重油催化裂化再生器应力腐蚀开裂分析及处理
催化再生器应力腐蚀开裂分析

该再 生器 材 质为 1 Mn 9 8年 1 投 产使用 , 6 ,17 0月
18 9 5年 9月 复 评 确 认 设 计 压 力 从 00 6 a提 高 到 . MP 7 0 2 a . MP 。为 了进 一 步提 高效 益 ,19 2 9 4年 开 始掺 炼 部 分 渣油 ,9 7年开始 掺炼 焦化 蜡油 , 含量 有所提 高 。 19 硫 通过 对该催 化 装 置近几 年原 料油 变 化 和烟气 露 点 测试 结果 及再 生 器 下部工 作 环境 (0 1 0C,大大 低 8 — 3o 于 露 点 温 度 ) 的 分 析 , 这 是 一 种 氢 应 力 腐 蚀 开 裂 (s 。指金 属 表 面吸 收 了 由硫化 物 、氮化 物 侵 蚀 而 s c)
的 结 果 是 热 影 响 区 H 1 7 18 母 材 为 H 1 6 B 5 —8 , Bo —
10 。 由焊 接 引 起 的高 残 余 应 力 又 会 增 加 产 生 S C 1) S 的敏感 度 。进行 焊后 热处 理 主要是 降 低残余 应力 和焊
道 、热 影 响 区的硬度 。天 津石 化公 司炼 油 厂在催 化再 生 器制 造 和安装 过程 中, 由于当 时认识 水平 所 限 ,没
有 进 行 热 处 理 ,造 成 再 生 器 下 部 焊 道 、 热 影 响 区 应 力 腐 蚀开 裂加 温 ,厚 度 为 :1 0 1 0 8 / 5 复 8 / 3 / 0 3 ( m) m ,确保 再 生器 壁 温 大于 10 ( 点 为 17 , 5℃ 露 3 ℃)
换板材 1 3块 , 板 厚 2 m , 材 质 2 R, 面 积 81 , 6m 0 . m 硅 填 盖 板 角 焊 缝 2 m; 对 再 生 器 下 部 外 壁 进 行 了 海 泡 7
重油催化裂化装置设备腐蚀调查与应对措施
1 分析调查重油 催化 裂化装置设备的腐蚀性
主要 对 重油 催化 裂 化装 置停 止 工作 期 间对其 冷换 、 容器、 塔类 设备 进行 腐蚀性 调查 , 根据 装 置设备 的腐蚀情 况进行 深层 次分 析 , 以便 于 及时 发现 设 备 中存在 的安 全隐 患 , 做 出有 效 的 解决措 施 , 保障 重油催化 裂化装 置设备的安全运 行 。 1 . 1 重油催 化裂化装置冷换设备的腐蚀调查 从重 油 催化 裂 化装 置冷 换 设备 的腐 蚀调 查 的结 果显 示 来 看, 结 焦皮 和油 渣仅堆 积在个 别流速 较慢 、 冷 换设备 的死 区中 , 总体 的冷 换设 备 的腐蚀还 是相 对较轻 , 但 是也存 在一 些外壁 不 光 滑 的管束 , 严 重的导 致浅 坑 出现 穿孔现 象 。具 有代 表性 的就 是一 中冷 却器 , 腐蚀较 为严重 。还 有材 质为 0 9 C r 2 A 1 Mo R e , 出现 很 多浅坑 , 腐蚀 相对 比较 严重 。 1 - 2 重油催化裂化装置容器设备的腐蚀调查 从 重油 催化 裂 化 装置 容 器设 备的 腐蚀 调查 的结 果 显示 来 看, 水 洗水 罐 、 粗 细 油罐 和细 粉储 罐 的腐 蚀情 节较 为严 重 。水 洗 水 罐 设备 的表 面 产生 了致 密 的褐 色 垢物 , 垢 物 下 的蚀 坑 较 重 。粗细 油罐 设备的 表面产 生 了 l mm的黑褐 色垢层 , 垢物 下的 蚀 坑较轻 。细粉 储罐设 备结垢 较为 严重 的部分是 罐底表面 , 出 现5 a r m厚度 的锈 红 色污垢 , 垢 物 下的蚀 坑 较轻 , 但 是焊 缝 的腐 蚀情 况较 重 J 。 1 . 3 重 油催 化 裂化 装置 塔类 设备 的 腐蚀调 查 从 重油 催化 裂 化 装置塔 类 设 备的腐 蚀 调查 的结 果 显示 来 看, 大 部分 的塔 类 设备 的腐 蚀情 节 较轻 , 只有 少数 的 吸收性 能 较 差的 设备 内表面 腐蚀情 况较 为严重 。如分 馏塔 设备 的塔 壁 、 塔盘 、 塔顶 出现 1 0 am厚 度的黑 色疏松 油垢沉积 现象 , r 另外 沉积
试论催化裂化装置腐蚀原因分析及防护建议

重油催化裂化装置对其配套设备所造成的腐蚀作用,贯穿整个原油加工过程,并逐渐成为了缩短生产设备使用寿命、降低产品质量、引发安全事故的主要原因,因此,需要深入分析催化裂化装置的腐蚀原因,并积极寻求相应的防护措施,以强化原油加工过程的可靠性,提升装置的生产力水平。
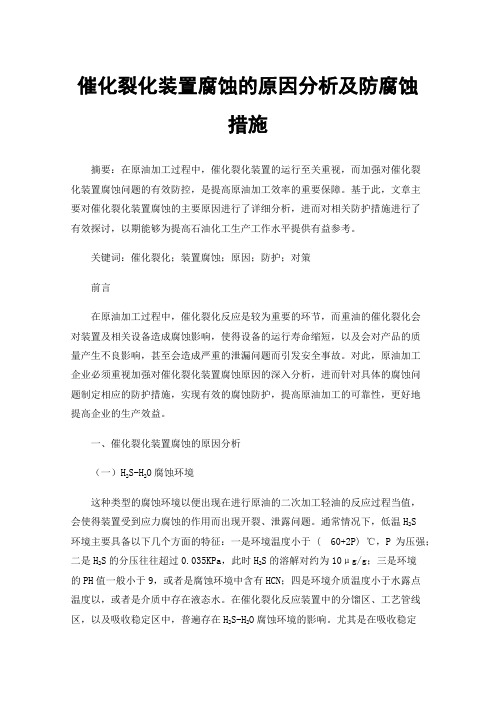
一、催化裂化装置腐蚀原因分析1.H2S-H2O腐蚀环境H2S-H2O腐蚀环境即低温H2S环境,该类型的腐蚀环境通常形成于原油二次加工过程中的轻油部分,能够直接造成应力腐蚀开裂和泄漏。
一般来说,这种腐蚀环境往往具备四项主要特征,即环境温度低于(60+2P)℃,其中P为压强、H2S分压在0.035KPa以上,溶解度在10μg/g、环境PH值在9以下或含有HCN、环境介质的温度在水露点温度以下或介质本身含液态水,综合上述特质,H2S-H2O腐蚀环境普遍存在于分馏区、吸收稳定区、工艺管线内,尤其是吸收稳定区,在炼油厂生产中常见的稳定区油气分离器中液面计接管泄漏,就是典型的H2S-H2O环境腐蚀。
2.含硫烟气腐蚀含硫烟气主要是指重油在加工过程中所产生的催化烟气,该烟气中往往会含有SO2、SO3,虽然其在气态条件下并不会对设备造成腐蚀问题,但在经过低温区域时,烟气发生冷凝,会使烟气中SO3与水生成稀硫酸,附着在设备表面,发生露点腐蚀。
3.冲刷腐蚀从本质上来看,冲刷腐蚀属于一种金属磨损,该类型腐蚀问题形成的主要原因在于设备内表面与流体之间高速相对运动时,导致的磨损现象,常见于管道、设备内壁、阀门等位置,如炼油厂中存在的催化剂循环斜管膨胀节波纹管泄漏故障、油浆系统管线泄漏等,都属于典型的催化剂冲刷腐蚀。
而这种腐蚀问题经常会造成管壁减薄甚至设备泄漏,且冲刷现象基本无法避免,因此,冲刷腐蚀已经成为了原油加工过程中危害较大的腐蚀问题。
4.冷却水腐蚀换热器作为催化裂化装置的重要组成部分,其主要作用是降低油品温度,以便于物料进入下一个加工环节,而换热器中用于冷却物料的水,都是循环利用的。
催化裂化再生系统设备应力腐蚀开裂的原因
12Cr2ALMoV 钢 抗 应 力 腐 蚀 性 能 良 好 , 但 12Cr2ALMoV 属于以铁基为主的低合金钢种 ,其金 相组织为铁素体 + 弥散碳化物 ,因此在 Cl - 含量较 高的腐蚀环境中 ,耐冲刷腐蚀能力虽比一般碳钢要 强 ,但仍存在较严重的冲刷腐蚀危害 。
4 结论与建议
