夹具说明书
夹具课程设计说明书

夹具课程设计说明书设计目的现代机械制造工艺设计是机械类专业学生在学完了《机械制造技术基础》等技术基础和专业课理论之后进行的一个实践教学环节。
其目的是巩固和加深理论教学内容,培养学生综合运用所学理论,解决现代实际工艺设计问题的能力。
通过工艺规程及工艺装备设计,学生应达到:1、掌握零件机械加工工艺规程设计的能力;2、掌握加工方法及其机床、刀具及切削用量等的选择应用能力;3、掌握机床专用夹具等工艺装备的设计能力;4、学会使用、查阅各种设计资料、手册和国家标准等,以及学会绘制工序图、夹具总装图,标注必要的技术条件等。
本次课程设计内容包括零件的分析,工艺路线的制定,工艺规划设计,某道工序的夹具设计以及该道工序的工序卡,机械加工综合卡片,夹具装配图以及夹具体零件图的绘制等。
工艺设计部分1 零件的工艺分析1.1确定生产类型生产类型为中批生产。
1.2 零件的作用该零件是B6065牛头刨床推动架,是牛头刨床进给机构的中小零件,φ32mm 孔用来安装工作台进给丝杠轴,靠近φ32mm孔左端处一棘轮,在棘轮上方即φ16mm孔装一棘爪,φ16mm孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕φ32mm轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。
1.3 技术条件分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
由零件图可知,φ32的中心线是主要的设计基准和加工基准。
该零件的主要加工面可分为两组:1.φ32mm孔为中心的加工表面这一组加工表面包括:φ32mm的两个端面及孔和倒角,φ16mm的两个端面及孔和倒角。
2.以φ16mm孔为加工表面这一组加工表面包括,φ16mm的端面和倒角及内孔φ10mm、M8-6H的内螺纹,φ6mm的孔及120°倒角2mm的沟槽。
这两组的加工表面有着一定的位置要求,主要是:1.φ32mm孔内与φ16mm中心线垂直度公差为0.10;2.φ32mm孔端面与φ16mm中心线的距离为12mm。
爪式夹具选择指南说明书

Selection ProcedureStep 1Check the gripping force.Electric Gripper 2-Finger TypeSeries LEHZModel SelectionC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mSelection ProcedureBasic Compact# Indication of gripping forceThe gripping force shown in the graphs below is expressed as“F”, which is the gripping force of one finger, when both fingersand attachments are in full contact with the workpiece asshown in the figure below.#Set the workpiece gripping point “L” so that it is within the rangeshown in the figure below.External Gripping State Internal Gripping StateCheck the gripping force: Series LEHZPushing force is one of the values ofstep data that is input into the controller.Pushing force is one of the values ofstep data that is input into the controller.Model Selection SeriesLEHZ CourtesyofCMA/Flodyne/HydradyneŀMotionControlŀHydraulicŀPneumaticŀElectricalŀMechanicalŀ(8)426-548ŀwww.cmafh.comBasicCompactPushing force is one of the values of step data that is input into the controller.Pushing force is one of the values of step data that is input into the controller.Selection ProcedureCheck the gripping force: Series LEHZSeries LEHZC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mCheck the gripping point and overhang: Series LEHZ#Decide the gripping position of the workpiece so that the amount of overhang “H” stays within the range shown in the figure below.#If the gripping position is out of the limit, it may shorten the life of the electric gripper.External Gripping State Internal Gripping State Basic CompactPushing force is one of the values ofstep data that is input into the controller.Pushing force is one of the values ofstep data that is input into the controller.Model Selection SeriesLEHZ CourtesyofCMA/Flodyne/HydradyneŀMotionControlŀHydraulicŀPneumaticŀElectricalŀMechanicalŀ(8)426-548ŀwww.cmafh.comBasicCompactPushing force is one of the values of step data that is input into the controller.Pushing force is one of the values of step data that is input into the controller.Selection ProcedureCheck the gripping point and overhang: Series LEHZSeries LEHZ5C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mNote) Values for load in the table indicate static values.Fv: Allowable vertical loadMp: Pitch momentMr: Roll momentMy: Yaw momentCheck the external force on fingers: Series LEHZModel Selection SeriesLEHZ6C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mConfirm that the combination of the controller/driver and the actuator is correct.The actuator and controller/driver are sold as a package.<Check the following before use.>: Check the actuator label for model number. This matches the controller/driver.@ Check Parallel I/O configuration matches (NPN or PNP).:@Refer to the operation manual for using the products. Please download it via our website, How to OrderLEHZElectric Gripper 2-Finger TypeLEHZ10, 16, 20, 25, 32, 40Series LEHZRoHS®. 2-finger type Finger optionsNil: Basic(Tapped in opening/closing direction)A: Side tapped mountingB: Through-hole in opening/closing directionC: Flat fingers7C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mDIN rail is not included. Order it separately.