电子表格公式在机加工一系列工艺中的应用
浅谈excel在机械设计中的运用

浅谈Excel在机械设计中的运用摘要:通过对excel在机械设计过程中的实际应用,列举excel在机械系统设计、抗弯截面系数、零件重量算等方面计的应用。
实践证明,在机械设计过程中合理运用excel进行计算,有利于节省时间,提高效率,从而缩短整过产品开发周期和降低设计成本。
关键词:excel;机械系统;抗弯截面系数;重量计算1 前言在机械设计中,一部机器的设计程序通常包括计划阶段、方案设计阶段、技术设计阶段、技术文件编制阶段[1]。
在这些阶段中,最费时、费力且又易出错的环节,应当是技术设计阶段,其包括机械系统选型计算、零件的设计计算和校核计算、零件工作图的绘制及零件重量的计算等,其中零件工作图的绘制已被广大设计者应用有关绘图软件(如AutoCAD) 来处理,其较大地提高了绘图的速度和设计质量。
目前还没有较好的软件系统处理机械系统中的选型计算、零件的设计计算和校核计算以及零件重量计算等问题,用编程或三维软件虽然可以解决某些具体问题,而通常又过于复杂[4]。
因此, 寻找有效手段提高解决上述问题的速度及其准确性, 对减轻机械设计人员的计算量、加快产品设计速度有很大的意义和价值。
2 excel在机械设计中的应用Excel主要是应用于经济统计和财务报表及其数据的计算处理,随着人们对excel深入使用,其强大的数据处理功能、图表功能及数据库管理功能逐步被人们发现如果运用得当,excel也可为机械设计计算提供有力的帮助,从而减少设计的计算工作量,提高计算的准确性。
对于减少计算难度和时间、缩短机械设计周期,从而加快产品开发的速度,乃至节约开发成本有很大的价值。
甚至出现了各种基于excel计算模块件,如液压缸设计计算、型钢参数计算、齿轮设计计算、轴设计计算等等。
然纵观这些计算模块,基本上是基于某些特定的常规性设计计算模块,对于整个机械设计过程中应用excel进行计算涉及较少。
本文作者将就其在机械设计中对excel的运用进行较为详细的阐述。
电子表格公式在机加工一系列工艺中的应用
电子表格公式在机加工一系列工艺中的应用作者:彭云清来源:《数字技术与应用》2013年第07期摘要:将Excel中绝对坐标公式运用在机加工工艺排序、工时定额、材料长度和重量计算等相关工艺中,对经常要加工的设备或部件的工艺准备能起到提高工作效率、降低劳动力成本、避免因人为因素长期用手工计算而出现的错误。
关键词:Excel 绝对坐标机加工中图分类号:TP391.13 文献标识码:A 文章编号:1007-9416(2013)07-0045-02长期从事加工工艺以来,有些工艺要反复使用,一套工艺留底内容一般是一台设备的工艺底,由于每次干的台数不一样或干设备中的一部分部件或单件,这样就造成了工艺内容中有关工时、材料长度、材料重量的变化,这些变化以前都要靠人工用计算器算,有时一台设备的工艺内容用A4纸要写几十页上百页,要一人用好几天时间准备工艺和图纸,这么烦琐的工作靠人用计算器算经常出现错误。
为了改变这种现状,设计用Excel中绝对坐标公式对一台设备的工艺底中有关涉及数具变化的数具进行处理后,一台设备的工艺几十页上百页则只须将一台设备的工艺中第一页中的一台的数那个单元格改为要干的台数即可,所有的页数中的内容都变为要干台数的内容了,用电脑打印出来,瞬间即可完成。
1 模板建立打开一篇Excel空白工作簿,在其内创建工作表模板,根据自己的实际需要的内容设置模板用纸张的排列方式。
由于工艺都是表格式,每页表格第一行内容相同且是表格标题,要想在每页都打印第一行标题,则单击“文件”菜单中的“页面设置”命令,然后单击其中的“工作表”选项卡,再单击位于“顶端标题行”框右部的有红色箭头符号的“折叠对话框”按钮如图1,将“页面设置”对话框缩为折叠式对话框(如图2)而暂时从工作表中移开,用鼠标选定第一行内的单元格区域,再单击工作表上的“顶端标题行”的“折叠对话框”(图2)按钮,恢复“页面设置”对话框,按“确认”按钮,确定选定的顶端标题行。
EXCEL在生产管理-PMC中的应用

星期三
1320 1320
500
MID 版本 0A 0A 0A
RIGHT
&、CONCATENATE
日期代码 料号+厂商 版本+日期
FJ0CK0002 10CK 10JSSH 0A10CK
FJ0CK0001 10CK 10JSSH 0A10CK
FJ0CK0001 A10C 10JSSH 0AA10C
数据分列-固定 宽度(若不 想要某段 数据勾选 2.依品名 不导入此 分列 列即可)
#REF!
