外文翻译---跳汰选煤过程的智能控制方法
跳汰洗煤机工作原理及流程

跳汰洗煤机工作原理及流程1. 跳汰洗煤机啊,就像一个超级挑剔的美食家在选煤呢,把好煤坏煤分得清清楚楚。
2. 它工作起来就像一场疯狂的舞会,煤在里面蹦跶,不同的煤块像舞伴一样被区别对待。
3. 跳汰洗煤机的原理像是在玩一个巨大的筛子游戏,煤在里面跳来跳去,就像调皮的豆子。
4. 这洗煤机工作的时候,就像一个有魔法的大盒子,把煤块搅得晕头转向,然后各归各位。
5. 它如同一个严格的考官,煤一进去,就开始各种测试,合格的留下,不合格的踢走。
6. 跳汰洗煤机运作时,煤就像一群参加选拔的小选手,在里面上蹿下跳,被筛选出来。
7. 那洗煤机就像一个巨大的选煤游乐场,煤在里面玩着残酷的淘汰赛,优胜劣汰呢。
8. 它的原理就像一场奇特的煤块大迁徙,不同质量的煤被赶到不同的地方,像赶羊一样。
9. 跳汰洗煤机干活时,煤像一群被驱赶的小怪兽,在里面按照好坏被分类,很是神奇。
10. 这个洗煤机像是煤块的超级分拣机,把煤块像分拣不同颜色的糖果一样分开来。
11. 它工作起来就像一场煤块的大冒险,在跳汰的世界里,好煤像英雄,被优先选中。
12. 跳汰洗煤机的流程像一个神秘的魔法阵,煤进去转一圈,就变成了不同的等级。
13. 这洗煤机就像一个煤块的大管家,把煤管理得井井有条,好煤坏煤一目了然。
14. 它的原理就像一场煤块的水上狂欢,不同的煤在里面起伏,被区分开来。
15. 跳汰洗煤机工作时,煤像一群懵懂的小喽啰,在里面被强大的力量摆弄着分类。
16. 那洗煤机如同一个煤块的超级裁判,煤一登场,就被判定好坏,毫不含糊。
17. 它的流程像一个煤块的成长之旅,在洗煤机里经历磨难,最后被分成三六九等。
18. 跳汰洗煤机就像一个煤块的大导演,指挥着煤块们在里面演出一场分选的大戏。
浅析跳汰机自动化控制的研究与应用
浅析跳汰机自动化控制的研究与应用跳汰机是一种用于颗粒物料分离的设备,广泛应用于矿山、建筑材料、化工等行业。
其自动化控制技术的研究和应用对于提高生产效率、降低成本、改善工作环境等具有非常重要的意义。
本文将从跳汰机的自动化控制原理、技术研究现状以及应用前景等方面进行浅析。
一、跳汰机自动化控制的原理及技术发展1. 原理概述跳汰机的主要作用是根据颗粒物料的密度和大小,通过水的矢量力使之分离,一般通过跳汰机内部的液面的涨落来实现颗粒物料的分离。
自动化控制就是利用现代控制理论和技术手段,对跳汰机的运行状态进行实时监测和控制调节,以实现对跳汰机生产过程的自动控制。
2. 技术发展随着控制理论和数字技术的不断发展,跳汰机的自动化控制技术也在不断提升。
传统的跳汰机控制主要依靠人工操作,存在着生产效率低、能耗高、人为误差大等问题。
而现代自动化控制技术,如PLC控制、传感器监测、智能化算法等的应用,可以实现跳汰机的全自动化生产,提高生产效率,降低能耗,减少人为误差,提高产品质量。
1. PLC控制技术PLC(可编程序控制器)是一种特殊的工业控制计算机,具有强大的数据处理和逻辑控制能力。
在跳汰机的自动化控制中,PLC控制技术广泛应用于对液位、流量、温度等参数的实时监测和控制调节,可以实现跳汰机的自动化运行。
PLC控制系统还可以与上位机进行数据通信,实现对生产过程的远程监控和故障诊断,提高了生产管理的效率和精度。
2. 传感器监测技术传感器是自动化控制技术的重要组成部分,可以实现对生产过程中各种物理量的实时监测和数据采集。
在跳汰机的自动化控制中,液位传感器、流量传感器、温度传感器等传感器的应用,可以实现对跳汰机的液位、流量、温度等参数的实时监测,为控制系统提供准确的数据支持,保证了跳汰机的稳定运行。
3. 智能化算法应用智能化算法是近年来自动化控制技术的新发展趋势,如模糊控制、神经网络控制、遗传算法控制等。
在跳汰机的自动化控制中,智能化算法的应用可以对复杂、不确定的生产环境进行自适应调节,提高了控制系统的鲁棒性和稳定性。
跳汰机洗煤厂工艺流程
跳汰机洗煤厂工艺流程English response:The process flow of the jig washing plant in a coal preparation plant is as follows:1. Raw coal is fed into the feed hopper and is then screened by a vibrating screen to remove large impurities such as rocks and debris.2. The screened coal is then transported to the jigging area where it is separated into clean coal, middlings, and refuse through the use of pulsating water and air.3. The clean coal is then transported to the clean coal stockpile for further transportation to the end users.4. The middlings are sent to a desliming screen to remove any fine coal particles before being sent to the middlings stockpile.5. The refuse from the jigging process is sent to a thickener to remove excess water before being transported to the refuse stockpile.This process helps to efficiently separate the raw coal into different products based on their quality, allowingfor the production of clean coal for consumption while also managing the waste products effectively.中文回答:跳汰机洗煤厂的工艺流程如下:1. 原煤被送入进料斗,然后通过振动筛进行筛分,以去除大的杂质,如岩石和杂物。
跳汰技术操作规程示范文本

In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月跳汰技术操作规程示范文本规程文书样本 QCT/FS-ZH-GZ-K317跳汰技术操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
1、开车前检查润滑及各部零件是否正常,橡胶隔膜、拉杆、三角带等是否完好,床层厚度是否适当,沙泵、管路及放矿阀门是否正常,补加水能否调整自如,冲程是否符合要求。
2、运转中应及时放矿,发现筛面破损后,应立即报告工段进行更换,经常检查传动部分的温度和润滑情况,床层松动情况,自然床层积累情况等,发现问题及时处理,要合理调整水量,使设备运转在最佳状态。
3、停车时应关闭补给水,长时间停车或检修,必须清理人工床层和自然床层,并分类处理清理物,停车后仔细检查一遍设备并清理好设备卫生。
请在此位置输入品牌名/标语/sloganPlease Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion第2页/总2页。
浅析跳汰机自动化控制的研究与应用

浅析跳汰机自动化控制的研究与应用
跳汰机是一种用于将颗粒物料进行分离和筛选的机械设备,广泛应用于矿石筛分、颗粒物料分级和废弃物处理等领域。
在传统的跳汰机工作过程中,操作工人需要手动控制进料、调整振幅和步进速度等参数,工作繁琐且易出错。
为了提高跳汰机的生产效率和自动化程度,研究人员开始关注跳汰机自动化控制的研究与应用。
通过引入传感器、控制器和执行器等设备,可以实现跳汰机的自动化控制,从而减轻工人的劳动强度,提高生产效率。
跳汰机自动化控制的研究主要包括以下几个方面:
首先是传感器的应用。
传感器可以实时监测跳汰机的振动情况、物料的进料速度和分离效果等参数,将这些数据传输到控制器中进行处理和分析。
常见的传感器包括振动传感器、压力传感器和光电传感器等,它们可以实现对跳汰机工作状态的实时监测和控制。
其次是控制器的设计。
控制器是跳汰机自动化控制系统的核心部件,负责接收传感器传输的数据,并根据预设的算法进行处理和判断。
常见的控制器包括PLC控制器和单片机控制器等,它们可以实现对跳汰机各个参数的自动调整和控制。
最后是执行器的应用。
执行器是根据控制器的指令来执行相应动作的装置,常见的执行器包括电机、气缸和阀门等。
在跳汰机自动化控制中,执行器可以根据控制器的指令来调整进料速度、振幅和步进速度等参数,从而实现对跳汰机工作过程的自动控制。
跳汰机自动化控制的应用可以提高生产效率和产品质量,降低能耗和劳动强度。
在矿石筛分中,自动化控制可以实现对不同尺寸的矿石进行分级,从而提高选矿效率;在废弃物处理中,自动化控制可以实现对不同种类的废弃物进行分离和处理,从而减少对环境的污染。
