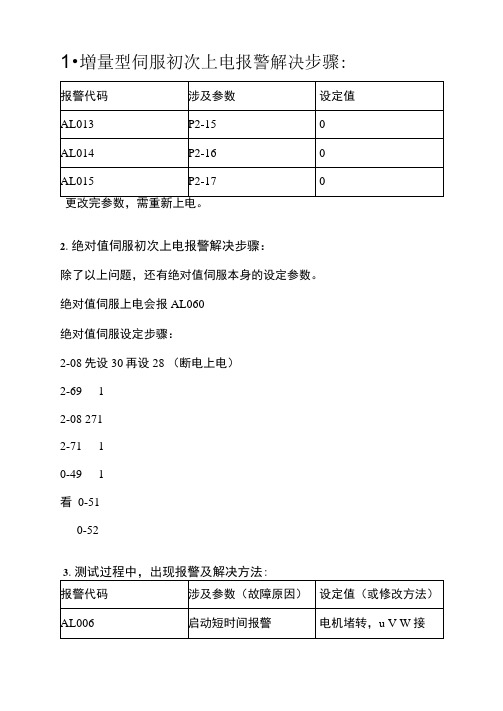
1.增量型伺服初次上电报警解决步骤:报警代码涉及参数设定值AL013P2-150AL014P2-160AL015P2-170更改完参数,需重新上电。
2.绝对值伺服初次上电报警解决步骤:除了以上问题,还有绝对值伺服本身的设定参数。
绝对值伺服上电会报AL060绝对值伺服设定步骤:2-08 先设30 再设28(断电上电)2-69 12-08 2712-71 10-49 1看0-510-523.测试过程中,出现报警及解决方法:报警代码涉及参数(故障原因)设定值(或修改方法)AL006启动短时间报警电机堵转,U V W 接错AL011位置检出器异常查看编码器线,或排除干扰AL018若是伴随AL011出现按AL011处理AL009P2-35上限值检查负载或者电子齿轮比设定AL018确认以下条件是否产生:P1-76<电机转速与1 46 4 19.8 10660电机转速? P ? ? ?正确设定参数P1-76 与P1-46:P1-76>电机转速与1 46 4 19.8 106AL024编码器初始磁场错误(磁场位置UVW 错误电机接地端是否正常接地2. 编码器讯号线,是否有与电源或大电流的线路分开,避免干扰源的产生3. 位置检出器的线材是否使用隔离线AL026 1. 电机接地端是否正常接地2. 编码器讯号线,是否有与电源或大电流的线路分开,避免干扰源的产生3. 位置检出器的线材1. 请将UVW 接头的接地端(绿色)与驱动器的散热部分连接2. 请检查编码器讯号线,是否有与电源或大电流的线路确实的分隔开3. 请使用含隔离网的线材4.当运行过程中电机出现明显的抖动或震动:需手动调增益看看效果手动模式调增益:当P2-32设定为0时,速度回路的比例增益(P2-04),积分增益(P2-06),和前馈增益(P2-07),可自由设定。
比例增益:增加增益会提高速度回路响应带宽积分增益:增加增益会提高速度回路低频刚度,并降低稳态误差。
台达伺服常见故障分析与解决
1•増量型伺服初次上电报警解决步骤:
更改完参数,需重新上电。
2.绝对值伺服初次上电报警解决步骤:
除了以上问题,还有绝对值伺服本身的设定参数。
绝对值伺服上电会报AL060
绝对值伺服设定步骤:
2-08先设30再设28 (断电上电)
2-69 1
2-08 271
2-71 1
0-49 1
看0-51
0-52
4.当运行过程中电机出现明显的抖动或震动:
需手动调增益看看效果
手动模式调增益:
当P2-32设定为0时,速度回路的比例增益(P2-04),积分增益(P2-06 ),和前馈增益(P2-07),可自由设定。
比例增益:增加增益会提高速度回路响应带宽
积分增益:增加增益会提髙速度回路低频刚度,并降低稳态误差。
前馈增益:降低相位落后误差
另外在排除干扰的过程中需要注意:
信号线归结在一起,电源线归结在一起。
两者之间至少保持30公分距离,以减少在运行过程中强电对弱电造成信号上的干扰!。
台达伺服常见故障分析与解决
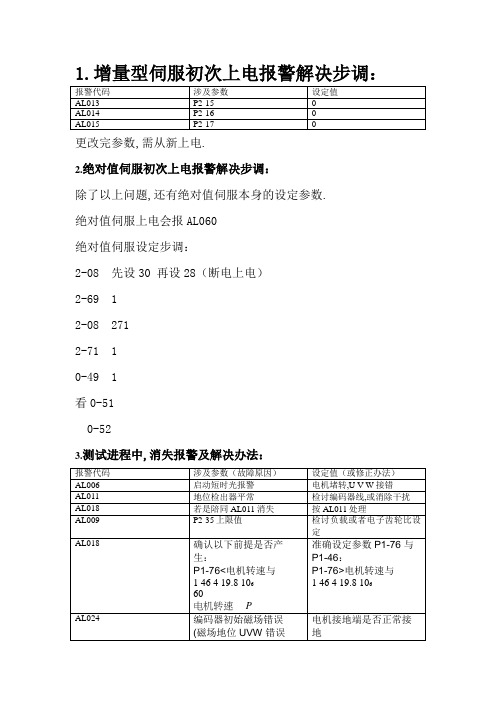
1.增量型伺服初次上电报警解决步调:
更改完参数,需从新上电.
2.绝对值伺服初次上电报警解决步调:
除了以上问题,还有绝对值伺服本身的设定参数.
绝对值伺服上电会报AL060
绝对值伺服设定步调:
2-08 先设30 再设28(断电上电)
2-69 1
2-08 271
2-71 1
0-49 1
看0-51
0-52
3.测试进程中,消失报警及解决办法:
