Two-phase increase in the maximum size of life over 3.5 billion years
利用神经网络进行网络流量识别——特征提取的方法是(1)直接原始报文提取前24字节,24个报。。。
利⽤神经⽹络进⾏⽹络流量识别——特征提取的⽅法是(1)直接原始报⽂提取前24字节,24个报。
国外的⽂献汇总:《Network Traffic Classification via Neural Networks》使⽤的是全连接⽹络,传统机器学习特征⼯程的技术。
top10特征如下:List of AttributesPort number server Minimum segment size client→server First quartile of number of control bytes in each packet client→server Maximum number of bytes in IP packets server→client Maximum number of bytes in Ethernet package server→client Maximum segment sizeserver→client Mean segment size server→client Median number of control bytes in each packet bidirectional Number of bytes sent in initial window client→server Minimum segment size server→clientTable 7: Top 10 attributes as determined by connection weights《Deep Learning for Encrypted Traffic Classification: An Overview》2018年⽂章,⾥⾯提到流量分类技术的发展历程:案例:流量识别流量识别任务(Skype, WeChat, BT等类别)1. 最简单的⽅法是使⽤端⼝号。
但是,它的准确性⼀直在下降,因为较新的应⽤程序要么使⽤众所周知的端⼝号来掩盖其流量,要么不使⽤标准的注册端⼝号。
Orientail Motor 步进电机参考目录说明书

B-1212000-2001 ORIENTAL MOTOR GENERAL CATALOGGENERAL CATALOGUFK •WFeatures ·····························································B-122Standard Type ····················································B-126Geared Type ·······················································B-132List of Motor and Driver Combinations ···············B-145Setting the Step Angle ········································B-146Wiring Diagram ···················································B-147Description of Input/Output Signals ····················B-148B-1222000-2001 ORIENTAL MOTOR GENERAL CATALOGUFK •Wstepping motor angle of 0.72˚ and divides itelectrically into smaller step angles providing up to 125,000 steps per revolution.The UFK •W uses 5-phase microstepping,the most advanced stepping motor drivetechnology available. It takes the basic 5-phaseis a series of stepping motors and drivers thatcombines high-performance 5-phase microstep drivers withhigh-torque/low-vibration 5-phase stepping motors. They provide smooth and precise operation.Ⅲ5-phase Microstep Drive TechnologyThe primary feature of stepping motors is the ability to obtain precise positioning. They achieve this by rotating and stopping at step angle increments that are determined by the pole structure of the rotor and stator. Rotating in step angle increments, however,also produces changes in rotor speed and resonance at certain speeds that can increase vibration.Microstep driving provides a finer degree of control of the basic motor step angle by regulating the current sent to the motor coils,resulting in, low vibration, even at low speed.●Since the basic motor step angle (0.72˚/full step) can be divided into proportions ranging from 1/1 to 1/250, smooth operation in fine increments is possible.●T echnology that changes the motor drive current smoothly suppresses motor vibration and makes operation audibly quieter.ⅢMicrostep Resolution Up to 125,000StepsUFK •W enables step angles to be setindependently on two resolution selection switches (16 possible microstep resolutions with as many as 250 microsteps per full step). This enables two independent resolutions to be selected by using the resolution select input. Changing resolution should occur when the motor is in the stop position. This will eliminate the chance of positioning error.1.Low Vibration, Low NoiseMicrostep technology allows the step angle to be subdivided electrically.This smoothes stepped operation at low speeds and drastically improves vibration. The UFK •W uses a motor design that also helps to reduce vibration. Therefore theUFK •W is ideal for applications where vibration is aproblem.ⅢFEATURES0.51.0V i b r a t i o n V o l t a g e V p -p [V ]Speed [r/min ]2.High SpeedTheUFK •W provides low vibration at both low andhigh speeds.3.Standard Certified ProductThis product is certified under applicable standards from around the world. Also, the CE marking is implemented according to the low voltage directive. (For details on standard certified products,see Page D-16.)EASY WIRING GEAR PLC DIRECT RE -GENER -ATION SAFETY STD.PACK-AGE ACINPUTⅢ What isB-1232000-2001 ORIENTAL MOTOR GENERAL CATALOGA high-torque 5-phase stepping motor and microstep driver are combined to make high-precision positioning with open loop control possible.ⅢACCESSORIES (Sold separately)Ⅲ UFK •W SYSTEM CONFIGURATIONB-1242000-2001 ORIENTAL MOTOR GENERAL CATALOGⅢPRODUCT LINEUFK •WStandard TypeThere are two motor frame sizes available: 2.36 inches (60 mm)and 3.35 inches (85 mm) square. They can handle low-speeds,low-vibration and low-noise applications.Page B-126the model numbers.UFK •WTHGeared TypeThis series combines the UFK •W with TH gears, which providelow speed reduction ratios (3.6:1, 7.2:1, 10:1, 20:1, and 30:1)and are low backlash (25 arc minutes max.)Page B-132●Enter A (single shaft) or B (double shaft) in the within the model numbers.UFK•WPN Geared TypeThe newly developed backlash reduction feature is utilized andattains backlash below 3 arc minutes. This is a major increase in precision.Page B-132the model numbers.B-1252000-2001 ORIENTAL MOTOR GENERAL CATALOGThe motor current is easy to adjust with digital switches. No ammeter necessary.RUN:Can be adjusted the motor runningcurrent.STOP:Can be adjusted the current at motorstandstill.Switches between 1-pulse input and 2-pulse input.The UFK •W of Dedicated Drivers: Designed with User-Friendly FunctionsDriver operating status is visible at a glanceEasy to confirm I/O signals.POWER: Power input display TIM.:Excitation timing output display O.H.: Overheat output displayUse these rotary switches to set the desiredresolution from the 16 resolution levels available.See page B-146 for details.A full range of driver functions are on thefront panel.z nc mxvbWhen the level of heat within the driver reaches176°F (80°C), this function automatically switches the motor current off. The function can be set anddisabled with this switch.2.B-1262000-2001 ORIENTAL MOTOR GENERAL CATALOGUFK •W Standard TypeThe UFK •W uses 5-phase microstepping,the most advanced stepping motor drive technology available.ⅢAPPLICABLE STANDARDS AND CE MARKINGT o r q u e [N ·m ]Speed [r/min ])ⅢFEATURES●Standard TypeAvailable in two motor frame sizes of 2.36 inch (60 mm) sq. and 3.35 inch (85 mm) sq.They meet various application needs with low speed, low vibration and/or low noise.Holding Torque: 58.3 oz-in (0.42 N ·m) ϳ874 oz-in (6.3 N ·m)●High SpeedThe UFK •W provides high torque in the high speedrange.Note:●See page D-9 for more information on operating conditions of EN/IEC standards.●The EN/IEC standard certification depends on the type and installation size.For details, see Page D-16.●The products are recognized when used together.ⅢPRODUCT NUMBER CODE: UFK •Wc Array●Maximum holding torque refers to the holding torque at motor standstill when the rated current is supplied to the motor (5 phase excitation). Use this value tocompare motor torque performance. When using the motor with the dedicated driver, the driver's "Automatic Current Cutback" function at motor standstill reducesmaximum holding torque by approximately 50%.●The power source input current value represents the maximum current. (The input current varies according to the pulse frequency.)B-1272000-2001 ORIENTAL MOTOR GENERAL CATALOGⅢSPEED vs. TORQUE CHARACTERISTICST o r q u e [N ·m ]1412108642D r i v e r I n p u t C u r r e n t [A ]2Speed [r/min ]))T o r q u e [o z -i n ]T o r q u e [N ·m ]1412108642D r i v e r I n p u t C u r r e n t [A ]2Speed [r/min ]3.02.52.01.51.00.50))UFK564AW UFK564BWUFK596AW UFK596BWUFK566AW UFK566BWUFK599AW UFK599BWUFK569AW UFK569BWUFK5913AWUFK5913BWT o r q u e [o z -i n ]T o r q u e [N ·m ]14121086420D r i v e r I n p u t C u r r e n t [A ]2Speed [r/min ]1.41.21.00.80.60.40.20))T o r q u e [o z -i n ]T o r q u e [N ·m ]1412108642D r i v e r I n p u t C u r r e n t [A ]2Speed [r/min ]76543210))T o r q u e [o z -i n ]T o r q u e [N ·m ]14121086420D r i v e r I n p u t C u r r e n t [A ]2Speed [r/min ]3.02.52.01.51.00.50))T o r q u e [o z -i n ]T o r q u e [N ·m ]14121086420D r i v e r I n p u t C u r r e n t [A ]2Speed [r/min ]14121086420))Note:●Pay attention to heat dissipation from the motor and driver. The motor will produce a considerable amount of heat under certain conditions. Be sure to keep the temperature of the motor case under 212˚F (100˚C). [Under 167˚F (75˚C) is required to comply with UL or CSA standard.]●When using the motor with the dedicated driver, the driver's "Automatic Current Cutback" function at motor standstill reduces maximum holding torque by approximately 50%.B-1282000-2001 ORIENTAL MOTOR GENERAL CATALOGfs: Maximum Starting Pulse RateB-1292000-2001 ORIENTAL MOTOR GENERAL CATALOGⅢDIMENSIONSscale 1/4, unit ϭinch (mm)●MotorUFK564AW (Single shaft)Motor Model: PK564AW Weight 1.33lb. (Mass 0.6kg)UFK564BW (Double shaft)Motor Model: PK564BW Weight 1.33lb. (Mass 0.6kg)UFK596AW (Single shaft)Motor Model: PK596AW Weight 3.75lb. (Mass 1.7kg)UFK596BW (Double shaft)Motor Model: PK596BW Weight 3.75lb. (Mass 1.7kg)UFK566BW (Double shaft)Motor Model: PK566BW Weight 1.77lb. (Mass 0.8kg)●DriverDriver Model: DFU1514WWeight: 1.88lb. (Mass 0.85kg)See page B-38 for information on driver installation.ⅢDIMENSIONS scale 1/4, unit ϭinch (mm)●I/O Signal Connector (Included) Connector: 54306-2011 (MOLEX)Connector Cover: 54331-1201 (MOLEX)B-1302000-2001 ORIENTAL MOTOR GENERAL CATALOGⅢSETTING THE STEP ANGLEWith the UFK•W, the motor speed and step distance can be changed without changing the input pulse frequency by switching the step angle setting switch.The step angle is set with step angle setting switches DAT A1 and DAT A2. DATA1 and DATA2 each have 16 settings from which one step angle each can be selected. The step angles that can be set are shown in the table on the right.Setting methodDAT A1 and DAT A2 are set to the scale corresponding to the step angle selected for each. The step angle is changed with the step angle switching signals.High level:The step angle set with DAT A1 is selected.Low level:The step angle set with DATA2 is selected. ExampleUsing the PN geared type UFK564AW-N36and settingDAT A1 to 0.001°/step and DATA2 to 0.01°/step:•The scale for DAT A1 is set at 7.•The scale for DAT A2 is set at 1.•When the step angle switching signal input is set to high level, the motor rotates with the 0.001°/step step angle set with DATA1.•When the step angle switching signal input is set to low level, the motor rotates with the 0.01°/step step angle set with DATA2.Note:●You should change the step angle setting input when the pulse signals are stopped so the motor will not deviate from its correct position. If you change the step angle setting input during pulse input, the motor may deviate from its correct position.●Changing the step angle does not change the torque generated on the motor output shaft for the same rotation rate.ⅷTH Geared TypeⅷStandard TypeⅢWIRING DIAGRAMⅢPower SupplyUse a power supply that can supply sufficient input current.When power supply capacity is insufficient, a decrease in motor output can cause the following malfunctions:●Motor does not rotate properly at high-speed (insufficient torque)●Motor startup and stopping is slow.Note:●Keep the voltage V 0between DC5V and DC24V.When they are equal to DC5V, the external resistances R 0, R 1 and R 2 are not necessary.When they are above DC5V, connect R 0 to keep the current bellow 15mA, and connet R 1 to keep the current bellow 20mA, and connect R 2 to keep the current bellow 10mA.●Use twisted-pair wire of 3ϫ10Ϫ4in 2(0.2mm 2) or thicker and 6.6 feet (2m) or less in length for the signal line.●Use wire 7.8ϫ10Ϫ4in 2(0.5mm 2) or thicker for motor lines (when extended) and power supply lines, and use 1.2ϫ10Ϫ3in 2(0.75mm 2) or thicker for the wire for the protective earthing line.●Use spot grounding for the grounding of the driver and external controller. ●Signal lines should be kept at least 3.94 inch (10cm) away from power lines (power supply lines and motor lines). Do not bind the signal line and power line together.* Use open collector transistors (sink type) for the signal output sections of the controller.CautionThe driver incorporates double-pole/neutral fusing for the power input. If the driver POWER LED is off, it is possible that only the neutral fuse is tripped. High voltage supplied on the hot side may cause electric shock. Turn the power off immediately and request service.ⅢDESCRIPTION OF INPUT/OUTPUT SIGNALS1. Pulse InputⅢInput circuit and sample connection1. 1-Pulse Input Mode Pulse Signal"Pulse" signal is input to the pulse signal terminal. When thephotocoupler state changes from "ON" to "OFF", the motor rotates one step. The direction of rotation is determined by the following rotation direction signal.Rotation Direction SignalThe "Rotation Direction" signal is input to the rotation direction signal input terminal. A "photocoupler ON" signal input commands a clockwise direction rotation. A "photocoupler OFF" signal input commands a counterclockwise direction rotation.2. 2-Pulse Input Mode CW Pulse SignalWhen the photocoupler state changes from "ON" to "OFF", the motor rotates one step in the clockwise W Pulse SignalWhen the photocoupler state changes from "ON" to "OFF", the motor rotates one step in the counterclockwise direction.CW and CCW refer to clockwise and counterclockwise direction respectively, from a reference point of facing the motor output shaft.2. A.W.OFF (All Windings Off) InputⅢInput circuit and sample connectionKeep the voltage between DC 5V and DC 24V.When voltage is equal to DC 5V, external resistance (R) is not necessary. Whenvoltage is above DC 5V, connect external resistance (R) and keep the input current below 20mA.When the "All Windings Off" signal is in the "photocoupler ON" state, the current to the motor is cut off and motor torque is reduced to zero. The motor output shaft can then be rotated freely by hand.When the "All Windings Off" signal is in the "photocoupler OFF" state, the motor holding torque is proportional to the current set by the current adjustment rotary switches. During motor operation, be sure to keep the signal in the "photocoupler OFF" state.This signal is used when moving the motor by external force or manual home position is desired. If this function is not needed, it is not necessary to connect this terminal.Switching the "All Windings Off" signal from "photocoupler ON" to "photocoupler OFF" does not alter the excitation sequence.When the motor shaft is manually adjusted with the "All Windings Off"signal input, the shaft will shift up to ע3.6˚ from the position set after the "All Windings Off" signal is released.ⅢManual Setting of the Home PositionInput the "All Windings Off" signal, set the motor to the desired position,then release the "All Windings Off" signal.Keep the voltage between DC 5V and DC 24V.When voltage is equal to DC 5V, external resistance (R) is not necessary. When voltage is above DC 5V, connect external resistance (R) and keep the input currentbelow 15mA.Home Position SetSignal ReleaseAll Windings OffSignalPhotocoupler ON Photocoupler OFFThe shaded area indicates when the photocoupler is ON. The motor moves when the photocoupler state changes from ON to OFF as indicated by the arrow.ⅢPulse Signal Characteristics1µs Pulse SignalInput Pulse characteristics●The pulse voltage is 4ϳ5V in the "photocoupler ON" state, and 0ϳ0.5V in the "photocoupler OFF" state.●Input pulse signals should have a pulse width over 1µs, pulse rise/fall below 2µs,and a pulse duty below 50%.●Keep the pulse signal at "photocoupler OFF" when no pulse is being input.●The minimum interval time when changing rotation direction is 10µs.This value varies greatly depending on the motor type, pulse frequency and load inertia. It may be necessary to increase this time interval.●In 1-pulse input mode, leave the pulse signal at rest ("photocoupler OFF") when changing rotation directions.3. C/S (Step Angle Switching) InputⅢInput circuit and sample connectionKeep the voltage between DC 5V and DC 24V.When voltage is equal to DC 5V, external resistance (R) is not necessary. When voltage is above DC 5V, connect external resistance (R) and keep the input current below 20mA.When the "Step Angle Select" signal is in the "photocoupler OFF" state, the step angle set by step resolution select switch DATA1 is selected, and when the "Step Angle Select" signal is in the "photocoupler ON" state, the step angle set by step resolution select switch DATA2 is selected.This signal can be used to change the motor speed or amount of rotation without altering the input pulses.4. TIM (Excitation Timing) OutputⅢOutput Circuit and Sample ConnectionKeep the voltage between DC 5V and DC 24V.Keep the current below 10mA. If the current exceeds 10mA, connect external resistance (R).The "Excitation Timing" signal is output to indicate when the motor excitation (current flowing through the winding) is in the initial stage (step "0" at power up).The "Excitation Timing" signal can be used to increase the accuracy of home position detection by setting the mechanical home position of your equipment (for example, a photo-sensor) to coincide with the excitation sequence initial stage (step "0").The motor excitation stage changes simultaneously with pulse input, and returs to the initial stage for each 7.2˚ rotation of the motor output shaft. When power is turned ON, the excitation sequence is reset to step "0".The TIM. LED lights when the "Excitation Timing" signal is output. While the motor is rotating, the LED will turn ON and OFF at a high speed and will appear to be continuously lit.The "Excitation Timing" signal is output once for each number of pulses equivalent to 7.2˚ divided by the step angle setting.Example: At a step angle setting of 0.72˚/step (Division of 1): The signal is output once every 10 pulsesAt a step angle setting of 0.072˚/step (Division of 10): Thesignal is output once every 100 pulsesCW Rotation 0.072˚12 pulsesCCW Rotation 0.72˚1 pulse00.72˚CW PulseCCW PulseExcitation TimingOutputWhen using the "Excitation Timing" signal, set the number of input pulses and the step angle in combinations which allow the motor shaft to stop at positions which are multiples of 7.2˚.When using the "Step Angle Select" signal to change the step angle, be aware that depending on the number of pulses and step angle setting, there are conditions such as those shown below, in which the "Excitation Timing" signal will not be output.Note:Input the "Step Angle Select" signal when the driver power is off, or when pulse signals are not being input while the excitation timing signal output LED is ON. If the "Step Angle Select" signal is input at other times, theexcitation timing signal output and excitation timing LED may not function properly.5. O. HEAT (Overheat) OutputⅢOutput Circuit and Sample connectionKeep the voltage between DC 5V and DC 24V.Keep the current below 10mA. If the currentexceeds 10mA, connect external resistance (R).The "Overheat" signal is output to protect the driver from heat damage if the internal temperature of the driver rises above 176˚F (80˚C).When connected as shown in the example connection, the signal will be "photocoupler OFF" during normal conditions, and "photocoupler ON" when the temperature exceeds above 176˚F (80˚C).When the "Overheat" signal is output, turn the driver power OFF, then adjust the operating conditions (ambient temperature, driver/controller settings), or use a fan etc. to cool the driver. After taking appropriate measures, turn the power ON. Turning the power ON will reset the "Overheat" signal and release the "Automatic Current Off" condition. The O.H. LED lights when the "Overheat" signal is output.。
The crystal structure of the β″ phase in Al–Mg–Si alloys

