IE工业工程教材
IE工业工程培训教材-第1章
第一部分工业工程第一章IE基础1. IE (Industrial Engineering) 的概要IE的定义所谓IE是对综合人、材料、设备、能源等所有系统进行设计、改善、稳定化为目的的。
将综合后的所有系统进行稳定化时,为了显示和评价形成的结果,使用工学分析或设计原则与技法,同时使用数学、自然科学、社会科学等专业知识或技法。
机人IE(综合化与系统改善)物法(1) IE是以人为本形成的技术。
以人为本形成并以管理系统为对象。
(2)IE 是把系统设计的改善与稳定化作为重点。
设计或者新系统的稳定化过程中预测到会发生什么样的结果而做出评价是很重要的。
(3) 依赖于系统与运营者的作用以及组织化。
为了对应生产技术的变化必须改变系统运营者的作用,并对其进行规定和组织化。
IE 是针对以生产现场为中心的作业进行(1) 系统的分析:作为现在的系统应该达到的成果,实际没有达到预计的成果时,进行发现问题并进行控制管理的研究。
(2) 系统的改善:现在的系统达到的成果不够充分和作业不方便而有必要改善其中一部分的时候,研究其改善的办法。
(3) 系统的设计:发生新的状况使得现在的系统难以达到充分的成果时,查找需求来研究设计新的系统。
图I 1—1管什么产品相互之间都可以交换的性质 第二期 (19世纪末期)F.WTAYLOR科学管理法的创立:工时定额研究(1886)-确立IE 基础-取得一人一日的工作量标准,改善工作方法 F.BGIBRETH动作研究(1911年)—人的基本动作分为18种类,寻找最好的方法第三期第二次世界大战期间E.M A Y OMORAL 的发现W .ASHEWART创造管理图(1931年) 第四期第二次世界大战后AIIE(美国IE 学会)创立 1948年表I1—1随着生产结构的复杂化,生产过程中对人与机器之间的相互作用等的分析,其必要性不断增加。
现象与对未来的分析结果,对决策起很大的作用。
(日本 94%,美国 87%)正在提高 差不多 无反应或降低日本48%46%4%2%美国2. IE 的发展方向IE 的重要性[IE 对决策的影响]图I1—2(1) 作为常识性的IE通过基础性的IE 技法教育,使公司所有员工都应该懂得。
精选IE工业工程基础知识培训教材lno

左右手自然下垂以肘为中心、小臂
为半径所能达到的空间范围
最佳的工作台布置:
位于正常视角之内,便于双手同时动作
布置均成圆弧形,以适应双手的动作范围
斜底,使材料尽可能
滑进到操作者前面的近处
A.
B.
C.
动作经济原则四:工具、物料应置于固定处所及工作者前面近处,并依最佳的工作顺序排列。
该原则的分析要点:工具和物料应有明确而又固定的存放地点,使操作者养成习惯和迅速的反应,不需用眼睛注视,手就会自动地找到正确的位置操作者可以不经考虑、思索,就能顺利地进行工作工具及物料应布置在使人能运用第3级动作的范围,最大亦只能在第四级动作的范围最佳的操作台应该按照斜底、圆弧形、角度位于正常视角之内的样式布置
圆弧型挥动时,(即后面挥上,前面打下)
因由后面挥上时所产生动能有助于自前面打下,
故肌肉不易疲劳,可以提高效率
从上图可以发现:
连续曲线运动圆滑快
速,省力而不易疲劳
动作经济原则三:尽可能利用物体的动能,曲线运动较方向突变的直线运动为佳.弹道式运动较受控制的运动轻快,动作尽可能有轻松的节奏。
该原则的分析要点:充分利用工作物运动时具有的动能来改进工作运用连续曲线运动圆滑快速的特点来改进工作,省力而不易疲劳把操作安排得流畅、轻松地从一个动作过渡到另一个动作,并按节拍进行,从而达到提高效率、减少疲劳的效果
桌面与坐椅的高度:
应与肘部相平
该原则的分析要点:适当的照明可改善精细工作的视力疲劳合适的坐椅应使坐者的重量压在臀部和骨架上,坐椅的高度应稍低于小腿高在工作时桌面的高度应使小臂处于水平位置,站立工作时,桌面也应与肘相平。
动作经济原则六:应有适当的照明设备,工作台和坐椅式样及高度应使工作者保持良好的姿势及坐立适宜。
IE工业工程培训教材INDUSTRIALENGINEERING
为什么IE会受到重视
因为它能够提高生产率! 众所周知,日本是一个国小、人多、 资源缺乏的小国。二次大战后,厂房、道 路、桥梁都受到严重破坏,经济面临全面 崩溃,全年1/3时间停产,加上600万日军 和移民拥回而失业人数激坛。