通过对 12Cr2AlMoV 管束在呼和浩特炼油厂的 使用情况分析 ,尽管 E1101B 的总使用寿命仅 20 个 月 ,但却在 Cl - 含量超高 ( 200mg/ L) 的腐蚀环境 中经受了检验 。从相变部位的情况看 ,腐蚀率仅 0. 36mm/ a 。由于设备结构 (U 型管) 以及焊接型式 的原因 ,造成冲刷腐蚀失效而没能达到预期 (二年 以上) 效果 。尽管如此 ,该材料在投用后一次性安 全平稳使用 16 个月 (1999 年 12 月~2000 年 5 月) , 是原碳钢 (10 号) 管束安全运行时间平均 2 个月的 8 倍 ,从性价比方面考虑 ,仍不失为一种理想的替 代性材料 。
(3) 认真检查衬里的完好情况 ,避免烟气窜入 烟道金属内壁 ;
(4) 减少焦化蜡油的掺炼量 ,现在装置以完全 不掺炼焦化蜡油 ;
(下转第 39 页)
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
第 1 期 束润涛. 12Cr2AlMoV 换热器 U 型管束在呼炼常顶使用情况的跟踪调查 · 39 ·
氮含量
0. 2 80 830 0. 23 175 98
硫含量
0. 38 388 410 0. 66 590 840
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
催化裂化再生器应力腐蚀裂纹“应力因素”在设备制造中的控制
[ bt c] Fs a eidno c nsinoatno osot C e n t le i cr Te,h p A s at r it t eir ui v er sr p csf e C g e oiao f nfty h tsa r r, da td t i e tf fm re F re r r l i i gao . n i e l o g l a h a n l rn p
公司催化装置 19 9 8年 1 月检修时, 1 发现再生器二密段 以上简
荷的工作应力及结构 自身拘束 条件所造 成的结 构应力等等 。
[ e od ] reet;hse rsn rk g s sft ; a fti ; fc eorlg e us K yw rs e n o t rsooo cci ; t s cr m ucrg e t n l ar q r r etsc ri a n r o n aun ei c t i m se a e as v on
近年来 , 先后有十几套催化 裂化装置再生器 、 三旋等再生
蚀裂纹。
系统设备壳体 , 在运行过程 中 , 相继发 现大量裂纹。这现象 引
起了设计 、 科研及生产厂家 的高 度重 视 , 经过大 量的测试及分
二、 应力腐蚀裂纹成 因因素
“ 应力腐蚀裂纹” 是应力与腐蚀介 质协同作用下引起的金 属开裂现象 , 产生应力腐蚀开裂的有几个主要因素 :
发生在焊缝 、 融合线或热影 响区内, 发生在母 材的裂纹亦 多数
经过保 温钉焊点。例如: 名石化公司二催在 19 茂 9 5年大修 时,
发现再生器上封头升气管与外集气室连接 的角焊缝有 l 处裂 3
纹; 外集气室有 5 条裂纹 , 7 其中母材上有 6 裂纹 , 余分 布 条 其
催化裂化装置催化剂跑损的原因及对策分析

催化裂化装置催化剂跑损的原因及对策分析摘要:长期以来,通过重油催化裂化装置的工作经验,催化剂脱扣损失主要是由于电网故障,仪表故障,设备故障和操作失误等原因造成的。
受电弓反应再生系统波动导致催化剂非自然位移损失,分析了在稳定运行条件下,由于催化剂摩擦和热崩溃而产生的细粉引起的机组自然位移损失由技术人员负责,整改后采取适当措施,减少催化剂损失造成的经济损失。
关键词:催化裂化装置;催化剂跑损;对策分析一、催化剂的自然损失不循环造成的损失称为自然损失,催化剂的破碎机制一般为:破碎、破碎、磨损催化剂开启,在电流流动过程中,会改变再生温度和催化剂循环量,对管口底部流动化的蒸汽环造成严重损伤,环与吸气管连接处的焊接线裂开,流动化蒸汽通过环形喷嘴中心流动,在催化剂流动的过程中,产生涡流破碎催化剂的热崩溃主要与使用过程有关,在装置中加入大型药剂时,新催化剂升温后脱水,其中包括吸附水和结晶水和铵盐分解失重,从烟囱中可以观察到大量催化剂的运行损失,约占新鲜催化剂的10%;二是新鲜催化剂中自身粉末的操作损失;第三。
新催化剂在生产过程中的热崩溃破坏,基于这三个因素,新催化剂的磨损指数与新催化剂的强度和耐磨性有关,提高催化剂的强度和耐磨性需要在催化剂的制造和制造过程中解决该做的事。
二、典型的机械设备故障情况2.1电网故障造成催化剂损失2004年7月4次低压闪,由于一次高压闪闪,泥浆的固定含量较高,2008年6月7日受外部电网的影响,3次风机停运,2次风机排出空气,最终导致两种低流量药剂产生后,材料由于切断空气,机器装置的主要风量损失很大。
2.2沉淀塔严重焦炭催化剂损失2003年3月19日,由于显示屏焦点严重,预入管被焦点块堵塞,导致显示屏旋风分离器分离效果丧失,大量催化剂进入分馏塔,导致分馏塔下催化剂、污泥停止运输,焦炭紧急聚焦修理,在运输中断时,主要风故障导致催化剂回流。
2.3设备故障造成催化剂损失2009年8月13日,我的吸管开始分解,三环出口浓度开始升高,8月14日0时,三环出口浓度升至170,8月14日2时,再生机倾斜管密度波动较大。
催化裂化再生系统设备应力腐蚀开裂成因分析及解决对策
NO
开 裂
一
段 再 生 蜒 气
4 ~ 2 {
无
较 多 开 裂
无
中性 或弱 碱性 的两段 再 生 的一 再则 无一 例开裂 2 13 烟气 酸露点 .. 再生 烟气 中 的水 蒸 汽 在 设 备金 属 器壁如果 遇 冷 能凝结咸 水 .则 烟 气 中 的 NO。 .S s等 .S O 极性 气体极 易 溶于 水 .形 成 酸 性溶 液 ,从 而 构成
温 度 和 高 应 力 水 平 时 再 生 系统设 备 应 力 腐蚀 的 影 响 作 用 .并 重 点 提 出 了解 决 和 防 止 应 力 腐 蚀 开 裂 的 一 系列
有 薮 措 施 和 部 分 应 用情 况
关 键 词 :催 化 裂 化 装 置 ;再 生 系统 设 备 ; 应 力 腐 蚀 开 裂 ;烟 气 ;露 点 温 度 ;设 备 壁 温 }对 策
再烟 气 7 3
l3
l 3
8 ~
8
二再 烟 气 7 ~ 3
7 9
9 ~
l 6
无
部位 金 属未 见 明显塑性 变形 ;裂 纹宽度 较窄 .向 纵深发 展很 深 .且 多数 裂纹 穿 过整个 壁厚 :裂纹 有 主干 .有 分 支 .呈树 枝状 :裂纹断 口表 面具有 典 型 的沿 晶特征 或解理 扇形 花样 以上 特征 呈现 出典 型的应 力腐 蚀裂 纹 ( C )形 态 - 一 SC
穿 透性 裂纹 .裂纹 数 量相 当多 对裂 纹发生原 因 的分析 研究 表 明 .此 为硝酸盐 溶 液引起 的应力 腐 蚀开裂 由于此类 问题 涉及 的企 业 和 装 置较 多 , 范围较 广 .已经引起 了 中国石 油和 中国石 化两大 公 司 的高度 重视 .数 家科研 设计 单位针 对裂 纹 产 生 的原 因及 解决 办法 进行 了深 入 的工 作 .在大 量 第 一手 数据 的基 础上 进行分 析研 究 .确认 了裂纹 产生 的原 因 .并着 手制定 了一 系列有 效 的防止对