跳汰机控制系统操作

跳汰选煤智能控制系统操作使用说明目录一.控制系统概述二.系统操作说明三.系统部件维护说明四.技术特征表一控制系统概述该自动控制系统采用了运行极其稳定工作可靠性价比较高的LG系列PLC作为控制系统的核心; 使用深圳人机公司的10.4寸真彩触摸屏作为上位机,完成人机交互操作,该屏具有极佳的显示效果,且反应灵敏,使用寿命长等特点;变频器采用高性能矢量重载型,具有启动扭矩大,过负载能力强,且自带刹车电阻,跟随特性好,完全适应恶劣的工业环境。
整个控制系统的核心部件都经过长时间的工业作业性能完全达到指标,且具有操作简单,用户界面友好,容易维修,运行可靠,升级方便等特点。
二系统操作说明洗煤系统的起动,停止,运行监控等都在触摸屏中进行操作。
通过触摸屏可以启动,停止设备,设定用户参数,观察床层变化趋势,查看报警信息等。
具备集中控制功能,实现启车预报,岗位应答,一键顺序开车,故障报警停车,逆序停车,报表打印等功能,可大大减轻生产管理难度,减少设备磨损,降低电耗,减员增效。
可根据用户要求升级。
系统由专业人员安装调试完毕后,用户可以参照本信息操作。
1.系统启动上电顺序1.系统总电源上电。
2.集控电源上电。
3.排料系统上电。
4.控制系统上电系统经过初始化,自检触摸屏点亮将出现初始画面如下图2.1 启动画面启动画面可以根据机械设备企业的要求将公司的宣传照片,企业广告等做入系统,开机自显示具有提高企业形象,扩大企业宣传的功能。
2.2 点击触摸屏将出现主画面该画面是系统主画面所有功能都在此画面切换,其中的系统输入启动功能键是集控>就地电源切换键,上电初始处于就地状态。
启车画面属于翻页画面,点击后出现图二画面;风阀参数属于翻页画面,点击后出现图三画面;床层趋势属于翻页画面,点击后出现图四画面集中监控属于翻页画面,点击后出现图五画面;床层参数属于翻页画面,点击后出现图六画面;报警信息属于翻页画面,点击后出现图七画面;图一图二该画面的具体功能:集控启车预告,集控开车延时,集控停车延时,单台设备启动,停止。
SKT跳汰机PLC控制系统安装使用说明书

SKT系列跳汰机PLC控制系统安装使用说明书天地科技股份有限公司唐山分公司跳汰选煤工程部目录一.前言二.系统简介三.系统安装与调试四.系统操作五.系统维护及常见问题处理六.附录前言现代工矿企业里,用PLC作为控制部分的设备应用的越来越多,同时PLC 的种类也越来越多,而基于每一品牌的PLC所构成的控制系统又各有属于自己的一套操作和编程方法,为了方便用户早日了解和掌握该控制系统的操作与日常维护,特编写了本说明书。
本说明书将就以下几部分展开说明:一,系统简介二,系统安装与调试三,系统操作四,系统维护关于PLC的资料参阅<SC—500 PLC(SC—500 Series CPUs)用户使用手册>本控制系统电气原理图详见我们随本说明书附送的电气图纸。
一系统简介本系统是SKT系列跳汰机的数字控制部分,主要由浮标、传感器、控制柜三部分组成。
浮标将跳汰机床层的厚度测出来,测出来的床层信号经传感器转变为可被控制柜识别的电信号,直接送到控制柜,控制柜经过对该信号的处理去控制跳汰机洗煤。
由此可见浮标是该控制系统的核心。
控制柜主要由中达—斯米克PLC、触摸屏以及直流电机调速箱组成,与以前的控制柜相比,体积更小,重量更轻,工作更可靠,操作更方便。
它不仅能完成原来控制柜所能完成的功能,而且还增加了许多新的功能,如对给煤机的控制、对电动风门和水门的控制、可以接受原煤和精煤的灰分等新的功能,这些功能本着用户的实际需要各有不同。
本系统将所有控制设备都集成在一个控制柜子里,使系统看上去更简洁、美观,而且它还易于扩展,大大方便了用户以后的设备改造和扩大生产规模,充分体现了本公司‘一切为用户着想’的宗旨。
PLC采用交流电源电压220V供电,可驱动和控制交、直流电,其驱动和控制的点数可按用户的要求灵活的设计。
本说明书着重对PLC及触摸屏的操作进行了介绍,但实际中的操作有时需要对其它的相关控制设备进行操作,这些我们都放在了相应位置的注意里了,如有不便望你原谅。
一种选煤厂跳汰机控制系统介绍
一种选煤厂跳汰机控制系统介绍摘要: 目前,我国选煤厂的主要选煤设备是跳汰机,跳汰选煤的自动化程度决定了原煤洗选的效率和产品的质量。
然而,跳汰选煤是极为复杂的工业过程,目前我国大部分选煤厂跳汰机自动化程度低、洗选效率差。
文章从系统组成、硬件组成、软件组成、算法设计以及功能等几个方面介绍了一种灰分回控跳汰机控制系统。
应用该系统,可以对给煤量、排料量、数控风阀、总风量和总水量等实现自动控制,大大提高了跳汰选煤的自动化程度。
实践表明,该系统运转可靠, 能很好地满足选煤厂的洗煤工艺要求。
系统的使用大大提高了选煤厂的洗选效率, 系统采用触摸屏操作, 界面美观, 简便易行, 选煤厂及跳汰司机反映良好。
关键词:选煤厂;跳汰机;自动控制;灰分回控;组成;算法;功能0 引言目前,我国选煤厂的主要选煤设备是跳汰机,其性能的好坏直接影响到生产效率的高低。
跳汰选煤目标是实现原煤分层和产品分离,跳汰选煤是极为复杂的工业过程,其复杂性主要体现在:经上百年的研究,至今仍没有得到一致公认的跳汰理论。
目前国内许多选煤厂现用跳汰机自动化程度不太高,其结构存在很多不足之处。
国内多数跳汰机控制系统只是实现了自动排料、给煤控制等相对独立的控制。
实现煤炭灰分闭环控制是跳汰机控制系统追求的理想目标。
多数选煤厂配备的灰分在线检测控制系统的灰分数据反馈速度要比煤质的变化滞后很多, 灰分数据回控到洗选过程后很难取得好的效果, 我们把灰分在线检测控制系统用于配煤过程和ZZ A 跳汰机控制系统结合起来构成半闭环控制系统, 有效地控制了煤炭的灰分指标精度。
下面对该系统进行介绍。
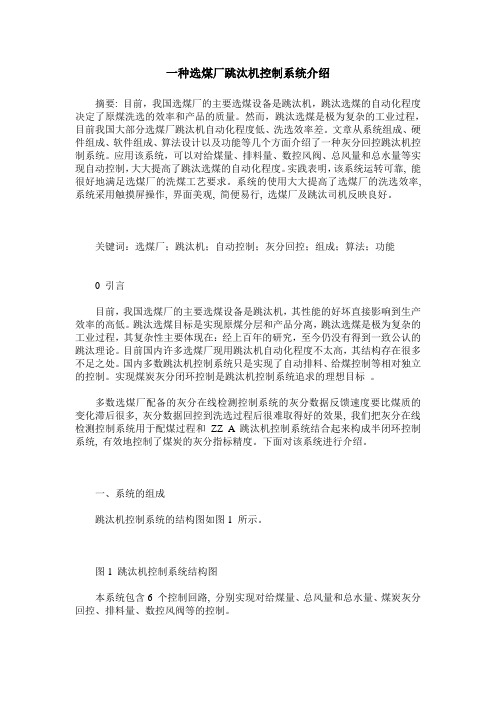
一、系统的组成跳汰机控制系统的结构图如图1 所示。
图1 跳汰机控制系统结构图本系统包含6 个控制回路, 分别实现对给煤量、总风量和总水量、煤炭灰分回控、排料量、数控风阀等的控制。
1) 给煤量控制。
给煤的粒度分布与密度分布的变化最影响跳汰机处理量, 因此, 在原煤性质变化很大的情况下, 跳汰司机可以手动调整跳汰机给煤量以适应不同煤质的洗选。
跳汰洗煤的工艺流程
跳汰洗煤的工艺流程
《跳汰洗煤工艺流程》
跳汰洗煤是一种常用的煤炭提纯工艺,通过该工艺可以有效地去除煤炭中的杂质,提高煤炭的质量和燃烧效率。
下面将介绍跳汰洗煤的工艺流程。
首先,将原煤经过破碎和研磨处理,将其破碎成小颗粒的煤粉。
然后将煤粉和水混合在一起,形成煤浆。
接着,将煤浆送入洗选槽中,进行跳汰洗煤的第一步操作。
在这一步中,煤浆中的杂质会根据密度的不同被分离出来,从而使煤炭得以提纯。
随后,经过第一步跳汰洗煤的煤炭会进入磁选槽,进行磁选处理。
在磁选槽中,煤炭中的铁矿石等磁性杂质会被吸附在磁头上,从而使煤炭得以进一步提纯。
接下来,经过磁选处理的煤炭会被送入洗选槽进行第二步跳汰洗煤。
在这一步中,煤炭中的硫磺等硫化物杂质会被去除,从而提高煤炭的燃烧效率。
最后,经过跳汰洗煤工艺流程的处理,得到的煤炭将被送入干燥机中进行干燥处理,使其达到出厂标准的含水率。
经过这一系列工艺流程,煤炭得以有效地去除杂质,提高了其质量和燃烧效率,符合了环保和能源利用的要求。
总之,跳汰洗煤是一种重要的煤炭提纯工艺,通过其工艺流程
可以使煤炭得到有效的提纯和处理,符合了工业生产和环保的要求。
外文翻译---煤矿通风系统中瓦斯散发的控制
英文原文Mitigation of Methane Emissions from Coal Mine Ventilation AirPeter Carothers and Milind D.DeoABSTRACTU.S.EPA’s coalbed methane outreach program ,(CMOP)has prepared a technical assessment of techniques that combust trace amounts of coal mine methane contained in ventilation air. Control of methane emissions from mine ventilation systems has been an elusive goal because of the magnitude of a typical airflow and the very low methane concentrations. One established and cost-effective use feeds the air into a prime mover in lieu of ambient combustion air. This method usually consumes just a fraction of the flow available from each ventilation shaft. The authors evaluated the technical