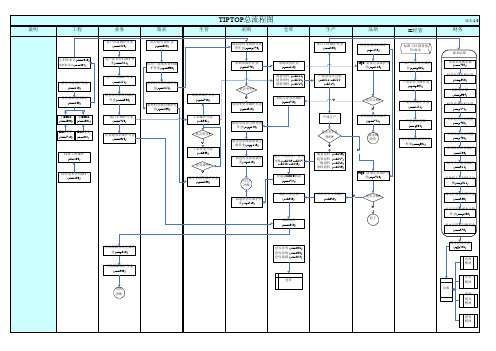
TIPTOP顶捷软件生产管理流程图
TIPTOP总流程图
业(apmi265)
请购单维护作业
(apmt420)
工单维护作业
(asfi301)
是否变更?
Y
工单变更作业
(asft803)
是否委外?
Y
委外采购单维护作
是否变更?
Y
采购变更单维护作业
(apmt910)
验收单发票号码更改
作业(aapp120)
asfi528/asfi529)
仓退或MISC扣款
(apmt722)
成品入库过帐
(asft620)
成品出货
(axmt620)
仓库杂发(aimt301)
仓库杂收(aimt302)
仓库调拨(aimt324)
仓库
产线领料并过帐
(asfi511/asfi512/
asfi514)
Y
产线生产
是否有不良
物料?
Y
成套退料(asfi526)
进货发票帐款整批生
成作业(aapp110)
厂商进货发票请款作
业(aapt110)
应付
冲帐
厂商退货折让维护作
业(aapt210)
采购收货作业
(apmt110)
成套发料(asfi511)
超领发料(asfi512)
消耗领料(asfi514)
采购入库异动维护
(apmt720)
退至不良品仓,仓库
过帐(asfi526/asfi527/
客户产品维护作业
(axmi151)
销售核价单资料维护
作业(cxmt360)
一般订单维护作业
(axmt410)
出货通知单维护作业
(axmt610)
应收帐款自动生成作
易拓TIPTOP成本计算操作手册
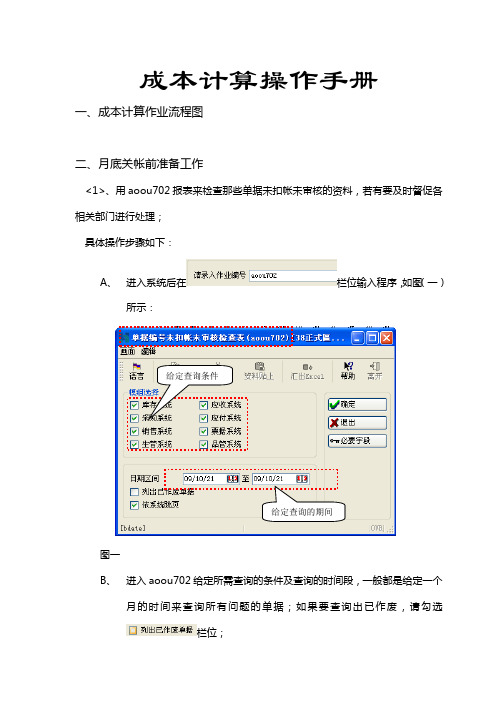
成本计算操作手册一、成本计算作业流程图二、月底关帐前准备工作<1>、用aoou702报表来检查那些单据未扣帐未审核的资料,若有要及时督促各相关部门进行处理;具体操作步骤如下:A、进入系统后在栏位输入程序,如图(一)所示:图一B、进入aoou702给定所需查询的条件及查询的时间段,一般都是给定一个月的时间来查询所有问题的单据;如果要查询出已作废,请勾选栏位;给定查询的期间给定查询条件C、查询条件给定后再按确定就可查询出相应的资料来,如图二所示:D、查到资料后,需请各相关部门及时处理;E、当各部门异常单据都有处理好后,可再次进此程式检核。
图二<2>检核是否存有的负库存的料件,一经查出要及时督促各相关部门进行处理,绝对不允许有负库存的情况存在;具体操作步骤如下:A、进入系统后在栏位输入程序,如图(三)所示:图三B、在图三中给定相应的查询条件,如果要查所有的料件可直接在料号栏位直接输入“*”,再给定你要查的期间,如09/08/01---09/08/30;再选择资料格式也就是报表呈现的格式,如:单据日期或者是依明细;若要只印负库存的资料需勾选上“只印负库资料”栏位,具体如图四所示:所有料件图四C、在图四中给定了相关条件后,再按确定后若存在负库存的数据就会查询出有负库存的料号来,如图五所示,若没出就会提示无报表生成,如图六所示;图五D、查出的负库存数据,请及时督促各相关部门进行处理,绝对不允许有负库存的料件流转至下月;<3>与PMC及采购部确认是否有把已完工的工单及采购单做结案动作,特别是一些异常单据需强制结案的工单,例:一张单需生1027PCS可实际入库只1024PCS少3PCS不需再生产了,此单就需强制结案,若没结案本月就会不会纳入成本计算,直到此单有做结案为止。
正常入库的单可不用PMC手动做结案;如图七所示:工单结案状态图七注:工单结案状态有分为三种:/*1: 发料已结束,不能再发料/*2: 生产工时已结束,不能再发料及输入工时/*3: 成本会计已结束,此工单不能再重新开启,可转入历史档<4>、成本参数设置:进入axcs010对现行成本结算月份等相关内容进行设定,如图八所示:图八三、关帐、开帐作业及库存重计作业<1>、月未关帐作业当仓库盘点过帐后及前段的工作都处理OK后,就可做关帐作业;具体操作步骤如下:A、进入系统后在栏位输入程序,如图(九)所示:B、在图九中,有划分很多关帐的区域,如分:库存关帐、应付关帐、应收关帐、票据关帐、固资关帐、总帐关帐;此程式是按模组来划分的,想关那个模组就可关相应的模组,如月底关帐只需关影响库存进出的,就只需点按钮,就会弹出对话框如图十所示:C 、 进入图十中只需手动修改成会关帐日再按确定,会自动弹出对话框问是否确定要运行此作业再点“是”就关掉了本月库存帐,如图十一所示;图九图十成本计算前库存关帐,避免再误输入数据图十一<2>、月初开帐作业每月1号财务要准备做开帐,否则生产制造段都不能做任何异动作业,请财务切记;具体操作步骤如下所示:A、进入asms112程式,如图十二所示:图十二B、在图十二中点更改,再对现像单据录入会计期别栏位进行录入相应的月份,如图十三所示:图十三<3>库存重计作业月初开帐后,必须跟两个重计库存作业程式,具体操作步骤如下所示:A、进入aimp620料件储位各期异动统计量计算作业,如图十四所示:图十四B、在图十四中,如果要重计所有料件请在料件编号栏位输入“*”,再给定要重计的期间,若要推算至前期之月结期未库存量,就需勾先,还可以根据日期类型来做重计,如图十五所示:图十五C、重计完aimp620后,接着就需对aimp610做料件库存明细重计作业,如图十六所示:图十六D、在图十六中,如果要重计所有料件请在料件编号栏位输入“*”,再给定要重计的上期的期间,再按确认系统就会自动进行重计作业,如图十七所示:图十七四、成本结算前,必要规划的基本资料四、成本计算作业具体详细步骤:<1>、当准备做成本计算前,首先面确认库存是否有关帐,避免再误输入数据用,程式代码为asmp620制造管理系统成会关帐作业;〈2〉、低阶码计算作业(abmp603):系统参考料件低阶码更新至料件主档的成本阶,所以在做此作业前最好先重计低阶码abmp603; 