台达PLC控制伺服说明
台达DVPSVLC控制台达B伺服接线及程序说明

台达D V P S V L C控制台达B伺服接线及程序说
明
集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
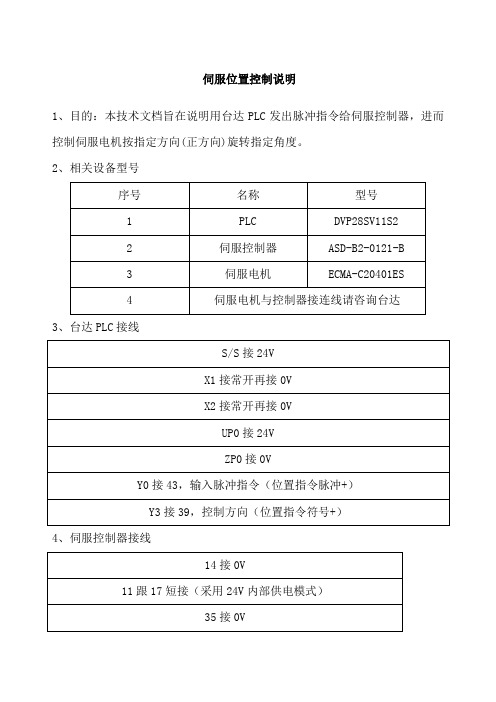
伺服位置控制说明
1、目的:本技术文档旨在说明用台达PLC发出脉冲指令给伺服控制器,进而控制伺服电机按指定方向(正方向)旋转指定角度。
2、相关设备型号
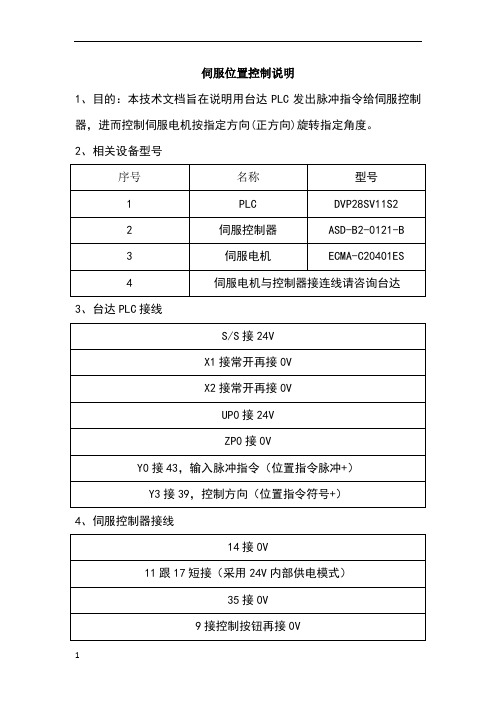
3、台达PLC接线
4、伺服控制器接线
注:伺服电机与控制器采用专用配线连接
5、PLC程序
6、伺服控制器设置(位置模式)
1.恢复出厂设置:P2-08 设置参数为10,P2-10 设置为101, p2-15设置为 0, p2-16 设置为0, p2-17设置为 0,重新上电。
(不按上述设置,只改p2-08,会报错)
2.位置模式选择:P1-01 设置参数为00,重新上电。
设置P1-00为2,脉冲+方向模式。
3.设置DI1为Servo On:P2-10设置为101(默认初始值就是101)
4.设置电子齿轮比:根据功能具体要求确定合适的电子齿轮比。
这里我们设置为160。
设置P1-44和P1-45。
5.设置增益:P2-00,P2-02。
电机抖动,这个参数设置的要小些。
:设置为01 脉冲指令输入脉冲数(电子齿轮比之后)
7、相关照片
图1 伺服接线
图2 PLC接线
图3 整体接线。
台达DVP28SV11PLC控制台达B2伺服接线及程序说明
伺服位置控制说明
1、目的:本技术文档旨在说明用台达PLC发出脉冲指令给伺服控制器,进而控制伺服电机按指定方向(正方向)旋转指定角度。
2、相关设备型号
3、台达PLC接线
4、伺服控制器接线
43接Y3(正脉冲指令输入)
39接Y3(正方向指令输入)
L1C接火线,L1C跟R短接
L2C接火线,L2C跟S短接
注:伺服电机与控制器采用专用配线连接
5、PLC程序
6、伺服控制器设置(位置模式)
1.恢复出厂设置:P2-08 设置参数为10,P2-10 设置为101, p2-15设置为 0, p2-16 设置为0, p2-17设置为 0,重新上电。
(不按上述设置,只改p2-08,会报错)
2.位置模式选择:P1-01 设置参数为00,重新上电。
设置P1-00为2,脉冲+方向模式。
3.设置DI1为Servo On:P2-10设置为101(默认初始值就是101)
4.设置电子齿轮比:根据功能具体要求确定合适的电子齿轮比。
这里我们设置为160。
设置P1-44和P1-45。
5.设置增益:P2-00,P2-02。
电机抖动,这个参数设置的要小些。
:设置为01 脉冲指令输入脉冲数(电子齿轮比之后)
7、相关照片
图1 伺服接线
图2 PLC接线
图3 整体接线。
台达DVP-PLC控制台达B2伺服脉冲速度模式下伺服电机延时正反转

台达DVP-PLC控制台达B2伺服脉冲速度模式下伺服电机延时正反转1、目的:本技术文档旨在说明用台达PLC使用DDRVI相对定位指令发出脉冲指令给伺服控制器,实现电机正反转,再延时一定时间后重复正反转。
当正常启动PLC跟伺服系统后,按下X1,则系统以2000HZ频率开始顺时针旋转,旋转5000个脉冲后随即开始逆时针旋转5000脉冲。
再延时15s后,开始顺时针、逆时针重复动作。
旋转方向通过修改脉冲输出值的正负进行控制,5000K代表顺时针旋转方向输出5000K,-5000K代表逆时针旋转方向输出5000K。
输出装置均为Y0,M1029表示Y0输出结束的标志位。
T0表示延时时间,可以通过修改前面的数值来修改延时时间。
区段一的两个MOV句用来与触摸屏用RS485协议通讯,若不通讯,可以直接删除。
2、相关设备型号3、台达PLC接线4、伺服控制器接线注:伺服电机与控制器采用专用配线连接5、PLC程序6、伺服控制器设置(位置模式)1.恢复出厂设置:P2-08 设置参数为10,P2-10 设置为101, p2-15设置为 0, p2-16 设置为0, p2-17设置为 0,重新上电。