(Refer to page 56.)1Refer to the specifications Note 3) on page 9.1 When “Without controller/driver” is selected for controller/driver types, I/O cable cannot be selected. Refer to page 61 (For LECP6), page 73 (For LECP1) or page 80 (For LECPA) if I/O cable is required.2 When “Pulse input type” is selected for controller/driver types, pulse input usable only with differential. Only 1.5 m cables usable with open collector.parts. For using on moving parts, select the robotic cable.Electric Gripper 2-Finger Type SeriesLEHZcompatible motors, refer to the compatible controllers/driver below.LECP6Value (Step data) input Standard controllerLECP1Capable of setting up operation (step data)LECPAOperation by pulse signalsC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mMounting directionSpecificationsHow to Mounta) When using the thread on the side of the bodyb) When using the thread on the mounting platec) When using the thread on the back of the bodythe workpiece. Gripping force accuracy should be o 30% (F.S.) for LEHZ10/16, o 25% (F.S.) for LEHZ20/25 and o 20% (F.S.) for LEHZ32/40.Note 2) Pushing speed should be set within the range during pushing (gripping) operation. Otherwise, it may cause malfunction.The opening/closing speed and pushing speed are for both fingers. The speed for one finger is half this value.Note 3) The speed and force may change depending on the cable length, load and mounting conditions. Furthermore, if thecable length exceeds 5 m, then it will decrease by up to 10% for each 5 m. (At 15 m: Reduced by up to 20%)Note 4) Repeatability means the variation of the gripping position (workpiece position) when the gripping operation is repeatedlyperformed by the same sequence for the same workpiece.Note 5) Repeated length measurement accuracy means dispersion (value on the controller monitor) when the workpiece isrepeatedly held in the same position.Note 6) There will be no influence of backlash during pushing (gripping) operation. Make the stroke longer for the amount ofbacklash when opening.Note 7) Impact resistance: No malfunction occurred when the gripper was tested with a drop tester in both an axial direction anda perpendicular direction to the lead screw. (Test was performed with the gripper in the initial state.)Vibration resistance: No malfunction occurred in a test ranging between 45 to 2000 Hz. Test was performed in both an axial direction and a perpendicular direction to the lead screw. (Test was performed with the gripper in the initial state.)Note 8) The power consumption (including the controller) is for when the gripper is operating.The standby power consumption when operating is for when the gripper is stopped in the set position during operation, including the energy saving mode when gripping.Note 9) The maximum instantaneous power consumption (including the controller) is for when the gripper is operating. Thisvalue can be used for the selection of the power supply.Series LEHZ9C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mConstruction Series LEHZMHZ-A1002MHZ-A1602MHZ-A1002-3MHZ-A1602-3Electric Gripper 2-Finger Type SeriesLEHZ10C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mon the fingers does not interfere with the workpieces and facilities around the fingers.and facilities around the fingers.+0.025DimensionsLEHZ10(L)K2-4LEHZ16(L)K2-6Series LEHZ11C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mNote) Range within which the fingers canmove when it returns to origin. Make sure a workpiece mounted on the fingers does not interfere with the workpieces and facilities around the fingers.move when it returns to origin. Make sure a workpiece mounted on the fingers does not interfere with theworkpieces and facilities around thefingers.DimensionsElectric Gripper 2-Finger Type SeriesLEHZ12C o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o mNote) Range within which thefingers can move whenit returns to origin. Makesure a workpiecemounted on the fingersdoes not interfere withthe workpieces andfacilities around thefingers.Note) Range within which thefingers can move whenit returns to origin. Makesure a workpiecemounted on the fingersdoes not interfere withthe workpieces andfacilities around thefingers.