#N/A #N/A #N/A #N/A #N/A #N/A #N/A
英文 hhhe wett wtyyh tyyew weww ettt gytt
汉字 #N/A #N/A #N/A #N/A #N/A #N/A #N/A
生产日期
每日排单
量
每日产能 生产天数1 生产天数2 12月20日 12月26日 12月27日 12月28日
1月8日
25-24287-21
否
25-24322-20
否
25-24350-20
否
1例.=I二F(I公SE式RR:OR(FIND("EPE",C6)),"否","
是2.="I)F(COUNTIF(C6,"*EPE*")>0,"是"," 否")--此公式和下面的可自己试试(* 3.=CHOOSE(COUNTIF(C10,"*EPE*")+1
3.开工日: =MIN(IF(J5:P5>0,J4:P4,9E+307))
4.完工日: =MAX(IF(J5:P5="","",J4:P4))
运用Excel计算螺旋锥齿轮的加工参数

104
工具技术
运用 Excel 计算螺旋锥齿轮的加工参数
朱玉胜
太原重型机械集团公司
以保护 ,设定为不可修改项 ,以避免误操作 。 ③最后进行整理 、编辑 ,确认打印输出结果 。
2 应用实例与效果
加工某一对 GB/ T11365 —89 五级精度的弧齿锥 齿轮副 ,大 、小轮的齿数分别为 86 齿和 34 齿 ,模数 为 7. 569 ,中点螺旋角为 35°,轴交角为 90°。输入参 数进行运算后 ,得到表 3 所示铣齿调整数据卡 (打印 输出结果) 。
的计算方法和算法程序 ,改变了以往用 200 多个公 式进行大量复杂运算的传统计算方法 ,大大提高了 计算效率和数据准确率 ,有效缩短了产品的制造周 期 ,同时提高了齿轮副的啮合精度 ,提升了螺旋锥齿 轮的制造精度和产品质量 。
3 结语
为了快速 、准确地编制铣齿机调整卡 ,采用了新
小轮粗切跳齿数
17
小轮精切跳齿数
13
大轮粗切跳齿数
1
大轮精切跳齿数
13
机床调整数据
大齿轮粗切
大齿轮精切
粗切
小齿轮 精切凹面
精切凸面
水平轮位
- 3142585
513295
垂直轮位
- 14169741
141373
根角 (安装角)
66°44′
20°41′
滚比
011893
01492228896
016435
机械加工时间定额的计算公式和方法

机械加工时间定额的计算公式和方法刨削,插削,磨削,铣削,平面磨削,钻削和铰削,钻盲孔,齿轮加工2、刨削、插削tj——机动时间(min)L——切刀或工作台行程长度(mm)1——被加工工件长度(mm)11——切入长度(mm)12——切出长度(mm)13——附加长度(mm)14——行程开始超出长度(mm)15——行程结束时超出长度(mm)B——刨或插工件宽度(mm)h——被加工槽的深度或台阶高度(mm)U——机床平均切削速度(m/min)f——每双行程进给量(mm)i——走刀次数n——每分钟双行程次数n=(1000×VC)/L×(1+K)注:龙门刨:K=0.4-0.75插床:K=0.65-0.93牛头刨:K=0.7-0.9单件生产时上面各机床K=1①插或刨平面tj=(B+12+13)×i/(f×n)=2×(B×11+12+13)×i/(f×Um×1000)(min) ②刨或插槽tj=(h+1)×i/(f×n)=(h+1)×i×L/(f×Um×1000)(min)注:龙门刨:14+15=350mm牛头刨:14+15=60mm(各取平均值)③刨、插台阶tj=(B+3)×i/(f×n)(横向走刀刨或插)(min)tj=(h+1)×i/(f×n)(垂直走刀刨或纵向走刀插)(min)3、钻削或铰削tj——机动时间(min)1——加工长度(mm)11——切入长度(mm)11——切出长度(mm)f——每转进给量(mm/r)n——刀具或工件每分钟转数(r/min) Φ——顶角(度)D——刀具直径(mm)L——刀具总行程=1+11+12(mm)钻削时:11=1+D/[2×tg(Φ/2)]或11≈0.3P(mm)①一般情况tj=L/f×n(min)②钻盲孔、铰盲孔tj=(1+11)/(f×n)(min)③钻通孔、铰通孔tj=(1+11+12)/(f×n)(min)4、齿轮加工所用符号tj——机动时间(min)B——齿轮宽度(mm)m——齿轮模数(mm)Z——齿轮齿数B——螺旋角(度)h——全齿高(mm)f——每转进给量(mm/r)vf——进给速度(mm/r)g——铣刀线数n——铣刀每分钟转数(r/min