(不按上述设置,只改p2-08,会报错)2.位置模式选择:P1-01 设置参数为00,重新上电。
设置P1-00为2,脉冲+方向模式。
(若设置P1-01为100,则方向为“-”方向,仅需改变设置P1-01)3.设置DI1为Servo On:P2-10设置为101(默认初始值就是101)4.设置电子齿轮比:根据功能具体要求确定合适的电子齿轮比。
这里我们设置为160。
设置P1-44和P1-45。
5.设置增益:P2-00,P2-02。
电机抖动,这个参数设置的要小些。
6.P0-02:设置为01 脉冲指令输入脉冲数(电子齿轮比之后)7、相关照片图1 伺服接线图2 PLC接线图3 整体接线。
台达PLC通讯控制伺服教程共21页文档

40、学而不思则罔,思而不学则殆。——孔子
1
0
、
倚
南
窗
以
寄
傲
,
审
容
膝
之
易
安
。
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
台达PLC通讯控制伺服教程
6
、
露
凝Leabharlann 无游氛,
天
高
风
景
澈
。
7、翩翩新 来燕,双双入我庐 ,先巢故尚在,相 将还旧居。
8
、
吁
嗟
身
后
名
,
于
我
若
浮
烟
。
9、 陶渊 明( 约 365年 —427年 ),字 元亮, (又 一说名 潜,字 渊明 )号五 柳先生 ,私 谥“靖 节”, 东晋 末期南 朝宋初 期诗 人、文 学家、 辞赋 家、散
文 家 。汉 族 ,东 晋 浔阳 柴桑 人 (今 江西 九江 ) 。曾 做过 几 年小 官, 后辞 官 回家 ,从 此 隐居 ,田 园生 活 是陶 渊明 诗 的主 要题 材, 相 关作 品有 《饮 酒 》 、 《 归 园 田 居 》 、 《 桃花 源 记 》 、 《 五 柳先 生 传 》 、 《 归 去来 兮 辞 》 等 。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位PLC是一种常用的工业自动化控制设备,可以通过编程实现对各种设备的控制和监测。
伺服电机是一种精密、高效的电机,常用于需要精确定位和高速运动的应用中。
在工业自动化中,使用台达PLC控制伺服电机实现原点回归和定位是一种常见的应用。
原点回归是指将伺服电机恢复到初始位置的过程。
定位是指将伺服电机定位到指定位置的过程。
下面将详细介绍如何使用台达PLC控制伺服电机实现原点回归和定位。
首先,需要连接PLC和伺服电机。
通常情况下,PLC通过数字I/O或者模拟输出的方式与伺服电机进行通信。
通过控制信号来实现对伺服电机的运动控制。
接下来,需要进行编程。
在PLC编程软件中,可以使用LAD(梯形图)或SFC(顺序功能图)等编程语言进行编程。
以下是使用LAD进行编程的步骤:1.设定伺服电机的回零信号:首先,将一个输入模块(通常是数字输入模块)连接到PLC,并将其配置为接收伺服电机的回零信号。
在PLC编程软件中,设置一个变量用来接收回零信号,并将其与输入模块的输入点相连。
2.设定伺服电机的运动控制信号:将一个输出模块(通常是数字输出模块)连接到PLC,并将其配置为输出伺服电机的运动控制信号。
在PLC编程软件中,设置一个变量用来控制运动控制信号,并将其与输出模块的输出点相连。
3.编写原点回归程序:在PLC编程软件中,使用LAD或SFC语言编写原点回归的程序。
程序中需要包含以下几个步骤:a.等待回零信号:使用一个等待指令,等待回零信号的到来。
当接收到回零信号时,程序将继续执行下一步。
b.发送运动控制信号:将设定好的运动控制信号发送给伺服电机,使其执行原点回归的动作。
c.等待回零完成信号:使用一个等待指令,等待回零完成信号的到来。
当接收到回零完成信号时,程序将继续执行下一步。
4.编写定位程序:在PLC编程软件中,使用LAD或SFC语言编写定位的程序。
程序中需要包含以下几个步骤:a.接收定位信号:使用一个等待指令,等待定位信号的到来。
台达PLC通讯控制伺服教程
4
A
自动SDO配置:在Index(hex):选择 (P3-06)在数据(hex)输入
(1F3F),点击确认后在显示(3F1F),P3-06用于确定P4-07位功能。
5
A
PDO配置
6
A
PDO配置 7
A