and economic feasibility of two emerging systems that may accept up to 100% of the flow from a nearby shaft, oxidize the contained methane, and produce marketable energy. Both systems use regenerative, flow-reversal reactors. One system operates at 1000℃,and the other uses a catalyst to reduce the combustion temperature by several hundred degrees. Above certain minimum methane concentrations the reactors can exchange high quality heat with a working fluid such as compressed air or pressurized water. This paper discusses two illustrative energy projects where the reactors produce energy revenue and greenhouse gas credits and yield an attractive return on invested capital.KEYWORDS: Coal, Methane, Mining, Ventilation, Combustion, Regenerative, and Greenhouse Gas.INTRODUCTIONThis paper presents a summary of a draft U.S. Environmental Protection Agency (U.S.EPA) report. It is a technical assessment of existing and emerging processes capable of removing trace amounts of methane contained in ventilation air streams at gassy underground coal mines.Coaled methane (CBM) is methane that is formed during the coalification process and that resides within the coal seam and adjacent rock strata. Coal mining activity releases methane that has not been captured with drainage systems. The methane then passes into mine workings and on to the atmosphere. Gassy underground mines release significant quantities of such methane, which is referred to as coal mine methane (CMM). When allowed to accumulate in mineworking, CMM presents a substantial danger of fire and explosion. To assure miner safety and maintain continuous production, operators of gassy mines must degasify their mines.The most universally used method of degasification is dilution by ventilation. Ventilation systems consist of inlet and exhaust shafts and powerful fans that move large volumes of air through the mine workings to maintain a safe working environment. Exhausted ventilation air contains a very diluted amount of methane; typical concentrations range between 0.2 to 0.8% methane, well below the explosion limits. To date (with very few exceptions) ventilation systems release the air-methane mixture to the atmosphere, thus emitting or liberating the methane without attempting to capture and use it. Operators may supplement ventilation with another form of degasification, methane drainage technology, which forcibly extracts methane from coal strata in advance of, or after, mining.Some operators to employ a variety of proven methods, capture and use drained CMM but the majority of drained ventilation air. Methane emissions from ventilation air comprise the largest portion of all CMM liberation worldwide, and they are the most difficult to control. This paper examines the current and future possibilities for destroying and potentially using ventilation air methane.Global Importance of Ventilation Air EmissionsMethane is a potent greenhouse gas, approximately 21 times more effective per unit of weight than carbon dioxide in terms of causing global warming over a 100-year time frame. Coal mine methane emissions account for approximately 10% of anthropogenic methane emissions worldwide, and they are the fourth largest source of methane release in the US. By far the largest portion of this methane leaves the mines through the ventilation system. Therefore, the most logical and direct way to reduce CMM emissions would be to find methods to capture, process, and use methane that exits the ventilation shaft. This paper assesses technologies that can be expected to handle the entire ventilation stream from a single shaft. A typical shaft at a gassy mine in the U.S. will move between 100 to 250 cubic-meters of air per second (m3/s) or approximately 212,000 to 530,000 cubic feet per minute (cfm). Illustrations in this paper assume a unit capacity of 100 m3/s ,a practical modular size that mines