具体操作步骤如下:A 、 进入程式,如图十八所示:axci500设置,报废仓现不纳入成本计算图十八B、在图十八中,请选择需更新的范围,再给定计算阶数,计算阶数一般给定“99”阶(具体关于成本阶数维护作业可进axci020查询),再按确定系统会自动进行更新作业,如图十九所示:图十九注:跑低阶码计算作业主要是为了理顺BOM结构,否则计算出来成本有问题;〈3〉、料件成本阶数计算作业(axcp270)低阶码计算完后,再对料件面本阶数计处作业,具体操作步骤如下:A、进入axcp270,如图二十所示:图二十一B、在图二十一中输入欲处理的年度期别,再按确定系统就自动进行计算成本阶作业;<4>、料件成本阶设定作业(axcp012):若成本阶数要手动更改则需进axcp012进入修改(一般不需进入修改);具体操作步骤如下:A、进入axcp012程式,如图二十二所示:图二十二B、在图二十二中,点查询输入要查询的料件,再按确定就可查询出相应的料件来,再对有问题的成本阶数进行手动进行修改,再确定就修改OK了,如图二十三所示:图二十三<5>、工单返工自动设置作业(axcp402)此作业主要是针对各工单,若下阶料件成本阶数小于等于工单制成本阶数,则返工码自动设为“Y”,其实是将当月发生返工的工单及拆件式工单设定为返工(如图二十四所示),此程式可以不需要,因在asfi301工单维护作业里都有工单类型,具体可进入asfi301查询(如图二十五所示);图二十四若工单类型为返工的工单及拆件式工单图二十五<6>、工单结案自动设定作业(axcp401)在运行此程式之前应注意以下两项:(1)运行成会作业前,最好先请PMC部门及采购部门将已完工的工单结案,这样才可避免已结案工单在次月持续投入领退成本;(2)本作业将针对已结案的工单,更新工单成会结案日;具体操作步骤如下:A、进入axcp401程式,如图二十六所示:图二十六B、在图二十六中,可手动要结案的工单编号范围,若勾选了栏位,系统会自动将那些生产数量等于入库数量但没结案的工单自动进行结案,若没勾就不会自动结也不会纳入此次成本计算(建议勾选);若只勾选栏位,它只是针对前段PMC部门及采购部门结案的工单进行结案,包括异常工单;C、给定结案的条件后,直接点确定,系统自动结;<7>、工单返工结案设定作业(axcp013)在此程式中可以给定现行成本结算年度期间再点查询就可查询出所有工单的状态是否有做成会结案;若前段仍有数据要输入,但工单已被成会结案了,则需进入此程式将成会结案日清空,前段人员才能作业(一般不建议已结案的工单再开启作业),具体操作如图二十七所示:图二十七<8>、杂项异动单价维护作业(axct500)及调拨单价维护作业(axct501) 此程式是针对杂项进入系统的料件都需对料件进行维护单价,如:盘点、采购入库、委外入库、调拨等都需在此程式维护正确的单价;A 、 杂项异动单价维护作业(axct500),如图二十八所示:图二十八B 、 调拨单价维护作业(axct501)图二十九<9>、每日工时维护作业(axct200)在进此程式作业之前,工程部必需先对厂内自制料件(来源码为:M)维护好标准工时,如图三十所示;自制料件工时都有维护好了,在axct200中点栏位,自动就会自动计算出此工单生产此料所投入的工时,如图三十一所示;图三十M:自制料件标准工时维护,现axct200里只撷取一个工时,若此没维护在axct200里就取不到工时投入工时=生产数量*标准工时图三十一<10>、每月人工制费工时维护作业(axct311)A、axct311程式是用来维护每月人工制费分摊至每个成本中心,如图三十二所示;图三十二B、在图三十二中有对每个成本中心分摊相应的费用,再点按钮可查询到此成本中心的费用又被细分到每张工单上,如图三十三所示;制费一分摊至工单明细制费二分摊至工单明细图三十三<11>、成本计算前勾稽作业(axcr360)A、axcr360程式是用来稽核各项不合理数据,给定料件、年度期间别来查询,若要打印无工时的料件需勾选此栏位,具体如三十四所示:图三十四B 、若用此报表查出一些异常单据,如:入库与请款未匹配、无产品分类、无单位成本、无工时、无单价等异常都需及时处理,直至报表合理为止,如图三十五所示;图三十五<12>、库存及本在制成本计算作业(axcp500)用此程式来计算库存及在制成本月加权平均单价,具体操作步骤如下:指定要稽若要打印无工时的料件需勾选此栏位A、进入系统后在栏位输入程序代码,进入程度如图(三十六)所示:图三十六B、在图三十六中对所有料件进行成本计算,在料件编号栏位输入“*”再给定要计算的年度期间及成本计算的类型(注:现我们系统设置的计算类型为:1.月加权平均成本),具体如图三十七所示:可根据实际情况来勾选图三十七<13>、查看库存成本计算结果A、进入库存本维护作业(axct100)给定相应条件查询,如图三十八所示:图三十八B 、在图三十八中点在制本成可进入axct400查询上阶在制成本,如图三十九所示;C 、在图三十九中点无件单身可进入axct410查询下阶在制成本,如图四十所示;入库细项图四十六、成本计算后稽核作业<1>、本月入库数量>0,本月平均单位成本等于0核查具体步骤如下所示:A、进入库存成本维护作业(axct100)程式,再点菜单栏上的按钮或直接按快捷键“Q”;B、进入查询状态后,在栏位输入“>0”、在“本月平均单位成本”栏位输入“=0”,如图四十一所示;输入“>0”输入“=0”图四十二C、条件给定后,按“确定”按钮,若没有找出资料就说明不存在此种异常不需处理;若有符合条件的料件就会带出相应资料来(如图四十三所示),就需找出异常原因加以调整;图四十三图四十四查询此种异常的具体操作步骤如下:a. 