P4-07位控制定义8A9 NhomakorabeaA
10
A
11
A
伺服通过软件设置站号、通信格式、波 12 特率
属性设置为同步 P5-05 (回零第一段速) RX1401 P5-75 (运行速度) RX1401 P6-03 (运行位置) RX1402 P6-21 (待机位置) RX1402 读; P0-01 (伺服报警) TX1800 P0-09 (伺服当前位置) TX1800
以下
修改监控时间,延长通讯时间
A
5;显示外部给定目标位置
18
A
A
19
定位控制时P6-03为位置来源
1;点击原点复归模式
2;选择到路径10(路径10设置为回零点进行设置)
16
3;选TYPE路径型式
4;选位置命令
A
5;选运行速度
6;p621待机位给定目标位置
决对定位伺服软件设置: (决对定位路径1设置)
1;选择到路径10
2;选TYPE路径型式
17
3;选位置命令终点
4;选运行速度(选择PLC-PDO配置运行速度P5-75)
1
A
台达PLC以Canopen控制伺服
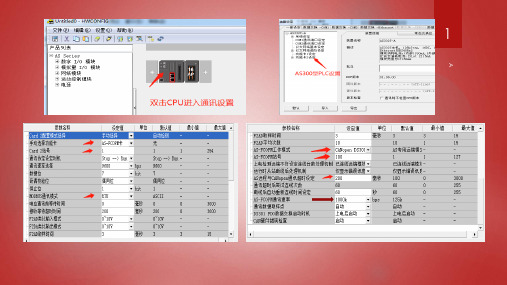
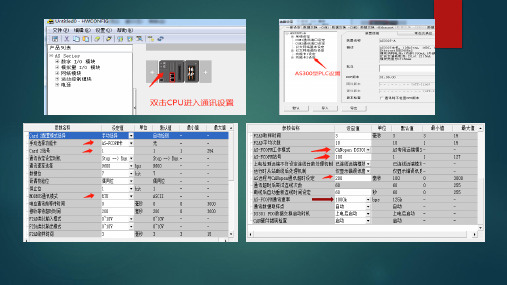
2
在线描硬件,
SDO自动配置
A
SDO配置内容
3
A
SDO设置;p3-06(伺服DI来源设定3F1F) SDO自动 POD设置; 写; P4-05 (JOG手动控制) RX1400 属性设置为异步255 P4-07 (DI控制外部端子控制P2-10—P2-17设定端子功能) RX1401
台达PLC通讯控制伺服教程
在线描硬件,
SDO自动配置
SDO配置内容
SDO设置;p3-06(伺服DI来源设定3F1F) SDO自动 POD设置; 写; P4-05 (JOG手动控制) RX1400 属性设置为异步255 P4-07 (DI控制外部端子控制P2-10—P2-17设定端子功能) RX1401 以下属性设置为同步 P5-05 (回零第一段速) RX1401 P5-75 (运行速度) RX1401 P6-03 (运行位置) RX1402 P6-21 (待机位置) RX1402 读; P0-01 (伺服报警) TX1800 P0-09 (伺服当前位置) TX1800 P4-07 (DI伺服实计状态) TX1801 P4-09 (伺服实时位置) TX1801 P6-03 (伺服设定位置返回) TX1801 P6-21 (待机位置返回) TX1802
修改监控时间,延长通讯时间
自动SDO配置:在Index(hex):选择 (P3-06)在数据(hex)输入 (1F3F),点击确认后在显示(3F1F),P3-06用于确定P4-07位功能。
PDO配置
PDO配置
P4-07位控制定义
伺服通过软件设置站号、通信格式、波 特率
电子齿轮位路径1设置) 1;选择到路径10 2;选TYPE路径型式 3;选位置命令终点 4;选运行速度(选择PLC-PDO配置运行速度P5-75) 5;显示外部给定目标位置
定位控制时P6-03为位置来源
伺服软件DI/DO功能选择; A/B为常开、常闭切换。
原点回归伺服软件设置:(原点复归模式设置)
1;点击原点复归模式 2;P-04原点复归模式选择X,Y,Z 3;原点复归速度设定,第一段p505速度设置,第二段速度 4;路径形式(选路径10)
台达plc控制伺服电机实现原点回归和定位
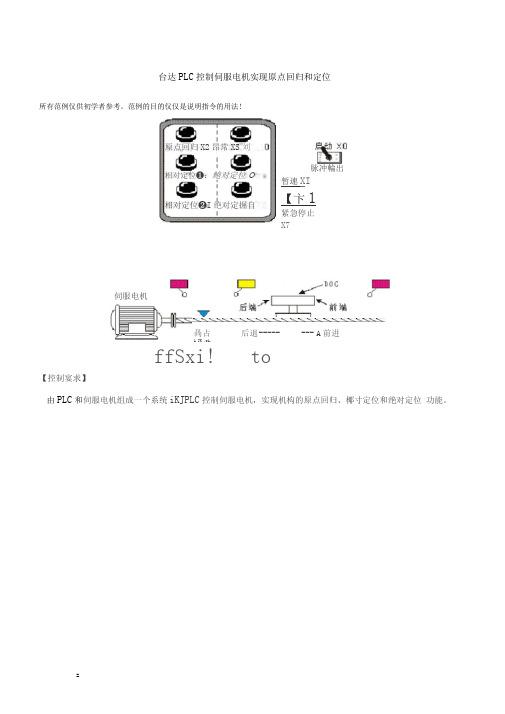
台达plc控制伺服电机实现原点回归和定位台达PLC 控制伺服电机实现原点回归和定位所有范例仅供初学者参考。
范例的目的仅仅是说明指令的用法!暂連XI【卞1紧急停止X7ffSxi!to【控制宴求】由PLC 和伺服电机组成一个系统iKJPLC 控制伺服电机,实现机构的原点回归、椰寸定位和绝对定位功能。
