X射线测厚仪在双机架可逆式冷轧机中的应用
使用X射线荧光测厚仪时的注意事项 测厚仪操作规程
使用X射线荧光测厚仪时的注意事项测厚仪操作规程X射线荧光测厚仪是利用X射线穿透被测材料时其强度的变化与材料厚度相关的特性,从而测定材料厚度的仪器,是一种非接触式的动态计量仪器。
X射线测厚仪适用生产铝板、铜板、钢板等冶金材料为产品的企业,可以与轧机配套,还可以用于冷轧、箔轧和部分热轧的轧机生产过程中对板材厚度进行自动掌控。
X射线荧光测厚仪测试原理:对被测样品发射一束——次x射线,样品的原子吸取x射线的能量后被激发并释放出二—次X射线。
每个化学元素会释放出特定能量的X射线。
通过测量这些释放出的二次X射线的特征能量和强度,x射线分析仪就能够对被测材料的镀层厚度和成份供应定性和定量分析。
注意事项:1、机器没有在使用时适时断电。
2、滚轮达到使用寿命时适时更换以免测试结果有误。
3、这一系列的试验要专业人员操作使用,并定期做清洁维护和修理保养工作。
4、机器工作时必需有良好的通风环境。
5、掌控箱部分,须以干布擦拭,不可用湿布。
6、试验杆臂和试验盘心轴,时常加注少许润滑油进行润滑。
该如何选购测厚仪?在工业生产中企业常常需要用到测厚仪检测产品厚度,但是测厚仪的种类也是特别之多,那么该如何选择一款测厚仪呢,下面来和我一起学习一下吧!如何选购1、塑料上的铜、铬层:建议用库仑法测厚仪(会破坏镀层)或X射线测厚仪(无损测量),如铜层在10m~200m可考虑电涡流法测厚仪(无损测量)。
2、金属件上镀锌层:如在钢铁基体上应使用经济的磁感应法测厚仪(无损测量)。
其它金属基体用库仑法测厚仪(会破坏镀层)或X射线测厚仪(无损测量)。
3、铁基体上的电泳漆,油漆应使用经济的磁感应法测厚仪(无损测量)。
其它金属基体上的电泳漆,油漆应使用经济的电涡流法测厚仪(无损测量)。
4、干膜是指己固化了的油漆涂层。
5、镀铬层参考2项、1项。
6、车内外饰件喷漆只有用切锲法(PIG,会破坏涂层),超声波法(无损测量)可测10微米以上涂层,但有时测不到。
价格:磁感应法、电涡流法0.6~3万;库仑法0.8~6万;超声波法5.5~6万;X射线测厚仪25~40万注意事项测厚仪的测试方法紧要有:磁性测厚法,放射测厚法,电解测厚法,涡流测厚法,超声波测厚法。
昆钢十二辊轧机厚控系统应用的初步认识
昆钢十二辊轧机厚控系统应用的初步认识摘要:本文结合昆钢十二辊轧机厚控系统的工作原理,针对在生产过程中出现的故障问题,介绍了本人在参与处理故障工作中的一点体会。
关键词:厚控系统AGC厚度闭环自动控制系统激光测速仪测厚仪昆钢十二辊轧机是双机架的小型连轧机,是昆钢板带工程的改造项目。
于2006年9月30日试生产至今。
轧机主要由自动控制系统、传动控制系统、厚控系统组成。
现将结合对厚控系统原理的一点认识,介绍在对厚控系统故障处理过程的一点体会。
1 系统组成和工作原理十二辊双机架轧机的厚控系统主要由以下几部分组成。
1.1 AGC厚度闭环自动控制系统AGC厚度控制系统的计算机系统,包括二套德国JETTER公司的过程PLC(Jetter Control647,下位机)和一台工业计算机(SIEMENS IL40 P4 /2.4G 256M/40G,上位机)。
每机架单独使用一套PLC,过程PLC与工业计算机之间通过100M以太网进行通信。
与工业计算机相比,过程PLC工作稳定、抗干扰能力强、响应速度快,更适合用于过程控制。
与传统PLC相比,JETTER过程PLC 除能实现一般PLC的各种功能之外,还有面向过程控制的具有多任务同时执行的特点,而且在它的子模块上有智能处理单元,可以独立完成特定的任务,与主CPU同时工作相当于有多个CPU同时控制,使控制响应速度大为提高。
JETTER的过程PLC采用专用编程语言Jetsym编程,SYMPAS 语言简单易学,具有较好的开放性,可以由任何工程师来编写程序,程序简洁而高效、清晰易懂,方便掌握、调试和维护。
上位机计算机用于规程数据库数据的设定输入、修改、调用等管理功能。
并与下位机通过以太网通讯接收轧制过程数据(如轧制速度、轧制力、张力、辊缝位置等),传送轧制规程(如轧制道次、设定的入口厚度、出口厚度、前馈系数、压力AGC控制参数等)。
以Jetter Control647为例,主要控制方式是:(1)预控。
高精度X射线测厚仪的研究与应用
高精度X射线测厚仪专业测控1101学号201102540112姓名卢丰收测厚仪作为一种在线测量板材厚度的精密仪器,在整个轧机的AGC控制系统中占有非常重要的地位。
它为AGC系统提供实时厚度偏差信号,信号的准确和灵敏度直接影响了轧制板材的厚度质量。
瑞清XTC70L X测厚仪可为带钢提供精确,高速的非接触式厚度测量。
它采用模块化设计,配置灵活,维护简便,经济且性能指标优异。
用户能够根据RM 215测厚仪提供的,对测量结果的绝对值或偏差的实时的反馈,来提高产品的质量。
因此,RM 215测厚仪因其响应速度快、噪声低、精度高而在冷热轧线得到广泛应用。
1、X射线测厚仪的组成原理以及技术特点1.1、测厚仪组成瑞清XTC70L X测厚仪的典型平面布置图1:测厚仪主要由主控制柜、接线箱、报警灯、C 型架等部分组成1.1.1、C 型架C 型架位于轧线精轧机组后,包括机械部分、探头、放射源、接收源等;X射线探测头,高压源均由国外进口,分辨率高,响应时间短,使测量数据更精确,保证了产品质量的稳定性和可靠性。
机械部分由一个C型框架、一个驱动气缸、前后限位等组成,在C型框架下部里面,有一个控制、校准用小气缸及其辅助机构,通过CRT触摸屏的软件控制按钮可以驱动气缸进行测量、校准、屏蔽等操作。