查出异常后再点按钮进入查询相对应的进入库的单据情况; b. 当为正数,有异动数量,但没异动成本时,就需Copy入库数异常单据进入相关程式维护相应的单价;✓杂项异动单价维护作业(axct500)✓调拨单价维护作业(axct501)c.进入相应程式维护好相对应的单价后,再进axcp500入对成本再重新计算一次,后再次axct100查看是否有调整OK;<2>、本月结存数量<0查具体步骤如下所示:A、进入库存成本维护作业(axct100)程式,再点菜单栏上的按钮或直接按快捷键“Q”;B、进入查询状态后,在栏位输入”<0”,如图四十五所示;图四十五C、条件给定后,按“确定”按钮,若有符合条件的料件就会带出相应资料来(如图四十六所示),就需找出异常原因加以调整;输入“<0”月底结存为负数图四十六注:月底结存出现负库存的原因大体分为以下两种原因:a.单据性质设置问题(asmi300):在设置单别时以下单别都需勾选计算成本栏位,如图四十七所示:✓入库----采购入/退、工单入、委外入、杂项收料、厂对厂调拨✓销货----出货/销退✓领出----工单发料/退料、杂项发料/退料✓调拨----同料号调拨✓调整----盘点图四十七b.上期数据与本期数据是否有错乱,例:本是上期的单据被本期过帐(如:单据录入日期为09/07/31但过帐日期为09/08/02)像此类单据需进axct001期初数据进行调整;<3>、入库数>0,材料数=0(需在axct100中给定的条件,具体如图四十八所示)此种异常处理方法:同异常<1>处理方法相同图四十八入库数>0,材料数=0<4>、结存调整<-1A 、进入库存成本维护作业(axct100)程式,再点菜单栏上的按钮或直接按快捷键“Q ”;B 、进入查询状态后,在“结存调整”栏位输入”<-1”,如图四十九所示;图四十九C 、条件给定后,按“确定”按钮,若有符合条件的料件就会带出相应资料来(如图五十所示),就需找出异常原因加以调整;所有料号图五十查询此种异常的具体操作步骤如下:a.查出异常后再点按钮进入工单上阶在制成本维护作业axct400查询对应工单的详细情况;b .查“本月投入原料”及“本月投入半成品”栏位是否有投入,再查一下“本月转出”栏位,若有投入没转出或都转出为负数的情况,就说明此工单有问题;c. 进入工单维护作业(asfi301)程式,点查询再工单编号栏位输入异常工单号,再按“确定”就可出异常的工单来,如图五十一所示;有材料费用 有投入原材料有投入半成品 但没转出数COPY 此工单号进asfi301查询图五十一d.当工单处于有发料没入库但又被结案的情况时,此时是无法处理的,成本会自动被分担到别的工单上,也就等于上说此工单所领的材料全部被做报废了没有产生;(建议成会在稽查时把此类单据抓取出来给相关部门)<5>、结存调整>0A 、进入库存成本维护作业(axct100)程式,再点菜单栏上的按钮或直接按快捷键“Q ”;B 、进入查询状态后,在“结存调整”栏位输入”>0”,如图五十二所示;图五十二C 、 条件给定后,按“确定”按钮,若有符合条件的料件就会带出相应资料来(如图五十三所示),就需找出异常原因加以调整;当查询结存调整大于0时,处理方法如下:a.查询出来结存调整栏位的数据,若是超出了四位小数后面才有的数据可以不去处理,例:;b.结存调整栏数据较大时一定要进行调整;需进入axct002(入库成本调整资料维护作业),调整作业的具体步骤如下:●进入axct002程式,如图五十四所示;●在图五十四中输入要调整的料件、年度期别、选择正确的成本计算类型、参考单号、当月需调整的金额(正数)等;●调整完后,再进axcp500对此料件再重新计算一次成本,后再次axct100查看是否有调整OK;注:需调整金额=(希望调整的目标单价-本月入的平均单价)*本月入库数量输入欲调整的期间输入欲调整的金额:需调整金额=(希望调整的目标单价-本月入的平均单图五十四<6>成本计算后勾稽作业(axcr370)此程式是在成本计算后才用来稽核的,axcr360是成本计算前勾稽资料两个程式的功能都一样,都是用来稽查异常单据的;稽核的类型大概分为以下几类:a.投入与发料不符(进asfi301查工单发料入库情况)b.工单不存工(工单在asfi301查询不出,被删除)c.没立帐(进aapt110查是否有立帐,数量是否入库数量)d.无采购单价(查采购单、委外加工单是否有单价)e.无单位成本(工单没入库或被入至下月的工单,需进asfi301查询)f.无产品分类(进aimi100用料号去查询,销售分类是否有维护,若没维护需请工程及时维护)g.差异金额(处理方法同上第<5>点)h.帐面单价或金额<0(①、查立帐单aapt110的立帐数量是否“0”;②、进aapp120查看入库单是否有立帐,立帐数量是否与入库数量一至)i.本月返工领出数量无金额(进asfi301①、查工单是否有勾选返工否(拆件式工单也需勾“返工否”),②、查返工、拆件式工单是否是有打入库单,但未过帐;③、是否有期初开帐资料,若没有需进axct001手动维护开帐资料)j.本月有工时,但无工单资料或已结案(进asfi301查工单的成本中心是否与在axct200中所维护的制造部门是否一至)。
TIPTOP GP5.3-生产管理

工單結案方式
三階段結案 材料帳----->工時帳-------->成本帳 當成本帳已結, 材料帳及工時帳將不能再異動 若成本帳未結, 資料若需異動, 材料帳及工時帳可重新開啟 一階段結案 當成本帳已結, 工單才結案 工單結案 asfp400逐張/asfp401整批 委外工單結案 asfp420 已結案工單重新開啟asfp410