原点回归X2昂常XS 刘相对定位?I 绝对定掘自相对定位?:鲍对定位 o脉冲輪出伺服电机咼占后退 ----- --- A 前进 A JK .rA 、【元件说明】K2 XO Xl4 M1 M2 M3 M4HH-H H woH 原点回归指令执行箫件相对定位拷令1擠行衆件相对定傥楷令2执行条件 Ht M3XO X14 MO M1 M2 M4HHMOWF纶对定位楷专1执行条件X6 XO X14 MO Ml M2 M3Htl__11_II_1/1_H_H_l/l"M4纯竝定位指令2挾行兼怦-DZRN K100000 K50CJ0 X13Y0原点0 寸劫逬点脉进输归速度14 -DDRVI K1 00000K50000m Y1輛出脉冲于输出脉脉冲输旋转方向馥(正方向)冲烦率出装童信号瑜出■ DDRV1k-WOOQO K5Q000¥0Y1何服电机税行原点回白动祚何服电机枫行相对定位伺服电机执行相对定位i;轄滋SSI豔矍精DDRVA K5 00000Kwaooq Y0Y1DDRVA K10D0Kiaoaoo Y0Y1何服电机执行绝对足位F趟出出曲1编码器共有10根线与伺服驱动器的CN2连接连接器的接线端外型□按脚編号如F 图所示:91 Il=l l=l E=l 1=1 1=11□ EZ] □□ ICA/2连擾器(公》刊面接线端各信号的竜义说明如卜‘:Pin No 倚号名称端子记号'.;;L接头快速接头机能、说明 2 亿相轴入 /Z G Afi 编码轟忆相输出 4 /A 相输人;A B A2 編码魁/A 相输出 5 A #l I 输人 A A Ai 编码器A 相输出 7 B 相输人 B C A3编码器B 阳输出 9 IB 相输人IBD M编码器/B 相输出 10 Z 相输人Z F A5 编码器Z 相输出 14,16 编码器电源 +5V S A7 编码器用5V 电源13,15编科器电源GNDRAS接地[JO 口 === EH主机J2JN'<-v b ,~^~ 24GXI■Z^Z X3X4~歴「x&T7~运IDKI rxiX15xiF Jil? 22 ttVAC 監±dSAS DAIv+i-M O—a0*11Y □—■'—Q-Q--'*—B~5—11—o~o~~11—Gro—1-H^O—1相巧宅役毬廂斟■腿捏?耳总停止疋粹莊隔讦養饭怖旖圈丑黑-★近点僖号—*SRDY_ +苗FD—^TPO£—^ALAMre ~和a ■yiGN1VD0 I'COMH24V匚0Z 5ti吨24Z——盘瞰引爭点席引 .T'"□ 11 0加砧?钊DI4 g□IS 33 016 12'口区1。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位原点回归是指将伺服电机的位置重新回归到设定的原点位置。
定位是
指将伺服电机移动到指定的位置。
这两个功能通常需要使用伺服电机控制
器和编码器。
首先,我们需要在台达PLC程序中设置相关的参数和变量。
例如,我
们可以设置一个变量来记录伺服电机的位置,以及一个变量来存储原点位
置的位置。
同时,我们还需要设置一个变量来指示是否需要回归到原点或
移动到指定的位置。
接下来,在PLC程序中,我们需要编写一段代码来控制伺服电机的运动。
首先,我们需要判断是否需要回归到原点或移动到指定的位置。
如果
需要回归到原点,我们可以将伺服电机移动到原点位置,并将当前位置设
置为原点位置。
如果需要移动到指定的位置,我们可以将伺服电机移动到
指定位置,并将当前位置设置为指定位置。
在代码中,我们还需考虑到伺服电机的运动速度和加减速度等参数。
这些参数可以在PLC程序中进行设置,以确保伺服电机的运动平稳和精确。
此外,在代码中,我们还可以添加一些保护措施,例如限制运动范围、错误处理等,来增强系统的稳定性和可靠性。
在实际操作中,我们还需要进行一些调试和测试。
例如,我们可以通
过监视伺服电机的位置和状态来验证系统的运行是否符合预期。
如果有异
常情况,我们可以通过调整参数或修改代码来进行调试。
总结来说,通过合理设置参数和编写PLC程序,台达PLC可以控制伺
服电机实现原点回归和定位功能。
这样可以帮助我们在自动化生产线或机
械设备中更方便地控制和操作伺服电机,提高生产效率和质量。
台达PLC控制伺服说明

14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
台达plc控制伺服电机实现原点回归和定位
台达PLC 控制伺服电机实现原点回归和定位所有范例仅供初学者参考。
范例的目的仅仅是说明指令的用法!暂連XI【卞1紧急停止X7ffSxi!to【控制宴求】由PLC 和伺服电机组成一个系统iKJPLC 控制伺服电机,实现机构的原点回归、椰寸定位和绝对定位 功能。