炼油厂催化裂化设备腐蚀与应对措施
炼油厂催化裂化设备腐蚀与应对措施炼油厂催化裂化设备是石化行业的重要设备之一。
在不断改进工艺的同时,催化裂化设备也面临着不同程度的腐蚀问题。
本文将分析催化裂化设备的腐蚀原因,并介绍常见的应对措施。
1. 腐蚀原因化学腐蚀是由酸、碱等化学介质对设备的腐蚀作用。
对于催化裂化设备来说,化学腐蚀的主要原因之一是催化剂中的硫、氯等元素对金属材料的腐蚀作用。
氢腐蚀是炼油厂催化裂化设备普遍存在的问题。
当油品在高温高压下与催化剂反应时,产生的氢气与设备内金属材料发生化学反应,导致金属材料的腐蚀和损坏。
磨蚀腐蚀是由于设备内介质高速流动而导致的金属表面磨损和腐蚀作用。
在催化裂化设备中,高速流动的催化剂和油品会对设备内壁产生强烈的磨蚀和腐蚀作用。
2. 应对措施2.1 选用合适的材料针对不同的腐蚀情况,选用合适的耐腐蚀材料可以有效预防腐蚀问题。
一般来说,对于容易受到氢腐蚀的设备部件,应选用优质的铬钼钢等高强度合金材料;而对于容易受到化学腐蚀的部件,应优先使用不锈钢等耐酸碱材料。
2.2 采取防腐措施为了防止设备的腐蚀和损坏,可以在设备内涂敷耐酸碱、耐磨、耐高温的涂层,形成一层保护层,减少金属材料和介质接触的机会,降低腐蚀的发生率。
此外,也可以通过物理或化学方法预防腐蚀问题,如在流动介质中添加缓蚀剂、降低介质温度、降低催化剂中含硫量等。
2.3 定期检查维护定期进行设备的检查和维护,及时发现并处理设备内部的腐蚀问题,加强设备的保养管理,可以有效延长设备的使用寿命,降低停机率,提高设备的运行效率。
综上所述,炼油厂催化裂化设备的腐蚀问题是个复杂的问题。
只有选用合适的材料、采取防腐措施并定期检查维护,才能有效预防和控制腐蚀的发生。
炼油厂催化裂化设备腐蚀与应对措施
炼油厂催化裂化设备腐蚀与应对措施炼油厂催化裂化设备是炼油厂中非常重要的设备之一,其作用是将重质石油分馏产品转化为轻质产品,提高产品的附加值。
催化裂化设备在运行过程中容易受到腐蚀的影响,这不仅会降低设备的使用寿命,还会对生产带来不利影响。
针对催化裂化设备腐蚀问题,炼油厂需要采取一系列的应对措施来保证设备的正常运行。
催化裂化设备主要面临的腐蚀问题包括酸性腐蚀、高温氧化腐蚀、氯化物腐蚀、硫化物腐蚀等。
这些腐蚀问题的出现不仅会降低设备的使用寿命,还可能导致设备的失效,造成生产线的停工。
炼油厂需要及时采取应对措施来减轻腐蚀对设备的影响。
针对催化裂化设备的腐蚀问题,首先需要做好设备的防护工作。
炼油厂应该建立健全的设备防腐蚀管理制度,对催化裂化设备进行定期检查和维护。
在设备的设计和选材上,应该考虑到腐蚀因素,选择耐腐蚀的材料,并在设备表面进行防护涂层处理。
还应加强设备的监控,及时发现腐蚀问题并采取相应的修复措施。
炼油厂需要对催化裂化设备周围的环境进行改善,减少腐蚀的发生。
在设备运行时控制空气、水分、酸性物质等腐蚀因素的接触,保持设备周围的干燥和稳定性环境。
对于容易受到腐蚀的部位,可以考虑采取包覆、防护罩等措施,避免腐蚀的发生。
炼油厂还可以通过改变设备运行条件来减轻腐蚀的影响。
例如合理调整催化裂化设备的操作温度、压力、流速等参数,减少腐蚀因素对设备的影响。
还可以考虑采用添加防腐蚀剂的方法,对设备进行预防性处理,增加设备的抗腐蚀能力。
炼油厂还需要加强人员的培训和管理,提高员工对腐蚀问题的认识和防范意识。
员工应该定期接受腐蚀防护方面的培训,了解腐蚀的原因和表现形式,学会使用防护设备和措施,提高对腐蚀问题的识别和处理能力。
炼油厂还应建立健全的腐蚀管理制度,制定应急预案和处理流程,及时处理腐蚀问题,以防止腐蚀对设备造成严重影响。
炼油厂催化裂化设备腐蚀问题是一个需要引起重视的问题,为了保证设备的正常运行和生产的稳定,炼油厂需要采取一系列的应对措施来减轻腐蚀对设备的影响。
催化裂化再生器应力腐蚀裂纹“应力因素”在设备制造中的控制

学 术 论 坛
SI C C NE&TCNLG 2R— I E EHOOYI0 O3 NOM T N —0 N . F6 A O 3
催化 裂化 再 生 器 应 力腐 蚀 裂 纹 “ 力 因 素 ” 在 设 备 制 造 市 3 0 7 ) 0 20
1催化裂化装置再生器应力腐蚀裂纹现状 的一 个重要 因素 ,拉 伸应 力的 作用就 在于 会 理 的容 器,残 余应 力的确 定需进行 估 计 ,最
在 目前 一些 催化 裂化 装置再 生 器发现 的 大量 裂纹 中 ,大多 发生在 焊缝 、融 合线或 热 影 响区 内 ,发生在母 材 的裂纹 亦多数 经过 保 温钉焊 点 。例 如 :茂 名石化 公司二催 在 1 9 5 9 年 大修时 ,发 现再生 器上 封头 升气 管与外 集 气 室连 接的 角焊缝 有 1 处 裂纹 ;外集 气室有 3 5 7条裂纹 ,其中母材 上有 6条裂纹 ,其 余分 布在 上、下封 头与筒体 的焊缝 处; 庆石化总 安 厂催化装 置 19 年 投产 ,19 年 6月大检 修 97 99 时, 发现 2 条环焊缝横 向裂纹及融 合线裂纹共 3 条 ,长 5 8 0 m,深度 均大干 3 5 O  ̄0r a .mml 锦 西石化公司催化装 置 1 9 年 l 月检修时 ,发 98 1 现再生 器二密 段以上筒体的 裂纹 15 2 条。这些 裂纹 的共 同特 点是 裂纹均从 内表 面开 始 ,向 外表 面发 展 ,裂纹 宽度较 窄 ,向纵 深发展 很 加 速裂纹 的产 生 ,这种拉 伸应 力包括 设备 在 好 进 行 实 测 。 制 造 、安 装过 程 中的焊接 残余 应力和 工作 状 从 以上的应 力分析 可以看出 要进行应 力 态 下承 受的外 加载 荷的 工作应 力及结 构 自身 的 控制 必须 对产 生 应力 的各 因素控 制 。 拘束条 件所 造成的 结构 应力等 等 。本文 着重 3 2 提高设 备的组对质 量 。减 小局 部组对约 . 探 讨 设备 制 造过 程 中 “ 力 因素 ”的 控制 。 束应 力 应 利 用 工 厂化 预 制 设 备 、机 具 的优 越 条 3再生器制造施工过程中综合 应力水平的 件 ,加 大工厂 化预制 深度 ,改 变以往 大直径 设 备都在 现场 组对 的现状 ,提 高整体 组对 质 控 制 下面针对 2 0 年 天津石化公 司炼 油厂催 量 ,控 制 大 的错 边 量 及 角变 形 的产 生 。 00 施工 中严 禁强 力组对 ,首 先控 制下料 尺 化裂 化装置 再生 器改造 施工过 程 ,来探 讨在 mm ,相邻 筒 设备 制造过 程 中 ,如何 进行 产生应 力腐 蚀裂 寸 ,各 筒节 下料 周长 允差 < 6 a r 纹 应 力 因素 的 控 制 。