两板模具的基本介绍
模具类型

六、模具类型(Mold Types):两板模(Two-Plate Molds)﹕两板模是最常用的模具类型,与三板模比较,两板模具有成本低、结构简单及成型周期短的优点。
单模穴两板模许多单穴模具采用两板模的设计方式,如果你的产品只用一个浇口,不要流道,那么塑料会由竖流道直接流到型腔中。
多模穴与家族模穴两板模你可以使用两板模在一模多穴和家族模穴模中,但是这种结构中限制进浇的位置,因为在两板模中流道和浇口也位于分模面上,这样他们才能随开模动作一起作业。
在你设计多穴模具之前,你应该分析单个成品(分析类型用Part Only)来决定浇口位置。
如果分模面与浇口在同一线上,那么就能用两板模。
当你设计一模多穴的模具时,到达流动平衡对你设计流道是重要的。
对于一模多穴而言,使用常用的两板模结构,使各模穴的流动到达平衡不大可能,因此你或许要用三板模或者用热流道的两板模代替。
采用热流道的两板模它能保证塑料以熔融状态通过竖流道、横流道、浇口,只有到了模穴时才开始冷却、凝固。
当模具打开时,成品(或冷流道)被顶出,当模具再次关闭时,流道中的塑料仍然是热的,因此可以直接充填模穴,此种模具中的流道可能由冷热两部分组成。
采用热流道的两板模可以用来改变成三板模。
在这种模具中,进浇位置必需放在模穴中心,以避免在成品可见侧上留下痕迹,这就意味着流道必需远离分模面。
(脱模时避免碰到划伤)假设你使用热流道模具,流道不需顶出,因此流道远离分模面也不会引起任何问题。
热流道也适用于小产品的一模多穴模具中,假如有许多小产品,常用的流道系统可能会浪费许多材料,如果它不能回收的话。
热流道的优点:较少的废料,无需回收较不明显的浇口痕迹可以不要切除浇口缩短成型周期可较大程度上控制模穴充填和胶体流动热流道的缺点:较高的成本难于改变材料颜色易于出故障,特别是加热控制系统对热敏性材料不适用对高数量、高品质的产品,采用热流道系统利大于弊。
在有些案中,最好的结果也许是采用热流道与冷流道的结合。
《两板模基本结构》课件

# 两板模基本结构 本课程将介绍两板模基本结构及其组成部分,以及其在工业生产中的应用。
概要
两板模概述
两板模是一种冲压模具,由上下两个板组成,通常用于制作薄板金属零件。
两板模组成
两板模由四个基本部分组成:上板、导柱、下板和模柄。上下板通过导柱连接并互相保持一 定间隔。模柄用于固定模具和操纵上下板。
两板模的工作原理
冲压过程
将金属薄片放置在上下模具之间,通过精密的冲压过程,使薄板金属形成所需的形状。
两板模在工业生产中的应用
广泛应用
两板模广泛应用于汽车、电子产品、家用电器、空调和机器设备等行业的制造中。
主要工具
两板模是制造薄板金属零件的主要工具之一。
总结
通过学习本文,同学们应该对两板模的工作原理及其在制造中的应用有了更深入的了解。
模具基本结构简介之两板模

PPT文档演模板
2020/11/20
模具基本結構簡介之兩板模
•昆山精英模具设计培训中心
• 很多做模具设计的模具设计师对软模和
硬模的概念不是很清楚,特别是刚入行的初级 设计,在此我做一个简单的介绍,希望能对你 们有些帮助。
• 1,软模(Pre-hardened)
所谓软模是指硬度在44HRC以下,内模件所 采用的钢材买回来后不用进行热处理就能达到 使用要求,这样的注塑模叫软模,如内模件采用 P20钢,王牌,420H钢,铝,铍铜等
PPT文档演模板
模具基本結構簡介之兩板模
3rew
演讲完毕,谢谢听讲!
