项目三_偏心回转体类零件数控车削加工工艺编制
数控车削加工工艺
首 页
上一页
下一页
ห้องสมุดไป่ตู้最后页
浙江工业职业技术学院《数控机床操作技能实训》精品课程
数控车中级技能实训教学
一、数控车床加工工艺分析的主要内容 工艺分析是数控车削加工的前期准备工作。工艺制定的合理与否,对程序 编制、加工效率、加工精度等都有重要影响。因此,应遵循一般的工艺原则并 结合数控车床的特点,认真而详细的制定好零件的数控车削加工工艺。 数控车削加工工艺包括以下主要内容: 1、分析被加工零件的工艺性; 2、拟定加工工艺路线,包括划分工序、选择定位基准、安排加工顺序和组 合工序等; 3、设计加工工序,包括选择工装夹具与刀具、确定走刀路径、确定切削用 量等; 4、编制工艺文件。 二、数控车床加工零件的工艺性分析 适合数控车床加工的零件或工序内容选定后,首要工作是分析零件结构工 艺性、轮廓几何要素和技术要求。
首 页
上一页
下一页
最后页
浙江工业职业技术学院《数控机床操作技能实训》精品课程
数控车中级技能实训教学
1、循环切除余量 数控车削加工过程一般要经过循环切除余量、粗加工和精加工三道工序。应根 据毛坯类型和工件形状确定循环切除余量的方式,以达到减少循环走刀次数、 提高加工效率的目的。 (1)轴套类零件 轴套类零件安排走刀路线的原则是轴向走刀、径向进刀,循环切除余量的循环 终点在粗加工起点附近。这样可以减少走刀次数,避免不必要的空走刀,节省 加工时间。 (2)轮盘类零件 轮盘类零件安排走到路线的原则是径向走刀、轴向进刀,循环切除余量的循环 终点在粗加工起点附近。编制轮盘类零件的加工程序时,与轴套类零件相反, 是从大直径端开始顺序向前。 (3)铸锻件 铸锻件毛坯形状与加工后零件形状相似,为加工留有一定的余量。循环去除余 量的方式是刀具轨迹按工件轮廓线运动,逐渐逼近图纸尺寸。 2、确定退刀路线 数控机床加工过程中,为了提高加工效率,刀具从起始点或换刀点运动到接近 工件部位及加工后退回起始点或换刀点是以G00(快速点定位)方式运动的。 考虑退刀路线的原则是:第一、确保安全性,即在退刀过程中不与工件发生碰
数控机床技能实训:第三章 数控车床的加工工艺基础与编程

上一页 下一页
第三章 数控车床的加工工艺基础 与编程
范围很大,并可无级调速,加工时可选用最佳的切削速度和进 给速度,可实现恒转速和恒切速,以使切削参数最优化,这就 大大地提高了生产率,降低了加工成本,尤其对大批量生产的 零件,批量越大,加工成本越低。
中体现并由机床自动完成加工,因此,数控加工工艺 的正确与 否将直接影响到数控车床的加工精度和效率。 一、数控车削加工零件的类型
数控车床车削的主运动是工件装卡在主轴上的旋转运动, 配合刀具在平面内的运动,加工的类型主要是回转体零件。
回转体零件分为轴套类、轮盘类和其他类几种。轴套类和 轮盘类零件的区分在于长径比,一般将长径比大于1的零件视为 轴套类零件;长径比小于1的零件视为轮盘类零件。
第三章 数控车床的加工工艺基础 与编程
3.1数控车削加工工艺基础知识 3.2数控车削加工工艺的相关内容 3.3数控车削加工编程基础
第三章 数控车床的加工工艺基础 与编程
3.1数控车削加工工艺基础知识
数控车床与普通车床相比,加工效率和精度更高,可以加 工的零件形状更加复杂,加工工件的一致性好,可以完成普通 车床无法加工的具有复杂曲面的高精度的零件。
端面,端面的轮廓也可以是直线、斜线、圆弧、曲线或端面螺 纹、锥面螺纹等。
(3)其他类零件 数控车床与普通车床一样,装上特殊卡盘就可以加工偏心
轴,或在箱体、板材上加工孔或圆柱。
上一页 下一页
第三章 数控车床的加工工艺基础 与编程
二、数控车削的加工特点 数控车削是数控加工中使用最广泛的加工方法之一,同常
简易回转体轴类零件数控车削加工工艺编制
3
项目一 简易回转体轴类零件的数控车削加工工艺编制
项目总体工作任务:
• 1.分析简易回转体轴类零件图数控车削加工工艺 性; • 2.拟定简易回转体轴类零件数控车削加工工艺路 线; • 3.选择回转体轴类零件数控车削加工刀具; • 4.选择回转体轴类零件数控车削加工夹具,确定 装夹方案; • 5.按简易回转体轴类零件数控车削加工工艺选择 合适的切削用量与机床; • 6.编制简易回转体轴类零件数控车削加工工艺文 件。
• 3.按数控系统控制的轴数分类: • (1)两轴控制的数控车床: • 机床上只有一个回转刀架或排刀架,多采 用水平导轨,可实现两坐标轴控制。
通用X、Z二轴控制(卧式) 单刀架
16
项目一 简易回转体轴类零件的数控车削加工工艺编制
• (2)四轴控制的数控车床: • 机床上有两个独立的回转刀架,多采用斜置 导轨,可实现四坐标轴控制。
X、Y、Z、C
四轴控制车削中心
单刀架
采用四轴三联动配置,线性轴X/Y/Z 及旋转C轴,C轴绕主轴旋转。机床除具 备一般的车削功能外,还具备在零件的 端面和外圆面上进行铣加工的功能。
14
项目一 简易回转体轴类零件的数控车削加工工艺编制
•
车削中心C轴加工回转体零件表面
15
项目一 简易回转体轴类零件的数控车削加工工艺编制
20
项目一 简易回转体轴类零件的数控车削加工工艺编制
• 1)床身和导轨的布局
• 数控车床的床身导轨与水平面的相对位置有多种形式, 如下图1-12所示,它有4种布局形式,图1-12(a)为水平床 身;图1-12(b)为斜床身;图1-12(c)为平床身斜滑板; 图1-12(d)为立床身。
•
• •
图1-12数控车床的布局形式
数控车削加工工艺及加工程序编制
题目数控车削加工工艺及加工程序编制学生姓名:王洪旗系另机械与电气信息工程系1」:专业年级:2009级数控技术专业指导教师:刘庆2012年6月20日摘要数控技术及数控机床在当今机械制造业中的重要地位和巨大效益,显示了其在国家基础工业现代化中的战略性作用,并已成为传统机械制造工业提升改造和实现自动化、柔性化、集成化生产的重要手段和标志。
数控技术及数控机床的广泛应用,给机械制造业的产业结构、产品种类和档次以及生产方式带来了革命性的变化。
数控机床是现代加工车间最重要的装备。
它的发展是信息技术(1T与制造技术(MT结合发展的结果。
现代的CAD/CAM FMS CIMS敏捷制造和智能制造技术,都是建立在数控技术之上的。
数控机床是装备制造业的工作母机,是实现制造技术和装备现代化的基石是保证高新技术产业发展和国防军工现代化的战略装备。
在全球倡导绿色制造的大环境下,机床数控化改造成为了热点。
它包括普通机床的数控化改造和数控机床的升级。
本次设计内容介绍了数控加工的特点、加工工艺分析以及数控编程的一般步骤。
并通过一定的实例详细的介绍了数控加工工艺的分析方法。
第1 章零件结构工艺分析、毛胚及加工定位基准的确定1.1 零件图分析在设计零件的加工工艺规程时,首先要对加工对象进行深入分析。
对于数控车车加工应考虑以下几方面:1、构成零件轮廓的几何条件在车削加工中手工编程时,要计算每个节点坐标;在自动编程时,要对构成零件轮廓所有几何元素进行定义。