天 津 石 化 公 司炼 油 厂 节 的周长相对 差 < 6 m,并 控制简体端头 压 2 0 年催化装 置再生 器改造 ,由洛 阳石化 公 00 头 质量 ,筒 体滚 制时 控 制 各筒 节 的椭 圆度 , 司设 计院 设计完 成 的 ,具体 技 术参数 见下表 从而控 制各 环缝 的组对 错边量 ,使 错边 量 ≤ 1: 2 f f }球 形 封头 、锥 形过 渡 段由于 直径 较 l l rr 深 ,且 多数 裂纹穿过 整个壁厚 ;裂纹有主干 , 3 1 再生器壳体 主焊缝 应力分析 大 ,组 对焊 缝 多 ,整体 周 长尺 寸难 以 控制 , . 有分支 , 呈树枝状 ;裂纹表 面具有典 型的 应力 再 生 器壳体 在运 行 中主焊缝 的应 力主 要 为 了保证其 与筒体 环缝 的组对 质量 ,要 求待 腐蚀 裂纹 形态 ,表 明设备 裂纹 性 质均属 于应 有 : 体薄膜 应 力 . 整 ,组 对错 边 、角变形 焊 封 头 及锥 体 成 型 后 ,对 其 周 长 进行 精 确 测 力腐 蚀裂纹 。 原 缝 形状 不连 续 引起 的局部 应力 c 及焊接 残余 量 ,要求 相邻筒 体与其 尺寸 进行 配置 ( 因 r : 是 直筒 节 的成 型 尺寸 相对 易 控制 ) ,从 而控 应 力 3。 制 其环 缝 的组 对 错边 量 。 2应力腐蚀裂纹成 因 1均匀分布的薄 膜应力( : ) 拉) 2 3 压力容器焊缝 的焊接残余应力 的控 制 . “ 力腐 蚀裂 纹 ”是 应 力与腐 蚀 介 质协 应 D + p( i 3) c I: r :— 壳体焊 接时 在壳体 焊缝 周 围会产生 不 均 同作用 下 引起的金 属开 裂现 象 ,产生应 力腐 4 匀温度场 ,这 种不 均匀温 度场 使材料 不均 匀 蚀开 裂的 有几 个主 要 因素 :一 是应 力 因素 : 式中 膨胀 ,处于 高温 区的焊缝 部位在 加热过 程 中 设备 内存在 拉应 力 ,拉应 力愈大 ,则设备开 p —— 工作压力( a MP ) 的膨胀 量大 ,受到 周 围温度较 低 、膨胀 量较 裂所 需的时 间愈 短 。二是 腐蚀 介质 因素 :设 D—— 设备 内直 径( m) J a r 小 的材 料的 限制而 不能 自由的 进行 ,于是 焊 备 内部介 质是设 备所 用材 质应 力腐蚀 的特定 设备壁 厚( m) a r 件 中 出现 内应 力 ,使 高 温 区的 材 料 受 到 挤 敏感 腐蚀 介 质。三是 有应 力腐蚀 开 裂源 :容 2 错 边 、角变形 造成 的应 力集 中应力值 ) 压 ,产生 局 部压 缩性 应 变 。在 冷 却过 程 中 , 器 内表 面 有缺 陷 ,如 焊缝 咬 边 、机 械 划伤 、 已经 经受压 缩塑性 应变 的材料 ,由于不 能 自 点 腐蚀 、条状腐 蚀等 都可 以形成 应 力腐蚀 由收 缩而 受 到 拉 伸 ,产 生拉 应 力 。 开 裂源 。 严 格焊 接工 艺 ,控 制焊接 残余 应力 。一 容器材 料处 于拉 应 力情况 下 ,又与 腐蚀 是焊 接坡 口的选取 相同的 约束 度约束 下不 介 质接触 ,经过一 段时 间后 内部微 裂纹 等在 同坡 口形式 所 产生 的 局部 约 束应 力也 不 同 , 拉 应 力及腐蚀 介 质的双 面作 用下扩 展 ,而且 式中 考虑 焊接 设备及 焊接 方法 ,应选择 产生 约束 扩 展迅 速 ,危害性 很大 。应 力腐蚀 的最 大特 E—— 角变形 量 b——错 边量 应 力较 小的 X型的坡 口。二是 焊接工艺措施 。 点是应 力 不存在 时 ,腐蚀会 甚微 ,当有应 力 焊接 残余 应力 , 残余 应 力的确定 是一 焊前 预热 :J / 4 0 1 9 钢制压 力容 器 : B T 79 99 时金 属会在 腐蚀 并不 严重而 应 力又不够 大的 0 0 6 情况 下发生 裂纹 。设备 壳体 焊缝 及热影 响 区 个比较 复杂 的问题 ,一 般焊 制容 器残余 应力 焊接规 程》中对 2 R材料 ,推荐厚度 63— 如 5 焊接 时才需进 行预热 。此再生 器主壳体厚 O 中较 高水平 的拉 伸应 力是产 生应 力腐蚀 裂纹 仃3 下 : 0" ≈ 0 S 3 " 度为 6 2 ,按标准要 求可不进行 预热 。预热 6 式 中 的 目的是 降低 焊 缝 的 冷 却速 度 ,适 当延 长 设计压力 l P a) M O24 . l 屈服强 度 8 0 5 0 0 - 0 ℃冷却时 间 ,改变热 影响 区的组 织 , 设计温度 ( ℃) 介质 7 0 壁温 3 0 2℃ 0" C 介质 烟气 .催化剂 ( Pa) R 材料 消除 或减少 焊缝 中扩散 氢的 含量 ,降 低焊缝 M ,2 0 容器 类别 I 类 1 — 6 m 厚度范 围的 与母材的温 度梯 度 , 6 2r a 从而 减轻约束应 力。 此再
重油催化裂化装置设备腐蚀调查与应对措施

之触媒 毒化物及 反应 平衡之限制而 操作不顺畅… 。
1 . 重 油催化裂化装置设备腐蚀的调查分析
并 同时发生 醚化 反 应 , 液相 反应 与 气液 相 问 汽 油硫 含量对于 引擎性 能并 无直 接之影 响 , 但对于 废气排 然后通 过触 媒槽 , 因而触媒 槽的 设计 问题 又 回 放 的影 响较 大 , 尤其 是装 设触 媒转 化 器的车 辆 , 会 因高 硫含 量 的质传 不再 同时 于触媒 槽内发生 ,
重油催化 裂化 装置设备腐蚀 调查 与应对措施
熊敏 智 ( 长庆石 化 公 司 , 陕西
摘要: 催 化 裂化原料 中的硫 对环境 的影响是 多方面的 。与
成阳
7 1 2 0 0 0 )
体部 份则 经 由控制 整套 系统压 力的背压 阀 , 进入湿 式气体 流量
馏 分 油催 化 裂 化相 比 , 重 油催 化 裂 化 原料 中硫 化 物 增 加 I _ 2 计 以记 录流 量 , 然 后排放 至 公用尾 气管 线 , 最 后再 经处 理并 释
备 腐蚀 调 查 与应 对措 施 。
应器来得 明显 。虽然高 甲醇莫耳 比的操 作有 助于提高 转化率 , 但 是 回收 甲醇 的高成 本使 得其 经济 性不 佳 。第一 反应 器 最佳
关键 词 : 重油催化 裂化 ; 设备 腐蚀 ; 硫 化物
粗 裂 解汽 油分 别经 选择性 氢 化 反应及 醚化 反应 以 降低双 化 后 , 第 二反应 器 只能再提 高转 化率 8 . 5 %, 似乎 应以 催化 蒸馏 烯烃 含量及 生产第 三戊基 甲基 醚( T A ME ) , 因环保法规 对燃料 市 塔来取 代第二 反应器 。整个塔槽 是 由机械材料 打造而 成 , 每次 场之 冲击 已造成 含氧油料之 需求 , 源 自轻油裂 解工场 的裂解汽 只须更 换活 性 劣化之树 脂 触媒 即 可 , 除 了腐 蚀 损伤外 , 设备 可
再生器发生应力腐蚀开裂的探讨

下部 工作 环 境 (0~10C, 大 低 于 露 点 温 度 ) 8 3o 大 和 腐蚀 开裂 现 象 的 探 讨 。氢 应 力 腐 蚀 开 裂 ( C 通 S C) 常存 在 于高 强 钢 ( 高硬 度 ) 的焊 道 或 低 强 钢 的热 影