could use singly or in multiples. A 100 m3/s ventilation flow containing 0.5%methane will emit 43,200 m of methane per day or about 1.525 mmcfd.Barriers to Current Recovery and UseVentilation airflows are very large, and the contained methane is so diluted that conventional combustion processes cannot oxidize it without supplemental fuel. Ventilation air s characteristics make it extremely difficult to handle and process and constitute technical barriers to its recovery and use.Costly Air Handling SystemsTypical ventilation airflows are so enormous that a processing system will have to be very large and expensive. Each processing system will have to include a fan to neutralize any pressure drop caused by the reactor and avoid having the mines face costly increases in electric power.Low methane concentrations.A methane-in-air mixture is explosive in a concentration range between about 4.5 and 15% .below 4.5% methane will not ignite or sustain combustion unless it can remain in an environment where temperatures exceed 1,000. therefore, any conventional method proposed to use ventilation air as a fuel, or even to destroy it, would require an endothermic reaction.Variable flows and changing locationsMine operators will face the flow variations typically exhibited by a ventilation system. As mine operations progress underground the working face tends to move away from the original ventilation shaft. A processing system built to accept a given flow will experience short-term periodic fluctuations and a probable decline over time as other, more distant exhaust shafts take over. IDENTIFICATION OF APPLICABLE TECHNOLOGIES The technologies available to mitigate ventilation air emissions divide into two basic categories: ancillary uses and principal uses.Ancillary usesThe focus of projects in this category is on a primary fuel that is not ventilation air; thus employment of ventilation air is ancillary and restricted to amounts that are convenient for the project. For example, a power plant of other prime mover may use ventilation air(instead of ambient air) as combustion air. Projects of this type normally use only a fraction of the ventilation air. The technique requires a modest air handling and transport system that serves to bring ventilation air from the shaft exit to the prime mover s air intake. The Appin and tower projects owned by BHP steel collieries division in Australia provide an outstanding example of ancillary use. Two facilities totaling 40 and 54MW each produce electric power with a series of one-megawatt caterpillar internalcombustion engine generators. Gob gas drained from the two mines is the primary fuel, but it is supplemented with methane (averaging about 0.7%) contained in the mine ventilation air that is used as each unit’s combustion air in place of ambient air. This strategy increases the quantity of fuel available to the project by about 10% and consumes up to 20% of ventilation emissions. Since the project must rely on natural gas to supplement its primary fuel during periods of low CMM availability, the methane from ventilation air represents a significant cost savings. While BHP has not identified separate capital and operating expenditures for the air substitution part of the project, a caterpillar spokesman stated that these were modest. They consisted of ducting installed from just above the ventilation fan to each engine’s air intake, the air filtration system, and some additional programming at the control centers. There are no additional fans in the ductwork because the engines generate enough suction power to move ventilation air to their intake systems. One can conclude from the foregoing that the ventilation air substitution system is a simple, practical, and profitable technique for CMM use that could be replicated at many gassy mine settings where electric generation using gob gas may be viable.Combustion