因此在分析零件图时应注意:(1)零件图上是否漏掉某尺寸,使其几何条件不充分,影响到零件轮廓的构成;(2)零件图上的图线位置是否模糊或尺寸标注不清,使编程无法下手;(3)零件图上给定的几何条件是否不合理,造成数学处理困难。
(4)零件图上尺寸标注方法应适应数控车床加工的特点,应以同一基准标注或直接给出坐标尺寸。
2、尺寸精度要求分析零件图样尺寸精度的要求,以判断能否利用车削工艺达到,并确定控制尺寸精度的工艺方法。
回转类零件数控车削加工工艺
回转类零件数控车削加工工艺回转类零件是数控车削加工中常见的构件之一,具有广泛的应用场景和丰富的形式。
回转类零件的特点是需要通过旋转运动来完成加工过程,故其制造过程需要考虑旋转对准、工件与工具之间的相对运动以及芯轴的制定等因素。
数控车削加工是制造业中常见的高精度生产方式之一,通过自动化的控制系统控制刀柄在三维空间中的运动来精确切削工件,其优点包括高效、精度高、质量稳定等。
而在回转类零件的加工过程中,数控车削加工技术也可以完美发挥其优势,实现高标准的零件加工。
在进行回转类零件加工时,首先需要准备好相应的数控车床,以确保机床的精度和稳定性。
接下来,需要根据零件的要求选择合适的刀具、夹具和刀具路径,以便在工件旋转时精确切削零件。
同时,还需要进行工具编程和加工程序的准备,以保证切削质量和效率。
这就需要在数控编程中指定相关的加工参数,例如刀具半径、进给量和切削深度等,以便实现高质量、高效率的切削过程。
在回转类零件的加工过程中,还需要注意选取合适的芯轴,以确保工件的准确旋转和相对稳定。
芯轴的配置需要考虑到工件的几何形状和加工需求,以便在加工过程中实现好的定位和位置控制。
同时,还要注意芯轴的质量和稳定性,以防止加工过程中由于芯轴的不良影响工件旋转的精度和稳定性。
为了实现回转类零件的高质量加工,还需要合理设置加工参数和工序。
在加工参数方面,应根据工件材料和要求设置不同的切削深度、进给量以及切削速度等参数。
同时,还需要适时进行清洗、润滑和冷却等维护性工作,以确保切削质量和切削效率。
在工序方面,需要合理安排工具换刀、换芯轴、检测和测试等加工过程,以便实现高效、高质量的数控车削加工。
总的来说,回转类零件的数控车削加工是一个高难度和高要求的加工过程,需要对各种加工参数和工序进行精细的处理,以保证加工质量和效率。
因此,在进行回转类零件的加工前,必须要进行充分的技术准备和设备调试,以保证加工过程的顺利进行。
只有这样,才能最大限度地发挥数控车削加工技术的优势,并为现代制造业带来更高效、更优质的产品。
数控技术专业人才培养方案
数控技术应用专业人才培养方案合阳县职教中心数控教研组一、招生对象、学制及学习形式招生对象:初中毕业生学制:三年学习形式:全日制二、培养目旳本专业培养重要面向长三角及周围地区旳制造行业及企业,适应数控车床、铣床、加工中心操作、编程,产品质量检查等岗位,能从事数控车、铣、加工中心操作等工作,具有基本旳专业技术理论知识、应用能力、良好职业道德和职业生涯发展基础,德智体美全面发展旳高素质技能型专门人才。
本专业所培养旳学生应具有如下素质、知识、能力:●文化知识毕业生具有中等专业旳文化基础知识,具有一定旳专业英语阅读能力和计算机运用能力。
●专业知识1、掌握机械制图旳一般知识,具有识读较复杂零件图样和运用一种CAD软件绘制中等复杂程度机械图样旳能力;2、掌握机械制造有关知识,具有组织生产机械产品旳初步能力;3、初步掌握电气控制技术旳有关知识和一般操作技能;4、初步掌握机床数控技术旳基本常识,具有选用数控机床旳初步能力;5、理解常用数控机床旳种类及工艺范围,具有操作使用常用数控机床旳初步能力;6、纯熟掌握数控加工某一工种旳工艺分析与编程技术,抵达某一工种中级工技能等级原则,通过考核鉴定,获得对应旳职业资格证书;7、掌握数控设备管理和维护保养旳有关知识,初步具有生产一线数控设备管理和维护保养旳能力;8、纯熟掌握一种CAD/CAM软件旳使用技巧,具有纯熟运用一种自动编程软件旳能力;9、初步掌握产品质量管理和质量控制旳知识,具有对机械制造类企业生产一线产品质量进行检查、分析、管理和控制旳初步能力;10、具有一定旳实际工作经验,具有较强旳安全生产、环境保护、节省资源和创新旳意识;11、具有优良旳职业道德、团体合作精神和人际交流能力;12、具有获取、分析和处理信息旳能力;13、具有自主学习,适应职业变化旳能力。
●技能规定1、掌握数控编程有关理论知识,具有模具制造、维修旳综合能力。
2、具有数控铣工或数控车工等中级工对应操作技能。
回转体类零件的数控加工工艺路线及工序进给路线的设计
( eh nc l n lcr a gn eigDe a t n , a j Unv ri fArsa dS in e a j 7 0 M c a ia d E e ti lEn ie r p rme t B oi iest o t n ce c ,B oi 2 0 7,Chn ) a c n y 1 ia
Ke r s: y wo d Rot r a t a y p r s,CNC a hi ng pr es i ou e,Pr e r e di o e m c ni oc sng r t oc du e f e ng r ut
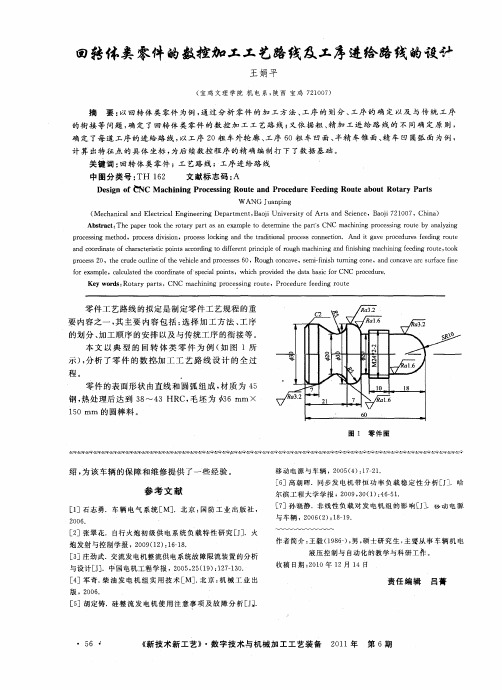
零件 工 艺路线 的拟定是 制定 零件 工艺 规程 的重 要 内容 之一 , 主要 内容 包 括 : 择 加 工方 法 、 其 选 工序
1 0Im 的 圆棒 料 。 5 l T
图 1 零件 图
绍 , 该车 辆 的保 障 和维修 提供 了一 些经 验 。 为
移 动 电 源 与 车 辆 , 0 54 :72. 2 0 ( ) 1—1
[ ]高 朝 晖.同 步 发 电 机 带 恒 功 率 负 载 稳 定 性 分 析 [ ] 6 J .哈
中图分 类号 : 6 TH 1 2
De in o sg f
文 献标 志码 : A
W ANG u n ig J a pn
C a hi i o e sn u ea o e r e n u e a o tRo a y Pa t M c n ng Pr c s i g Ro t nd Pr c du e Fe di g Ro t b u t r r s
a o r i ae o ha a trsi on sa c r n o dfe e icp eo ou h m a hiig a d i s n a hiig f e n ou e tok nd c o d n t fc rc e itc p it c o dig t if rntprn il fr g c nn n fnihig m c nn e dig r t ,o
机床数控技术第3章数控加工程序的编制
6. 程序校验和首件试切
程序送入数控系统后,通常需要经过试运行和首 件试切两步检查后,才能进行正式加工。通过试运行, 校对检查程序,也可利用数控机床的空运行功能进行 程序检验,检查机床的动作和运动轨迹的正确性。对 带有刀具轨迹动态模拟显示功能的数控机床可进行数 控模拟加工,以检查刀具轨迹是否正确;通过首件试 切可以检查其加工工艺及有关切削参数设定得是否合 理,加工精度能否满足零件图要求,加工工效如何, 以便进一步改进,直到加工出满意的零件为止。