度打 磨 消 除 缺 陷 , 必 须 保 证 简 体 壁 厚 不 小 于 但 2m 底部锥 封头壁厚 不小 于 2r 焊 接坡 口及其 0 m, 2 m; a
二侧宽 1 m 0 m的母材表面打磨后进行 10 0 0 %磁粉探
伤(T , M )确认 无 裂 纹等 缺 陷 方 可施 焊 ; 缝焊 前 预 焊
注 : A 脱沥青油 ;c 一 D G 焦化蜡 油 ;A B 一常压渣 油 r
热, 焊后 热处理消除应力 , 焊缝返修 后进行 1o 0%
M 10 T和不小于 2%射线 探 伤( T 。 T、0%U o R ) 再 生 器 底 部 焊 缝 共 检 测 112 返 修 13 8 .m, 4 m;
17 ) 返修 后 再生 器运 行 安全 、 常 。 3℃ , 正 该 再生 器 由原 石油 部北 京 设 计 院于 16 9 8年设
存 在 大量 裂 纹 , 裂 、 裂 、 裂 及 网状 裂 纹 几 乎 横 纵 斜 遍 布 整 个 焊 道 , 中 有 3处 为 严 重 贯 穿 性 裂 纹 。 其 在 再 生器 底 部衬 里打 掉后 立 即对 该 处 内部 焊 缝及 两 侧 宽 10 m进 行 超声 波探 伤 。结 果 发现 所 有 对 0m 接焊 缝 、 焊 缝 都 存 在 裂 纹 , 量 无 法 统 计 , 部 角 数 底 其 他焊 缝 也有 大 量裂 纹 。
炼油厂催化裂化设备腐蚀与应对措施

炼油厂催化裂化设备腐蚀与应对措施摘要:针对炼油厂内催化裂化设备的腐蚀问题,结合我国炼油厂内催化裂化设备的使用现状,对引起催化裂化设备腐蚀的原因进行深入分析,对设备的腐蚀问题进行分类,并从多方面出发,提出有效的防腐措施,为保障催化裂化设备的运行安全奠定基础。
关键词:炼油厂;催化裂化;设备腐蚀;应力开裂;应对措施对于炼油厂而言,对原油进行催化裂化处理是生产成品油的重要措施,通过原油的催化裂化可以产生多种类型的产品,因此,催化裂化设备在炼油厂内十分重要。
但是由于受到多种因素的影响,催化裂化设备不可避免的会出现各种类型的腐蚀问题,腐蚀问题的出现不但会使催化裂化设备的使用效率降低,同时还可能会引发各种类型的安全事故,降低设备的使用寿命[1]。
1 炼油厂催化裂化设备腐蚀原因分析1.1 硫腐蚀在对原油进行催化裂化处理的过程中,不可避免的会出现大量的H2S物质或者其他类型的硫化物,当设备内不存在水分时,这些物质并不会对设备产生腐蚀,但是催化裂化设备内的相变位置非常容易产生水集,在这些位置处,H2S物质会和水资源相互结合,进而对设备产生硫腐蚀,对于催化裂化设备而言,最容易出现硫腐蚀问题的部位出现在分馏塔的顶部以及回流管道内。
1.2 应力开裂催化裂化设备一般都是在高温高压作用下运行,高温高压作用会产生较大的热应力,进而使得设备在焊缝位置出现严重的开裂问题。
引起该种应力开裂的原因较多,设备中各结构之间存在较大的温差、不同位置处的金属膨胀系数存在差距都会引起应力开裂问题,催化裂化设备中最容易出现应力开裂的部位位于各部件的连接处、各部件与设备壳体的连接处,应力开裂是威胁设备运行安全的主要原因[2]。
1.3 冷却水腐蚀在催化裂化设备运行的过程中,需要使用冷却水对设备进行冷却处理,防止产生严重的热应力,但是,由于冷却水中含有大量的杂质、盐类以及微生物,这些物质的存在都有可能会对催化裂化设备产生腐蚀问题,同时,冷却水的腐蚀问题还与水的流速、温度以及水质有关,当冷却水的温度偏高、温度较快、水质较差时,则冷却水腐蚀问题越严重,该种腐蚀最容易出现在冷却水管道中。
催化裂化装置腐蚀的原因分析及防腐蚀措施
催化裂化装置腐蚀的原因分析及防腐蚀措施摘要:在原油加工过程中,催化裂化装置的运行至关重视,而加强对催化裂化装置腐蚀问题的有效防控,是提高原油加工效率的重要保障。
基于此,文章主要对催化裂化装置腐蚀的主要原因进行了详细分析,进而对相关防护措施进行了有效探讨,以期能够为提高石油化工生产工作水平提供有益参考。
关键词:催化裂化;装置腐蚀;原因;防护;对策前言在原油加工过程中,催化裂化反应是较为重要的环节,而重油的催化裂化会对装置及相关设备造成腐蚀影响,使得设备的运行寿命缩短,以及会对产品的质量产生不良影响,甚至会造成严重的泄漏问题而引发安全事故。
对此,原油加工企业必须重视加强对催化裂化装置腐蚀原因的深入分析,进而针对具体的腐蚀问题制定相应的防护措施,实现有效的腐蚀防护,提高原油加工的可靠性,更好地提高企业的生产效益。
一、催化裂化装置腐蚀的原因分析(一)H2S-H2O腐蚀环境这种类型的腐蚀环境以便出现在进行原油的二次加工轻油的反应过程当值,会使得装置受到应力腐蚀的作用而出现开裂、泄露问题。
通常情况下,低温H2S环境主要具备以下几个方面的特征:一是环境温度小于 ( 60+2P) ℃,P为压强;二是H2S的分压往往超过0.035KPa,此时H2S的溶解对约为10μg/g;三是环境的PH值一般小于9,或者是腐蚀环境中含有HCN;四是环境介质温度小于水露点温度以,或者是介质中存在液态水。
在催化裂化反应装置中的分馏区、工艺管线区,以及吸收稳定区中,普遍存在H2S-H2O腐蚀环境的影响。
尤其是在吸收稳定区中油气分离装置中的液面计接管发生泄漏,造成的装置腐蚀,是较为典型的H2S-H2O环境腐蚀。
(二)含硫烟气腐蚀在进行重油的催化裂化反应过程中会产生较多的催化烟气,这些烟气通常包括有SO2、SO3等成分。
虽然这些成分在气态状态时不会对装置造成严重腐蚀,但是在经过低温区时这些烟气会发生冷凝,并与水分混合形成稀硫酸附着在设备的表面,造成较为严重的露点腐蚀问题。
重油催化裂化再生器筒体及焊缝裂纹的处理

3 2大修 时 采 取 的 措 施 . ( ) 二 再 进 行 加 固 支 撑 , 除 二 再 锥 体 以 下 I对 拆
部分衬 里。
() 在 线 检 查 有 问 题 的 焊 缝 及 其 热 影 响 区 , 2对
进 行 超 声 波 探 伤 复 检 , 做 详 细 记 录 和 相 应 的 标 并
设计 温 度 : 温 3 0(, 质 7 0(; 壁 0c 介 = 5c = 操 作 温 度 :2 c ; 7 0( = 介 质 : 气 、 化剂 ; 烟 催 壳 体 材 质 :6 R; 1Mn
视 大 学 机 械 制 造 专 业 ,99年 毕 业 于 上 海 理 工 大 学 机 电 工 19 程 专 业 , 程 师 , 年 从 事 石 油 化 工 设 备 技 术 和 经 济 管 理 等 工 多
2 原 因 分 析 经 过 调 查 分 析 认 为 : 二 再 生 器 在 制 造 和 使 用 第
b清 理 刨槽 及 其 两 侧 各 2 r 的 范 围 , 打 磨 0m a 并
至 光亮 ;
c
过 程 中 , 有应 力 腐 蚀 裂 纹 产 生 的条 件 。现 场 测 温 具 记 录表 明 , 二 再 生 器 锥 体 以下 部 分 的简 体 壁 温 在 第
维普资讯
成 果 ・ 验 经
2 ,1 O O 2 9 ( 3 ) ・ 5 7 ・