THE CRYSTAL STRUCTURE OF THE b0PHASE INAl±Mg±Si ALLOYSS.J.ANDERSEN1,2,H.W.ZANDBERGEN2,J.JANSEN2,3,C.TRáHOLT2,U.TUNDAL4and O.REISO41SINTEF Materials Technology,Applied Physics,7034Trondheim,Norway,2National Centre for HREM,Laboratory of Materials Science,Delft University of Technology,Rotterdamseweg137,2628 AL Delft,The Netherlands,3Laboratory for Crystallography,University of Amsterdam,Nieuwe Achtergracht166,1018WV Amsterdam,The Netherlands and4HYDRO Aluminium,Metallurgical Rand D Centre,Sunndalsùra,Norway(Received17November1997)AbstractÐThe crystal structure of b0,one of the strengthening phases in the commercially important Al±Mg±Si alloys,is determined by use of high resolution electron microscopy(HREM)and electron di raction(ED).A trial structure was established from exit wave phase reconstructed HREM images.A least-square re®nement of the model coordinates was done using data from digitally recorded ED patterns.A recently developed computer program(MSLS)was applied,taking into account dynamic scattering.The atomic unit cell contains two units of Mg5Si6.It is C-centred monoclinic,space group C2/m, a=1.51620.002nm,b=0.405nm,c=0.67420.002nm,b=105.320.58.The atomic packing may be regarded as a hard ball packing using clusters,the clusters being(1)centred tetragons of Mg atoms and(2) so-called twin icosacaps where Mg atoms are centred above and below pentagonal rings of four Si atoms an one Mg atom.A growth related stacking fault in the structure is explained by a de®ciency of Mg atoms.A model for the b0/Al interface is given.#1998Acta Metallurgica Inc.1.INTRODUCTION1.1.GeneralThe discovery of the precipitation hardening mech-anism in the beginning of this century in an Al±Cu alloy has had great implications for all technologies requiring light alloys with some strength,and es-pecially for the aerospace and construction technol-ogies.The increase in hardness that the commercial Al alloys achieve upon hardening is usually a factor of2or more.In the Al±Mg±Si(6xxx)alloys such a tremendous increase in strength is caused by pre-cipitates formed from solution,of merely1wt%of Mg and Si that is added to the aluminium.The maximum hardness is achieved when the alloy con-tains a combination of very®ne fully coherent so-called Guinier Preston(GP-I)zones with diameters about2.5nm,and the semicoherent,larger needles, b0(GP-II zones)with a typical size4Â4Â50nm3. The density of these phases is very high.For the b0 needles,a number density in the matrix of about 104/m m3is normal.This is equal to a volume of nearly1%in the material.The6xxx series alloys are not among the strongest aluminium alloys,but they represent a high share of the aluminium pro-ducts in the world(H20%).In1989,about90%of the tonnage extruded in western Europe,was Al±Mg±Si alloys[1].1.2.The precipitation/transformation sequenceThe phases occurring in the Al±Mg±Si alloys have been studied for more than50years due to the commercial importance of these materials.In1948 Geisler and Hill[2]and Gunier and Lambot[3] reported that X-ray Laue pattern zones indicated the formation of small(H2Â2Â10nm3)needles or Guinier Preston(GP)zones,when the temperature was raised to2008C.Further heating caused the zones to thicken into rods,called b',and®nally a large plate-shaped equilibrium phase,b,was seen to form.The latter was known to be of the f.c.c.CaF2 type with a composition Mg2Si.The alloys that were studied were close to the Al±Mg2Si section of the Al±Mg±Si phase diagram;therefore it was assumed that the composition of all the Mg±Si con-taining phases was ter experiments have shown that the precipitation and transformation is quite complicated and that except for the equili-brium phase,b,the phases involved do not have the stoichiometric ratio Mg2Si.In Table1the transformation sequence at low ageing temperatures for alloys near the quasi-binary section Al±Mg2Si of the phase diagram is summar-ised.The range of existence and sizes of the b'rods and b plates depend not only on the heat-treatment, but on several other factors as well,such as cooling rate from homogenisation or extrusion and the number of Al±Fe(+Mn)±Si containing phases (dispersoids)in the material.This will not be dis-cussed in this paper.In the following a discussion of the precipitation/ transformation sequence shown in Table1is given.Acta mater.Vol.46,No.9,pp.3283±3298,1998#1998Acta Metallurgica Inc.Published by Elsevier Science Ltd.All rights reservedPrinted in Great Britain1359-6454/98$19.00+0.00 PII:S1359-6454(97)00493-X32831.2.1.Atomic clusters.After rapid cooling from homogenisation or extrusion the material is super-saturated with Mg and Si.Due to the higher solubi-lity of Mg in Al,when stored at room temperature or heated,Si ®rst goes out of solution and forms small clusters,but there are also some indications of clustering of Mg [5].The nucleation of Si-clusters will occur at quenched-in vacancies at temperatures as low as À508,below which the vacancy movement becomes very low [6].Storing or heating above À508will cause Mg to di use to the clusters,and Mg±Si phases will pre-cipitate.The di usion of Mg to the Si clusters has been veri®ed through APFIM [5,7]where the ratio of Mg/Si in the average cluster was found to increase with time when heated at 708.Since the number of Si clusters formed will be important for the precipitation of the strengthening GP zones,the storing time at a low temperature before arti®cial ageing is important concerning the material proper-ties.1.2.2.GP zones and the b 0phase .The ®rst phase to precipitate on the small clusters is the GP zones.Based on a TEM study of Al±Mg 2Si [8]Thomas proposed a model for these particles;Mg and Si replace Al in such a ratio that the occupied volume is about the same.He proposed a simple substi-tution along 110-directions with strings of atoms in the sequence Mg±Si±Mg±Mg±Si±Mg.Here two di-ameters of Mg (2Â0.32nm)and one of Si (0.235nm)amounts to 0.874nm,as compared with three diameters of Al (0.859nm).In more recent research the evolution of GP zones in several Al±Mg 2Si alloys was studied by calorimetry [6],in 6061by calorimetry and TEM [5],and by atom-probe ®eld-ion microscopy (APFIM)and TEM/HREM [5,7].These works support the view that there are at least two phases in the size range of the GP-zones,called GP-I and GP-II.For the GP-I type the size is in the range 1±3nm.The crystal structure is unknown.The zones are fully coherent and probably have a spherical shape.Dutta and Allen [9]observed by TEM small spot-like features of ``unresolved''shape of about 2.5nm that should be the GP-I zones.Particles investigated by APFIM [5]with comparable dimensions to these zones seem to have Mg/Si ratios usually less than 1.This composition is therefore di erent from that of the model proposed by Thomas [8].The GP-II zone is the same phase as the currently investigated b 0phase.This phase has the shape of ®ne needles,typically about 4Â4Â50nm 3when the material is in the aged-hardened condition [7,10].In this condition the number density of the nee-dles is high;typically 104/m m 3[10].The b 0phase is fully coherent only along the b -axis.Edwards et al.[7]managed to determine the unit cell of the b 0phase by electron di raction.It was found to be a monoclinic C-centred structure with a =0.153420.012nm,b =0.405nm,c =0.68320.015nm,b =10621.58.The b -axis is along the needle-axis.It is the full coherency of GP-I zones,the semi-coherency of the GP-II zones together with their high number densities that introduce in the alu-minium matrix strain and resistance against move-ment of dislocations,that gives the material its mechanical strength.1.2.3.The b 'phase .The next phase in the trans-formation sequence after the GP-I zones and the b 0phase is the b 'phase.This has a lower Mg/Si ratio than the equilibrium b phase.Lynch et al.found by X-ray microanalysis evidence for a ratio of Mg/Si in the b 'rods in an overaged material to be about 1.73[11],while Matsuma et al.[12]later determined the ratio to be about 1.68.For materials with excess silicon relative to Al±Mg 2Si there may be very small precipitates also of the b 'and a so-called B 'phase that is richer in silicon,or even Si particles [4].Because of this such particles with sizes comparable to b 0[7,4]may be mistaken for the b 0phase.The b 'and the B 'phase are reported as having the hexa-gonal unit cells a =0.705nm,c =0.405nm and a =0.104nm,c =0.405nm,respectively.In Refs [7,4]the relative number of b 0as compared with the smallest b '(and B ')particles was not deter-mined.It was recently suggested that b 'is a h.c.p.structure with a =0.405nm,c =0.67nm [12,13].1.2.4.The b phase.The b phase is the equilibrium phase in this system.It is the only phase up to now with a known structure.It is a CaF 2type f.c.c.structure with a =0.639nm having formula Mg 2Si.The structure may be described as strings of three atoms,Mg±Si±Mg,on the corners and faces of a cube,directed along the diagonals.Table 1.The evolution of Mg±Si phases near the quasi-binary section Al±Mg 2Si (top to bottom)Transformation/precipitation sequence Crystal type Size (nm)Composition Clusters of Si and fewer of Mg unknown unknown Si (Mg)Clusters containing Si and Mg unknown unknown Mg/Si <1Coherent spherical GP-I zonesunknown H 1±3Mg/Si H 1Semi-coherent GP-II zones (b 0needles)monoclinic H 4Â4Â50Mg/Si r 1b 'rods (and B 'rods)hexagonal H 20Â20Â500Mg/Si H 1.7b -Mg 2Si platescubicmicronsMg/Si =2The B 'phase is observed with alloys having excess Si relative to Al±Mg 2Si.It contains more Si than b '[4].ANDERSEN et al.:Al±Mg±Si ALLOY32841.3.SummationSumming up the information above,it appears that the phases that evolve from the very®ne Si-clusters into coarser particles take up progressively more magnesium during the coarsening and trans-formation processes,until an equilibrium compo-sition Mg2Si for the b phase®nally is reached.In this paper we report the structure determi-nation of the b0phase,which must be one of the important hardening phases in the commercial6xxx alloys.The technique used in the structure determi-nation is the through focus exit wave reconstruction technique in high resolution electron microscopy,in combination with quantitative electron di raction.2.EXPERIMENTAL2.1.Material and sample preparationThe as-received material was in the shape of extruded sections.It was supplied by HYDRO Aluminium AS(Sunndalsùra).The composition of the material was Al±0.2Fe±0.5Mg±0.53Si±0.01Mn (wt%).The material is from the same batch and extruded sections as investigated in Refs[10,14], there labelled as A and C,respectively.Specimen preparation and location in the extruded section of the samples for TEM are described in Refs[10,14]. Prior to the arti®cial ageing(5h at1858)the ma-terial had undergone a rather standard processing for an extrusion product.After the jet-polishing, specimens were stored in methanol.Most of the TEM experiments were performed within a day after specimen preparation.2.2.TEM equipment and experimental dataAll TEM work was performed using a PHILIPS CM30-ST/FEG electron microscope operated at 300kV.The microscope is equipped with a Photometrix1024Â1024slow scan CCD camera (12bits dynamical range),enabling a linear record-ing of HREM and ED puter control of the CCD camera and the microscope is handled with a Tietz software package.In this way series of 15±20HREM images with focus increments of typi-cally 5.2nm were recorded for each exit wave reconstruction.For the high resolution work suitable aluminium grains were selected and tilted into a h100i zone axis.HREM images were recorded at room tem-perature on as thin areas as possible,typically4±10nm.Needles were selected that could be viewed along their[010]zone axis.In this situation,the needles usually extend through the whole thickness of the specimen,such that no image blurring occurs due to overlap with the matrix.For a single image, the exposure time was usually about1s.For the di raction experiments a small spot-size (5±10nm)was used with exposure times of1±5s. Two zone-axes of the needles were chosen;[010]and[001].For the latter,the aluminium grain was tilted to a h310i zone axis,where statistically one out of six needles is in the correct orientation. Many of the needles contain stacking-faults or sec-ond phases.For a reliable structure determination it is important that the area where a di raction pat-tern is taken is free of defects.Given the resolution of the microscope it should be relatively easy to select single crystalline b0particles.However,to prevent the rapid contamination of the illuminated area that is typical for this kind of specimen at room temperature,the specimen was cooled to about100K.The sample cooling holder has a much poorer mechanical stability resulting in such a loss of resolution that selection of single crystal b0particles was di cult.Because of this ED pat-terns were taken from each particle encountered. Therefore quite many di raction patterns had to be discarded because of streaking and twinning prob-ably caused by the stacking-faults or sometimes extra spots caused by a intergrown phase that was determined to be b'.Five[010]di raction patterns were selected.For the[001]zone axis there is a greater chance of``cross-talk''due to more overlap of the matrix with the crystal,and suitable di rac-tion patterns for the re®nement were more di cult to®nd.Here®ve of the16recorded patterns were from the correct projection or particle.Only two of these patterns could later be re®ned.In addition to the problem with overlap spots from the b'phase, the reason was also the strong interference with the aluminium matrix in this projection that made sub-traction of the background di cult.The thickness of the investigated areas were somewhat larger for the di raction experiments than for the HREM ex-periments.The subsequent re®nements showed that the thickness usually exceeded10nm.In Fig.6, parts of two of the digitally recorded di raction images are shown.This®gure also shows some streaking caused by oversaturation of the CCD camera,which was not equipped with over¯ow pro-tection.The streaks and the aluminium di raction re¯ections were excluded from the images prior to data reduction.The exit wave reconstruction of the HREM focus series were done with a software package based on algorithms developed by Van Dyck and Coene[15±17].Given the coherency of the presently available ®eld emission guns the structural information in ordinary HREM images goes well beyond the point-to-point resolution in the electron microscope. The reconstruction method takes advantage of the knowledge about the transfer function,e.g.how the microscope optics distorts the electron wave after leaving the crystal(the exit wave)on its way to the image plane.This distortion is also a function of defocus.A series of HREM images are recorded at intervals of known defocus.The amplitude and phase information that is mixed up in the HREM images is retrieved through digital processing,andANDERSEN et al.:Al±Mg±Si ALLOY3285corrections for focus and spherical aberration are done.Furthermore,since typically15±20images are used in the reconstruction a considerable reduction in noise is attained.The exit wave is thus independent of various aberrations of the electron microscope, but it is still dependent on the specimen thickness. Only for very small specimen thicknesses is the exit wave very similar to the projected potential,viz.the projected atomic structure.For thicker sections,e.g. more than about10nm for the presently presented exit wave image,the local contrast in the exit wave can be quite di erent from the local scattering poten-tial.Thus,for such thicknesses a higher brightness at a certain point in the phase image of the exit wave as compared to other points,does not have to imply the presence of a locally more strongly scattering atom at this point.The good news is that the positions of the bright dots should correlate well with the location of the atoms.In the presently used electron microscope the res-olution is enhanced from0.20nm to about0.14nm. The HREM images presented in this work are recombined exit wave phase images.See Coene et al.[17],Zandbergen et al.[18]and Op de Beeck et al.[19]for examples and discussion of the method. The re®nement of the structure was done using the computer programme package MSLS[20].The CCD images with the di raction patterns were cor-rected for the¯at®eld(variation in the pixel sensi-tivity)and over¯ow during read-out of the CCD camera.Spurious X-ray signals and the Al di rac-tion spots were omitted.Automatic indexing and data reduction on the patterns were done.The obtained two-dimensional indices of the images were next transformed into the correct hkl indices so that the di raction data sets could be combined. MSLS was used for re®nement of the trial structure coordinates as obtained from the reconstructed exit wave.This program re®nes coordinates based on the least-squares procedure using the multi-slice al-gorithm to account for the dynamic di raction.The parameters re®ned were the thickness,the scaling factor,the centre of the Laue circle for each of the data sets,and the atomic coordinates and tempera-ture factors.The R-value used as measure of the correctness of the structure is de®ned as R=a(I calcÀI obs)2/a(I obs)2.Only the signi®cant re¯ections(I obs>2s(I obs))were used.R-values between2and6%are being quoted for the most reliably determined structures.3.RESULTS/DISCUSSION3.1.Conventional HREM/TEMConventional TEM shows the interior of the Al grains to mainly contain particles having a®ne nee-dle shape.The needles lay along h100i Al directions. Figure1gives an example.It is a bright®eld image in an Al h100i zone axis where the needles clearly point in two normal directions.The dark spots are needles pointing in the viewing direction.The exper-imental di raction patterns as well as HREM images show that the needle shaped particles mostly are of one kind,the monoclinic phase that is usually referred to as the b0phase.Figure2shows a HREM image with one such needle.Such images show the precipitates to be coherent along the nee-dle direction(their b-axis)with a h100i Al direction. This con®rms that their cell parameter is the same as aluminium,b=0.405nm.Many of the b0precipitates were found to con-tain stacking faults.In some precipitates an inter-growth of b0with another phase was observed.It is most probably the b'phase which has the hexago-nal axis along the needle direction.Sometimes this phase was found to exist alone.The cell parameter a=0.705nm has been con®rmed from exit wave simulated images.These images will be published later.In the same material coarser rods of the b' phase have earlier been investigated;It was reported that they nucleate on®ne Al±Fe±Si particles[14].It may be expected that much of the b'particles nucle-ate on b0since with longer arti®cial ageing times the micro-structure will contain an increasing amount of rods of b'.By selected area electron dif-fraction the coarse b'phase in this material was determined to have a hexagonal structure with a H0.71nm,c H0.41nm.The a-axis therefore®ts well with the phase intergrown with b0.The struc-ture of the small and large b'is therefore probably the same.We did not observe any B'phase in the material.3.2.Elemental analysis of the b0phaseWe performed several X-ray analyses of the small precipitates with the spot along the needle axis. Due to the very thin specimen areas(10±40nm)the spectra obtained should in principle not be signi®-cantly in¯uenced by absorption in the specimen, which is the most important reason for deviations from the actual concentration.In spite of the small size of the spot(1±2nm),there was always an Al peak present in the spectrum,of varying height. This is partly caused by stray electrons travelling down the column of the electron microscope which are not focused with the rest of the electrons in the beam probe and therefore many hit aluminium. Secondly,because during analysis the beam is par-allel to the needle axis,i.e.to the[010]zone axis of b0,this implies an e ective beam broadening by the elastic scattering of some electrons into aluminium. For some of the recordings there is also an e ect of specimen drift during recording.Another e ect is the contamination layer and the(aluminium)oxide layer on the surface of the particle which primarily contains Al.The EDS experiments could therefore not rule out that some Al is contained in the precipitate.As a standard for determining the K-ratios a mineral forsterite was used whose mainANDERSEN et al.:Al±Mg±Si ALLOY 3286components are MgO and SiO 2with a composition so that the Mg/Si atomic ratio is 2.Not taking into account the possible systematic deviations,the EDS experiments indicated that the atomic ratio for Mg/Si was close to or even below 1.The accuracy of these measurements were on the order of 10%.However,they ruled out the earlier accepted ratio of 2for the b 0phase.EDS measurements were also performed on larger particles of the b 'and b -Mg 2Si phases which had been extracted from the alu-minium matrix.These phases gave compositions near the expected,as listed in Table 1.The accuracy here was much better for thin sections since the alu-minium matrix could be avoided entirely.3.3.Exit wave reconstruction3.3.1.The unit cell.Coherency of the b 0phase with the matrix .In Fig.3a reconstructed exit wave (phase)of a b 0particle in the [010]orientation embedded in aluminium is shown.The b 0[010]direction is parallel to a h 100i type aluminium zone axis and is along the needle.Atomic columns in the viewing direction in the image appear as bright dots.The columns in the Al matrix are clearly resolved;in this projection the separation between nearest neighbor columns are 0.2025nm,or half the Al unit cell length.Due to the face centering of alu-minium the nearest neighbor atom columns are also shifted 0.2025nm in the viewing direction relative to each other.In the ®gure circles are drawn that indicate the two di erent height positions of the atoms in the viewing direction.The lattice image of the Al matrix changes over the image due to local variations in tilt.The b 0unit cell is outlined in the particle.Due to the C-centering,the a -axis is twice the apparent periodicity.By calibrating the magni®cation of the image using the aluminium lattice,the unit cell was established to be a =1.51620.002nm,c =0.67420.002nm and b H 105±1068.HREM of other nee-dles lying in the normal direction (Fig.2)have shown that there is a full coherence between the crystal along the b -axis with the same periodicity as the aluminium matrix;therefore b =0.405nm.In the re®nement of di raction images for this zone axis,the monoclinic angle is calculated.It was found to have a mean value b =105.320.58when averaged over 7di raction patterns.The b 0unit cell is closely related to the alu-minium lattice.From di raction patterns (Fig.5)asFig.1.A typical low magni®cation micrograph of b 0needles in a h 001i Al zone axis.Needles are directed along the three h 100i Al directions and appear therefore point-like (dark spots)in the viewing direction.The needles have a mean diameter of about 4nm,and an average length about 50nm.Alarger b 'rod (white appearance)is directed in the viewing direction in the centre of the image.ANDERSEN et al.:Al±Mg±Si ALLOY 3287well as from the exit wave (Fig.3)the following relationship between the phases can be found; 001 Al k 010 b 0,"310 Al k 001 b 0,230 Al k 100 b 0This relationship is the same as found earlier byEdwards et al.[7].A corresponding super cell in aluminium can be de®ned by real vectors ~ab 0 2~a Al 3~b Al ,~b b 0~c Al ,~c b 0 À32~a Al 12~b Alwith respective lengths 1.46,0.405and 0.64nm witha monoclinic angle of 105.38.Half of this super cellis outlined in Fig.3on the left side of the b 0par-ticle.The super cell is also C-centred monoclinicsince two neighbor corners of the half cell along ~ab 0fall on Al atoms in di erent layers.The unit cell for b 0is slightly larger than this Al super cell;3.8%along ~ab 0and 5.3%along ~c b 0.The half super cell (asymmetric unit)contains 11Al atoms.The coherency between b 0and aluminium aids in quantifying the shift of the stacking fault (sf)in the particle that is indicated in Fig.3;By using the Al matrix as reference it can be veri®ed that Al atoms at the left interface,at the upper part (e.g.near the white corners of the unit cell of b 0)are at a di er-ent height relative to similar atoms of b 0on the lower part (here with a black ®ll){.This is illus-trated by the two outlined (half)super cells in the Al matrix that are related to the unit cell of b 0in the upper and lower part of the particle.These super cells are shifted a vector a Al [101]/2relative to each other,which indicates that the shift across the stacking fault in the particle is nearly the same.This shift vector is a Burgers vector of the most common dislocation in aluminium.A model of the fault is given in Section5.Fig.2.Ordinary HREM image of b 0-needle in an h 001i zone axis in Al.The c -axis of the needle is in the plane,and the coherency with h 100i Al in the needle direction is evident.As expected,there is no exact zone axis of b 0along the viewing direction h 001i Al zone axis.The left part of the picture was fourier ®ltered;A high pass ®lter was applied to the upper part and a low pass ®lter to the lower partto extract the periodic information from Al (upper)and the b 0-phase (lower)only.{Alternatively,assume the corners of the outlined unit cells of b 0on each side of the stacking fault to be at thesame heights along ~cb 0.The atoms to the left of Ðand in the matrix outside Ðthese corners must then necessarily have similar heights,since the atomic con®guration and distances to the left of these corners are similar,whether above or below the stacking fault.This assumption must be wrong;When keeping track of the atomic columns in the matrix it leads to the conclusion of an Al atom being at two heights at the same time.Therefore,the corners ofthe unit cells along ~cb 0have di erent heights across the stacking fault.ANDERSEN et al.:Al±Mg±Si ALLOY3288In Fig.4the coherency between the two phases can be studied in more detail.This image is a Fast Fourier Transformation (FFT)of part of Fig.3.Only the lower part of the b 0precipitate is included to reduce streaking caused by the stacking fault.After applying a Fourier ®lter (selecting the con-tents inside the circles superposed on the FFT of Fig.4)the Al re¯ections plus the 610,610,403and 403re¯ections of b 0contribute to the image in Fig.5.The white arrows indicate interface dislo-cations between the particle and matrix.For example,the b 0(601)lattice planes with a spacing d 601=0.211nm are parallel with the Al (200)planes with a spacing of 0.203nm.Therefore,one interface dislocation is expected for each 25Al d 200spacings (normal to the [100]axis in the ®gure).Similarly,for the 403planes,for each 20Al d 020spacing one expects an interface dislocation.The spacings between dislocations observed in Fig.5are di erent from the theoretical ones.The reason for this devi-ation is probably variation in local strain in the particle caused by the stacking fault.Although the exact dislocation is not clear in the image,a matrix dislocation found (marked ``d '')also complicates the situation concerning the mis®t dislocations.This dislocation is found to have a Burgers vector b =0.5a Al [101],as was found when a Burgers vec-tor loop was performed around the particle.This is indicated by the open arrow (d).In Fig.6,two ex-perimental di raction images from the [010]and [001]zone axes are shown.The b 0610and 403re¯ections that coincide with the 200and 020Al matrix re¯ections can also be seen in Fig.6(a).In Fig.6(b)the perfect coherency relation of the (010)lattice planes of the b 0phases with (200)lattice planes can be seen from the overlap of the respect-ive di raction spots.3.3.2.Extraction of the atomic coordinates for b 0from the exit wave images .Figure 7(a)is an increased magni®cation of part of Fig.3.Here the atomic columns are represented as white dots.From this image the atomic positions were esti-mated using the following assumptions:(1)The number of atoms in the unit cell is 22,just as the number of atoms in the similar super cell in aluminium.The number ®ts the apparentnumberFig.3.Phase of an reconstructed exit wave of a typical b 0needle in Al is shown.The needle is viewed head-on along its [010]axis,and along an Al h 001i zone axis.Atomic columns appear white.The b 0unit cell and half the corresponding super cell in Al are outlined.Similarly ®lled circles in the matrix or in the precipitate are atoms (Al or Mg)at the same height.A stacking fault (sf)is indicated.The shiftacross the stacking fault can be determined to be a Al [101]/2.ANDERSEN et al.:Al±Mg±Si ALLOY 3289。