确认以下前提是否产
生:
P1-76<电机转速与
1 46 4 19.8 106
60
电机转速P
4.当运行进程中电机消失显著的发抖或震撼:
需手动调增益看看后果
手动模式调增益:当P2-32设定为0时,速度回路的比例增益
(P2-04),积分增益(P2-06),和前馈增益(P2-07),可自由设定.比例增益:增长增益会进步速度回路响应带宽积分增益:增长增益会进步速度回路低频刚度,并下降稳态误差.前馈增益:下降相位落伍误差
别的在消除干扰的进程中须要留意:
旌旗灯号线归结在一路,电源线归结在一路.两者之间至少保持30公分距离,以削减在运行进程中强电对弱电造成旌旗灯号上的干扰!。
台达PLC之50问
台达PLC之50问1、现有5 台台达的变频器放在同一个控制柜中,想用PLC 的485 来控制,请问应该使用什么样的通讯线缆和连接件,主要是台达变频的那个电话插头怎样和另外的变频器互相连接?答使用屏蔽电缆注意台达 RS485 需要使用 100 欧姆左右的终端电阻:那个电话插头应该是 RJ11。
2、我一直在用的都是台达-ES/EX/SS 系列的PLC.最近有一台多年前的 PLC 需要修改程序,但是忘了当年设置的密码,有谁能告诉我有什么要的办法吗? 否则我只能更换一台 PLC 了~答:强制 M1069ON 即可解除。
但 6.0 及以上韧体屏蔽了这一个功能。
3、请教如何实现 TP04G 的韧体更新?答:1、关闭 HMI 电源; 2、打开 HMI 机壳后盖 3、将更新韧体制具插入插空上 4、然后给 HMI 加电源,此时,HMI 画面为暗。
5、用 FLash 软件就可以对 HMI 进行韧体的更新了。
4、各位高手,请帮助小弟。
我现有一个系统,用 DVP-ES 带 485 通讯口的。
现用 485 通讯口和百特仪表通讯。
用编程口挂 GPRS 模块,进行联网。
中央监控室需要下位机定期传送数据和事件触发功能,问如何能实现?如果不能,其它系列 PLC 能实现吗?答:台达 PLC 自带两个通讯口,1 个 RS232 通讯口(COM1,即8PIN 的编程口)1 个 RS485 通讯口(COM2),COM1 只能工作在从站模式下,不能发数据,COM2 可以工作在主从两种模式下,可以发数据。
所以台达所有 PLC,都不能实现!5、位仁兄:我想知道,上位机和台达的PLC 通讯怎么设置成主从式通讯?用其自带的 485 口。
谢谢!答:上位机和台达的PLC 通讯,多数上位机是主的。
这个不用什么设置,台达PLC 默认就是从站,不需要做任何设置,直接调用MODBUS 协议就可以了。
但我们默认的是ASCII,如果要用RTU,必须把 M1143 置 ON。
台达伺服电机常见问题
所谓的PUU (Pulse of User Unit)用户单位,为一个经过电子齿轮比的用户单位,这样的设计,可以让使用者不必自行转换外部实际物理Encoder回授量与电子齿轮间的关系。
例如:ASDA-A2的encoder,每转一圏,物理量将回授1280000个脉波,如果想要改变马逹走一圏时的回授脉波数,例如100000个脉波当作一圏,则可以设P1-44(N) =128;P1-45(M) =10,当马逹转完一圏时,ASDA-A2会收到100000个脉波,这个经过电子齿轮比运算的100000,其单位即为PUU,如果要在控制器内部下逹马逹走两圏的命令时,只需根据所定义的PUU下200000个PUU命令,控制器内部会自动换回其实际的物理量,这个用法很直觉,下图为其运算原理。