Pe iCo to 石油化工腐蚀与防护 ehe osaPen tea ron rt r ml rndoi o i c
重 油 催 化 裂 化 再 生 器 简 体 及 焊 缝 裂 纹 的 处 理
此 进 行 了 专 题 讨 论 , 详 细 调 研 的 基 础 上 , 取 了 在 采
催化裂化机械设备腐蚀原因和解决策略

催化裂化机械设备腐蚀原因和解决策略摘要:催化裂化机械设备在运行过程中,受各种因素影响容易发生老化、腐蚀、故障等不良现象,严重影响机械设备稳定运行,不利于实现安全生产目标。
基于此,本文将深入分析催化裂化机械设备腐蚀的常见原因,并针对性提出几点解决策略,希望能够为专业人士提供参考、借鉴。
关键词:催化裂化;机械设备;腐蚀原因;防腐策略引言:催化裂化机械设备是原油生产加工的关键装置,贯穿于炼油全过程。
一旦设备出现腐蚀问题,将会缩短设备使用年限,容易引发火灾、爆炸等安全事故,从而为企业造成不必要经济和人员损失,同时会对生态环境造成巨大污染。
近年来,随着原油性质逐渐劣质化,催化裂化机械设备腐蚀现象也越来越严重,对企业安全生产造成巨大威胁。
对设备腐蚀原因进行分析,探索防腐策略,已经成为企业实现稳定发展目标的必然需求。
一、催化裂化机械设备腐蚀主要原因(一)低温湿硫化氢腐蚀低温湿硫化氢腐蚀问题大多出现在炼油厂二次加工机械设备中,常见于轻油位置。
在H2S-H2O环境中,催化裂化机械设备容易发生两种腐蚀现象,一种为均匀腐蚀,另一种为湿硫化氢的应力腐蚀,这两种腐蚀均会导致机械设备开裂。
在炼油过程中,如果机械设备接触的介质满足以下条件,则可以判定为低温湿硫化氢腐蚀环境:第一,湿度小于(60+2P)℃;其中P代表压力,单位为MPa。
第二,硫化氢分压大于0.00035MPa[1]。
第三,介质中存在液相水,或者介质温度低于水的露点温度。
第四,酸碱值在9以下,或者存在氰化物。
一旦环境符合以上条件,则会导致区域出现吸收稳定区,容易发生低温湿硫化氢腐蚀问题。
近年来,炼油厂原油优质恶化严重,硫含量随之增加,导致低温湿硫化氢腐蚀问题越来越频繁,严重影响催化裂化机械设备稳定运行。
1.烟气低温露点腐蚀二氧化硫和三氧化硫是催化烟气中的重要成分,其中三氧化硫在低温环境下,会与水在露点位置产生冷凝现象,并形成硫酸,从而对机械设备造成严重腐蚀。
另外,催化剂的残炭在烧焦的情况下,会产生大量二氧化硫和三氧化硫,通常在400℃以上环境中,三氧化硫不会腐蚀机械设备,但是一旦温度降低到400℃以下,则会与水蒸气形成化学反应,并形成稀硫酸。
再生器腐蚀开裂分析与修复

2,再 生器 开 裂 情 况 9年1 7 月再生器 下部筒体三层平 台外循 环管环焊缝等处首 次发现 裂纹 ,截止 9 年 4 8 月, 已发现穿透性裂纹达 2 9 。9 年 5 4处 8 月装置检 修时,再生器喷砂除锈后 进行着色及 磁粉探伤 ,再生器下部壳 体共 发 现裂纹 3 6 3 处,其中纵 向裂纹 l 处 ,横 向裂纹 3 1 。纵 向裂纹沿环 5 2处
科 学 论 坛
o y R vi g e 8
再 生 器腐蚀 开 裂分析 与修 复
王 雷 李开歧 傅 向民 汪 洋 杜瑞明 罗俊英
( 大庆 石化分公 司 黑龙江 摘 针对再 生器 壳体应 力腐蚀 裂纹 问题进行 了分析 ,采取 对裂纹 部位进行挖 补 、减 薄衬 里厚度 以提高 壁温 的方法进行 了修复 ・投用 后运 行 良好 ,该 方法 既 缩 短修 复 工 期又 节 约 资金 , 可供 同行 借 鉴 。 [ 关键词] 催化裂纹 再生器 应力腐蚀开裂 中图分类 号:T 文献标 识码 :A H 文章编 号:1 0 — 1 x 2 1 ) 2 0 5 — 1 9 9 ( 0 0 — 0 3 0 0 4 0
高的残 余应力 、组 装应力 和应 力集 中,这些 应力 与运行 中的工 作应 力 及热 应力相 叠加 ,构成 了应力腐 蚀 的应力 条件 ,由于壁温 度低 于 烟 气露 点温 度 ,在 N O O 、S 等酸性体 腐蚀介质 的综合作用 下形成 了 x 应力腐蚀裂纹。 4 材 质 分析
1 前言 十几年来 ,我 国重催装 置再生器在运 行 3 5 5 . - a后相继 出现 了大 量裂纹 ( 大部分穿透性裂纹) 。大庆石 化炼 油厂一 重催装 置 9 年开工 , 2 再生器结构 为二密相 、烧焦 罐上下一 体式。设计 / 操作压 力 ( p ) Ma: 03/.5 . 4 0 2 ,设计 / 操作温度 :7 0 6 0 7 O 6 / 7 — 1 ,选用材质 :S V 6 P3 。
催化裂化装置分液罐应力腐蚀及应对措施

容器 安全 技 术 监 察 规 程 !规 定 , 当化 工 容 器 接 触 的介 质 同时符 合下 列 各项 条件 时 , 即为 湿 HZS 应 力腐蚀 环境 ( l ) 温 度 簇 (60 + ZP )
图 1
F i g. 1
( P 为表 压 , MPa ) ;
( 2 ) H Z 分 压 ) 0 . 00 0 3 5 Mp a : S
1
裂 纹状 况 中 国石油 化工 股份 有 限公 司洛 阳分公 司催 化
能 造成 的 巨大危 害 , 于 200 9 容器
年 3 月停 工更 换 了该
裂化 装 置 气 压 机 出 口油 气 分 离 罐 ( 以下 简 称 v l 34 1 ) 19 84 年 投 用 , 到 20 09 年 已 连 续 运 行 2 5 年 ; 该 容 器 为 n 类 压 力 容 器 , 材 质 为 1 MnR , 规 6 格 : 3 60 0 mm x l l 956 mm x (2 6/ 28 ) mm , 工艺 参 数 :设 计 压力 1. 7 MP , 设计 温 度 4 a 0 , 操 作压 力
炼 2010 年 7 月
油
技
术
与
工
程 第 40 卷第 7 期
P E T R O L E U M R E F I N E R Y E NG I N E E R I NG
催 化 裂 化 装 置 分 液 罐 应 力 腐 蚀 及 应 对 措 施
丁振君
中国石油化工股份有 限公 司洛阳分公 司( 河南省洛 阳市 4 10 2 7 1 )
收稿 日期 : 20 10 一 一 以 21 作者简介 : 丁振君 , 高级工程师 , 1 8 9 5 年毕业 于抚顺石油学 院
催化裂化再生器应力腐蚀防护措施的研究

a) 保温材料的选择 统一选用憎水型硅酸盐复合绝热涂料 (专利 产品)。 该涂料防水性好、粘结力强、隔热性能良 好、使用方便、不腐蚀钢板、能快速固化。 主要技术指标: 1) 浆体密度: 850kg m 3; 2) 干密度: 210kg m 3; 3) 体积收缩率: 20% ; 4) 粘结强度: 41kPa; 5) 导热系数: 0107W (m ·℃) (常温) ; 根据实际控温需要, 将材料成分配比调整, 经 实验确定, 在 200℃工作条件下材料的工程导热 系数达到 Κ1= 01125W (m ·℃) ; 6) pH 值: 9; 7) 耐热性: 600℃; 8) 憎水率: 95%。 b) 传热计算 1) 在用衬里实际导热系数测定