GWV系列并网逆变器用户手册说明书
Dongguan Sheng Yang Industrial Co., Ltd.SY-GWV300/500W Grid Tie InverterUser ManualThis data is a copyright of DongguanShengYang Industrial Co.Ltd.Without the written permission of the copyright holder, any unit or individual shall not be duplicate, disclosed to others orused,or we will be held liable in liability. This guide and the latest information maybe have someerror, but we will improve on time. If no prior notice changes, but incorporated into the new usermanual, Dongguan Sheng Yang Industrial Co., Ltd. has the final say.Tel:+86-0769-********/85372132/85372133Fax:+86-0769-********/85099281Website:Address:NO.1Shang Xin Road, Xin Rong Cun, Xin’an Community,Chang’an Town,Dong Guan City,Guang Dong ProvinceProduct picturesSystem Function●Power line carrier-current communication(Follow-up perfect)By using electric power as a carrier of AC alternating current, can modulate high-frequency software-processa ble (60KHz) in AC wire transmission and can achieve the communication/ newsletter between inverters or between inverter and computer. And it can transfer the power data and the brightness date of the sunshine in the real-time. Also monitor all functions of inverter.1、Carrier frequency:60KHZ(Frequency customizable)2、Interface way:TTL level serial interface3、Carrier rate:300BPS4、Serial rate:9600BPS(Can customize according to customer's request)5、Modulation mode:FSK+DSSS6、Newsletter distance:2Km●Display function1、AC voltage display2、Outage display3、Power shows4、AC frequency display5、DC over-voltage display6、DC under- voltage display7、Power adjust display●12-grade power searchIn overcast weather,the solar battery’s output current is extremely tiny, then inverter will automatic open 12-grade power search function.1、The program can automatically open power adjustment for 12 times.2、The current direction can adjust from the maximum to the minimum.3、In automatic adjustment process, we will see the LOW light flashing.And the power will keep as a starting point,from 0 to the maximum output power, and it will restart at most for 12 times, then locked in the maximum power, the ST lamp long bright.4、It need 10 minutes for 12-grade power search.●Wide voltage input(15-60VDC)Achieve wide voltage input.1、DC voltage input:15-60VDC2、Second level power variable voltage conversion●High-frequency two-way and one-way grid function1、High frequency direct modulation, AC half wave synthesis2、Two-way grid means: Load consume directly. And can reverse AC current transmission.3、One-way grid means: Load consume directly. And banned reverse AC current transmission.●Kinds of frequency output function.It can apply to 50Hz and 60Hz frequency of AC.Frequency range: 45Hz ~ 63Hz●directly connected to the solar panels (do not need to connect the battery)Using precise Dynamic differential pressure type MPPT function, APL functions, the inverter automatically adjust the solar panels of maximum output power,simply connect the solar panel to the grid inverters. Do not need to connect the battery.1、Differential pressure type MPPT: 0.1 V accuracy2、Power lock: 10W (AC output)●AC 0 angle with high precision auto-detectionAC phase angle of 0 through isolation amplifier then input to the MCU for high-precision detection and analysis.The phase shift rate is less than 1%, thus achieve high-precision with phase modulation AC output together.1、AC phase shift: < 1%2、Over-zero protection: 0.2 V AC3、AC switching: 50Hz / 60HzSynchronous High-frequency ModulationIn the process of the grid, usually adapt the same phase angle in parallel. (ie, When the two-phase alternating current total is equal to e switch to combination the two AC fusion) and the product is rectified AC half-frequency AC to 100Hz first, then the machine use the high frequency current in the circuit and semi-100Hz frequency alternating current generated combination, to achieve high-frequency modulation.1、Modulation synthesis: half wave and full-bridge modulation synthesis (100Hz / 120Hz)2、Synthetic way: MOSFET full-bridge3、High frequency: 50KHzPure Sine Wave OutputUse SPWM directly to make pure sine wave output.1、Output waveform: Adopt complementary PWM to push-pull pure sine wave.2、Generate means: enhancement-mode SPWM●Automatic Sensing Function Solar LuminosityUse the latest luminosity perception operation technology. The different illuminate angle and intensity of the solar panel will produce different current output. Use advanced CPU to operate the different illuminance and the data can be directly displayed on the LCD. Then you can visually see the sense of the strength of the sun unit.Used more convenient.1、Luminosity sampling point :power sampling point2、High precision AD sampling: integral AD sampling methodPower Automatically Locked (APL)In different current fluctuations, we should use the MPPT function. When the MPPT function adjusted to the maximum power point, the product automatically powers locked in maximum power point, then made the output power more stable.1、Power lock: The biggest sampling point of MPPT.Automatically Adapt To Different Load Power FactorAdapt to any of the power load.●Constant Current, Constant PowerThis product is constant current, constant output power, without any overload, over-current phenomenon.●Automatically Shut Down When The Power Output Of a FaultWhen the city power system is in failure, the inverter will automatically turn off the output.Current Limit ProtectionCurrent limit●Stack Multiple Machines●Multiple small power inverters in parallel can achieve large output power.●High-Frequency High Conversion RateAdapt high frequency converter, the output more efficient.Maximum Power Point Tracking (MPPT)Because the current intensity and the voltage changes at any time, if there is no power point tracking, there will be a lot of problems. In the past time, usually adopt a solar controller, but this product uses high-precision MPPT operation power, automatic and immediate adjust the solar panels output power at the maximum output point, then achieve a stable output purposes.MPPT is for short of " Maximum Power Point Tracking". It means the controller can sense the voltage of the solar panels on time, and can track the highest voltage and current (VI).Then made the inverter discharge to power grid with the highest efficiency.The peak voltage (Vpp) of the solar panels is about 19.5V when it in factory. And the environment temperature is 25 ° C. The reason of setting this temperature(interestingly, different from the subjective imagination, we ordinary people the conclusion may let us surprised) is that when the weather is very hot, solar panels’ peak voltage will fall to about 17.5 V while in cold weather, the peak voltage can achieve 20.8 V.Now we back to contrast the difference of MPPT solar energy grid inverter and traditional inverter. The traditional solar inverter is a bit like the manual gearbox. When the engine speed increase, while the gearbox gear don't increase at the same time, it will definitely affect the speed of the car. For traditional inverter speaking, the parameter output power is been set in factory. It likes a car have been fixed set on fixed 1 gears, no matter how powerfully you trample accelerator, the speed of a car is limited. While have the MPPT function it will be different, it is automatically. It will automatically adjust the gears according to the engine’ speed, so it can make cars in the most gears in a reasonable efficiency standard operation. It means the MPPT controller can track the maximum power point of solar panels in real-time then express the biggest efficiency of solar panels. The higher the voltage, the more power can be output through the MPPT. Thus improve the charging efficiency.Theoretically speaking, using MPPT, the efficiency can be increased by 50% compared with the traditional inverter. But due to environmental impact and various around energy loss, the ultimate efficiency can improve20%-30% according to our actual testing.Parameter TableKD-WVC Grid-series models300Watt 500Watt Recommend use solar panels400Wp 600WpDC MAX input current 20A 40AAC MAX output power 300Watt 500WattDC MAX Open-circuit input-voltage 100VDCDC input voltage range 15~60VDCMAX output power factor 0.99DC input Reverse voltage protection FUSEAC output voltage range (120V versions:90~160VAC)(230V versions:190~260VAC)AC frequency range 45~63HzOutput current total harmonic distortion THDIAC <5%AC Phase <0.5%Islanding protection V AC;f ACOutput short circuit protection Current-limitingShow LED mode:power instruction;voltage instruction;AC frequency instruction;over-voltage instructionCommunication way 60KHz modulation,power line carrier-current communication Standby Power <1WNight Power <1WAmbient temperature range -25 ℃~60℃Humidity 0~99%(Indoor Type Design) Waterproof Indoor Type Design Electromagnetic Compatibility EN50081.part1 EN50082.part1 Power System Disturbance EN61000-3-2 EN62109 Network test DIN VDE 1026 Certificate CEPacking and weightNet weight 1.3kg(200—600W) 2.0kg(800—1000W) G weight 2.0kg(200—600W) 2.7kg(800—1000W) Size (L x W x H) 21 x 16.5 x5.3cm 31 x 16.5 x5.5cmPackage (L x W x H) Inner box:34x25x15.5CMBig box:51x37x33CMInner box :43x25x15.5CBig box:52x45x33CMInstallation Wall hanging AC power cord length 1.8m Cooling FanUser Guide1、Installation Connection1、Red terminal: Connect DC positive, black terminal: Connect DC negative. Show in Figure 1.Figure 12、AC socket: Connect to the mains. Put the side of the AC cord which has holes into the inverter with 3 footoutlet and the other side of the AC cord to home 3PIN AC outlet. Show in Figure 2.Figure 2 Figure 33、Switch: Connect the connections in right way, then turn on the switch. The inverter starts to work.2、Grid tied inverter used in the wind and solar street lights.Use this product, do not need to add solar panel controller, battery.Connection Method 1 (Figure 4 below): Connection method 2 (Figure 5 below): Figure 4 Figure 5Connection Method 1: Wind energy, solar energy can supply to the grid at the same time, then achieve the highest efficiency. First consider this connection method. Figure 5Connection method 2: Use a large power generation capacity first. The other capacity is in added. Wind and solar capacity complement each other with moderate efficiency.3、Stack usingIn order to achieve higher power use requirements, this product can be stacked, such as: 4 grid inverter1000W stacking can achieve 4000W.And the number of the stacking is unlimited. Used as shown in Figure 6:Figure 64、Input and output1、DC input limit✧Input voltage range: 14V to 60VSolar Panel: Recommend using the power more than 30W and the standard voltage of 36V PV panels.Recommend using multiple solar panels. Solar panel in series will result in high-input voltage which will exceed the working voltage range of the inverter.Wind turbine system: Rated voltage 24VDC, maximum voltage 48VDC.2、AC output:✧V oltage range of the inverter whose output is 220V AC.: 170V - 260V,50HZ✧V oltage range of the inverter whose output is 110V AC.: 90V - 160V,60HZ5、LED Indicator:1、Red LED:1、Low-voltage protection (input DC voltage is less than 14VDC).2、Over-voltage protection (Input DC voltage is greater than 60VDC).3、Over-temperature protection (when the chassis temperature is above 75℃,the temperature dropped about 2-10 minutes to restart automatically after cooling).4、Fault Protection (when 110V AC or 220V AC power outage or shutdown).5、Islanding protection: When the electric supply stop, the inverter automatically shut down output.2、Green LED:1、Green LED flashing: The inverter is adjusting power output. MPPT is in working condition.2、Green LED long in time: The inverter is in working condition with the maximum output power. Notes---Non-professionals do not disassemble. Only qualified personnel may repair this product.---Please install inverter in the low humidity and well-ventilated place to avoid the inverter over-heating, and clear around the inflammable and explosive materials.---When using this product, avoid children touching, playing, to avoid electric shock.---Recommended Maximum DC input 4AWG cable capable of handling more than 50A of the cable size.---Optimal length of the DC input line 8M or less, long cable will allow solar panels to the inverterDC voltage drop caused by wear and tear.---Connected to a power outlet to provide AC.---Connected solar panels, battery or wind generators DC input DC power supply cable. ---Proposed wind power plant with its own charge controller and load dump. Accessories for productOne standard AC wireOne warranty cardOne user manualOne certificate of quality。
高强度板带钢材质优化结构性能说明书
HIGH STRENGTH SHEET AND PLATE STEELS FOR OPTIMUM STRUCTURAL PERFORMANCEJan-Olof SperleSSAB Tunnplåt AB, Borlänge, SwedenSUMMARYModern quench and tempering as well as continuous annealing make it possible to produce high strength steel with up to 1200 MPa yield strength. This high yield strength gives potential for considerable improvements in performance and reduction in weight, which are of increasing importance in the transport sector and in vehicles used in the construction industry.This paper describes briefly the static properties, forming, joining and structural strength characteristics as well as crash resistance and energy absorption of high strength steels. Examples of applications are given. Special attention is paid to extra high strength and ultra high strength steels. Conventional forming and joining methods can be used. By taking into account the qualities and characteristics of high strength steel at the design stage and in production technique the full potential of the material can be utilized.INTRODUCTIONIndustry, particularly in the transport sector, is constantly aiming to reduce weight, increase performance and safety and rationalize production methods. The use of high strength steels with good formability and weldability is increasingly seen as one important way in which these aims can be met. Quenched and tempered steels with yield strength levels up to 1100 MPa and hot rolled cold forming steels with yield strength levels up to 740 MPa are successfully used in cranes, trucks, dumpers, temporary bridges and similar products. For automotive applications rephosphorized, micro-alloyed and dual-phase cold rolled grades with tensile strengths of up to 1400 MPa and metallized grades with tensile strengths of up to 600 MPa have been introduced.On the basis of yield strength new types of high strength steels give a great potential for weight reduction and cost effective designs. To exploit the fullpotential of high strength steels the design philosophy and production techniques must take into accont factors such as formability, weldability, stiffness, buckling, crush resistance and fatigue.In this paper the high strength steels will be presented with focus on the higher strength levels. The above factors are exemplified and discussed on the basis of optimum structural performance in using high strength steels. Most of the test results presented in this paper refer to cold rolled high strength sheet steel, however, many aspects of the use of these steels are generally applicable. Applications are presented where different high strength steels are successfully used.THE MOTIVES FOR USING HIGH STRENGTH STEELSThe driving forces behind the increasing use of high strength steels are often connected to the wish to achieve the best structural performance at the lowest possible weight and cost. In general, overall economy of the final product is usually the deciding factor. This is based on material cost, production economy and, increasingly, Life Cycle Costs - an analysis of all the costs and benefits during the entire life of the product.In such an analysis one should for example consider that by using high strength steel it is possible to reduce material thickness and dead weight of a structure which in turn give higher pay-loads. Lower production weights lead to lower handling costs and less filler material in welding operations. Additionally, modern high strength steels combine several favourable properties such as high strength, weldability, excellent forming and punching characteristics and minor variations in physical properties. All these factors are of primary importance in keeping production costs down. The environmental advantages of low weight and increased pay-load are also extremely important today when fuel consumption, exhaust emissions and the use of finite global resources must be kept to a minimum.The use of high strength steel usually leads to lower material costs since the weight reduction more than compensates for the higher price of high strength steel. This means that there is a strong motivation to use high strength steels outside the transport sector and in structures that are regarded as ”simple” such as shelf systems and hinges.STEEL GRADESAll high strength steel grades produced at SSAB are made by basic oxygen furnace steelmaking followed by continuous casting. Inclusion control is used to increase formability. Steel gradesand mechanical properties are shown in Table I. This paper primarily refers to Extra High Strength, EHS (450 ≤ R e≤ 800 MPa) and Ultra High Strength, UHS (R e > 800 MPa) steels. When placing steels in these groups the yield strength for DP steels is the one after 2 % work-hardening and bake-hardening.Table I: Mechanical properties for high strength steel gradesGrade Steel1typeYieldstrength(MPa)Tensilestrength(MPa)Elongation(%)E c2 minminA5 min A80minWeldox 500 HR-MA 500 570 16 - .39 Weldox 700 HR-MA 700 780 14 - .38 Weldox 900 HR-MA 900 940 12 - .56 Weldox1100 HR-MA 1100 1200 10 - .68 Domex 350 YP HR-MA 350 430 26 - .17 Domex 490 XP HR-MA 490 550 18 - .33 Domex 590 XP HR-MA 590 650 15 - .32 Domex 690 XP HR-MA 690 750 15 - .32 Domex 740 XP HR-MA 740 790 13 - .37 Docol 350 YP CR-MA 350 410 - 22Docol 500 YP CR-MA 500 570 - 12Docol 600 DP CR-DP 350 600 - 16Docol 800 DP CR-DP 500 800 - 8Docol 1000 DP CR-DP 700 1000 - 5Docol 1200 DP CR-DP 1000 1200 4Docol 1400 DP CR-DP 1200 1400 3Dogal 350 YP HDG-MA350 420 - 22Dogal 500 YP HDG-MA500 600 - 101) HR = hot rolled MA = microalloyedCR = cold rolled DP = dual-phaseHDG = hot-dip galvanized2) Ec = C + Mn6+ Cr Mo V++5+ Ni Cu+15(Carbon equivalent, typical values)The Weldox grades are produced in thicknesses 5 - 80 mm. Domex grades are produced in thicknesses 2 - 10 mm and Docol and Dogal in 0.5 to 2 mm.The Weldox grades are either thermomecanically processed (Weldox 500) or quenched and tempered (Weldox 700 - 1100) hot rolled microalloyed steel plates.Domex grades are all hot rolled thermomecanically processed microalloyed strip steels. Docol grades are either cold rolled microalloyed steels (Docol 350 - 500 YP) or cold rolled dual-phase steels (Docol 600 - 1400 DP). Dogal grades, finally, are hot-dip galvanized microalloyed steels.FORMABILITYAll grades mentioned above are intended for cold forming without any extra heating. A low level of non-metallic inclusions and sulphide-shape control are very important for bend formability and edge ductility in hole expansion.A Domex 690 XP hot-rolled grade can be bent without cracks to a bending radius of 1.6xt (t = sheet thickness). The corresponding value for Weldox 700 is 2xt.The dual-phase grades can be work-hardened after forming and bake-hardened after paint baking to