再见,see you again
PPT基本結構簡介之兩板模
两板模基本结构模具设计材料

目录
• 两板模基本结构 • 模具设计 • 材料选择 • 模具材料 • 模具制造工艺
01
CATALOGUE
两板模基本结构
定义与特点
定义
两板模是一种模具结构,主要由 上模板、下模板和模架组成。
特点
两板模设计简单,制造成本低, 适用于中小型塑件的大批量生产 。
结构组成
01
04
CATALOGUE
模具材料
钢材
钢材是两板模模具设计中常用的 材料之一,具有高强度、耐磨性
和耐腐蚀性等优点。
钢材可以通过热处理和表面处理 等工艺进一步提高其性能,如提 高硬度、增强耐磨性和防腐性能
等。
钢材的缺点是密度较大,较重, 且成本相对较高。
铝材
铝材是一种轻便、耐腐蚀的材料,也常用于两板 模模具设计。
02
03
上模板
上模板是两板模的上半部 分,主要作用是安装模具 的凸模和顶出机构。
下模板
下模板是两板模的下半部 分,主要作用是安装模具 的凹模和定位机构。
模架
模架是两板模的支撑结构 ,用于固定上模板和下模 板,确保模具的稳定性和 精度。
结构分类
按用途分类
根据模具用途不同,两板模可分为热塑性塑料模具和热固性塑料模具。
明确模具设计的要求和目标, 收集相行详细的结构 设计,确定零部件的形状、尺 寸、材料等。
出图与整理技术文件
完成设计后,按照标准或规范 要求绘制图纸,整理相关技术 文件。
设计软件
CAD软件
CAM软件
用于进行二维或三维的模具结构设计 。
用于生成加工代码,实现模具的数控 加工。
05
CATALOGUE
注塑模具两板模与三板模的区别概述

充填中
充填完畢
壓力分佈圖
Your Expert Partner for FPD Your & Expert PrecisePartner Components for FPD & Precise Components
我們可以右邊的三張模流分析中很清楚的看 出其所產生的成型問題點有流動不均、壓力 不均及充填不足的狀況產生,充填不足就不 用說了,在塑料流動不均及壓力不均的情形 下,即使是飽模了,成型後的成品將會嚴重 變形。再來便是要考慮成品在成型完畢後的 後處理問題(料頭的修剪與成品的組配)及 料頭在修剪過後,其所殘留的料頭是否會因 突出成品面而與其他相配合之組件交相干涉, 進而影響組裝。
1
两板模与三板模结构上的差异
小拉桿,主要做 為上背板,脫料 板及母模板之間 的行程控制。 三板模之導柱以 固定在上背板上 為主,長度較長。
模具結構上的最主要差異,在於導柱放置的位置 及方向性的不同,並且三板模在其母模側會多了小拉 桿及開閉器等相關機構來控制模具之開模順序與開 模行程。
兩板模之導柱原 則上以固定在公 模板上為主,長度 較短
1.開模第一段,主 要是將料頭從 母模板中拉出。
2.開模第二段,此段 開模重點,主要在 於將拉住料頭的 拉料釘從料柄中 抽離
3.開模第三段,為 公,母模面的脫 離。
開閉器其作用是在模 具開模時將母模板拉 附在公模板上,使脫 料板與母模板先脫離 後。 其開模順序為:
Your Expert Partner for FPD Your & Expert PrecisePartner Components for FPD & Precise Components
4
两种结构模具间比较说明(一)
模具的基本结构

模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。
模具

模具就是一个模型,按照这个模型做出产品来,但是模具是怎样生产出来的呢,可能除了模具专业人士大多数回答不出来.模具已经在我们生活当中起了不可替代的作用,我们的生活用品大部分离不开模具,如,电脑,电话机,传真机,键盘,杯子等等这些塑胶制品就不用说了,另外像汽车和摩托发动机的外罩也是用模具做出来的,光一个汽车各种各样的模具就要用到2万多个.所以说现代生活模具的作用不可替代.只要批量生产就离不开模具,至少在最近50年内离不开。 那么模具是怎样做成的呢? 下面对现代模具生产流程做一个简单的介绍。 1)ESI(Earlier Supplier Evolvement 供应商早期参与):此阶段主要是客户与供应商之间进行的关于产品设计和模具开发等方面的技术探讨,主要的目的是为了让供应商清楚地领会到产品设计者的设计意图及精度要求,同时也让产品设计者更好地明白模具生产的能力,产品的工艺性能,从而做出更合理的设计。 2)报价(Quotation):包括模具的价格、模具的寿命、周转流程、机器要求吨数以及模具的交货期。(更详细的报价应该包括产品尺寸重量、模具尺寸重量等信息。) 3)订单(Purchase Order):客户订单、订金的发出以及供应商订单的接受。 4)模具生产计划及排工安排(Production Planning and Schedule Arrangement):此阶段需要针对模具的交货的具体日期向客户作出回复。 5)模具设计(Design):可能使用的设计软件有Pro/Engineer、UG、Solidworks、AutoCAD、CATIA等 6)采购材料 7)模具加工(Machining):所涉及的工序大致有车、锣(铣)、热处理、磨、电脑锣(CNC)、电火花(EDM)、线切割(WEDM)、座标磨(JIG GRINGING)、激光刻字、抛光等。 8)模具装配(Assembly) 9)模具试模(Trial Run) 10)样板评估报告(SER) 11)样板评估报告批核(SER Approval)