原点回归X2昂常XS 刘相对定位❷I 绝对定掘自相对定位❶:鲍对定位o脉冲輪出伺服电机咼占后退 ----- --- A 前进A JK .rA 、【元件说明】K2 XO Xl4 M1 M2 M3 M4HH-H H woH 原点回归指令执行箫件相对定位拷令1擠行衆件相对定傥楷令2执行条件Ht M3XO X14 MO M1 M2 M4HHMOWF纶对定位楷专1执行条件X6 XO X14 MO Ml M2 M3Htl__11_II_1/1_H_H_l/l"M4纯竝定位指令2挾行兼怦-DZRN K100000 K50CJ0 X13Y0原点0 寸劫逬点脉进输归速度14-DDRVI K1 00000K50000m Y1輛出脉冲于输出脉脉冲输旋转方向馥(正方向)冲烦率出装童信号瑜出■ DDRV1k-WOOQO K5Q000¥0Y1何服电机税行原点回白动祚何服电机枫行相对定位伺服电机执行相对定位i;轄滋SSI豔矍精DDRVA K5 00000Kwaooq Y0Y1DDRVA K10D0Kiaoaoo Y0Y1何服电机执行绝对足位F趟出出曲1编码器共有10根线与伺服驱动器的CN2连接连接器的接线端外型□按脚編号如F 图所示:91 Il=l l=l E=l 1=1 1=11□ EZ] □ □ ICA/2连擾器(公》刊面接线端各信号的竜义说明如卜‘:Pin No 倚号名称 端子记号'.;;L接头 快速接头机能、说明 2 亿相轴入 /Z G Afi 编码轟忆相输出 4 /A 相输人;A B A2 編码魁/A 相输出 5 A #l I 输人 A A Ai 编码器A 相输出 7 B 相输人B C A3编码器B 阳输出 9 IB 相输人IBD M编码器/B 相输出 10 Z 相输人Z F A5 编码器Z 相输出 14,16 编码器电源 +5V S A7 编码器用5V 电源13,15编科器电源GNDRAS接地[JO 口 ===EH主机J2JN'<-v b ,~^~24GXI■Z^Z X3X4~歴「x&T7~运IDKI rxiX15xiF Jil? 22 ttVAC 監±dSAS DAIv+i-M O—a0*11Y □—■'—Q-Q--'*—B~5—11—o~o~~11—Gro—1-H^O—1相巧宅役毬廂斟■腿捏❷耳总停止疋粹莊隔讦養饭怖旖圈丑黑-★近点僖号—*SRDY_ +苗FD—^TPO£—^ALAMre ~和a ■yiGN1VD0 I'COMH24V匚0Z 5ti吨24Z——盘瞰引爭点席引.T'"□ 11 0加砧•钊DI4 g□IS 33016 12'口区1。
台达PLC控制台达B2伺服电机脉冲速度模式下通过按键调节速度呈梯形变化

台达DVP-PLC控制台达B2伺服电机脉冲速度模式下通过按键调节速度呈梯形变化说明---在线调节,掉电保持1、目的:本技术文档旨在说明用台达PLC发出脉冲指令给伺服控制器,进而控制伺服电机按指定方向(正方向)旋转指定角度,再通过按键,按住按键,速度瞬时变大,松开按键,速度恢复原来速度,调节速度。
当正常启动PLC跟伺服系统后,按下X1,则系统以2000HZ频率开始旋转;当X3接通,则频率增加3000,频率增加至5000HZ当按下X2,则伺服电机停止,再按X1,则系统以2000HZ频率开始旋转。
图1 伺服电机按键变化频率变化图2、相关设备型号序号名称型号1 PLC DVP28SV11S22 伺服控制器ASD-B2-0121-B3、台达PLC接线4、伺服控制器接线注:伺服电机与控制器采用专用配线连接5、PLC程序,详见文件夹中PDF,6、伺服控制器设置(位置模式)1.恢复出厂设置:P2-08 设置参数为10,P2-10 设置为101, p2-15设置为0, p2-16 设置为0, p2-17设置为 0,重新上电。
(不按上述设置,只改p2-08,会报错)2.位置模式选择:P1-01 设置参数为00,重新上电。
设置P1-00为2,脉冲+方向模式。
(若设置P1-01为100,则方向为“-”方向,仅需改变设置P1-01)3.设置DI1为Servo On:P2-10设置为101(默认初始值就是101)4.设置电子齿轮比:根据功能具体要求确定合适的电子齿轮比。