26
工單建立與發放作業流程
訂單系統
訂單轉工單 產生作業 asfp304
MRP
MRP工單 產生作業 amrp520
MPS
MPS工單 產生作業 amsp520
製造通知單
製造通知單 工單 產生作業 asfp302
備料資料 維護作業 asfp610 工單發放 asfp620
生產工單 維護作業 asfi301
報工單維護
FQC
Y FQC作業
完工入庫
33
工單挪料作業流程
工單挪料 需求
工單整批挪料 asfp510
工單單料移撥 asfp520
來源工單產生 退料單
目的工單產生 領料單
34
Q&A
35
36
16
工單備料 ---工單間合拼
工單合併發料、報工移轉
系統參數設定作業 - 製程管理asms280 (走平行製程、製程BOM) 合拼版資料維護作業 aeci200 合拼版製程及料件維護作業 aeci201 PBI明細資料維護作業 asfi411 PBI製程料件維護作業 asfi412 工單合併料表列印 asfr201 / asfr203
---來自Forecast 需求
7.試產性工單(PILOT RUN W/O)
5
工單維護
1.工單開立----BOM版本管理/主特性代碼 2.製程編號----可與製程管理系統結合, 維護相關製程 (詳見製程系統介紹) 3.扣帳方式---1.檢料[事前發料] 2.領料[事後倒扣帳] 4.工單展開選項(於BOM建立) 若對A開立工單 ---不展開 ---不展開, 自動開立工單 (對A下工單,系統自動產生B工單) ---展開(將產生C , D 備料) ---開窗詢問
TIPTOPGP教育训练课程
工艺与工作站
讲 师: 鼎捷软件股份有限公司 TIPTOP咨询部
让 ERP 在中国普遍成功
课程大纲
预估时间
1.工艺与工作站基本概念 5分钟
2.工艺与工作站流程介绍 10分钟
3.系统特色介绍
5分钟
4.工艺与其他系统的关联 5分钟
5.工艺管理与工单管理的不同 5分钟
6.工艺与工作站基本资料说明 5分钟
留置原因 维护
aeci030
型态 判别
Y
厂内∕厂外加工成本维护 aeci602
作业数据 描述说明维护
aeci625
产品制程数据维护 aeci100
产品制程 单元数据维护
aeci102
制程资料 作业说明维护
aeci612
制程资料 维护
aeci610
工单制程 追踪维护 aeci700
料件基本数据 生管数据维护
(8.7)、Run Card 分割作业(asft310)
(8.8)、Run Card完工入库维护作业(asft623)
九、报表及查询
提供完整制程数量状态查询 ➢ 良品转入/重工转入 ➢ 良品转出/重工转出 ➢ 当站报废/当站下线/Bonus量 ➢ 委外加工量/委外完工量 ➢ Check in 量/盘点量/WIP量
7.工艺与工作站日常作业 15分钟
8.Run Card管理作业
10分钟
9.报表及查询
10分钟
10.测验及问卷
一、工艺与工作站基本概念
工艺与工作站管理系统 : 详细记录制造或组合完成
某一成品或半成品所需经过的一连串作业程序,
例如制作O-RING的过程如下:
1.压出 2.初检 3.手工 4.品检 5.加硫 6.包装 O-RING(成品)
TIPTOPGenero版开发计划书-鼎捷软件

供应商申请抛转控制
客制程序
1、供应商申请档(pmca file)建立同义词,各营运中心全部指定到总部营运中心
;鼎捷
24H
DATE
PREPARED BY
VERSION
APPROVED BY
MIS
PAGE
2013/09/04
陈岚洲詹世平
V1.0
2/4
系统
O
需求说明
建议作法
调整细节
责任人
时数
2、供应商申请单录入时,供应商编号不能直接录入;
客制程序
1、 收货单单身添加栏位管理,数量管控否。针对料件为MISC料件管控。
2、入库时,自动带入收货单单身的明细,不能修改。
3、新增库存明细档存放杂项需管控数量的料件明细。
4、入库审核时,将数量管控的明细写入明细库存单。
5、入库审核还原时,校验明细数量管控数量是否符合还原原理。
鼎捷
32H
杂项物质库存明细领用管控
鼎捷
36H
料件基本资料管控
调整程序
1、料件资料生效时,需看到本厂图号、需求描述、客户图号
鼎捷
8H
7
销售模块
客户申请抛转控制
客制程序
1、客户申请档(occa_file)建立同义词,各营运中心全部指定到总部营运中心;
2、客户申请单录入时,客户编号不能直接录入;
3、客户编号只能通过自动编码,人工不得干预;
生产模块
模具与工单关系
客制程序
1、新增料件与模具的对应关系档
信质
16H
模具领料
调整程序
1、生产工单添加栏位,用于存储模具编号。
2、固定资产添加栏位记录次数,默认为0;
鼎捷ERP软件操作流程与操作规范 0528
鼎捷ERP软件操作流程与操作规范鼎捷ERP软件操作流程与操作规范因公司原ERP 流程不正规,影响财务数据准确率.特修改流程规范如下: 一、采购部ERP 操作人员必须按以下流程进行操作1、填写采购订单2、根据采购订单生成采购发票3、根据采购订单生成到货单4、每月1-5 号左右进行本部门上月数据结帐结帐时,部门其它同事需退出ERP 软件。
否则无法进行操作。
5、根据财务要求提供报表6、ERP 推行组安排的其它工作备注:每张单据,制作完成后保存立即审核。
以方便下级数据需求人员工作。
如有错漏,点击弃审后再进行修改。
二、销售部ERP 操作人员必须按以下流程进行操作1、填写销售订单2、根据销售订单生成销售发货单3、根据销售发货单生成销售发票4、每月1-5 号左右进行本部门上月数据结帐结帐时,部门其它同事需退出ERP 软件。