模具类型介绍

热唧咀模具
采用热唧咀直接进料或间接进料的模具,简称热唧咀模具
定位圈
面板
隔热板
A板
前模
热唧咀
B板
后模 垫板
后模镶件
图13-.1.1
24
热唧咀模具應用實例
-
25
热流道模具
具有热流道板、二级热唧咀形式的模具,简称热流道模具
隔热板 定位圈 面板 隔热垫块 热唧咀 热流道板 二级热唧咀 中心隔热块
撥塊
開閉器 公模仁
滑塊
公模板 上頂出板 下頂出板
支撐柱 -
上固定板
剝料板
料頭
母模板 母模仁 定位塊 成品 導柱 回位銷 定位塊
模腳 下固定板
12
三板模應用范圍
一模一穴且要求側澆口進料或點進澆的大中型成品
B
入水位置
A
C
模圖
-
產品圖
13
一模多穴且求點澆口進料的成品
入水 位置
一出二腔模圖
-
14
一模多穴且求點澆口進料的成品
-
15
倒裝模
由于成品的特殊結構或者成品的外觀需求﹐致 使進膠與頂出在成品的同一側﹐這樣的模具 結構叫做---倒裝模
上固定板
上下頂出板 模腳
公模板
公模仁
母模仁 母模板
-
下固定板
16
倒裝模的運動方式:油缸頂出
開模后﹐靠油壓缸帶動頂出板前進和 后退﹐用回針確保回位定位。
-
17
倒裝模的運動過程
成型
開模
▪ 典型的三板模比我們 常用的兩板模多一塊 剝料板﹐多二次分型 (共三次分型)﹐在母模 板與公模板之間裝有 開閉器(分塑膠與機械 兩種)﹐這種裝置必須 在外加拉力達到一定 值時才會使公母模板 分開﹐以保證在三板 模中公三板模(小水口)結構介紹
注塑模具的八大分类
注塑模具的八大分类开模时,动模和定模分开,从而取出塑件,称单分型面模具,又称双板式模。
它是注塑模具中最简单最基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是应用最广泛的一种注塑模。
双分型面注塑模有两个分型面,与单分型面注塑模具相比较,双分型面注塑模具在定模部分增加了一块可以局部移动的中间板(又叫活动浇口板,其上设有浇口、流道及定模所需要的其它零件和部件),所以也叫三板式(动模板,中间板,定模板)注塑模具,它常用于点浇口进料的单型腔或多型腔的注塑模具,开模时,中间板在定模的导柱上与定模板作定距离分离,以便在这两个模板之间取出浇注系统凝料。
双分型面注塑模结构复杂,制造成本较高,零部件加工困难,一般不用于大型或特大型塑料制品的成型。
当塑件有侧孔或侧凹时,需采用可侧向移动的型芯或滑块成型。
注塑成型后,动模首先向下移动一段距离,然后固定于定模板上的弯销的斜面段迫使滑块向外移动,与此同时脱模机构的推杆推动推件板使塑件自型芯上脱下。
由于塑件的某些特殊结构,要求注塑模设置可活动的成型零部件,如活动凸模、活动凹模、活动镶件、活动螺纹型芯或型环等,在脱模时可与塑件一起移出模外,然后与塑件分离。
对带有螺纹的塑件,当要求自动脱模时,可在模具上设置能够转动的螺纹型芯或型环,利用开模动作或注塑机的旋转机构,或设置专门的传动装置,带动螺纹型芯或螺纹型环转动,从而脱出塑件。
无流道注塑模是指采用对流道进行绝热加热的方法,保持从注塑机喷嘴一型腔之间的塑料呈熔融状态,使开模取出塑件时无浇注系统凝料。
前者称绝热流道注塑模,后者称热流道注塑模。
直角式注塑模具仅适用于角式注塑机,与其他注塑模截然不同的是该类模具在成型时进料的方向与开合模方向垂直。
他的主流道开设在动、定模分型面的两侧,且它的截面积通常是不变的,这与其他注塑机用的模具有区别的,主流道的端部,为了防止注塑机喷嘴与主流道进口端的磨损和变形,可设置可更换的流道镶块。
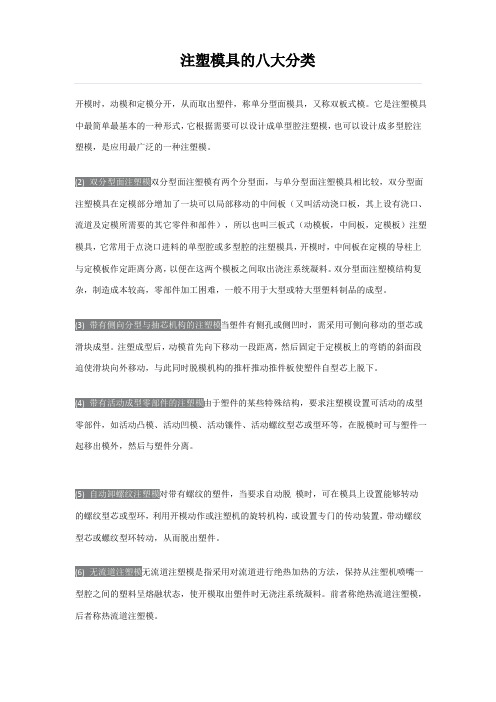
模具结构1

1) 固定侧固定板(面板) 2) 流道剥料板(水口推板) 3)固定侧型模板(A板) 4)可动侧型模板(B板) 5)承板(托板) 6)间隔块(方铁) 7)顶针定位板(面针板) 8)顶针固定板(底针板) 9)可动侧固定板(底板) 10) 型芯(CORE) 11)定位圈 12) 唧嘴 13) 导柱 14) 导套 15) 导套 16)顶针 17)流道頂针 18)限位螺栓 19)拉杆 20)流道勾针 21)固定螺釘 22)拉板
(5)剥料板(水口推板)
脫模板置于A板上,四个角落亦有紧密配合之导柱导套,當 射料完結,开模,成品附着于型芯及流道拉销(勾针)上.此時 頂出板受活動床臺活塞之推力,將歸位銷前推,使脫模板和 活動模板分開一定之距離,成品及流道塑料便可脫離取下.