1—脚踏开关 2—主轴卡盘 3—主轴箱 4—机床防护门 5—数控装置 6—对刀仪 7—刀具8—编程与操作面板 9—回转刀架 10—尾座 11—床身
3.2 数控车削加工程序编制
数控车床主要用来加工轴类零件的内外圆柱面、 圆锥面、螺纹表面、成形回转体表面等。对于盘类零 件可进行钻、扩、铰、镗孔等加工。数控车床还可以 完成车端面、切槽等加工。
3. 程序名
FANUC数控系统要求每个程序有一个程序名,
程序名由字母O开头和4位数字组成。如O0001、 O1000、O9999等
3.2.3 基本编程指令
1. 快速定位指令G00
格式:G00 X(U)_ Z(W)_;
说明:
(1) G00指令使刀具在点位控制方式下从当前点以快移速度 向目标点移动,G00可以简写成G0。绝对坐标X、Z和其增 量坐标U、W可以混编。不运动的坐标可以省略。
3.2.1 数控车床的编程特点
(1)在一个程序段中,可以用绝对坐标编程,也可用 增量坐标编程或二者混合编程。
(2)由于被加工零件的径向尺寸在图样上和在测量时 都以直径值表示,所以直径方向用绝对坐标(X)编程时 以直径值表示,用增量坐标(U)编程时以径向实际位移 量的2倍值表示,并附上方向符号。
项目三 偏心回转体类零件数控车削加工工艺编制
19
2.加工工艺路线设计
该偏心轴零件表面粗糙度Ra=3.2um,要求不太高,采用粗-精 加工即可。但由于该零件两端面都有倒角,且有偏心距要求,无法夹 持一头即完成全部加工,必须掉头车削加工。该案例零件加工顺序按 由粗到精、由近到远(由右到左)的原则确定,加工路线设计先粗精车 左端面-粗精车φ 45外径和倒角C1-掉头粗精车另一头端面-粗精 车φ 33外径和倒角C1。
23
7.填写数控加工工序卡和刀具卡
光轴数控加工工序卡: 光轴数控加工刀具卡:
24
1
项目能力目标: 1. 会对简易偏心回转体类零件图进行数控车削加工工艺性分 析,包括:分析零件图纸技术要求,检查零件图的完整性和正 确性,分析零件的结构工艺性; 2. 会拟定简易偏心回转体类零件数控车削加工工艺路线,包 括:选择加工方法,划分加工阶段,划分加工工序,确定加工顺序, 确定加工路线 ; 3. 会选用偏心回转体类零件数控车削加工刀具; 4.会选择偏心回转体类零件数控车削加工夹具,并确定装夹 方案; 5. 会按偏心回转体类零件数控车削加工工艺选择合适的切削 用量与机床;
用三爪自定心卡盘装夹偏心零件示意图
三爪卡盘
15
垫片厚度计算 垫片厚度可按下式计算: 式中 :x — 垫片厚度, mm ; e—工件偏心距, mm ; △e ― 试切后,实测偏心距误差,实测结果比要求 的大取负号,反之取正号。
16
用三爪自定心卡盘装夹的注意事项: 1. 应选用硬度较高的材料做垫块,以防止在装夹时发生挤 压变形。垫块与卡爪接触的一面应做成与卡爪圆弧相同的圆弧 面,否则接触面会产生间隙,造成偏心距误差。
数控车削加工工艺的编制
******毕业设计说明书课题名称:数控车削加工工艺的编制系别信息与控制工程学院专业机械设计与制造班级G05机械设计与制造姓名江杰指导教师****教研室主任 **** 起讫时间:2007年6月31日~2008年6月10日(共 40 周)摘要本课题设计的是车床尾座顶尖套筒零件的数控工艺及实施,主要设计任务是车床尾座顶尖套筒零件的数控加工工艺设计、编制加工程序说明卡、主要工序加工工序卡、工装夹具的设计、绘制工装(夹具)装配图及主要零件图、重要工序数控加工程序编制、数控仿真模拟加工。
通过本课题的设计,不仅为企业解决了生产上的实际问题,如铣床上铣车床尾座顶尖套筒键槽的装夹方案,同时也掌握了一系列机械加工设计方法及步骤,进一步提高了机械设计的综合能力,为以后走上机械专业岗位奠定了良好的基础。
随着CAD/CAM软件技术的进一步发展,几乎所有的个性化产品设计都在CAD 软件中设计完成.并与CAM软件结合使三维造型出来的产品可以直接生成NC代码。
这样使产品开发到产品出货的周期大大缩短,是现代制造业发展的必然趋势。
关键词:套筒、工艺、工装设计、数控程序AbstractWhat this topic design is the lathe tailstock apex sleeve components numerical control craft and the implementation, the main task of design is the lathe tailstock apex sleeve components numerical control processing technological design, the establishment processing program showed that the card, the main working procedure processing travel chart, the work clothes jig's design, draws up the work clothes (jig) the assembly drawing and the main detail drawing, the important working procedure numerical control processing program establishment, the numerical control simulation simulation processing. Through this topic design, not only has solved in the production actual problem for the enterprise, if on the milling machine the milling machine tail block place apex sleeve key slot's attire clamps the plan, simultaneously has also mastered a series of machine-finishing design method and the step, further sharpened the machine design synthesizing capacity, will step onto the machinery specialized post for later to lay the good foundation.Along with the CAD/CAM software technique's further development, the nearly all personalization product design designs in the CAD software