放射源在C型架的下臂内的一个黑色铅盒中,并在上面开了一个快门,用来控制放射线的通断。
位于源盒正上方,C型架上臂的圆柱体里面装有探测用的射线探测器、电离室和前置放大电路。
1.1.2、主控制柜主控制柜里有工控机,触摸显示器以及接线柜的总电缆终端、模拟和数字输入输出模块、高速计数器和以太网模块等,工控机的配置包括摩托罗拉680LC40微处理器主板、4MDRAM、1M快闪存储器、一个打印口和软盘硬盘驱动器。
计算机通过多功能数据采集板获取厚度、长度脉冲、和探头温度等模拟信号和气缸位置等数字信号,进行计算输出、厚度显示、机械控制等,以及给轧机AGC系统一个厚度偏差信号。
1450mm双机架平整机二次冷轧厚度控制技术

( T e c h n o l o g y R e s e a r c h I n s t i t u t e , WI S D R I E n g i n e e r i n g& R e s e a r c h I n c o r p o r a t i o n L i m i t e d , Wu h a n 4 3 0 2 2 3 , C h i n a )
r o l l e r i s p u t f o wa r r d t o e l i m i n a t e t h e i n l f u e n c e o n e n t r y t e n s i o n d u e t o A G C a d j u s t m e n t . T h e S u c c e s s —
c e l e r a t i o n o r d e c e l e r a t i o n pe r i o d.I n a d d i t i o n.a I l a c c e l e r a t e d s p e e d c o mp e n s a t i o n f o r e n t r y t e n s i o n
第3 9卷
第 2期
冶 金
自 动 化
Vo 1 . 3 9 No. 2. p 4l一 4 6. 67 Ma r c h 2 0l 5
2 0 1 5年 3月
Me t a l l ur g i c a l I n du s t r y Aut o ma t i o n
・
系 统 与装 置
文献标志码 : B 文章编 号 : 1 0 0 0 — 7 0 5 9 ( 2 0 1 5 ) 0 2 00 - 4 1 - 0 6
X射线测厚仪在二十辊轧机上的应用

X射线测厚仪在二十辊轧机上的应用摘要:简要分析了X射线测厚仪在二十辊轧机厚度控制上的应用及其测量原理、系统结构、性能指标和维护要领。
关键词:X射线测厚仪二十辊轧机厚度控制Abstract:This article analyzes briefly the application research of 20-Hi mill thickness control system of X -ray thickness gauges and its measuring principle, system frame,performance index and some points of maintenance.1 引言随着中国钢铁业突飞猛进的发展,发展高精尖和高附加值的产品是每个钢铁企业所面临的现实问题。
生产高附加值产品不容置疑需要相应的高精度生产设备和先进的控制系统。
二十辊可逆式冷轧机由于其轧制压下率大,轧制控制精度高以及高产量等优点在轧钢行业显现出其独特的优势,我国近年来引进的二十辊轧机已广泛应用于冷轧行业尤其是不锈钢的冷轧行业。
然而,对二十辊轧机来讲,几乎所有的带钢厚度控制系统和关键测量仪表包括X射线测厚仪均为国外引进,所以如何使用好控制系统和测厚仪,使其为生产更好地服务,如何在消化吸收国外先进控制和测量技术的基础上,有效地服务于国内轧机的厚度控制,是摆在所有从事轧制厚度控制理论研究和实际应用领域研究的工程技术人员面前的一个大课题。
正是出于这种考虑和理念,本论文从二十辊轧机厚度测量、厚度控制系统的角度出发,以酒钢不锈钢公司引进的二十辊轧机及德国IMS公司的X射线测厚仪为主要研究对象,简要描述了二十辊轧机厚度控制系统、测厚仪的测量原理、系统配置,性能指标和维护要领。
论文中还对控制系统硬件、软件配置等进行了较为详细和系统的论述与研究,其目的是在掌握现有系统的基础上力求有所进步,为以后的维护工作打下良好的基础。
RM215 80KV X射线测厚仪在南京梅山冷轧板有限公司的应用

[ 参考文献]
[ R 25M , 作手 册.0 6 1 第 2 . i M 1, 1操 ] 2 0 年 月, 版
之后可 以关 闭主控制柜 里
[] 2 邵远敬. 秒流 量液 压A e G 系统 : 用于单机 架可逆 冷轧机 的A C 统 G系
2 关闭服务 箱 内的水 阀 , ) 将过滤 器拆 下来清 洁或 者更 19 年 8 9 4 月第4 期.
2X 射线测厚仪工作原理
从而减 小或消除 x 射线 测厚仪工作原理是根据x 线穿透被 测物 时的强度 号送到压下油缸伺服 阀调节器进行压下控制 , 射 实际厚度与 目标厚度的偏差 。 为秒流量法测量轧 出带钢厚度 图1 衰减 来进行转换测量厚度的, 计算机通 过多功能数据 采集板、 通信 等方式 获取 目标 厚度、 带钢速 度、 和探 头温 度等 模拟 原理 图。
5 预 防性维 护及常见故 障处 理 方法
51预防性维护 .