(6)間隔板(方铁)
承板(或B板)与底板中央有一空间,让顶针板在此空间前后移动, 可將成品頂出及回复原來位置.此一空间由间隔板分开,頂出板的 移動行程由間隔板的厚薄來決定.
(7)面针板与底针板
面针板与底针板用螺丝固定在一起,將頂针、回针 定于适当位置,底针板受注塑机顶棍推力,顶出便可將成品顶出.
(8)型腔(CAVITY) 型腔指母模仁,使成型零件獲得所需外形形狀和尺寸。
(9) 型芯 (core ) :
亦可称模芯或公模, 与型穴(CAVITY)构成模具之成形空間。 成 形完毕, 模具开启, 成品附着在型芯上, 再由頂出机构之頂出动作而 脱模。
热流道结构
分流板
热咀
优点:1.节省切除料头的修整工序,从而有效地节约了人力和加工费用. 2.提高了原料利用率和生产效率.
缺点:1.模具结构复杂. 2.加工成本高,不适合小批量生产.
二、成型用模具各部分名稱
1)固定侧固定板(面板) 2)固定侧型模板(A板) 3)可动侧型模板(B板) 4)承板(托板) 5)间隔块(方铁) 6)顶针定位板(面针板) 7)顶针固定板(底针板) 8)可动侧固定板(底板) 9) 型芯(CORE) 10)定位圈 11) 唧嘴 12)导柱 13)导套 14)主流道抓料销 15)顶针 16)回针 17)停止销(垃圾钉)
两板模具的基本介绍
部分零﹑部件的功能﹑材質介紹
4.EGP(頂板導柱) 功能﹕主要是在頂出成品及頂板回 位過程中對頂板起導向的作用。 常用材質﹕SUJ2
EGP的導向作用可以保證頂出 板和各頂出機構的動作準確,順暢, 避免頂出機構運動中有卡死的現象。 EGP常用的兩種形式見右圖。
EGP常用形式
部分零﹑部件的功能﹑材質介紹
(2) 注塑機動模側繼續動模側向後運動,拉力不斷增大,超過開閉器鎖緊力.母模板與公模板分開.分開到設定距離時停止 不動.
小拉杆行程
剝料板行程
合模過程
合模過程:當頂出板上有拉回(或急回) 機構時,在合模前,頂出板被注塑機(或 急回機構)強制回位﹐一般情況也由彈 簧力彈回.
(1)在注塑機的推動下,公 模側向母模側運動,若頂出板沒有被預 先拉回,RP最先接觸母模板,在反作用 力下,頂出板在RP的帶動下回位.