否则无法进行操作。
5、根据财务要求提供报表6、ERP 推行组安排的其它工作备注:每张单据,制作完成后保存立即审核。
以方便下级数据需求人员工作。
如有错漏,点击弃审后再进行修改。
三、仓库ERP 操作人员必须按以下流程进行操作1、根据采购到货单生成采购入库单2、根据销售发货单生成销售出库单3、产成品入库、其它入库、其它出库根据手工单据的数据自行填写。
4、原材料出库以手工领料单的数据为标准填写材料出库单5、其它不常用单据以实际手工申请单的数据为标准填写。
6、每月1-5 号左右进行本部门上月数据结帐结帐时,部门其它同事需退出ERP 软件。
否则无法进行操作。
7、根据财务要求提供报表8、ERP 推行组安排的其它工作备注:每张单据,制作完成后保存立即审核。
以方便下级数据需求人员工作。
如有错漏,点击弃审后再进行修改。
四、财务ERP 操作人员必须按以下流程进行操作1、应收管理:销售发票生成应收单据,批审后生成应收凭证2、应付管理:采购发票生成应付单据,批审后生成应付凭证3、应收应付审核后转成收款凭证、付款凭证4、月结流程:采购、销售、仓库所有单据审核-》部门记帐-》财务正常单据审核(不正常单据查找原因后审核)-》财务记帐-》财务月结ERP 操作人员守则1、遵循事实,准确的录入数据。
TIPTOPERP成本流程

第 3 页,共 3 页
易拓ERP成本核算流程 执行确认步骤 程序代码 程序名称 目的说明 开账关账作业(前置作业) 1 2 3 4 5 6 aoou702 aimr505 asmp620 asms112 aimp620 aimp610 单据编号末扣账未确认检查表 料件BIN卡---负库打印 制造管理系统成会管账作业 库存开账(系统参数设置作业) 料件库位各期异动统计量计算作业 料件库存明细重计算作业 成本计算作业 1 2 3 4 5 6 7 8 9 10 11 12 13 asmp620 abmp603 axcp270 axcp012 axcp402 axcp401 axcp013 axct200 axct311 axcp311 axcr360 axcp500 axcr370 库存关账作业 低阶码计算作业 料件成本阶计算作业 料件成本阶设定作业 工单重工自动设定作业 工单结案自动设定作业 工单重工结案设定作业 每日工时维护作业 人工/制费归集维护作业 人工/制费分配作业 成本计算前勾稽作业 库存及在制品计算作业 成本计算后勾稽作业 理顺产品结构阶层关系 输入要计算的年度期别 一般是进行查询 将当月发生的工单设定重工状态 PMC结案:材料不能进出、工时不能统计、成本开始运行。 若前端仍有数据要输入、而工单已被成会结案,则需于此将成会 结案日清空,前端人员才能作业(一般不需要作业) 撷取 aimi104 里的工时 将总账 gglq703 制造费用 按成本中心分类归集汇总到成会模块 将归集的费用进行分配到产品成本中去,输入要计算成本的月份 。 查核不合理数据,直到报表合理为止,应付与采购、委外数据 axcr700 核对相付等 计算当月成本,输入计算成本的月份 勾稽各种不合理数据,直至报表合理为止 若成本计算后发现异常,需要修改成本阶数,则用于此 作业(一般不需作业) asfi301 工单维护作料(单据类型查询,返工单据) 选定已完工、已结案 用于查询(在成本出现异常时) 从 aimi104 标准工时录入查寻 、axcp300 月底投入工 时审查作业 人工、制费一、制费二(折旧、租赁费)、制费三(辅 助材料费) 成本计算的前条件就是库存关账,前面执行了关账,这 里就不用操作。 计算阶数:修改为99 阶(原材料)。特殊情况要先执 行 abmp604 低阶码依发料文件计算作业,abmp611 产 品结构整体侦错作业(成本异常情况下执行) 检查采购、仓库、营销订单等单据有无立账审核过账,不充许存 在,如果存在,要相关部门进行过账审核。 检查仓库物料有无存在负库存,不允许仓库物料存在负库存。 库存关账,成会关账日:当月的最后一天 修改现行单据录入会计期别,关账前的下一下会计期别,如所关 账是11月份,那么要改成12就行。 料号全部* 期间:需要计算的期间,选择显示运行过程 与上一致 选项全部、期间是当月1-31号 料号全部* 期间:当月1-31号、资料格式1--依单据日 期,只列印负库存 asms510 关所有模块的账,月底关账作业一般指的是关 存货账,用 asmp620 执行就行。 细节备注
Tiptop生产管理介绍

◆产品工艺路线信息为开立工单工艺之来源。
3.与成本计算管理系统之关连
◆移转单或报工单上的生产工时,为成本计算之制造工时
生成之信息来源。
Tiptop生产管理介绍
(五) BOM示意图
椅子(制成品)
座垫
中支 扶手×2 轮子×4 底座 螺丝包 足垫×4
普背合
通板成
泡
皮
棉
4.电镀 3.钻孔 2.研磨
1.裁切
3.再加工工单(REWORK W/O) 4.拆件式工单 (DEASSEMBLY W/O) 另行完工入库 (asft622) 5.预测式工单 (FORECAST W/O) ---来自Forecast 需求
Tiptop生产管理介绍
工单状态:(显示工单状况)
X . 计划工单转入---该工单来自MRP 1. 确认生产工单(FIRM PLANNED) 2. 已发放,料件未印 3. 已发放,料件已印 4. 工单已发料 5. 在制中 6. 完工入FQC 7. 完工入库 8. 结案
(对A下工单,系统自动产生B工单)
---展开(将产生C , D 备料)
---开窗询问
5.工单紧急比率(CRITICAL RATIO)重新计算( asfp201)
紧急比率=(工单剩余工时 / 工单尚需工时) * 100%