预 防性维护是指定期检查和维护测厚仪系统。 执行此维护
6 结语
x 线测厚仪的使用 提高了钢卷 的轧制质量 , 射 提高 了成 材 率 , 别是与轧机厚度 自动控制系统 (G ) 特 A C 的结合使用 , 充分
大 大减 少 ' L 殳备发生功 能异 常或 故障停机 的可能性 , 有助 于保 持
技术应用 ・
RM2 58K 1 0 V X射线测厚仪在 南京梅山冷轧板有限公司的应用
葛玉春
( 南京梅山冷轧板有限公司, 江苏 南京 2 16) 115
摘 要: 简要分析应用在南京梅 山冷轧板有限公 司单机 架可逆式冷轧机 x 射线测厚仪的主要组成、 工作原理、 性能指标、 G 控制 、 AC 全标
量 系统选用的是 R 2 5 8 K 射线测厚仪, M 1 0 V x 它是一种 以x 射线 为 带钢厚度值 之间的偏 差, 并对偏差信号从测厚仪到辊缝进行跟 载体 的非接触 式厚度测量 系统 , 通过与A C G 的结合使用 , 为带钢 踪。 即将偏差信号保存到缓冲区 ( 移位寄存 器的跟踪 表内) 在 , 提 供精确 , 高速 的厚度测量 。 为稳定生产、 高产品质 量、 能 该偏差信号的测量点到达辊缝 时取 出, 提 节 并根据 轧机模 数和轧件 降耗提供了有力的保证。 模数 以及厚度方程 , 将偏 差信号转 换成合 适的位 置偏置, 通过 计算机 (L ) PC 的计算 , 经过放大 电路放大, 得到压下调节信号, 调节, 实现带钢入 口厚度偏差的校正, 缩小或消除实际厚度与目 标厚度的偏 差。
X射线测厚仪在宝钢1420 轧机上的应用
X 射线测厚仪在宝钢1420 轧机上的应用引言随着生产工艺对测量精度、测量稳定性要求的提高和旧设备的性能劣化,宝钢分公司1420 轧轧机测厚仪更换改造于2006 年10 月年修期间实施完成,把原来3 台DMC 公司的480 型测厚仪改造为德国IMS 公司的X 射线测厚仪。
至此,分别位于1 机架前后、5 机架前后的4 台冷轧带钢测厚仪全部为技术先进、集成化程度高、性能稳定可靠、测量精度高的德国IMS 公司的X 射线测厚仪,为稳定生产、提高产品质量、增加产能提供了有力的保证。
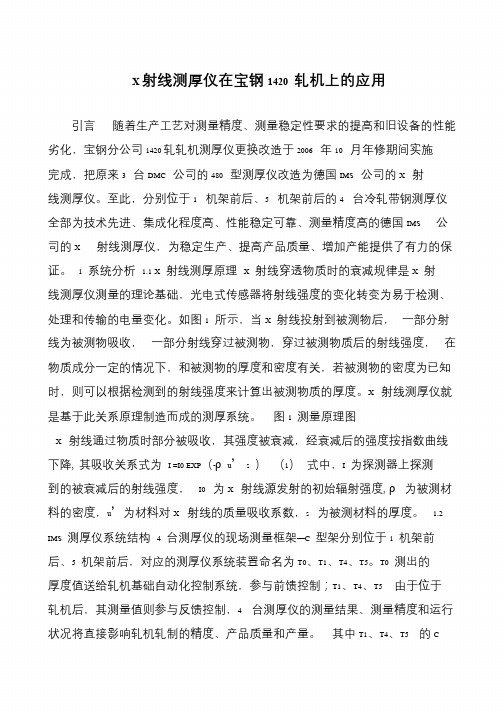
1 系统分析 1.1 X 射线测厚原理X 射线穿透物质时的衰减规律是X 射线测厚仪测量的理论基础,光电式传感器将射线强度的变化转变为易于检测、处理和传输的电量变化。
如图1 所示,当X 射线投射到被测物后,一部分射线为被测物吸收,一部分射线穿过被测物,穿过被测物质后的射线强度,在物质成分一定的情况下,和被测物的厚度和密度有关,若被测物的密度为已知时,则可以根据检测到的射线强度来计算出被测物质的厚度。
X 射线测厚仪就是基于此关系原理制造而成的测厚系统。
图1 测量原理图X 射线通过物质时部分被吸收,其强度被衰减,经衰减后的强度按指数曲线下降, 其吸收关系式为I =I0 EXP(-ρu’s )(1)式中,I 为探测器上探测到的被衰减后的射线强度,I0 为X 射线源发射的初始辐射强度, ρ为被测材料的密度,u’为材料对X 射线的质量吸收系数,s 为被测材料的厚度。
1.2 IMS 测厚仪系统结构4 台测厚仪的现场测量框架—C 型架分别位于1 机架前后、5 机架前后,对应的测厚仪系统装置命名为T0、T1、T4、T5。
T0 测出的厚度值送给轧机基础自动化控制系统,参与前馈控制;T1、T4、T5 由于位于轧机后,其测量值则参与反馈控制,4 台测厚仪的测量结果、测量精度和运行状况将直接影响轧机轧制的精度、产品质量和产量。
其中T1、T4、T5 的C。
X射线测厚仪学习笔记
可逆轧机RY-300D2型测厚仪说明1.测厚原理当射线穿过被测物质时,(主要)产生有光电效应和康普敦效应的作用,其穿过被测后的射线强度,将随着所通过物质厚度的增加而逐渐减弱,与被穿透的物体厚度呈现出一种指数衰减的函数关系。
利用这种函数关系,就可以根据穿透射线引起的检测器电压变化,推算出被测物体的厚度。
2.实现机制测量板带厚度时,放射源发射的射线穿透板带散射进入位于源盒上方的探头电离箱中,引起内部气体的电离效应,产生微弱电流。
在前置放大板(探头中)上的低噪声运算放大器把信号放大到5V左右模拟电压信号,经过接线箱转接后,以差分信号方式送到主电柜后置放大板(即模拟量输入板AI)放大、放大后最大电压为0-10V的信号,由主计算机的模拟量采集卡进行摸数转换(A/D)。
得出板带厚度,通过通信模块反映到LED指示灯及操作终端上。
3.设备硬件组成以及常见故障维修由于RY-300D是一拖二的双机系统,其标准配制,由两台C 型架,两套现场接线箱及气控组件,一个主电柜,一个操作终端和现场LED显示器(出入口各一个)选配几大部分组成。
1.C型架部分图一 C型架及LED灯示意图C型架的上、下两臂的前方分别装有探头和射源盒。
1)探头说明1’机械部分2’探头主电路介绍图三前端放大模块前端放大模块主要有三个器件:三端稳压7915和7815,以及放大器AD549。
三端稳压:检查三端稳压是否损坏,可以在接有24V电压的情况下(射线源关闭)测量图中框出的1、2两个二极管(标号:ZD1、ZD2)的正端。
正常情况下1为-15V,2为+15V;若测量偏差不大,则正常未损坏。
放大器AD549:将前端供电接线端子取下(即板无外直流供电),用手轻碰输入端。
由于AD549放大倍数50倍,手上所带的静电进过放大后会在输出端产生一个约10V的信号。
用万用表测量输出端(黑表笔接0,红表笔接O/P),会得到一个持续时间很短的10V直流电压。
若有则表示该器件未损坏。
x射线测厚仪应用在什么方面?大成精密为你揭晓

x射线测厚仪应用在什么方面?大成精密为你揭晓锂电池是由正极活物质、负极活物质、隔膜、电解液、电池壳等关键材料及零部件组成。
其中极片面密度和厚度的精度控制对锂电池的稳定性和一致性有着直接影响,因此对在线检测设备也有极高的要求,大家知道对应的检测设备可以用什么吗?深圳市大成精密设备股份有限公司的X射线微斑⾯密度仪(也称为厚度面密度测量一体机,属于x射线测厚仪的一种)能应用在锂电池极片涂布工序,它可以检测极片正常区域的面密度厚度,同时可精准输出极片头尾、边缘削薄区、AT9的厚度轮廓,并支持输出0.01mm宽度数据并保证测量精度。
下面笔者向大家介绍一下该仪器的面密度和厚度测量原理。
1、面密度测量原理单位面积上极片的质量,称为极片的面密度,极片的面密度是决定电池的一致性的最重要的因素。
面密度测量原理:射线吸收法。
如图1所示,I0为初始射线强度,I为透射后的射线强度,二者满足m=1/λ(㏑(I0/I))的关系,其中λ为单位面密度极片的射线吸收系数,m为面密度。
(图1)2、厚度测量原理厚度测量原理:对射式、激光三⻆法。
测厚模块由两个激光位移传感器上下对射的方式组成的,上下的两个传感器分别测量被测体上表面的位置和下表面的位置,通过计算得到被测体的厚度。