常用材質﹕S45C
注意﹕鎖模器裝配避免與水孔、吊模螺絲、 定位塊、計數器等干涉
12.附屬設備
有些模具因特殊要求會裝配急回機 構﹑微動開關及計數器等一些附屬設備。
鎖模器的常用形式
常用兩板模標准模座的介紹
標准模座是將模座的一些零﹑部件標准化﹐大批量 生產﹐使用時直接購買﹐以提高主產效率﹐降底成本。
標准模座主要有DME﹑HASCO﹑FUTABA﹑ ROUNDMATE等系列。
1.定位環
功能﹕主要是保証注塑機的噴嘴﹑ 注口襯套同軸心﹐否則兩者相接處 不密合﹐出現漏膠現象。
常用材質﹕S55C
定位環的規格與成型機是相對 應的,英制和公制的機台上應該使 用相對的定位環。所以在模具設計 之初就要了解使用機台的規格,使 用相應的定位環。另外,在特殊情 況下可以設計公英制通用的定位環 (可以互換)。
模具基本结构简介之两板模

L长度 L<200 200<L<400 400<L
数量 4支 6支 8支以上
(A)
易取下,可单独加工。 大型模具建议使用此ST。
(B)
不易取下,一般在小 型模具中整体加工。
大型模具需在中间加ST,以增加下頂出板的支点,防止顶板变形
EGP(顶板导柱)配置要求
1.EGP的作用:导向顶出板运动,防止顶出板受力不均而頂出不平衡。 2.EGP的材质:SUJ2;热处理HRC48~52表面研磨 3.EGP规格及配合要求。 4.EGP直径的选取﹐EGP直徑大小与RP直徑大小一致。 5.EGP的裝配形式及使用場合。(如下图) 6.EGP的长度确定
撑头固定螺丝
顶针
顶板 导套
定位环螺钉 定位环 内模镶件 上固定板
导套 动模板
导柱
模脚、方铁、垫板
顶板 导柱
模胚固 回位销 定螺丝
下固定板
两板模基本零件简介
1. 上固定板:作用是将定模座板和连接于定模座板的其它定模部分安装在注射机 的定模板上。定模座板比其它模板宽25~30mm,便于用压板或螺栓固定。
GP(导柱)配置要求
1.GP(导柱)的作用﹕使固定侧与可动侧精确定位﹔支承模具重量﹔保护模仁 2.GP (导柱)材质SUJ2;材质SUJ2,热处理HRC48~52表面研磨 3.GP (导柱)直径及位置的选取 4.GP (导柱)配置形式及使用场合。(如下图) 5.GP (导柱)长度的确定
(A)
(B)
一般模具
小模具
模温高及 压铸模具
K.O孔的中心位置要与注口中心一致
定位块配置要求
1.定位块材质SKD61热处理HRC45~48°表面研磨。
模具基础之二三板模区别
03
三板模具介绍
三板模具的定义
定义
三板模具是一种常见的模具类型 ,由三个主要模板组成,分别是 动模板、定模板和中间板。
结构
三板模具的动模板和定模板通常 固定在一起,而中间板则可以移 动,以实现模具的开合和制品的 成型。
三板模具的特点
适用范围广
三板模具适用于各种塑料制品的成型,如注 塑、压塑等。
适用范围广
二板模具适用于各种塑料制品的成型, 如吹塑、注塑、吸塑等,应用范围广 泛。
二板模具的应用场景
01
02
03
包装行业
二板模具广泛应用于塑料 包装制品的成型,如塑料 瓶、塑料袋等。
家电行业
二板模具也用于家电产品 的塑料部件成型,如洗衣 机、电冰箱等。
日用品行业
二板模具还用于日用品的 塑料制品成型,如牙刷、 梳子等。
结构简单
三板模具的结构相对简单,易于设计和制造。
成本较低
由于三板模具的结构相对简单,因此其制造 成本相对较低。
三板模具的应用场景
注塑成型
三板模具适用于注塑成型, 可以用于生产各种塑料制 品,如塑料盒、塑料桶等。
压塑成型
三板模具适用于压塑成型, 可以用于生产各种塑料制 品,如塑料管、塑料棒等。
其他应用
装配调试
二板模的装配调试相对简单,而三板模需要确保中隔板的位置和固定方 式正确,调试难度较大。
使用效果差异
生产效率
由于三板模多了一个中隔板,需要多进行一次分 型操作,因此生产效率相对较低。
塑件质量
三板模由于多了一个分型面,可以更好地控制塑 件的充填和排气,对提高塑件质量有一定帮助。
适用范围
二板模适用于中小型塑件的生产,而三板模适用 于大型塑件或需要多浇口进料的生产。
模具结构简介

10.顶针板导柱(EJECTOR GUIDE PIN)
11.顶针板导套(EJECTOR GUIDE BUSH)
12.定位销(CENTER SLEEVE) 13.垃圾钉(STOP DISC)
14.INTERLOCK
15. LIMIT SWITCH
模具基本结构简介之三板模
Wireless Business Unit
Wireless Business Unit
模具结构基本 简介
前言
Wireless Business Unit
模具基本结构一般分为两 板模﹐三板模和热流道三种。 模具的结构一般由客户或者依 据产品来决定的。
模具基本结构简介之两板模
Wireless Business Unit
两板模基本零件简介
Wireless Business Unit
三板模的运动过程
Wireless Business Unit
合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机強制 拉回。
(1)在注塑机地推动下,动模向定模运动,若頂出板沒有被预先拉 回,复位杆最先接触定模板,在反作用力下,顶出板在复位杆的带动下 回位.