turbines, or gas turbines, may also use ventilation air as combustion air. Since it contains useable fuel, the operator can cut back on the quantity of primary fuel. Solar Turbines, a division of Caterpiller Inc., has investigated this strategy for use with small (e.g., 3to 8MW) turbines located near mine ventilation shafts. Although the company has no field experience with the applications, albeit within very strict methane concentration limits that they impose to guarantee the safe operation of the equipment.Principal usesTechnologies in this category would use ventilation air as the primary fuel and attempt to consume up to 100% of the ,ethane emitting fro, a single exhaust shaft. As discussed below, these systems ,ay also employ more concentrated fuels such as gob gas to enhance the utility or profitability of a given project. The authors identified two processes: a thermal oxidation process called the VOCSIDIZER, and a catalytic oxidation process called the Catalytic Flow-Reversal Reactor (CFRR). A description of each system follows:CFRRIn 1995 researchers at ERDL/Natural Resources Canada in Varennes,Quebec (also known as CANMET and NRCan) conceived of and developed the Catalytic Flow-Reversal Reactor expressly for use on coal mine ventilation air. The research team was aware of and wished to improve upon the TFRR to process mine ventilation air at lower temperatures, CANMET selected catalysts that reduce the combustion temperature of methane by several hundred degrees Celsius.They have demonstrated the CFRR technology over a range of simulated conditions at small scale. CANMET and several Canadian private and government entities have formed a consortium to finance, design, build, and operate an industrial-scale demonstration plant (approximately 8 to 10 m3/s) at the Phalen Mine in Nova Scotia. CANMET is also studying energy recovery options that are appropriate for the CFRR, especially the gas turbine option. Principles of operationFigure 1 shows a schematic of a reverse-flow-reactor. This is a simple apparatus that consists of a large bed of silica gravel or ceramic heat exchange medium with a set of electric heating elements in the center. Airflow equipment such as plenums, ducts, valves, and insulation elements are fitted around and within the bed. Controls and ancillary equipment are mounted nearby. The TFRR and CFRR have the same general appearance except the CFRR has zones on either side of the heat exchanger that contain catalyst pellets (not shown). The process employs the principle of regenerative heat exchange between a gas (ventilation air) and a solid (bed of heat exchange media selected t efficiently store and transfer heat) in the reaction zone. To start the operation, electric heating elements preheat the middle of the bed to the temperature required to initiate combustion (i.e., 1000℃-1100℃in the case of the TFRR). During the first half of the first cycle, ventilation air at ambient temperature enters and lows through the reactor in one direction. ,ethane oxidation takes place near the center of the bed when the mixture begins to exceed 1000℃.Thus, if these temperatures can be maintained in the bed, practically 100% conversion of methane (to carbon dioxide and water) can be achieved. All three sections of the reactor are well-insulated so that very little heat is lost to the surroundings.If the gas is not heated to the combustion temperature o methane, the reaction will not start because there is no heat source. This situation is called a non-starter. Even if the reaction does start, the final conversion must be completeenough to heat the media, and in turn, the gas in the next cycle to the auto-combustion temperature. Otherwise, the reactor will cool down over a number of cycles. This situation is called a blow-out.After the initial cycles of a sustained operation, hot products of combustion and