increase the yield strength by up to a maximum of 300 MPa. Press-forming can be used even on the tensile strength level 1400 MPa but rollforming is the most suitable method for forming Docol 1200 DP and Docol 1400 DP. The press formability of Docol 600 - 1400 DP in comparison with mild steel is illustrated in Figure 1 [1].Fig 1 Examples from tests in deep drawing and stretch forming of steels DC O4 (mild steel), Docol 600 DP, Docol 800 DP, Docol 1000 DP,Docol 1200 DP and Docol 1400 DPPress hardening using the Plannja process, where boron steel sheets are hot formed in cooled tools, is a very interesting alternative to cold forming for complicated parts of very high strength (R e = 1200 MPa).WELDABILITYAll grades described in this paper can be welded with conventional welding methods. The reason for the good weldability is the lean chemistry of the steels.The most common welding methods for hot rolled steel grades are manual metal arc (MMA) and gas shielded arc welding (MAG). For cold rolled and metallized grades spot welding and MAG-welding are most frequently used. When discussing weldability of high strength steels the matter of most concern is normally cold cracking in the heat affected zone (HAZ). Brittle microstructures such as martensite of high carbon content and high levels of hydrogen together with high restraint forces increase the risk of cold cracking. The carbon equivalent CE, being a measure of the richness in chemical composition, is often used as a value to estimate the susceptibility to cold cracking. If the CE-values given in table I are compared to the CE-value of 0.4 for an ordinary standard high strength steel St 52-3 (R e = 350 MPa) it is obvious that Weldox and Domex extra high strength steels normally show little risk of cold cracking. For plate thicknesses greater than 10 mm preheating is recommended when working with Weldox 900 and 1100. The weldability of Weldox and Domex steels is discussed in more detail in [2] and [3].All Docol cold rolled and Dogal metallized products can be MAG-welded or spot welded, but, it is important to adjust the welding parameters according to the alloy content of each grade. For Docol 1200 DP and 1400 DP only spot welding to mild steel is recommended.MMA- and MAG-welded EHS and UHS steels often show a narrow soft zone in HAZ. In the case of Weldox QT grades and Docol DP grades this is mainly due to tempering and in Domex, Docol and Dogal microalloyed grades due to loss of precipitation hardening in the microstructure. If the soft zone is small in comparison to the thickness of the plate or sheet the strength of the welded joint is not effected due to the high degree of constraint.The width of the soft zone depends mainly on heat input and the thickness. Low heat input is therefore recommended when welding EHS and UHS steels which have a structural load perpendicular to the weld. In such cases it is also advisable to choose a welding wire which matches the strength of the material to be welded.Tensile test results on butt welded joints in Domex cold forming steel and Docol cold rolled steels are shown in Figure 2. It can be seen that the tensile strength of the MAG-welds in Docol DP steels is somewhat lower than the base metal strength when the tensile strength exceeds 800 MPa. The lowertensile strength.STIFFNESSThe use of high strength steel often leads to weight and thickness reductions. Since the Young’s modulus is the same for high strength steel and mild steel the stiffness decreases when the material thickness is reduced. If this reduction is not acceptable the stiffness loss can be compensated by changing the shape of the section.Fig 3 Reduced weight and cost with unchanged stiffnessFigure 3 illustrates that a small increase in section height of a beam can compensate for the stiffness loss associated with a thickness reduction, the stiffness being proportional to the square of the section height. This is a very clear example of the advantage of thinking in terms of the properties of high strength steel at the design stage.BUCKLINGDecreased thickness can result in buckling. The governing parameter for buckling is the width to thickness ratio (w/t) rather than the absolute thickness. This means that the risk of buckling is the same for a 1 mm thick sheet in an automotive structure as in a 20 mm thick bridge structure if the value of w/t is the same. The critical value of the width to thickness ratio, over which buckling will take place before the yield load is reached, is related to the yield strength by(w/t)cr = C √1 Rewhere (w/t)cr = critical width to thickness ratioC = constant depending on overall geometry R e = yield strength (MPa)Cross sections which buckle before the nominal stress in the flanges reaches the yield strength are categorised in cross section class 3 [4]. Cross sections that can be bent plastically without buckling are categorised in section class1 and cross sections in between those limits in section class 2. The value ofC for the limit between section class 2 and 3 is C = 200 for flanges in I, T, CIn order to take full advantage of the properties of high strength steel, cross sections should be in section class 1 or 2. For sections in section class 3 there is, however, still the positive effect of increased yield strength on the load-bearing capacity although it will be somewhat reduced by buckling.FATIGUEWhen introducing high strength steels into fatigue loaded structures it is important to note that the fatigue strength of welded joints does not normally increase with the increasing base metal strength. The reason for this is that the crack-like defects that are present at the weld toes mean that crack propagation will feature in the major part of the fatigue life. Since the crack growth resistance does not differ between mild steel and high strength steel, neither does the fatigue strength of the welded joints. This is illustrated in Figure 5 where we also see that if the stress concentration is low or moderate as in holes, radii and recesses, a decreased thickness and a higher working stress can be balanced by the higher fatigue strength of the high strength steel.The fatigue strength for unnotched base metal is strongly related to the surface roughness. Domex grades normally have a surface roughness R a ≈ 2 and Weldox grades R a = 4 - 8 [5].1002003004005006001002003004005006007008009001000Yield strength (MPa)F a t i g u e s t r e n g t h (M P a )Fig 5 Fatigue strength as a function of yield strengthIn order to achieve optimum performance of high strength steels in fatigue loaded welded structures, welds should be sited in areas of low stress. For spot welds the electrode diameter can be increased and the spot pitch reduced. For butt and fillet welds the toe of the weld can be ground or TIG-dressed in order that the fatigue strength of the weld may be adapted to the high strength steel. [4, 6].CRASH RESISTANCE - ENERGY ABSORPTIONTougher safety standards, for example regarding crash resistance of cars, have highlighted the interest in extra high strength and ultra high strength cold rolled, metallized and thinner hot rolled sheet steels. These steels are effective both for absorbing large amounts of energy, as in the front and rear of a car, and for withstanding high peak loads, as in the structure constituting the passenger compartment.In order to increase knowledge of how yield strength, thickness and overall geometry influence the energy absorption, static and dynamic tests in axial compression and bending have been performed on different sections.These tests, summarized below, are described in more detail in [7, 8, 9]. Axial crush testsStatic and dynamic axial tests have been performed on DP steels. The test specimens were 300 mm long rectangular hollow sections, 60x60x1.2 mm, developing an accordion-like deformation pattern when loaded in axial compression. The specimens were manufactured by joining two formed U-sections together by gas metal arc welding. Impact loads were achieved by accelerating steel pistons in a horizontal tube to the predetermined speed, 50 km/h.As expected, the absorbed energy increases with the increasing tensile strength of the steel grade, Figure 6.A comparison of results for static and dynamic tests confirm that there is a positive effect of crush speed for all steels including UHS-steels. This means that all these steels have a positive strain rate sensitivity.in DP steelsBending testsBending tests related to the application of high strength steels, for example in door intrusion beams, have been performed on rectangular sections 50x30xt mm. The thickness t varied from 1 to 2 mm. Cold rolled dual-phase and microalloyed steels as well as hot rolled microalloyed steels have beentested. The bending tests were carried out using three-point bending. The distance between the supports was 800 mm. During the test the load displacement plot was recorded. The maximum deformation was 150 mm.The maximum ultimate load, P max, as well as the absorbed energy wereFig 7 Maximum load P max vs. yield strength for bending testsBased on results from the axial crash tests and the bending tests we can draw some conclusions as to the gain in energy absorption at unchanged thicknessand reduced weight when using high strength steels instead of mild steels, table II [9].Table II: Gain in energy absorption and weight reduction when using high strength Docol DP steels instead of mild steelsDocol DP grade 600 800 1000 1200 1400Gain in energy absorption % 35 55 75 90 105Weight reduction % 25 30 35 40 45APPLICATIONSBased on the knowledge of how yield strength, plate thickness and overall geometry influence the structural properties and manufacturing properties of different constructions, high strength steels have already been successfully used in many applications.Hot rolled extra high strength steels are used for example in cranes, trucks and earth moving equipment. Figure 8 shows an application where Weldox 700 and Weldox 900 have been used for a mobile crane boom. Note that there are no welds on the flanges. The longitudinal weld situated in the neutral layer gives optimum structural performance in terms of fatigue.The use of Domex 690 XP grade is exemplified with a truck frame, figure 9. Note that rivets are used instead of welds in order to achieve the best fatigue performance.Another application for Domex 690 XP is a side reinforcing bar, which is a part of the Volvo side impact protection system, figure 10.Fig 8 Crane boom in Weldox 700 Fig 9 Truck frame inand Weldox 900 Domex 690 XPFig 10 Door intrusion beam in Fig 11 Back seat of the Volvo Domex 690 XP 850 Docol 600 DPFig 12 Bumper reinforcement Fig 13 Back seat top beam in in Docol 600 DL Dogal 500 YPFigure 10 shows a door beam where the use of Domex 690 XP combines high energy absorption with good cold formability and low weight.Figure 11 shows the back seat of the Volvo 850, where press-formed parts and tubes produced from Docol 600 DP are included to save weight.Figure 12 s hows a bumper reinforcement made of dual-phase grade Docol 600 DL where the low yield ratio gives the good formability to make the part.When corrosion protection is of great importance hot-dip galvanized microalloyed steel grades can be used. Figure 13 shows a transversal safety beam made of Dogal 500 YP which is used in the top of the back seat construction by the SAAB.REFERENCES[1]”Forming Handbook”SSAB Tunnplåt, 1997T[2] NILSSONWelding of DOMEX extra high strength cold forming steelSvetsen, special issue June 1995[3]LARSSON T BHandbook on welding of Oxelösund’s steelsSSAB Oxelösund, 1992[4] ”Sheet Steel Handbook”SSAB Tunnplåt, 1992[5] SPERLE J O AND NILSSON TThe Application of High Strength Steel for Fatigue LoadedStructuresProc. HSLA Steels Conf. on Processing, Properties andApplications, Beijing, 1992[6] SPERLE J OHigh Strength Steel for Light Weight Structures - Strength and PerformanceFatigueRoyal Institute of Technology, 1984[7] SPERLE J O AND LUNDH HStrength and Crush Resistance of Structural Members in High Strength Dual-Phase Steel SheetSc Journal of Metallurgy, 13(1984)6:343-351[8] SPERLE J O AND LUNDH HImproved Energy Absorption with High Strength Dual-PhaseSheetSteelProc. 12th Biennial Congress IDDRG, S Margherita, Italy,24 - 28 May, 1982[9] SPERLE J O AND OLSSON KHigh strength and Ultra High Strength Steels for WeightReduction in Structural and Safety Related ApplicationProc. ISATA Conf., Florence, 1996。
Analysis_of_multistage_amplifier-frequency_compensation

Analysis of Multistage Amplifier–FrequencyCompensationKa Nang Leung and Philip K.T.Mok,Member,IEEEAbstract—Frequency-compensation techniques of single-,two-and three-stage amplifiers based on Miller pole splitting and pole–zero cancellation are reanalyzed.The assumptions made, transfer functions,stability criteria,bandwidths,and important design issues of most of the reported topologies are included. Several proposed methods to improve the published topologies are given.In addition,simulations and experimental results are provided to verify the analysis and to prove the effectiveness of the proposed methods.Index Terms—Damping-factor-control frequency compen-sation,multipath nested Miller compensation,multipath zero cancellation,multistage amplifier,nested Gm-C compensation, nested Miller compensation,simple Miller compensation.I.I NTRODUCTIONM ULTISTAGE amplifiers are urgently needed with the advance in technologies,due to the fact that single-stage cascode amplifier is no longer suitable in low-voltage designs. Moreover,short-channel effect of the sub-micron CMOS transistor causes output-impedance degradation and hence gain of an amplifier is reduced dramatically.Therefore,many frequency-compensation topologies have been reported to stabilize the multistage amplifiers[1]–[26].Most of these topologies are based on pole splitting and pole–zero can-cellation using capacitor and resistor.Both analytical and experimental works have been given to prove the effectiveness of these topologies,especially on two-stage Miller compen-sated amplifiers.However,the discussions in some topologies are focused only on the stability criteria,but detailed design information such as some important assumptions are missing. As a result,if the provided stability criteria cannot stabilize the amplifier successfully,circuit designers usually choose the parameters of the compensation network by trial and error and thus optimum compensation cannot be achieved.In fact,there are not many discussions on the comparison of the existing compensation topologies.Therefore,the differences as well as the pros and cons of the topologies should be inves-tigated in detail.This greatly helps the designers in choosing a suitable compensation technique for a particular design condi-tion such as low-power design,variable output capacitance or variable output current.Manuscript received March9,2000;revised February6,2001.This work was supported by the Research Grant Council of Hong Kong,China under grant HKUST6007/97E.This paper was recommended by Associate Editor N.M.K. Rao.The authors are with the Department of Electrical and Electronic Engineering, The Hong Kong University of Science and Technology,Clear Water Bay,Hong Kong(e-mail:eemok@t.hk).Publisher Item Identifier S1057-7122(01)07716-9.Moreover,practical considerations on the compensation tech-niquesof(a)(b)(c)(d)(e)(f)(g)(h)(i)(j)Fig.1.Studied and proposed frequency-compensation topologies.(a)SMC.(b)SMCNR.(c)MZC.(d)NMC.(e)NMCNR.(f)MNMC.(g)NGCC.(h)NMCF.(i)DFCFC1.(j)DFCFC2.accuracy.In this paper,there are three common assumptionsmade for all studied and proposed topologies.1)The gains of all stages are much greater than one(i.e.,LEUNG et al.:ANALYSIS OF MULTISTAGE AMPLIFIER–FREQUENCY COMPENSATION1043 Assumption1holds true in amplifier designs for most ampli-fiers except those driving small load resistance.If this assump-tion cannot be satisfied,numerical analysis using computers isrequired.Moreover,the parasitic capacitances of the tiny-geom-etry transistors in advanced technologies are small and this val-idates assumptions2)and3).III.R EVIEW ON S INGLE-S TAGE A MPLIFIERThe single-stage amplifier is said to have excellent frequencyresponse and is widely used in many commercial products.Infact,the advantages can be illustrated by its transferfunctiondue to the single pole,assuming thatGBW(i.e.,andminimum.Therefore,a higher bias current and smaller size for all transis-tors in the signal path are required tolocateand the RHP zeroislocates beforepp pp ppz ppp p1044IEEE TRANSACTIONS ON CIRCUITS AND SYSTEMS—I:FUNDAMENTAL THEORY AND APPLICATIONS,VOL.48,NO.9,SEPTEMBER2001Fig.3.PM versus g=gof a SMC amplifier.From (6)and Fig.3,the PM of a SMC amplifier strongly de-pends ontheto ratio and this,in fact,shows the RHP zero effect on the PM.Physically,the presence of the RHP zero is due to the feedforward small-signal current flowing throughthe compensation capacitor to the output [1]–[11].Ifis large,the small-signal output current is larger than the feed-forward current and the effect of the RHP zero appears only at very high frequencies.Thus,asmallis preferable.However,is limited bythe bias current and size of the input differential pair.To have a good slew rate,the bias current cannot be small.In addition,to have a small offset voltage,the size of input differential pair cannot be too small.Emitter/source degeneration technique isalso not feasible toreducesince it reduces the limited input common-mode range in low-voltage design.Therefore,asmallcannot be obtained easily.From the previous analysis,it is known that the RHP zero degrades the stability significantly.There are many methods to eliminate the RHP zero and improve the bandwidth.The methods involve using voltage buffer [4]–[6]and current buffer [7],[8],a nulling resistor [2],[3],[9]–[11],and MZC technique [12].In this paper,the techniques to be discussed are:1)SMC using nulling resistor (SMCNR)and 2)SMC using MZC.A.SMCNRThe presence of the RHP zero is due to the feedforward small-signal current.One method for reducing the feedforward current and thus eliminating the RHP zero is to increase the impedance of the capacitive path.This can be done by inserting a resistor,called nulling resistor,in series with the compensation capacitor,as shown in Fig.1(b).Most published analyses only focus on the effect of the nulling resistor to the position of the zero but not to the positions of the poles.In fact,when the nulling resistor isincreased to infinity,the compensation network is open-circuit and no pole splitting takes place.Thus,the target of this section is to investigate the limit of the nulling resistor.The transfer function of the SMNCR(,,respectively.It is well-known thatwhenis generally much smallerthananddue to theabsence of the RHP zero.However,many designers prefer to use a nulling resistor withvalue largerthansince an accurate valueofandis not a con-stant and a precise cancellation of the RHP zero by afixed)to cancel the feedforward small-signal current(,,which is independentof.(7)LEUNG et al.:ANALYSIS OF MULTISTAGE AMPLIFIER–FREQUENCY COMPENSATION1045 Moreover,since MZC does not change the positions of thepoles,the same dimension condition ofwhich is obtained by neglecting the RHP zerophase shifting term in(6).Besides,when the output current isincreased,is increased accordingly.The nondominant pole()will move to a higher frequency and a largerPM is obtained.Thus,this compensation topology can stabilizethe amplifier within the quiescent to maximum loading currentrange.In some applications,whereand the PM is about90andand.Apparently,the GBW can be increased to infinity bydecreasingto validate the assumptions on deriving(8),so the fol-lowing condition is required as a compromise:,the transfer function is rewritten as(11),shownat the bottom of the page.The dominant pole is1046IEEE TRANSACTIONS ON CIRCUITS AND SYSTEMS—I:FUNDAMENTAL THEORY AND APPLICATIONS,VOL.48,NO.9,SEPTEMBER2001Fig.5.Equivalent small-signal model of three-stage NMC.From the above equation,GBW.Assuming,and are fixed for a given power consumption,largeand are required.This increases the PM but itreduces the GBW and also increases the capacitor values andthe required chip area simultaneously.For the complex-pole approach,the NMC amplifier in unity-feedback configuration should have the third-order Butterworthfrequency response.Let be the closed-loop transferfunctionandshould be in the followingformat:and areobtained:(or)and the damping factor of the complexpoleis(17)which is one-fourth the bandwidth of a single-stage amplifier.This shows the bandwidth reduction effect of nesting compen-sation.Similar to SMC,the GBW can be improved by alargerand asmaller and asmaller.The PM under the effect of a complex pole[28]is givenbyPM(18)Comparing the required compensation capacitors,the GBWand PM under the same power consumption(i.e.,same,and)of the two approaches,it is concluded that thecomplex-pole approach is better.Moreover,from(15)and(16),smallerand are neededwhen.This validates the previous assumption on neglecting the zerossince the coefficients of the function of zero in(10)are smalland the zeros locate at high frequencies.From another pointof view,therequiredand are small,so the feedfor-ward small-signal current can pass to the output only at veryhigh frequencies.In addition,the output small-signal current ismuch larger than the feedforward currentas.Thus,the zeros give negligible effect to the stability.If theseparate-pole approach is applied,the stability is doubtful sincelarger compensation capacitors are required and this generateszeros close to the unity-gain frequency of the amplifier.To further provethat is necessary inNMC,a HSPICE simulation using the equivalent small-signalmodel of NMC,which is shown in Fig.5,is performed.The cir-cuit parametersare A/V,A/V,is satisfied)and10pF.and,which is set according to(15)and(16),are4pFand1pF,respectively.The simulation result is shown in Fig.6by the solid line.A GBW of4.2MHz and a PM of58from100is notmuch largerthan),therequired is changed from4pFto40pF,according to(15).The frequency response is shownby the dotted line in Fig.6.A RHP zero appears before theunity-gain frequency and causes the magnitude plot to curveupwards.The PM is degraded to30ischanged from50is not much largerthan)and is changed from1pF to20pF accordingto(16).As shown by the dashed line in Fig.6,a frequencypeak,due to small damping factor of the complex pole,appearsand makes the amplifier unstable.The phenomenon can be ex-plained from(10).When is not much largerthan,theterm()of the second-order function in the denomi-nator is small and this causes the complex poles to have a smallLEUNG et al.:ANALYSIS OF MULTISTAGE AMPLIFIER–FREQUENCY COMPENSATION1047Fig.6.HSPICE simulation of NMC (solid:g g and g ;dotted:g is not much larger than g ;dash:g is not much larger than g ).damping factor.Ifis very important and critical to the stability of an NMCamplifier.However,this condition is very difficult to achieve,especially in low-power design.Ifdoes not hold true,the analysis should be re-started from (10).Fromthis equation,sincetheterm is negative,there are one RHP zero and one LHP zero.The RHP zero locates at a lower fre-quency astheand only a LHPzeroand any value closedto is able to locate the RHP zero to a high frequency.Bydefining,the transfer function is rewritten as (20)shownat the bottom of the page.It is notedthatand are obtained as in NMC usingcomplex-pole approach and are givenby(i.e.,1048IEEE TRANSACTIONS ON CIRCUITS AND SYSTEMS—I:FUNDAMENTAL THEORY AND APPLICATIONS,VOL.48,NO.9,SEPTEMBER2001Fig.7.Circuit diagram of the amplifiers(a)NMCNR.