)i——走刀次数11——切入长度(mm)12——切出长度(mm)D0——铣刀直径(mm)d——工件节圆直径(mm)f1——工件每转径向进给量(mm)f2——每双行程圆周进给量(mm)t——每齿加工时间(min)nz——加工每齿双行程次数n分——每分钟双行程次数①用齿轮铣刀铣削圆柱齿轮1)铣直齿轮tj=(B+11+12)×Z×i/vf(min)注:(11+12)=d0/(3~4)(mm)2)铣螺旋齿轮tj=(B/cosβ+11+12)×Z×i/vf(min)注:(11+12)=d0/(3~4)(mm)②用齿轮滚刀滚削圆柱齿轮(1)滚切直齿轮tj=(B+11+12)×Z/(g×f×n)(min)注:(11+12)=d0/(3~4)(2)滚切螺旋齿轮tj=(B/cosβ+11+12)×Z/(g×f×n)(min)注:(11+12)=d0/(3~4)③用模数铣刀铣蜗轮tj=(h+11)×Z/f(min)④用蜗轮滚刀径向滚切蜗轮tj=3×m×Z/(g×n×f)(min)⑤用指状铣刀成形铣齿轮tj=(B+0.5d0+12)/(f×n)=(B+0.5d0+12)/vf(min)注:12=2—5(mm)⑥插圆柱齿轮tj=h/(f1×n)+π×d×i/(f2×n)(min)⑦刨齿机刨圆锥齿轮tj=t×Z×i注:式中,t=nZ/n分(min)n分=1000×Vc/2×LL——刀具行程长度(mm)⑧磨齿tj=Z[L/n0(i/f1+212/f2+213/f)+iτ1+2i2τ2+2i3τ3] 将上式查表简化并取平均值为下式tj=Z[L/n0×3.18+0.33](min)式中,L=1+2[h(D-h)+10]1/2——砂轮行程长度(mm)n0——每分钟范成次数D——砂轮直径(mm)h——全齿高i1、i2、i3——粗、半精、精行程次数f1、f2、f3——粗、半精、精每次范成纵向进给量5、铣削所用符号tj——机动时间(min)L=1+11+12工作台行程长度(mm)1——加工长度(mm)11——切入长度(mm)12——切出长度(mm)Vf——工作台每分钟进给量(mm/min)n——铣刀每分钟转数(r/min)B——铣削宽度(mm)i——走刀次数d0——铣刀直径(mm)D——铣削圆周表面直径(mm)αp——切削深度(mm)β——螺旋角或斜角(度)①圆柱铣刀、圆盘铣刀铣平面、面铣刀铣平面 tj=(1+11+12)×i/Vf(min)注:(11+12)=d0/(3~4)(mm)②铣圆周表面tj=D×π×i/vf(min)③铣两端为闭口的键槽tj=(1-d0)×i/vf(min)④铣一端为闭口键槽tj=(1+11)×i/vf(min)⑤铣两端为开口的槽tj=(1+11+12)×i/vf(min)注:11=d0/2+(0.5-1)(mm)12=1-2(mm)⑥铣半圆键槽tj=(1+11)/vf(min)注:1=h——键槽深度(mm)11=0.5-1(mm)⑦按轮廓铣tj=(1+11+12)×i/vf(min)注:1——铣削轮廓长度(mm)11=αp+(0.5-2)12=0-3(mm)⑧铣齿条1)铣直齿条tj=(B+11+12)×i/vf(min)2)铣斜齿条tj=(B/cosβ+11+12)×i/vf(min)注:以上两式中11+12=d0/(3~4)(mm)⑨铣螺纹1)铣短螺纹tj=L/V周(min)注:式中,L=7πd/6(mm)V周——圆周进给速度(mm/min)d——螺纹外径(mm)2)铣长螺纹tj=d×π×L×g×i/(V周×P)(min)注:式中,L——螺纹长度(mm)g——螺纹头数(mm)p——螺纹升程(度)3)外螺纹旋风铣削tj=L×i/(nW×p)(min)4)内螺纹旋风铣削tj=L×i/(nW×p)(min)注:上两式式中L——被加工螺纹长度(mm)i——走刀次数nW=fZ×n/(d×π)——工件转数P——螺纹升程(mm)fZ——每齿(刀头)的圆周进给量(mm/z)n——铣刀转数(r/min)d——螺纹外(mm)6、用板牙或丝锥加工螺纹tj=[(1+11+12)/p×n+(1+11+12)/p×n1]×i=2×(1+2p)×i/(p×n)(mm) 