unreacted air continue through the bed, losing heat to the far side of the bed in the process. When the far side of the bed is sufficiently hot and the near side has cooled, the reactor automatically reverses the direction of ventilation airflow. New ventilation air enters the far side of the bed and becomes hotter by taking heat from the bed. Close to the reactor’s center the methane reaches combustion temperature, oxidizes, and produces heat to be transferred to the near side of the bed before exiting.In an ideal situation the temperature profile in the bed would be as shown in Figure 2. When the ventilation air flows from bottom to top it picks up heat from contact with the hot solid media and its temperature increases. The gas temperature lags the solid temperature by a few degrees (about 20 to 50℃in existing units) both while gaining and losing heat according to MEGTEC. As the flow continues in the initial half cycle, the high temperature zone, with respect to both the solid and the gas, tends to migrate upward (for the bottom-to-top illustrative flow configuration). The flow reversal arrests this upward migration and prevents it from traveling too far from the center. The next half cycle flow (top-to-bottom) produces a new temperature profile, also shown in Figure 2. By switching flow direction at pre-calculated time periods, typically between two and ten minutes, the hot zone can be maintained in the center of the reactor.As is observed in Figure 2, even with very efficient heat transfer the exit air temperature is at least a few degrees higher than the incoming ventilation air. As a result, if no energy is being generated internally, the bed would eventually cool. Both vendors claim that if the methane concentration in the incoming air is consistently about 0.15%and if the unit has been optimized to meet that parameter, the operation would be auto-thermic (i.e. it would support itself without additional applied heat or fuel), this would mean that oxidizing this quantity of methane will produce enough heat to compensate for an approximate 40 temperature rise in the exit gas flow relative to incoming gas temperature.. the goal of the technical assessments and numerical modeling is to verify vendor claims.中文译文煤矿通风系统中瓦斯散发的控制摘要美国环境保护委员会的关于煤体瓦斯扩散的项目,(CMOP)为点燃矿井通风空气中包含的瓦斯的技术提供了一个技术评价。
智能控制系统毕业论文中英文资料对照外文翻译文献
controlled object, as intelligent load monitoring test, is the use of single-chip I / O port output signal of relay control, then the load to control or monitor, thus similar to any one single chip control system structure, often simplified to input part, an output part and an electronic control unit ( ECU )
information, which can more effectively assist the security personnel to deal with the crisis, and minimize the damage and loss, it has great practical significance, some risk homework, or artificial unable to complete the operation, can be used to realize intelligent device, which solves a lot of artificial can not solve the problem, I think, with the development of the society, intelligent load in all aspects of social life play an important reuse.
[资料]煤质动摇下的跳汰机操纵方法
![[资料]煤质动摇下的跳汰机操纵方法](https://img.taocdn.com/s3/m/af8c05f809a1284ac850ad02de80d4d8d15a01ca.png)
[资料]煤质动摇下的跳汰机操纵方法煤质波动下的跳汰机操作方法一、跳汰机的工作原理跳汰机是通过控制水流周期性地上下脉动,使物料在脉动水流作用下按密度差别进行分层的,然后通过排料机构把分好层的物料分离开来,从而实现分选目的。
跳汰机通过数控系统控制风阀的打开与关闭进而控制进、排风,使洗水产生脉动;原煤进入跳汰机后,在脉动水流的作用下,主要按密度差别分层,密度大的矸石逐渐下沉至最底层,密度适中的中煤分布在中间层,而密度较小的精煤分布在上层;分层后,位于底层的矸石经一段排料机构排出,中煤和精煤随脉动水流进入跳汰机第二段继续进行分选,位于二段底层的中煤经二段排料机构排出,位于二段上层的精煤则由溢流口排出;还有一部分小颗粒的矸石和中煤,是通过透筛排出。
二、煤质波动特点近年来,机械化采煤比例不断提高,使选煤厂入厂原煤煤质波动很大,而煤炭供求市场的变化,也使得选煤厂人厂原煤的种类和质量不断向多元化发展,特别是“吃百家饭”、且选煤工艺多采用跳汰选煤的中小型选煤厂,由于没有完备的配煤设施,致使跳汰机人料煤质变化更大,主要表现为原煤粒度组成和浮沉组成的频繁变化,这给跳汰机的操作带来很大的困难和挑战。
在近年来的跳汰机生产调试过程中,多次发现入煤质变化很大,其中有一个厂原煤中>13mm粒级所占比例变化范围达5,一50,,原煤中浮煤(<1.4g,em)灰分变化范围为5.5,一9.0,,可见波动之大。
三、跳汰机操作制度跳汰机洗选效果的优劣在很大程度上取决于操作工艺制度。
合理的操作工艺制度应依据人选原煤的性质(粒度及密度组成等)以及对产品质量的要求来确定,要保证床层具有合适的松散度,使人选物料主要按密度分选。