completes. And enables the product which with the CAM software union the three dimensional modelling comes out to be possible to produce the NC code directly. Like this causes the cyclical big reduction which the product development product produces goods, is the modern manufacturing industry development inevitable trendKey word: Sleeve, craft, work clothes design, numerical control procedure目录摘要 (1)Abstract (2)目录 (3)1 绪论 (4)1.1 课题分析 (4)1.2 相关技术的发展现状和趋势 (5)2 机床的选用及简介 (6)2.1 机床的选择 (6)2.2 机床的组成..................................................................................................... 7~82.3 机床的工作原理 (10)2.3.1 数控机床的工作原理与工作方式................................................................ 10~112.4 机床的工作特点 (12)3 零件的工艺分析 (13)3.1 零件图的工艺分析 (13)3.2确定加工方按 (14)3.3确定加工顺序 (15)3.4确定进给路线 (16)3.5切削用量选择 (16)3.6刀具材料的选择 (17)3.7拟定数控铣削加工工艺工序卡片 ................................................................... 17~184 顶尖套筒零件CAD/CAM造型 (18)4.1 应用软件介绍 (18)4.2 顶尖套筒零件三维造型 (19)5 重要工序程序编制 (21)5.1加工工艺参数设置 ....................................................................................... 21~225.2加工轨迹仿真 (22)5.3后置处理及NC代码生成............................................................................... 23~266 毕业设计小结 (27)7 参考文献 (28)1 绪论1.1 课题分析1.1.1 课题的研究意义及其作用从20世纪中叶数控技术出现以来,数控机床给机械制造业带来了革命性的变化。
回转体零件的工艺与编程

回转体零件的工艺与编程【摘要】本论文详细叙述了数控车床加工回转体零件的主要过程,首先对工件进行了工艺分析,结合零件图进行了图样分析,然后根据分析结果进行毛坯选择,选择夹具和刀具,制定工艺路线(包括切削用量和切削参数的选择),制定加工工序卡片,手工编制加工程序,进行废品分析及问题解决。
论文的最后编写了结束语,谢词及参考文献。
对于零件图的分析主要了解零件的名称,材料。
分析视图了解零件的特点和作用。
通过零件图上的尺寸,了解零件的大小及长,宽,高方向的主要尺寸基准。
看懂技术要求,表面粗糙度,尺寸公差,形位等,从而了解零件的设计意图和加工方法。
对工件毛坯,刀具,工件夹具的选择,都是先介绍了常见的几种类型,通过对比分析选择出较为合适的类型。
关键词:数控加工;数控加工工艺;数控编程。
Abstract:Detailed description of this thesis few 控the lather process the spare parts's main process of turn-over, and choice work piece proceed craft analysis, join together spare parts diagram proceed drawing analyze, then according to analysis pan out proceed semi-finished product chose, chose tongs with knife have, establish craft route( include slice use measure with slice count first), the establishment process the work preface the card, handicraft to draw up to process the procedure, and proceed to discard the 品to analyze and problem solution.Thesis of finally weave to write to conclude to tie the language, and thank the phrase and 参 to test the cultural heritage.Analysis of spare parts diagram the name, material of the main understanding spare parts.The diagram that analysis see characteristics understands the spare parts with the function.Pass the spare parts the size of the size on the diagram, understanding spare parts and long, breadth, high direction of main size basis.See to understand the technique request, surface design intention for etc., from but understanding spare parts of rough degree, size business trip, form with process the method.Choice work piece semi-finished product, knife had, work piece tongs,and all introduced the type of familiar and several categories first, and pass the contrast analysis to choose forer the type that fit.Key words: Numerical control processing;Numerical control processing craft;Numerical control programming目录零件图 (4)1.