式中,tj——机动时间(mm)1——加工长度(mm)11——切入长度(mm)12——切出长度(mm)p——螺距(mm)n——刀具或工件转数(r/min)n1——刀具或工件返回转数(r/min)7、拉削t1——H/(1000×VC)(min)式中,H——机床调整的冲程长度(mm)8、磨削所用符号tj——机动时间(min)h——每面加工余量(mm)B——磨轮宽度(mm)f纵——纵向进给量(mm/r)ft——磨削深度进给量(mm)n——工件每分钟转数(r/min)A——切入次数K——光整消除火花修正系数=1.3τ——光整时间(min)L——工件磨削长度(mm)11——工件磨削表面长度(mm)b——工件磨面宽度(mm)VW——工作台往复速度(m/min)fB——磨削宽度进给量(mm)Z——同时加工工件数①外、内圆磨削1)纵向进给磨削tj=2×L×h×K/(n×f纵×ft)(min)2)切入法磨削tj=[h×A/ft+τ]×K=(0.25×A/0.005+0.15)×1.3(min)②平面磨削1)周磨tj=2×L×b×h×K/(1000×VW×FB×ft×Z)(min)注:L=11+20(mm)fB=平均15(mm)ft=0.003-0.085(mm)VW=5-20(m/min)2)端磨tj=h×i/(f双×n双)(min)注:f双——双行程轴向进给量(mm)n双——每分钟双行程数(双程/min)3)无心磨tj=L×i/(0.95×Vf)(min)式中,Vf——轴向进给速度(mm/min)L=1+B(单件)L=n工×1+B(多件连续进给)(mm)1——工件长度(mm)nZ——连续磨削工件数。
Excel软件在工程计算中的应用
Software Application •软件应用Electronic Technology & Software Engineering 电子技术与软件工程• 47【关键词】Excel 软件 公式 应用优势对于工程计算而言,精准的计算结果以及必要的计算过程还原,是提升工程质量的重要手段,因此需要合理的应用相关计算软件,提升工程计算质量以及计算效率。
Excel 软件作为一种新型计算工具可以在计算中发挥作用,但是目前应用情况并不乐观。
因此,对Excel 软件在工程计算中的应用研究有着鲜明现实意义。
1 Excel软件的应用优势Excel 软件是现阶段人们日常办公所应用到最为常见的软件,对于使用者而言Excel 软件具有十分明显的便利性,无论是常见的表格记录还是图表生成都可以让工作更加便利。
从使用的基本情况而言,可以将Excel 软件的优势概况以下几个方面:(1)Excel 软件具有明显的数据透视功能,实际应用过程中可以将数据透视表划分为十几种表格形式,并且可以通过简单操作立刻完成,尤其是在工程计算过程中,因为其内部所具有的工程类型较多,因此数据表格种类也很多,可以应用Excel 软件进行合理存储。
(2)Excel 表格拥有较大的数据容量。
在缺省状态下,Excel 表格可以分为16个相同类型的“工作簿”,其中每个“工作簿”纵向共有256列,横向共有16384行,在行列交叉位置会形成单元格,数据则可以记录在单元格内部,因此每张“工作簿”中都可以记录数以百万计的数据信息。
(3)Excel 软件中包含有大量的计算公式以及计算函数,可以通过选择数据区间然后点击应用的函数、公式内容,可以直接输出计算结果,数据计算十分方便。
(4)应用Excel 表格进行工程数据计算可以降低计算错误发生概率,如果计算结果存在问题,Excel 表格还会作为必要提示,发现Excel 软件在工程计算中的应用文/刘波错误之后,只要修改一个数据其它数据就可以自行改变,进一步保计算稳定性,并且Excel 表格当中的图表工具十分全面,可以通过应用直观反应数据信息,这是其它计算软件以及计算方法所不具备的优点。
Excel在工程数据处理中的运用
Excel电子表格在工程数据处理中的运用摘要:通过对化工工艺过程计算的几个较为常见的数据处理方法的讲解,介绍了Excel电子表格在工程数据处理方面应用和工程数据处理的基本方法,阐明了在用Excel电子表格等有效手段对化工过程数据进行处理的优越性。
关键词:Excel电子表格;工程数据、运用Excel电子表格是一个功能强大的电子表格软件,是Microsoft Office办公系列软件的重要组成部分。
由于它具有强大的数据处理计算与分析能力,而且有丰富的命令和函数,它可以把数据用各种统计图表的形式表现出来,被广泛的应用于各种领域中。
在我们化工工艺计算中可以通过Excel电子表格对某些过程进行编程计算,可以提高工作效率降低计算强度,但我门在编程的过程中往往会遇见一些工程实验数据,它们均为通过因次分析法实验做出的双曲线图表,这些数据只能通过一对一的查图得出相应的数据,因此就很难通过编程将一个过程自动的进行计算,因此如何将双曲线图表等复杂的数据归拟为一个数学模型就成为利用Excel电子表格进行工艺计算的关键所在。