11
为什么IE会受到重视
再看今天的日本,面积不到38万平 方公里,人口不过1亿多,但国民生产总 值占世界国民生产总值的10%,据1980 年的统计,日本国民的人均生产总值为1。 087万美元,居世界第二位。
8
IE的意识
成本和效率意识 问题和改革意识 工作简化和标准化意识 全局和整体化意识 以人为中心的意识。
9
眼睛向内(指企业内),靠挖掘潜力提高生产率 永不自满,永无止境的改革意识和进取精神 不能容忍任何形式的浪费,不放过 一点一滴的节约─IE成功的基础。 从全局出发,追求系统效益 IE活动的成果一定要制成标准 无条件地按所规定的标准干自己的工作
23
IE七大手法之五五法
1.定义: “5W1H法”又称“五五法”或“质疑创意法”。
Why ——为什么干这件事?(目的); What ——怎么回事?(对象); Where——在什么地方执行?(地点); When ——什么时间执行?什么时间完成?(时间); Who ——由谁执行?(人员); How ——怎样执行?采取哪些有效措施?(方法)。
12
为什么IE会受到重视
拿汽车工业来说:
美国用工量 装配一辆汽车 33个 制造一辆车身 9.5小时 制造一发动机 6.8小时
日本用工量 14个 2.9小时 2.8小时
13
IE七大手法
防错法 动改法 五五法 人机法 双手法 流程法 工作抽样法
14
IE七大手法之目的
工业工程教材IE导入教材

动作分析
从 整 体 到 局 部
分析对象
整个过程
从 粗 到 细
最先单位 工序
具体工序
操作
操作过程
动素
2.3 手法分析过程
工业工程手法分析步骤
现场调查
程序分析
作业分析
从宏观至微观
动作分析
工艺流程图分析 平衡生产线分析 流程程序分析 移动路线分析
人机作业分析 联合作业分析 双手作业分析
动素分析 影像分析 动作经济原则
设备 1 1 1 1 1 1 1 1 1 1 1 1 1 0 13
实际产能/班
341
实际人均产能/班 13.1 实际UPH 28.4 实际UPPH 1.1
理论产能/班
455
理论人均产能/班 17.5 理论UPH 37.9 理论UPPH 1.5
平衡率
50.36%
平衡损失率
49.64%
100 90 80 70 60 50 45 40 30 20 10 0 探伤
非标准作 业时间
作业测定(确定标准工时)
标准 作业 时间
程序分析 现场调查
现场调查
1.调查了解产品的工艺流程,设备,人员配置; 2.了解产品的内容,计划量,实际产量。 3.原材料消耗,在制品情况,设备配备,设施布局的调查 4.了解检验,搬运手段及方法
程序分析——工作研究的基础
程序分析概述
(1)概念 依照工作流程,对整个现行工作流程逐个的地进行全面
1.11 IE技术人员的知识结构要求
工程技术 基础IE
人类和社会科学
知识 结构
管理科学
计算机科学 数学与统计学
经营管理 经济学
1.12 生产过程中的七大浪费
IE工业工程培训全套教材善用现场IE手法推动生产效力提高

•第一章节 工业工程(IE)活动概论
•1.2 现场IE 手法介 绍
•系统地、综合地、有计划地 •把握现状
•定量的系统 是的思考方法 •客观的判断
•IE手法
•明确的标准
•科学的 •统计方法
•数据收集
•结果是以图表数字形式
•非局部次要问题 •而非凭经验和感觉 •容易统一意见
•从变化中发现规律性的东西 •谁都可以进行相同的判断 •结果和过程都很可靠 •潜在问题会逐渐浮现上来
•第一章节 工业工程(IE)活动概论
•1.2 现场IE 手法介
绍
•
•程
•流程经济原
IE 手 法
•作业 •研究
序分 则 析
•简化 工作并 设计更 经济的
•1.方法\程序 •2.材料
的 体 系
•作 业测 定
•动 作分 析
•动作经济原 则
•客观、公平、准确地 确定工作时间标准
方法和 程序
•3.工具与设备 •4.环境与条件
•(2)发现工序问题点
•①产生浪费的工序
•改进
•②工时消耗较多的工序
•重排简化此工序
•③停滞及闲余工序
•减少
•④过于细IE工分业或工重程复培的训工全套作教材善•合用并现场IE
手法推动生产效力提高
•2.1程序分析概述
•第二章节 程序分析与流程经济原则
•分 类
工
与程
注分
意析
事
项