最大限度地降低物料粒度、形状等因素对分选的不良影响。
同时,操作工艺制度的诸参数之间又是相互关联的。
在制定跳汰机操作工艺制度时。
必须根据不同情况进行具体分析,制定后还要及时根据床层的松散状况来作调整。
(一) 基本原则基本原则是要保证跳汰机各段洗水脉动均匀,内表层水面厚度<50ram,最薄呈现鱼鳞波状,床层两侧水速相同,并且床层不能大起大落。
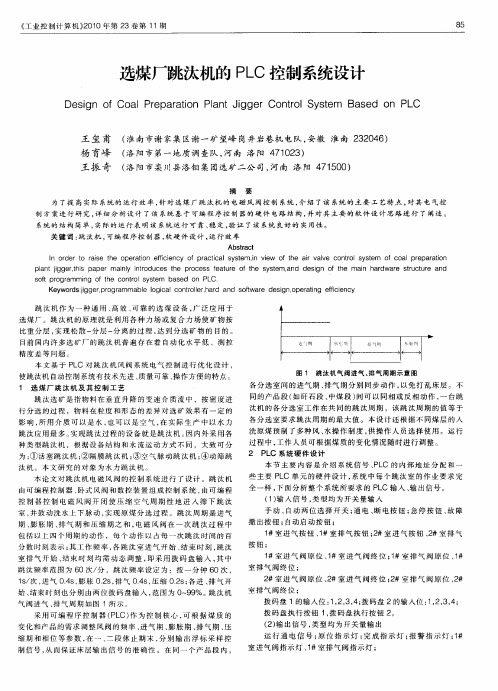
选煤厂跳汰机的PLC控制系统设计
王 玺 甫 ( 南市谢 家集 区谢 一矿 望峰 岗井岩巷机 电队 , 淮 安徽 淮 南 2 2 4 ) 3 0 6
杨 育峰
( 阳市第一地质调查队, 洛 河南 洛阳 4 1 2 ) 7 0 3
王振 奇 ( 阳市栾川县洛钼集团选矿二公司, 洛 河南 洛 阳 4 1 0 ) 7 5 0
摘 要
pa tj g rhs a e il it d c ste po e sfaue o h ytm,n e in o h i h rwae srcue a d ln i e, i g t p p rmany nr u e h rc s e tr fte s se a d d sg fte man ad r t tr n o u
《 业 控制 计 算 机 》 0 0年 第 2 工 21 3卷 第 1 1期
选煤厂跳汰机的 P C控制系统设计 L
De i f Co l r p rt n Pln ige sgn o a P e a a i a tJg rCo t lSy t m Ba e n PL o nr se o s d o C
跳 汰 机作 为 一 种 通 用 、 效 、 靠 的 选 煤 设 备 , 泛 应 用 于 高 可 广 选 煤 厂 。跳 汰 机 的原 理 就 是 利 用 各 种 力 场 或 复 合 力 场 使 矿 物 按
比重 分 层 , 现 松 散 一 层 一 离 的 过 程 , 到 分 选 矿 物 的 目的 。 实 分 分 达
同 的产 品段 ( 如矸 石段 、 中煤 段 ) 可 以 同相 或 反 相 动 作 , 台跳 间 一
汰 机 的各 分 选 室 工 作 在 共 同 的跳 汰周 期 ,该跳 汰周 期 的值 等 于 各分 选 室 要 求 跳 汰 周期 的最 大 值 。本 设 计 还根 据 不 同煤 层 的人 洗 原 煤 预 制 了多 种 风 、 操 作 制 度 , 操 作 人 员 选 择 使 用 。运 行 水 供
跳汰选煤过程的智能控制方法

58 /矿业装备 MINING EQUIPMENT跳汰选煤过程的智能控制方法□ 严爱华 山东东山古城煤矿有限公司 山东兖州 2721001 智能化跳汰机实现分析(1)因为跳汰机工艺相对复杂,直接使用控制多变量技术相对困难。
本文把2段跳汰机工艺分成5个步骤进行控制,分别是时段、排矸石时段、排中煤时段、下顶水时段、风量时段,这即符合煤厂跳汰机的工艺,又有利于PLC 控制的实现。
系统之间利用信息系统专家进行智能调节,如果在工作过程中,工况发生变化,智能系统会利用参数控制进行修正,从而达到各环节的最佳组合,最终达到跳汰机水、风、排、给最佳协调,使跳汰机系统运行更加稳定。
(2)智能化控制具有多种模式,在选煤过程中煤质稳定时,使用常规策略控制。
当分选出现波动或者煤质发生变化时,使用子系统回路协调策略控制。
设备执行器与传感器可实时进行工作状态的检测,并可发出故障报警。
(3)系统专家可实现诊断故障、协调系统、优化参数、判断工况等诸多功能。
2 系统专家处理信息策略(1)知识库存储跳汰机有关控制的专业知识,包括:实际的系统故障处理和故障特点、设备操作程序经验,以及末煤的跳汰、快煤的跳汰、再选煤的跳汰、主选煤的跳汰等知识,这些都是跳汰机领域积累下的宝贵经验。
(2)推理主要是使智能化控制达到实时性的作用,其具体操作是:将知识库划分成几个模块,并将其分类、分层组织,进行简化类和类、层和层间的处理与传递。
在跳汰机工作过程中,推进操作应用驱动数据的推理方法。
(3)信本文通过智能化控制跳汰机的措施。
对提高选煤效率、选煤质量、减少流失精煤、稳定灰分、提高效益等起到至关重要的作用。
息特征识别器,在智能化跳汰机系统控制中,信息特征识别器的任务是:实时采集精煤的灰分、可选煤性、可选煤质等信息,实时判别水阀风阀工作状态、设备料仓料位、设备工作情况等,实时评价选煤的效果,实时检测水阀、进风阀门、操作异常、失灵传感器等故障信息。
3 控制智能化系统的设计在跳汰机智能化系统控制中,PLC 控制器系统包含有各扩展块及控制器,它是选煤厂智能化生产控制的中枢核心,PLC 控制系统实时完成生产的控制、通信的处理、模拟量的处理、数字量的处理、逻辑功能的判断等诸多功能。
跳汰机控制策略
跳汰机控制策略
跳汰机的控制策略主要包括以下几个方面:
1.给料量调控:通过检测浮标测得床层厚度,然后将信号送入控制器,控制
电振给料机的振动频率,来完成给料量的控制。
2.风量及床层松散度调控:由微机数控系统给出跳汰周期和频率情况下,通
过浮标将检测床层松散度的变化信号送入控制器,从而调整电动闸门的开启和关闭,来控制床层松散度。
3.固液比调控:由浮标检测一段床层厚度,将信号输入总水门控制器,来控
制顶水用量。
4.排料量控制:通过浮标检测床层厚度,得到调控信号,由模糊控制器对跳
汰过程随机跟踪,可以改善排料制度的应变能力,稳定产品分选密度。
5.精煤灰分控制:是通过精煤灰分来调节中煤段排料的给定值,使精煤灰分
稳定在允许范围之内。
此外,跳汰机的自身结构、物料性质和跳汰机的工作制度也会影响跳汰机的分选效果。
在实际操作中,需要根据具体情况选择合适的控制策略,以提高跳汰机的分选效果和经济效益。
选煤厂跳汰机控制装置的操作与监控
选煤厂跳汰机控制装置的操作与监控韩宝金【摘要】本文主要阐述了传感器、电磁阀、稳风调节阀、电动机的安装和接线,通电前检查、通电试机、带水风、带煤试运、放风闭锁等调试操作,PZX型电控装置的跳汰流程监控、给料德风控制、风阀控制和排料控制等问题.【期刊名称】《科技风》【年(卷),期】2012(000)024【总页数】1页(P106)【关键词】跳汰机;电气控制装置;操作;监控【作者】韩宝金【作者单位】龙煤七台河分公司七台河洗煤厂,黑龙江七台河154600【正文语种】中文跳汰机是选煤厂跳汰选煤的主要设备,跳汰工艺作业的洗选指标与跳汰机电气控制系统密切相关。
配置电控系统的大中型跳汰机筛板面积从5m2到40m2,空气室位置有筛侧式和筛下式,风阀有滑动风阀、盖板风阀和旋转风阀,排料方式有排料轮、象鼻子风和液压闸板等。
与机械结构相配套的电控系统不同,它控制的范围除传统的风阀和排料调控外,还包含给料调控、自动稳风、加油等控制环节。
控制技术的飞速发展和选煤装配水平的不断提高,出现了可编程序控制器(PLC)及网络技术的跳汰机控制系统。
并运用网络通信技术把跳汰机控制系统与全厂控制系统无缝集成,发挥网络系统的数据实时双向传输功能,实现跳汰工艺系统数据的共享。
控制室调度人员把全厂工艺系统中与跳汰机控制系统调控相关的信息,实时下传至跳汰机控制系统,并在触摸屏上显示;操作技术人员要及时调整跳汰机控制系统中的调控参数,确保产品质量,以获取最大的回收率,创造经济效益。
同时,跳汰机控制系统的运行诊断信息、调控信息实时上传到控制室,调度人员按各个工艺作业段的工艺参数,实施综合信息调控,使选煤厂生产处在产品稳定、回收率高、能耗低的状态。
跳汰机控制系统的运行诊断信息、调控信息,经调度监控系统还实时上传到管理监控系统,以满足选煤厂集约型管理的要求,提高选煤效率和经济效益。
按照全厂控制系统采用的通信网络和PLC的型号规格,跳汰机控制系统的PLC应选用,如施耐德公司的Momentum系列、西门子公司的S7系列以及欧姆龙公司的CPM系列等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录AIntelligent Control Method of Coal Jigging ProcessJimming Yang *, Shibo XiongJig is utilized widely in coal preparation plant as a universal, efficient and reliable coal preparation equipment. About 60 percent of raw coal is cleaned by jigging process in coal preparation plant. Jigging plays an important role in coal cleaning in our country.But the automation of jigs falls behind in china. In the automatic discharge system of jigging, the expectation value of bed depth depends on the manual work, and the simple