如图2所示,L为2个激光位移传感器的距离,A为上传感器到被测极片距离,B为上传感器到被测极片距离,T为被测极片厚度,则T=L-A-B。
(图2)大成精密的X射线微斑⾯密度仪优点是测量精准、测量便捷、快速,仪器具有高稳定性、高效率等特点,如果有需要测量锂电池极片面密度和厚度,可前往大成精密官方网站查看对应产品信息。
大成精密是一家集研发、制造、销售、服务于⾯体的国内领先的新能源设备生产企业,他们十年来一直专注于锂电检测和生产设备,主要产品有三大类,分别是涂布辊压后的在线极片测量设备(X/β射线面密度测量仪、CDM厚度面密度测量一体机、激光测厚仪等在线及离线检测设备)、真空干燥设备(接触加热全自动真空干燥线、接触加热全自动真空隧道炉及注液后的高温静置全自动陈化线)和Overhang检测设备(X-RAY高清成像仪),他们的产品一致获得宁德时代CATL、比亚迪BYD、中航锂电、国轩高科、远景AESC、亿纬锂能EVE等一线电池企业的高度好评。
射线测厚仪工作原理

射线测厚仪工作原理
射线测厚仪的工作原理是基于X射线穿透被测材料时,X射线的强度变化与被测材料的厚度相关的特性。
当射线穿过被测材质时,一部分射线被材质吸收导致强度减弱。
被测材质位于放射源和核探测器之间,射线穿过被测材质后进入核探测器,其强度将有所衰减。
对于同一种材质,厚度越大,则射线的衰减越大。
X射线测厚仪以PLC和工业计算机为核心,采集计算数据并输出目标偏差值给轧机厚度控制系统,以达到要求的轧制厚度。
它还可以用于冷轧、箔轧和部分热轧的轧机生产过程中对板材厚度进行自动控制。
在使用射线测厚仪时,需要注意一些维护事项,如检查压缩空气的洁净和压力的稳定,关注冷却水流量及冷却系统温度,及时更换冷却系统内的脱盐水,按周期对测厚仪进行标定以保证测量精度,以及定期检查C型架的限位开关与行走机构,防止C型架晃动等。
总之,射线测厚仪是一种非接触式的动态计量仪器,可广泛应用于生产铝板、铜板、钢板等冶金材料为产品的企业,具有重要的应用价值。
X射线测厚仪在中宽带轧机上的应用
X 射线测厚仪在中宽带轧机上的应用 随着国内钢铁工业板带产量的迅猛增加,用户对产品质量要求不断提高,测厚仪、测宽仪等一系列在线检测仪表在各个板带轧机上得到逐步应用和重视。
我公司中宽热轧带钢厂为提高产品质量,于2000年购置安装了瑞美(Ra 2diometrie )公司产品RM -215型测厚仪,该仪表采用X 射线和光电倍增管检测,采用VME 总线作为测量控制,现主要介绍一下RM -215型测厚仪在我厂的应用情况。
1 系统特性(1)先进的X 光源控制系统X 光源驱动采用先进的无级连续调压,保证了检测的精度,并以较低的X 光管的灯丝驱动电流延长了X 光管的使用寿命。
(2)先进的测量技术采用控制X 光源的驱动电压,使作为检测器的光电倍增管始终处于较稳定的检测区域,根据不同的测量厚度,事先调整X 射线的强度,保证检测器和后部的放大电路处于最佳的工作区,测量周期仅为10ms 。
(3)先进的人机界面人机界面采用工业PC 一体机和触摸屏技术,操作系统采用WINDOWS N T ,既方便现场操作又增加了计算机系统的可靠性。
并能够提供产品数据报表,便于质量管理。
(4)功能齐全的输入输出该套测厚仪具备较为完善的接口,输入带钢速度、温度及多种控制信号,输出实际厚度、偏差,并具备与轧钢计算机网络通讯和数据共享的功能。
2 系统的原理及应用RM -215型测厚仪采用X 射线非接触式测量板材厚度,利用X 射线能穿透物体的特性,当X 射线穿过物体时一部分被物质吸收和散射,另一部分穿过物质,由检测头测量出它的强度,检测器由闪烁晶体和光电倍增管及配套电路组成,负责将穿过钢板的X 射线转换为电信号送往VME 总线计算机进行计算处理。
然后根据带钢的实测温度和钢种进行补偿,最后输出钢带的冷态宽度。
在投入测量前,首先要进行全量程标样,即测厚仪根据用户设定的本设备测量范围,通过标样箱内不同的标样组合,自动分成12~20段,建立板厚和X 射线强度(即X 光管阴阳极电压kV 值)的对应关系,保证光电倍增管检测器处于一个较为稳定的测量区域,其次在每次测量之前,进行零标,消除X 光管自身的漂移和现场水汽及空气温度变化的影响。
IMS X射线测厚仪在1450mm冷轧机生产中的应用

IMS X射线测厚仪在1450mm冷轧机生产中的应用作者:邹剑来源:《中小企业管理与科技·下旬刊》2015年第11期摘要:简要介绍了X射线测厚仪的工作原理以及德国IMS公司的X射线测厚仪在1450mm冷轧机生产中的应用。
关键词:X射线测厚仪;系统参数;应用1 概述随着自动化技术日益广泛的应用,各种大型仪器仪表也越来越多的应用到轧钢生产中。
唐山国丰第一冷轧厂1450mm酸连轧项目中的冷轧机自动厚度控制系统使用的是德国IMS公司的X 射线测厚仪,其特点是响应快、低噪声、测量性能稳定,这样可以保障生产顺利平稳地运行。
本文主要介绍X射线的工作原理以及在1450mm冷轧机生产中的应用。
2 X射线测厚仪工作原理及系统组成2.1 X 射线测厚仪原理 X射线测厚的工作原理就是当物体被X射线照射时其能量会衰减,一部分X射线会让被测物吸收,一部分X射线会穿透被测物,而这种衰减是有规律的,对被测物所吸收的X射线的能量进行转换处理,就可以计算出实际被测物的厚度。
X 射线测厚仪就是基于这种原理制造而成,其实质就是传输辐射。
在实际的测量系统中,射线源发射出的X 射线辐射穿过被测物,探测器位于被测物的另一侧来测量辐射强度,使其转化为电信号,再经过前置放大器进行放大,最后通过以太网传链路传输到负责信号处理的计算机中,从而输出被测物的实际厚度显示值。
(如下图1所示)X 射线因部分被测物而吸收,所以其强度有衰减,而衰减后的强度是按照指数曲线下降的(如图2所示),其吸收的关系式为Im=I0·e-u·s,式中Im为有材料检测电流,I0为无材料检测电流,u吸收系数,s为被测材料的厚度,自然常熟e=2.7182818。
2.2 IMS测厚仪系统组成 IMS X射线测厚仪系统主要包括以下6个部分,详细系统组成图如图3所示:①集成的信号处理过程柜中心控制站--包含MEVInet-V、M-Server以及M-Client;②X射线控制柜--包含X射线控制单元、操作终端和Interbus-S输入/输出模块;③冷却水循环单元--用来冷却X射线管和C型框架,它包含冷却水泵、热交换器和监测仪器等;④C型框架--包含X射线管、快门单元、测量传感器、高压过滤器、现场总线模块和高压发生器等;⑤主电源供给站--为测厚仪提供可靠的电源系统,它包含X射线控制柜电源、冷却水配电柜电源和中心控制站电源等;⑥HMI站--人机界面设有单独的监控计算机,操作员可以与测量系统进行对话,查看测厚仪的测量数据。
X射线测厚仪测量精度影响及维护研究

X射线测厚仪测量精度影响及维护研究摘要:基于X射线与物质相互作用的原理,改进了X射线厚度测量系统的研究技术。
主要任务是借鉴国内厂家的设计和制造经验,结合国内外相关研究,研究影响X射线厚度测量的稳定性和准确性的因素,并进行全面具体的分析。
该分析提高了X射线测量的准确性和稳定性。