图形分析 (5)1.1零件分析 (6)1.2毛坯及夹具的确定 (6)1.2.1常见毛坯的种类 (7)1.2.2毛坯的选择 (8)1.3夹具的选择 (8)1.3.1常见的装夹方式 (9)1.3.2夹具的确定 (9)2. 刀的选择 (9)2.1刀具材料选择的基本要求 (9)2.2刀具材料分析 (10)3. 工艺路线 (12)3.1切削参数的选择 (12)3.1.1切削用量 (12)3.1.2切削用量的选择原则 (13)3.2 三角螺纹的切削 (15)3.2.1硬质合金三角形螺纹车削 (15)3.2.2内螺纹小径的确定 (15)4. 数控加工工序卡片 (17)5. 程序清单 (18)6. 废品分分析及问题的解决 (27)6.1造成废品原因 (27)6.1.1表面粗糙度大 (27)6.1.2 工件夹伤及夹紧变形 (28)结束语 (30)谢词 (31)参考文献 (32)其余Ra3.2未注倒角C0.5 未注圆角R0.2 材料钢:45#回转体零件图共1张第1张比例1:1数量1图号A3制图审核1.图形分析1.1零件分析本次设计题目为一回转体零件,由数段直径不等的回转体构成,长度方向的尺寸大于直径尺寸,零件上的结构由圆柱,外圆,外螺纹,内螺纹,圆锥,沟槽,倒角等表面等组成。
毕业设计论文--数控车削加工工艺及零件加工程序编制
毕业设计(论文)一数控车削加工工艺及零件加工程序编制专科毕业设计(论文)题目数控车削加丄工艺及零件加工程序编制学生姓名程文海专业班级08数控一班学号200828021所在系机械工程系指导教师郑喜贵完成时间2010年3月15日数控车削加工工艺及零件加工程疗:编制摘要数控加工是机械制造中的先进加工技术,是一种高效率、高精度与高柔性特点的自动化加工方法,数控那些形状复杂、精密和批量小的零件。
数控加工工艺分析方面的内容,可以了解到在生产过程中如何编制数控加工工艺,以及数控加工工艺设讣基本要求等通过详细的过程说明让读者清楚明口地了解的功能及相关的数控加工。
数控加工工艺分析方面的内容,可以了解到在生产过程中如何编制数控加工丄艺,以及数控加工工艺设计基本要求等通过详细的过程说明让读者清楚明白地了解的功能及相关的数控加工。
The numerical control turning processing technology and partsprocessing programmingABSTRACTCNC machining is a mechanical manufacturing of advanced processing is a high efficiency, high precision and high flexibility characteristics of automatic processing methods, numerical control machining technologycan be an effective solution to these complex shape, precision and batch small parts・ Fully adapted to modern production needs, to develop CNC machining technology has become a technological and economic development in an important way to enhance the comprehensive national strength・The graduation project is the main part of the application of numerical control programming and processing route and take the knife to achieve processing, highlighting the parts modeling and numerical control machining process analysis・The Graduation of the NC machining process analysis components, spare parts CNC machining have done a detailed introduction and analysis learned through the design of CNC machining industry in the development of social production and its importance, through the respect of NC machining process analysis content, you can understand how in the production process of the preparation of CNC machining technology, as well as CNC machining process design of the basic requirements, the design of proceeding from reality, detailing the basic knowledge of numerical control, CNC instruction generation and function of theApplication instructions, through detailed description of the process so that the reader clear understanding of the various functions of CNC machining and related CNCmachining・ The graduation project process and procedures are designed according to specific requirements and parts of the technical requirements of the development process flow diagram simple card, the preparation of CNC machining processes card, detailed mapping of parts and NC program preparation and parts of the fixture・KEY WORDS: NC plus Process;NC Programming:Automatic processing;NC function instruction目录摘要IABSTRACT II刖S 1第1章零件图纸分析31.1零件图的内容31. 