一般一直认为同样的负载、同样的惯量(切刀伺服),使用同等1. 并不是高惯量就一定好,低惯量就一定差,要看其应用场合。
T= I x α (扭力= 惯量x 角加速度)P= T x ω (功率= 扭力x 角速度)P = I x α x ω所以,同样的功率之下,若惯量提升,加速度必下降,即加减速的特性变差了,当然,角速度也会相对变化,在此我们先假设其运转速度不变。
I是固定的,当一个系统设定好后(如飞刀系统,因为飞刀不变,但如果用于输送带,惯量则会变,当输送带上的物品变多时,拖的力量需加大)。
所以,你可以利用T= I x α 来估其加减速的大小及所需的扭力α = (目标转速- 初始速度) / (初始速度到目标速度所需时间)若一个系统需1 N-m的扭力,则高惯量与低惯量的马逹皆可逹成时,如果要其反应快一点,转快一点,则低惯量会是比较理想的选择。
用以上的公式,也可以轻而易举的解释,因为低惯量马逹,其转子惯量比较低,转子比较轻,所以要停下来,回生的能量比较少,以同样的速度撞墙,胖子撞的力量会比瘦的大。
总而言之,如果要反应快,加减速特性好,如果扭力值够的话,选用低惯量的马逹会比较理想,如果要求是要大扭力的,如举重物,则可能要选用高惯量的马达。
伺服电动机知识问答

《电动机选配与控制》知识问答题——伺服电动机问答题:1、什么是交流伺服电动机的自转现象?如何避免自转现象?答:自转现象——控制信号消失后,电动机旋转不停的现象称“自转”。
自转现象破坏了伺服性,显然要避免。
克服这一现象方法是把伺服电动机的转子电阻设计的很大,使电动机在失去控制信号,即成单相运行时,正转矩或负转矩的最大值均出现在Sm>1的地方。
当速度n为正时,电磁转矩T为负,当n为负时,T为正,即去掉控制电压后,单相供电的电磁转矩的方向总是与转子转向相反,所以是一个制动转矩。
可使转子迅速停止不会存在自转现象。
2、试说明交流伺服电机的基本工作原理?答:交流伺服电动机的基本结构和原理与电容式单相交流异步电动机类似。
在它的定子铁芯上嵌放着空间互差90°的两个绕组,即励磁绕组和控制绕组。
当励磁绕组加上额定交流电压,控制绕组加上控制信号电压时,在气隙中产生旋转磁场,转子导体切割磁力线而产生感应电流以及电磁力,这个电磁力对转轴形成一个转矩就是电磁转矩,推动转子转动起来。
改变控制电压的大小,就可以控制电动机的启动、停止及转动的快慢,改变控制电压的极性,就可以改变电动机的旋转方向了。
3、在自动控制系统中,伺服电动机起什么作用?对它们性能有什么要求?答:自动控制系统中,伺服电动机作为执行元件。
对它们性能要求有宽广的调速范围、机械特性和调节特性为线性、无“自转”现象——控制电压为零时能立即自行停转、快速响应。
4、试说明交流伺服电动机的基本工作原理?答:交流伺服电动机的基本结构和原理与电容式单相交流异步电动机类似。
在它的定子铁芯上嵌放着空间互差90°的两个绕组,即励磁绕组和控制绕组。
当励磁绕组加上额定交流电压,控制绕组加上控制信号电压时,在气隙中产生旋转磁场,转子导体切割磁力线而产生感应电流以及电磁力,这个电磁力对转轴形成一个转矩就是电磁转矩,推动转子转动起来。
改变控制电压的大小,就可以控制电动机的启动、停止及转动的快慢,改变控制电压的极性,就可以改变电动机的旋转方向了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
01、问台达交流伺服系统ASDA-M系列所提供DI/O功能与交流伺服系统ASDA-A2系列有何差异?答台达交流伺服系统ASDA-M系列各轴各提供6个DI,3个DO;共有18个DI,9个DO。