最后,通过X射线中心的一些测试措施和数据分析,提出了系统的改进和维护计划,合理有效。
关键词:X射线;实际应用;相关介绍X射线厚度计通过测量放射性X射线进入测试对象时的强度衰减来测量物体的厚度。
X射线测厚仪优点是它们在停电后不发射线,从而降低了对人健康和环境的风险。
相反,它们是一种安全的测厚仪。
因此,大型工程,特别是有色金属板材的生产和加工,得到了广泛的应用。
但是,由于X射线测厚仪以及测量对象的材质、温度和倾斜,我们必须注意影响X射线测量精度的因素,并注意其日常维护。
一、X射线测厚仪测量精度的影响因素首先,高压X射线控制对测量精度有一定的影响,X射线测厚仪是用用于X射线辐射的高压电流源测量的,并且通过X射线穿透物体后的衰减来测量物体的厚度。
因此,高压射线源的安装位置会直接影响厚度计的精度。
安装上的差异使测量的不准确性更加明显。
此外,X射线源本身的衰减会影响厚度计的测量精度。
在现场校准时,射线源的衰减曲线随使用时间的增加而变化。
在相同的电压下,厚度随着管道时间的逐渐增加而增加。
因此,X射线源的衰减是影响测量精度的主要原因之一。
X射线源在正常使用期间除衰变外,一些缺陷还可能出现突然衰变和标准化通道。
但是,反馈电压与出厂标准电压有很大不同,因此X射线强度的测量精度不一定准确。
其次,当X射线源在高压下释放X射线时,X射线源的环境温度和湿度也会影响测量的稳定性。
尤其是湿度,将直接影响高压发生器及射线管的稳定性。
因此,在射线源内部,需放入一些除湿颗粒,也可以用低压氮气管道进行吹扫,保证射线源内的干燥;尤其是在热轧的过程中,测量的空间大X射线途经的环境就比较大,当温度高时,测量值减小,当温度低时,测量值则增加。
双机架可逆式冷轧机厚度控制方法分析

A h=
l In
X( + H) h H A 一
() 2
式 中 j 。 入 口速度 ; _一
日¥ ——人 口厚度设定值 ; △
~
快速性要求较低 , 而对其控制精度要求较高 , 所以采
用前馈 和后馈 相结合 的控 制方 式 。 当人 口机架采 用 秒流 量控 制方 式 时 ,同时 预选 后馈 方式 。因 为秒 流 量 控制方 式对 测 速仪 的测 量精
人 口厚度偏差值 ;
出 口速度 ;
¥ ——出 口厚度设定值 ; △¥ ^—— 出口 厚度偏差值。 根据公式 ( )测量出入 口厚度偏差值 、 2, 带钢入
口速度 值和 出 口速 度值 ,即可计 算 出出 口厚 度偏 差
度要求很高 , 一旦测速仪}现故障, H 可以迅速将秒流
量 控 制方式无 扰切换 到反 馈式 厚度 控制 方式 。
( h uo t nD pr n Jn nadSel ru e eaC mpn,ia 5 1 1C ia T eA t i e at tf ia I n t opG nrl o ayJ n2 0 0 , hn ) mao me o u r o eG n
Absrc:Auo t a g o to ytm n d ube sa d rv rigc l l i it d c d hss se i o ssso e uaig d vc . ta t tmai gu ec nrls se i o l- tn e esn od mi s nr u e .T i y tm sc n it frg lt e ie c l o n tik esg n  ̄ a d tc o tr Atp ee tt n 1 ma ykn so t r a g o t lmeh d u h a e d a k c nr1  ̄ do w r h c n s a g n a h mee . rs n.he a n id f maueg u e c nr to ss c Sfe b c o to.te fr a d o c nt la d v lmef w c nr1 Ea hmeh a t Wl a vntg n ia v tg .B p ligdfee tmeh do i ee tsa d te o r ou o o t . c to h si O 1 d a aea dds d a ae ya pyn i rn to ndf rn tn ,h on l o d s n f
X射线测厚仪在安钢冷连轧中的应用
X射线测厚仪在安钢冷连轧中的应用通过对安钢1550冷连轧生产线中德国IMS公司的中心线X射线测厚仪的使用状况,介绍了X射线测厚仪的特点、测量原理和系统组成。
标签:X射线测厚仪;冷连轧;测量原理;系统组成0 引言1550酸洗冷连轧机组是安钢第一条冷连轧生产线,拥有每年120万吨的生产能力。
在连轧轧制过程中为了使各机架紧密配合,及时调整轧制力、张力等各种数据,厚度测量成为工艺控制中的重要反馈数据。
结合X射线测厚仪具有高精度、响应快、维护简单、安全性、非接触测量等特点,轧机生产线选用了3套由德国IMS公司提供的中心线X射线测厚仪。
1 X射线测厚仪的测量原理X射线测厚仪通过得到对X射线衰减的程度来计算钢带的厚度。
X射线发生器发出的X射线由垂直方向穿透带钢,其中有一部分X射线被带钢吸收,没有被吸收的X射线到达测量头,测量头将接收到的X射线辐射量转化为电离电流,根据X射线的衰减与电离电流的大小,产生正比带钢厚度的电流,通过测量变送器将电流信号转化为数字信号,经工业以太网将数字信号传输到处理计算机,从测厚仪计算机输出的信号即为带钢的厚度。
2 X射线测厚仪的特点相比同位素测厚仪信号噪音大的问题,X射线测厚仪具有信号噪音非常小的主要优点,根据带钢的厚度选择使用合适的X射线管电压等级,不同的电压等级产生的X射线的能量级可以对X射线管进行优化。
此外,X射线在安全方面也同样优于同位素。
在生产过程中,生产线断带和停机不可避免,在这种情况下,X射线可以通过关闭快门的方式切断X射线,有效防止电离辐射对人体的伤害,保护生产线上操作人员的安全。
而同位素放射源却无法关闭,只有借助防辐射工具被动防御辐射对人体造成的伤害。
在放射源处理方面,因为同位素放射源使用完毕后,不得随意丢弃必须由国家相关部门保管,支付高额保管费用,直至完全衰变。
而X射线放射源是电离辐射,当高压关闭后,将无X射线产生。
3 X射线测厚仪系统组成X射线测厚仪系统由“C”型架、HMI站、控制柜和通信系统组成。
一种X射线冷轧测厚仪的控制系统
第30卷 第1期核电子学与探测技术V ol.30 N o.12010年 1月Nuclear Electr onics &Detection T echnolo gyJan. 2010一种X 射线冷轧测厚仪的控制系统刘英伟,谈春明,邬海峰(清华大学核能与新能源技术研究院,北京100084)摘要:介绍了一种X 射线冷轧测厚仪控制系统的硬件设计和软件设计。
控制系统经过实际的使用检验,各项性能指标均达到了设计要求,工作稳定、可靠。
关键词:X 射线冷轧测厚仪;控制系统;界面设计中图分类号: T F31 文献标识码: B 文章编号: 0258 0934(2010)01 00023 04收稿日期:2007 06 14作者简介:刘英伟(1982-),男,河北人,清华大学核能与新能源技术研究院硕士研究生。