这里我们设置为160。
设置P1-44和P1-45。
5.设置增益:P2-00,P2-02。
电机抖动,这个参数设置的要小些。
6.P0-02:设置为01 脉冲指令输入脉冲数(电子齿轮比之后)。
台达DVSV精编PLC控制台达B精编伺服接线及程序说明
伺服位置控制说明
1、目的:本技术文档旨在说明用台达PLC发出脉冲指令给伺服控制器,进而控制伺服电机按指定方向(正方向)旋转指定角度。
2、相关设备型号
3、台达PLC接线
4、伺服控制器接线
注:伺服电机与控制器采用专用配线连接
5、PLC程序
6、伺服控制器设置(位置模式)
1.恢复出厂设置:P2-08设置参数为10,P2-10设置为101,p2-15设置为0,p2-16设置为0,p2-17设置为0,重新上电。
(不按上述设置,只改p2-08,会报错)
2.位置模式选择:P1-01设置参数为00,重新上电。
设置P1-00为2,脉冲+方向模式。
3.设置DI1为ServoOn:P2-10设置为101(默认初始值就是101)
4.设置电子齿轮比:根据功能具体要求确定合适的电子齿轮比。
这里我们设置为160。
设置P1-44和P1-45。
5.设置增益:P2-00,P2-02。
电机抖动,这个参数设置的要小些。
6.P0-02:设置为01脉冲指令输入脉冲数(电子齿轮比之后)
7、相关照片
图1伺服接线
图2PLC接线
图3整体接线。
台达DVP28SV11PLC控制台达B2伺服接线及程序说明(活动za)

伺服位置控制说明
、追求:本技术文档旨在说明用台达发出脉冲指令给伺服控制器,进而控制伺服电机按指定方向(正方向)旋转指定角度。
、相关设备型号
、台达接线
、伺服控制器接线
注:伺服电机与控制器采用专用配线连接
、程序
、伺服控制器设置(位置模式)
.恢复出厂设置:设置参数为,设置为, 设置为 , 设置为, 设置为,重新上电。
(不按上述设置,只改,会报错)
.位置模式选择:设置参数为,重新上电。
设置为,脉冲方向模式。
.设置为:设置为(默认初始值就是)
.设置电子齿轮比:根据功能具体要求确定合适的电子齿轮比。
这里我们设置为。
设置和。
.设置增益:,。
电机抖动,这个参数设置的要小些。
:设置为脉冲指令输入脉冲数(电子齿轮比之后)、相关照片
图伺服接线
图接线
图整体接线。
分享3个台达PLC控制伺服项目接线及程序案例
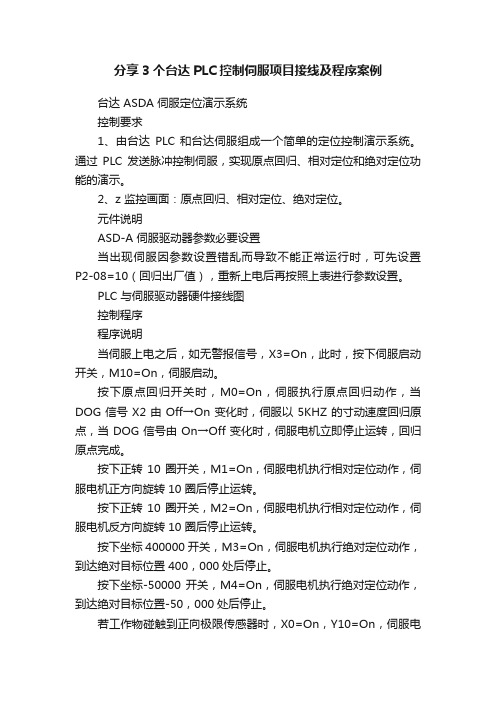
分享3个台达PLC控制伺服项目接线及程序案例台达 ASDA 伺服定位演示系统控制要求1、由台达PLC 和台达伺服组成一个简单的定位控制演示系统。
通过PLC 发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
2、z 监控画面:原点回归、相对定位、绝对定位。
元件说明ASD-A 伺服驱动器参数必要设置当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
PLC 与伺服驱动器硬件接线图控制程序程序说明当伺服上电之后,如无警报信号,X3=On,此时,按下伺服启动开关,M10=On,伺服启动。
按下原点回归开关时,M0=On,伺服执行原点回归动作,当DOG 信号 X2 由Off→On 变化时,伺服以 5KHZ 的寸动速度回归原点,当 DOG 信号由On→Off 变化时,伺服电机立即停止运转,回归原点完成。
按下正转10 圈开关,M1=On,伺服电机执行相对定位动作,伺服电机正方向旋转 10 圈后停止运转。
按下正转10 圈开关,M2=On,伺服电机执行相对定位动作,伺服电机反方向旋转 10 圈后停止运转。
按下坐标 400000 开关,M3=On,伺服电机执行绝对定位动作,到达绝对目标位置 400,000处后停止。
按下坐标-50000 开关,M4=On,伺服电机执行绝对定位动作,到达绝对目标位置-50,000处后停止。
若工作物碰触到正向极限传感器时,X0=On,Y10=On,伺服电机禁止正转,且伺服异常报警(M24=On)。
若工作物碰触到反向极限传感器时,X1=On,Y11=On,伺服电机禁止正转,且伺服异常报警(M24=On)。