交流伺服系统ASDA-A2则提供8个DI,5个DI。
ASDA-M系列硬件的DI与DO分别在三轴的50 PIN Connector上,透过韧体的转换,可以将各轴6个DI与3个DO整合之后分配给其他轴使用。
为避免一些共享DI重复及节省DI脚位,可透过参数设定三轴共享DI,目前提供三轴共享DI:1.SON,伺服启动:设定数值为0101(A接点),0001(B接点)2.ARST,异常重置: 设定数值为0102(A接点),0002(B接点)3.EMGS,紧急停止: 设定数值为0121(A接点),0021(B接点)在指定各轴DI/O的参数设定上,DI(P2-10~P2-15)及DO(P2-18~P2-20)功能参数设定中增加位4作为各轴DI/O的指定。
02、问当连接绝对型伺服系统时,如何设定绝对型编码器?答设定步骤如下:1.确认P2-69参数目前设定值(0x0èINC ;0x1èABS),P2-69如果有修改设定必须重新上电功能才会生效,此参数特性与P1-01属同一类型。
2.接上电池盒(已经连接编码器端与驱动器端,电池也安装上),首次上电会跳ALE60,此时需坐标初始化,ALE60才会消失。
3.坐标初始化有三个方法尚未作坐标初始化时驱动器会出现ALE60,可以透过以下初始化方式排除:(1)参数法:设定P2-08è271后,设定P2-71è0x1,,此时ALE60会消失,但是当电池电量低于 3.1V会跳ALE61,否则正常情况面板看到会出现00000。
(2)DI法:设定ABSE(0x1D)与ABSC(0x1F),当ABSE(ON),ABSC设定由OFF变为ON,系统将进行坐标初始化,完成后编码器脉波将从重设为0且PUU将重设为P6-01数值。
(3)PR回原点法:若设定在PR控制模式时,可以执行PR回原点方式完成坐标初始化。
4.读取马达绝对位置:(1)设定P2-70决定马达绝对位置形式及读取方式设定,P2-70,bit0,DI/O读取单位设定,读取PUU(bit0=0)或Pulse(bit0=1)P2-70,bit1,通讯读取单位设定,读取PUU(bit1=0)或Pulse(bit1=1)(2)通讯读取马达位置单位为Pulse(P2-70=2,bit1=1,bit0=0):设定P0-49=1或2(1:只更新编码器数据;2:更新编码器数据并将位置误差清除为0),P0-51代表马达绝对位置圈数,P0-52代表马达绝对位置脉波数(3)通讯读取马达位置单位为PUU(P2-70=0,bit1=0,bit0=0)设定P0-49=1或2(1:只更新编码器数据;2:更新编码器数据并将位置误差清除为0),P0-51=0,P0-52代表马达绝对位置PUU5.透过上位控制器读取马达绝对位置信息P0-51及P0-526.(1)当编码器电源低于 3.1V时会出现ALE61(2)当绝对型系统初次上电尚未完成坐标初始化、编码器电源低于 1.2V或在低电压状况下更换编码器电池,均会发生ALE60:马达绝对位置遗失。
(3)使用非绝对型编码器系统时,开启绝对型功能设定P2-69=1时,会发生ALE69:马达性是错误异常。
(4)编码器绝对位置Pulse型式圈数溢位时会发生ALE62;PUU形式溢位时会发生ALE289。
03、问交流伺服驱动器A2系列的PR与AB系列有何差异?答A2 的PR模式共有64个命令程序,程序#0为原点复归,其余(#1~#63)为用户定义的程序,触发命令的方式归纳如下:04、问两轴补间,ASDA-M 为什么可以比两组ASDA-A2做的更好?答两轴ASDA-A2的同步误差,需要回到上位控制器再做判断修正。