测厚仪是一种在线测量板材厚度的精密仪器,在整个轧钢设备中占有非常重要的地位。
它为轧机的AGC 系统提供实时厚度偏差信号。
信号的准确度和分辨力直接影响了轧制板材的厚度质量。
X 射线测厚仪是非接触式测厚仪,它能够适应轧钢现场恶劣的环境,具有较高的测量精度。
当前X 射线测厚仪与计算机、自动化技术结合,通过计算机联网组成在线自动控制系统,更增加了它的活力。
1 X 射线冷轧测厚仪介绍X 射线冷轧测厚仪的总体结构图如图1所示。
系统采用X 光管作为射线源,用穿透式电离室测量X 光管射线强度,用圆柱型气体电离室测量衰减后的X 射线强度,X 光管放置于C 型架的前端下部,穿透式电离室置于X 光管射线出口处,圆柱型电离室置于C 型架前端上部。
用于测厚仪刻度校准的标准块圆盘置于两电离室之间。
C 型架置于导轨上通过同步带拖动前后运动,从而确定测量位置。
2 控制系统功能X 射线冷轧测厚仪按照功能分块可以分为射线与探测系统、数据采集系统、机械系统、控制系统、显示界面系统等。
具体的控制功能实现如图2所示。
控制系统主要有三项功能:第一,协调各部分的运转,使系统按照设计流程运行,从而得到准确的测量数据;第二,监测测厚仪的工作状态以及实现安全联锁,同时保证人与仪器的安全;第三,提供显示、操作界面,方便工作人员使用和维护。
冷轧机X-RAY测厚仪应用分析
冷轧机X-RAY测厚仪应用分析潘祯;何智力【摘要】To ensure the homogeneity of cold rolled aluminum strip thickness, we should firstly guarantee the accuracy of the X-ray thickness gauge and the stability of the internal and external measuring factors. By studying and analyzing the device structure, the measuring principle and the application environment of the X-ray thickness gauge ,how to control the factors which impact the accu-racy and stability of measuring and related handling and indemnifying measures were put forward. The application of these compensa-tion and inspection measures reduce the error of the static measurement of the thickness gauge to below 0.1% of the target value, meet the requirements of the thickness control accuracy of cold rolled aluminum strip.%通过对X-RAY测厚仪的设备结构、测量原理以及应用环境的分析研究,提出了如何对影响测厚仪测量精度与稳定性的因素进行相关的处理、补偿措施.特别针对中心点测量偏移这个最具现实意义的问题进行了研究.这些补偿以及措施的应用使测厚仪的静态测量误差降到目标值的0.1%以内,满足了冷轧铝带材厚控精度的要求.【期刊名称】《铝加工》【年(卷),期】2018(000)003【总页数】5页(P53-57)【关键词】铝带材;测量原理;合金补偿;温度补偿;预吸收【作者】潘祯;何智力【作者单位】西南铝业(集团)有限责任公司,重庆401326;西南铝业(集团)有限责任公司,重庆401326【正文语种】中文【中图分类】TG334.9+30 前言随着市场对薄型深冲冷轧铝带材质量要求的进一步提高,除材料本身的性能外,对其产品厚度精度也提出了更高的要求,而测厚仪对冷轧铝带材厚度控制起到了至关重要的作用。
X射线测厚仪的研究与应用
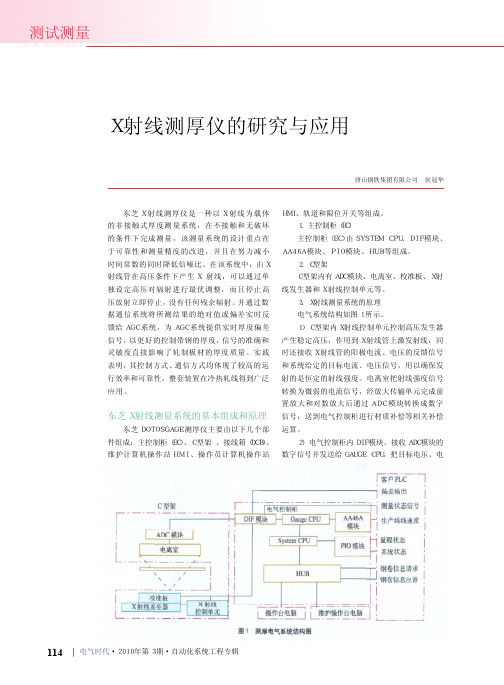
测试测量114 | 电气时代・2010年第3期・自动化系统工程专辑Test & Measurement图1 测厚电气系统结构图C型架ADC模块电离室校准板X射线发生器X射线控制单元DIF模块Gauge CPUAA46A模块电气控制柜System CPUPIO模块HUB客户PLC偏差输出测量状态信号生产线线速度量程状态系统状态钢卷信息请求钢卷信息应答操作台电脑维护操作台电脑东芝X射线测厚仪是一种以X射线为载体的非接触式厚度测量系统,在不接触和无破坏的条件下完成测量,该测量系统的设计重点在于可靠性和测量精度的改进,并且在努力减小时间常数的同时降低信噪比。
在该系统中,由X射线管在高压条件下产生X 射线,可以通过单独设定高压对辐射进行最优调整,而且停止高压放射立即停止,没有任何残余辐射。
并通过数据通信系统将所测结果的绝对值或偏差实时反馈给AGC系统,为AGC系统提供实时厚度偏差信号,以更好的控制带钢的厚度,信号的准确和灵敏度直接影响了轧制板材的厚度质量。
实践表明,其控制方式、通信方式均体现了较高的运行效率和可靠性, 整套装置在冷热轧线得到广泛应用。
东芝X射线测量系统的基本组成和原理东芝DOTOSGAGE测厚仪主要由以下几个部件组成:主控制柜(EC)、C型架 、接线箱(DCB)、维护计算机操作站HMI、操作员计算机操作站HMI、轨道和限位开关等组成。
1. 主控制柜(EC)主控制柜(EC)由SYSTEM CPU、DIF模块、AA46A模块、PIO模块、HUB等组成。
2. C型架C型架内有ADC模块、电离室、校准板、X射线发生器和X射线控制单元等。
3. X射线测量系统的原理电气系统结构如图1所示。
1) C型架内X射线控制单元控制高压发生器产生稳定高压,作用到X射线管上激发射线,同时还接收X射线管的阳极电流、电压的反馈信号和系统给定的目标电流、电压信号,用以确保发射的是恒定的射线强度。
电离室把射线强度信号转换为微弱的电流信号,经放大传输单元完成前置放大和对数放大后通过ADC模块转换成数字信号,送到电气控制柜进行材质补偿等相关补偿运算。
关于可逆轧机测厚仪的选择

关于可逆轧机测厚仪的选择关于可逆轧机测厚仪的选择激光反射测厚仪用在轧机上面效果不理想,主要是因为他用的是反射的原理,当带材板形不好或者表面有油污的时候,会产生折射现象,导致检测结果失真。
反射性测厚仪主要用在实验室,或者带面比较干净平整的场合。
典型代表有日本的基恩士。
你们公司为什么不买大公司的可逆轧机,他们(比如西重所,安泰,一重的轧机)都是配γ射线测厚仪的。
现在一般用同位素(γ射线)和X射线测厚仪。
一.同位素(γ射线)和X射线测厚仪特性对比由于同位素和X射线的不同产生方式和特性,使用同位素或X射线作为射线源的测厚仪,在性能和特点上也有很大的不同。