当出现伺服异常报警后,按下伺服异常复位开关,M11=On,伺服异常报警信息解除,警报解除之后,伺服才能继续执行原点回归和定位的动作。
按下 PLC 脉冲暂停输出开关,M12=On,PLC 暂停输出脉冲,脉冲输出个数会保持在寄存器内,当M12=Off 时,会在原来输出个数基础上,继续输出未完成的脉冲。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
14 应用指令简单定位设计范例【PLC 与伺服驱动器硬件接线图】台达伺服驱动器DO_COMSRDY ZSPD TPOS ALAM HOME14 应用指令简单定位设计范例【控制程序】M1002MOVK200D1343Y7Y10Y11M20M21M22M23M24M1334Y12M1346M11X0X1X3X4X5X6X7M12M13设置加减速时间为 200msY6M10伺服启动伺服异常复位M0M1M2M3M4M1029DZRN DDRVI DDRVI DDRVA DDRVA ZRSTK10000K100000K-100000K400000K-50000K5000K20000K20000K200000K200000X2Y0Y0Y0Y0Y0Y1Y1Y1Y1M1M0M0M0M0M2M2M1M1M1M3M3M3M2M2M4M4M4M4M3M0M4原点回归正转圈10跑到绝对坐标,处400000跑到绝对坐标,处-50000定位完成后自动关闭定位指令执行伺服计数寄存器清零使能反转圈10伺服电机正转禁止伺服电机反转禁止PLC 暂停输出脉冲伺服紧急停止伺服启动准备完毕伺服启动零速度检出伺服原点回归完成伺服定位完成伺服异常报警14应用指令简单定位设计范例【程序说明】z当伺服上电之后,如无警报信号,X3=On,此时,按下伺服启动开关,M10=On,伺服启动。
z按下原点回归开关时,M0=On,伺服执行原点回归动作,当DOG信号X2由Off→On变化时,伺服以5KHZ的寸动速度回归原点,当DOG信号由On→Off变化时,伺服电机立即停止运转,回归原点完成。
z按下正转10圈开关,M1=On,伺服电机执行相对定位动作,伺服电机正方向旋转10圈后停止运转。
z按下正转10圈开关,M2=On,伺服电机执行相对定位动作,伺服电机反方向旋转10圈后停止运转。
z按下坐标400000开关,M3=On,伺服电机执行绝对定位动作,到达绝对目标位置400,000处后停止。
z按下坐标-50000开关,M4=On,伺服电机执行绝对定位动作,到达绝对目标位置-50,000处后停止。
z若工作物碰触到正向极限传感器时,X0=On,Y10=On,伺服电机禁止正转,且伺服异常报警(M24=On)。
z若工作物碰触到反向极限传感器时,X1=On,Y11=On,伺服电机禁止正转,且伺服异常报警(M24=On)。
z当出现伺服异常报警后,按下伺服异常复位开关,M11=On,伺服异常报警信息解除,警报解除之后,伺服才能继续执行原点回归和定位的动作。
z按下PLC脉冲暂停输出开关,M12=On,PLC暂停输出脉冲,脉冲输出个数会保持在寄存器内,当M12=Off时,会在原来输出个数基础上,继续输出未完成的脉冲。
z按下伺服紧急停止开关时,M13=On,伺服立即停止运转,当M13=Off时,即使定位距离尚未完成,不同于PLC脉冲暂停输出,伺服将不会继续跑完未完成的距离。
z程序中使用M1346的目的是保证伺服完成原点回归动作时,自动控制Y4输出一个20ms的伺服脉冲计数寄存器清零信号,使伺服面板显示的数值为0(对应伺服P0-02参数需设置为0)。
z程序中使用M1029来复位M0~M4,保证一个定位动作完成(M1029=On),该定位指令的执行条件变为Off,保证下一次按下定位执行相关开关时定位动作能正确执行。
z组件说明中作为开关及伺服状态显示的M装置可利用台达DOP-A人机界面来设计,或利用WPLSoft来设定。
14 应用指令简单定位设计范例14.2 双轴同动绘出DELTA LOGO【控制要求】z 利用绝对寻址,双轴同动指令DPPMA 与DPPMR 绘出DELTA LOGO 。
z 利用DDRVA 指令控制第三轴做提笔动作。