我们以换热器工艺计算中的垂直管内冷凝膜传热系数为例讲解如何利用Excel电子表格这样将双曲线图表进行数学归拟。
1、根据双曲线图表的结构组成确定数据处理方案由于工程计算中众多的双曲线图为无规则线形,它们大多由直线、抛物线、曲线等多线形共同组成,因此为了准确归拟,我们应该化整为零,将具有相同属性的线形分离出来单独分别归拟,最后在利用编程中的条件命令将若干独立的公式设定进去,这样就可以达到预期目的。
图1为垂直管内冷凝膜传热系数图,从此曲线图可以看出呈折线状态并在折点两边各呈直线状态,为了提高数据归拟的准确性可以将此曲线以折点为界限分成两部分直线分别进行数学归拟,在最终编制计算程序时利用条件命令将两个归拟公式设定进去。
1.1、将此曲线折点左边单独分离开得到曲线1,其两端端点坐标查图得;(100,0.4);(1895,0.163)。
机械加工常用计算公式
机械加工常用计算公式机械加工是制造业中常见的一项工艺,它涵盖了各种工程材料的加工和制造过程。
要进行机械加工,工程技术人员需要应用多种计算公式来确定加工参数和准确度。
以下是一些机械加工中常用的计算公式。
1.转速计算公式:转速(n)=换算因子(K)×切削速度(V)÷刀具直径(D)其中,换算因子(K)是角速度换算的因子,单位通常为1、切削速度(V)是刀具切削表面的线速度,单位通常为m/min。
刀具直径(D)是刀具工作时的直径,单位通常为mm。
该公式用于计算切削加工过程中的转速。
2.进给速度计算公式:进给速度(Vf)=进给量(f)×周转精度(n)其中,进给量(f)表示切削速度方向上单位时间内被切削材料移除的距离,单位通常为mm。
周转精度(n)表示机械切削工具在工件上的周转次数,单位通常为1/min。
该公式用于计算工件在机床上进行加工时的进给速度。
3.工件旋转速度计算公式:旋转速度(N)=转速(n)×齿数(Z)其中,转速(n)表示主轴的转速,单位通常为r/min。
齿数(Z)是机械齿轮的齿数,单位通常为1、该公式用于计算工件旋转时的旋转速度。
4.刀具进给速率计算公式:进给速率(Fr)=齿数(Z)×螺旋线的累积前进角度(α)×主轴速度(N)其中,齿数(Z)是一次加工过程中所涉及的刀具齿数,单位通常为1、螺旋线的累积前进角度(α)表示刀具旋转一周时前进的角度,单位通常为度或弧度。
主轴速度(N)是主轴的转速,单位通常为r/min。
该公式用于计算刀具进给速率。
5.焊接变形计算公式:变形量(Δ)=γ×L×t其中,γ是金属的线膨胀系数,单位通常为1/℃。
L表示焊缝的长度,单位通常为mm。
t是焊接材料的温度差,单位通常为℃。
该公式用于计算焊接过程中产生的变形量。
总结:上述公式仅是机械加工中常用的一部分计算公式,具体应用时还需要根据具体情况选择合适的公式进行计算。
利用Excel精细化管理数控车间

时 间
加 工效 率 主 要 用来 考 核 操 作 人 员 ,其 数 值 的大 小代 表 操作 人 员的生 产 效率 ,是 评 定考 核 一 个操 作
人 员的重要 指标 ,和操 作人 员的个人利 益戚戚相
关 。可 由下 面 的 公式 计算 获 得 , 工 [ 件加 工辅 助 时 间 + ( 组运 行 时 间 + 7 =首 加 单 单 组 装 夹 时 间 ) × 工数 量 +刀具 调试 时 间】 上 加 /(
当月的开机率 、加工效率和绿灯率。
实 际 使 用 中 ,要 求 数控 机 床 操 作 员必须 真 实 地
填写各项数据 ,以保证最终得 出的开机率、加工效
率 、绿 灯率 的真 实性 。 在 每 个 月结 束后 ,我 们会 根 据 每 一 个数 控 机 床 操作 员 当月在 加 工 效率 、5 评 定 、纪 律 遵 守 的表 现 s
工 效 率 、绿 灯 率 累加 一 下 便 可 得 到 当 天 总 的开 机 率 、加 工效 率 、绿 灯率 。 到 月底 再 利 用 E c l 当 x e对 月 的数 据 累加 ,其 结 果 除以 上 班 天数 ,便 很快 得 到
核心价值就是 为了创造利润 。数控车间作为公司这
个 组 织 上 的 一 个功 能 部件 ,其核 心 存 在价 值 也 同样 是 为 了创造 利 润 。 数 控 机床 使 用 过 程 中 细分 出来 的各 部 分 只 有其 自动运 行 部分 才 是 直 接可 能 创造 利 润 的 部分 ,其 余 部 分 均 是 辅 助 。如 何 尽量 提 高机 床 自动运 行 部 分在
操作员
B
操作员
C
操 作 员 操 作 员 操 作 员 操 作 员