PPT文档演模板
产品工艺分析 •作业流程分析 联合作业分析 事务流程分析
•用科学的分析方法
•对生产系统 •进行观察、记录、分析,
•尽快地发现浪费、不合理、 •定量性 不可靠的地方
精选工业工程IE完整

P-4
工业工程的范畴:
美国国家标准ANSI-Z94(82年)
1、生物力学; 2、成本管理; 3、数据处理及系统设计;4、销售与市场; 5、工程经济; 6、设施规划与物流;7、材料加工; 8、应用数学(运筹学、管理经济学、统计 和数学应用等) 9、组织规划与理认;10、生产规划与控制(含库存管理、运输路线、调度、发货等)11、实用心理学;12、方法研究和作业测定;13、人的因素; 14、工资绩效管理; 15、人体测量;16、安全; 17、职业卫生与医学;
世界上最大的浪费,莫过于动作的浪费----GiIb以分成以下三个组成部分:
1、增值工作(VA)-增加材料价值的工作(如:两个零件装配或改变零件的形状)。2、一类不增值工作(Type 1 NVA)-工作不增值,但是必须要做的(例如:取零件或工具),一类不增值活动,或者辅助工作应尽量减少.3、二类不增值工作(Type 1 NVA)-工作不增值而要消除(例如:重复搬运一个零件或过多的走动)。
P-5
为什么IE会受到重视:
因为它能够提高生产率!日本是一个国小、人多、资源缺乏的小国.二次大战后,厂房、道路、桥梁都受到严重破坏,经济面临全面崩溃,全年1/3时间停产,加上600万日军和移民拥回失业人数激增。再看今天的日本,面积不到38万平方公理,人口不过1亿多,但国民生产总值占世界国民生产总值的10%,据1980年的统计,日本国民的人均生产总值为1087万美元,居世界第二位。
P-2
了解IE,从认识企业系统开始
工业工程学是唯一一门以系统效率和效益为研究目标的学科。它以工作研究、运筹学等数学方法为理论基础,以信息技术为手段,对包括制造业、服务业在内的企业或组织中的实际工程与管理问题进行分析、优化与管理。
IE
IE工业工程培训全套教材工作研究PPT50页课件
5. 工作研究考虑的因素
行为因素——劳动专业化
对管理者
对劳动者
有利影响
能迅速培训劳动力 容易招到新工人 生产率高、质量高 工资低 对流水生产,节拍容易控制
为了获得工作只需付出很少教育,较为容易地学会一种工作
不利影响
无人对整个生产负责,质量控制困难 工人对工作容易产生厌倦 工人对整个生产不了解,很难提出改 进意见 适应新产品能力较差
(3) 双手操作图法
(3)双手操作图法示例
螺栓螺母装配
左手
作业
作业
右手
伸手抓螺栓
空闲
抓住螺栓
空闲
将螺栓带回工作区
空闲
手举着螺栓
伸手取垫片
手举着螺栓
抓住垫片
手举着螺栓
将垫片拿回到螺栓旁
手举着螺栓
将垫片装到螺栓上
手举着螺栓
松开垫片
手举着螺栓
伸手抓螺母
手举着螺栓
抓住螺母
……
……
……
……
表示多个工人协同工作或一个工人与一台或多台机器的协调工作,作到“最佳”。(1) 操作人员空闲时间最少(2) 一个工人看管的最佳机器台数(3) 机器闲置的时间最少(4) 一定数量的机器最佳工人数(5) 成本最小(人工成本+机器成本)
重复劳动,易厌烦 贡献小,不能有满足感 易疲劳 更换新工作困难
5. 工作研究考虑的因素
行为因素——工作扩展
横向扩展 —— 能操作更多的作业纵向扩展 —— 能对自己的工作有一定 的管理权扩展的结果: 对质量改善、生产效率 提高有效果
① 放模
改善后的人机程序图
取成品
取模
停机
18
12
8
IE工业工程培训教材(PPT 58页)
方法研究与 作业测定
安全
数据处理与 系统设计
销售与市场
材料加工
人的因素 职业卫生
组织规划与 理论
绩效与薪 酬设计
生产规划 与控制
应用数学
学科分支
SPC
管理经济学
运筹学
• 对IE的基础认识
➢IE是以工程技术为基础,配合科学管理的技巧
来发现问题、解决问题、预防问题。
➢IE最终目的是经由管理的运作,使企业能获得
• IE引导课程
➢为2003年01~02月开课之IE课程作引导性
介绍;
➢重点:了解IE的思想; ➢IE:Industrial Engineering 工业工程; ➢课程结构:六大模块,预计24学时;
• 关于生产管理的思考
➢请仔细阅读讲义-《精益思想》
– 15分钟时间
➢同时思考!