z轨迹如下图起點【装置说明】PLC 软元件说 明X0 开启X0开关,双轴同动开始动作 Y0 双轴X 轴脉波输出装置 Y1双轴X 轴方向信号输出装置14应用指令简单定位设计范例PLC软元件说明Y2 双轴Y轴脉波输出装置Y3 双轴Y轴方向信号输出装置Y4 第三轴提笔脉波输出装置Y5 第三轴提笔方向信号输出装置【控制程序】X0MOV P D0K1= D0 K1M1036M1036M1036M1036DDRVA K5000K10000Y4Y5 MOV P K2D0= D0 K2 = D0 K3= D0 K4 = D0 K5 = D0 K6 = D0 K7= D0 K8 = D0 K9= D0 K10 = D0 K11 = D0 K12 = D0 K13DPPMA K32500K-500D20Y0K4DDRVA K10000Y4Y5MOV P D0K0DPPMA Y0K10000K600K-53400DPPMA Y0K10000K-53400K61500DPPMA Y0K10000K32500K-500DDRVA K5000K10000Y4Y5MOV P D0K8DPPMA Y0K10000K10300K-43600DDRVA K10000Y4Y5MOV P D0K0K10DCIMA K34400K-20500D10Y0DCIMA D10Y0DCIMA D10Y0DCIMA D10Y0K48800K-33300K23100K-53400K10300K-43600第三轴提笔双轴定位P0P1→双轴定位P1P→第三轴下笔双轴定位P2P→双轴定位P3P→第三轴提笔双轴定位P1P→双轴定位P4P→第三轴下笔双轴定位P5P→双轴定位P6P→双轴定位P7P→繪製外框三角形绘制椭圆形14 应用指令简单定位设计范例M1036DDRVAK10000Y4Y5MOV PD0K0D0= D0 K15DPPMA D20Y0K34500K-43000= D0 K 16K17= D0 K17= D0 K18= D0 K19= D0 K20DCIMA D10Y0DCIMA D10Y0DCIMA D10Y0DCIMAD10Y0K43000K50800K34500K43000K-35800K-43000K-50800K-43000M1029INCP END 双轴定位P 4P 8→第三轴下笔双轴定位P 8P 9→双轴定位P 9P 10→双轴定位P 10P 11→双轴定位P 11P 8→绘制正圆形M1036= D0 K14MOV PD0DDRVAK5000K10000Y4Y5K15第三轴提笔【程序说明】z 当启动X0,比较D0数值=1时,进入双轴同动绘出DELTA LOGO 。
步骤一︰第三轴提笔后,从原点P0移动到达P1。
步骤二︰P1处第三轴下笔,从P1移动到达P2,P2移动到达P3,P3移动到达P1,第三轴提笔,完成三角形。
步骤三︰从P1移动到达P4,P4处第三轴下笔,从P4移动到达P5,P5移动到达P6,P6移动到达P7,P7移动到达P4,第三轴提笔,完成椭圆形。
步骤四︰从P4移动到达P8,P8处第三轴下笔,从P8移动到达P9,P9移动到达P10,P10移动到达P11,P11移动到达P8,第三轴提笔,完成圆形,DELTA LOGO 完成。
z M1036为第三轴提笔完成旗标,On 时会进入下一行程。
z M1029为X-Y 轴完成旗标,On 时D0会累加1,比较D0数值进入下一行程。
7 应用指令四则运算设计范例7.2 INC/DEC 加减寸动微调【控制要求】z 假设有一定位控制系统中,每发送100个脉冲可移动1mm 距离,当按寸动左移开关X0一下,往左移动1mm ,当按动右移开关X1一下,往右移动1mm ,输出脉冲由PLC 输出点Y0提供。
【元件说明】PLC 软元件控制说明X0 寸动左移开关 X1 寸动右移开关 D0 将移动到的位置D2 移动到的位置所需的脉冲数 Y0 脉冲输出端 Y5方向信号输出端【控制程序】DINC DDECDMOV DDRVAD0D0D2D4SETD4K50000M1X0X1M1000M1029M1LD<>D2MULRSTRST D0M1M1029K100Y0D2Y5D4【程序说明】z 按下寸动左移开关1次,X0由Off →On 变化,DINC 指令执行一次,D0内容增加1,同样,按下寸动左移开关一次,X1由Off →On 变化,DDEC 指令执行一次,D0内容减少1。