各自的优点如下:同位素测厚仪 X射线测厚仪低成本射线强度高高可靠性,基本免维护响应快,可用于1800米/分轧速易维护低噪声合金补偿准确没有不适合的测量厚度低速轧制线,小于1500米/分高的气隙开口各自的缺点如下:同位素测厚仪 X射线测厚仪仅适合一定的厚度范围成本高,使用维护费用高同样噪音要求下响应慢维护要求高噪声较高对合金敏感,合金补偿复杂气隙小,一般小于200毫米射线管存在老化(硬化)现象,需要办理相关使用手续需定期更换二.测厚仪精度对厚度控制影响由于同位素和X射线测厚仪的不同的特点,对于不同的用户和不同的应用要求,应选择不同的设备。
一套轧机系统生成出的钢板质量(厚度),由多方面因素确定。
如单纯考虑设备方面因素,主要有机械,传动,厚控(AGC)和测厚仪等因素。
按统计分析方法,生产的钢板厚度动态误差可以表示为:以轧机速度1000米/分,轧制钢板厚度为0.5毫米为例,在动态控制精度为+/-10u时,假如测厚仪动态测量误差为+/-3u,在其他因素不变情况下,将测厚仪更换为进口最好的测厚仪,理论动态精度提高为+/-0.5u时,轧制厚度的动态精度只能提高为+/-9u。
要进一步提高提高成品动态精度,必须提高AGC和传动的控制精度以及较好的机械设备。
实际上目前国内好的轧机和进口轧机在机械部分相差很少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通过对穿透式射线 测厚原理的分析 , 可知 稳定管电压 对测 量结果也有很大影响 , 所以系统采用独立的高压控制器 RSG100 完成这项工作 , 它与控制中心交互的 数据主要 包括射线管 的一 些电参数和高 压启停 的控 制指令 , 速 度要 求不高 , 所 以高 压控 制器 以 RS- 232 串行接口经过 ComServer 转换成以太 网接口 , 与 控制中心交互 数据。 控制系统采用 WinCE 实时 嵌入 式系 统搭 配奔 三 800 高速 CPU, 内建大容量内存 , 在系统 重新启 动的 时候 , 向服 务器 申请 程序 下 载 , 程 序 采 用 LogiCAD 环 境 开 发 的 OpenPLC, 符 合 IEC61113 标准 , 按照循环时 间划分 为 Measure、 Control、 Event 3 个 模块 , 其中 Measure 负责通过光纤的厚度数 据采集和 InterBus 模 拟 量的 输入 输出 , 还 给人 机界 面的 厚度 偏差 曲线 提 供平 均数 据 ; Control 完成 InterBus 数字 量 的 输入 输 出 , 以 太 网 的数 据 通 信 ; Event 模块负 责事 件跟踪 , 日 志生 成 , 给系统 故障 诊断 提供 参考信息。 4 结束 语 X 射线测厚仪 在济 钢已 经运 行一 年 , 其测 量精 确 , 系 统稳 定。其控制功能是按照 不同的需求 , 采 用多种通 讯控制方 式来 实现的。 LogiCAD 作为 OpenPLC 的开发环境 , 在 国内应用 还不多 , 在 未来的工业控制领域 , OpenPLC 以及 以此开 发的 X 射线测 厚仪 将得到更广泛 的应用。 参考文献 :
Application of X Ray Thickness Gauge for Double Stand Reversing Cold Rolling Mill
XU Wei guo ( Cold Mill Plant of Jinan Iron & Steel Group Co. , Jinan 250101, China) Abstract: The basic measuring principle and system structure of the advanced X Ray thickness gauge on the double stand reversing cold mill imported from IMS was introduced. The network structure and data flow of the measuring system were introduced. The working principle and the good effect in actual application of the instrument from the data flowing was analyzed, The control and communication method is high flexible by design. It is very steady and reliable in use. Key words: X ray; double stand reversing ; thickness gauge; logiCAD 0 引言 济钢冷轧板厂双机 架可 逆式 冷轧 机的 厚度 测量 系统 是 X 射线测厚仪 , 它是一种以 X 射线为载体 的非接触式厚 度测量系 统 , 在不接触和无 破坏的 条件 下完 成测量 , 而 且在时 间常 数为 1 ms 的情况下获得很高 的测 量精 度 ( < 0 1%) 。该 测量系 统的 设计重点在可靠性和测量质量以及改 进测量精 度上 , 并 且在努 力减小时间 常数的同时 降低 信噪比 [ 1] 。该系 统配置 的 X 射线 技术 , 由 X 射线管在高 压条件 下产生 X 射线 , 可以 通过单 独设 定高压对辐射进行 最优调 整 , 而且 停止高 压给 定 , 放 射立 即停 止 , 没有任何残余辐射。 1 X 射线厚度测量原理 穿透式 测厚仪的一般原理如 图 1 所示 , X 射 线管在 高压电 场作用下产 生 X 射线 , 穿 透被 测 带板 的剩 余 射线 作用 到 电离 室 , 在电离室激发电离 , 得到微弱电信号 , 经前 置放大和 对数放 大后 , 进行材质、 温度等相关补偿 , 这 时候可以 有厚度绝 对值输 出 , 也可以给定目标厚度 , 进行偏差放 大 , 得 到偏差 输出。偏差 输出和绝对值输出 都可以 表达 厚度信 息 , 有不 同的应 用场 合。 这里用到的校准板为已知厚度和材质 的标准板 , 用以校 核环境 因数 , 得到补偿系数 , 可以按照实际情况定期进行校核。 电离室得到的 是经 过被 测带板 发散 和吸收 后透 过带 板的 部分射线 , 而透过 的射 线强度 与板 带厚度 有一 定的 关系 [ 2] , 可 以用式 ( 1) 表示 : I = I 0e 线强度 ;
MPa) 的 50% 、 80% 、 100% 的比例依次
增加进行。每次加载后扫查试件 , 根据金属磁记忆 检测信号 ( 即 漏磁场的法向分量过零值 ) 来判断受载试件上的 应力集中部位 , 找出了应力集中 线的位置 , 并能分析 应力集中 线发展 的趋势和 应力集中的严重程度。
d 为被测板带厚度 , cm.