6.工单分派优先级维护(asft200)
A
两者之值愈小 , 工单分派愈紧急
工单排程表(asfr130)
Tiptop生产管理介绍
工单维护
1.工单来源----MRP计划工单转入amrp520(人工维护asfi301)
2.工单开立----BOM版本管理
3.工单开立----可与制程管理系统结合, 维护相关制程(详见制程系统介
TIPTOP生产部
备料 资料维护
审核发放
工艺追踪 资料维护
工艺数量 状态查询
PBI(合并料表) 维护
发退料管理
生产计划来源
MPS/MRP
制造通知单 确认
销售订单
工单
直接立
系统的工单指令来源支持多种形态的生产 ➢ 接单式生产:可以按照接到的销售订单自动开立工单。 ➢ 计划式生产:可以根据编制好的MPS/MRP(主生产计划/物料需求计划)自动开立
生产管理
制程管理
发退料管理
生产管理系统架构
10
大纲
生产概念
生产管理系统功能架构
生产基础资料管理
日常业务流程管理 1)工单管理流程 ✓ 工单来源 ✓ 工单维护作业 ✓ 工单变更作业 2)工单发退料管理流程 3)工单完工管理流程
生产管理报表
概念介绍-工单展开选项
目的:当工单是手工开立或从制造通知单/订单转入时,如果BOM存在多阶, 则手工再去计算并开立对应工单比较麻烦,因此通过此选项,系统 能根据设置要求自动进行相关处理。
计算方法: 工单总的生产前置期 = 固定前置期 + 变动前置期×生产数量 + QC前置期。
用途: 1、在MPS/MRP计算行动日(工单预计开工日)时需要参与计算。 2、手工开立工单时可以根据此前置期由系统推算开工日或完工日。
概念介绍
最大累计前置时间:把某成品或半成品的所有下阶半成品依次展开,在此 过程中累计计算各自的前置时间,最后取最大值为此 成品或半成品的最大累计前置时间,实际就是此产品 从最开始购买原料到完工所需的最长时间。
工单最终的开单量: 1、首先必须满足最小生产数量。 2、生产量必须是生产批量的整数倍。 注:通常情况下最小生产量是生产单位批量的整数倍。
鼎捷ERP软件操作流程与操作规范

鼎捷ERP软件操作流程与操作规范因公司原 ERP 流程不正规,影响财务数据准确率 .特修改流程规范如下 :一、采购部 ERP 操作人员必须按以下流程进行操作1、填写采购订单2、根据采购订单生成采购发票3、根据采购订单生成到货单4、每月 1-5 号左右进行本部门上月数据结帐结帐时,部门其它同事需退出ERP 软件。
否则无法进行操作。
5、根据财务要求提供报表6、 ERP 推行组安排的其它工作备注:每张单据,制作完成后保存立即审核。
以方便下级数据需求人员工作。
如有错漏,点击弃审后再进行修改。
二、销售部 ERP 操作人员必须按以下流程进行操作1、填写销售订单2、根据销售订单生成销售发货单3、根据销售发货单生成销售发票4、每月 1-5 号左右进行本部门上月数据结帐结帐时,部门其它同事需退出ERP 软件。
否则无法进行操作。
5、根据财务要求提供报表6、 ERP 推行组安排的其它工作备注:每张单据,制作完成后保存立即审核。
以方便下级数据需求人员工作。
如有错漏,点击弃审后再进行修改。
三、仓库 ERP 操作人员必须按以下流程进行操作1、根据采购到货单生成采购入库单2、根据销售发货单生成销售出库单3、产成品入库、其它入库、其它出库根据手工单据的数据自行填写。
4、原材料出库以手工领料单的数据为标准填写材料出库单5、其它不常用单据以实际手工申请单的数据为标准填写。
6、每月 1-5 号左右进行本部门上月数据结帐结帐时,部门其它同事需退出ERP 软件。
否则无法进行操作。
7、根据财务要求提供报表8、 ERP 推行组安排的其它工作备注:每张单据,制作完成后保存立即审核。
以方便下级数据需求人员工作。
如有错漏,点击弃审后再进行修改。
四、财务 ERP 操作人员必须按以下流程进行操作1、应收管理:销售发票生成应收单据,批审后生成应收凭证2、应付管理:采购发票生成应付单据,批审后生成应付凭证3、应收应付审核后转成收款凭证、付款凭证4、月结流程:采购、销售、仓库所有单据审核-》部门记帐-》财务正常单据审核(不正常单据查找原因后审核)-》财务记帐-》财务月结ERP 操作人员守则1、遵循事实,准确的录入数据。
TIPTOP_ERP_操作手册

a
40
a
41
a
42
6.3.2 在单身输入FQC单号、工单编号、入库数量,点击确认 (注:在单身操作时按回 管理
6.3.3 FQC 单号查询路径: 质量控制系统 FQC品管系统 FQC质量记录维护作业
a
44
6.3.4 工单完工入库单生成后,进行审核即可,此张工单完工入库单已完成.
a
10
2.2 首先录入工单超领退料单,见录入画面信息
a
11
2.3 退料单号:对应的单据性质
• a) M13 厂内退料单 • b) M14 委外退料单 • c) M18 超耗退料单 • 2.3.1 超领退料需输入退料工单号码、选择退料单别、制造部门, 选择好后点击确认即可,
见图(1),图(2)画面信息
接点击运行即可。
a
5
1.4 工单录入信息: 1.4.1 录入画面,先点击录入选项激活单头。
a
6
1.5 发料单号:对应的单据性质
• a) M07 • b) M08 • c) M09 • d) M10 • e) M11 • f) M12
套料领料单 厂内补料单 超耗领料单 委外领料单 委外补料单 委外超耗领料单
a
45
a
28
a
29
a
30
4.3.2 在单身输入工单单号、下阶料号、退料数量,点击确认.(注:在单身操作时需按回
车键进行操作)
a
31
4.3.3 一般退料工单生成后,进行审核即可,此张一般退料工单已完成.