– 什么是精益生产? – 我们拥有哪些资源? – 丰田的做法有何借鉴意义? – 我们追求的目标? – 什么才是最好的模式?
➢零停滞(Delivery-快速反映、确保交期)
– 同步化生产,最大限度压缩前置时间(lead time), 消除中间停滞
➢零灾害(Safety-安全第一)
– 安全防范体制化-OSAHS体系建立
产 品 开 发 与 设 计 系 统
生 产 计 划 与 物 流 系 统
现 场 IE 改 善
均 衡 化 与 同 步 化
”及“作业测定”所构成。
• 方法研究分析技巧
探讨项目 制造整个工程系统
工厂布置 物料移动 作业区域的配置
内容
从原料→生产→成品至出 货为止。
工具及工作方法而产出产品,而此产出的 方法是否是:
– 生产过程最理想? – 生产的工作方法最好? – 机器及工具是否最适当? – 物料是否最正确?
IE工业工程技术培训教材
一、工业工程(I E-Industrial Engineering)的涵与应用二、标准工时结构分析三、时间衡量系统介绍四、疲劳或休息宽放(Fatigue or Rest Allowance)之订定五、工业工程之常用工具3 3 5 69 9 911 11 11 1416 16 16171718 21 24 273233 36 42 49一、工业工程(I E-Industrial Engineering)的涵与应用(一)工业工程之定义与涵Industrial Engineering is concerned with the design, improvement, and installation of integrated systems of people, materials, information, equipment, and energy. It draws upon specialized knowledge and skill in the mathematical, physical, and social sciences together with the principles and methods of engineering analysis and design to specify, predict, and evaluate the results to be obtained from such systems.~ IIE-Institute of Industrial Engineering ~美国工业工程协会之定义:工业工程系有关设计、改进及建立包括人员、物料、信息、设备、能源的整合系统;其系利用数学、物理学、社会科学中的专门知识与技术以及工程分析、工程设计的原理与方法,去确立、预测及评估系统之结果。
Contents of Systems designed by Industrialand system engineer*Human Activity System1) The manufacturing process itself (or processing procedures of a service organization).2) Materials.3) Machine and equipment.4) Methods by which workers perform tasks.5) Layout of facilities and specification of material flow.6) Material handling equipment and procedures.7) Workplace design.8) Storage space size and location.9) Data recording procedures for management reporting.10) Procedures for maintenance and housekeeping.11)Safety procedures.*Management Control System1) Management planning system.2) Forecasting procedures.3) Budgeting and economic analyses.4) Wage and salary plans.5) Incentive plans and other employee relations systems.6) Recruiting, training, and other placement of employees.7) MRP-Materials requirement planning.8) Inventory control procedures.9) Production scheduling.10) Dispatching.11) Progress and status reporting.12) Corrective action procedures.13) Overall information system.14) Quality control system.15) Cost control and reduction.16) Resources allocation.17) Organization design.(二)IE 机制建立(a) 基本业务(Primary Activities)(b) 工程业务(Engineering Activities)(c) 咨询业务(Consultation Activities)An Overview of IE-Industrial Engineering(三)、IE Operating Function & Basic Training1. 制程设计‧产品组合分析‧作业工时分析: 码表测时、评比、RWF‧Tact Time(T.T.)订定‧作业人力与工作站需求计算‧工作站作业容设计与作业标准工时订定‧生产线平衡‧治具、工具、夹具设计‧工作站布置设计:人因工程学(Ergonomics)、动作经济原则2. 流程设计‧工厂布置(生产区、仓库区、厂房设施、办公室、信道、其它区域):SLP-Systematic Layout Planning 、SHP-Systematic Handling Planning‧动线设计(人流、物流)‧物料传送系统(Materials Transport System):传送设备、传送人力、传送频率‧动力传送系统:压缩空气、电力、生产用水、生产用气体、生产用油料‧厂务设施系统:空调、广播、废气排放、废料处理、接地导电、噪音防治、信号、通讯、网络3. 标准成本设定‧产能设定:生产设备/设备工时总需求量与、作业人力/作业工时总需求量‧预算编列‧工时费用率订定:机器设备工时、作业员工时、研发工时、其它服务工时‧技术资料订定:机器设备效率、作业员效率、产品标准工时(机器设备工时、作业员工时)、产品收成率、产品不良率、工时宽放率、非生产性工时‧材料标准成本‧创始成本(Initial Cost)分摊率订定: 研发成本、专用设备成本、专用模具成本4. 投资决策评估‧工程经济‧Decision Calculation5. 