d) 外表面温度不做要求; e) 实施后不影响再生器内部工作温度; f) 设温度测试窗口若干, 便于监视壁温; g) 保温后裂纹不再发展; h) 为便于裂纹检查, 保温层应容易拆装。 为吸取经验教训, 防止类似问题发生, 从材料 选型、改性、保温结构、施工工艺等方面进行了系
保 温 材 料 导 热 系 数 取 工 程 导 热 系 数 Κ1 = 01125W (m ·℃)。
用性和可靠的温度控制三个关键技术问题。 北京钢铁研究总院为石油一厂催化裂化装置
现场烟气露点温度测试结果是: 三旋出口烟气露 点温度为 130℃。 以此为基础, 经过系统分析研 究, 最终确定保温层设计的原则和目标如下:
a) 再生器、外取热器、外循环管、三旋及烟气 管道钢壁实际温度在各个部位、方位、全年各种气 候情况下均控制在 140~ 200℃范围内; b) 结构整体防水, 可承受自然条件下的风
催化裂化再生器应力腐蚀防护措施的研究
催化裂化再生设备应力腐蚀特征分析

试验研究文章编号:100027466(2002)0120020204催化裂化再生设备应力腐蚀特征分析Ξ程光旭1,朱继刚1,朱文胜2,鱼 济2(1.西安交通大学环境与化工学院,陕西西安 710049;2.兰州炼油厂设备研究所,甘肃兰州 730060)摘要:调查分析了国内炼油厂催化裂化装置中再生器的应力腐蚀现状,结合兰州炼油化工厂重油催化裂化再生器的运行工艺和介质等参数,分析了再生器应力腐蚀的特征,并探讨了实际生产中有效的应力腐蚀防护措施。
关 键 词:催化;再生器;应力腐蚀中图分类号:TQ052 文献标识码:ACharacteristics analysis of stress corrosion in catalytic cracking reclaiming equipmentCHEN G Guang2xu1,ZHU Ji2gang1,ZHU Wen2sheng2,YU Ji2(1.Xi’an Jiaotong University,Xi’an710049,China;nzhou Petroleum Processing EquipmentResearch Institute,Lanzhou730060,China)Abstract:Investigation of stress corrosion in catalytic cracking reclaiming equipment was carried out.The refinery pro2 cessing and medium parameters were measured in Lanzhou Petroleum Processin g and Chemical Complex SINOPEC.The characteristics of stress corrosion were analyzed as well.Finally,the measurementc of corrosion protection were presented.K ey w ords:catalysis;regenerator;stress corrosion 炼油厂催化裂化装置(FCCU)通常以重质馏分油为原料,用硅酸铝等作催化剂,在反应器中进行裂化反应,以制取汽油、轻柴油等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
失效分析重油催化裂化再生器应力腐蚀开裂分析及处理刘立林(大庆石化总厂炼油厂机动处 大庆163711)摘 要 分析了再生器壳体裂纹产生的原因,认为应力集中及器壁温度低和酸性气的存在是产生裂纹的主要因素,采取对裂纹部位进行挖补、减薄衬里厚度以提高壁温的方法进行了修复。
投用后运行良好,有效解决了再生器应力腐蚀问题。
该方法既消除了设备隐患,缩短了修复工期,又节约了大量资金,实现了降本增效,可供同行业参考与借鉴。
主题词 催化裂纹 再生器 应力腐蚀开裂 对策ANAL YS IS AND TR EA TM EN T O F STR ESS CO RRO S I ON CRA CK I N G O F TH E R EGEN ERA TO R I N FLU I D CA TAL IT I C CRA CK I N G SYST EML iu L i-l i n(M echan ical and Pow er D epartm en t,O il R efinery of D aqing Petrochem ical Comp lex,D aqing163711)Abstract T h is paper analyzes the reason of creating crack s in the generato r shell1Concen trati on of the stress,low temperatu re of the regenerato r shell and acidic gas w ere the m ain facto rs of creating crack s1R em edy w as m ade by cu tting and patch ing on the crack s and reducing th ickness of the liner to increase the w all temperatu re1T he operati on w as good after pu tting it in to service and the p rob lem of the regenerato r stress co rro si on w as effectively so lved1Keywords Catalytic crack ing R egenerato r SCC Coun ter m easu re1 引 言近几年来,我国重油催化裂化装置再生器等主要设备在运行315~5a后相继出现了大量裂纹,其中大多数为穿透性裂纹。
大庆炼油厂在对重油催化裂化装置再生器壳体开裂原因进行认真分析的基础上,提出了对裂纹进行挖补处理,同时将再生器衬里厚度由150mm减薄为100mm以提高壁温的修复方案,并在1998年5月装置大检修期间利用25d的时间进行了实施。
投用后运行良好,有效解决了再生器壳体应力腐蚀难题。
2 再生器概况大庆炼油厂重油催化装置加工能力为100万t a,其主要设备再生器为二密相烧焦罐上下式一体结构,于1992年10月投产。
再生器简图见图1。
再生器基本参数如下:主要尺寸:<8600mm <5200mm×26mm 24mm ×46838mm,设计压力(表):0134M Pa,操作压力(表):0125M Pa,烧焦罐设计温度:760°C,操作温度: 670~710°C,介质:待生催化剂、烟气。