(2)动模板压向定模板和弹料板,最后完全合紧,注塑机上的喷嘴 与模具上的浇口套密合,开始注塑. 这样就完成塑胶模具的整个运动周期.
2.浇口套(SPRUE BUSH)
材料CALMAX
3.支撑柱(SUPPORT PILLAR) 材料709
4.吊模块(TIE BAR)
材料S50C
5.限位块(STOPPER)
材料709
6.导柱(GUIDE PIN)
7.导套(GUIDE BUSH)
8.弹簧(SPRING)
9.复位杆(RETURN PIN)
两板注塑机工作原理

两板注塑机工作原理
两板注塑机是一种常见的注塑成型设备,其工作原理如下:
1. 模具安装:首先,将注塑机的两个板子(即固定板和活动板)分别安装好模具。
模具通常由钢材制成,具有所需产品的空腔形状。
2. 加料:在注塑机的进料口处,将塑料颗粒或颗粒料放入料斗中。
然后,通过一个螺杆或柱塞的推进效应,将材料送入注塑机的加热筒。
3. 熔融:加热筒中通过加热元件升高温度,使塑料材料熔化成流动状态。
同时,通过螺杆或柱塞的运动,将熔融塑料向注射头推进。
4. 注射:当塑料熔融到一定程度时,将注射头移向模具,同时关闭料斗和加热筒的供料通道。
通过高压注射,将熔融塑料注射到模具的空腔中。
5. 压力保持:在注射完成后,注射头继续向模具施加一定的压力,以确保模具中的塑料材料充分填充,并消除可能的空隙或气泡。
6. 冷却:当注塑产品充分填充模具并保持一段时间后,注塑机会切断供给的熔融塑料,而将注射头和模具分离。
然后,通过冷却系统对模具进行冷却,以使塑料材料在短时间内快速固化。
7. 开模和脱模:当注塑产品已经固化并达到足够强度时,注塑机通过分离器将模具分为固定板和活动板。
然后,从活动板上移除注塑产品。
8. 循环再生:注塑机可以根据需要重复执行上述过程,以连续地生产注塑产品。
以上是两板注塑机的基本工作原理。
通过加热、熔融、注射、冷却和开模等步骤,该机器可以将塑料材料注射成各种形状的产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2D結構圖
常用兩板模形式
3D結構圖
兩板模開模﹑合模過程
當模具架到注塑機上時﹐母模側固定在注塑機前面板上﹐ 是不可動的﹔公模側可隨注塑機一起運動。 開模過程﹕ 1.公模側在注塑機的拉力作用下與母模側分開﹐分開到設定 位置時停止不動。 2.在注塑機背杆的推動作用下﹐頂出板帶動頂出機構(頂針﹑ 頂杆﹑斜梢)向前運動﹐將成品頂出(自然落下或用機械手取 走)。 合模過程﹕ 在注塑機的推動作用下﹐公模側向母模側運動﹐若回位銷 (RP)沒有預先拉回﹐回位銷最先接觸母模側﹐在反作用力的 作用下﹐回位銷將頂出板回位。公母模側完全合聚后﹐注塑 機開始注塑。
5.SP(支撐柱)
功能﹕支撐公模板﹐使公模板在注射壓力 下﹐不會發生下凹等變形。
常用材質﹕S55C
SP在排布時應遵循以下原則:
1.應避開斜銷,頂針等頂出系統。 2.在射壓較大的正下方應盡量多排SP.
并且SP盡量取大。
3.在滑塊的正下方排布SP.