a
32
五、工单下阶料报废作业
5.1 程序路径: 生产管理系统 工单发料作业 工单下阶料报废作业
a
a
(ERPMRP管理)金蝶ERP流程图
ERP标准业务流程金蝶软件河南区域管理中心二0—九年十二月销售部分:(一)、发出商品销售业务:编号:PR-SA-003号:业务编号SA-003 业务名称发出商品销售业务流程适用范围无论赊销、现销,当月完成发货后,以后月份结算的销售业务相关岗位及权限岗位系统操作权限销售助理销售管理模块中录入销售订单录入销售主管销售管理模块中审核销售订单审核销售助理销售管理模块中录入发货单增加、审核保管员库存管理模块中仓库调拨单录入、一审录入、一审发货检验员仓库调拨单二审二审财务开票员以后期间,开据销售发票录入材料成本会计根据销售调拨单生成岀库单并钩稽发发票,存货核算模块中记账、制单记账、制单应收往来会计应收账款模块中结转收入、应收往来核算审核、核销、制单具/、体工库房记账员材料成本会计/往来会计客户销售部重点提示:① 对于该种业务要增加一个中转仓进行处理,把发出产品的对象(客户)视同于本公司 的仓库。
② 在发货时,不能做销售出库单,而因做仓库调拨单,在做通知仓库发货之前,必须明确是 否发出商品。
③ 以后开票时,则应根据仓库调拨单生成销售出库单,再根据发货通知单生成销售发票。
④ 本流程中的《销售订单》相当于原《合同卡片》。
流程描述汇总具/、体采购检验申请单入库单1、2、3、生产部根据技术部的投料单并核对库存,对缺货的材料生产部内勤进行产主管对采购申请单进行审核。
采购部门根据生产部门的采购申请单关联生成供应商材料送到后,由采购内勤在【质量管理】模块中填制I采购检验申请单,质检员进行检采购申请单录入,生采购订单;采购部经理进行审核。
编号:PR-PU-001采购部分(一)普通采购业务业务编号业务名称采购申请单采购申请单财务及总经理审核申请单审批申请单填制采购订单并审核米购检验单采购发票暂估处理入库成本付款处理结算米购业务PU-0011、对于所有的采购业务必须有采购申请单及订单,对紧急采购可以先行入库领用,再进行补入库手续的处理。
鼎捷E10生产成本计算步骤

19. 存货成本计算
集团运营管理系统/存货管理/期末处理/存货成本计算;
计算更新模式:仅更新现行行年; 立即处理;
6
鼎捷软件有限公司 生产成本计算步骤
安装
客户名称
训练 维护
顾问辅导
其它
部门:信息部
深圳市大合为五金制品有限公司
20. 计算生产成本
集团财务管理系统/生产成本/成本计算/计算生产成本
13. 计算成本低阶码
集团财务管理系统/生产成本/成本收集/计算成本低阶码
立即处理;
14. 维护成本低阶码
集团财务管理系统/生产成本/成本收集/维护成本低阶码
或成本工作台异常检查
立即处理; 查询成本低阶码状态是否存在循环引用和超出层次限制的情况
15. 计算生产成本
集团财务管理系统/生产成本/成本计算/计算生产成本
4. 采购确认应付
审核当月需结帐的应付单;
5. 应付暂估处理
集团财务管理系统/应付管理/暂估处理/自动生成暂估单
采购暂估帐务处理;
2
鼎捷软件有限公司 生产成本计算步骤
安装
客户名称
训练 维护
顾问辅导
其它
部门:信息部
深圳市大合为五金制品有限公司
委外暂估帐务处理;
注:如未用 E10 总帐模块,且采购应付单价与到货单单价无差异者,可跳过此步与下一步。
6. 直接人工与制造费用类凭证编制
集团财务管理系统/总账/凭证处理/维护会计凭证;
按实际编制
7. 存货冻结
集团运营管理系统/存货管理/存货盘点/存货冻结;
存货冻结日期:选择成本计算月月末最后一天;
集团运营管理系统/存货管理/期末处理/成本核算工作台/存货冻结
鼎捷ERP系统 -易飞9.0-产品配置管理

易飞ERP系统9.0版本产品配置管理目录前言 (2)一制造模式划分 (2)二配置解决的难题 (3)三CTO解决方案 (3)3.1 规划-名词解释 (3)3.2 族产品和BOM族规划 (4)3.3 录入基础数据-单阶|多阶配置(族产品品号) (5)3.4录入基础数据-配置件品号 (5)3.5 录入标准件 (7)3.6 录入基础数据-录入BOM族 (8)3.6.1 建立单层BOM (8)3.6.2 BOM族 (11)3.3 产品配置-录入产品配置 (11)3.4 配置方案-成本模拟 (13)3.5 录入报价单 (14)3.5.1报价单引用配置方案或新建配置方案 (14)3.5.2录入报价单-单价操作 (14)3.5.3 录入报价单-成本模拟 (15)3.5.4 录入报价单-预估利润查询 (15)3.6 录入订单\订单变更-配置录入 (17)3.6.1 客户订单引用配置方案 (17)3.6.2录入订单\订单变更-价格模拟查询 (18)3.6.3 录入订单/订单变更-毛利预估 (19)3.7 生成LRP计划 (19)3.8 录入工单 (20)3.8.1 引用销售订单生成工单, (20)3.8.2 自制生产工单 (21)3.9录入生产入库单 (25)3.10 录入销货单 (25)3.11 实施注意事项 (25)前言最近在做产品的配置管理,在网上搜索了很多操作说明,但是很多说明书都是有理论没案例,或是案例不连贯,看的我是云里雾里的;因此就下定决心,以鼎捷的ERP易飞9.0版本为例,将操作说明分享给大家。
希望大家能够真正的掌握产品的配置管理的原理和实际操作。
一制造模式划分制造模式划分按照订单为切入点,制造模式可分为:1.按分销生产(Make To Distribution)2.按库存生产(Make To Stock)3.按单组装(Assemble To Order)4.接单制造(Make To Order)5.按单设计(Engineering To Order)如上图所示,按订单配置适用的企业特征如下:1.产品采用接单式生产。
鼎捷MES软件操作手册-产品流程管理文档