ASDA-M可以在CPU内部交换两轴的数据,以两轴的误差适时的做调整,不需要上位控制器,可以做的更快,更好。
05、问使用台达A2伺服系统内部运动控制模式(Pr mode),如何能确认伺服定位是否完成?答可以使用监视变量或示波器观察DO:MC_OK状态,此DO仅适用于Pr控制模式。
其定义为当DO:CMD_OK触发,即Pr命令完成时;且DO:TPOS触发,即目标位置到达同时发生。
此时DO:MC_OK便会触发。
此DO能确保运动命令有被确实执行,并且确实到达目标位置,避免因为Pr命令该下达而没有下达,此时马达DO:TPOS仍然触发,而以为运动命令完成的错误判断。
06、问ASDA-M 跟ASDA-A2 有何差异?答ASDA-M系统伺服将三台伺服融合在同一机座内,三轴同动控制,轴间交换数据,没有时间延迟问题。
软件具备简易的循圆分析功能,可强化系统问题的诊断能力。
07、问台达ASDA-A2伺服系统提供phase alignment功能,何谓phase alignment功能? 应用场合为何? 与传统系统架构差异性?答所谓phase alignment功能即是所谓相位校正功能,系统会自动依据每次所侦测的周期触发讯。
作自动的修正调整,主要应用在包装机、封口机及高速宝特瓶贴标机(roll feeder)。
此功能可以改善系统加工时所产生的累绩误差,并且在加工速度高低速快速切换时能确保定位的准确性至+-1mm以内。
1.传统系统架构:送料轴为系统主轴,切刀加工轴为系统跟随轴,送料轴为等速度运动而切刀加工轴为变速度控制(可能采用传统机械凸轮或者是A2伺服所内建的电子凸轮),此系统架构主要缺点为加工速度产能较慢、马达运转加减速频繁易造成马达寿命缩短、系统稳定性控制较难。
2.phase alignment新控制架构:切刀加工轴为系统主轴,送料轴为系统跟随轴,此系统架构因为主轴与跟随轴皆为等速度运动,加工速度产能快,且搭配高速自动相位校正功能,在高低速快速切换时能确保加工精准性。
08、问何谓COMPARE?答COMPARE的概念是利用运动轴的瞬时位置数据,与预先存放在数据数组中的数值做比较,待比较条件成立时就立即输出一个信号DO4,作为后续运动控制使用。
由于比较的动作是由硬件完成,没有软件延迟的问题,对于高速运转的运动轴也可以准确的比较,本驱动器提供的COMPARE特性说明如下。
COMPARE比较的示意图如下:09、问台达伺服交流马达驱动器在选型上如何善用减速机?答驱动器参数群组09-xx为通讯参数,用户可在此群组中设定所有相关的通讯参数。
在机械系统上,减速机除了改变终端与速度端的速度比之外,还能够降低终端惯量。
其公式如下:举个例子来说,若是负载惯量为1000Kgm2;使用5比减速机,则惯量就缩小为40 Kgm2;使用10比减速机,则惯量缩小为10 Kgm2。
相同的机构下,如果机台操作速度固定,则马达需要输出的扭力也随惯量减少而减少,但需要考虑是否马达已达转速上限(3000RPM or 5000RPM) 如马达转速上有余裕的情况下,选用适当的减速机,不但能降低惯量,将马达转速提升,并且可选用低一级的马达,来达到优化搭配。
10、问A2伺服如何在位置模式(PT mode)设定全死循环功能答STEP1:接线确认CN5位置反馈信号接头(全闭回路)提供外部光学尺或编码器(A, B, Z格式),连接伺服形成全死循环回路。
在位置模式,由上位机所下的脉冲位置命令便是参考外部的光学尺控制回路架构,可参照手册第六章。