(b)NMCF.(c)DFCFC1.(d)DFCFC2.).The GBW is given byGBWdue to the LHP zero.A larger GBW can be obtained byslightly reducing but this reduces the PM.To prove the proposed structure,NMC and NMCNR am-plifiers were implemented in AMS10.8.The circuit diagram of the NMCNR amplifiersare shown in Fig.7(a)and the NMC counterpart has the samecircuitry without the nulling resistor.The chip micrograph isshown in Fig.8.Both amplifiers drive a100pF//25knulling resistor,which is made of poly,is used in the NMCNRamplifier.In NMC,the required is99pF,but inNMCNR is63pF.As presented before,the PM of NMCNRamplifier is larger,so a smaller is used in the implemen-tation to obtain a similar PM as in NMC and a larger GBW.Moreover,this greatly reduces the chip area from0.23mm.The measured results and improvement comparison are tabu-lated in Tables I and II,respectively.Both amplifiers haveW power consumption and)are improvedby+39%,+3is improvedLEUNG et al.:ANALYSIS OF MULTISTAGE AMPLIFIER–FREQUENCY COMPENSATION 1049TABLE IM EASURED R ESULTS OF THE AMPLIFIERSTABLE III MPROVEMENT OF THE P ROPOSED AND P UBLISHED T OPOLOGIES W ITH NMC (,and the chip area.VI.MNMCBesides increasing the power,the multipath technique can be used to increase the bandwidth of an amplifier.In MNMC[12],[16],[19],and [26],a feedforward transconductance stage (FTS)is added to the NMC structure to create a low-fre-quency LHP zero.This zero,called multipath zero,cancels the second nondominant pole to extend the bandwidth.The structure of MNMC is shown in Fig.1(f)and it is limited to three-stage amplifiers but it has potential to extend to more stages.However,power consumption and circuit complexity are increased accordingly since a feedforward input differ-ential stage,as same as MZC,is needed,so this will not be discussed here.The input of the FTS,withtransconductanceand the output is connected to the input of theoutput stage.Again,with the conditionthat,the transfer function is given by (23)at the bottom of the next page.The nondominant poles are givenby1050IEEE TRANSACTIONS ON CIRCUITS AND SYSTEMS—I:FUNDAMENTAL THEORY AND APPLICATIONS,VOL.48,NO.9,SEPTEMBER2001Fig.9.Simulation results of an MNMC amplifier using equivalent small-signal circuit under the change of g andC =20pF;dash:g =10mA/V andC =1pF)..The explicit dimensionconditionofis,therefore,givenbyin MNMC is much larger thanthat in NMC.This increases the required chip area and reduces the SR dramatically.Therefore,emitter degeneration technique was used in the design of [16].This can reduce theeffective so thatthe is,as a result,smaller.With (24),the positionsofis thefollowing:.The above analysis gives the required valuesof,and,,and.In fact,if this assumption does nothold true,the positions of the poles and the LHP zero are not those previously stated.Moreover,a RHP zero exists and the stability is greatly affected.The analysis and dimension conditions are obtained in static state.Since there is a pole–zero doublet before the unity-gain frequency,the dynamic-state stability should also be consid-ered.Since,in practice,the loading current andcapacitancemay change in some general-purpose amplifiers with Class-AB output stage,it is necessary to consider the stability of theMNMC amplifierwhenis increasedand ,where the ratio isobtained from (24)and (26).Besides,the multipath zero is notchangedwhenand with the condition in (27).It is obviousthat,so MNMC is not affected by changing the loading current and capacitance.To prove the above arguments,a simulation using HSPICE is performed with the equivalent small-signal circuit of an MNMCamplifier.The circuit parametersareA/V,,1M25k 20p F.T h u s,111.25i s c h a n g e d f r o m 1m A /V t o 10m A /V ;a n d 2)a nd i s i n c re a s e d or a r e r e q u i r e d .T h i s c o n d i t i o n n o t o n l y i m -p r o v e s t h e s t a b i l i t y b u t i t a l s o s i m p l i f i e s t h e t r a n s f e r f u n c t i o n .I n f a c t ,a s m e n t i o n e d b e f o r e ,t h i s c o n d i t i o n i s d i f f i c u l t t o a c h i e v e i n l o w -p o w e r d e s i g n ,s o Y o u e t a l .i n t r o d u c e d N G C C [20].N G C C i s a n-s t a g e N G C Ca m p l i f i e r.W i t h t h e c o n d i t i o n t h at w e re ,t h e g e n e r a lf o r m o f a n-s t a g e a m p l i f i e r t h a n N M C .I n t h e s t a b i l i t y c o n d i t i o n s p r o p o s e d b y Y o u e t a l .,t h e s e p a r a t e d -p o l e a p p r o a c h i s u s e d a n d t h e n o n d o m a r e s e t t o s o m e f r e q u e n c i e s s u c h t h a t t h e G B W ,T s a nd p o we r c o n s u m p t i o n a r e a l l o p t i m i z e d .U n d o u b t e d l y ,t h c a t e d t o d o o p t i m i z a t i o n a n a l y t i c a l l y ,s o n u m e u s i n g M A T L A B i s r e q u i r e d .H o w e v e r ,q u e s t i o n s o n p r a c t i c a l c o n s i d e r a t i o n s ,s i n c e i t i s p r ef e r a m i n i m u m s t ag e s a s p o s s i b l e .A s s t a t e d b e f o r e ,t a n o p t i m u m n u m b e r o n d c g a i n ,b a n d w i d th ,a n d s u m p ti o n .T h e r e f o r e ,t h e a n a l y s i s i n t h i s s e c t i o n t h e t h r e e -s t a g e N G C C a m p l i f i e r.T h e s t r u c t u r e oN G C C a m p l i f i e r i s s h o w n i n F i g .1(g )a n d t h e t r a ni s g i v e n b y (29)s h o w n a t t h e b o t t o m o f t h e p a g eb e f o r e a n d a l s o f r o m t h e n u m e r a t o r o f (29),t h e b e e l i m i n a t e d b y s e t t i n g a nd .T h et r a n s f e r f u n c t i o n i s t h e n s i m p l i f i e d t o (30)s h o wo f t h e p a g e .T h e a r r a n g e m e n t o f t h e p o l e s c a n u ss e p a r a t e -p o l e o r c o m p l e x -p o l e a p p r o a c h b u t t h ep r e f e r r e d .I t i s o b v i o u s t h a t t h e d e n o m i n a t o r o s a m e a s (11)b u t t h e d i f f e r e n c e i s t h a t i s n o t r e q u i r e d i n N G C C .T h u s,.A l t h o u g h N G C C i s g o o d i n l o w -p o w e r d e s i g n s ,s t a g e F T S (i .e .,some of them are LHP zeros which,in fact,help to increase the PM.With regard to the above considerations,a new structure, called NMC with feedforward Gm stage(NMCF),is proposed and shown in Fig.1(h).There are only two differences betweenNMCF and NGCC:1)the input-stage FTS is removed and2).Bydefiningand are obtained using thecomplex-pole approach and they are givenby,are smaller than those in NMC,MNMC and NGCCsinceterm is positive andthe term is negative,the LHPzerolocates before the RHPzerofor stability purpose,so the following condition isrequired:(34)The condition states the minimum valueof to obtain anoptimum control of LHP zero.From(31)to(33),the GBW and PM are given byGBW(35)andPM(36)It is shown in(35)that the bandwidth is improved by the pres-enceofmCMOS process was done to prove the proposed structure.TheNMCF amplifier is shown in Fig.7(b)and it is basically thesame as the NMC amplifier.It is noted that the gate of M32,which is the FTS,is connected to the output of the first stage.The output stage is of push-pull typeand,from(35),to double the GBW.The measured results and improvement comparison areshown in Tables I and II,respectively.It is obvious that theimprovement of NMCF over NMC on GBW(),PM()and occupied chip area()are much larger than those in MNMC and NGCCin other designs,which are shown in Table II.The powerconsumption is only increased by6and inverselyproportionaltois removed and the bandwidth of the ampli-fier can be extended substantially.However,the damping factorof the nondominant complex poles,which is originally con-trolledby,cannot be controlled and a frequency peak,which causes the closed-loop amplifier to be unstable,appearsin the magnitude Bode plot[23].To control the damping factorand make the amplifier stable,a damping-factor-control(DFC)block is added.The DFC block is basically a gain stage withdc gain greater than one(i.e.,.The DFC block functions as a frequency-de-pendent capacitor and the amount of the small-signal currentinjected into the DFC block depends on the valueofand(transconductance of the gain stage inside the DFC block).Hence,the damping factor of the nondominant complex polescan be controlled byoptimumand and this makesthe amplifier stable.There are two possible positions to add theDFC block and they are shown in Fig.1(i)for DFCFC1andFig.1(j)for DFCFC2.In addition,both structures have a feed-forward transconductance stage to form a push-pull output stagefor improving large-signal slewing performance.For DFCFC1,the transfer function is given by(37)shown atthe bottom of the next page.It can be seen from(37)that thedamping factor of the nondominant poles can be controlledby.Moreover,the effectofandtransfer functionbut is limitedto tovalidate (37).Sinceis small,the amplifier is not slowed downby.From (37),there are three poles,so the com-plex-pole approach is used.Moreover,since it is preferable to have the same output current capability for boththe -transistor of the output stage,the sizes ofthe -tran-sistor are used in ratio of 3to 1to compensate for the differ-ence in the mobilities of the carriers.Thus,it is reasonable toset,so the dimension conditions are givenby (39)whereis much smaller thanthat in the previous nesting topologies,so the SR is also greatly improved,assuming that the SR is not limited by the outputstage.Moreover,is a decreasing functionof (41)and the PM is about 60times.Ifa little,butthis reduces the PM as a tradeoff.For DFCFC2,bysettingwith the same reason stated previously,the transfer function is given by (42)shown at the bottom of the page.Similar to DFCFC1,the complex-poleapproach is used to achieve the stability.Therefore,the dimen-sion conditions are givenby(43)is a fixed value and is four timesof.Thus,the power consumption of DFCFC2amplifier with certain valueof.Although it is difficult to comparethe GBW of DFCFC2with other topologies since the format is different,it is in general better than others.It is due to the fact that the GBW is inversely proportion to the geometric meanof,which gives a smaller valuethan mdouble-metal double-poly CMOS process.The circuit diagrams are shown in Fig.7(c)for DFCFC1and Fig.7(d)for DFCFC2.The micrograph is,again,shown in Fig.8.In both amplifiers,M41andform the DFC block and M32is the FTS.Moreover,from Table II,the GBW,PM,SR,TIX.S UMMARY OF S TUDIED F REQUENCY C OMPENSATIONT OPOLOGIESA summary on the required stability conditions,resultant GBW and PM for all studied and proposed topologies are given in Table parisons on the topologies are tabulated in Table IV.Moreover,some important points derived from the previous analyzes are summarized as follows.1)The stability-dimension conditions of all topologies arebased on the assumptions stated in Section II.If the as-sumptions cannot be met,numerical method should be used to stabilize the amplifiers.2)With the exception of the single-stage amplifier,alargerandlargestandreducingto ratio and asmallerto ratio.6)For high-speed applications,a larger bias current shouldbe applied to the output stage toincrease.Fig.10.Local feedback circuitry to control the dc operating point of the DFCblock.X.R OBUSTNESS OF THE S TUDIED F REQUENCY C OMPENSATION In IC technologies,the circuit parameters such as transcon-ductance,capacitance and resistance vary from run to run,lot to lot and also according to temperature.The robustness of fre-quency compensation is very important to ensure the stabilities of multistage amplifiers.From the summary in Table III,the required values of com-pensation capacitors depend on the ratio of transconductances of gain stages explicitly for SMC,SMCNR,MZC1,MZC2,NMC,NMCNR,MNMC,NGCC,NMCF,and DFCFC1and implicitly for DFCFC2.The ratio maintains constant for any process varia-tion and temperature effect with good bias current matching and transistor size matching (due to design).One important point is that the valueof50%,in general is not significantto the stability.In MNMC,pole–zero cancellation is used.However,the su-perior tracking technique in MNMC is due to the pole–zero can-cellation based on the ratios of transconductances and compen-sation capacitances.Thus,process variations do not affect the compression of the pole–zero doublet.Although the robustness of the studied topologies are good,the exact value of the GBW will be affected by process varia-tions.Referring to Table III,the GBW’s of all topologies,in-cluding commonly used single-stage and Miller-compensated amplifiers,depend on the transconductance of the output stage.Thus,the GBW will change under the effect of process varia-tions and temperature.XI.C ONCLUSIONSeveral frequency-compensation topologies have been investigated analytically.The pros and cons as well as the design requirements are discussed.To improve NMC and NGCC,NMCNR,and NMCF are proposed and the improved performance is verified by experimental results.In addition,DFCFC has been introduced and it has much better frequency and transient performances than the other published topologies for driving large capacitive loads.Finally,robustness of the studied topologies has been discussed.R EFERENCES[1]J.E.Solomon,“The monolithic op amp:A tutorial study,”IEEE J.Solid-State Circuits ,vol.9,pp.314–332,Dec.1974.[2]P.R.Gray and R.G.Meyer,Analysis and Design of Analog IntegratedCircuits ,2ed.New York:Wiley,1984.[3]W.-H.Ki,L.Der,and m,“Re-examination of pole splitting of ageneric single stage amplifier,”IEEE Trans.Circuits Syst.I ,vol.44,pp.70–74,Jan.1997.[4]Y.P.Tsividis and P.R.Gray,“An integrated NMOS operational amplifierwith internal compensation,”IEEE J.Solid-State Circuits,vol.SC-11, pp.748–753,Dec.1976.[5]G.Smarandoiu,D.A.Hodges,P.R.Gray,and ndsburg,“CMOSpulse-code-modulation voice codec,”IEEE J.Solid-State Circuits,vol.SC-13,pp.504–510,Aug.1978.[6]G.Palmisano and G.Palumbo,“An optimized compensation strategyfor two-stage CMOS OP AMPS,”IEEE Trans.Circuits Syst.I,vol.42, pp.178–182,Mar.1995.[7] B.K.Ahuja,“An improved frequency compensation technique forCMOS operational amplifiers,”IEEE J.Solid-State Circuits,vol.SC-18,no.6,pp.629–633,Dec.1983.[8]G.Palmisano and G.Palumbo,“A compensation strategy for two-stageCMOS opamps based on current buffer,”IEEE Trans.Circuits Syst.I, vol.44,pp.257–262,Mar.1997.[9] D.Senderowicz,D.A.Hodges,and P.R.Gray,“High-performanceNMOS operational amplifier,”IEEE J.Solid-State Circuits,vol.SC-13, pp.760–766,Dec.1978.[10]W.C.Black Jr,D.J.Allstot,and R.A.Reed,“A high performance lowpower CMOS channel filter,”IEEE J.Solid-State Circuits,vol.15,pp.929–938,Dec.1980.[11]P.R.Gray and R.G.Meyer,“MOS operational amplifier design—a tu-torial overview,”IEEE J.Solid-State Circuits,vol.SC-17,pp.969–982, Dec.1982.[12]R.G.H.Eschauzier and J.H.Huijsing,Frequency Compensation Tech-niques for Low-Power Operational Amplifiers.Boston,MA:Kluwer, 1995.[13] E.M.Cherry,“A new result in negative feedback theory and its applica-tions to audio power amplifier,”Int.J.Circuit Theory Appl.,vol.6,no.3,pp.265–288,1978.[14],“Feedback systems,”U.S.Patent4243943,Jan.1981.[15] F.N.L.Op’t Eynde,P.F.M.Ampe,L.Verdeyen,and W.M.C.Sansen,“A CMOS large-swing low-distortion three-stage class AB power am-plifier,”IEEE J.Solid-State Circuits,vol.25,pp.265–273,Feb.1990.[16]R.G.H.Eschauzier,L.P.T.Kerklaan,and J.H.Huijsing,“A100MHz100dB operational amplifier with multipath nested miller compensation structure,”IEEE J.Solid-State Circuits,vol.27,pp.1709–1717,Dec.1992.[17] E.M.Cherry,“Comment on a100MHz100dB operational amplifierwith multipath nested miller compensation structure,”IEEE J.Solid-State Circuits,vol.31,pp.753–754,May1996.[18]S.Pernici,G.Nicollini,and R.Castello,“A CMOS low-distortion fullydifferential power amplifier with double nested Miller compensation,”IEEE J.Solid-State Circuits,vol.28,pp.758–763,July1993.[19]K.-J.de Langen,R.G.H.Eschauzier,G.J.A.van Dijk,and J.H.Hui-jsing,“A1GHz bipolar class-AB operational amplifier with multipath nested Miller compensation for76dB gain,”IEEE J.Solid-State Cir-cuits,vol.32,pp.488–498,Apr.1997.[20] F.You,S.H.K.Embabi,and E.Sánchez-Sinencio,“Multistage ampli-fier topologies with nested gm-C compensation,”IEEE J.Solid-State Circuits,vol.32,pp.2000–2011,Dec.1997.[21]H.-T.Ng,R.M.Ziazadeh,and D.J.Allstot,“A mulitstage amplifiertechnique with embedded frequency compensation,”IEEE J.Solid-State Circuits,vol.34,pp.339–341,Mar.1999.[22]K.N.Leung,P.K.T.Mok,W.H.Ki,and J.K.O.Sin,“Damping-factor-control frequency compensation technique for low-voltage low-power large capacitive load applications,”in Dig.Tech.Papers ISSCC’99,1999, pp.158–159.[23],“Three-stage large capacitive load amplifier with damping-factor-control frequency compensation,”IEEE J.Solid-State Circuits,vol.35, pp.221–230,Feb.2000.[24],“Analysis on alternative structure of damping-factor-control fre-quency compensation,”in Proc.IEEE ISCAS’00,vol.II,May2000,pp.545–548.[25]K.N.Leung,P.K.T.Mok,and W.H.Ki,“Right-half-plane zero re-moval technique for low-voltage low-power nested miller compensation CMOS amplifiers,”in Proc.ICECS’99,vol.II,1999,pp.599–602. [26]J.H.Huijsing,R.Hogervorst,and K.-J.de Langen,“Low-power low-voltage VLSI operational amplifier cells,”IEEE Trans.Circuits Syst.I, vol.42,pp.841–852,Nov.1995.[27]G.C.Temes and Patra,Introduction to Circuit Synthesis andDesign,1ed.New York:McGraw-Hill,1977.[28]J.W.Nilsson,Electric Circuits,4ed.New York:Addison Wesley,1993.[29] B.Y.Kamath,R.G.Meyer,and P.R.Gray,“Relationship between fre-quency response and settling time of operational amplifier,”IEEE J.Solid-State Circuits,vol.SC-9,pp.247–352,Dec.1974.[30] C.T.Chuang,“Analysis of the settling behavior of an operational am-plifier,”IEEE J.Solid-State Circuits,vol.SC-17,pp.74–80,Feb.1982. Ka Nang Leung received the B.Eng.and M.Phil.degrees in electronic engi-neering from the Hong Kong University of Science and Technology(HKUST), Clear Water Bay,Hong Kong,in1996and1998,respectively.He is now working toward the Ph.D.degree in the same department.During the B.Eng.studies,he joined Motorola,Hong Kong,to develop a PDA system as his final year project.In addition,he has developed several frequency-compensation topologies for multistage amplifiers and low dropout regulators in his M.Phil studies.He was a Teaching Assistant in courses on analogue integrated circuits and CMOS VLSI design.His research interests are low-voltage low-power analog designs on low-dropout regulators,bandgap voltage references and CMOS voltage references.In addition,he is interested in developing frequency-compensation topologies for multistage amplifiers and for linear regulators.In1996,he received the Best Teaching Assistant Award from the Department of Electrical and Electronic Engineering at theHKUST.Philip K.T.Mok(S’86–M’95)received theB.A.Sc.,M.A.Sc.,and Ph.D.degrees in electricaland computer engineering from the University ofToronto,Toronto,Canada,in1986,1989,and1995,respectively.From1986to1992,he was a Teaching Assistant,at the University of Toronto,in the electrical engi-neering and industrial engineering departments,andtaught courses in circuit theory,IC engineering andengineering economics.He was also a Research As-sistant in the Integrated Circuit Laboratory at the Uni-versity of Toronto,from1992to1994.He joined the Department of Electrical and Electronic Engineering,the Hong Kong University of Science and Tech-nology,Hong Kong,in January1995as an Assistant Professor.His research interests include semiconductor devices,processing technologies and circuit de-signs for power electronics and telecommunications applications,with current emphasis on power-integrated circuits,low-voltage analog integrated circuits and RF integrated circuits design.Dr.Mok received the Henry G.Acres Medal,the W.S.Wilson Medal and Teaching Assistant Award from the University of Toronto and the Teaching Ex-cellence Appreciation Award twice from the Hong Kong University of Science and Technology.。
水射流名词解释
1.Abrasive jet磨料射流:将一定数量的磨料(如碳化硅、石榴子石、金刚砂以及石英砂等砂类),与高压水互相混合而形成的液固两相射流。
A certain amount of abrasive (such as silicon carbide, garnet, emery and quartz sand and sand), with high-pressure water mixed with each other to form a liquid-solid two-phase jet.2 Abrasive suspension jet磨料浆体射流:预先将磨料、各种添加剂与水配成为浆体,利用高压泵增压,通过喷嘴形成磨料浆体射流,这种射流属非牛顿流体。
Pre-abrasive, various additives and water with a paste using high pressure booster pump, through the the nozzle formation of abrasive slurry jet, this jet is a non-Newtonian fluid.3.Cavitation空化:一般把液体内部局部压力降低时,液体内部或液固交界面上蒸气或气体的空穴(空泡)的形成、发展和溃灭过程,称为空化。
Generally reduce the partial pressure of the liquid inside, inside the liquid or liquid-solid surface at the junction of vapors or gases hole (cavity) formation, development and collapse process called cavitation.4.Cavitation erosion空蚀,汽蚀:由于空泡溃灭过程发生于瞬间(微秒级),因而在局部产生极高的瞬时压力,当溃灭发生在固体表面附近时,水流中不断溃灭的空泡所产生的极高压力引起的反复冲击作用,使固体表面产生破坏,这种现象称为空化冲蚀,简称空蚀。
软启动器(softstarter)