经营管理‧绩效分析与管制(PAC-Performance Analysis and Control)‧绩效奖励制度‧提案(建议案)制度‧稼动率(操动率)管理‧PPS-Philips Production System‧Layout Planning and Material Handling System‧生产力评估系统6. 经营管理改善‧价值分析/价值工程(VA/VE-Value Analysis and Value Engineering)‧工作分析与改善‧流程分析与改善‧Layout/Material Handling 分析与改善‧装配性评估与改善(DFA-Design For Assembly): 人工装配、自动化装配 ‧职务分析与改善: 负荷分析、职务分配、工作改善、流程改善 ‧组织价值分析(ORVA-Organization Value Analysis)与改善 ‧组织结构分析与改善: 组织层级、管理幅度 ‧组织气候调查(士气调查)与改善 ‧作业研究(O.R.-Operations Research) ‧Supply Chain/Value Chain 分析与改善二、标准工时结构分析 (一)E-system正常速度60单位(Normal speed/tempo 60 E ) 系指一个作业人员依照下图之方式执行其工作也就是说在一小时(钟表时间)其总工作容(Work Content )或工作量为60分钟,其中包括54.5分钟的操作(Operation )和5.5分钟的休息疲劳宽放(Rest/Fatigue Allowance )。
IE工业工程概论培训教材
P 学管理提供决策依据。 A
IE
D C
IE是改期善待的效成率果、成本、品质的方法科学; 规划
效率提升
设计
成本降低 企业影响力提升
评价 改进
创新
■8/75 工业工程(Industrial Engineering )
2、IE 的 发展历史与原理
IE是科学管理法的起源
年代
代表人物
跨越点
第一期 (19世纪中后期)
55 -15
■ 工业工程(Industrial Engineering )
a26、/75 改善的着眼点─全体
• 全体的合计时间、搬运距离、以及所需人员与每一项工程所需的 时间,从搬运距离以及所需人员看来,改善的重点在那儿呢?(最 好是制作草拟图,以便找出重点)。
• 有没有欲罢不能的工程? • 有没有可以同时进行的工程 • 能否更换工程的顺序,以便减少工程数、所需时间、搬运距离,
效果
时间(分) 改善前 改善案 效果
距离(m) 改善前 改善后 效果
作业 6
5
-1 27.3 25.3 -2.0 --
--
--
移动 7
5
-2
0.7 0.55 -0.15 70
55 -15
检查 1
0
-1
2.0
0
-2.0 --
--
--
等待 1
0
-1
3.0
0
-3.0 --
--
--
合计 15
10
-5 33.0 25.85 -7.15 70
精益 管理
促进提高管理水平 提升生存能力和市场竞争力
产线自主 维持改善
现场5S/工艺纪律遵守; 改善提案;自检自评;
IE工业工程培训全套教材善用现场IE手法推动生产效力提高
•(2)发现工序问题点
•①产生浪费的工序
•改进
•②工时消耗较多的工序
•重排简化此工序
•③停滞及闲余工序
•减少
•④过于细IE工分业或工重程复培的训工全套作教材善•合用并现场IE
手法推动生产效力提高
•2.1程序分析概述
•第二章节 程序分析与流程经济原则
•分 类
工
与程
注分
意析
事
项
PPT文档演模板
产品工艺分析 •作业流程分析 联合作业分析 事务流程分析
•问题说明简洁明了 •容易理解 •增强职员对品质与效率的责任感
•现场作业及管理人员使用分析
•应用
•在短时间内检查工艺全过程
IE工业•加工程深培对训工全套艺教过材程善用的现理场I解E
手法推动生产效力提高
•I E 活 动 形 式、 特 征 分 类
PPT文档演模板
•第一章节 工业工程(IE)活动概论
•1.2 现场IE 手法介 绍
问题关系到几个部门
法解决的问题
门相关
主要责任部门
部门内
部门内
推进 方法
案例
注意 事项
·有关部门责任分担
·其它部门提出解决方案
·项目会议统筹进度及各部技 ·其中部分工作内部完成
术
·接受指导
部门内小组推进 ·QC小组内部解决
·工场整体的改善 ·工装夹具改良,自动化
·标准时间的设定 ·夹具,设备引进 ·设备改良 ·作业标准的设定,改订
•制 造 业 生 产 活 动 的 特 点
PPT文档演模板
•1.2 现场IE 手法介 绍
•硬件 •围绕材料加工的制造技术(工艺)与设备;
•软件 •集成系统(人、材料和设备)的控制和管理
IE工业工程培训教材-第3章
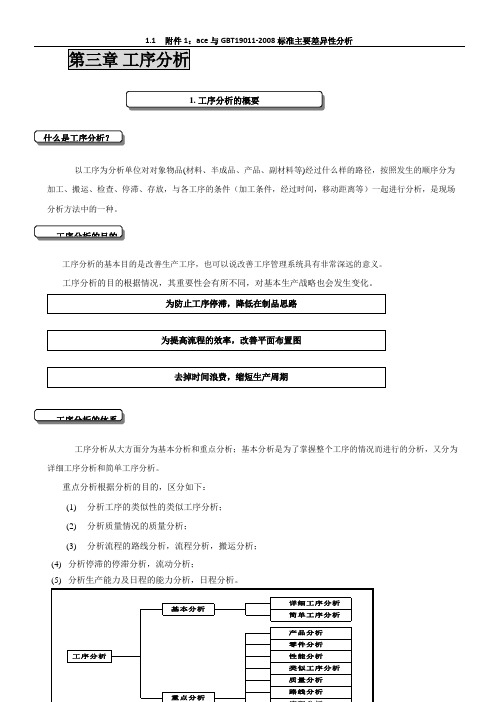
第三章工序分析1. 工序分析的概要什么是工序分析?以工序为分析单位对对象物品(材料、半成品、产品、副材料等)经过什么样的路径,按照发生的顺序分为加工、搬运、检查、停滞、存放,与各工序的条件(加工条件,经过时间,移动距离等)一起进行分析,是现场分析方法中的一种。
工序分析的目的工序分析的基本目的是改善生产工序,也可以说改善工序管理系统具有非常深远的意义。
工序分析的目的根据情况,其重要性会有所不同,对基本生产战略也会发生变化。
为防止工序停滞,降低在制品思路为提高流程的效率,改善平面布置图去掉时间浪费,缩短生产周期工序分析的体系工序分析从大方面分为基本分析和重点分析;基本分析是为了掌握整个工序的情况而进行的分析,又分为详细工序分析和简单工序分析。
重点分析根据分析的目的,区分如下:(1)分析工序的类似性的类似工序分析;(2)分析质量情况的质量分析;(3)分析流程的路线分析,流程分析,搬运分析;(4)分析停滞的停滞分析,流动分析;(5)分析生产能力及日程的能力分析,日程分析。
图I3—1掌握工序的顺序,物流等整个工序的分析叫做工序的基本分析。
图I3—2基本分析分为详细工序分析和简单工序分析。
(1)详细工序分析是指在改善生产方法(工序,工序顺序)或者编制作业流程中,对详细调查项目进行调查分析的方法。
(2)简单工序分析是表示产品整体的工序系列或者相互关系,以工序顺序为中心,为掌握整体性的生产方法而进行的分析。
☺所谓工序是指1名作业者,1台机器或者1个作业区域,为了完成某项的作业(目的),所分担的作业范围。
☺在工序分解中重要的是在工序分析上怎么样捕捉到的作业看成是1个工序;掌握工序的方法分为下面3个阶段,应根据工作单位构成的概念去考虑会便利一些。
表I3—1☺上述工作单位构成概念是依据M.E.MENDEL的提案,比起M.E.MENDEL工作单位的构成概念,有更多层次的标准,在这里以3个层次的标准出现。
☺作业工序单位的分割虽然根据分析目的或改善目标等的不同而有所不同,但大体的分解思考方式如下:(1)普通分解:1名作业者在规定的作业场所中,为达到某些目的而担负的作业范围。
IE工业工程部标准化教材