2零件的视图选择4主视图的选择原则和选择方法41.3零件图的尺寸标注4尺寸标注的基本要求4标注尺寸的步骤5合理选择尺寸基准5尺寸标注的注意事项51.4读零件图6读零件图的□的6读零件图的步骤61.5零件图的概述7零件图分析7零件图的尺寸与组成71. 6零件图上的技术要求8零件图粗糙度8极限与配合9形状和位置公差101.7零件图的重点和难点10第2章机床的选择112.1数控车床简介112.2数控车床的结构组成112.3毕业设计所选数控车床的结构布局及功能特点11 2.4选择CAK6140型卧式数控车床的原因122.5刀具选择12数控刀具的种类13数控刀具的特点13数控刀具材料14数控刀具的选择15笫3章工艺流程设计163.1数控车床加工工艺概述16数控车床加工的主要对象16数控车床加工工艺的基本特点16数控车床加工工艺的主要内容163. 2数控车床加工零件的工艺性分析17零件图分析17零件的结构工艺性分析173. 3数控车床夹具介绍18机床夹具的分类18夹具的组成18机床夹具的作用19毕业设计夹具的选用203.4数控车床加工工序的设计20确定走刀路线和工步顺序20刀具的选择20切削用量的选择21对刀点与换刀点的确定223. 5设计零件数控车床加工工艺分析22零件图工艺性分析22确定装卡方案23确定加工顺序及走刀路线23刀具的选择23车削用量的选择23两工件的加工方案24笫4章加工程序的编制28致谢37参考文献38附录1 39附录2 40毕业设讣是高等职业教育教学讣划的重要组成部分,是加强理论与实际相结合的实践性教学环节,是各专业的必修课程,在学生完成所有专业课程学习、结合毕业实习进行。
回转类零件数控车削加工工艺
回转类零件数控车削加工工艺一、引言回转类零件是在数控车床上进行加工的一种常见零件类型。
它们通常具有对称的旋转轴线,并且需要在数控车床上进行多轴转动和切削操作。
本文将介绍回转类零件数控车削加工的基本工艺流程和注意事项。
二、数控车床刀具选择回转类零件在数控车床上的加工需要选取合适的刀具。
根据具体的材料和加工要求,可以选择以下刀具:1.内圆刀具:用于加工零件内部圆孔部分,常见的有车削刀具、镗刀和钻孔刀具等。
2.外圆刀具:用于加工零件外部轮廓部分,常见的有车削刀具和刨刀等。
3.切槽刀具:用于加工零件表面的槽部分,常见的有车削刀具和镗刀等。
4.螺纹刀具:用于加工零件螺纹部分,常见的有螺纹车刀和螺纹切削刀具等。
选择合适的刀具可以提高加工效率和加工质量,并减少切削力和切削温度对零件的影响。
三、回转类零件数控车削加工工艺流程回转类零件数控车削加工的基本工艺流程如下:1.设计加工方案:根据零件的要求和图纸,确定加工方案,包括加工的工序、刀具选择和切削参数等。
2.零件装夹:将零件安装在数控车床的主轴上,并使用夹具固定,保证零件在加工过程中的位置和稳定性。
3.加工设定:根据加工方案,设置数控车床的加工参数,包括主轴转速、进给速度、切削深度等。
4.数控程序编写:根据加工方案,编写相应的数控程序,包括刀具的进退、轨迹的设定和切削路径的规划等。
5.执行加工:启动数控车床,执行编写好的数控程序,进行回转类零件的车削加工。
6.加工检查:在加工过程中,及时检查零件的加工质量和尺寸精度,保证加工的准确性和一致性。
7.修整加工:根据实际情况,进行修整加工,包括抛光、倒角和去毛刺等,以提高零件的表面质量和装配性能。
四、回转类零件数控车削加工的注意事项在回转类零件数控车削加工过程中,需要注意以下事项:1.刀具选用要合理:根据零件的材料和加工要求,选择合适的刀具,避免刀具磨损和弯折。
2.切削参数要合理:合理设置主轴转速、进给速度和切削深度,保证加工效率和零件质量。
数控车削零件加工工艺设计
数控车削零件加工工艺设计摘要数控车床是目前使用最广泛的数控机床之一。
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
数控车床主要用于加工轴类、盘类等回转体零件。
通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作,并且具有很高的精度。
而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路线等)也需做一些处理。
并在加工过程掌握控制精度的方法,才能加工出合格的产品。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。
通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。
关键词:数控车床;加工工艺;编程AbstractCNC lathe is the most widely used one of CNC machine tools. With the continuous development of numerical control technology and applications of the expansion, CNC machining technology to the national economy and some important industries (IT, automobile, light industry, medical, etc.) play an increasingly important role in the development, because the efficiency, quality, advanced The main manufacturing technology. High-speed, high-finishing technology can greatly improve efficiency, improve product quality and grade, shorten the production cycle and improve market competitiveness. CNC lathe is mainly used for machining shafts, classes and other rotary parts. Running through the NC program,Can automatically complete internal and external cylindrical surface, conical surface, forming surface, thread and end the processes of cutting, and can be tank cars, drilling, reaming, reaming, etc., and