收稿日期 : 2007- 01- 27 收修改稿日期 : 2007- 06- 02
第 12 期
徐卫国 : X 射线测厚仪在双机架可逆 式冷轧机中的应用
31
辑。高压控制器 RSG100 控 制高压 发生 器 HSG101 产 生稳 定高 压 , 作用到 X 射线管上 激发射 线 , 同时 还反馈 包括 阳极电 流等 必要的信号 , 用以确保发射的是 恒定的射 线强度。电离 室把射 线强度信号转换为微弱电压信号 , 经放大传 输单元完成 前置放 大和指数放大后 , 送给控制器进行 材质补偿 等相关补偿 运算后 输出厚度值 , 同时 也接受 目标 厚度 , 进行 偏差 放大后 输出 偏差 厚度。 3 网络结构和数据流向
图 3 网络结构和数据流向
( 上接第 29 页 ) 3. 4 系统帮助模块的设计 系统帮助模块主要实现 该系统的在 线帮助 , 用户 可以直接 获得仪器操作的有关帮助以及查阅有关国家标准等。该模块的 具体实现比较简单 , 在程序中 , 预先将一系 列帮助文件存储到存 储器中 , 然后通过图形用户界面的菜单实现定向链接即可。 4 实验效果 把图 1 所示试件放 到电子万 能试验 机上进 行拉伸 , 施加的 载荷档按屈服载荷
m
图1
X 射线测厚仪基本原理
当 I 0恒定或者已知时 , 板带厚度由穿过 被测板带的 射线强 度决定。 X 射线的发射强度正 比于射 线管阳 极电流 , 与管 电压 成指数关系 , 当射线 不透 过带钢 而是 直接 到达电 离室 , 如 果管 电压有良好的稳定性 , 这时候就可以 认为检测 到的射线强 度为 I 0, 这里用到的是 80 kV 的 管电 压 , 控制其 精度 在 0 05% , 管电 压偏差不超过 20 V . 2 系统 基本组成 系统主要 由 X 射线 管 MXR161、 高 压发 生 器 HSG101、 高压 控制器 RSG100、 电 离室 Chamber、 放 大传输 单元 AMP、 主控 中心 以及人机界面 组成[ 3] , 如图 2 所示。
[ 1] 黄庆学 , 梁 爱生 . 高精度 轧制 技术 . 北京 : 冶 金工 业出 版社 , 2002: 503. [ 2] 中国金属学会热轧板带学术委 员会 . 中国热轧宽 带钢轧机 及生产 技术. 北京 : 冶金工业出版社 , 2002. [ 3] [ 4] IMS X- Ray Thickness Measuring Syst em. IMS. 魏天锋 , 龚荣洲 . 智能在线测 厚系统的 设计 . 仪 表技术与 传感器 , 2006( 8) : 42- 43. 作者简介 : 徐卫国 ( 1972 ) , 硕士 , 工 程师 , 主 要从事工 业自动化 及仪表 方面的研究。 E- mail: xu- weiguo@ 163. com
如图 3 所示 , X 射线测厚仪作 为连续 轧制生 产线的 厚度检 测单元 , 根据不同 的速 度要 求 , 采 用了 多种通 讯 方式。对 于合 金信息、 目标 厚度、 系 统 状态 等板 带 初始 化 信息 , 速 度 要 求不 高 , 选用工业以太网通讯 ; 对于厚度信息 , 必须 实时反馈 给轧机 AGC( 自动辊缝 控制 系统 ) , 则 采用 InterBus 总线 以模 拟量 的形 式传送。需要说明的是 : 厚度信息通 过模拟 量以 2 种形 式送给 AGC, 一种是实际厚 度 , 另一 种是 偏差 厚度。 系统 采用 的是 12 位 DA 卡 , 对于大量程的实际厚度信息表达精度 ( 分 辨率 ) 有限 , 而作为控制系统 , AGC 用于 反馈控制的是实际 厚度与目标厚度 的偏差 , 所以选取 100 m 为 偏差 范围 , 超过 这个 偏差的 厚度 信息以实际厚度的形式 发送给 AGC, 实际厚度 的范围根据测厚 仪量程选取 , 这样就能把分辨率控制 为 0 05 m. 为了 提高系统 的可靠性 , 厚度信息同样通过工业 以太网周 期性传递给 厚度控 制系统 , 与实时厚度信息进行比较均值滤波处 理。
d
( 1) 为被 测板带密 度 , g/ cm 3;
图2 系统组成
式中 : I 为穿过被测板带的射线强度 ; I 0 为g;
主控中心 由 2 台控制器 RM 和 1 台服务 器 M 组 成 , 服 务器 作为程序开发机和通讯 路由器 , 也 为人机界 面提供服 务。控制 器完成数据采 集运算和输入输出任务 , 也 包括 C 型架的 控制逻
2007 年 第 12 期
仪 表 技 术 与 传 感 器
Instrument Technique and Sensor