目錄目錄---------------------------------------------------------------------------------------------1~3第一章:IE的起源及認識1、IE的起源----------------------------------------------------------------------------------------52、對IE之認識------------------------------------------------------------------------------------63 、IE行業的應用範疇--------------------------------------------------------------------------34、TPV IE的組織架構---------------------------------------------------------------------------45、製造處的組織架構----------------------------------------------------------------------------56、公司的總體架構-------------------------------------------------------------------------------6第二章:理論研究1、IE工程師需運用哪些學科知識-------------------------------------------------------------62、IE的七大手法----------------------------------------------------------------------------------83、工作研究-----------------------------------------------------------------------------------------94、方法研究----------------------------------------------------------------------------------------105、工程分析----------------------------------------------------------------------------------------116、動作研究----------------------------------------------------------------------------------------127、時間研究----------------------------------------------------------------------------------------138、標準時間--------------------------------------------------------------------------------------9、動作經濟原則--------------------------------------------------------------------------------1410、工作簡化法----------------------------------------------------------------------------------- 1511、生產線平衡法---------------------------------------------------------------------------------12、工廠佈置法------------------------------------------------------------------------------------1613、稼動分析法------------------------------------------------------------------------------------1714、成本分析---------------------------------------------------------------------------------------18第三章:基礎研究1、TPV料件編碼規則------------------------------------------------------------------------- -202、BOM的識別-----------------------------------------------------------------------------------193、制程結構分析----------------------------------------------------------------------------- -- -214、F/N、TPD、ECN------------------------------------------------------------------------- ----225、終端機的使用----------------------------------------------------------------------------- ----236、電子元器件之識別----------------------------------------------------------------------------247、作業指導書製作技巧-------------------------------------------------------------------------258、作業指導書發放管制流程-------------------------------------------------------------------269、盤點知識----------------------------------------------------------------------------------------2710、工時、生產力分析----------------------------------------------------------------------------2811、靜電手環的測試方法-------------------------------------------------------------------------2912、電鎖扭力的測試方法-------------------------------------------------------------------------3013、新機種運作流程-------------------------------------------------------------------------------3114、CRT編碼規則---------------------------------------