SP的形式
部分零﹑部件的功能﹑材質介紹
6.定位塊
當模仁的結構中有靠﹑插破部位﹑模穴較深﹑產品質量要求 較高。由于加工精度以及裝配關系﹐公母模在合模過程中﹐ 會出現錯位現象。而單靠導柱的定位精度(通常為0.15MM)無 法滿足﹐而使用定位塊(通常為0.02MM)。 定位塊已經標准化﹐有台灣規格﹑DME公制﹑DME英 制﹑MISUMI﹑HASCO標准等。我們公司通常使用台彎規格﹐ 在設計過程中﹐定位塊的大小要根據模座的大小﹐客戶要求 來選定﹐而不同的場合應選用不同形式的定位塊。 場合一﹕模仁型腔較深且成品 無插破的情況下使用﹐
3.2鋼制開閉器 優點﹕a可以耐高溫 b可以受較的力
拉料銷設計
5.拉料梢的設計方法 5.1拉料梢的作用 A、將料頭從母模板中脫離 B、在第一次開模時,拉料梢之倒勾形成 上固定板與剝料板分開的阻力 5.2設計要點 A、在進膠點上方,排布拉料銷 B、對於料頭長或有曲線變化時,每隔一 段距離在轉彎處增加拉料梢 C. 剝料板前端需有5° 的斜度 D. 拉料梢頭部應埋在剝料板內
圖一
圖二
大拉杆
開閉器
作用﹕將公模的開模力傳遞至母模板 3.1塑膠式 適用範圍﹕ a溫度用於模溫100度以下 b受力不太大 選用方法:
3.2鋼制開閉器 優點﹕a可以耐高溫 b可以受較的力
開閉器
作用﹕將公模的開模力傳遞至母模板 3.1塑膠式 適用範圍﹕ a溫度用於模溫100度以下 b受力不太大 選用方法:
常用RP形式ቤተ መጻሕፍቲ ባይዱ
部分零﹑部件的功能﹑材質介紹
3.GP,GB(導柱,導套)
導柱,導套的作用是在模具開 模,合模的過程中起導向的作用。 導柱,導套合配得是否精確很大程 度的決定了一套模具的精度,所以 導柱孔,導套孔在模座加工中必須 要做到準確無誤。另外,爲了防止 模具組立時發生錯位的現象,通常 會做其中一支導柱OFFSET的防呆形 式。導柱導套在模具生產時會因爲 摩擦生熱導致模具溫度升高,因此 大型模具設計時應該在導柱附近排 布冷卻水路。
防止公母模仁錯位﹐
而影響產品質量。
部分零﹑部件的功能﹑材質介紹
場合二﹕成品有插破角而插破角
較小時使用﹐防止精度 破而損壞插破面。這是
我們設計中最常見的場
合。 場合三﹕當模具空間較小而成品有 插破角時﹐但沒有空間裝
前兩種定位塊﹐而使用
圓形定位塊。 定位塊常用材質﹕SKD61 熱處理HRC52(表面研磨)
常用材質﹕S45C 注意﹕鎖模器裝配避免與水孔、吊模螺絲、 定位塊、計數器等干涉 12.附屬設備
有些模具因特殊要求會裝配急回機 構﹑微動開關及計數器等一些附屬設備。
鎖模器的常用形式
常用兩板模標准模座的介紹
標准模座是將模座的一些零﹑部件標准化﹐大批量 生產﹐使用時直接購買﹐以提高主產效率﹐降底成本。 標准模座主要有DME﹑HASCO﹑FUTABA﹑ ROUNDMATE等系列。 我們公司主要使用FUTABA標准模座﹐在設計過程 中也要盡量使用標准模座。
兩板模介紹
兩板模3D模具 開﹐合模動畫圖
部分零﹑部件的功能﹑材質介紹
1.定位環 功能﹕主要是保証注塑機的噴嘴﹑ 注口襯套同軸心﹐否則兩者相接處 不密合﹐出現漏膠現象。 常用材質﹕S55C
公制定位環
定位環的規格與成型機是相對 應的,英制和公制的機台上應該使 用相對的定位環。所以在模具設計 之初就要了解使用機台的規格,使 用相應的定位環。另外,在特殊情 況下可以設計公英制通用的定位環 (可以互換)。
英制定位環
公英制通用定位環
部分零﹑部件的功能﹑材質介紹
2.RP(回位銷)
1
2
3
功能﹕在合模過程中﹐首先接觸 母模側﹐使頂出板先回位﹐保証 頂出系統不會與母模側零件撞傷。
常用材質﹕SKD61(高頻淬火) 模具在合模時首先靠大彈 簧將頂出板回位並帶動頂出機構 回位,當RP頂部接觸到母模板時 可以確保頂出板完全回位。常用 的RP形式見右圖,
如右圖所示﹐為避免小拉杆與 頂出板干涉所在母模板內做逃 孔。但若母模板厚度不夠時﹐ 可將小拉杆布在模腳上方來避 免干涉。 另外﹐為裝配方便﹐要小拉杆 頭部切邊以便夾持。 2﹑大拉杆 2.1 作用﹕A:支撐模板擴及剝料板重量 B:導向作用
大拉杆位置
因手機塑模其模座較小﹐通常以大拉杆導向代替導柱﹐其位置也于標准模座的 導柱位置﹐如下圖1所示。當設計較大產品模具則要保留導柱。如下圖2
三板模的優缺點
1.澆口的位置可依成品形狀找到最優處 2.澆口可以使用針點進澆來自動切斷 3.流道面積大﹐制品廢料多 4.模具分模行程大﹐而且不穩定﹐需用較大的成型機 5.成型過程中壓力損失大 6.模具構造復雜﹐價格高﹐容易出故障。
常用三板模開模順序
開模過程:常用三板模(DC TYPE)有三次分型,第一次在剝料板與母模板之間,第二次在剝料板與上固定 板之間,第三次在母模板與公模板之間.