STEP2:先确认驱动器的控制模式不在全死循环模式下P1-74:全死循环未完成设定好时,P1-74 “全死循环功能开关”字段必需为0 STEP3:准备好PC软件,先将P1-72设定为80000STEP4:准备好PC软件的示波器,选择马达回授(1280000/rev)与光学尺回授观察(两个CHANNEL圴为32位)STEP5:马达一转时,光学尺对应脉波量计算:假设客户使用螺杆,则客户会提供螺杆的Pitch,也会提供光学尺的分辨率以一个Pitch为5mm,光学尺分辨率为0.5um的应用,则可以计算出,马达一转时,光学尺回授论理上应为将伺服启动,在安全不会撞机的前提下,利用JOG功能,低转速让马达往一个方向移动,此时观察马达与光学尺回授,例子如下图:以上图为例,利用示波器观察数值差量的功能,量得在同一段时间内,马达编码器回授走了2326786个位移量,而光学尺回授走了-18178个位移量,此时利用公式:,可以求得马达一转时,光学尺对应脉波量约等于10000假如客户不是使用螺杆这种可以得知马达单回转时光学尺脉波量的应用时,请利用上述方法来计算马达单回转时光学尺脉波量假如客户是使用螺杆这种可以得知马达单回转时光学尺脉波量的应用时,请利用上述方法来确认马达单回转时光学尺脉波量是否跟理论值相近STEP6:以上图为例子,可以发现光学尺的脉波增加方向与马达回授相反,此时利用P1-74的”光学尺回授正反相选择”设定为1,把回授讯号反向后,两个脉波的增加方向会一致如下图STEP6:请让马达进行正反转的动作,确认正反转回授脉波量都是正常上升时,运算出"马达一回转时光学尺的脉波量"约为10000,且增加方向同向下降时,运算出"马达一回转时光学尺的脉波量"也约为10000,且增加方向同向STEP7:若螺杆类型的应用,实测后,实际与理论的 "马达一回转时光学尺的脉波量" 相近,则根据理论值设定好P1-72若其他无法得知理论的“马达一回转时光学尺的脉波量”应用,则利用实际的“马达一回转时光学尺的脉波量”设定好P1-72STEP8:设定好P1-72与P1-74的 "光学尺回授正反相选择" 后,此时可以将P1-74 “全死循环功能”打开注意事项:当使用全死循环时,回授讯号主要是参考光学尺,因此命令坐标是以光学尺为主,也就是,当齿比为1:1的状况下,脉波命令下1,就会去追随光学尺回授1,必需注意齿轮比的使用与非全死循环时使用不可搞混11、问安装伺服软件在Win7作业环境下注意事项:答 1.安装时,请在”Setup.exe”上按鼠标右键,选择”以系统管理员身份执行”,来安装伺服软件。
2.安装完后,如果无法正常使用伺服软件,请在依据下列方式更改软件的兼容性。
更改使用者兼容性1. 请在软件上按鼠标右键,选择”内容”。
2. 再跳出的画面,选择”兼容性”页面,勾选下面两各选项(1). 以兼容模式执行这个程序。
同时在下拉式选单中选择”Windows XP(Service Pack2)”或是(Service Pack 3)都可以(2). 以系统管理员的身分执行此程序若在Win7操作系统上使用ASDA任何一套软件,若无法开启参数编辑器功能,请先手动更新下列设定1.开启控制台-->BDE Administrator(注:若未看到BDE Administrator项目,请将检视方式改成小图示即可看到)2.开启后,在画面左边的页签选择Database,在Database上按左键,选Options,跳出如下图画面,选择Windows3.1 and Windows 95/NT项目,然后按下OK即可。