sMES后端操作手册-产品流程管理一.产品流程创建及产品流程绑定1.系统操作人员打开后端界面,输入登陆人员工号及密码,进入系统总界面。
2.找到【生产模型配置模块】,选择【产品流程管理】进入流程管理界面。
3.进入产品流程管理界面。
点选①【添加】,②输入【流程编号】,【流程版本(默认为1)】,【区段编号】,【流程类别】,【流程名称】,【说明】。
注意:通过【复制】按钮,可快速创建,通过修改和绘图对指定流程进行修改。
4.点选指定【流程】①,点选【绘画】②,进入绘画界面。
点选③START和END,即流程开始与结束按钮,点选④进入作业站选择界面,选择流程需要的作业站(可多选),确认后,在画布上会出现作业站,按照顺序进行排列。
点选⑤,将START,作业站,END用连接起来,绘制完成后,点选【确定】。
将上述流程进行核准,该流程即可被使用。
注意:可点选【安排全部】,自动整理绘制的流程。
5.选择【生产模型配置模块】①,点选【产品基本资料】②,进入产品基本资料界面。
6.对已签核的产品反签核,点选【产品】①,选择【设定】②,进入产品绑定流程界面。
7.进入产品绑定流程界面。
选择【区段编号】,【流程编号】,并点选【流程版本】及【默认流程】,选择完毕后点选【添加】①,点选【确定】②,即可将产品与流程的绑定。
将产品与流程绑定后,对产品进行签核,即完成产品与流程的绑定。
流程版本目前:自动选取最新版本的流程。
流程版本指定:指定该版本流程。
默认流程是:代表产品默认流程,即生产批开立界面默认的流程。
默认流程否:代表该流程不为默认流程,一个产品有且只能有一个默认流程。
注意:该产品在生产中被使用的场景下,则无法对该流程进行编辑。
二.产品流程版本变更1.点选【生产模型配置模块】①,选择【产品流程管理】②,进入产品流程管理界面。
2.点选指定的【流程】①,点选【版本】②,进入创建流程版本界面。
填写【流程编号】,【流程版本】(默认为递增数字),选择【流程类别】,填写【流程名称】,如只增加流程版本,可不填写,点击确认后,创建的完成的新版本流程在未签核状态。
生产计划管理流程图
生产计划管理流程图
生产计划管理是企业生产经营中的重要环节,它直接关系到企
业的生产效率和经济效益。
为了更好地进行生产计划管理,我们需
要建立一套科学合理的流程图,以便对生产计划进行全面有效的管
理和控制。
首先,生产计划管理流程图的第一步是需求分析。
在这一阶段,我们需要对市场需求进行调研,了解客户的需求情况,同时也要与
销售部门进行沟通,获取订单的具体情况,明确需要生产的产品种
类和数量。
接着,第二步是生产资源准备。
在这一阶段,我们需要对生产
所需的人力、物力、财力等资源进行准备,确保生产所需的各项资
源能够及时到位,为后续的生产工作做好准备。
然后,第三步是生产计划编制。
在这一阶段,我们需要根据需
求分析和生产资源准备的情况,制定详细的生产计划,确定生产的
时间节点、生产的顺序和生产的数量,确保生产计划的合理性和可
行性。
接下来,第四步是生产执行和监控。
在这一阶段,我们需要按照生产计划进行生产操作,同时要对生产过程进行实时监控,及时发现和解决生产中的问题,确保生产进度和质量的稳定。
最后,第五步是生产计划的总结和反馈。
在这一阶段,我们需要对生产计划的执行情况进行总结和评估,分析生产中存在的问题和不足,及时进行调整和改进,为下一阶段的生产计划提供经验和借鉴。
通过以上的生产计划管理流程图,我们可以清晰地了解到生产计划管理的全过程,从需求分析到生产计划编制,再到生产执行和监控,最后到生产计划的总结和反馈,每个环节都有其重要性和必要性,只有全面有效地进行管理和控制,才能确保生产计划的顺利进行,为企业的发展提供有力支持。
鼎捷MES操作员操作手册

sMES前端应用一:进入系统1.系统操作人员打开前端界面,输入登陆人员工号及密码,进入系统总界面2.操作员找到生产任务中心,选择作业区工作平台进入二:人员上工1.操作员进入作业平台后先选择设备和生产批进入作业平台后,在①使用扫码枪扫描二维码或手输设备编号,快速定位到生产设备,点选设备,在②使用扫码枪扫描或手输流转卡号,快速定位到生产批2.操作员执行人员上工(一)上下工第一种方式:点选设备信息中的人头像,进入上/ 下工界面,手动输入人员编号,输入后会检查此人员是否已上工,如果未上工,则执行人员上工,如果已上工,则执行人员下工。
下方的人员列表为目前已上工人员列表。
(二)上工第二种方式:点选需上工的设备信息,再点选【上工】按钮,进入上工界面,输入人员编号,回车或点击【确定】,即可完成人员上工。
(三)下工第二种方式:点选需下工的设备信息,再点选【下工】按钮,进入下工界面,输入人员编号,回车或点选【确定】,即可完成人员下工。
三:进站1.操作员执行进站作业①:点选“需加工的设备”②:点选“需进站的生产批”③:选择”进站报工”备注:进站报工代表,该生产批此时需要开始加工了。
2.进站报工界面①:进站数量:进站数量自动带出,如出现异常在②手动填写进站数量。
②:手动填写进站数量:确定进站数量,如异常手动填写进站数量。
③:主材批号:如需填写主材批号可在此填写。
④:手动填写主材批号:在④填入主材批号。
⑤:芯片批号:如该需填写芯片批号在此填写。
⑥:手动填写芯片批号:在⑥填写芯片序号备注:进站完成后,生产批由Q状态变为R状态。
3.生产批状态生产批分为三个状态:Q:待进站状态(即该生产批需生产,目前还未生产,Q状态生产批在该作业站的任何设备都能看到)R:加工状态(代表生产批已处于加工状态,R状态生产批只存在于加工此生产批的设备上,其他设备无法看到)C:完工状态(代表生产批已完工出站)三:出站1.操作员执行出站作业①:点选“已生产完工的设备”②:点选“需出站的生产批”③:选择”出站报工”2.出站报工界面①出站数量:进站数量自动带出。