软启动器(soft starter)The voltage is gradually raised from zero to the rated voltage, so that the whole process of starting the motor does not have impact torque, but it starts running smoothly. This is soft start.The voltage is gradually raised from zero to the rated voltage, so that the starting current of the motor in the starting process is controlled by the overload and the impact current can not be controlled. And the size of the starting current can be adjusted according to the need. There is no impact torque in the whole starting process of motor, but it starts smoothly. This is soft startSoft starter (soft starter) is a kind of new motor control device, which includes soft starting of motor, soft stop, light load, energy saving and various protection functions. It is called Soft Starter abroad. The utility model is mainly composed of a three-phase anti parallel thyristor connected in series between the power supply and the controlled motor, and an electronic control circuit thereof. Different methods are adopted to control the turn-on angle of the three-phase anti parallel thyristor so that the input of the controlled motor is controlledThe voltage varies according to different requirements, and different functions can be realized. Soft starters and inverters are two entirely different uses. The inverter is used for the need for speed place, its output voltage and frequency change not only change; the soft starter is actually a regulator for motor starting, output voltage and frequency change notonly change. Inverters have all of the soft starter functions, but they cost much more than soft starters and have a much more complex structure. The motor soft starter is used on the soft starter is connected between the power supply and controlled motor, control the turn-on angle of thyristor, the motor input voltage from zero to a preset function increased gradually, until the start end, with full voltage motor, namely soft start, soft start in the process of motor starting torque increased speed is gradually increasingSoft starter (soft starter) is a kind of new motor control device, which includes soft starting of motor, soft stop, light load, energy saving and various protection functions. It is called Soft Starter abroad. The utility model is mainly composed of a three-phase anti parallel thyristor connected in series between the power supply and the controlled motor, and an electronic control circuit thereof. Different methods are adopted to control the turn-on angle of the three-phase anti parallel thyristor so that the input of the controlled motor is controlledThe voltage varies according to different requirements, and different functions can be realized. Soft starters and inverters are two entirely different uses. The inverter is used for the need for speed place, its output voltage and frequency change not only change; the soft starter is actually a regulator for motor starting, output voltage and frequency change not only change. Inverters have all of the soft starter functions, but they cost much more than soft starters and have a much more complex structure. The motor soft starter is used on the soft starter is connected between the power supply and controlledmotor, control the turn-on angle of thyristor, the motor input voltage from zero to a preset function increased gradually, until the start end, with full voltage motor, namely soft start, soft start in the process of motor starting torque increased speed is gradually increasingOperating principle the soft starter adopts a three-phase anti parallel thyristor as a voltage regulator, which is connected between the power supply and the motor stator. This circuit, such as three-phase full controlled bridge rectifier circuit. Start the motor using the soft starter, the thyristor output voltage increases, the motor accelerates gradually until the thyristor wholeconduction motor working in the mechanical properties of rated voltage, to achieve a smooth start, reduce the starting current, avoid starting over-current trip. When the motor reaches the rated speed, the startup process end, soft starter thyristor automatic bypass contactor with substituted completion pipe, provide the rated voltage of the normal operation of the motor, to reduce the heat loss of the thyristor soft starter, prolong the service life, improve the work efficiency, but also to avoid network harmonic pollution. The soft starter also provides soft stop function. The soft parking is opposite to the soft start process. The voltage decreases gradually and the revolution decreases to zero, thus avoiding the torque impact caused by free parking.Unlike traditional methods, there is no shock currentWhen the motor starts the motor, the starting current of the motor is raised linearly from zero to the setting value by gradually increasing the turn-on angle of the thyristor. Noimpact on the motor, improve the reliability of power supply, smooth start, reduce the impact torque of the load machine, and extend the service life of the machine.Soft parking functionThat is, the smooth deceleration, and gradually stop, it can overcome the momentary power outages, downtime, reduce the impact of heavy load machinery, to avoid the water hammer effect of vertical water supply system, reduce equipment damage.Adjustable starting parametersAccording to the load condition and the relay protection characteristic of the grid, it can be adjusted freely to the optimum starting current.Large motor current our country economy has entered a new stage of development, more and more large enterprises and large equipment, large motor (5000kW ~ 60000kW) application more and more, large motor starting method is becoming more and more attention. Social development is staged. In different stages, people's means of production, production tools and daily necessities are very different. The last century from 80 to 90s, China's economic strength is still relatively weak, the small cement and small steel development soon, 1000kW ~ 4000kW motor applications is growing fast, liquid and adapt to the economic base that the starting device, it is economical and practical, solves some problems in motor starting. It played a certain role in the economic development at that time. At the turn of the century period, the economic strength of our country hasdeveloped greatly, the means of production and production tools have made great progress, the motor capacity has been greatly increased, people began to meet the low performance liquid starter, and thyristor series (solid) application of soft start device and then began to increase. And the emergence of switching transformer soft starter and magnetic saturation reactor type (magnetron) starting device, frequency conversion device for motor soft starting is also increasing, the current of the four products is the mainstream product market for large motor starting, the starting device is used in small liquid (5000kW) on the motor more. In addition, two old starting methods (autotransformer and transformer motor group) are often found on motors starting below 20000kW. Large motor driven equipment are generally the core equipment of enterprises, directly affect the enterprise's production conditions, so people should pay special attention to the starting, reasonable selection of the starting device will bring great economic benefits to the enterprise. But after all is not a motor start technology enterprise's core technology, electrical workers of many enterprises have little time to study the difference between the starting method, often caused by inappropriate choice, sometimes even had to make second choices, causing unnecessary losses to the enterprise. Therefore, it is important to faithfully illustrate the performance and differences of various starting methods. Full voltage starting motor direct harm and benefits of the soft start voltage fluctuation caused by impact, operation of AC motor with power grid equipment starting directly at full pressure when starting current will reach 4~7 times the rated current when the motor capacity is relatively large, the starting current will cause a sharp decline in the grid voltage,influence the normal operation of power grid with other equipment. Soft start, the starting current is generally 2~3 times the rated current, grid voltage fluctuation rate is generally less than 10%, the impact on other equipment is very small. The impact on the grid on the electric power grid is mainly manifested in two aspects: the impact of large current of large motor direct starting on the grid three-phase short circuit is almost similar to the impact on the grid, often causing power oscillation, the power loss of stability. The starting current contains a large number of higher harmonics, which will cause high-frequency resonance with the circuit parameters of the network, resulting in maloperation of relay protection and malfunction of automatic control failure. When soft start, the starting current is greatly reduced, and the above influence can be completely eliminated. C. motor insulation damage,Reduce the life of the motor. The Joule heat generated by the large current acts on the external insulation of the conductor repeatedly, so that the insulation accelerates aging and the life is reduced. The mechanical force produced by the large current causes the wires to rub against each other and reduce the insulation life. The switch closing contact jitter will produce over voltage in the stator winding, sometimes up to 5 times more than the applied voltage, the high voltage will cause great damage to the motor insulation. Soft start, maximum current is reduced by about half, instant heat is only straight up about 1/4, will greatly extend the life of insulation; soft when the terminal voltage of the motor can start from zero, it can completely remove the overvoltage damage. The electric power to the motor damage current have a great impact on themotor stator coil and the rotor cage bar, will cause the clamping deformation, coil loosening, broken rotor bar fault. When soft starting, the impact force is greatly reduced due to the maximum current. The damage to machinery and equipment directly to start full pressure when the starting torque is about 2 times of the rated torque, so the torque suddenly in the static mechanical equipment, will accelerate the gear wear even fight tooth and accelerate the abrasion of the belt or even pull off the belt, accelerating blade fatigue or even broken blades etc.. The torque of the soft start will not exceed the rated torque, and the disadvantages can be overcome completely. When the starting, the harm of only a certain degree of decrease; when the soft start, the harm has almost completely disappeared; independent power supply transformer direct starting only eased in the power grid voltage fluctuations, and other aspects of the hazard still exists. Ultra large motors are of high value and play a central role in production. A little trouble will cause great economic loss, so it is necessary to adopt perfect protection. For example, we cannot expect a motor on its insulation everywhere are exactly the same, may at some point there is a weak link, it can pass the test, but in a long time under the impact of the weak link will gradually emerge first, to shorten the life span. If we take a soft start, we can greatly extend the service life of the motor. Which of the two schemes is cost-effective? This is obvious.。
RECSIT1.1中英文对照全文
New response evaluation criteria in solid tumours: Revised RECIST guideline (version 1.1)新版实体瘤疗效评价标准:修订的RECIST指南(1.1版本)Abstract摘要Background背景介绍Assessment of the change in tumour burden is an important feature of the clinical evaluation of cancer therapeutics: both tumour shrinkage (objective response) and disease progression are useful endpoints in clinical trials. Since RECIST was published in 2000, many investigators, cooperative groups, industry and government authorities have adopted these criteria in the assessment of treatment outcomes. However, a number of questions and issues have arisen which have led to the development of a revised RECIST guideline (version 1.1). Evidence for changes, summarised in separate papers in this special issue, has come from assessment of a large data warehouse (>6500 patients), simulation studies and literature reviews.临床上评价肿瘤治疗效果最重要的一点就是对肿瘤负荷变化的评估:瘤体皱缩(目标疗效)和病情恶化在临床试验中都是有意义的判断终点。
美国ACCU-CHARGER 恒流恒压充电器 12-24V 70AH 40A 充电器 说明书

ACCU-CHARGER®Ferroresonant Industrial Battery Chargers ArraySetting the industry standard for maximumperformancej A choice of 3 interchangeable controls foradded flexibliltyj Quality-built for years of trouble-free servicej Fail-safe design protects batteriesj 100% rated to recharge fully discharged batteriesin 8 hours or lessj Ten-year transformer and diode warrantyj CDAC compatible–applied technology to controlmaterial handling costsj UL listed, CSA certifiedj Designed for maximum performanceThe Accu-Charger sets the industry standard for accuracy, efficiency, flexibility andreliability. Designed to recharge any 100%discharged lead-acid battery in its ampere-hour rating within 8 hours, the Accu-Charger is engineered to provide the maximum in charging performance. The charger uses ferroresonant power conversion circuitry,which is virtually maintenance-free, to provide years of dependable service. The power conversion circuitry maximizes battery life by using a constantly tapering charge which is automatically regulated by the “On Charge”battery voltage. The output current of the Accu-Charger is determined by the state of discharge of the battery. The battery is precisely charged, based on its depth of discharge.j Control optionsDepending on your charging requirements,the Accu-Charger can be controlled by any one of the following controls: AC500, AC1000and AC2000.j Battery/charger safeguardsThe Accu-Charger is internally protected against overload, short circuit, incorrect battery connection and voltage transients.Shorting of the DC output will not damage the charger or cause fuses to blow. Plus, in the event of a component failure, the charging rate will automatically go to “minimum,” thus protecting the battery from damage.j RegulationAccu-Chargers will hold the finish rate of the charge within ±1%, even with line voltage variations as high as ±10%. This protects,and properly charges the battery, even when severe input voltage variations exist.j Single and three phase serviceThe Accu-Charger is available in a variety of single and three phase models, providing multiple AC input voltages as standard. Most models are UL listed, CSA certified, and meet BCI requirements.j RatingThe Accu-Charger is rated to recharge a 100% discharged battery in its ampere-hour rating within eight hours.j Easy to change AC input voltageAC input voltage change-overs take just minutes because of conveniently located taps and quick-connect jumpers.j Adjustable DC outputIn rare instances where changes to the DC output might be required, necessary adjustments are made simple withconveniently located quick-connect jumpers.j WarrantyMinimize repair costs with ten-year original purchaser warranty on power transformer and silicon diodes, plus one-year warranty on other components.j Convection cooled, quietThe Accu-Charger uses no fans to draw in dirty air and has low sound levels for quiet operation.Baked powdered polyester finish Quick connect primary voltage change-over 120/208/240 or 208/240/480, 575Modular designed controls forincreased flexibility Quick connect output voltage tap adjustments UL listed,CSA certifiedColor coded charging cablesWide, hinged door for easy accessOperating and troubleshootingmanualProminently displayed labels• Voltage change-over • Fuse sizes • Charging rateadjustmentnd efficient charging every time!j Automatic operationAfter the battery is connected and the control is initiated, the Accu-Charger will automatically start the charging operation. It will continue to charge the battery until the battery is fully charged at which time the Accu-Charger will automatically terminate the operation.j Interchangeable control design The Accu-Charger is designed to allow the quick and easy installation or removal of the controls. Unmatched in the industry, this design allows controls to be interchanged in minutes for greater control, flexibility and automation of any battery charging operation.j Functional cabinet designThe cabinet is constructed with heavy-gauge sheet metal and finished with a durable, long-lasting powdered polyester baked finish. The cabinet is designed to provide direct access to the AC power connection points and conveniently facilitates any required service.j Flexible cabinet mountingAll case styles can be wall, bench or floor mounted and the B and C cases are stackable to save floor space.j Efficient, low cost operationThe copper-wound, ferroresonant transformer design of the Accu-Charger is extremely efficient, converting AC input power to useable DC output power.j Quality-built for years of trouble- free serviceQuality is the driving force behind the Accu-Charger. Its design allows it to meet the many challenges associated with charging batteries. Unmatched in construction, reliability and value, each Accu-Charger is subject to intensive quality control and test procedures to ensure many years of trouble-free service.“A” Case “B” Case “C” Casej Accu-Charger charging characteristicsThe graph shows recharge data for a complete charge cycle. Notice that as the ampere-hours (A-H) returned to the battery increase, the battery voltage increases and the charging current gradually tapers to a safe finish rate. The recharge rate starts at approximately 20 amperes per 100 ampere-hours of battery capacity at 2.13 volts per cell, then tapers to approximately 4.5 amperes per 100 ampere-hours at about 2.55 volts per cell. To assure complete recharge of a fully discharged battery, the total ampere-hours returned to the battery is a minimum of 107%.j001 extra length charging cable:Permits the charger to be installed up to 20 ft. from the battery location. See data sheet 1311.j002 parallel charging cable with SBX connector: For the simultaneous charging of two batteries, identical in cell size but having different depths of discharge, with one charger. j003 series charging cable:For the simultaneous charging of two batteries, identical in cell size, ampere-hour rating, and depth of discharge, with one charger.j010 wall mounting bracket:For B and C case chargers.j101 remote charger control box:Allows the control to be located up to 20 ft. from the charger, i.e., mezzanine or wall mounted. Note: Wiring connecting control and charger not included.j500 flange mounted fusible disconnect switch: Disconnects power to the charger before door can be opened. For B and C case chargers and 480 volt operation only. Mounted beside door.j512 single point wiring, 2 circuitj513 single point wiring, 3 circuit:Chargers are stacked two or three high, wired for single pointAC connection.Accu-Charger accommodates interchangeable control designDISTRIBUTED BY:jstart/stop control utilizing the patented PT/DV/DT charge termination technique, or rate of change of battery voltage with respect to time. This proprietary technique used in conjunction with the tapered curve of the charger ensures that the battery is precisely charged, never over or under charged. The AC1000 stores 9 items of information for the most recent charge cycle that can be reviewed at the touch of a single button. Other features include digital display,battery/charger mismatch protection, dual back-up timers, delayed start, cool down, refresh charge, forming cycles, extended run time, auto equalize, selectable VT termination, push-to-start and fault lockout operation. The AC1000 uses the combination of the digital ammeter and 4 status LED’s to indicate V/C, Amps and charge status of the charge cycle. See data sheet 1322 for more information.features including a sealed-membrane keypad, refresh charge, extended run time, high-current shutdown, battery/charger mismatch discrimination, new battery recognition after AC fail, automatic or manual equalize operation, and cool down. It uses a PT/DV/DT charge termination technique to ensure that the rate of change for both battery voltage and current always provides an efficient and accurate termination of charge. See data sheet 1320 for more information.jstart/stop control that uses thepatented PT/DV/DT chargetermination technique, or rate ofchange of battery voltage with respectto time. This technique provides anefficient charge every time andprotects the battery from being overor under charged. The AC500features include 72 hour refresh,manual and auto equalize, andprovides safety features such asAC fail recovery, battery/chargerdisconnect shutdown and backup timer protection. Availablewith or without analog ammeter. See data sheet 1323 formore information.With the addition of an optional expansion board, the AC2000Because we continually improve our products,specifications are subject to change without notice.©2000, AMETEK, Inc. Prestolite Power, Troy, OhioData Sheet: 1305 11/00 5M Printed in U.S.A.Replaces: 11/99*Not UL or CSA listed and not available in 50 Hz.NOTE 1: Single phase chargers can be connected to one phase of a three-phase power system.NOTE 2: Contact factory for availability on non-standard voltages, non-standard cell sizes, 50 Hertz chargers, or special applications.NOTE 3: All chargers are furnished with standard nonexplosive-proof battery charging connector and 8 ft. (A case) or 10 ft. (B and C case) output cable.NOTE 4: Standard voltages for single and three phase models are 208/240/480. Alternate voltage configuration 240/480/575.NOTE 5: Not all options are available for models listed, contact factory for availability.Accu-Charger modelsApplicationOutputModel NumberAC Input, AmperesWeight, lbs.No.battery cells 666666666912121212121212121212161818181818181818181818181824242424242424242424243636363636363640404040Recommended battery ampere-hour range for8 hour charge0-180181-250251-380381-450451-510511-600601-750751-880881-1050381-4500-250251-380381-450451-510511-600601-750751-880881-10501051-12001201-1400751-8800-250251-380381-450451-510511-600601-750751-880881-965661-1020966-10501051-12001201-14001401-1600181-2500-380181-250381-450451-600601-750751-880881-965881-10501051-12001201-14000-250251-380381-450451-600601-750751-880881-965451-550511-600601-725751-880DC output amperes 2.13 v/cell 365076901021201501762109050769010212015017621024028017650769010212015017619320421024028032050765090120150176193210240280507690120150176193110120750176A case 180A1-6250A1-6380A1-6450A1-6250A1-12380A1-12250A1-18 B case510B1-6600B1-6750B1-6880B1-6450B1-12510B1-12600B1-12750B1-12880B1-12380B1-18450B1-18510B1-18600B1-18*750B1-18250B1-24380B1-24450B1-24C case600C3-6750C3-6880C3-61050C3-6450C3-9450C3-12510C3-12600C3-12750C3-12880C3-121050C3-121200C3-121400C3-12880C3-16380C3-18450C3-18510C3-18600C3-18750C3-18880C3-18965C3-181020C1-181050C3-181200C3-181400C3-181600C3-18250C3-24450C3-24600C3-24750C3-24880C3-24965C3-241050C3-241200C3-241400C3-24250C3-36380C3-36450C3-36600C3-36750C3-36880C3-36965C3-36550C1-40600C3-40725C3-40880C3-401-phase 120/208/240volts 6.0/3.5/3.08.1/4.7/4.113.2/7.6/6.615.0/8.7/7.616.7/9.6/8.41-phase 208/240/480, 575volts (see notes)3.5/3.0/1.5, 1.04.7/4.1/2.0, 1.57.6/6.6/3.3, 2.88.7/7.6/3.8, 3.110.6/9.2/4.6, 3.811.5/10.0/5.0, 4.215.2/13.2/6.6, 5.517.0/15.0/7.5, 6.59.6/8.4/4.2, 3.514.5/12.6/6.3, 5.216.8/14.6/7.3, 6.118.5/16.1/8.1, 6.722.7/19.8/9.9, 8.229.1/25.3/12.7, 10.534.3/29.9/14.9, 12.412.8/11.1/5.6, 4.620.0/17.4/8.7, 7.224.5/21.4/10.7, 8.926.7/23.3/11.6, 9.731.1/27.1/13.5, 11.342.9/37.4/18.7, 15.553.4/46.6/23.3, 19.417.4/15.2/7.6, 6.325.1/21.9/10.9, 9.131.5/27.5/13.7, 11.462.2/54.2/27.1, 22.63-phase 208/240/480, 575volts (see notes)6.1/5.3/2.6, 2.29.0/8.0/4.0, 3.310.5/9.0/4.5, 3.710.7/9.2/4.6, 3.86.7/6/3, 2.58.2/7.1/3.6, 3.09.4/8.2/4.1, 3.411.2/9.7/4.9, 4.114.7/12.9/6.4, 5.317.7/15.5/7.7, 6.421.3/18.6/9.3, 7.723.2/20.1/10.0, 8.528.0/25.0/12.5, 10.523.3/20.3/10.2, 8.511.0/10.0/5.0, 4.013.3/11.6/5.8, 4.815.7/13.7/6.9, 5.717.3/15.1/7.6, 6.322.9/19.9/10.0, 8.324.2/21.1/10.5, 8.825.8/22.5/11.2, 9.329.0/25.2/12.6, 10.533.6/29.3/14.7, 12.237.2/32.4/16.2, 13.548.6/42.4/21.2, 17.68.9/7.7/3.9, 3.217.0/14.8/7.4, 6.222.5/19.6/9.8, 8.228.1/24.5/12.2, 10.235.3/30.8/15.4, 12.836.6/31.9/15.9, 13.241.1/35.8/17.9, 14.943.4/37.8/18.9, 15.755.5/48.4/24.2, 20.112.5/11.0/5.5, 4.520.5/18.0/9.0, 7.527.5/24.0/12.0, 10.032.2/28.1/14.0, 11.743.6/38.0/19.0, 15.8NA/43.0/21.5, 17.9NA/48/24, 2036.6/31.9/16, 13.341.4/36/18, 15NA/47/23.5, 19.6Approx.shipping weight 758595110120185/225190/290205/28529022095105190/280195/283205/285230/295235/310330370410320110190/290205/295215/300225/310290/320370380335385425450550195219285225/2903203803753804504705103103253653904154854903754654905152220 Corporate Drive j Troy, Ohio j 45373-1099 j 800 367 2002。