has very high precision. For CNC machining, programming, whether by hand or automatic programming, the programming before going right in the processing of parts for Gongyi analysis, Nidingjiagong program, choose the right of the tool, determine the cutting Yong Liang, Yi Xie process on the issue (Ru on knife point, processing line, etc.) also need to do some processing. Process in control in the precision of the method can process a qualified product.This according to the characteristics of CNC machine tools, for specific parts of process and program analysis, program to determine tooling, cutting tools and cutting parameters selection, determine the processing sequence and processing line, NC programming. Through the process of making the whole process fully reflects the processing of numerical control equipment in ensuring accuracy, processing efficiency, simplify procedures, and other areas.Keyword: a CNC MACHINING CNC;automatic;accuary目录前言 (5)第1章工艺方案分析 (6)1.1零件图 (6)1.2加工分析 (6)1.3加工工艺方案 (7)1.4重点工序操作要点分析 (7)1.44工序8操作要点 (8)第2章工件的装夹 (9)2.1定位基准的选择 (9)2.2定位基准选择的原则 (9)2.3确定零件的定位基准 (9)2.4装夹方式的选择 (9)2.5数控车床常用的装夹方式 (10)第3章刀具及切削用量 (11)3.1选择数控刀具的原则 (11)3.2选择数控车削用刀具 (11)3.3设置刀点和换刀点 (12)3.4确定切削用量 (13)第4章典型轴类的加工 (14)4.1轴类零件加工工艺分析 (14)4.2典型轴类零件加工工艺 (16)第5章主要加工工艺卡片 (18)第6章工件加工程序 (26)六、小结 (34)第7章致谢 (35)八、参考文献 (36)前言数控技术是工业自动化的一门基础技术,在工业生产中越来越得到广泛的应用。
典型零件的数控车削加工工艺编制
轴承套 数控车削加 工工艺(单 件小批量生 产),所用 机床为 CJK6240。
浙江工业职业技术学院
《数控加工工艺编制》
数控技术专业教研室
1、零件图工艺分析 采取以下工艺措施: 1)编程时取基本尺寸。
2)先加工左、右端面。
3)内孔尺寸较小,镗1﹕20锥孔、φ32孔及 15°斜面时需掉头装夹。
《数控加工工艺编制》
数控技术专业教研室
5、切削用量选择
根据被加工表面质量要求、刀具材料 和工件材料,参考切削用量手册或有关资 料选取切削速度与每转进给量,计算结果 祥见工序卡。
浙江工业职业技术学院
《数控加工工艺编制》
数控技术专业教研室
6、数控加工工艺卡片拟订
浙江工业职业技术学院
《数控加工工艺编制》
数控技术专业教研室
(二)数控铣削加工典型零件工艺分析实例
加工平面凸 轮零件上的槽 与孔,外部轮 廓已加工完, 零件材料为 HT200。
浙江工业职业技术学院
《数控加工工艺编制》
数控技术专业教研室
0.021 0
1、零件图工艺分析 1) 凸轮槽内外轮廓及φ20、φ12两个孔的 加工应分粗、精加工两个阶段进行,以保 证表面粗糙度要求。 2) 应以底面A定位,提高装夹刚度以满足 垂直度要求。
工艺分析和制定过程:
零 件 图 纸 工 艺 分 析
确 定 装 夹 方 案
确 定 工 序 方 案
确 定 工 步 顺 序
确 定 进 给 路 线
确 定 所 用 刀 具
确 定 切 削 参 数
填 写 工 艺 文 件
数控车削加工实例
(单击观看录像)
浙江工业职业技术学院
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
完成工作任务需再查阅的背景知识
• 在机械传动中,回转运动变为往复直线运动或往复直线运 动变为回转运动,一般都是利用偏心零件来完成的。
• 资料一:偏心回转体类零件的工艺特点
• 偏心回转体类零件就是零件的外圆和外圆或外圆与内孔 的轴线相互平行而不重合,偏离一个距离的零件,如图所 示。这两条平行轴线之间的距离称为偏心距。外圆与外圆 偏心的零件称为偏心轴或偏心盘;外圆与内孔偏心的零件 称为偏心套。
偏心轴
偏心套
6
项目三 简易偏心回转体类零件数控车削加工工艺编制
偏心轴、偏心套加工工艺比常规回转体轴类、套类、 盘类零件的加工工艺复杂,主要是因为难以把握好偏 心距,难以达到图纸技术要求的偏心距公差要求。偏 心轴、偏心套一般都是采用车削加工,它们的加工原 理基本相同,主要是在装夹方面采取措施,即把需要 加工的偏心部分的轴线找正到与车床主轴旋转轴线相 重合。偏心部分的轴线找正到与车床主轴旋转轴线相 重合后,后续的加工工艺与常规回转体轴类、套类、 盘类零件的加工工艺相同。
8
项目三 简易偏心回转体类零件数控车削加工工艺编制
角铁和在角铁上装夹及找正工件示例
在角铁上装夹和找正工件时,钳工先在偏心工件上划线 确定孔或轴的偏心位置,再使用划针对偏心的孔或轴的偏心 位置进行找正,不断的调整各部件,使工件孔或轴的轴心线 和车床主轴轴线重合。用角铁装夹工件时,要注意平衡,应 采用平衡装置以减少由离心力产生的振动及主轴轴承的磨损, 平衡块的位置和重量最好可以调节。
项目三 简易偏心回转体类零件数控车削加工工艺编制
漳州职业技术学院机械系数控教研室
1
项目三 简易偏心回转体类零件数控车削加工工艺编制
• 项目能力目标:
• 1.会对简易偏心回转体类零件图进行数控车削加工工艺 性分析,包括:分析零件图纸技术要求,检查零件图的 完整性和正确性,分析零件的结构工艺性; • 2.会拟定简易偏心回转体类零件数控车削加工工艺路线, 包括:选择加工方法,划分加工阶段,划分加工工序,确 定加工顺序,确定加工路线 ; • 3.会选用偏心回转体类零件数控车削加工刀具; • 4.会选择偏心回转体类零件数控车削加工夹具,并确定 装夹方案; • 5.会按偏心回转体类零件数控车削加工工艺选择合适的 切削用量与机床; • 6.会编制偏心回转体类零件数控车削加工工艺文件。