器壁材质过渡段及以上部分、下封头为16MnR图1 再生器简图低合金钢板,过渡段下部筒体为日本J IS标准SPV36钢板。
再生器内衬150mm厚带龟甲网的隔热耐磨双层衬里。
再生器金属总重为333t,包括衬里总重为583t。
再生器制造及现场组对焊缝以100%射线探伤第21卷第3期2000年3月腐蚀与防护CORRO S I ON&PRO T ECT I ONV o l.21 N o13M ar12000拍片进行检查,按GB3323-87标准, 级为合格。
实际拍片3110张,其中 级片2426张, 级片534张,一次合格率95133%。
焊缝总长为733172m。
3 再生器开裂情况1995年我厂曾对该设备焊缝进行过20%超声波探伤,同时对焊缝表面进行磁粉探伤,均未发现裂纹。
1997年1月首先在再生器下部筒体三层平台外循环管环焊缝等处发现有裂纹产生,当时做了补焊加强处理;同时加强了对再生器外表面宏观裂纹的检查。
又发现再生器及所属管道焊缝出现大量的穿透性横向裂纹,且向焊缝两侧的母材延伸,并有新的裂纹不断出现。
裂纹主要集中在再生器过渡段下部筒体二至六层平台的容器器壁及附近。
截止1998年4月,宏观检查已发现穿透性裂纹达249处。
其中:再生器过渡段下部筒体焊缝出现裂纹136处,再生器进外取热器下料管焊缝出现裂纹82处,再生器外循环管焊缝出现裂纹31处。
1998年5月对装置进行检修,将再生器过渡段以下衬里全部拆除,喷砂除锈后进行了100%的着色及磁粉探伤,焊缝进行了100%的超声波探伤,外表面焊缝进行了100%的着色及磁粉探伤。
探伤检查结果,再生器下部壳体共发现裂纹336处,其中纵向裂纹15处,横向裂纹321处。
纵向裂纹沿环焊缝断续长度超过3m的有5条,最长5m,位于再生器壳体下部四层平台的环焊缝上,个别部位已裂透, 80%以上裂纹深度在20mm。
4 裂纹产生原因分析411 裂纹起源部位再生器在运行时,采用超声波探伤法对宏观检查发现的两处微裂纹进行了检查,确定微裂纹为穿透性裂纹;采用试漏法检查其它微裂纹,发现所有宏观检查出的裂纹部位均有烟气漏出,出现鼓泡现象。
同时,用试漏法检查又发现了大量宏观检查未检查出的其它穿透性裂纹。
检查分析表明,裂纹起源于再生器器壁内侧是由内壁形成微裂纹后向外壁表面扩展所致。
412 烟气酸露点测试及介质成分分析(1)烟气酸露点测试 使用英国LAND公司生产的200型酸露点仪对再生烟气的酸露点进行了测试。
测试时间为1998年3月26日,测试位置在三旋入口,测试结果烟气酸露点为127°C。
(2)介质成份分析 1998年3月对重油催化再生烟气、原料油、汽油、柴油、油浆及催化剂等样品进行了采集分析。
①现场测得烟气中水汽含量的体积分数为911%,冷凝水呈酸性,pH318。
②烟气中主要组分分析结果见表1。
③利用多种方法分析冷凝水样品、碱性吸收剂样品和氧化剂样品,得到的烟气中微量极性气体组份分析见表2。
④重油催化原料、部分产物及催化剂分析结果见表3。
表1 烟气中主要组分分析结果(%)组份名称含量体积分数N282150O21196CO215154CO<0101表2 烟气中微量极性气体组分分析结果极性气体名称含量 ΛL・L-1SO236SO381NO241NO750表3 原料、部分产物及催化剂分析结果(w%)样品名称N含量S含量原料油01190114汽油361003601003柴油64710038261003油浆01220125新鲜催化剂01320154待生催化剂21810035101003再生催化剂1810034601003 注:标有3的数据单位为ΛL・L-1由上述数据可以看出,烟气中微量极性气体NO x的含量高达791ΛL・L-1,SO x的含量也较高,且烟气中水汽含量达911%,因此可以说,NO x、SO x 等酸性气体的存在为应力腐蚀提供了介质条件。
另外,由于烟气的pH值为318,酸露点为127°C,而再生器过渡段以下实际壁温最高时在110°C以下,烟气在器壁上有形成酸性介质的可能性,并在应力较高的焊缝处形成微裂纹,裂纹不断扩展而成为穿透性裂纹。
因此可以说,器壁温度较低且烟气冷凝液呈酸性是引起设备露点腐蚀开裂的原因之一。
413 应力分析再生器过渡段下部壳体制造组装时有43处进行了返修,在这些返修部位均出现了穿透性裂纹。
说明该部位应力过大。
由于焊缝区存在较高的残余应力、组装应力和应力集中,这些应力与运行中的工作应力及热应力相叠加,构成了应力腐蚀的应力条件,又由于器壁温度低于烟气的露点温度,在NO x、SO x等酸性腐蚀介质的综合作用下形成了应力腐蚀裂纹。
414 材质分析(1)化学成份分析 由再生器下部壳体开裂处取样对母材及焊缝进行化学成分分析,结果见表4。
表4 母材及焊缝化学成分分析结果(w%)材料C Si P S M n实测焊缝01180118010540143014301420101801018010140101501015010095113011310127实测母材0117011701150136013601430101901018010120101501014010044113711381153由上表可以看出,母材与SPV36钢板标准成分相符,焊缝成分也符合一般结507焊条成分范围。
(2)材质性能分析 母材和焊接接头拉伸结果见表5。
母材及焊接接头弯曲、冲击、硬度测试结果见表6。
表5 母材和焊接接头拉伸试验结果位置Ρs M PaΡb M Pa∆5,%Ω,%备注母材4105753070焊缝-570--<10mm圆拉棒均断于母材表6 母材及焊接接头弯曲、冲击、硬度测试结果冷弯试验d=3a1100°HV冲击功A k J 母材热影响区焊缝热影响区焊缝合格178178253249225225135140170162合格177251225141150上述结果表明再生器筒体母材和焊结接头具有较好的强度和塑韧性,其性能指标均符合相关标准。
(3)金相分析 取样对横向裂纹和纵向裂纹进行宏观与微观检验,发现横向裂纹跨过焊缝进入母材,在焊缝中有少量分枝,进入母材后分枝明显;纵向裂纹处于焊缝热影响区内的粗晶内,启裂于焊缝内表面的最后焊道过热区的咬边处。
经高倍显微镜观察发现:①母材组织为等轴铁素体A+马氏体,铁素体晶粒较细,带状组织明显;②焊缝组织为沿柱状晶晶界析出的先共析铁素体+细针状铁素体;③内表面最后焊道组织为贝氏体+马氏体。
在该区中测量的显微硬度值分别为370、332、299、310、358、345与358HV硬度值很高;④横向裂纹在焊缝中的扩展途径以穿晶为主,局部可见沿晶特征,裂纹分枝较多,见图2;⑤纵向裂纹分枝较多,裂纹尖端充满浅灰色腐蚀物,以穿晶为主,少量沿晶开裂。
(4)断口分析 断口靠内壁侧呈红褐色,向外表面及母材方向逐渐变黑,经化学处理后呈黑色,这图2 再生器裂纹的树枝状结构 40×表明腐蚀产物的本色为黑色。
后经水作用逐渐变成水锈,因此,呈红褐色部位是先开裂部位。
从断口上的放射状条纹来看,裂纹萌生于内表面最后焊道的表面,然后向外扩展。