------------------------- -----------------3215、基座編碼規則----------------------------------------------------------------------------------3316、機種編碼規則----------------------------------------------------------------------------------3417、朔料件確認流程-------------------------------------------------------------------------------3518、治具的設計規範-------------------------------------------------------------------------------3619、治具編碼規則----------------------------------------------------------------------------------37第四章:技術研究1、手工焊接及焊點連接工藝------------------------------------------------------------------382、元件打膠工藝---------------------------------------------------------------------------------394、元件腳成型工藝------------------------------------------------------------------------------405、元件傾斜、相碰預防法---------------------------------------------------------------------416、PCB LAYOUT設計規範------------------------------------------------- ------------------427、PCB板氧化防止法--------------------------------------------------- --------------------- 438、A/1自插SPEC-------------------------------------------------------------------------------449、防靜電知識----------------------------------------------------------------------- -4510、安規常識--------------------------------------------------------------------------4611、塑膠件常識-----------------------------------------------------------------------4712、模具基本知識及常見不良-----------------------------------------------------4813、GAP的種類及解決方法-------------------------------------------------------4914、殼子碰/刮傷的檢驗規範------------------------------------------------------5015、錫爐焊接原理及工藝保證-----------------------------------------------------5116、錫爐架構分析--------------------------------------------------------------------5217、錫爐參數分析--------------------------------------------------------------------5318、錫爐的日常保養-----------------------------------------------------------------5419、SMT錫膏的成份及存儲環境要求-------------------------------------------5520、錫膏印刷技術--------------------------------------------------------------------56第五章:其他附件1、4M管理-----------------------------------------------------------------------------572、5S(6S)活動----- ----------------------------------------------------------------583、什麼是FMEA、FAI、CLCA、8D Sheet-- ---------------------------------594、八大浪費----------------------------------------------------------------------------605、防止不良之七大要素-------------------------------------------------------------616、什麼是JIT---------------------------------------------------------------- ---------- 627、如何召集會議------------------------------------------------------------ ----------638、稽核要點----------------------------------------------------------------------------649、如何寫好報告-------------------------------------------------------------- -------6510、6個SIGMA------------------------------------------------------------------------6611、統計制程式控制制SPC----------------------------------------------------------------6712、PDCA--------------------------------------------------------------------------------6813、5W,2H-----------------------------------------------------------------------------6914、工單識別及運營流程------------------------------------------------------------7015、公司品質政策---------------------------------------------------------------------7116、有效溝通---------------------------------------------------------------------------72第六章:經驗集匯第一章:IE的起源及認識第一節:IE的起源第二節:對IE之認識第三節:IE行業的應用範疇第四節:TPV IE的組織結構第五節:公司的總體架構第一節:IE的起源從第二次世界大戰後,除美國外,歐洲和亞洲各國的經濟均受到不同程度的損失。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