步进电机的的基本原理中英文翻译

步进电机的的基本原理中英文翻译English translation of the stepping motor basic principle步进电机作为执行元件,是机电一体化的关键产品之一,广泛应用在各种自动化控制系统中。
随着微电子和计算机技术的发展,步进电机的需求量与日俱增,在各个国民经济领域都有应用。
The stepping motor as executing components, electromechanical integration is one of the key products, widely used in a variety of automatic control systems. With the development of microelectronics and computer technology, the stepper motor demand grow with each passing day, has been applied in various fields of the national economy.步进电机是一种将电脉冲转化为角位移的执行机构。
当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),它的旋转是以固定的角度一步一步运行的。
可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。
步进电机可以作为一种控制用的特种电机,利用其没有积累误差(精度为100%)的特点,广泛应用于各种开环控制。
Stepping motor is a kind of electrical pulses into angular displacement of the implementing agencies. When stepping drive receives a pulse signal, it drives stepper motor rotate in the direction set by a fixed angle ( called the " step " ), it is the rotation at a fixed angle step by step operation. The number of pulses to control the amount of angular displacement through the control, so as to achieve the purpose of accurate positioning; also can control the pulse frequency to control motor rotation speed and acceleration, so as to achieve the purpose of speed. Special motor stepper motor control can be used as a, using its no accumulation of error ( accuracy of 100% ) characteristics, widely used in all kinds of open-loop control.现在比较常用的步进电机包括反应式步进电机(VR)、永磁式步进电机(PM)、混合式步进电机(HB)和单相式步进电机等。
喷雾冷却传热特性、传热强化及温度不均匀性研究

中国科学技术大学博士学位论文喷雾冷却传热特性、传热强化及温度不均匀性研究姓名:韩丰云申请学位级别:博士专业:工程热物理指导教师:程文龙;季杰2011-05-01摘要电子器件小型化、微型化和集成化技术发展迅速,功率密度也越来越高,其散热问题已成为制约高功率电子器件发展的一个关键瓶颈问题。
喷雾冷却是一种高热流密度散热方式,由于具有散热能力强、工质需求量小等优点,在电子器件散热方面具有广阔的应用前景。
本文的工作重点在于研究喷雾冷却的传热特性,分析了喷雾冷却加热面温度不均匀性的影响因素和形成机理,探索了强化表面和添加剂对喷雾冷却换热的影响。
首先,利用实验方法研究了喷雾冷却的传热特性和各主要因素对传热特性的影响,并得出了单相区和两相区换热的无量纲关联式。
研究结果表明:喷雾高度、喷雾流量主要通过改变喷雾特性参数来影响换热,其对单相区换热影响最大;系统压力通过改变喷雾工质的饱和温度来影响发热表面的过热度,系统压力越低,喷雾冷却越提前进入两相区,发热面过热度越高,换热也越强;而入口温度对喷雾冷却单相区换热影响相对较小。
通过对实验结果的分析,得出了喷雾冷却在单相区和两相区换热的无量纲关联式:单相区喷雾冷却换热无量纲关联式主要与液滴的韦伯数、雷诺数、普朗特数和代表液膜蒸发速率的无量纲温度有关;两相区喷雾冷却换热的无量纲关联式主要与喷雾液滴的韦伯数、雷诺数、普朗特数和雅克伯数有关,所得关联式和本文及国内外文献的实验结果相比,其误差在8%以内,高于现有的其他关联式。
在对原喷雾冷却理论模型修正的基础上,结合实验方法研究了不同喷雾高度、喷雾流量、热流密度、喷嘴、系统压力以及重力条件下的表面温度不均匀性。
研究结果表明:实验结果和计算结果吻合较好,其误差小于10%;喷雾高度、喷雾流量和喷嘴类型通过改变喷雾特性参数来影响喷雾冷却换热,并进而对表面温度不均匀性产生重要影响;表面温度不均匀性随着热流密度的增大而增大,当喷雾冷却工作在两相区时,这种增长的趋势会得到减缓;低系统压力时的表面温度不均匀性低于常压下的表面温度不均匀性;在单相区,微重力条件下和常重力条件下喷雾冷却的表面温度不均匀性相差很小;在两相区,这种表面温度不均匀性差别增大,微重力条件下喷雾冷却的温度不均匀性远远大于常重力条件下的喷雾冷却。
基于CFD-DEM耦合几形管冲蚀磨损的模拟分析

◀石油管工程▶基于CFD-DEM 耦合几形管冲蚀磨损的模拟分析∗周大鹏㊀马学东㊀陈燕(辽宁科技大学机械工程与自动化学院)周大鹏,马学东,陈燕.基于CFD-DEM 耦合几形管冲蚀磨损的模拟分析.石油机械,2022,50(7):136-142.摘要:为了探讨天然气管道输运过程中所携带的砂粒对几形管冲蚀磨损的影响规律,通过CFD-DEM 耦合并引入Archard wear 模型对几形管内气固两相流的冲蚀过程进行数值模拟,预测了颗粒运动状态和最易发生冲蚀磨损的区域,研究了颗粒形状㊁颗粒粒径及进口流速的变化对管件内壁冲蚀磨损的影响㊂分析结果表明:几形管的易冲蚀区域为4个弯头的外环侧壁面;在控制变量的条件下,非球形颗粒相比于球形颗粒,4个弯头的最大冲蚀深度平均增长了32.1%;各弯头的最大冲蚀深度随着颗粒粒径的增大而减小,颗粒粒径较小时,弯头Ⅳ磨损的最为严重;颗粒粒径较大时,由于磨损累积效应,弯头Ⅰ会更早出现破坏泄漏;弯头Ⅰ至弯头Ⅲ随着进口流速的增大,最大冲蚀深度几乎呈线性增大,而弯头Ⅳ则呈现出先增大后减小的趋势,在进口流速为8m /s 时达到峰值㊂研究结果可为几形管在输运管道系统中的防护和安全运营提供参考㊂关键词:天然气管道;几形管;冲蚀磨损;CFD-DEM ;气固两相流;数值模拟中图分类号:TE973㊀文献标识码:A㊀DOI:10.16082/ki.issn.1001-4578.2022.07.019Simulation Analysis for Erosion Wear of Ω-shapedPipe Based on CFD-DEM CouplingZhou Dapeng㊀Ma Xuedong㊀Chen Yan(School of Mechanical Engineering &Automation ,University of Science and Technology Liaoning )Abstract :In order to discuss the influence of sand particles carried in the transportation of natural gas pipelineon the erosion wear of Ω-shaped pipes,the erosion process of gas-solid two-phase flow in Ω-shaped pipes was numer-ically simulated by using CFD-DEM coupling and Archard wear model.The movement state of particles and the area where erosion wear is most likely to occur were predicted,and the influences of particle shape,particle size and inletvelocity on the erosion wear of pipe inner wall were studied.The results show that the erosion-prone area of Ω-shaped pipes is the outer ring side walls of four elbows;under the condition of controlled variables,for non-spherical parti-cles,the maximum erosion depth of four elbows increases by 32.1%on average compared with spherical particles.The maximum erosion depth of each elbow decreases with the increase of particle size.When the particle size is small,elbow Ⅳwears out most seriously;when the particle size is large,the elbow Ⅰwill be damaged and leaked ear-lier due to the cumulative effect of wear.With the increase of inlet velocity,the maximum erosion depth increases al-most linearly from elbow I to elbow Ⅲ;while for elbow Ⅳ,the maximum erosion depth shows a trend of increasing first and then decreasing,reaching the peak when the inlet velocity is 8m /s.The research results provide reference for the protection and safe operation of Ω-shaped pipes in transportation pipeline systems.Keywords :natural gas pipeline;Ω-shaped pipe;erosion wear;CFD-DEM;gas-solid two-phase flow;nu-merical simulation631 ㊀㊀㊀㊀㊀㊀石㊀油㊀机㊀械CHINA PETROLEUM MACHINERY㊀㊀2022年㊀第50卷㊀第7期∗基金项目:国家自然科学基金项目 组合振动下混合颗粒体系的分离构型演变机制及控制研究 (51775258)㊂0㊀引㊀言天然气在管道输送过程中,会携带一些固体砂粒,砂粒在流体的携带下会对管道内壁产生冲击,尤其是弯头处[1-4],造成材料的损耗破坏,这种现象称为冲蚀磨损[5-7]㊂在众多标准管件中,几形管应用范围广且作用较大,该管件外观为 几 字形结构,别名为补偿器㊂由于流体中介质或外界环境气温等因素的影响,管道会产生热胀冷缩的情况,导致直线管道存在被拉断或扭曲的风险,为改变这一状况,就必须采用几形管件来保证管道的正常运行,另外又因其由4个弯头组成,失效率极高且失效形式较为复杂,所以,对几形管这一特殊管件进行冲蚀磨损的研究具有重要的意义㊂当前,国内外学者对管道的冲蚀磨损问题做了大量研究㊂杨德成等[8]采用CFD软件计算弯管在气固两相流作用下的冲蚀磨损问题,得到了粒径和管径比与冲蚀速率的关系,并预测了最大冲蚀位置;钱东良等[9]通过CFD建立三通管件模型进行了气固两相流冲蚀磨损分析,研究了流向㊁流速和粒子流量等因素对冲蚀状况的影响;HONG B.Y.等[10]基于Fluent仿真数据,提出以雷诺数㊁密度比㊁粒径比和颗粒数目组成的关系式,进而预测弯管的冲蚀状况㊂由此可以看出,数值分析工具的运用对管道冲蚀磨损的研究具有积极意义,然而,大多学者采用的CFD软件有其自身的局限性,不能表征固体颗粒相的形状㊁碰撞以及位置等情况,其中颗粒间的碰撞和颗粒形状对冲蚀磨损的影响尤为重要[11-12]㊂为此,本文将采用CFD-DEM耦合,使仿真更趋于真实化㊂除了模拟方法外,目前文献大多是对一般性管件的研究,关于几形管冲蚀特性的分析却鲜有报道,又考虑到该管件具有较高的研究价值,因此本文将选用几形管作为研究对象㊂本文通过CFD-DEM耦合并引入Archard wear 模型,模拟了天然气携砂对几形管的冲蚀磨损行为,探究了不同参数对几形管的冲蚀磨损规律,分析了颗粒运动分布状态,预测了冲蚀位置和情况,并根据分析结果提出一些建议,以期能够对实际工程中管道设计和维护有所帮助㊂1㊀数学模型1.1㊀气相运动方程为了预测几形管内气固两相流所造成的冲蚀磨损,气相运动对颗粒的影响至关重要,因此,计算流场将采用N-S方程,经计算颗粒浓度较小,可忽略空隙率,以节省计算资源,继而得到连续方程和动量守恒方程[13]: ρt+x i(ρv i)=0(1)t(ρv i)+x j(ρv i v j)=-px i+x iμeffv jx i+v ix j()éëêêùûúú+ρg(2)式中:ρ为气流密度,v i㊁v j分别为流体在i㊁j方向的速度,p为气流压力,g为重力加速度,μeff为标准k-ε湍流模型下流体的有效黏度㊂1.2㊀颗粒相运动方程经由耦合接口的数据传递,离散元模型中的颗粒在气相流体的作用下,颗粒做平动及转动运动,且还受到接触碰撞和重力的作用,因此,由牛顿第二定律得到其运动方程[14]:m id v id t=ðN j=1F c,n,ij+F c,t,ij()+F f+F g(3)I idωid t=ðN j=1T c,ij+T r,ij()(4)式中:N为碰撞的颗粒数或壁面数,F c,n,ij为法向接触力,F c,t,ij为切向接触力,F f为流体作用于颗粒的总力,ωi为颗粒的转动角速度,I i为颗粒的转动惯量,T c,ij为作用于物体上的力矩,T r,ij为作用于物体上的扭矩㊂对于颗粒之间㊁颗粒与管内壁面之间的接触碰撞过程的计算,选用EDEM中内含的Hertz-Mindlin (no slip)模型,该碰撞模型如图1所示㊂图1㊀碰撞模型Fig.1㊀Collision model由图1可知,模型中每个碰撞力或力矩都被看作是弹簧或阻尼器,因此该模型又称为线性弹性-7312022年㊀第50卷㊀第7期周大鹏,等:基于CFD-DEM耦合几形管冲蚀磨损的模拟分析㊀㊀㊀㊀㊀㊀阻尼碰撞模型[15],在确保颗粒体系运动准确性的前提下,简洁高效地表达了颗粒碰撞过程中的受力变化㊂1.3㊀冲蚀磨损模型冲蚀磨损为流体携带颗粒以一定速度和角度冲击到物件表面,造成材料的损耗并形成凹坑的现象㊂过去,冲蚀磨损一般以冲蚀速率来表示,不能很好地表达这种磨损现象,因此,本文引入了Ar-chard等提出的冲蚀磨损模型[16-17],材料表面的磨损以体积W形式来表征,且为EDEM软件中内置Archard wear模型功能,计算后的结果是以单位面积内冲蚀深度Δh来表达磨损量,具体公式如下:W=K H F nΔL(5)Δh=W A(6)式中:K为磨损系数,A为颗粒与管壁接触面积, F n为颗粒对管壁的法向力,ΔL为颗粒在管壁上滑移的长度㊂2㊀基于CFD-DEM耦合的气固两相流模型2.1㊀耦合流程针对气固两相流模型,采用Eulerian-Lagrangian 耦合模型,即CFD-DEM㊂两者的耦合过程是一个瞬态双向数据传递的过程㊂首先,利用CFD计算一个时间步的流场信息,然后启动DEM进行相同时间迭代,通过耦合接口,流体运动信息传递到DEM中作用于颗粒,影响其运动,然后颗粒信息再反馈到CFD中作用于流体,若颗粒体积浓度过小,这种作用可忽略,如此,经过逐步循环迭代,实现全过程的瞬态模拟㊂耦合模拟流程如图2所示㊂2.2㊀参数设置首先,利用Soildwoks建立三维几形管模型,将模型导入到ANSYS Workbench中进行网格划分,然后设置模型的进口面为velocity-inlet,出口面为pressure-outlet,壁面命名为wall,最后进行全局网格划分,并对各个弯头进行加密,以便提高运算精度㊂网格划分结果如图3所示㊂图3中还对各个位置进行了名称标注㊂根据实际工况,天然气输运管道内颗粒粒径d的取值为0.14~0.30mm,进口流速v的取值为4~12m/s,颗粒质量流量为0.002kg/s㊂EDEM中颗粒间或颗粒与壁面的接触模型选取图2㊀耦合模拟流程Fig.2㊀Coupled simulationprocess图3㊀几形管网格划分Fig.3㊀Mesh division ofΩ-shaped pipe Hertz-Mindlin(no slip)无滑移,冲蚀磨损采用Ar-chard wear模型,根据材料属性选取磨损系数为10-12㊂其余参数设置[18]:颗粒密度2650kg/m3,管件密度7800kg/m3,颗粒泊松比0.4,颗粒剪切模量88MPa,管件泊松比0.3,管件剪切模量7ˑ10-4MPa,颗粒-颗粒静摩擦因数0.44,颗粒-颗粒动摩擦因数0.27,颗粒-颗粒恢复系数0.01,颗粒-管件静摩擦因数0.50,颗粒-管件动摩擦因数0.15,颗粒-管件恢复系数0.01,仿真总时长1s㊂2.3㊀模拟过程分析按照上述参数要求完成了基于CFD-DEM耦合831 ㊀㊀㊀㊀㊀㊀石㊀油㊀机㊀械2022年㊀第50卷㊀第7期模拟几形管冲蚀磨损的仿真试验㊂现以颗粒粒径0.18mm㊁进口流速10m /s㊁颗粒质量流量0.002kg /s 仿真为例,结果如图4~图6所示㊂图4为气流压力云图㊂从图4可知:管件整体上的静压分布沿着管道的方向逐步降低,满足了气相流动的条件;在直管道部分的流体静压分布相对均匀,但在各个弯头处压力的分布极不均匀,即在各个弯头的外环壁面附近压力较大,在内环壁面附近压力较小,显然在弯头的内外侧之间形成了压力差㊂这种情况在离心力的作用下易形成二次流,造成能量损耗㊂图4㊀气流压力云图Fig.4㊀Cloud chart of gas flowpressure图5㊀气流速度云图Fig.5㊀Cloud chart of gas flowvelocity图6㊀气流速度矢量图Fig.6㊀Vector diagram of gas flow velocity图5为气流速度云图㊂从图5可知,在压力差的作用下,气相速度整体上沿着管道的方向流动,但是可以发现,流体在弯头处拐弯时,内环侧流速较大,外环侧流速较小㊂这是内环侧压力较低,受到后面流体的冲挤,进而导致流速相对较大㊂结合图6的速度矢量图还可以发现,在各个弯头之间及弯头Ⅳ到出口处的区域,流体的流动之所以都是贴近管道的一侧壁面,这是因为漩涡流的存在,对流体造成了挤压,使其流动截面变小,也进而导致流速增大㊂漩涡流的产生原因是流体在流经弯头时具有惯性,且在弯头内环侧出口处进入直管段的部分区域为逆压梯度分布,非常容易产生边界层分离,由此流体的边界层脱离了壁面,并形成了与主流方向相背的回流,进而产生了漩涡流㊂综上,压力分布与速度分布相反,在弯头处,流体流过外环侧速度较小,但静压值较大;内环侧反之亦然㊂固体相颗粒在EDEM 中的运动分布状态及冲蚀情况分别如图7和图8所示㊂图7㊀几形管内颗粒运动分布Fig.7㊀Particles movement distribution in Ω-shapedpipe图8㊀几形管冲蚀磨损云图Fig.8㊀Cloud chart of erosion wear of Ω-shaped pipe从图7可知:颗粒从进口处的颗粒工厂生成,在气流的作用下均匀地进入管道,颗粒在第一个水平直管段加速,到达弯头Ⅰ时,颗粒的最大速度达到了4.34393m /s,但抵达的同时,基本上都撞击在弯头的外侧内壁面上,紧接着,减速后的颗粒流运动到第1个垂直管段内,大部分颗粒紧贴管件内侧壁面,又一次完成了加速;到达弯头Ⅱ时,颗粒最大速度达到了5.21130m /s,但颗粒流在撞击到931 2022年㊀第50卷㊀第7期周大鹏,等:基于CFD-DEM 耦合几形管冲蚀磨损的模拟分析㊀㊀㊀㊀㊀㊀弯头的外环内壁面上,速度又一次将降了下来,接下来,颗粒拐进第2个水平直管段进行加速,但由于该管段过短,抵达弯头Ⅲ时,速度最大只是达到4.93208m/s,此时颗粒流经弯头Ⅲ时是贴近外环侧壁面运动的,以此类推,最后,颗粒在第3个水平直管段完成加速,以5.84694m/s速度冲出㊂由此可以看出,颗粒流的整个运动过程完全符合气相流体作用下的结果㊂从图8a可知,几形管在固体相颗粒流冲击的作用下,易发生冲蚀磨损的位置为4个弯头处㊂从图8b可以观察到各个弯头受到的冲蚀磨损程度及轮廓㊂造成这种差异性的原因是颗粒流不同的运动状态㊂弯头Ⅰ㊁弯头Ⅱ及弯头Ⅲ的冲蚀轮廓还较为规则,但是弯头Ⅳ冲蚀位置比较偏向一侧,并且冲击得较为集中㊂此外,各个弯头处都有一个矩形框,这是由后处理中的Grid Bin Groupgong功能设置的统计网格,这样可以在局部区域得到仿真结果,比如颗粒速度和最大冲蚀深度等㊂3㊀结果及讨论3.1㊀颗粒形状的影响因为EDEM软件的优势,可以研究颗粒的形状对几形管冲蚀磨损的影响㊂为此,采用球形颗粒和带有角的非球形颗粒进行研究,如图9所示㊂图9㊀颗粒形状Fig.9㊀Particle shape虽然颗粒形状彼此不同,但是保证了颗粒的体积㊁质量及密度均相同㊂图10表示在相同工况下,不同颗粒形状对几形管各个弯头处最大冲蚀磨损深度的影响㊂从图10可以观察到,非球形颗粒下各个弯头的最大冲蚀深度都大于球形颗粒作用的冲蚀结果,其值(取4个弯头的平均值)增大32.1%㊂由此得出颗粒形状对冲蚀磨损有较大的影响㊂3.2㊀颗粒粒径的影响根据实际工况,选取颗粒直径为0.14㊁0.16㊁0.18㊁0.20和0.30m,在相同进口速度10m/s㊁颗粒质量流量0.002kg/s的条件下进行模拟计算,得到各个弯头处不同颗粒粒径与最大冲蚀深度的关系,如图11所示㊂图10㊀颗粒形状对各个弯头最大冲蚀深度的影响Fig.10㊀Influence of particle shape onmaximum erosion depth of each elbow图11㊀颗粒粒径与最大冲蚀深度的关系Fig.11㊀Relationship between particlesize and maximum erosion depth从整体上看,无论是哪个弯头,最大冲蚀深度都随着颗粒粒径的增大而减小㊂其原因在于,颗粒粒径越大,相同的气相流速下携带作用越差,即颗粒速度越小,加之颗粒的质量流量保持不变,生成的颗粒数目减少,进而导致在相同时间内颗粒冲击到管内壁面上的次数越少,因此,最大冲蚀深度也都呈下降趋势㊂从图11还可以看出:颗粒粒径较小时,弯头Ⅳ的冲蚀深度最大,冲蚀磨损得最为严重;当颗粒粒径较大时,虽然4个弯头的最大冲蚀深度都趋于平缓,但是在磨损累积效应下,弯头Ⅰ会比另外3个弯头更早的出现破坏泄漏㊂针对弯头Ⅳ的最大冲蚀深度随粒径变化梯度大的现象进行了分析㊂随着颗粒粒径越大,颗粒数量越少,气流携带作用减弱,加之颗粒惯性力的作用,就越不容易在垂直管壁内的一侧形成料柱,进而对弯头Ⅳ的冲击不够集中,因此,随着粒径增大得到的最大冲蚀深度下降得最快,在粒径为0.18mm之后,相比于其他弯头,其值都最小㊂图12为弯头Ⅲ与弯头Ⅳ之间直管段的截图,表示在同一时刻㊁相同条件下,041 ㊀㊀㊀㊀㊀㊀石㊀油㊀机㊀械2022年㊀第50卷㊀第7期粒径分别为0.14和0.30mm 的颗粒运动分布状态,以此形成对比来佐证上述观点㊂图12㊀不同粒径下颗粒运动分布状态的对比Fig.12㊀Comparison of particle movementdistribution with different particle sizes3.3㊀进口流速的影响设置进口速度分别为4㊁6㊁8㊁10和12m /s,并控制颗粒粒径0.18mm㊁质量流量0.002kg /s 等参数的一致性,得到不同进口流速下各个弯头最大冲蚀深度的变化规律,如图13所示㊂图13㊀进口流速与最大冲蚀深度的关系Fig.13㊀Relationship between inletvelocity and maximum erosion depth由图13可知,弯头Ⅰ㊁弯头Ⅱ及弯头Ⅲ的最大冲蚀深度随进口流速的增大而增大,但是弯头Ⅳ的最大冲蚀深度随着进口流速的增大,大致上是先增大后减小㊂这一情况的产生是由于随着气相流速的增加,颗粒在管件内运动的时间越短,单位时间内管道截面内通过的颗粒数量就会越少,越不容易在垂直管壁内的一侧形成料柱,相反地,颗粒速度不断增加,即动量增大,增大了冲蚀力度,因此,当两者都相对正好时,冲蚀磨损的程度最为严重,即在流速为8m /s 时,弯头Ⅳ的最大冲蚀深度达到峰值㊂图14为颗粒在管件内随着进口流速的变化,其驻留时间及最大速度的变化情况,由此可印证上述说法㊂图14㊀颗粒驻留时间和最大颗粒速度随进口流速的变化规律Fig.14㊀Change rule of particle residence timeand maximum particle velocity with inlet velocity4㊀结㊀论(1)基于仿真模型,分析了气固两相流在几形管中的运动特征,颗粒在气相流体的作用下加速,运动冲击到弯头处速度快速降低,如此反复多次,因此易被冲蚀破坏的区域是几形管4个弯头处,且都是弯头的外环侧壁面,形成的冲蚀轮廓面积各不相同㊂故检查及防护都应对这些区域重点关注㊂(2)颗粒形状对冲蚀效果有显著影响,数据显示,非球形颗粒相比于球形颗粒,4个弯头的最大冲蚀深度平均增大了32.1%㊂(3)从整体上看,最大冲蚀深度随着颗粒粒径的增大而减小㊂当颗粒粒径较小时,弯头Ⅳ的冲蚀磨损深度最大,更易出现破坏;当颗粒粒径较大时,4个弯头的最大冲蚀深度都相对平缓,但因磨损累积效应,弯头Ⅰ会更早出现破坏泄漏现象㊂(4)最大冲蚀深度随进口流速的增大基本上呈线性增长的趋势,但弯头Ⅳ除外,因颗粒驻留时间和颗粒速度的共同作用,其值呈现出先增大后减小的特点,在进口流速为8m /s 时达到最大㊂参㊀考㊀文㊀献[1]㊀祝效华,曾云义,陈波,等.考虑流固耦合的双弯头压裂管汇的振动特性[J].天然气工业,2018,38(1):95-101.ZHU X H,ZENG Y Y,CHEN B,et al.Vibrationcharacteristics of double-elbow fracturing manifold con-sidering fluid-solid interaction [J].Natural Gas Indus-try,2018,38(1):95-101.[2]㊀张日,朱东,董胜.输气管道弯头处固体颗粒侵蚀141 2022年㊀第50卷㊀第7期周大鹏,等:基于CFD-DEM 耦合几形管冲蚀磨损的模拟分析㊀㊀㊀㊀㊀㊀的数值分析[J].船舶力学,2020,24(10):1342-1353.ZHANG R,ZHU D,DONG S.Numerical analysis ofsolid particle erosion in a gas flow bend[J].Journalof Ship Mechanics,2020,24(10):1342-1353.[3]㊀郑云萍,王欢欢,易昊林,等.天然气管道弯头冲蚀与防护仿真研究[J].计算机仿真,2015,32(8):427-430.ZHENG Y P,WANG H H,YI H L,et al.Simulationof erosion-corrosion for different angles of gas pipelineelbows[J].Computer Simulation,2015,32(8):427-430.[4]㊀黎伟,李配,舒晨旭.基于CFD对60.3mm弯管冲蚀仿真预测[J].表面技术,2020,49(8):178-184.LI W,LI P,SHU C X.Simulation prediction of60.3mm elbow erosion based CFD[J].Surface Technolo-gy,2020,49(8):178-184.[5]㊀ZHANG J,ZHANG H,CHEN X H,et al.Gas-soliderosion wear characteristics of elbow pipe with corrosiondefects[J].Journal of Pressure Vessel Technology,2021,143(5):051501.[6]㊀彭东华,董绍华,张行,等.冲蚀磨损在油气管道行业的研究进展[J].油气储运,2021,40(7):730-741.PENG D H,DONG S H,ZHANG H,et al.Researchprogress of erosion wear in oil and gas pipeline industry[J].Oil&Gas Storage and Transportation,2021,40(7):730-741.[7]㊀谢振强,曹学文,吴超,等.弯管固体颗粒冲蚀理论与防冲蚀研究进展[J].表面技术,2021,50(8):170-179.XIE Z Q,CAO X W,WU C,et al.Research progressof solid particle erosion theories and anti-erosion meth-ods in elbow[J].Surface Technology,2021,50(8):170-179.[8]㊀杨德成,朱宏武.天然气携砂气固两相流在弯管处冲蚀磨损分析[J].石油机械,2019,47(10):125-132.YANG D C,ZHU H W.Erosion wear analysis of natu-ral gas-sand two-phase flow at bend pipe[J].ChinaPetroleum Machinery,2019,47(10):125-132.[9]㊀钱东良,纪苏丹,刘刚,等.含砂输气管线三通部位的冲蚀仿真模拟[J].石油机械,2014,42(10):111-116.QIAN D L,JI S D,LIU G,et al.Analogue simulationof tee joint of sand gas pipeline[J].China PetroleumMachinery,2014,42(10):111-116.[10]㊀HONG B Y,LI X P,LI Y B,et al.Numerical simula-tion of elbow erosion in shale gas fields under gas-solidtwo-phase flow[J].Energies,2021,14(13):3804.[11]㊀DUARTE C A R,DE SOUZA F J,SALVO R D V,etal.The role of inter-particle collisions on elbow erosion[J].International Journal of Multiphase Flow,2017:89:1-22.[12]㊀LEVY A V,CHIK P.The effects of erodent composi-tion and shape on the erosion of steel[J].Wear,1983:89(2):151-162.[13]㊀XU L,ZHANG Q,ZHENG J Y,et al.Numerical pre-diction of erosion in elbow based on CFD-DEM simula-tion[J].Powder Technology,2016,302:236-246.[14]㊀CHENG J R,DOU Y H,ZHANG N S,et al.A newmethod for predicting erosion damage of suddenly con-tracted pipe impacted by particle cluster via CFD-DEM[J].Materials,2018,11(10):1858. [15]㊀许磊.基于切向撞击能量的颗粒尺度磨损模型及其应用研究[D].杭州:浙江大学,2019.XU L.Study on the particle-scale wear model based onshear impact energy and its applications[D].Hang-zhou:Zhejiang University,2019.[16]㊀ARCHARD J F.Contact and rubbing of flat surfaces[J].Journal of Applied Physics,1953,24(8):981-988.[17]㊀桂长林.Archard的磨损设计计算模型及其应用方法[J].润滑与密封,1990(1):12-21.GUI C L.The Archard design calculation model and itsapplication methods[J].Lubrication Engineering,1990(1):12-21.[18]㊀惠志全,黄思,黄家兴,等.基于EDEM-Fluent耦合计算的喷砂机磨损特性的影响因素研究[J].重庆理工大学学报(自然科学版),2019,33(12):111-118.HUI Z Q,HUANG S,HUANG J X,et al.Study oninfluencing factors of wear properties in a sandblastingmachine based on EDEM-fluent coupling[J].Journalof Chongqing University of Technology(Natural Sci-ence),2019,33(12):111-118.㊀㊀第一作者简介:周大鹏,生于1995年,现为在读硕士研究生,研究方向为颗粒物质动力学及计算机仿真技术㊂地址:(114051)辽宁省鞍山市㊂E-mail:156****8707@ ㊂通信作者:马学东,E-mail:madong912@㊂㊀收稿日期:2022-01-15(本文编辑㊀刘㊀峰)241 ㊀㊀㊀㊀㊀㊀石㊀油㊀机㊀械2022年㊀第50卷㊀第7期。
沈阳建筑大学-现代控制理论试题-英文

1.2. Explain how the rudder positioning system discussed in problem 1.1 can be modified to become a closed-loop control system.1.3. An electric hot-water heater is illustrated in Figure P1.3. The heating element is turned on and off by a thermostatic switch in order to maintain a desired temperature. Any demand for hot water results in hot water leaving the tank and cold water entering. Draw the simple functional block diagram for this closed-loop control system and qualitatively explains how it operates if the desired temperature of the thermostat is changed.1.4. Explain how the system discussed in problem 1.3 operates if the ambient temperature surrounding the tank suddenly changes .Refer to the block diagram.1.6. Devise a system that can control the speed of an internal-combustion engine in accordance with a command in the form of a voltage. Explain the operation of your system.1.7. Devise a system that can control the position, rate, and acceleration of an elevator used in an apartment house. What specifications or limits would you place on the position, velocity, and acceleration capabilities of the system?1.8. For the control system devised in Problem 1.7, describe what happens when a man weighing 200 lb enters the elevator that has stopped at one of the floors of the apartment building. Utilize a functional block diagram.1.9. The economic model illustrated in Figure Pl.9 illustrates the relationship between wages, prices, and cost of living. Note that an automatic cost of living increase results in a positive feedback loop. Indicate how additional feedback loops in the form of legislative control can stabilize the economic system.1.10. Explain what happens to the automatic position control system illustrated in Figure 1.20 if the speed-measuring device fails. Can the system still operate?1.11 Determine what happens in the autopilot system illustrated in Figure 1.23 if the aircraft suddenly enters a turbulent atmosphere.1.12 Modify the block diagram of the attitude-control system of the space vehicle illustrated in Figure1.16, to allow for sudden failure of the computer and manual control of the vehicle.2.1. Determine the poles and zeros of()()()()()()28624110+++++=s s s s s s s F 2.2. Determine the Lap lace transform of f(t) which is given byt te t f 4)(=,0≥t0)(=t f ,0<t2.3. Determine the Laplace transforms F(s) for the function /(r) illustrated:Figure 12.3()()()()22142-+--=t U t U t U t fFrom Table2.1, item2, and the time-shifting theorem, we obtain()ss s s e e s S F e s e s s s F 22212)(242)(----+-=+-= 2.5. Determine the 1inal value of c(r) when the Laplace transform of c(s) is given by()()()()2343282++++=s s s s s s C 2.6. Determine the final value of r'(r) when the Laplace transform of C(s) is given by)8.26)(2)(3)(8.2()10)(1(8.26)(+-++++=s s s s s s s s C 2.7. Determine the Laplace transform of:()()2sin -=t wtU t eFrom knowledge of the Laplace transform of a sine wave (see Table 2.1, item7) and the time-shifting theorem.2.9. Determine the Laplace transform of the function f(t) where()1)()1(-=--t U e t f t t 2.10 determine the residues of F(s) where)4)(2(1)(++=s s s F which has single poles at s=-2 and s =-4 2.15. Determine the value of c(t) for the following differential equation using the Laplace transform.()()()()t r dtt dr t c dt t dc dt t dc 467)(22+=++ Where ()t U e t r t3)(-= 2.19. We wish to determine the transfer function of an element in a control system. To determine its transfer function, a unit ramp is applied to the input r(t). The output of this element is recorded, and is modeled according to the following equation:()()()t U e et t c t t 64224----= Determine the transfer function,)()(s R s C ,of this element. 2.22. The signal-flow graph of a control system is represented by the following, where D(s) represents an external disturbance input into the control system: (a) Determine the transfer function)()(s R s C (b) Determine the transfer function)()(s D s E2.25. Determine the state transition matrix as a sum of an infinite series using E.q (2.323) for a system whose P matrix is given by:⎪⎪⎭⎫ ⎝⎛=0022p Carry out the computation in E.q (2.323) from k=0 through k=2.4. 1 A control system whose two closed-loop poles and one closed-loop zero are located in the s-planeis illustrated:(a) Determine the closed-loop transfer function in its simplest form.(b) Determine the impulse response of this system using the table of Laplace transforms in AppendixA.4.2 A control-system engineer is trying to reduce costs in his development project to produce a positioning system using a two-phase ac servomotor. The engineer finds a discarded two-phase ac servomotor on a shelf in the parts room, and wants to know its characters so that he can determine its usefulness for the project. It is decided to observe the response of this motor in a unit gain feedbackloop to a unit step input as illustrated:From the observed characteristics, determine:(a) The undamped natural resonant frequency of this system.w n(b) The motor time constant, t m.(c) The motor constant. K m.4.3 The two phase ac servomotor and load, in conjunction with the gear train specified inProblem3 .19,i s used in a simple positioning system as shown in Figure P4.1. Assume that a difference amplifier, whose gain is 20, is used as the error detector and also supplies power to the control field.(a) What are the undamped natural frequency and damping ratio ξ(b) What are the percent overshoot and time to peak resulting from the application of a unit step input(c) Plot the error as a function of time on the application of a unit step input.4.4 repeat Problem 4.3 with the gain of the difference amplifier increased to 40.What conclusions can you draw from your results?4.5Repeat Problem 4.3 with the gain of the difference amplifier decreased to 10.What conclusions can you draw from your result?4.9. A two-phase ac induction motor is used to position a device in a feedback configuration represented by Figure P4.I. The time constant of the motor and load, Tm.is 0.5 sec.(a) Determine the combined amplifier and motor constant gain K m which will result in a damping ratio of 0.5.