(1) 當公模側起初受到注塑機的拉力時,公母模板之間由於裝有開閉器,而剝料板與母模板之間沒有任何連結和阻 礙,(多數情況下小拉桿上還裝有彈簧)這時在拉力作用下剝料板與母模板首先分開,母模板隨著公模板一起向後 運動,運動到設定距離(大于料頭長度)時,被小拉桿限位塊擋住,由於母模板隨注塑機動模側繼續向後運動,這樣 小拉桿也被帶動,它又帶動剝料板運動一個設定距離(常為8mm),以便將料頭打下.這個設定距離運動完後,小拉 桿和母模板都停止運動. 注塑機動模側繼續動模側向後運動,拉力不斷增大,超過開閉器鎖緊力.母模板與公模板分開.分開到設定距離時 停止不動.
部分零﹑部件的功能﹑材質介紹
4.EGP(頂板導柱)
功能﹕主要是在頂出成品及頂板回 位過程中對頂板起導向的作用。
常用材質﹕SUJ2
EGP的導向作用可以保證頂出 板和各頂出機構的動作準確,順暢, 避免頂出機構運動中有卡死的現象。 EGP常用的兩種形式見右圖。
EGP常用形式
部分零﹑部件的功能﹑材質介紹
10.K.O孔的平面布置
功能﹕模具開模后﹐機台的推杆通過K.O孔推動頂板頂出。 機台的K.O孔位置是標准化的﹐分公制和英制﹐我們常用公制。 注意﹕K.O孔中心必須與注口中心一致
公制K.O尺寸
英制K.O尺寸
部分零﹑部件的功能﹑材質介紹
11.鎖模器
功能﹕將模具的可動側與固定側鎖固在一 起,使可動側與固定側不能分開,以便搬 運及起吊
合模狀態
特殊兩板模的應用場合
第二次開模及頂出狀態
(二)﹑三板模(小水口)結構介紹
與二板模(大水口)相比較﹐在上固定板與母模板之間增加了可定距移 動的剝料板﹐可讓塑件與料頭從兩個不同的分型面取出。
定位環 注口襯套 大拉杆 小拉杆 撥塊 上固定板
剝料板 料頭
母模板 母模仁 定位塊(上) 成品 導柱 回位銷 定位塊(下) 模腳 下固定板
(2)
小拉杆行程
剝料板行程
合模過程
合模過程:當頂出板上有拉回(或急回) 機構時,在合模前,頂出板被注塑機(或 急回機構)強制回位﹐一般情況也由彈 簧力彈回. (1)在注塑機的推動下,公 模側向母模側運動,若頂出板沒有被預 先拉回,RP最先接觸母模板,在反作用 力下,頂出板在RP的帶動下回位. (2)公模板壓向母模板和剝 料板,最後完全合緊,注塑機上的噴嘴 與模具上的注口襯套密合(為防止噴嘴 流涎及拉絲﹐加工中為保持密合),開 始注塑. 這樣就完成塑膠模具的整個運 動周期.
特殊兩板模形式
特殊兩板模的應用場合
為了實現成品倒勾的脫出﹐結構需跑母模滑塊。在開﹑合模 過程中﹐上固定板和母模板需相對運動一定距離﹐而實現母模 滑塊的運動﹐使其脫離成品倒勾。 在結構上﹐上固定板和母模板之間添加小拉杆﹐ 限制上固定板和母模板之間的運動行程﹔在公﹑母模板之間加 開閉器﹐在開模過程中﹐保証上固定板和母模板首先打開﹐行 程到位之后﹐才打開公母模。
開閉器 公模仁
滑塊
公模板 上頂出板 下頂出板 支撐柱
(三)三板模機構
為保証開模順 序﹐三板模還增加 了一些輔助機構﹐ 如開閉器﹐小拉 杆﹐導柱也常改為 導向兼承受懸臂力 的大拉杆。
小拉杆
作用﹕1.控制第一﹑二次開 模行程﹔ 2.推動剝料板
直 徑﹕
數量選擇﹕通常取四支﹐模具 太小時可以取二支。位置排布時 要注意是否影響料頭取出。
部分零﹑部件的功能﹑材質介紹
8.STP(停止銷)
功能﹕減少頂出板與下固定板的接觸面 積﹐易調整頂出板的平面度。
常用材質﹕S45C(HRC40-50)
STP的常用形式
9.注口襯套
功能﹕將熔融塑料從注射機噴嘴導入模仁。
常用材質﹕SKD61(HRC52°)
注口襯套的常用形式
部分零﹑部件的功能﹑材質介紹