7
项目三 简易偏心回转体类零件数控车削加工工艺编制
资料二:加工偏心回转体类零件的常用夹具
• 加工中小型偏心回转体类零件的常用夹具有:三爪卡 盘、四爪卡盘、两顶尖装夹、偏心卡盘、角铁和专用偏心 车削夹具等;加工中大型偏心回转体类零件的常用夹具有: 四爪卡盘和花盘,其中三爪卡盘、四爪卡盘、两顶尖装夹 和花盘这些夹具在前面已识别并熟悉不再赘述,偏心卡盘 和专用偏心车削夹具为专用车削偏心类零件夹具,一般工 厂里较少配置,这里也不再赘述。这里再介绍常用于加工 偏心回转体类零件和外形复杂零件的角铁。 • 角铁 • 在车床上加工壳体、支座、杠杆、接头和偏心回转体 等零件的回转端面和回转表面,由于零件形状较复杂,难 以装夹在通用卡盘上,常采用夹具体呈角铁状的夹具,通 常称为角铁。角铁和在角铁上装夹和找正工件如下图所示:
3
项目三 简易偏心回转体类零件数控车削加工工艺编制
图3-1 偏心轴加工案例
4
项目三 简易偏心回转体类零件数控车削加工工艺编制 偏心轴加工案例零件说明:该偏心轴加工案例零件材料为45钢, 毛坯尺寸为φ 50mm×74mm,试制5件。现有该偏心轴加工案例数 控加工工艺规程如下:
5
项目三 简易偏心回转体类零件数控车削加工工艺编制
用三爪自定心卡盘装夹偏心零件示意图
三爪卡盘
15
项目三 简易偏心回转体类零件数控车削加工工艺编制
• 垫片厚度计算
• 垫片厚度可按下式计算:
• 式中 :x — 垫片厚度, mm ; • e—工件偏心距, mm ; • △e ― 试切后,实测偏心距误差,实测 结果比要求的大取负号,反之取正号。
16
项目三 简易偏心回转体类零件数控车削加工工艺编制
17
项目三 简易偏心回转体类零件数控车削加工工艺编制
教学过程设计
1.对图3-1所示偏心轴加工案例进行详尽分析,找出该偏心轴加工工艺 有什么不妥之处? (1)加工方法选择是否得当? (2)夹具选择是否得当? (3)刀具选择是否得当? (4)加工工艺路线是否得当? (5)切削用量是否合适? (6)工序安排是否合适? (7)机床选择是否得当? (8)装夹方案是否得当? 2.对上述问题进行分析后,如果有不当的地方,改正过来,提出正确 的工艺措施; 3.制定正确工艺,并优化工艺; 4.填写该偏心轴加工案例加工工序卡、刀具卡,确定装夹方案。
• (3)校正偏心距,用百分表表杆触头垂直接触在 工件外圆上,并使百分表压缩量为 0.5 ~1 mm 左 右,用手缓慢转动卡盘使工件转一周,百分表指示 处读数的最大值和最小值的一半即为偏心距,如上 图所示。按此方法校正使 a 、b两点的偏心距基本 一致,在图样规定的公差范围内。 • (4)将四爪均匀地锁紧一遍,检查确认偏心轴线 和侧、顶母线在夹紧时没有位移。检查方法与步骤 (3)一样。 • (5)复查偏心距,当工件只剩约0.5mm左右精车余 量时,按下图所示方法复查偏心距。将百分表杆触 头垂直接触工件外圆上,用手缓慢转动卡盘使工件
18
项目三 简易偏心回转体类零件数控车削加工工艺编制Βιβλιοθήκη 加工案例加工工艺与装夹方案
(1)偏心轴加工案例数控加工工序卡如表3-2所示 (2)偏心轴加工案例数控加工刀具卡如表3-3所示 (3)偏心轴加工案例装夹方案 该偏心轴加工案例零件有一偏心量3±0.2mm,是典型 的偏心轴零件。加工时,先用三爪卡盘装夹右端(在三爪卡 盘内放置合适的圆盘件或隔套,工件装夹时只须靠紧圆盘件 或隔套即可准确轴向定位),把没偏心的左端Φ 45mm外径、 端面先车好。掉头装夹已车好的左端,为防止工件夹伤已车 好的左端Φ 45mm外径,可考虑在工件φ45mm已加工表面夹 持位包一层铜皮。另为保证偏心量3±0.2mm,在三爪卡盘任 意一个卡爪与工件接处面之间,垫上一块预先计算选好厚度 的圆弧垫片,使工件轴线相对于车床主轴轴线产生的位移等 于工件的偏心距3±0.2mm ,经校正母线与偏心距无误,并 把工件夹紧后,即可车削,为使更换工件装夹时能准确轴向 定位,在三爪卡盘内放置合适的圆盘件或隔套,工件装夹时 只须靠紧圆盘件或隔套即可准确轴向定位。
• 用三爪自定心卡盘装夹的注意事项: • 1.应选用硬度较高的材料做垫块,以防止在装 夹时发生挤压变形。垫块与卡爪接触的一面应 做成与卡爪圆弧相同的圆弧面,否则接触面会 产生间隙,造成偏心距误差。 • 2.装夹时,工件轴线不能歪斜,否则会影响加 工质量。 • 3.对精度要求较高的偏心工件,必须按上述方 法计算垫片厚度,首件试切不考虑△e,根据 首件试切后实测的偏心距误差,对垫片厚度进 行修正,然后方可正式切削。
2
项目三 简易偏心回转体类零件数控车削加工工艺编制
• 项目工作任务:
• 1.分析图3-1所示偏心轴加工案例,拟定数控 车削加工工艺路线,选择加工刀具、夹具,并 选择合适的切削用量与机床; • 2.编制图3-1所示偏心轴数控车削加工工序卡、 刀具卡等工艺文件,确定装夹方案。
• 项目教学学时:
• 2学时
19
项目三 简易偏心回转体类零件数控车削加工工艺编制
20
13
项目三 简易偏心回转体类零件数控车削加工工艺编制
• 转一周,检查百分表指示处读数的最大值和最 小值的一半是否在偏心距公差允许范围内。若 偏心距超差,则略紧相应卡爪即可。
用百分表复查偏心距示意图
14
项目三 简易偏心回转体类零件数控车削加工工艺编制
2.用三爪自定心卡盘装夹的装夹方案 • 长度较短的偏心回转体类零件,可以在三爪卡盘上 进行车削。先把偏心工件中非偏心部分的外圆车好, 随后在卡盘任意一个卡爪与工件接处面之间,垫上一 块预先选好厚度的垫片,使工件轴线相对于车床主轴 轴线产生的位移等于工件的偏心距,如图所示,经校 正母线与偏心距,并把工件夹紧后,即可车削。
10
项目三 简易偏心回转体类零件数控车削加工工艺编制
四爪单动卡盘装夹偏心零件示意图
11
项目三 简易偏心回转体类零件数控车削加工工艺编制
• (2)装夹工件,用百分表找正,使偏心轴线 与车床主轴轴线重合,如图所示。找正a点用 卡爪调整,找正 b 点用木锤或铜棒轻击。
找正示意图
12
项目三 简易偏心回转体类零件数控车削加工工艺编制
9
项目三 简易偏心回转体类零件数控车削加工工艺编制
资料三:加工偏心回转体类零件的常用装夹方案
加工偏心回转体类零件的常用装夹方案有:用四爪 单动卡盘装夹、用三爪自定心卡盘装夹、用两顶尖装夹、 用偏心卡盘装夹和用专用夹具装夹。因用两顶尖装夹切 削用量小,一般精加工时才使用;用偏心卡盘装夹,一 般工厂里较少配置偏心卡盘;用专用夹具装夹必须根据 零件大小、形状加工制造车削专用夹具,这里不再赘述, 这里只介绍常用的用四爪单动卡盘和三爪自定心卡盘装 夹车削加工偏心回转体类零件的装夹方案。 1.用四爪单动卡盘装夹的装夹方案和步骤 (1)预调卡盘卡爪,使其中两爪呈对称位置,另两爪处 于不对称位置,其偏离主轴中心的距离大致等于工件的 偏心距(以该加工案例零件为例),如下图 所示: