Process Check List
软件开发流程和check list

在Sensor上安置好白屏光源 调节曝光时间,颜色增益,使得画面呈现灰色,并确认整体
亮度在最高亮度的80%左右 采集影像图片
Mean and Std
测试目的:
测试图片是否处于Middle Level
测试方法:
1.将图像分割为A,B两个区域,A区为图像中心25%区域, B区为图像周边区域
2)将每个通道分成M*N块数据块,并统计每块数据块的均值,记 录数据Rmean[m*n],Bmean[m*n],Gmean[m*n], ROG[m*n],BOG[m*n]
3)统计每个色块的均值最大及最小值,再求积,则得到每个色块 的uniformity,作为测试数据
4)取出中心位置的ROGRef,BOGRef,再将m*n个ROG,BOG与 ROGRef,BOGRef进行比较,取差异最大值作为测试数据
高分辨率
低分辨率
对上图中大于10的亮度进行统计求和,再取自然对数,数值 分别为:12.2311 和 10.1364
从而可指定标准区分出良品不良品。
Line Chart Histogram
测试方法:
按亮度绘出对应视场角图像的直方图 统计两个波峰间的亮度所占的比例 测试图像及对应直方图如下:
测试方法:
工作电流:通过对Die的寄存器进行设置,让其处于功耗最 高的状态,测量其3路电源的电流。
待机电流:通过硬件或软件让Die进入待机状态,并调整 PWDN、RESET、MCLK、SDA、SCL的状态,调整AVDD、 DOVDD、DVDD的电压,让Die的功耗最低,测量总电流。
Middle Level Test
使用单位定义(3位字符):
TSV事业部→TSV
WOC事业部→WLC
新产品导入Check list

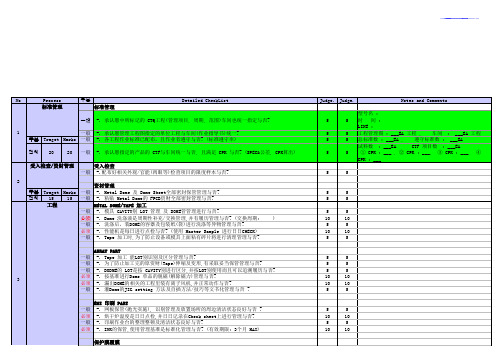
机种编号:制表: 日期:客户编号: 审核: 日期序号工作内容完成资料担当部门担当人完成日期状态备注1客户SPEC或样品接收客户图纸/E-mail/样品工程2成立小组小组成员名单及职责工程3客户环保要求识别产品环保要求清单销售4客户特殊特性识别初始产品和过程特殊特性清单销售ITO产品规格评审表工程DFMEA工程工程图工程包装设计工程6图面确认客户图纸/E-mail销售询价单销售物料清单工程过程流程图工程8样品订单OSON单销售9样品制作规划进度表工程10过程设计PFMEA工程检验图工程FPC工程图工程FPC钢模图工程FPC下料图工程上线非导电面保护胶图工程上线耐酸图工程上线导电面保护胶图工程上线银胶图工程下线耐酸图工程下线导电面保护胶图工程下线非导电面保护胶图工程下线银胶图工程下线透明油图工程FPC正反面导电热熔胶图工程12制作工程规范工程规格书工程13特殊材料需求分析特殊材料清单工程FPC订购单采购面版材料订购单采购底胶材料订购单采购离型膜订购单采购特殊包装材料订购单采购15模具订购(含压头)模具订购单采购16工装夹、治具制作与确认夹、治具工程17底片制作与确认底片工程18网版制作与确认网版工程19CNC程序制作与确认CNC程序工程20模具检验与确认模具检验记录品管21材料确认进料检验报告IQC 样品设计(Sample Design)新产品开发Check List14特殊材料订购客户SPEC或样品评审询价、报价、议价、定价产品分解图面设计5711。
VDA6.3 AUDIT CHECK-LIST(english-chinese)
审核提问Audit check-list 审核提问
1.0分供方/原材料( Sub-contractors and purchased material) 1.1是否仅允许已认可的且有质量能力的供方供货? Are only approved and qualified sub-contractor used?
第 1 页,共 7 页
VDA6.3 PROCESS AUDIT CHECKLIST(SERIES PRODUCTION)VDA6.3过程审核清单(批量生产)
审核提问Audit check-list 审核提问 审核提示audit evidence 审核提示 审核结果 职能部门( 职能部门(Responsible Dept.)
审核提示audit evidence 审核提示审Βιβλιοθήκη 结果audit results
职能部门( 职能部门(Responsible Dept.)
— 供方会谈/定期服务 — 质量能力评价,如过程/产品审核的结果、认证证书 — 按供货质量业绩(质量/价格/服务)评价结果进行选择 — D/TLD-供方的特别认可 - Discussions with the sub-contractors, regular sub-contractor follow-up - Assessment of the quality capability, e.g. audit results and certificates - Assessment of the quality performance (quality, cost, service) - Selection according to ranking of the quality performance (quality/costs/service) - Special release for D/TLD sub-contractors 1.2是否确保了采购件质量符合要求? — 足够的检验可能性(实验室和测量设备) Is the quality of purchased parts assured? — 内部/外部检验 — 顾客提供的捡具/样架 — 图纸/订货规定/技术规范 — 质量保证协议 — 确定检验方法、检验流程、检验频次 — 分析重点缺陷 — 能力证明(特别是针对产品和过程的关键特性) - Sufficient inspection equipment (laboratory and measurement equipment). - Internal and external inspections - Gauges and fixtures supplied by the supplier to the sub-contractors - Drawings, order details, specifications - Quality assurance agreements - Agreements on inspection and test methods, inspection and test sequences, inspection and test frequencies - Analysis of key nonconformities - Acceptable capability documentation (in particular for critical characteristics of products and processes) 1.3是否对供货质量业绩进行了评价,出现与要求有偏差 — 质量会谈的记录 时是否采取了措施? — 改进计划的商定与跟踪 Is the quality performance evaluated and are — 改进后零件的检验和测量记录 improvement actions initiated in case of — 分析缺陷重点/有问题的供方 nonconformities to the requirements? — 评价供货质量业绩(质量/成本/服务) - Minutes of quality meetings - Agreement and follow-up of improvement programs - Inspection, test and measurement records of improved parts - Analysis of key nonconformities and problem subcontractors - Evaluation of the quality performance (quality / costs / service) 1.4是否与供方就产品与过程的持续改进确定了质量目标 — 专题工作小组(有组织的工作组) 协议,并付之落实? — 确定质量、成本优化和服务的定量目标,如 Are continuous improvement activities and * 在提高过程可靠性的同时降低检验成本 objectives for products and processes agreed with * 减少废品(内部/外部) the sub-contractors and implemented? * 减少周转量 * 提高顾客满意度 - Workshops (interdisciplinary work groups) - Definition of measurable indicators for quality, cost optimisation and service, for example: ° Reduction of inspection time with simultaneous increase in process capability. ° Reduction of rejects (internal/ external) ° Reduction of excess WIP, stock etc. — 顾客信息(技术规范/检验规程) — 工程样件认可、试制样件认可 — 按VDA进行的首批样件认可报告 — 重要特性的能力证明 — 注意欧盟安全数据表和“汽车工业需申报的物质清单-材料和零部件的内部成分”(见IMDS) — 可靠性分析评定 — 例行认可检验报告 - Customer information (specifications/standards/test specifications, etc.) - Design and test releases - Initial sample reports according to VDA - Capability records for important characteristics - Observation of EU safety data sheets and “List for declarable substances in the automobile industry – substances in components and materials” (see IMDS) - Analysis of reliability - Re-qualification test reports 1.6针对顾客提供的产品,是否遵守了与顾客事先商定的 顾客提供的产品,包括:服务,工具、模具、检具,包装,产品 方法? — 控制、验证、贮存、运输、质量和性能的保持(实效期) Are the agreements relating to products supplied — 出现产品有缺陷或丢失时的信息通报 by customer adhered to? — 质量文件(质量状况、质量历史) The requirements for customer-supplied products can be taken from the quality agreements and must be strictly implemented. Customer-supplied products can be - Services - Tools, test and inspection equipment - Packaging - Products The following must, for example, be considered: - Control, verification, storage, transportation, maintenance of quality and characteristics (expiration date) - Information flow for deficiencies or losses. - Q documentation (Q level, Q history) 1.5对已批量供货的产品是否具有所要求的认可,并落实 所要求的改进措施? Are the necessary releases available for all supplied series products and are the required improvement actions implemented?
5M check list
馬悠原
黃清杰
成新偉
On going
O O O
黃清杰
李言安
黃清杰
count -managemen
李言安
黃清杰
Material (部品)
楊亞林
黃清杰
楊亞林
O
黃清杰
楊亞林
O O
黃清杰
楊亞林
黃清杰
龍建飛/周健
On
going 黃清杰
Lack digital Test Equipment
龍建飛/周健
O
黃清杰
龍建飛/周健
Owner
李言安
判定 結果 O
確認 人
黃清杰
備 注
Man/woman (人)
楊亞林
O
黃清杰
1.作業指導人員安排表 anization of instruct
chart
楊亞林
O O
黃清杰
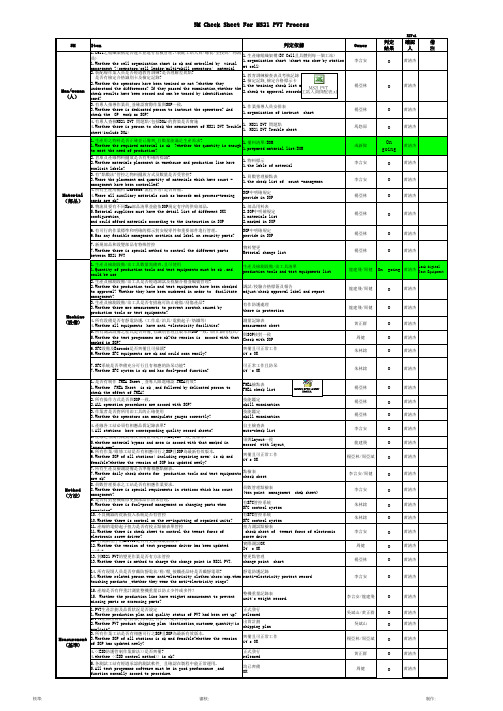
4.有專人查核MS21 DVT 問題點(包括DOA)的對策是否實施 1. MS21 DVT 問題點 4.Whether there is person to check the measurement of MS21 DVT Trouble 1. MS21 DVT Trouble sheet sheet(include DOA) 1.生產用之物料是否正確並已備齊,且數量能滿足生產需求? 1.備料清單/BOM 1.Whether the required material is ok ?whether the quantity is enough 1.prepared material list/BOM to meet the need of production? 2.倉庫及產線物料擺放是否有明確的標識? 2.Whether materials placement in warehouse and production line have explicit labels? 3.有"點數法"管控之物料擺放方式及數量是否受管控? 3.Where the placement and quantity of materials which have count management have been controlled? 4.所有生產用輔料(Barcode/流程卡等)是否齊備? 4.Where all auxiliary materials such as barcode and process-tracing cards are ok? 5.物流員要有不同Sku部品清單並能依SOP規定有序的供給部品. 5.Material suppliers must have the detail list of different SKU configuration, and could afford materials according to the instruction in SOP 6.有可行的作業標準和明確的標示對安規零件和重要部件進行管理. 6.Has any feasible management cretiria and label on security parts? 7.新規部品和設變部品有特殊管控 7.Whether there is special method to control the different parts between MS21 PVT 1.生產及檢測設備/治工具數量需備齊.且可使用 1.Quantity of production tools and test equipments must be ok .and could be use 2.生產及檢測設備/治工具是否經過調試及校驗合格並編號管理? 2.Whether the production tools and test equipments have been checked to approval? Whether they have been numbered in order to facilitate management? 3.生產及檢測設備/治工具是否有措施可防止碰傷/刮傷產品? 3.Whether there are measurements to prevent scratch caused by production tools or test equipments? 4.所有設備是否有靜電防護.(工作桌/治具/電動起子/烙鐵等) 4.Whether all equipments have anti -electricity facilities? 5.所有測試設備之程式是否齊備,有識別管理且版本與SOP一致?(防止錯用程式) 5.Whether the test programmes are ok?the version is accord with that marked in SOP? 6.SFC設備及Barcode是否齊備且可掃讀? 6.Whether SFC equipments are ok and could scan easily? 7.SFC系統是否準備充分可行且有相應的防呆功能? 7.Whether SFC system is ok and has fool-proof function? 1.是否有制作 FMEA Sheet ,並專人跟進確認 FMEA有效? 1.Whether FMEA Sheet is ok ,and followed by delicated person to check the effect of FMEA? 2.所有操作方式是否與SOP一致. 2.ALL operation procedures are accord with SOP? 3.作業者是否對所用治工具的正確使用 3.Whether the operators can manipulate gauges correctly? 4.產線各工站必須有相應品質記錄表單? 4.All stations have corresponding quality record sheets? 5.產線之相關物流動線及相關區域是否與Layout一致,並標示. 5.whether material bypass and area is accord with that marked in layout map? 6.所有作業/維修工站是否有相應可行之SOP且SOP為最新有效版本. 6.Whether SOP of all stations( including repairing area) is ok and feasible?whether the version of SOP has updated newly? 7.所有生產及檢測設備是否準備相應點檢表. 7.Whether daily check sheets for production tools and test equipments are ok? 8.員數管理要求之工站是否有相應作業要求. 8.Whether there is special requirments in stations which has count management? 9.是否有對整機維修更換部品作防呆管理. 9.Whether there is fool-proof management on changing parts when repairing? 10.不良機器的從新投入系統是否有管控 10.Whether there is control on the re-inputting of repaired units? 11.產線的電動起子扭力是否有校正點檢表單管控 11.Whether there is check sheet to control the tweast force of electronic screw driver? 12.各測試程序的driver是否有更新成最新版本 12.Whether the version of test programme driver has been updated newly? 13.對MS21 PVT的變更作業是否有方法管控 13.Whether there is method to charge the change point in MS21 PVT. 1.物料標示 1.the lable of meterial 1.員數管理檢點表 1.the check list of SOP中明確規定 provide in SOP 1.部品用料表 2.SOP中明確規定 1.materials list 2.marked in SOP SOP中明確規定 provide in SOP 物料變更 Meterial change list 生產及檢測設備/治工具清單 production tools and test equipments list 調試/校驗合格標簽及報告 adjust/check approval label and report 有作防護處理 there is protection 測量記錄表 measurement sheet 與SOP核對一致 Check with SOP 齊備且可正常工作 it's OK 可正常工作且防呆 it''s OK FMEA檢點表 FMEA check list 技能鑑定 skill examination 技能鑑定 skill examination 自主檢查表 auto-check list 須與Layout一致 accord with layout, 齊備且可正常工作 it's OK 點檢表 check sheet 員數管理點檢表 {ten point management 有SFC管控系統 SFC control system 有SFC管控系統 SFC control system 扭力測試點檢表 check sheet of tweast force of electronic screw drive 實際測試OK It' s OK 變更點管理 change point chart
PCBA稽核check list

44 Carrier與元件是否干涉,擋錫杆與板邊元件無干涉.
45 產線測試&1394 code&Lan code防呆有效及SERVER 盤存儲空間.
46 SFIS Routing 適用. 異常情況說明 A:
原因分析:
臨 時 對 策 :
異常情況說明 B:
原因分析:
臨 時 對 策 :
合
不合
格
格:x
備注欄有* 應確實填寫記錄值
22 控制計劃中所要求使用之SPC管制表是否確實收集記錄,且異常時有無改善對策?
23 維修用料之料號與規格是否與BOM一致?
24 維修品經維修後,是否確認填寫維修記錄,且是否經過測試OK方可流入一下制程?
25
取維修板5片,確認不良品是否依規定刷入SFIS?并有無正確的刷入REASON CODE 。
26 作業員是否依規定作好靜電防護,同時點檢靜電防護用品並記錄?
受稽核單位主管: QPQA020917
37 所有測試用量規儀器是否為良好狀態,且在校驗周期內?
38 機板是否有未隔靜電泡棉之情形?機板放置是否符合規定?
39 靜電框內有無異物?
C 40 同一工站所插元件極性一致? 類 41 拉速與SOP是否一致?
42 使用Carrier的機板Fan chip吃錫是否飽滿,且機板的錫面是否清潔.
43 風扇(散熱片)與周圍元件無干涉,在跌落或撞擊時其它元件不會受損.
17 測試作業前是否依SOP規定執行Vcore電壓量測且量測結果在規格范圍內? B 18 產線有無正確的刷入ERROR CODE? 類
19 測試冶具是否定期點檢並記錄?
20 LAN Code和1394 Code之編碼方式是否符合文件規定?
项目文档Check List

29
QA试产检查
30
QA外观、功能检查
31
QA结构评价
32
AM评价
33 34
项 目 检
ID评价 HW测试
35 36
测 与
PRT MFG试生产报告
37 评 QA汇总
38 价 PL评价
39
环境物质调查
完成后由QA汇总到《项目评价报告》中, 并按附件形式归CQS,
ISSUE由PM汇总到《ISSUE LIST》中
40
客户特殊要求评价
41
验证性评价
42
试用报告
43 部品 部品评价
44 附件 附件评价
45 评价 Spec认定
阶段
1)按《阶段目标评价》check list进行;2)每次试生产结束后
46 目标 阶段评价
的第2-3周内进行;3)完成后归CQS,4)ISSUE归《ISSUE
评价
LIST》
及时生成:1)PR1(EP1)试生产结束的第3天生成,2)每次
总结会:15个工作日内
DCC归档发布前确认是否评审(评审表有否),是否归CQS
细化的文件LIST
项目:
Owner:PM
标准要求
DP DR EP SP PP MP 备注
◎○●
◎●
◎●
◎●
◎●
●○○○
◎● ◎●
●○○ ● ● ● ◎● ◎● ◎◎●
◎● T1 T2
◎● T◎1 T●2 P1 P2 ◎● P1 P2 ◎◎◎●
试生产的2周内附件形式提交QMS-CQS,3)PR3(无PR3时
47
ISSUE LIST
PR2)(SP)开始每周更新,发布给项目组成员和各部门主管
QPA Audit Check List_Rev6_中文
10 10 10 5 5
10 10 10 5 5
5
一般 必须 一般 必须
5 10 5 10
5 10 5 10
4.3 包装 -. 使用Barcode System与否?(防止混入/误贴标签) -. 有防止类似产品的混入的措施与否? 전체 85 85 一般 (形象或者颜色区分 TRAY, 指定场所制定等.) Note. 각 항목별 완성도에 따라부분감점처리실시해당없는 . 항목은 N/A 처리함 구분 Traget Marks 必须
5 5 5 10 10 5
5 5 5 10 10 5
一般 必须 一般 必须
5 10 5 10
5 10 5 10
4
保护膜覆膜 구분 Traget Marks 一般 -. 覆膜机上装有离子风机,并使用正常与否? 전체 120 120 必须 -. 有相关的覆膜机的张力标准化(管理规格/周期设定),并管理与否? 工程管理 3.1 工程管理 一般 -. 作业指导书配布完了,并按作业基准书作业与否? 一般 -. 无尘服管理状态良好与否? 一般 -. 有磨具管理基准,并按基准进行点检与否? 一般 -. 有相应的关于切割工程的消耗品的交换周期,并通过台账进行管理? 구분 Traget Marks 一般 -. 工程间资财搬运 Tray(JIG)无异物,并保持清洁与否? 전체 30 30 一般 -. 装备及作业台周边保持清洁与否?
5 5 5 10 5 10 5
5 5 5 10 5 10 5
)
3
一般 一般 一般 必须 必须 一般
ARRAY PART -. Tape 加工 能LOT别识别及区分管理与否? -. 为了防止加工完的原资财(Tape)伸缩及变形,有采取妥当保管管理与否? -. DODME的 LOT是按 CAVITY别进行区分,并按LOT别使用而且可以追溯履历与否? -. 按基准进行Dome 单品的脱磁(解除磁力)管理与否? -. 漏出DOME的相关的工程里装有离子风机,并正常动作与否? -. 灌Dome的JIG setting 方法及自插方法/技巧等文书化管理与否 ? EMI -. -. -. -. 印刷 PART 网板保管(抛光实施), 识别管理及放置场所的周边清洁状态良好与否 ? 烘干炉温度是日日点检,并日日记录在Check sheet上进行管理与否? 印刷作业台的整理整顿及清洁状态良好与否? INK的保管,使用管理基准是标准化管理与否? (有效期限: 3个月 MAX)
check list的几大要素

Checklist的几大要素
Checklist的几个重要要素是:项目/任务、步骤、条件和标记(或勾选)方式。
1. 项目/任务:Checklist的首要要素是明确列出需要完成的项目或任务。
这些项目可以是工作任务、检查清单的事项、待办事项或需要遵循的步骤。
2. 步骤:每个项目或任务通常包含一系列需要执行的步骤。
步骤是指完成项目所需的行动或操作。
逐步明确列出这些步骤,可以确保在执行任务时不会遗漏关键细节。
3. 条件:Checklist的有效性还需考虑任务执行的条件。
条件是指完成项目或任务所需满足的先决条件、环境要求或其他相关情况。
在Checklist中包含适当的条件,有助于确保在适当的环境下执行任务。
4. 标记/勾选方式:Checklist的目的是跟踪任务完成情况。
为了实现这一目标,需要一种标记方式来记录已完成的步骤或任务。
常见的标记方式包括打勾、打对号、使用符号或颜色等方法。
这些要素的组合构成了一个完整的Checklist。
通过明确描述项目、步骤和条件,并使用适当的标记方式,Checklist 可以提供一个简单而有效的工具,帮助人们管理任务、确保重要步骤不被忽略,并提供一种可视化的方式来追踪任务的
进展。
SMT稽核check list

臨பைடு நூலகம்時
異常情況說明 B:
原因分析:
臨 時
合
不合
格
格:x
備注欄有* 應確實填寫記錄值
受稽核單Q位PQ主管: AD0
靜電桌墊扣環接地狀況是否良好?各靜電接地設備是否接地?且工作台面及測試台 55 面有無放置易產生靜電荷物品,如塑料報表夾等? 56 所有測試用量規儀器是否為良好狀態,且在校驗周期內? 57 物料儲存與搬運方式是否符合要求? 58 機板是否有未隔靜電泡棉之情形?機板放置是否符合規定? 59 靜電框內有無異物? 60 靜電防護用品是否依規定執行點檢作業並記錄? 61 機板上有無特殊接地元件,CC電感與PCB Layout匹配性 62 錫膏印刷機刮刀殘餘錫膏是否每半小時清理干淨? 63 各機種BGA芯片組版本規格是否正確? 0.4&0.5PITCH元件吃錫狀況是否符合標準? 64 最近板邊元件的距離是否超過6mm以上? 異常情況說明 A:
21 回焊爐溫區設定,線速設定是否與Profile相符﹖
22 實際溫度曲線與BGA廠商參考的溫度曲線是否相符?
23 作業指導書是否定義程式名稱及版本?同時程式名稱是否可以追蹤到PCB的料號?
24
ICT測試作業是否依SOP切實執行,測試程序是否與SOP一致?是否有不可測元件清 單?
25 ICT測試無法涵蓋的零件是否在目視時重點檢查?如IC類零件?
12 紅膠儲存溫度、回溫溫度及回溫時間是否符合要求?有無先進先出且記錄?
鋼板上是否有注明機種名稱,料號,版本,正(反)面,且SOP是否一致?且經IQC 13 檢驗OK.
14
PTICH為0.4mm及以下元件鋼板開刻方式是否為交替式開刻 ?共用PAD元件不需開刻 的位置是否未開
audit Check list
9
是否有靜電手環與靜電鞋每月的檢驗機制與標準作為當前使用校驗之依據?
10
人員(含工程與訪客)進入靜電敏感區是否有進行接地處理(用靜電手環與靜電鞋).人員是否有固定的接地手環?
11
是否對區域地板進行接地處理,以防止員工離崗與走動時接地的有效性?
12
靜電衣,頭發等接靜電敏感相關材料是否小於30 CM,量測數據小於100V ?
3
是否保留作业者的教育纪录
4
是否保留外协工厂的指导纪录
5
特殊工位的作业员有无定期的进行技能审核
6
教育担当是否有足够的能力,是否进行资格
认定
其它說明:
T.1 Working Instruction
#
ITEM
YES
NO
N/A
COMMENTS
1
工站全部是否有SOP?
2
SOP是否為當前發行的最新的版本?
3
作業方法變更是否有及時更新SOP部分?
Training and Certification
2
ESD是否有控實際需求進行培訓,並且進行考核記錄
存檔,作為重新培訓的監控記錄?
3
ESD稽核員是否有進行訓練與考核?
4
全部員工(inc. managers and engineers)是否有ESD的培訓與考核記錄?
Static-safe workstations & Static –safe areas
Process Audit Checklist
Purpose:
為確保產品品質滿足客戶的需求,通過對產線的稽核與改善提升產品的品質,
確保生產品質與交期之達成.
Check list评鉴表9-30

供方编号(Vendor Code): No 评价项目 Evaluation Items 详细内容 Detailed Contents 有无品质手册、品质方针并且规定了品质关联管理和执行人员的责任和权限 Does the supplier have the quality manual and quality guidelines?And does the supplier definite responsibility and authority for related members? 有无规定品质目标 Does the supplier have quality target? 品质目标是否传达及宣导 Does the quality target is known by employed staff? 有无建立部门达成品质目标的品质计划文件 Does the supplier have quality planning document for completing quality target? 有无内部品质审查规则 Does the supplier have the internal quality audit rules? 有无建立内部品质审查计划 Does the supplier have the internal quality audit plan? 内部品质审查是否检验品质目标达成,客户/工程的要求和 ISO 规定项目 Is the internal quality audit including quality targets,customer/engineering requirements and ISO requirements items? 有无规定内部品质审查判定基准 Whether to have criteria for internal quality audit ? 有无完好地保管审查结果及记录 Whether to keep the audit result and record? 审查中的问题点有无公布相关责任部门和责任人 Whether the audit problems have announced responsible departments and principal? 审查中不足事项是否进行改善 whether the non-conformances were improved? 有无跟踪审查改善措施的实施情况,有无改善效果 Whether the improvement is tracked?Is the result better? 有无跟踪改善措施的进展/实施的体系 Whether to track improvement progress and the system? 所有的改善措施及结果是否都被文件化 Have all the improvement measures and the results been documented? 是否有原材料仓库的物品放置平面图 Whether there is a raw material warehouse floor plan? 原材料仓库的5S情况是否好,是否定点摆放、整齐、规范 Is 5S of raw material warehouse good(fixed-point put, tidy…) 仓库是否避光、防尘 Does warehouse avoid light, dustproof? 是否有程序规定仓库的温度、湿度 Whether there is a procedure document to definite the temperature and humidity of the warehouse? 当温度或湿度超出规定界线时有无采取措施 Whether there is any action if the temperature or humidity is out of the range? 是否有程序规定控制产品的先进先出,是如何运作的 Whether there is a procedure document to control product FIFO(first in,first out), and how to operate? 是否定期对仓库进行盘点,记录 Is the warehouse checked and recorded regularly? 原料的堆放高度是否符合规定 Whether stack of raw materials is higher than requirements? 残余的原料是否保持密封,有无包装敞开 Is the packing of remnants of raw material sealed or open? 原料的保质期是否有规定管理 Whether the shelf life of raw material is definited? 特殊材料,敏感材料是否特别保存 Are those special materials and sensitive materials stored specially? 长期库存是否放置在指定的长期库存仓库 Is long-term inventory placed in certain long-term inventory warehouse? 是否有原料收入检验的标准和准备的样本 Whether there are an incoming inspection criterias and samples? 产品的承认标准、检查标准、检查的结果记录是否吻合 Does the inspection record meet the requirements of product standards and inspection standards? 每批检查完成后是否有承认、否决的标记 Is there any mark to show that pass or rejected for each lot? 不合格批次的特别选用是否符合相关的程序 Whether there has relevant procedure documents to definite how rejected lots are used? 进料检查的结果是否收集并且定期分析汇总(周、月报) Does the supplier keep incoming inspection reports and have weekly or monthly analysis reports? 是否有程序来监控来自物料供货商的任何改动 Whether there has any procedure documents to monitor any change of suppliers? 原料、半成品、及成品的不良品仓库是否分开管理 Whether there has separate management for the warehouse of defective raw materials, defective semifinished products and defective finished warehouse? 是否有不良品处理的清单 Whether there has defective products list? 27 配分 Points 首次稽核 复核 Initial audit Review 得分0-1 Score 备注 Remark
VDA 6.3 过程审核检查表 ( Process audit check list )

审核员(日期)Auditor(Date) 编号No P2 检查内容Check contents 项目管理Project management
是否建立项目组织(项目管理),是 否确定项目管理者及团队成员任务和 权限?Is the project organisation (project management) established and are tasks &authorities specified for the team leader and team members?
受审部门(或工序)Auditee Dept.(or Process) 审核情况描述describes 0 评分grade 4 6 8 10
2.1
2.2*
是否对项目所需的资源进行策划和实 施,并及时调整?Are the resources required for the project development planned and available and are all changes displayed? 是否项目计划到位并与顾客协调?Is there a project plan and has this been agreed with the customer? 项目中是否确保证了变更管理?Is change management in the project ensured by the project organisation ? 该组织负责人和顾客是否参与变更管 理?Are the responsible personnel within the organisation and in the customer's company involved in the change control system ? 是否制定项目质量计划,并实施和定 期监视遵守情况?Is there a QM plan for the project ? is this implemented and monitored regularly for compliance ? 是否建立和有效实施在事态升级程 序?Is there an established escalation process and is this implemented effectively ?
软件文档列表及文档标识说明

RMP
Software Risk Management Plan(软件风险管理计划)
10
TST
Test Strategy(测试策略)
11
WBS
Work Breakdown Structure(工作分解结构)
12
BRS
Business Requirement Specification(业务需求说明书)
PreliminaryDesignDocument (初步设计文档)
41
FSR
Feasibility Study Report ( 可行性研究报告)
42
DSR
Demand Survey Report (需求调研报告)
43
RCMD
Requirements Change Management Document (需求变更管理文档)
Quality Audit Report(质量检查报告)
31
QCL
Quality Check List(质量检查表)
32
PAR
Phase Assessment Report(阶段评估报告)
33
CLR
Closure Report(项目总结报告)
34
RFF
Review Finding Form (评审发现表)
LLD
19
《接口设计说明》
IDS
20
《软件需求规格说明书》
SRS
21
《数据需求说明》
DRS
22
《软件结构设计说明》
DOSSD
23
《数据库(顶层)设计说明》
DSS
24
《软件测试说明》
STS
25
Me checklistB

二. Reflow有調整後,必須量測Profile 是否符合 spec,並確
認焊錫品質;
優化參數或實驗時須簽字或懸挂實驗牌﹐經確認OK有客戶參觀時禁止調整及手改WI)
三 溫度設定﹕新機種上線時須確認
1. 有鉛&無鉛制程﹔ 2. 是否有無鉛零件﹔ 3. 是否有濕敏零件﹔
並確認產出第一片板的狀況.
ME MVT check list
SMT:
1. Stencil design:鋼板設計 2. Screen printer stencils:印刷鋼板開制 3. Screen printer support pin drawing:印刷頂PIN 4. Screen printer set up:印刷參數設定 5. Clamping fixture for reflow: Reflow載具 6. Reflow profile readiness (Preliminary): profile參數設定 7. Profile sample board:測溫板
二. 開線前或更換機種時確認過Wave solder前20pcs的品 質狀況:
1.空焊&錫洞(圖一); 2.錫球&錫渣(圖二); 3.短路(圖三); 4.少錫(圖四); 5.吃錫有無達到75%(圖五); 6.浮高(圖六).
焊錫面針孔(錫洞 VOID)
. . . 圖一 空焊&錫洞
圖四 少錫
不易被剝除者L≦ 10mil
DIP-T/U:
1. Router fixture:大型切割機治具 2. V-cut fixture:小型切割機治具 3. Insertion fixture & drawing:插件治具及位置圖 4. Wave solder carrier:錫爐載具 5. Quartz glass:高溫玻璃 6. Profile sample board:測溫板 7. Wave solder profile: profile參數設定
Sputter IAT_FAT Check list
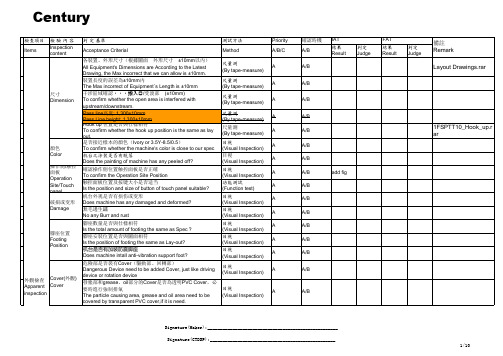
檢查項目 Items 檢驗內容 Inspection content 判 定 基準 Acceptance Criterial 各裝置、外形尺寸(根據圖面 外形尺寸 ± 10mm以內) All Equipment's Dimensions are According to the Latest Drawing, the Max incorrect that we can allow is ± 10mm. 裝置長度的誤差為± 10mm內 The Max incorrect of Equipment`s Length is ± 10mm 干涉區域確認・・・搬入口/受渡部 (± 10mm) To confirm whether the open area is interfered with upstream/downstream. Pass line高度: 1,300± 10mm Pass Line height: 1,300± 10mm Hook up 位置是否與仕樣相符 To confirm whether the hook up position is the same as lay out. 是否接近樣本的顏色(Ivory or 3.5Y-8.5/0.5) To confirm whether the machine's color is close to our spec 机台之涂装是否有脱落 Does the painting of machine has any peeled off? 確認操作側位置触控面板是否正確 To confirm the Operation Site Position 触控面板位置及按键大小是否适当 Is the position and size of button of touch panel suitable? 机台外观是否有损伤或变形 Does machine has any damaged and deformed? 無毛邊生鏽 No any Burr and rust 腳座數量是否與仕樣相符 Is the total amount of footing the same as Spec ? 腳座安裝位置是否與圖面相符 Is the position of footing the same as Lay-out? 机台是否有加装防震脚座 Does machine intall anti-vibration support foot? 危險部是否裝有Cover(驅動部、回轉部) Dangerous Device need to be added Cover, just like driving device or rotation device 發塵部和grease、oil部分的Cover是否為透明PVC Cover,必 要時進行強制排氣 The particle causing area, grease and oil area need to be covered by transparent PVC cover,if it is need. 測試方法 Method 尺量測 (By tape-measure) 尺量測 (By tape-measure) 尺量測 (By tape-measure) 尺量測 (By tape-measure) 尺量測 (By tape-measure) 目視 (Visual Inspection) 目視 (Visual Inspection) 目視 (Visual Inspection) 功能測試 (Function test) 目視 (Visual Inspection) 目視 (Visual Inspection) 目視 (Visual Inspection) 目視 (Visual Inspection) 目視 (Visual Inspection) 目視 (Visual Inspection) 目視 (Visual Inspection) Priority A/B/C A A A A A A A A A A A A A A A 確認時機 A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B A/B add fig IAT 結果 Result 判定 Judge FAT 結果 Result 判定 Judge
QPA check list for supplier qualification
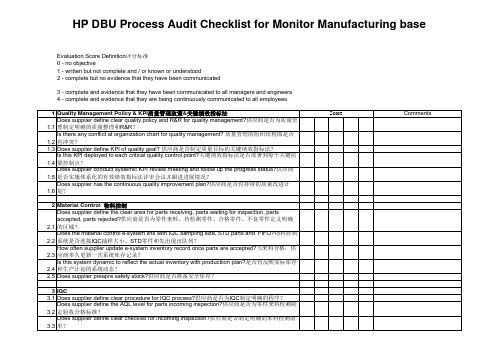
HP DBU Process Audit Checklist for Monitor Manufacturing base Evaluation Score Definition评分标准0 - no objective1 - written but not complete and / or known or understood2 - complete but no evidence that they have been communicated3 - complete and evidence that they have been communicated to all managers and engineers4 - complete and evidence that they are being continuously communicated to all employees7.21Does supplier define the specified wave soldering profile for different PCBA?供应商是否定义不同的PCBA有指定的波峰焊温度曲线?7.22How often does supplier measure wave soldering profile? 供应商多久测量一次波峰焊温度曲线?7.23How often does supplier perform metallurgy analysis for solder in wave sodering tank?供应商多久在波峰焊槽对焊料进行冶金分析?7.24Does operator snip the lead of componets overlength after wave soldering?操作员是否剪断波峰焊后过长元件?7.25Are ESD activities deployed correctly in PCBA process ?ESD活动在PCBA加工是否正确部署?7.26Has operator been trained and qualified for IPC 610 for solder joints inspection?操作员是否经过培训且有资格对IPC 610进行焊点检测?7.27Does supplier use fixture for depanel?供应商是否使用治具除料?7.28How does supplier manage ICT process (components cover rate, golden samples,spare ICT fixture)供应商如何管理在线测试过程(元件覆盖率、金样、部件在线测试治具)?7.29How does supplier manage FCT process ?供应商如何管理功能测试过程?7.30Does supplier perform daily/shift check with ESD strip, power driver torque, iron temperature, facilities condition?供应商是否对ESD带、功率驱动扭矩、铁温度、设施条件进行日常/更换检查?7.31Does supplier perform FAI for PCBA process per shift and model change?供应商是否对PCBA 加工中每个零件、模型的更换进行首件检查?7.32Does IPQC and OQC procedure existed in PCBA process?在PCBA加工中存在IPQC和OQC程序吗?8Monitor assembly & alignment process显示器组装&校准过程8.1Does supplier define process management plan or quality control plan for assembly & alignmentprocess?供应商对组装&校准过程是否定义过程管理计划或质量控制计划?48.2Does supplier conduct FAI per shift and model change?供应商是否对每个零件、模型的更换进行首件检查?48.3Does supplier perform daily/shift check with Magnetic field condition, ESD strip, screwdrivertorque, iron temperature & grounding, facilities condition?供应商是否对磁场条件、ESD带、螺丝刀扭矩、铁温度、接地、设施条件进行日常/更换检查?48.4Does supplier define clear WI/SOP on each station for each model?供应商是否对每个机种每个工位定义清晰的WI/SOP?48.5Does supplier perform aging test for power boards or inverter boards?供应商是否对电源板或逆变板进行老化测试?4N/A8.6Does supplier apply 2 hours burn-in time for both CRT and LCD monitor?供应商是否用2个小时来老化CRT和LCD显示器?4老化控制系统8.7Does supplier control the temperature range in burn-in room (35 ~40 degree C)?供应商是否将老化房的温度范围控制在25~40度?4感应温度系统8.8Does supplier switch the input voltage with specified region? (115+/10% for NA, 230+/-10% for non-NA)供应商是否根据指定区域来转换输入电压(115+/10% for NA, 230+/-10% for non-NA)?8.9Are there operators to check the abnormal display during burn-in, and record, follow up thosedefects?是否有操作员对老化中的异常显示进行检查、记录并跟进这些不良情况?4R/I过程记录表8.10Does operator measure the DY temperature after burn-in room?操作员是否测量出老化室后的DY温度?3N/A8.11Does supplier have traceability system for CRT/LCD panel or chassis?供应商是否有CRT/LCD屏或配件的可追溯系统?4MES系统8.12Does supplier perform 9-points BU measurement (9 points location should comply with HP QPdefinition)?供应商是否进行9点BU测量(9点位置应符合HP QP定义)?N/A8.13Does supplier perform 100% Hi-Pot test on production line?供应商是否对产线进行100%耐压测试?48.14Does supplier use bar code scanning system for Doc kit & accessories assembly as fool-proofing ?供应商是否使用条码扫描系统于文件包&配件组装作为预防试验?4MES系统8.15Does supplier confirm the serial number among EDID, the rating label and carton label?供应商是否确认EDID、等级标签、纸箱标签上的序列号?48.16Is there a procedure for repair process?维修过程是否有程序?4维修过程管理程序文件8.17Do the tools repair station and operators comply with ESD requirements?工具维修工位和操作员是否符合ESD要求?48.18Are the repaired units re-input the production line from burn-in stage?维修机台是否重新从老化阶段放进产线?38.19Does supplier collect the defective units informations for failure classification and analysis &corrective actions? How often?供应商是否收集不良机台信息进行不良分类、分析和纠正措施?多久一次?4程序管理文件9OQC9.1What's the AQL level defined at OQC procedure? OQC程序中的验收合格标准是什么?9.2Is there WI/SOP defined for each product ? (including FOS, function,cosmetic,safety,power consumption,EDID, accessories, carton, etc) 每种产品是否有定义的WI/SOP?(包括FOS、功能、外观、安全、耗电、EDID、配件、纸箱等)9.3Does supplier conduct the out-going quality control at off-line area?供应商是否在产线外实施出厂质量控制?9.4Does supplier control the burn-in time before FOS inspection?供应商在FOS检测前是否控制老化时间?9.5Does supplier check OQC facilities conditions as daily/shift basis?供应商是否对OQC设施条件进行日常/更换检查?9.6Does supplier control the ambient luminance for FOS & cosmetic inspection?供应商是否对FOS&外观检测的环境亮度进行控制?9.7Does supplier define the area for the failure analysis with rejected units?供应商是否定义对不良品进行不良分析的区域?9.8Does supplier has chassis inspection for components check?供应商是否对配件、元件进行检测?9.9Does supplier implement SPC for critical parameters?供应商是否有关键参数的实施规范?9.10Are all measurement record and inspection report documented?所有的测量记录和检测报告是否以文件的形式存在?9.11Is there action log to record the each rejected lot and corrective actions?是否有操作日志来记录每个不良品和纠正措施?9.12Are there CAR of all issues from each rejected lot?从每台不良机台中所有的问题是否CAR?。
check list

Checklist for process development reportProject: Step number: Development chemist: Manager: Date:Reaction:plete balanced equations for all starting materials and products including side reactions andby-products; fully understand reaction mechanism;Yes No If No, explain:每个反应要配平反应式(包括副反应和副产物),理解反应机理。
plete safety test for the reaction;Yes No If No, explain:每个反应要做安全评估测试3.Raw Materials table is complete; notes on reagent quality are given when needed;Record quantities in weight units with at least 3 significant figures;When possible, use materials matching what the Kilo-lab or Pilot Plant will use;Portable water is used unless there is a specific objection against it;Yes No If No, explain:完成反应原料清单,明确试剂的规格原料重量至少保留三位有效数字。
在小试过程中,试剂尽可能使用和放大或生产一样的规格标准。
尽可能使用自来水,除非有特殊要求。
4.Provide stepwise procedure;Yes No If No, explain:提供具体的实验步骤5.Record reactor and agitator dimensions;Yes No If No, explain:明确反应器和搅拌器的规格e material coupons (e.g. glass, Hastelloy, stainless steel) to determine corrosivity of reactions toreactor when needed;Yes No If No, explain:试验反应釜材质的腐蚀情况7.When charge materials to the reactor:Charge solids first and then solvents if possible;Use addition control for the reaction if possible;Fully describe the addition of reagents e.g. transfer method, rate, time, temperature;Yes No If No, explain:反应投料时:尽可能加固体后加溶剂尽可能通过加料控制反应速度完整记录加料方式,速度,时间,温度。
PACKING 稽核check list
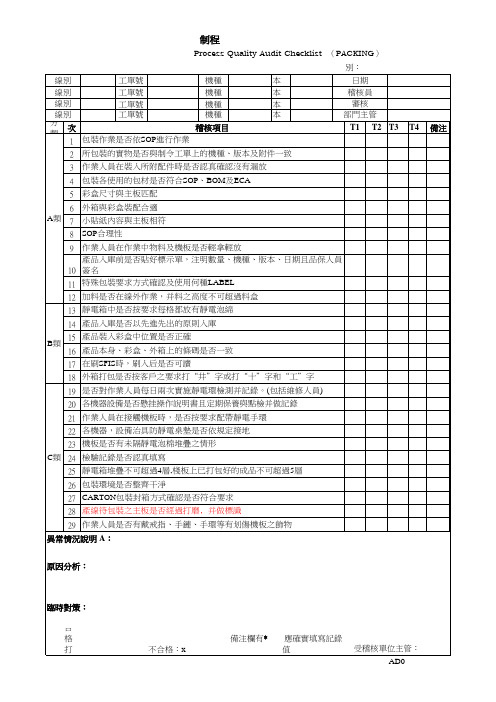
Process Quality Audit Checklist (PA班CKING)
版
別:
線別
工單號
機種
本版
日期
線別
工單號
機種
本版
稽核員
線別
工單號
機種
本版
審核
分 類線別項 次
工單號
機種
本
稽核項目
1 包裝作業是否依SOP進行作業
部門主管 T1 T2 T3 T4 備注
2 所包裝的實物是否與制令工單上的機種、版本及附件一致
26 包裝環境是否整齊干淨 27 CARTON包裝封箱方式確認是否符合要求
28 產線待包裝之主板是否經過打磨﹐并做標識
29 作業人員是否有戴戒指、手鏈、手環等有划傷機板之飾物
異常情況說明 A:
原因分析:
臨時對策:
合 格 打
不合格:x
備注欄有* 應確實填寫記錄 值
受稽核單位QP主Q管: Aபைடு நூலகம்0
12 加料是否在線外作業,并料之高度不可超過料盒 13 靜電箱中是否按要求每格都放有靜電泡綿
14 產品入庫是否以先進先出的原則入庫
B類 15 產品裝入彩盒中位置是否正確 16 產品本身、彩盒、外箱上的條碼是否一致 17 在刷SFIS時,刷入后是否可讀
18 外箱打包是否按客戶之要求打“井”字或打“十”字和“工”字
3 作業人員在裝入所附配件時是否認真確認沒有漏放
4 包裝各使用的包材是否符合SOP、BOM及ECA 5 彩盒尺寸與主板匹配