+0.030DimensionsLEHZ32K2-22LEHZ40K2-30Series LEHZ13CourtesyofCMA/Flodyne/HydradyneŀMotionControlŀHydraulicŀPneumaticŀElectricalŀMechanicalŀ(8)426-548ŀwww.cmafh.commountingFlat Fingers (C)Side Tapped Mounting (A)Through-hole in Opening/Closing Direction (B)Series LEHZFinger OptionsC o u r t e s y o f C M A /F l o d y n e /H y d r a d y n e ŀ M o t i o n C o n t r o l ŀ H y d r a u l i c ŀ P n e u m a t i c ŀ E l e c t r i c a l ŀ M e c h a n i c a l ŀ (800) 426-5480 ŀ w w w .c m a f h .c o m。
夹具说明书讲解
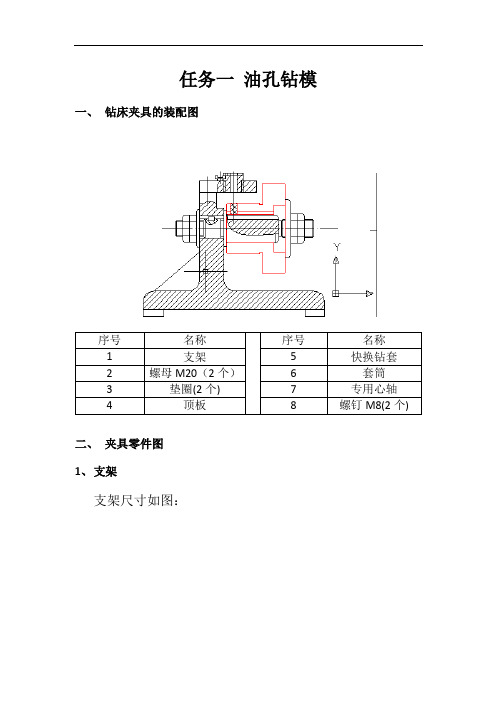
任务一油孔钻模一、钻床夹具的装配图序号名称序号名称1 支架 5 快换钻套2 螺母M20(2个) 6 套筒3 垫圈(2个) 7 专用心轴4 顶板8 螺钉M8(2个)二、夹具零件图1、支架支架尺寸如图:2、螺母M20选用GB/T6170-2000-M203、垫圈选用平垫圈GB/T97.1 21 140HV4、顶板尺寸如图所示:5、快换钻套选用快换钻套(JB/T 8045.3—1999)螺钉(JB/T 8045.5)M5其他参数如图下图:6、套筒7、专用螺杆主要尺寸如下图8、螺钉M8选用GB/T6170-2000-M8三、定位方案及夹具误差分析1、定位方案该夹具用专用螺杆心轴定位:限制X、Y、Z的移动,Y、Z的转动,X方向的转动不需要限制2、夹具误差分析A、定位误差ΔB分析由于该夹具设计的加工基准与设计基准重合,故定位误差ΔB=0B、夹具安装误差ΔA分析由于夹具的安装基面为平面,故没有安装误差ΔA=0C、对刀误差ΔT该夹具使用钻套,钻模对刀有误差ΔT,刀具与钻套X max的存在会引起刀具的偏斜将导致加工孔偏移量X2.其中B—加工孔的深度H—钻套高度h—排屑空间高度故四、工件的夹紧1、钻削切削力该零件使用材料45钢主要力学性能钻削时的进给量f:0.2mm/转F=KF f=1.5X1.1X1.1X1.1X2146=491N2、验证压紧力查表M20六角螺母压紧力F W=8060N因为F W>F故符合安全要求任务二阶梯油孔夹具设计一、钻床夹具的装配图二、夹具零件图1、支架支架尺寸如图:序号名称序号名称1 支架 5 快换钻套(两种型号)2 螺母M20(2个) 6 销钉3 垫圈(2个) 7 专用心轴4 顶板8 螺钉M8(2个)2、螺母M20选用GB/T6170-2000-M203、垫圈(两个)选用平垫圈GB/T97.1 21 140HV4、顶板尺寸如图所示:5、快换钻套(两种型号)选用快换钻套(JB/T 8045.3—1999)螺钉(JB/T 8045.5)M5及M66、销钉GB/T 119.2 6X50 C17、专用螺杆主要尺寸如下图8、螺钉M8选用GB/T6170-2000-M8三、定位方案及夹具误差分析1、定位方案A、心轴定位:限制Y、Z的移动,Y、Z的转动B、圆柱销定位:限制X的移动,及Y的转动2、夹具误差分析A、定位误差ΔB分析该夹具的油孔设计基准,对水平方向的尺寸没有太苛刻的要求故定位误差ΔB可忽略B、夹具安装误差ΔA分析由于夹具以心轴安装零件,且在位置上要求与前一油孔保证在同一轴线上,对距离并没太大要求,故安装误差ΔA可忽略C、对刀误差ΔT该夹具使用钻套,钻模对刀有误差ΔT,刀具与钻套X max的存在会引起刀具的偏斜将导致加工孔偏移量X2.其中B—加工孔的深度H—钻套高度h—排屑空间高度故四、工件的夹紧a)钻削切削力该零件使用材料45钢主要力学性能钻削时的进给量f:0.2mm/转F1=KF f1=1.5x1.1x1.1x1.1x171=341N F2=KF f2=1.5x1.1x1.1x1.1x684=1365Nb)验证压紧力查表M20六角螺母压紧力F W=8060N 因为F W>故符合安全要求任务三拨叉铣槽夹具设计1、设计目的夹具是组合机床的重要组成部分,是根据机床的工艺和结构方案的具体要求而专门设计的。
夹具设计说明书106
三江学院夹具课程设计说明书题目:支承座镗孔夹具设计班级:110152D姓名:耿志旸学号:12010152103专业:机械设计制造及其自动化(数控技术)指导老师:徐伟目录绪论 (1)第一章机床夹具概述 (2)1.1工件的装夹方法 (2)1.2机床夹具的工作原理和在机械加工过程中的作用 (2)1.3夹具的分类和组成 (3)第二章夹具设计 (5)2.1设计思路 (5)2.2零件加工工艺过程分析 (5)2.3定位分析 (7)2.4夹紧分析 (9)2.5夹具体结构分析 (10)2.6夹具装配图绘制 (11)2.7夹具零件图绘制 (11)结束语 (12)致谢 (13)参考文献 (14)绪论机床夹具是机械加工系统的重要组成部分,同时也是机械加工工艺系统的重要组成部分。
为了保证工件的加工精度和生产率的提高,必须使工件在机床上相对刀具占有正确的位置,完成这一功能的辅助装置称为机床夹具。
机床夹具在机械加工中起着重要的作用,它直接影响机械加工的质量、生产率、生产成本以及工人的劳动强度等。
所以机床夹具设计是机械加工工艺准备中的一项重要工作。
机床夹具作为机床对工件加工中的辅助装置,其设计质量的好坏对零件的加工质量、效率以及工人的劳动强度均有直接的影响,因此在进行夹具设计时,必须使加工质量、生产率、劳动强度和经济性等几方面达到统一,其中保证加工质量是最基本的要求。
但是,在实际生产过程中会有所侧重,如对位置精度要求很高的加工,往往是保证加工精度,对于位置精度要求不高而使加工批量较大的情况,则着重于提高加工工件的工作效率。
总之,在考虑上述几方面要求时,应在满足加工要求的前提下,根据具体情况处理好生产率与劳动条件、生产率与经济性的关系。
夹具设计的基本步骤可以概括为:1、研究原始资料,明确设计任务。
2、确定夹具的结构方案,绘制结构草图。
确定夹具的结构方案,可以考虑以下问题:1)根据六点定位原理确定工件的定位方式,并设计相应的定位装置。
专用夹具设计说明书【范本模板】
课程设计机械制造技术基础课程设计题目:专用夹具设计学院: 机械工程学院班级:x x 级机械制造与自动化x班姓名:x x指导教师: x x完成日期: 2017 年 4 月31日课程设计目录第一章前言 (1)第二章专用夹具设计 (3)2。
1 夹具的简介 (3)2。
1。
1 夹具的概念 (3)2。
2 夹具设计前的准备工作 (3)2。
2.2 熟悉工件零件图和工序图 (4)2。
3 选择夹紧机构 (4)第三章夹具装备分析 (5)3。
1 夹具的功用 (5)3。
1。
1 机床夹具的主要功能 (5)3.1。
2 机床夹具的特殊功能 (5)3.1。
3 夹具体主要技术条件及优缺点的分析 (6)3。
2 夹具的分类 (6)3.3 夹具的组成 (7)第四章机床夹具的设计特点和设计要求 (9)4.1 机床夹具的设计特点 (9)4.2 拟定夹具的结构方案 (9)4。
2。
1 定位方案的确定 (9)4.2。
1 夹紧方案确定 (10)4.3 夹具总图设计 (11)4。
4 夹具精度校核 (11)4。
5 夹具的设计步骤 (12)4.6 总图技术要求的定制 (13)4。
7 夹具设计中的几个重要问题 (14)4.8 精度分析 (15)5。
1定位基准的选择 (16)5.2 加工精度分析 (17)5.3 拟定工艺路线 (18)5.4 工艺方案的比较与分析 (19)5.5 选择加工设备与工艺装备 (21)5.5。
1 专用夹具的基本要求 (21)5。
6 夹紧力的计算 (22)5。
7 定位误差分析 (23)第六章夹具装配图上应标注的尺寸和技术条件 (24)6。
1 夹具装配图上标注的尺寸 (24)6。
2 夹具装配图上应标注的技术要求 (24)第七章夹具体零件图应标注的尺寸和技术要求 (25)7.1 夹具体零件图上标注的尺寸 (25)7。
2 夹具体零件图上标注的技术要求 (26)第八章对夹具设计的心得体会 (27)课程设计第九章课程设计总结 (28)参考文献 (29)附表1 机械加工工艺过程卡片 (30)课程设计第一章前言机械制造装备设计是机械设计制造及其自动化专业的一门主要专业课,其任务是通过该课程的学习,掌握主要机械制造装备的工作原理及其正确使用和选用方法、原则,并具备一定的机械制造装备的总体设计、传动设计、结构设计等基本知识和主要工艺装备的设计能力。