……
创新
产品改进 工艺改进 设施改进 系统组织
工作方法
创新激励 (管Hale Waihona Puke 创新 体制创新 技术创新)……
6.工业工程之意识:
❖ 成本和效率意识; ❖ 问题和改革意识; ❖ 工作简化和标准化意识; ❖ 全局和整体意识; ❖ 以人为中心的意识
7.现代IE的八大研究方向:
工作研究(基础工业工程) 设施规划与物流分析 生产计划与控制 工程经济 质量管理与可靠性技术 人机工程学 管理信息系统 现代制造系统
the results to be obtained—fr—om19su5c5h年sAysIItEem提s出. ,后经修改
1、工业工程(IE)定义
人员 物料 设备 能源 信息
设计
Design
综
合 通过 体
改善 Improve
利用
系
设置
Installation
专门的
数学 物理学 社会科学
知识 技术
工学的
❖ 科学管理的起源: ❖ 1 泰勒的铲煤研究 ❖ 2 吉尔布雷斯的砌砖研究
3、工业工程的原理
工业工程的原理: 1 分析作业方法或机器设备,选定唯一最好成绩
的方法,并以此设定科学的工作方法; 2 对于选定的工作,指派最适当的作业员; 3 对于作业员实施作业方法的训练; 4 在方法和条件相同的情况下,正常人操作同一
8、工业工程在制造业中的应用
项目
领域
作业方法
作业分析
方法研究
动作研究 物流
生产计划
标准化
作业测定
时间研究 PTS法
工厂布局
工厂设备及设计 设备购买和更
新
工资支付
激励 职务评价
管理
工程管理 成本管理
使用率 排序
90%
1
83%
4
66%
5
53% 10
45% 13
60%
7
85%
3
65%
6
85%
2
52% 11
作 3. 工具与设备
标 4. 工作环境条件
准
作业测定
的
决定时间标准
关 制定工作标准
系
训练操作工人
程序分析 作业分析 动作分析
运用上述分析技术,实施工作方法、程序、 环境条件的最佳化,为制定工作标准打下基 础,也为时间研究做好准备。
直接法 合成法
标准工作法+标准时间+其他要求=工作标准
实施标准,产生效益
60%
9
52% 12
37% 14
60%
8
9、效率提升的基础与改善方向
❖ 1 学会观察 ❖ 2 深入分析 ❖ 3 识别问题(连问5个为什么) ❖ 4 改善(针对根本问题)
工 方法研究
作
1. 方法、程序 2. 材料
研
3. 工具与设备 4. 工作环境条件
究
与 设定标准工作法
工
1. 方法、程序 2. 材料
分析 原理 设计 方法
期待的成果
P 产量 Q 质量 C 成本 D 交期 S 安全 F 柔性
规划 设计 评价 改进 创新
战略与经营规划
生产要素 投入 人、财、物
生产过程 生产率测定
产出
产品 服务
生产率=产出/投入 动态生产率指数=测定期生产率/基期生产率
生产率评价、规划、控制、提高
反馈
2、工业工程的原理
❖ The branch of engineering concerned with the design, improvement, and installation of integrated systems of people, material, information, equipment, and energy. It draws upon specialized knowledge and skills in the mathematical, physical, and social sciences together with the principles and methods of engineering analysis and design to specify, predict, and evaluate
4.工业工程之目标:
❖ 使生产系统投入的要素得到有效利用; ❖ 降低成本; ❖ 保证质量和安全; ❖ 提高生产率; ❖ 获得最佳效益!
5.工业工程之功能:
规划
新产品开发 技术革新 成本降低 产品标准化 库存计划
员工培训
……
设计
工厂选址 工厂布置 生产流程 信息系统 安全系统
卫生系统
……
评价
产品设计 经济分析 现有各系统 质量控制 员工业绩
件事情的效率几乎相同。
3、工业工程的原理
⒈推进方式、思维观念由改善向改革转变 ⒉从大量生产转变到精益生产 ⒊ “干不完的生产”向“不过剩制造的生产”转变,推行准时化生产 ⒋推进“七零”生产,生产目标由满足顾客的QCD向PICQMDS转变 生产转换(换模调整)时间为零,追求多品种生产——Products 库存为零,发现问题——Inventory 浪费为零,降低成本——Cost 不合格品为零,强化质量保证——Quantity 故障损失为零,加强生产保全——Maintenance 拖欠为零,缩短交货期——Delivery 伤害为零,追求安全第一——Safety
IE工业工程教材
一、IE技术基础
1、工业工程(IE,Industrial Engineering)定义
❖ 工业工程是对人员、物料、 设备、能源和信息所组成的集成系统, 进行 设计、改善和设置的一门学科。它综合运用数学、物理学、社会科学的 专门知识、技术以及工程分析与设计的原理、方法,对由人、物料、设 备、能源、信息组成的集成系统,进行规划、设计、评价、改进(创新 )的一门学科。
3、工业工程的原理
❖ 推行三即三现主义,由桌子上的IE到现场的IE ❖ 三即三现主义——三即:即时、即座、即应;三现
:现场、现物、现策。即时到现场,即座看现物,即 应制定改善对策(现策)进行改善。使以往现场调查 ,回到办公室分析制定改善方案,再到现场实施转向 推进三现主义,即由桌子上的IE向现场的IE转变。 ❖ ⒍5W2H——由问题意识向疑问意识转变 ❖ 何为问题,即问题意识是传统IE思维方式,5W2H即 What、Why、Who、Where、When、How、How much是定型的工作方法。竞争的激烈将已无时间分 析问题,而应抛弃问题意识,采用新5W2H工作方法 ,疑问意识即5W(Why)——五个为什么得到革新的 原点,2H(How、How much)——最终得到革新智 慧,找到改革问题的真谛,而不仅是改善的方法。