6 外箱與彩盒裝配合適 A類 7 小貼紙內容與主板相符
8 SOP合理性 9 作業人員在作業中物料及機板是否輕拿輕放
產品入庫前是否貼好標示單,注明數量、機種、版本、日期且品保人員 10 簽名 11 特殊包裝要求方式確認及使用何種LABEL
检验控制程序 Inspection Procedure 中英版
目录Contents一、目的Purpose (5)二、适用范围Application Scope (5)三、规范性引用文件Normative Documents (5)四、技术术语Terms and Definitions (5)五、部门职责Department Responsibility (6)六、程序要求Procedure Requirement (6)七、相关文件与记录Related Document and Records (12)程序中参考文件清单/Mentioned documents List:1.《技术规范》《Technical Specification》Q/320412 HKT001-2012(Rev.x)2.《关键件和关键特性清单》《Key Part and Key Property List 》HKT-JKP320-JS-050-2013(Rev.x)3.《采购技术条件》《Purchasing Technical Specification》HKT/JS-01-2012(Rev.x)4.《试验大纲》《Test Planning》 04939630(Rev.x)5.《关键/特殊过程清单》《Key/Special Process List》HKT-080-GY-003-2012(Rev.x)6.《检验指导书》《Inspection Instruction》HKT-QP-01-2011(Rev.x)7.《检查清单》《Check List》HKT-QR7.4.3-04(Rev.x)8.《特殊过程检查表》《Special Process Check List》HKT-QR8.2.3.4-03(Rev.x)9.《进货检验指导书》《Incoming Inspection Instruction》HKT-PZ-07-2008(Rev.x)10.《质量计划》《Quality Plan》HKT-QR8.2.3.4-05(Rev.x)11.《控制计划》《Control Plan》HKT-QR8.2.3.4-04(Rev.x)12.《特殊过程检查表》《Special Process Check List》HKT-QR8.2.3.4-03(Rev.x)13.《送检/入库单》《Inspect/Warehouse Entry Form》HKT-QR7.5.1-05(Rev.x)14.《合格供应商名录》《Qualified Supplier List》HKT-QR7.4-01(Rev.x)15.《产品检验记录》《Product Inspection Record》HKT-QR8.2.4-01(Rev.x)16《不合格品控制程序》《Unqualified Product Control Procedure》HKT/QP-8.3(Rev.x)17《关键件定期确认检验记录》《Key Parts Regular Confirmation Inspection Record》HKT-QR8.2.3.4-01(Rev.x)18《生产过程质量记录表》《Gangway Production Process Quality Control Form》HKT-QR7.5.1-02(Rev.x)19.《产品质量检查日报表》《Product Quality Inspection Daily Report》HKT-QR8.2.3.4-02(Rev.x)检验控制程序Inspection Control Procedure1 目的 Purpose本程序的主要目的是根据公司质量策划安排对产品的特性进行检验,以验证产品要求已得到满足。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Documentation of quality system, procedures, charts, defining authority and responsibility. Internal Auditing.
Chek List for Suppliers and Materials Qualification (Q-LV-QUAL)
Supplier Identification
Corporate name:
Address:
City:
Contact:
E-mail:
UF:
CNPJ:
Web site:
ZIP CODE:
Position / Function:
Phone Number:
Manufacturer
Sales Representative
Resale
Reason of the visit
Qualification
Qualification of new product
Auditing
List of Materials Tested
Code SGL:
Basic Name:
Relevant Standards:
Legend
A – meet
AP – parcially meet
NA – don’t meet NAP – not applicable
Sistema de Qualidade
The company is certified of 3rd part.
Norma:
Yes No
PS.: In case affirmative, fill in the field “A”, Otherwise, fill in the field “B”.
Observation / Scope of the certification:
A
Órgão Emissor:
Data Emissão:
Validade:
The Quality System is well structured, documented and deployed, following international standards of management quality.
A A A A
AP AP AP AP
NA NA NA NA
NAP NAP NAP NAP
B
Keep records of product quality traceable.
Observations:
1/4
Chek List for Suppliers and Materials Qualification (Q-LV-QUAL)
Plant
Industrial area / inventory
General facilities
Cleaning and organization
Safety standards and physical assets Laboratories
Technology used
Observations:
A
A
A
A
A
A
AP
AP
AP
AP
AP
AP
NA
NA
NA
NA
NA
NA
NAP
NAP
NAP
NAP
NAP
NAP Production Process
Production Capacity (equipment and manpower) Documentation involving the production process Selection criteria for suppliers
Preparation and orientation of the manpower Specific procedure in obtaining inputs
Storage planning
Storage and identification of raw material used in production.
Maintenance planning.
Storage and packaging of finished product. Transportation and distribution logistics Observations:A
A
A
A
A
A
A
A
A
A
AP
AP
AP
AP
AP
AP
AP
AP
AP
AP
NA
NA
NA
NA
NA
NA
NA
NA
NA
NA
NAP
NAP
NAP
NAP
NAP
NAP
NAP
NAP
NAP
NAP
Quality Control
Receipt of raw material Production Quality Control Disapproved product segregation Calibration of measuring instruments Specific test bench
Additional Tests
Product traceability
Observations A
A
A
A
A
A
A
AP
AP
AP
AP
AP
AP
AP
NA
NA
NA
NA
NA
NA
NA
NAP
NAP
NAP
NAP
NAP
NAP
NAP
Chek List for Suppliers and Materials Qualification (Q-LV-QUAL)
Additional Records
Superintendence of Procurement and Strategic Contracts - CS
Department of Material Inspection and Qualification - CSQ Identification of the form quality:
Chek List for Suppliers and Materials Qualification (Q-LV-QUAL)
Evaluation
Formula Calculation Result
R = Nº A + (Nº AP) / 2 x 100
Nº Aplicáveis
Normative Tests of the Product – NTP Observations:R=
Meet
R ≥ 70 = Meet
R < 70 = Don’t Meet
Don’t meet Conclusion
R ≥ 70 e ENP meet
R ≥ 70 e ENP don’t meet R < 70 e ENP meet
R < 70 e ENP don’t meet
Qualified
Unqualified
Unqualified
Unqualified Validity Qualification
3 Months Responsible SABESP:6 Months12 Months
Place and Date:
18 Months。