夹具设计说明书

《材料成型CAD上机实习》实习报告班级:0511082 学号:14姓名:陈葶徕成绩:夹具设计说明书目录序言 (2)一、夹具设计任务 (3)1、焊接产品(复合件)“圆柱焊接组合”的产品图 (3)二、“圆柱焊接组合”装焊夹具设计方案的确定 (4)1、基准面的选择 (4)2、夹具体方式的确定 (4)3、定位方式及元器件选择 (5)4、夹紧方式及元器件选择 (6)5、装焊夹具结构 (6)序言1.夹具设计的目的意义及要求焊接工装夹具是将焊件准确定位并夹紧,用于装配和焊接的工艺装备。
在焊接结构生产中,把用来装配进行定位焊的夹具称为装配夹具:而专门用来焊接焊件的夹具称为焊接夹具:把既用于装配又用于焊接的夹具称为装焊夹具。
它们统称为焊接工装夹具。
对焊接工装夹具的设计要求:1)焊接工装夹具应动作迅速,操作方便,操作位置应处在工人容易接近,最宜操的部位。
特别是手动夹具,其操作力不能过大,操作频率不能过高,操作高度应设在工人最容易用力的部位,当夹具处于夹紧装态时,应能自锁。
2)焊接工装夹具应有足够的装配焊接空间,不能影响焊接操作和焊工观察,不妨碍焊件的装卸,所有的定位原件和夹紧装置应与焊道保持适当距离或者布置在焊件的下方和侧面。
夹紧机构的执行元件应能够伸缩或转位。
3)夹紧可靠,刚性适当,夹紧时不破坏焊件的定位位置和几何形状,夹紧后不使焊件松动滑移,又不使焊件的拘束度过大,产生较大的应力。
4)为了保证使用安全,应设置必要的安全连锁保护装置。
5)夹紧时不应损坏焊件的表面质量,夹紧薄件和软质材料的焊件时,应限制夹紧力,或者对压头行程限位,加大压头接触面积,添加铝铜衬垫等措施。
6)接近焊接部位的夹具,应考虑操作手把的隔热和防止焊接飞溅对夹紧机构和定位器表面的损伤。
7)夹具的施力点应位于焊件的支撑处或者布置在靠近支撑的地方,要防止支撑反力与夹紧力,支撑反力与重力形成力偶。
8)注意各种焊接方法在导热导电隔磁绝缘等方面对夹具提出的特殊要求。
夹具设计说明书
机械制造夹具设计说明书学院: 机械与电气工程学院班级:机械姓名:学号:完成日期:2014 年12 月20 日夹具的用途:为了提高劳动生产率,保证加工质量,需要设计一些稳固工件以便于加工的夹具,本夹具具有两个用途:通过两个V形夹夹住圆柱类工件进行定心,用来钻孔等,防止工件在加工过程中震动;还可以用来固定圆柱类工件进行手工加工,如锯,打磨等。
本夹具夹住工件的尺寸要求应在Ф32-Ф40之间。
夹紧机构:在确定夹紧的方向、作用点的同时,要确定相应的夹紧机构。
确定夹紧机构要注意以下几方面的问题:1.安全性:夹紧机构应具备足够的强度和夹紧力,以防止意外伤及夹具操作人员。
2.手动夹具夹紧机构的操作力不应过大,以减轻操作人员的劳动强度。
3.夹紧机构的行程不宜过长,以提高夹具的工作效率。
4.手动夹紧机构应操作灵活、方便。
结构分析:所设计的夹具装配图如下所示:零件组成:1 V形块夹爪:用来夹住工件的零件,它夹住工件的两个面粗糙度不宜过低,因为限制工件自由度的有些就要靠摩擦力限制的。
2 压缩弹簧:可以使两个V形夹爪自动松开,型号为2×8×40右3 夹爪轴:装配有套筒,轴承套,螺母,垫圈,与夹爪具间隙配合,承受的载荷很大,冲击力主要来源于加工零件时对夹爪的载荷的变化,因而轴的材料应具有很高的耐冲击和耐磨强度。
4.轴套:这个轴承套是套在夹爪轴上的5.标准螺母:代号为GB/T 6170-2000 M10,夹具中共用了6个。
6.隔套:是套装夹爪上用来防止夹爪轴滑动的,一边顶住在机座上。
7.弹簧垫圈:代号为GB/T 859-1987 M10,主要是用来防松的8.双面偏心轮:两个夹爪的转动就是靠双面凸轮的转动来实现转动以夹住工件的,其外圆弧表面的粗糙度要低,并且耐磨强度很高,因为其要和推杆摩擦滑动来运作的。
其上键槽是与型号为键 5×12 GB/T 1096-2003相配合的。
9.推杆:上面有方形凸起,可以防止在工作过程中发生转动,半圆表面是与双面偏心轮相切配合,为高副接触,集中力很大,特别是有冲击力时容易出现塑性变形,于是所用材料必须是耐磨,硬度很高的。
夹具设计说明书及图纸(经典)课程设计说明书

一.零件的工艺分析零件的结构特点:任务零件是一个轴齿轮,一端加工出一个Φ52.5、齿数为19、模数是 2.5的齿轮。
另一端是一段轴,有一个键槽与另一个零件装配,在轴齿轮的内部是一个Φ28mm长为17mm的孔,另一部分是Φ32mm的孔,精度要求达到7-8级,还要加工一个储油槽。
技术要求(1).轴的内圆与外圆的圆跳度不大于0.03。
(2).毛坯要经过调质热处理,提高力学性能。
(3).齿部表面要进行淬火处理,硬度为HRC45-48。
加工要求零件的精度要求在7-8级,内孔用车床就可以达到技术要求,外圆表面用机床加工。
键槽采用铣床加工,而齿轮在滚齿机上加工。
按照机械加工顺序,在加工精基准面时,需要用粗基准定位。
二.毛坯的确定从零件的机构上可以看出,零件一端要加工一个齿轮,而内部也要加工内孔,因此此零件要求有好的力学性能,承受载荷的能力要好,工作要较平稳,冲击力较小,所以材料用优质结构钢的45号钢,此零件的毛坯类型有两种来获得,一种是铸造,一种是锻造。
而铸造获得的毛坯力学性能较差,组织结构晶粒较大,不能满足零件的要求。
锻造的毛坯力学性能较好,组织晶粒较小,有较好的抗压性能,毛坯的韧性较好。
所以毛坯用锻造来获得。
毛坯的形状是一个圆筒,外圆Φ58mm ,内孔Φ24mm 。
毛坯形状:表2-1:毛坯的加工余量的确定工序名称工序间余量/mm 经济精度/μm 表面粗糙度/μm 工序基本尺寸/mm 标注工序尺寸公差/mm精车Φ52.5 0.5 h8 Ra1.6~0.8 52.5 0046.05.52- 半精车Φ53 1.0 h10 Ra6.3~3.2 53 012.053- 粗车Φ56 4.0 h12 Ra25~12.554 03.054-毛坯±35858三.零件的基准选择对于一般的轴系零件而言,以外圆作为粗基准是合理的。
在此零件来说,内孔与外圆要有圆跳度的要求,要求比较高,首先以内孔定位加工外圆,圆柱心轴作为夹具,在机床上对外圆车一刀,以提高外圆精度。
DQ-240型夹具说明书W
DQ-240型电桥夹具使用说明书上海康登电气科技有限公司DQ-260型电桥夹具使用说明书一、概述:本产品适用于GB/T3048《电线电缆、电性能试验方法》中规定的各种电力电缆和电气装备电线电缆的直流电阻测量,也可用于其它导体材料的直流电阻测量。
为使夹具更好的吻合标准规定的要求,本着快速、方便的原则,我厂对原产品DQ—K型电桥夹具做了改型。
现推出的DQ – 240型电桥夹具,它利用正反螺杆快速夹紧及退出结构辅以可调张紧装置,使使用更加方便、灵活,电压与电流夹具分开以提高与试样的接触点。
本设备采用铝合金底板,结构合理、使用便捷。
二.技术参数:1、试样适用范围:0.5㎜²~630㎜²单根或多股绞线导体线芯。
2、两电压夹头间距: 100~1000㎜3、外形尺寸: 1460×210×120 mm4、适配电桥:四点测量法的任何电桥三、使用方法:1、调整距离。
由于本夹具夹头采用的是可调式,因此测量前需检查两电压夹头之间距离是否为1m。
夹具须定期向当地计量部门校核1米长度。
2、调整相邻两电流夹具与电压夹具之间的距离,使其距离不小于被测试样截面周长的1.5倍。
3、接线。
连接电桥与电桥夹具,连接夹具内两电压夹头之间连线。
4、安装试样。
旋开两电流夹具,将试样放于电流夹具①、④内,拉直试样,并夹紧;旋动张紧手柄⑥拉紧试样(用力不可过大);再- 1 -将电压夹具②、③轻轻夹紧直至有效接触为止。
5、试验开始并作以记录。
四、夹具的保养:1、定期对滑动部件加注少量润滑油。
2、经常清理,擦拭夹具,以防金属杂物或其他物体使夹头与底板⑤之间导通后影响试验结果。
- 2 -DQ-630型电桥夹具接线图DQ-240型电桥夹具产品合格证产品名称DQ- 240 型电桥夹具适应范围各种电桥试验范围符合GB/T3048-85规定的试验要求质量监测员出厂试验员出厂日期出厂编号- 4 -。
夹具设计说明书完整版
序言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学的各课程的一次深入的综合性总复习,也是一次理论联系实际的训练,因此,它是我们四年的大学生活中占有重要的地位。
对我个人来说,这次课程设计的意义很大,我希望能通过这次课程设计对自己以后将要从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,提高自己的实践能力。
由于能力有限,设计中海存在许多不足之处,恳请老师给予指教。
一、零件的分析(一)零件的作用题目所给的是底板座架,它的作用是:一、建立设备基础,用于构架设备的支撑基础,并在此基础上安装轴类零件;二、利用它们的工艺结构起到其他重要零件的定位作用;三、用于连接机器设备与地面的基础零件。
(二)零件的工艺分析底板座架总有三组加工表面,现分析如下:1、以φ45mm的外圆表面为中心的加工表面这一组加工表面包括φ45mm的外圆,以及退刀槽。
2、加工孔φ36H7(+00.025)mm的两个对称端面和三个台阶面。
3、加工三个阶梯孔、φ36mm孔和M10的螺纹孔。
由以上分析,对于以上三组加工表面,可以先加工第一组表面,然后利用专用夹具加工另外两个组的表面。
二、工艺规程设计(一)确定毛坯的制造形式零件的材料为HT200,考虑到它是底板座架,要求刚度、强度、耐压性能好,抗震性好,因此,选用铸件。
由于该零件的年产量为4000件,属于大批量生产,而且零件的外形尺寸不大,故可采用砂型铸造成型,这从提高生产率,保证加工精度上考虑也是应该的。
(二)基面的选择基面选择是工艺规程设计中的重要工作之一,基面的选择正确和合理,可以使加工质量得到保证,生产率得以提高。
(1)粗基准的选择轴类零件,以外圆作为粗基准。
按照有关粗基准的选择原则,即当零件有不加工表面时,应以这些不加工的表面作为粗基准;若零件有若干个比加工表面时,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准;取零件最右端面作为粗基准加工两个对称的端面。
夹具设计说明书
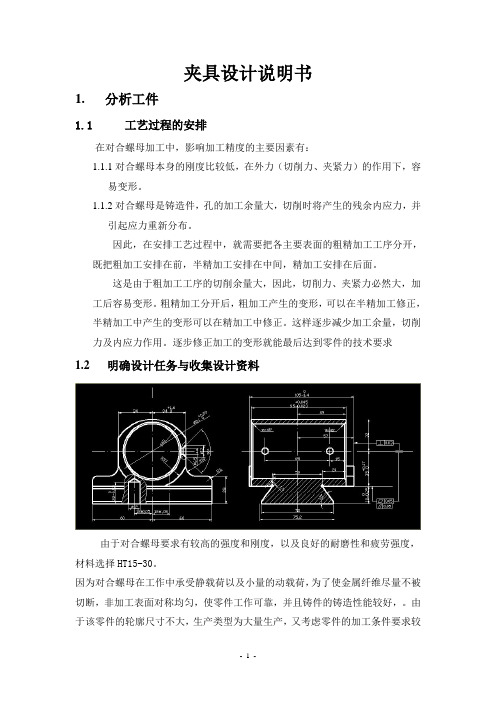
夹具设计说明书1. 分析工件1.1工艺过程的安排在对合螺母加工中,影响加工精度的主要因素有:1.1.1对合螺母本身的刚度比较低,在外力(切削力、夹紧力)的作用下,容易变形。
1.1.2对合螺母是铸造件,孔的加工余量大,切削时将产生的残余内应力,并引起应力重新分布。
因此,在安排工艺过程中,就需要把各主要表面的粗精加工工序分开,既把粗加工安排在前,半精加工安排在中间,精加工安排在后面。
这是由于粗加工工序的切削余量大,因此,切削力、夹紧力必然大,加工后容易变形。
粗精加工分开后,粗加工产生的变形,可以在半精加工修正,半精加工中产生的变形可以在精加工中修正。
这样逐步减少加工余量,切削力及内应力作用。
逐步修正加工的变形就能最后达到零件的技术要求1.2 明确设计任务与收集设计资料由于对合螺母要求有较高的强度和刚度,以及良好的耐磨性和疲劳强度,材料选择HT15-30。
因为对合螺母在工作中承受静载荷以及小量的动载荷,为了使金属纤维尽量不被切断,非加工表面对称均匀,使零件工作可靠,并且铸件的铸造性能较好,。
由于该零件的轮廓尺寸不大,生产类型为大量生产,又考虑零件的加工条件要求较高。
为了保证加工质量、提高生产率、降低成本、减少工人的劳动强度,确定采用铸造成型。
该工件的结构对称,材料是HT15-33:铸造性能良好,减摩性好;减震性强;切削加工性良好;缺口敏感性较低;价格便宜,制造方便。
工件毛坯选铸件。
要求加工ø55㎜孔及两端面,除1、2面外其余部分已加工。
由《互换性与测量技术》表3-2 孔ø55㎜的公差等级是7级,端面的公差等级是6级。
由《数控机床加工工艺》表4-12孔ø55㎜经粗车-半精车-精车能达到加工要求,表4-14端面经粗磨-精磨能达到加工要求。
2. 拟定夹具结构方案与绘制夹具草图2.1 确定工件的定位方案,设计定位装置对合螺母加工作为精基准的表面是底平面,以及两个Φ12孔,而作为精基准的表面应该提前加工完。
拨叉夹具设计说明书
拨叉夹具说明书年级:学号:姓名:专业:指导老师:2015年7月目录一、夹具定位及夹紧方案 (2)二、拨叉夹具设计说明 (4)1、问题的提出 (4)2、定位原理及实现 (4)3、切削力及夹紧力计算 (5)4、误差分析 (9)5、实际所需夹紧力的计算 (14)6、零件材料选择 (14)三、参考文献 (16)一、夹具定位及夹紧方案拨叉夹具:夹紧:说明:长:340mm 宽:60mm 高:60mm铣套:总长:45mm总宽:15mm总高:20mm铣口长:14mm铣口宽:15mm铣口高:17mm 铣刀:立铣刀直径范围2-50mm:取:12mm三维模型:二、拨叉夹具设计夹具是组合机床的重要组成部分,是根据机床的工艺和结构方案的具体要求而专门设计的。
它是用于实现被加工零件的准确定位、夹压、刀具的导向以及装卸工件时的限位等作用。
为了提高劳动生产率,保证加工质量,降低劳动成本,需要设计专用夹具。
1、问题的提出夹具是组合机床的重要组成部分,是根据机床的工艺和结构方案的具体要求而专门设计的。
它是用于实现被加工零件的准确定位、夹压、刀具的导向以及装卸工件时的限位等作用。
本夹具主要用于铣宽14H7的槽,且为大批大量生产。
在保证提高劳动生产率,降低劳动强度的同时可以设计选用比较简单的夹具。
2、定位原理及其实现由零件图可知,槽所在的面与中心线存在垂直度误差,在加工槽时应保持工件的平稳,应选择小圆柱底端面为定位基准。
根据被加工零件的结构特征,选择定位基准。
由夹具图可以得出,V形块约束X向的移动,Y向的移动,X向的转动,Y向的转动;工件与V形块的背面接触简化成线,则约束X向的移动,底面约束Z向的移动,X向的转动,Y向的转动,则形成了过定位。
限制的自由度V形块:X向的移动,Y向的移动,X向的转动,Y向的转动底面:Z向的移动,X向的转动,Y向的转动线:X向的移动过定位为:X向的移动,X向的转动,Y向的转动。
由于此过定位对零件加工时产生的误差较小,所以可以忽略不计。
蓝系组合夹具说明书
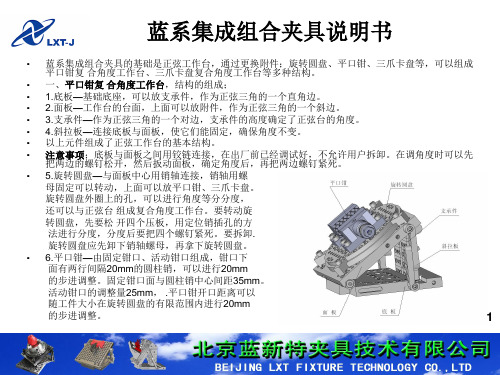
B2、非5°整数倍的调整; 、 °整数倍的调整; 可用偏心T形销键任意等 分分度。 如果360°/N/5°是非整数倍,可以在整数倍的 孔位上把小数值用偏心T形销键的方法来调整。 B3 、偏心量的计算; 偏心量的计算; 正弦三角函数公式;偏心量e=2x 120Xsinα/2 圆盘上圆周孔位的半径=120 , α为小数值角度。
三、蓝系集成组合夹具的调整
• 1.正弦角度的调整; 正弦角度的调整; 正弦角度的调整 正弦角度的调整原理;三角函数 正弦公式斜边固定不变L=200mm, 对边H随角度α变化。 计算公式 见附图。 A.蓝系夹具支 承件、 垫片规格: 蓝系夹具支 承件、 垫片规格: 1,1.5,2 , 3mm 3.01—3.09mm, 级差为0.01mm 3.10—3.90mm 级差为0.10mm 5,10,20,30,60,100mm ( 4种 ) ( 9种 ) ( 9种 ) ( 6种 ) 共计28种
•
B.支承件组合规律 支承件组合规律;先选带小数的垫片、然后按个位、十位、百位的顺序组合 支承件组合规律 C.常用角度 与高度 对应表; 常用角度α与高度 对应表; 常用角度 与高度H对应表 角 度 α 5° 10° 15° 20° 高度 H(mm) 17.44 34.72 51.76 68.40
25° 84.50
0°基准
5 °基准
4
3、平口钳的调整 、
• 调整方法:钳口和固定钳口 调整方法: 座之间添加垫片即可达到尺 寸调整的目的。 • 固定钳口侧面的定位调整; 固定钳口侧面的定位调整; 可以调整固定钳口侧面定位 螺钉的长度来达到侧面定位 的目的。
夹具设计(钻孔)说明书
、八 、•前言机械设计是机械工程的重要组成部分, 是决定机械性能的最主要因素。
由于 各产业对机械的性能要求不同而有许多专业性的机械设计, 如纺织机械设计、 矿 山机械设计、农业机械设计、船舶设计、汽车设计、机床设计、压缩机设计、内 燃机设计、汽轮机设计、泵设计等专业性的机械设计分支学科。
在机械制造厂的生产过程中 , 用来安装工件使之固定在正确位置上 , 完成其 切削加工 、检验、装配、焊接等工作 , 所使用的工艺装备统称为夹具。
如机床夹 具、检验夹具、焊接夹具、装配夹具等。
机床夹具的作用可归纳为以下四个方面:机床夹具可准确确定工件、刀具和机床之间的相对位置,机床夹具可快速地将工件定位和夹紧,减少辅助时间。
采用机械、气动、液动等夹紧机构,可以减轻工人的劳动4. 扩大机床的工艺范围 利用机床夹具,可使机床的加工范围扩大,例如在 卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节, 也 是机械类专业学生较为全面的机械设计训练。
其目的在于:1. 培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际 知识去分析和解决工程实际问题的能力, 通过课设训练可以巩固、 加深有关机械 课设方面的理论知识。
2. 学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后的 专业课程及毕业设计打好基础,做好准备。
3. 使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
我国的装备制造业尽管已有一定的基础, 规模也不小, 实力较其它发展中国 家雄厚。
但毕竟技术基础薄弱, 滞后于制造业发展的需要。
我们要以高度的使命 感和责任感, 采取更加有效的措施, 克服发展中存在的问题, 把我国从一个制造 业大国建设成为一个制造强国,成为世界级制造业基础地之一。
1.保证加工精度 可以保证加工精度 2.提高生产效率3.减少劳动强度强度。
1.3 零件工艺分析本次课设是要为此图1-1-3中的端盖设计一个钻3-© 9孔的夹具,最终实现将工件定位,更加精确和方便的完成钻孔工作,并保证能夹紧工件,夹紧力要适中,不要使工件变形,又能保证工件所要求的加工精度。
夹具设计说明书
专用夹具的设计为了提高劳动生产率,保证加工质量,机床使用说明书降低劳动强度,需要设计专用的夹具。
车床夹具设计要点:(1)定位装置的设计要求在车床上加工回转面时要求工件被加工面的轴线与车床主轴的旋转轴线重合,夹具上定位装置的结构和布置,必须保证这一点。
因此,对于轴套类和盘类工件,要求夹具定位元件工作表面的对称中心线与夹具的回转轴线重合。
对于壳体、接头或支座等工件,被加工的回转面轴线与工序基准之间有尺寸联系或相互位置精度要求时,应以夹具轴线为基准确定定位元件工作表面的位置。
(2)夹紧装置的设计要求在车削过程中,由于工件和夹具随主轴旋转,除工件受切削扭矩的作用外,整个夹具还受到离心力的作用。
此外,工件定位基准的位置相对于切削力和重力的方向是变化的。
因此,夹紧机构必须产生足够的夹紧力,自锁性能要可靠。
对于角铁式夹具,还应注意施力方式,防止引起夹具变形。
(3)夹具与机床主轴的连接车床夹具与机床主轴的连接精度对夹具的回转精度有决定性的影响。
因此,要求夹具的回转轴线与主轴轴线应具有尽可能高的同轴度。
心轴类车床夹具以莫氏锥柄与机床主轴锥孔配合连接,用螺杆拉紧。
有的心根据径向尺寸的大小,其它专用夹具在机床主轴上的安装连接一般有两种方式:1) 对于径向尺寸D<140mm,或D<(2~3)d的小型夹具,一般用锥柄安装在车床主轴的锥孔中,并用螺杆拉紧。
这种连接方式定心精度较高。
2) 对于径向尺寸较大的夹具。
一般通过过渡盘与车床主轴头端连接。
过渡盘的使用,使夹具省去了与特定机床的联接部分,从而增加了通用性,即通过同规格的过渡盘可用于别的机床。
同时也便于用百分表在夹具校正环或定位面上找正的办法来减少其安装误差。
因而在设计圆盘式车床夹具时,就应对定位面与校正面间的同轴度以及定位面对安装平面的垂直度误差提出严格要求。
(4)总体结构设计要求车床夹具一般是在悬臂的状态下工作,为保证加工的稳定性,夹具的结构应力求紧凑、轻便,悬伸长度要短,使重心尽可能靠近主轴。
卡莫齐 磁性夹具 180° 角形夹具 CGSN 系列 手动和真空 手册说明书

S E R I E S C G S N 180° A N G U L A R G R I P P E R SSeries CGSN180° angular grippersMagneticSizes: ø 16, 20, 25, 32 mmA permanent magnet within the gripper is able to send, through proximity switches(Series CSC and CSD) inserted in the grooves on the body, electrical signals to indicate the position of the gripping fingers.The link mechanism used ensures a high gripping force.Series CGSN grippers guarantee precision and flexibility during installation. Each gripper has calibrated holes on the base and side for very precise positioning.Installation is made even easier due to the availability of male and female mounting brackets (Mod. C-CGP female or L-CGP male).»High flexibility during installation»Steel gripping fingers resistant to corrosion »Wide working areaGENERAL DATAOperation double effect Working pressure 2 bar ÷ 8 bar Working temperature 5°C ÷ 60°C Max operating frequency 100 cylcles/minLubricationlubrication is required on sliding section only Lever open/close angles -1° / + 180° (tolerance ±3°)Repeatability ± 0.2 mm Air ports M5x0.8FluidFiltered air without lubrication. If lubricated air is used, it is recommended to use oil ISO VG32. Once applied, lubrication should never be interrupted.Bore sizes (mm)16 20 25 32Weight(g)140 255 430 740Theoretical gripping moment [M] (N·mm)1230xP 2350xP 4540xP 9680xP [ P = pressure (MPa) ]Max length of gripping point [L] (mm)80 100 120 140Effective gripping force [F] (N) F = M/L x 0.9 (value with the fingers in parallel position)Example with P = 0.5MPa and L maxF = 7N F = 10N F = 17N F = 30NS E R I E S C G S N 180° A N G U L A R G R I P P E R SCODING EXAMPLESeries CGSN Gripper - constructionS E R I E S C G S N 180° A N G U L A R G R I P P E RSThe choice of the most suitable gripper has to be carried out according to the weight of the object that has to be moved. It is suggested that the selected model develops a gripping force at least 20 times higher than the weight of the object. In case of great acceleration or impact during the moving of the object, it is necessary to supply a wider margin.EXAMPLE OF CALCULATION (see the diagram on the right) Weight of the object to be moved (Kg) = 0.06Coefficient of safety = 20Gripping moment L (mm) = 30 Working pressure (MPa) = 0.5 F = gripping forceFmin [min. required gripping force ] = 0,06kg x 20 x 9.8m/s² = 12N (minimum).Through the diagrams “Effective Gripping force” we deduce from the above mentioned conditions that the gripping force with the mod. CGSN-16 is 16N, that is 26 times the weight of the object. The condition requiring that grip force is at least 20 times higher than the set gripping force is thus satisfied.DRAWING LEGEND:L = Gripping moment (mm) F = Finger push (N)EFFECTIVE GRIPPING FORCE (F)The shown gripping force corresponds to the gripping force of a finger when all fingers (or accessories) are in contact with the load.Criteria to choose the most suitable size: 1) GRIPPING FORCE ANALYSISLEGEND:H = Gripping arm (mm) P = Pressure (MPa)The load has to be maintained within the distance field from the gripper barycentre (H) for a certain set pressure.If the load is outside the recommended field for a certain pressure, the product durability can be compromised.Criteria to choose the most suitable size: 2) GRIPPING MOMENT ANALYSISS E R I E S C G S N 180° A N G U L A R G R I P P E R SCGSN-16F = Gripping force (N)L = Gripping moment (mm)CGSN-20F = Gripping force (N)L = Gripping moment (mm)Diagrams to choose the most suitable gripper sizeCGSN-25F = Gripping force (N)L = Gripping moment (mm)CGSN-32F = Gripping force (N)L = Gripping moment (mm)Diagrams to choose the most suitable gripper sizeS E R I E SC G S N180° A NGUL A R G R I PP E R S* = depth of the mounting threads** = thread for the accessory mounting *** = opening/closing for air connectionsCGSN gripper, bore 20 mm - dimensionsA = groove for Series CSD sensors* = depth of the mounting threads** = thread for the accessory mounting *** = opening/closing for air connectionsS E R I E S C G S N 180° A N G U L A R G R I P P E R S* = depth of the mounting threads** = thread for the accessory mounting*** = opening/closing forair connectionsCGSN gripper, bore 32 mm - dimensionsA = groove for Series CSD sensors* = depth of the mounting threads** = thread for the accessory mounting*** = opening/closing forair connectionsS E R I E S C G S N 180° A N G U L A R G R I P P E R SMounting brackets Mod. L-CGPMounting brackets Mod. C-CGP。
夹具课程设计说明书完整版
洛阳理工学院洛阳理工学院课程设计说明书课程名称机械制造装配设计设计课程钻床夹具设计专业机械设计制造及其自动化班级 B120234姓名朱文换学号 B*******2014年01月03日课程设计任务书机械械工程系机械设计制造及其自动化专业学生姓名朱文换班级 B120234 学号 B12023402 课程名称:机械制造装配设计设计题目:钻床夹具设计课程设计内容与要求:设计内容:1、钻床夹具装配图一张2、夹具体零件图一张3、产品零件图一张4、课程设计说明书一份设计要求:1、设计(装配图按夹具要求设计,相关的配合尺寸要标明,在说明书中要有夹具定位计算,夹紧等方案的选择)。
2、零件图要符合工程图的根据要求,图纸的标题要有材料。
设计(论文)开始日期 2013 年 12月23日设计(论文)完成日期 2014年 01月03日指导老师: 张洪涛课程设计评语机械械工程系机械设计制造及其自动化专业学生姓名朱文换班级 B120234 学号 B12023402 课程名称:机械制造装配设计设计题目:钻床夹具设计课程设计片篇幅:图纸共 3 张说明书共 17 页指导老师评语:年月日指导老师:目录序言------------------------------------------------------------------------------------------4一、专用夹具设计-------------------------------------------------------------------------51、设计前的准备工作-----------------------------------------------------------------5 (1)、明确工件的年生产纲领-----------------------------------------------------5 (2)、熟悉工件零件图和工序图--------------------------------------------------5 (3)、加工方法-----------------------------------------------------------------------62、总体方案的确定--------------------------------------------------------------------6 (1)、定位方案的选择、比较、确定--------------------------------------------6 (2)、定位精度分析-----------------------------------------------------------------7 (3)、夹紧机构的选择--------------------------------------------------------------7 (4)、导向装置的确定--------------------------------------------------------------8 (5)、夹具体--------------------------------------------------------------------------93、绘制夹具装配图-----------------------------------------------------------------11 (1)、制图比例的选择-----------------------------------------------------------11 (2)、定位、夹紧、导向,夹具体绘制--------------------------------------11二、夹具装配图上应标注的尺寸和技术条件--------------------------------------121、夹具装配图上标注的尺寸----------------------------------------------- ------122、夹具装配图上应标的公差配合------------------------------------------------123、夹具装配图上应标注的技术要求---------------------------------------------12三、夹具零件图上应标注的尺寸和技术条件-------------------------------------131、夹具零件图上标注的尺寸------------------------------------------------ -----132、夹具零件图上应标注的技术条件和技术要求------------------------------13四、方案设计论证----------------------------------------------------------------------141、设计思路-------------------------------------------------------------------------142、设计方法与结果----------------------------------------------------------------14五、设计心得----------------------------------------------------------------------------15六、致谢----------------------------------------------------------------------------------16七、参考文献----------------------------------------------------------------------------17序言机械制造工艺学课程设计是在我们学习了技术基础课和大部分专业课之后进行的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言机械制造技术基础是机械设计制造及其自动化(或机械工程及自动化)专业的一门重要的专业基础课。
机械设计是机械工程的重要组成部分,是决定机械性能的最主要因素。
由于各产业对机械的性能要求不同而有许多专业性的机械设计。
在机械制造厂的生产过程中,用来安装工件使之固定在正确位置上,完成其切削加工、检验、装配、焊接等工作,所使用的工艺装备统称为夹具。
如机床夹具、检验夹具、焊接夹具、装配夹具等。
机床夹具的作用可归纳为以下四个方面:1.保证加工精度机床夹具可准确确定工件、刀具和机床之间的相对位置,可以保证加工精度。
2.提高生产效率机床夹具可快速地将工件定位和夹紧,减少辅助时间。
3.减少劳动强度采用机械、气动、液动等夹紧机构,可以减轻工人的劳动强度。
4.扩大机床的工艺范围利用机床夹具,可使机床的加工范围扩大,例如在卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械类专业学生较为全面的机械设计训练。
其目的在于:1.培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课设训练可以巩固、加深有关机械课设方面的理论知识。
2.学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后的专业课程及毕业设计打好基础,做好准备。
3.使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
我国的装备制造业尽管已有一定的基础,规模也不小,实力较其它发展中国家雄厚。
但毕竟技术基础薄弱,滞后于制造业发展的需要。
我们要以高度的使命感和责任感,采取更加有效的措施,克服发展中存在的问题,把我国从一个制造业大国建设成为一个制造强国,成为世界级制造业基础地之一。
1.产前准备1.1年生产纲领工件的年生产量是确定机床夹具总体方案的重要依据之一。
如工件的年生产量很大,可采用多工件加工、机动夹紧或自动化程度较高的设计方案,采用此方案时,机床夹具的结构较复杂,制造成本较高;如工件的年生产量不大,可采用单件加工,手动夹紧的设计方案,以减小机床夹具的结构复杂程度及夹具的制作成本。
如5万件以上夹具复杂用全自动化的设备,5000件小批量生产用手动设备。
1.2生产条件1、卧式铣床:X6012、X60(6H80Γ)、X60W(6H80)、X602、X61(6H81Γ)、X6H81、X6030、X6130、X2、(6H82Γ)、X62W(6H82)、X6232、X6232A、X63、(6H83Γ)X63W、6H83Y、6H83、B1-169A、6H81A、FU2A、4FWA、FA5H、FA5U、IAE、X3810。
2、立式铣床:X50、X51(6H11)、X52、X52k(6H12)、X53、X53k(6H13)、X53T(FA5V)、X5430A、X50T、X5350、XS5040、X518、6П10、F1-250、F2-250、FA4AV、652、VF222、FSS、FB40V、6H13П,FYA41M、4MK-V、UF/05-135、6A54、ΓФ300、ΓФ173M-12。
3、数控立式铣床:XsK5040Ⅲ。
4、键槽铣床:x920(692A)、4205、XZ9006、ДФ60A。
5、万能工具铣:x8119(678M)、x8126(679)、x8140、680。
一、认真执行《金属切削机床通用操作规程》有关规定。
(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
1.3零件工艺分析本次课设是要为此图1-3-1中的铣端面夹具,最终实现将工件定位,更加精确和方便的完成铣面工作,并保证能夹紧工件,夹紧力要适中,不要使工件变形,又能保证工件所要求的加工精度。
零件图标出了工件的尺寸、形状和位置、表面粗糙度等总体要求,它决定了工件在机床夹具中的放置方法,是设计机床夹具总体结构的依据,本工件放置方法应如图1-3-1所示。
工序图给出了零件本工序的工序基准、已加工表面、待加工表面,以及本工序的定位、夹紧原理方案。
工件的工序基准、已加工表面决定了机床夹具的方位方案,如选用平面定位、孔定位以及外圆面定位等;定位方案的选择依据六点定位原理和采用的机床加工方法,定位方案不一定要定六个自由度,但要完全定位。
工件的待加工表面是选择机床、刀具的依据。
确定夹紧机构要依据零件的外型尺寸,选择合适的定位点,确保夹紧力安全、可靠同时夹紧机构不能与刀具的运动轨迹相冲突。
2.夹具结构设计2.1定位机构图2-1-1大平面、挡板和支承钉在夹具设计中,定位方案不合理,工件的加工精度就无法保证。
工作定位方案的确定是夹具设计中首先要解决的问题。
根据工序图给出的定位元件方案,按有关标准正确选择定位元件或定位的组合。
在机床夹具的使用过程中,工件的批量越大,定位元件的磨损越快,选用标准定位元件增加了夹具零件的互换性,方便机床夹具的维修和维护。
设计夹具是原则上应选该工艺基准为定位基准。
无论是工艺基准还是定为基准,均应符合六点定位原理。
由于该零件的加工是铣40X70的端面并以下底面作为定位面,属面定位类型,因此本次设计采用的定位机构为大平面与支承钉相结合。
定位的形式很多,大平面限制X,Y方向的转动及Z方向的移动;小平面限制Y方向的移动;在用另一个小平面限制X 方向移动和Z轴转动,来实现完全定位。
装夹工件时,通过夹紧机构压板将夹紧工件。
本次设计的定位平面与平面相结合,分别限制工件的X、Y方向的移动及转动自由度以及Z方向的旋转自由度。
心轴定位的特点为结构简单、制造容易、夹紧可靠,自锁性好,夹紧动作慢、效率低。
2.2夹紧机构图2-2-1工件放置方式1.夹紧的目的:使工件在加工过程中保持已获得的定位不被破坏,同时保证加工精度。
2 .夹紧力的方向的确定:1)夹紧力的方向应有利于工件的准确定位,而不能破坏定位,一般要求主夹紧力应垂直于第一定位基准面。
2)夹紧力的方向应与工件刚度高的方向一致,以利于减少工件的变形。
3)夹紧力的方向尽可能与切削力、重力方向一致,有利于减小夹紧力。
3 .夹紧力的作用点的选择:1)夹紧力的作用点应与支承点“点对点”对应,或在支承点确定的区域内,以避免破坏定位或造成较大的夹紧变形。
2)夹紧力的作用点应选择在工件刚度高的部位。
3)夹紧力的作用点和支承点尽可能靠近切削部位,以提高工件切削部位的刚度和抗振性。
4)夹紧力的反作用力不应使夹具产生影响加工精度的变形。
4. 选择夹紧机构:设计夹紧机构一般应遵循以下主要原则:1)夹紧必须保证定位准确可靠,而不能破坏定位。
2)工件和夹具的变形必须在允许的范围内。
3)夹紧机构必须可靠。
夹紧机构各元件要有足够的强度和刚度,手动夹紧机构4)必须保证自锁,机动夹紧应有联锁保护装置,夹紧行程必须足够。
5)夹紧机构操作必须安全、省力、方便、迅速、符合工人操作习惯。
6)夹紧机构的复杂程度、自动化程度必须与生产纲领和工厂的条件相适应。
图2-2-2夹紧机构选用压板夹紧机构来对被加工工件进行夹紧。
压板夹紧机构的特点:①结构简单,制造方便加紧可靠施力范围大;②自锁性能好操;③扩力比80以上,行程S不受限制;④加紧工作慢,效力低。
2.3机床夹具的总体形式机床夹具的总体形式一般应根据工件的形状、大小、加工内容及选用机床等因素来确定。
夹具的组成归纳为:1)定位元件及定位装置用于确定工件正确位置的元件或装置。
2)夹紧元件及夹紧装置用于固定元件已获得的正确位置的元件或装置。
3)导向及对刀元件用于确定工件与刀具相互位置的元件。
4)动力装置在成批生产中,为了减轻工人劳动强度,提高生产率,常采用气动、液动等动力装置。
5)夹具体用于将各种元件装置连接在一体,并通过它将整个夹具安装在机床上。
6)其他元件及装置根据加工需要来设置的元件或装置。
2.4.1确定夹具体:夹具体上一般不设定位和定向装置,特别是台钻、立钻和摇臂钻上使用时,但夹具体底板上一般都设有翻边或留一些平台面,以便夹具在机床工作台上固定。
夹具体一般是设计成平板式(有些夹具体铸造成特殊形状),保证具有足够的刚性。
它用来固定定位元件、加紧机构和联接体,并于机床可靠联接。
2.4.2确定联接体:联接体是将导向装置与夹具体联接的工件,设计时主要考虑联接体的刚性,合理布置联接体的位置,给定位元件、夹紧机构留出空间。
此夹具体的联接装置通过内六角螺栓和圆柱销来定位,考虑到刚性问题,在相对应的位置上在用一个联接体支承钻套板,同样用内六角螺栓定位。
2.4.3夹具体的总体设计图:2.5绘制夹具零件图对装配图中需加工的零件图均应绘制零件图,零件图应按制图标准绘制。
视图尽可能与装配图上的位置一致。
1.零件图尽可能按1:1.5绘制。
2.零件图上的尺寸公差、形位公差、技术要求应根据装配图上的配合种类、位置精度、技术要求而定。
3.零件的其他尺寸,如尺寸、形状、位置、表面粗糙度等应标注完整。
4.零件图名称:零件图1压板零件图2上盖2.6绘制夹具装配图1.装配图按1:1.5的比例绘制,用局部剖视图完整清楚地表示出夹具的主要结构及夹具的工作原理。
2.视工件为透明体,用双点划线画出主要部分(如轮廓、定位面、夹紧面和加工表面)。
画出定位元件、夹紧机构、导向装置的位置。
3.按夹紧状态画出夹紧元件和夹紧机构。
4.画出夹具体及其它联接用的元件(联接体、螺钉等),将夹具各组成元件联成一体。
此机床夹具要用到的零件如下:(1)压板(2)圆柱销(3)内六角圆柱头螺钉(4)六角头头部带槽螺栓A级(5)轻型弹簧垫圈(6)精密机械用紧固件十字槽螺钉B型(7)圆柱销-淬硬钢和马氏体不锈钢(8)带孔球面圆柱头螺钉C型(9)弹簧(10)内六角圆柱头螺钉(11)标准型弹簧垫圈(12)六角头螺杆带孔螺栓-A和B级(13)轴用弹性挡圈A型(14)支承钉(15)夹具体(16)平垫圈5.标注必要的尺寸、配合、公差等(1)夹具的外形轮廓尺寸,所设计夹具的最大长、宽、高尺寸。