D E F G
各种机械加工工时计算公式E cel表格
砂轮耐用度(T) S
900
加工面长度 mm
400.00 纵向进给量与砂轮宽度比值
0.6
加工面宽度 mm
300.00 工作台充满系数
0.25
平面磨
工件速度 m/min
6
推荐磨削参数
磨削余量 mm
0.3
磨削公差 f mm
0.15
单行程磨削深度
0.042000
理论工时 min
5.2
**时间为工作台单
行程
磨削深度修正系数 K1=
1、该表 中每一种 加工方式 的理论工 时为单道 工步的切 削时间, 仅用于参 考,总的 切削时间 为所有工 步切削时 间的总和
2、总加 工成本可 以参考以 下计算公 式: C总 = 单位时 间机床的 切削成本 * 切削时 间 + 单位 时间机床 非切削成 本 * 所有 装夹、换 刀等动作 时间 + 其 它非加工 费用
零件参数
刀具、机床参数
灰铸铁 刀具类型
镶齿立铣刀
230-290 刀具可选直径范围 平面 刀具齿数
20-25 3
1500.00 步距 ae mm
5.0
5.00 切削深度ap mm
推荐铣削参数
0.05 10 159 请输入实际切削参数
20.0 0.12 200.00 62.5
2.0
0.10 18 286
5.00 切削深度ap mm
推荐铣削参数
0.16 12 637 请输入实际切削参数
0.2 800.00 14.0625
2.0
0.24 25 1326
算<<<<<<<
推荐切削参数
铰削余量 mm 每转进给量 f mm 切削速度 m/min
机械设计中的EXCEL应用
机械设计中的EXCEL应用我国国内机械设计、机械制造行业的自动化程度在近几年有了显著挺高。
为了与时俱进,让机械设计工程中的查表和计算实现自动化,应用EXCEL的公式功能,可以轻松实现自动查表。
Excel是微软公司的办公软件Microsoft office的组件之一,是自动化办公中非常重要的一款软件,在日常工作中,EXCEL可以轻松实现制作报表和进行一些简单数据的计算和统计,广泛地应用于管理、统计财经、金融等众多领域。
然而巧妙运用EXCEL中的公式,能解决我们工作领域的很多繁琐的数据计算,数据查找等工作,大大提高了工作效率。
下面以换热器设计为例,研究探索EXCEL在换热器设计中的应用。
辅助机械设计中EXCEL常用的核心函数EXCEL内部嵌入了简单的VBA程序,使操作变得更快捷,编码变得更简单。
甚至在表格中直接写入公式即可立即显示计算结果。
在表格中公式的应用一般是由开头的“=”开始的,等于号之后可以是简单的加减乘除计算。
当有些计算无法简单输入或者拥有多个计算参数,更复杂一些的就需要用到“函数调用,例如开平方根就需要用的函数:SQRT(numberl,方差用的是函数VAR(number1,[number2],…)。
在结合机械设计的过程中,一般有以下几个最重要、最常用的函数,IF函数IF函数是Excel中最常用的函数之一,它可以对值和期待值进行逻辑比较。
IF函数最简单的形式表示:如果(判定内容是否为真,为真则执行某些操作,否则就执行其他操作)举例:“=IF(C2=1,“是”,”否”)如果“C2”格子中的数字等于1,就显示“是”,否则就显示“否”。
在机械设计中,if也是最常用的,多个if嵌套可以对指定数据进行分类别检索。
例如《热交换器GB/T151-2014》(以下简称《GB/T151》)中折流板管孔允许偏差:管孔的直径函数就可以直接写成:=if(and(d=32,L900),d+0.4,d+0.7)注:其中“and”函数是一个逻辑函数,判定测试中是否所有条件都为“真”。
Excel公式大全学习个常用的Excel公式及其应用场景
Excel公式大全学习个常用的Excel公式及其应用场景Excel公式大全:学习常用的Excel公式及其应用场景Excel是一款功能强大的电子表格软件,广泛应用于数据处理、数据分析和报表生成等工作。
其中,公式是Excel的核心功能之一,通过使用合适的公式,可以实现复杂的计算和数据处理操作。
在本文中,我们将介绍一些常用的Excel公式及其应用场景,帮助读者更好地掌握Excel的使用技巧。
一、基本公式1. SUM函数:用于求和计算SUM函数是最常用的Excel公式之一,它可以用于计算一系列数值的总和。
例如,要计算A1到A5单元格的和,可以使用SUM(A1:A5)。
2. AVERAGE函数:用于求平均值AVERAGE函数可以用于计算一系列数值的平均值。