logical control or conventional PID algorithm used in discharging can not satisfies the bed stabilizing. Although the digital air valve is adopted in jigs, the adjustment of air-water rule depends on the experiences of jig operators but automatic system. The parameters can not be adjusted stably and accurately due to the excessive human factors. The satisfying stratification according to density distribution can not be obtained, and the serious misplacing of different density material causes large number of cleaning coal lost or contaminated, which affects the efficiency and benefits of coal cleaning seriously.Multi-variable coupling each other, time-variant, heavy nonlinear characteristic are contained in jigging process. The precise mathematical model between product quality or separation efficiency and operational parameters can not be built because the process mechanism description is too complex and a large of uncertain factors exist. The effective control can not be achieved by conventional control theory and methods. Recently, artificial intelligent technology, such as expert system, fuzzy control and neural network, is introduced to complex process control, which provides an effective method of the jigging automation.This article studies the strategy and realized method of jigging process automation with intelligent control theory.The main influencing factors of jigging separation are analyzed deeply. The analysis shows that the distribution characteristic is closely relative toproduct quality. The misplaced material content in bed can be reflected by the standard deviation of normal distribution. The author puts forward that the target of jigging process control should be the optimum stratification state and the bed stratification state is affected by pulsing water characteristic, mobility of the jig bed and discharging process.The bed stratification state is a key factor in jigging process control. Y radial density detecting principle and technology is studied in the article, y radial sensor and subsequent circuit is developed. The key problems, such as the reliability of counting and antinoise are resolved, and this detector is applied in practice. Y radial source is Cs . Experiment shows that the Y radial density detector can measure the coal density in different bed depth precisely. Bed status can be reflected by combining density information with other state information.In jigging process, quantitative information and uncertain information (fuzzy information) appears at the same time and multi-factors associate each other. Some key factors cannot be described by mathematic model. The article studies thestatus identification based on fuzzy reasoning, and puts forward that bed mobility is expressed by density difference between compact period and mobility period, also the fuzzy judgment method based on density mean value, standard deviation, raw coal ash content and bed depth information. In order to study the relationship of all kinds of parameters, data acquisition and recording system is designed. Operational parameters, such as density, bed depth, raw coal ash content, feed velocity, air valve etc, are recorded for a long time. Simultaneously, the timing artificial float and sink test is carried out. The high identification precision of bed stratification status is acquired through the analysis of recording data on site using fuzzy judgment method.By large numbers of experiments, the adjustment relationship between air valve operational rule and pulsing water characteristic, the pulsing water characteristic and mobility of bed, also the mobility of be附录B跳汰选煤过程的智能控制方法杨洁明熊诗波跳汰机作为一种通用、高效、可靠的选煤设备,广泛应用于选煤厂,在我国,大约60%的入洗原煤采用跳汰分选工艺,跳汰选煤在我国洁净煤战略中占有相当重要的地位。
但与此不相适应的是,目前我国跳汰选煤的自动化水平仍处于十分落后的状态:自动排料系统靠人工设定重物料层厚度期望值,控制算法基本停留在简单的逻辑控制或常规PID控制上,达不到床层稳定的控制要求;床层的分层过程控制系统虽然采用了数字风阀,但风水制度的调节完全由跳汰司机根据经验进行,不仅工作量大,而且人为因素影响大,无法做到稳定、准确的调节。