例如,要计算A1到A5单元格的平均值,可以使用AVERAGE(A1:A5)。
3. MAX函数和MIN函数:用于求最大值和最小值MAX函数和MIN函数可以分别用于求一系列数值的最大值和最小值。
例如,要求A1到A5单元格的最大值,可以使用MAX(A1:A5)。
4. COUNT函数:用于计数COUNT函数可以用于计算一系列数值的个数。
例如,要计算A1到A5单元格中非空单元格的个数,可以使用COUNT(A1:A5)。
二、逻辑判断公式1. IF函数:进行条件判断IF函数可以用于根据特定条件返回不同的结果。
例如,要根据A1单元格的数值判断是否大于10,如果是,则返回"大于10",否则返回"小于等于10",可以使用IF(A1>10,"大于10","小于等于10")。
2. AND函数和OR函数:进行多个条件的逻辑判断AND函数和OR函数可以分别用于进行多个条件的与运算和或运算。
例如,要判断A1和A2单元格是否同时大于10,可以使用AND(A1>10,A2>10)。
三、文本处理公式1. CONCATENATE函数:用于文本拼接CONCATENATE函数可以用于将多个文本字符串合并为一个字符串。
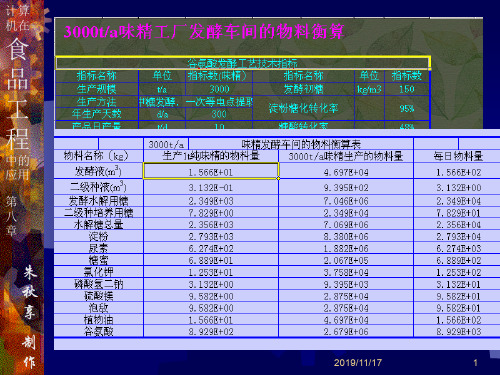
第九章Excel工艺计算实例
享
制
作
2019/11/17
6
制
作
2019/11/17
5
计算
机在
食 品
8.3 打扮打扮-- 添加修饰
工
程
中的 应用
1. 设置表格线框,如果还没设置的话。
演示 2. 去除网格线: 工具选项视图-网格线(将√去掉)
第
八
3. 添加背景:格式工作表背景,插入所
章
需背景。
朱 4. 添加单色背景:全选单元格,单元格格式
秋
设置,选图案下的单元格底纹。
右键点击或菜单格式或Ctrl+1
第
选择对齐-合并单元格
八
章
朱 秋 享
制
作
2019/11/17
3
计算
机在
食 品
8.1.2 输入表内内容
工 熟练应用上下左右移动的快捷键
程 (Tab、Enter,+Shift)
中的 应用
字体格式设置同上。
第
八
章
边框线设置同上选择单元格格式后,选 边框。
朱 秋 享
制
作
2019/11/17
4
计算
机在
食 品
8.2
制作物料衡算表
工 要点
程
中的 应用
演示 公式输入灵活应用绝对引用与相对引用。 (相转换F4) 数字格式采用科学计数法。
第
八
使用填充柄可大大加快输入速度
章
不要忘了批注或直接采用名字引用
朱
引用可用鼠标点击方式选择单元格
秋
享
中的 应用
格间距。
第
八
相近配方(料)可制作成一张表,缺少的配料可用 0表示。
机械设计经典计算公式(Excel版有公式计算功能)

链条长度 计算中心距 实际中心距
L=Lp*p/1000
2.794
m
机械Ⅲ表13-2-8
0.25
ac=p(2Lp-z1-z2)*ka
1079.5
mm
0.002*ac a=ac-△a
2.159
1077.341
mm
29
1000
30 v
链条速度
v=z1n1p/60*1000
0.010583333 m/s
31 Ft
775
mm2 Mpa Mpa
满足要求
序号
1 2 3 4
5 6 7 8 9 10
代号 一 P n T K 二 Tc β1 β2
tanβ β
Tn Tf 三
定义 已知 传动功率 转速 理论转矩 工况系数 计算 计算转矩
公式/出处
T=9550*P/n 机械手册Ⅱ6-89页表6-2-22
Tc=TK
tanβ=(tan2β1+tan2β2)1/2
定义 已知 工况系数 安全系数 输入功率 输入转速 输出转速 计算 计算功率 减速比 公称输入功率 结论(验算)
公式/出处
P2m=P×KA×KS i=N/n
P2m<P1 查表得ZSY500
结果
单位
1.5 1.5 300 1200 41
kW r/min r/min
675
kW
29.26829268
840
公式/出处
结果
单位
机械手册Ⅱ表5-4-4(钢-钢)
295 100
0 50 0.14 200000 200000 0.3 0.3 295 275 11 2.5 159.16
mm mm mm mm
MPa MPa
Excel程序在机械设计计算中的应用论文

Excel程序在机械设计计算中的应用论文Excel程序在机械设计计算中的应用论文在机械的设计过程中,工作人员通常需要对大量的数据、图形、数值等进行相应的处理,然而在这个过程中,计算需要耗费大量的人力和时间,同时部分数据在计算过程中会因出现一系列错误,需要重新计算,可以说,在复杂的机械设计当中,机械设计计算占据了工作人员的大半时间。
随着科学技术的发展,特别是计算机的出现,为人们的生活提供了很多便利。
当前,通过计算机以及高级语言对相关程序进行编写,人们可以完成相对复杂的计算数据,以减轻工作人员的工作强度。
然而,技术人员若不具备编写程序的能力,则不可能运用计算机来解决实际中的问题。
Excel程序作为众多程序中的一种,具有很强的计算功能,即便是没有一定编写程序能力的技术人员也可以完成相关计算任务,节省相当一部分计算时间,并将工程技术人员从复杂、繁多的设计计算工作当中解脱出来,可谓是十分方便。
因此,将Excel程序应用到机械设计计算中很有必要。
1 问题的提出当前,通过计算机,我们可以完成大量复杂的计算工作,但是这对技术人员的要求较高,很多时候都会用到高级语言编写程序,一旦不能完全掌握,便不能很好地使用,同时,高级语言在编写过程中会存在一些不足,具体表现如下:第一,计算结果不能用中文输出。
高级语言在编写程序的过程中,所使用的为代码或字母,很少涉及中文字,这也表明,通过高级语言所编写出来的程序所输出的结果为数字或字母值,不可能出现中文输出。
第二,不懂高级语言的人无法对计算结果的正确性进行审查。
前文已经陈述,高级语言编写程序要求技术人员具有一定的编写能力,普通技术人员在使用高级程序进行计算时,若计算结果出现误差或错误,则很难从中找到失误之处,更不用说检查整个计算流程以及程序运行本身了。
第三,不能把设计公式和设计计算说明书结合在一块打印输出。
当需要时,还需要另外撰写。
高级语言所编写出来的程序是独立存在的,技术人员不可能在程序的旁边附加程序计算说明,因为一旦出现其他与程序无关的字词或其他数字,会影响程序的运行。
Excel在数控编程中的应用

生成方法采用 Excel 的填充功能。 具体要求操作
方法 是 : 在 空 白 工 作 表 的 A1 单 元 格 输 入 1, 在
A2 单元格输入 2, 然后选中区域 A1:A2, 拖动填
充 柄 向 下 填 充 至 单 元 格 A750, 在 A1:A750 中 得
到增 1 的数据, 也就是 X 坐标值。 如图 2 所示。
4 总结语 本文主要介绍了两种曼码的解码程序的编写
方法, 并对它们进行了简单比较。 最后介绍了一 种曼码解码的应用实例。
参考文献 [1] 阳永华. 曼码调制的非接触 ID 卡通用读卡程序编制 [J] . 单
片机与嵌入式系统应用, 2005 , (4) : 75-76. [2] 王国荣, 双凯. 非接触 ID 卡在自动识别系统中的应用 [J] .
在 B36 中 输 入 公 式 =55*sin ((A36 -375) / 216.45), 然后利用填充柄填充 B36 : B714, 得到 曲线部分的坐标值。 如图 3 所示。
图 1 柱面凸轮加工曲线
曲线分析: 第一段为水平直线段, 高度值
为-55, 水 平 长 度 为 35; 第 二 段 为 正 弦 曲 线 段 ,
图 2 生成 X 坐标值
2 Y 坐标值的生成
Y 坐标值分为三段, 第一段和第三段为直线
段 , X 坐 标 值 分 别 为 -55 和 55; 第 二 段式为 55sin
x-375π 216.45
。
图 4 保留四位小数后的 Y 坐标值
4 数控加工程序的生成 接下来就是要生成数控加工程序了, 本例采
Excel在数控编程中的应用
宋斌
(辽宁省交通高等专科学校, 辽宁沈阳 110122)
车间统计员常用excel技巧

车间统计员常用excel技巧
1.数据筛选:通过筛选功能,快速过滤、查找所需数据,提高数据分析效率。
2. 条件格式:利用Excel中的条件格式工具,将数据自动标记不同颜色,展示数据的趋势或关联性。
3.SUMIF函数:根据指定条件累加求和,可精确到单个单元格、区域或整个工作表,方便统计操作。
4.VLOOKUP函数:常用于查找表格中的对应值,快速查找数据表中所需信息。
5.PIVOT表透视表:可将数据透视为不同的角度查看数据,对于大量数据的分析十分有效。
6.数据透视表:可将数据透视为不同的角度查看数据,对于大量数据的分析十分有效。
7.数据排序:可根据指定条件快速排序整个工作表,自动将数据整理为需要的顺序。
8. 图表制作:通过Excel的图表工具,可以将数据可视化,更直观地展示数据分析结果。
9. 数据导入导出:通过Excel的数据导入导出功能,能够快速转移数据到其他软件或系统中进行使用或备份。
10.自定义样式:通过自定义样式,能够轻松调整工作表外观,让其更加易于阅读和分析。