(b) What is the resulting undamped natural frequency for the value of gain determined in part (a)?4.13. For Figure p4.13 determine the following:(a) Undamped natural frequency, w n.(b) Damping ratio ξ.(c) Maximum percent overshoot.(d) Time to peak, t p.5.1. Assume that the system shown in Figure p5.r has the following characteristics:5.11. A control system is used to position the rudder of an aircraft. Its block diagramed an be adequately represented shown in Figure p5.l l.(a) Determine the sensitivity of the system's transfer function with respect to G(s) .(b) Determine the sensitivity of the system's transfer function with respect to K a .(c) Determine the absolute value of the sensitivities determined in parts (a) and (b) to wind gusts that can be approximated to primarily exist at l rad/sec. which element is more sensitive at this frequency, the amplifieror servo motor?(d) How much will the system's transfer function vary at I rad/sec if K a changes by 50%5.14. Figure P5.14 illustrates an electronic pacemaker used to regulate the speed of the human heart. Assume that the transfer function of the pacemaker is given by ()15.+=s o o ks G p and assumethat the heart acts as a pure integrator.(a) For optimum response, a closed-loop damping ratio of 0.5 is desired. Determine the required gain K of the pacemaker in order to achieve this.(b) What is the sensitivity of the system transfer function? C(s)/R(s), to small changes in K? (c) Determine this sensitivity at dc.(d) Find the magnitude of this sensitivity at the normal heart rate of 60 beats/minute 5.15 A control system used to position a load is shown in Figure p5.15.(a) Determine the steady-state error for a step input of l0 units(b)How should G(s) be modified in order to reduce this steady-state error to zero?5.20. A control system containing a reference in put, R(s) and a disturbance input.D(s), is illustrated: .(a) Determine the steady-state error, e ss, for a unit-step disturbance at D(s) in terms of the unknown transfer function G(s).(b) Select the simplest value of G (s) which will result in zero steady-state error for E(s) when D(s) is a unit step input.6.1. The stability of the feedback control system of Figure p6.1 is to be determined.(a)Determine the system's P matrix from its state equations.(b)Find the system's characteristic equation from knowledge of the P matrix.(c)Using the Routh- Hurwitz criterion, determine whether this feedback control system is stable.6.6. A control system used to position a load is illustrated in Figure P6.6.(a) Determine the characteristic equitation of this control system.(b) Determine the maximum value of K which can be used before the system becomes unstable using the Routh-Hurwitz criterion.6.8. Using the Routh Hurwitz stability criterion, determine if the feedback control system shown in Figure P.68 is stable for the following transfer functions:6.31. A feedback control system has the configuration shown in Figure P6.31.where U(s) represents an extraneous signal appearing at the input to the plant7.11 It is desired that the system considered in problem 6.28 have a phase margin of 45°at the crossoverfrequency. Determine the stabilizing element required to achieve this.8.2. A control system containing a controller and a process are illustrated in the block diagram in Figure P8.2(i).(a)Determine the state equations of this control system.(b)Determine the characteristic equation from knowledge of P8.5. Repeat Problem 8'4 for the following specifications:8.22. The optimum sensitivity for the control system illustrated in Figure P8.22 is to be determined in the H∞sense. The process G(s) has a transfer function given byThe weighting function. W(s), is given by。
numerical analysis of heat and mass transfer in the cappillary structure of a loop heat pipe

Numerical analysis of heat and mass transfer in the capillarystructure of a loop heat pipeTarik Kaya *,John GoldakCarleton University,Department of Mechanical and Aerospace Engineering,1125Colonel By Drive,Ottawa,Ont.,Canada K1S 5B6Received 24February 2005;received in revised form 20December 2005Available online 31March 2006AbstractThe heat and mass transfer in the capillary porous structure of a loop heat pipe (LHP)is numerically studied and the LHP boiling limit is investigated.The mass,momentum and energy equations are solved numerically using the finite element method for an evapo-rator cross section.When a separate vapor region is formed inside the capillary structure,the shape of the free boundary is calculated by satisfying the mass and energy balance conditions at the interface.The superheat limits in the capillary structure are estimated by using the cluster nucleation theory.An explanation is provided for the robustness of LHPs to the boiling limit.Ó2006Elsevier Ltd.All rights reserved.Keywords:Two-phase heat transfer;Boiling in porous media;Boiling limit;Loop heat pipes;Capillary pumped loops1.IntroductionTwo-phase capillary pumped heat transfer devices are becoming standard tools to meet the increasingly demand-ing thermal control problems of high-end electronics.Among these devices,loop heat pipes (LHPs)are particu-larly interesting because of several advantages in terms of robust operation,high heat transport capability,operabil-ity against gravity,flexible transport lines and fast diode action.As shown in Fig.1,a typical LHP consists of an evaporator,a reservoir (usually called a compensation chamber),vapor and liquid transport lines and a con-denser.The cross section of a typical evaporator is also shown in Fig.1.The evaporator consists of a liquid-pas-sage core,a capillary porous wick,vapor-evacuation grooves and an outer casing.In many LHPs,a secondarywick between the reservoir and the evaporator is also used to ensure that liquid remains available to the main wick at all times.Heat is applied to the outer casing of the evapo-rator,leading to the evaporation of the liquid inside the wick.The resulting vapor is collected in the vapor grooves and pushed through the vapor transport line towards the condenser.The meniscus formed at the surface or inside the capillary structure naturally adjusts itself to establish a capillary head that matches the total pressure drop in the LHP.The subcooled liquid from the condenser returns to the evaporator core through the reservoir,completing the cycle.Detailed descriptions of the main characteristics and working principles of the LHPs can be found in Maidanik et al.[1]and Ku [2].In this present work,the heat and mass transfer inside the evaporator of an LHP is considered.The formulation of the problem is similar to a previous work performed by Demidov and Yatsenko [3],where the capillary struc-ture contains a vapor region under the fin separated from the liquid region by a free boundary as shown in Fig.2.Demidov and Yatsenko [3]have developed a numerical procedure and studied the growth of the vapor region under increasing heat loads.They also present a qualitative0017-9310/$-see front matter Ó2006Elsevier Ltd.All rights reserved.doi:10.1016/j.ijheatmasstransfer.2006.01.028*Corresponding author.E-mail addresses:tkaya@mae.carleton.ca (T.Kaya),jgoldak@mrco2.carleton.ca (J.Goldak)./locate/ijhmtanalysis of the additional evaporation from the meniscus formed in thefin–wick corner when the vapor region is small without exceeding thefin surface.They report that the evaporation from this meniscus could be much higher than that from the surface of the wick and designs facilitating the formation of the meniscus would be desir-able.Figus et al.[4]have also presented a numerical solu-tion for the problem posed by Demidov and Yatsenko[3] using to a certain extent similar boundary conditions and a different method of solution.First,the solutions are obtained for a single pore-size distribution by using the Darcy model.Then,the solution method is extended to a wick with a varying pore-size distribution by using a two-dimensional pore network model.An important conclusion of this work is that the pore network model results are nearly identical to those of the Darcy model for an ordered single pore-size distribution.On the basis of this study,we consider a capillary structure with an ordered pore distri-bution possessing a characteristics single pore size.A sim-ilar problem has also been studied analytically by Cao and Faghri[5].Unlike[3,4],a completely liquid-saturated wick is considered.Therefore,the interface is located at the sur-face of the wick.They indicate that the boiling limit inside the wick largely depends on the highest temperature under thefin.This statement needs further investigation espe-cially when a vapor region under thefin is present.In a later study,Cao and Faghri[6]have extended their work to a three-dimensional geometry,where a two-dimensional liquid in the wick and three-dimensional vaporflow in the grooves separated by aflat interface at the wick surface is considered.A qualitative discussion of the boiling limit in a capillary structure is provided.They also compare the results of the two-dimensional model without the vapor flow in the grooves and three-dimensional model and con-clude that reasonably accurate results can be obtained by a two-dimensional model especially when the vapor velo-cities are small for certain workingfluids such as Freon-11 and ammonia.Based on these results,in our work,we con-sider a two-dimensional geometry to simplify the formula-tion of the problem.All these referenced works assume a steady-state process.Dynamic phenomena and specifically start-up is also extensively studied[7,8].The superheat at the start-up and temperature overshoots is still not well understood.In this work,the transient regimes and start-up are not investigated.One of the goals of the present study is a detailed inves-tigation of the boiling limit in a capillary structure.There-fore,the completely liquid-saturated and vapor–liquid wick cases are both studied.The boiling limit in a porous struc-ture is calculated by using the method developed by Mish-kinis and Ochterbeck[9]based on the cluster nucleation theory of Kwak and Panton[10].Our primary interest in this study is LHPs.In comparison,the previously refer-enced works focus primarily on capillary pumped loops (CPLs),a closely related two-phase heat transfer device to an LHP.Unlike in a CPL,the proximity of the reservoir to the evaporator in an LHP ensures that the wick is con-tinuously supplied with liquid.However,there is no signif-icant difference in the mathematical modeling of both devices especially because only a cross section of the evap-orator is studied.The main difference here is that LHPs easily tolerate the use of metallic wicks with very small pore sizes,with a typical effective pore radius of1l m,resulting in larger available capillary pressure heads.Nomenclaturec p specific heat at constant pressure[J kgÀ1KÀ1] h c convection heat transfer coefficient[W mÀ2KÀ1] h i interfacial heat transfer coefficient[W mÀ2KÀ1] h fg latent heat of evaporation[J kgÀ1]J nc critical nucleation rate[nuclei mÀ3sÀ1]k thermal conductivity[W mÀ1KÀ1]K permeability[m2]L length[m]p pressure[Pa]D p pressure drop across wick[Pa]Pe Peclet numberQ b heat load for boiling limit[W]q in applied heatflux[W mÀ2]Q in applied heat load[W]r radius[m]r p pore radius[m]Re Reynolds numbert thickness[m]T temperature[K]u velocity vector[m sÀ1]Greek symbolsh angle[degrees]l viscosity[Pa s]q density[kg mÀ3]u porosityr liquid–vapor surface tension[N mÀ1] Subscriptsc casingeffeffectiveg groovein inletint interfacel liquidmax maximumn normal componentsat saturationv vaporw wick3212T.Kaya,J.Goldak/International Journal of Heat and Mass Transfer49(2006)3211–32202.Mathematical formulationA schematic of the computational model for the wick segment studied is shown in Fig.3.Because of the symme-try,a segment of the evaporator cross section is considered,which is between the centerlines of the fin and adjacent vapor groove.The numerical solutions for thisgeometryFig.2.Schematic of evaporation inside theevaporator.Fig.1.Schematic of a typical LHP and cross section of the evaporator.T.Kaya,J.Goldak /International Journal of Heat and Mass Transfer 49(2006)3211–32203213are obtained for two separate configurations.At low heat loads,the wick is entirely saturated by the liquid.At higher heat loads,the wick contains two regions divided by an interface as shown in Fig.3:an all-vapor region in the vicinity of thefin and a liquid region in the remaining part of the wick.Heat is applied on the exterior walls of the cas-ing and it is transferred through thefin and wick to the vapor–liquid interface.This leads to the evaporation of the liquid at the interface and thus theflow of the vapor into the grooves.For the vapor–liquid wick,the vapor formed inside the wick is pushed towards the grooves through a small region at the wick–groove border.In both of the cases,as a result of the pressure difference across the wick,the liquid from the core replaces the outflowing vapor.Under a given heat load,the system reaches the steady state and the operation is maintained as long as the heat load is applied.The mathematical model adopted in this work is based on the following assumptions:the process is steady state; the capillary structure is homogenous and isotropic;radia-tive and gravitational effects are negligible;thefluid is Newtonian and has constant properties at each phase; and there is local thermal equilibrium between the porous structure and the workingfluid.Many of these assump-tions are similar to those made in Demidov and Yatsenko [3]and Figus et al.[4].In addition,we also take into account convective terms in the energy(advection–diffu-sion)equation.The validity of the Darcy equation for the problem studied is also discussed.Under these assump-tions,the governing equations for vapor and liquid phases (continuity,Darcy and energy)are as follows:rÁu¼0ð1Þu¼ÀKlr pð2Þq c p rðu TÞ¼k eff r2Tð3ÞIt should be noted that the Darcy solverfirst calculates the pressure from the Laplace equation for pressure($2p=0), which is obtained by combining Eqs.(1)and(2).The vapor flow in the groove region is not solved to simplify the prob-lem.The boundary conditions for the liquid-saturated wick are described as follows:At r=r ip¼pcore;T¼T satð4ÞAt r=r o and h A6h6h Cu n¼Àk effq l h fgo To n;k effo To n¼h iðTÀT vÞð5ÞAt r=r o and h C6h6h Do p o n ¼0;k co To n¼k effo To nð6ÞAt r=r g and h A6h6h CÀk c o To n¼h cðTÀT vÞð7ÞAt r=r ck co To n¼q inð8ÞAt h=h A and r i6r6r o and r g6r6r co po h¼0;o To h¼0ð9ÞAt h=h C and r o6r6r gÀk co To n¼h cðTÀT vÞð10ÞAt h=h D and r i6r6r co po h¼0;o To h¼0ð11ÞIn the equations above,(o/o n)represents the differentialoperator along the normal vector to a boundary.Theboundary conditions for the wick with the separate vaporand liquid regions are identical to the above equations ex-cept along the wick–groove boundary and for the vapor–liquid interface inside the wick.The following equationssummarize these additional boundary conditions for thevapor–liquid wick:At r=r o and h A6h6h Bu n¼Àk effq l h fgo To n;k effo To n¼h iðTÀT vÞð12ÞAt r=r o and h B6h6h Cp¼pv;o To n¼0ð13ÞThe interface is assumed to have zero thickness.Sharpdiscontinuities of the material properties are maintainedacross the interface.The interfacial conditions are writtenas follows:The mass continuity conditionðu nÞvq v¼ðu nÞlq lð14ÞThe energy conservation conditionðk effÞvo T vo nÀðk effÞlo T lo n¼ðu nÞvqvh fgð15ÞFor the interface temperature condition,we assumelocal thermal equilibrium at the interface inside the wick:T int¼T v¼T lð16ÞHere,we assume that the interface temperature T int is givenby the vapor temperature.This condition is used to locatethe vapor–liquid interface as explained in the followingsection.For the interface at the wick–groove border,a convectiveboundary condition is used,Eqs.(5)and(12).A temper-ature boundary condition ignoring the interfacial resistanceis also possible.The interfacial heat transfer coefficient iscalculated by using the relation given in Carey[11]basedon the equation suggested by Silver and Simpson[12].The heat transfer coefficient h c between the cover plateand the vaporflow is calculated by using a correlation sug-3214T.Kaya,J.Goldak/International Journal of Heat and Mass Transfer49(2006)3211–3220gested by Sleicher and Rouse[13]for fully developedflows in round ducts.It is extremely difficult to experimentally determine the heat transfer coefficient h c and a three-dimen-sional model is necessary to solve the vaporflow in the grooves.A convective boundary condition is more realistic since the use of temperature boundary condition implies h c!1.The convective boundary condition here with a reasonable heat transfer coefficient also allows some heat flux through the groove rather than assuming the entire heat load is transferred to the wick through thefin.3.Numerical procedureThe governing equations and associated boundary con-ditions described previously are solved by using the Galer-kinfinite element method.The computational domain under consideration is discretized with isoparametric and quadratic triangular elements.The numerical solution sequence for the all-liquid wick is straightforward.As the entire process is driven by the liquid evaporation at the vapor–liquid front,the energy equation isfirst solved.The numerical solution sequence is as follows:1.Initialize the problem by solving the energy equationassuming zero velocity inside the wick.2.Calculate the normal component of the outflow velocityat the interface between the wick and groove from the results of the energy equation,which is then used as an outflow boundary condition for the Darcy solver.3.Solve the Darcy equation to obtain the liquid velocityfield inside the wick.4.Solve the energy equation on the entire domain with theDarcy velocities.5.Return to step2until all equations and boundary con-ditions are satisfied to a desired level of accuracy.At high heat loads,when a separate vapor region devel-ops in the wick,the numerical procedure is more compli-cated since the location of the interface is also an unknown of the problem.Therefore,a more involved iter-ative scheme is necessary.The numerical solution proce-dure is summarized as follows:1.Initialize the problem by solving the Laplace equationfor temperature($2T=0)on the entire domain for a liquid-saturated wick.2.Choose an arbitrary temperature isoline close to thefinas the initial guess for the location of the vapor–liquid interface.3.Solve the energy equation for two separate domains:casing-vapor region and liquid region.Calculate the normal conductive heatflux at the vapor–liquid interface.4.Solve the Darcy equation separately in the vapor andliquid regions to calculate the vapor and liquid velocities inside the wick.5.Solve the energy equation with the Darcy velocities onthe entire domain by imposing the energy conservation boundary condition at the interface.6.Check if the temperature condition at the interface issatisfied.If it is not satisfied,the interface shape needs to be modified.7.Return to step3until all equations and boundary con-ditions are satisfied to obtain a preset level of accuracy.After each interface update at step6,the solution domain needs to be remeshed.As the transient terms are not maintained in the governing equations,the numerical procedure presented is not a moving boundary technique and only the converged solutions have a physical meaning. For each solution,the static pressure drop across the inter-face is calculated to make sure that the difference in pres-sures is less than the maximum available capillary pressure in the wick(P vÀP l62r/r p),where the normal viscous stress discontinuity and inertial forces are neglected.Thus,the momentum jump condition across the interface is satisfied as long as the maximum capillary pressure is not exceeded.The accommodation coefficient for all the calculations is assumed to be0.1,leading to a typical value of h i=3.32·106W mÀ2KÀ1.To test the influence of this parameter,the results are also obtained with the accommodation coeffi-cients of0.01and1.Since the resulting interfacial heat transfer coefficients are sufficiently large,the change in the maximum temperature is negligibly small,on the order of less than0.01%.A typical value for the convection heat transfer coefficient h c is100W mÀ2KÀ1.The change of h c from100to50results in an increase of less than3%in the cover plate maximum temperature.However,the over-all change in the wick temperatures is negligibly small. 4.Results and discussionNumerical calculations are performed for the evaporator section with an outer diameter of25.4·10À3m as shown in Fig.3.The porous wick inside the evaporator has an outer diameter of21.9·10À3and a thickness of7.24·10À3m. The wick permeability and porosity are K=4·10À14m2 and u=60%,respectively.The workingfluid is ammonia. The LHP saturation temperature and pressure difference on both sides of the wick are calculated by using a one-dimensional mathematical model.The model is based on the steady-state energy conservation equations and the pressure drop calculations along thefluid path inside the LHP.The details of this mathematical model are presented in[14].Fig.4represents the calculated saturation temper-ature and pressure drop values across the wick as a function of the applied power.The pressure drops and heat transfer coefficients in the two-phase regions of the LHP are calculated by using the interfacial shear model of Chen [15].Incompressible fully developedfluidflow relations are used to calculate the pressure drop for the single phase regions.T.Kaya,J.Goldak/International Journal of Heat and Mass Transfer49(2006)3211–32203215Fig.5represents the temperature field and liquid velo-city vectors when the wick is completely saturated by liquid at Q in =100W.The solution is obtained by solving the mass conservation,Darcy and energy equations.At this heat load,by using the one-dimensional mathematical model,it is calculated that T sat =7.81°C and D p =247Pa.As the vapor flows along the grooves,it becomes super-heated due to the heating from the wall.Without solving the vapor flow in the grooves using a three-dimensional model,it is not possible to calculate the vapor temperature in the grooves.Accurate experimental measurements are also difficult although a range for the vapor superheat can be deduced based on the wall-temperature measure-ments.In our calculations,the vapor in the grooves is assumed to be superheated by 3°C.A similar approach is also used in Figus et al.[4].Thus,T v =10.81°C and other related parameters for the calculations are as follows:P v =569784.8Pa,P core =569537.8Pa,q in =1254W m À2,k c =k w =14.5W m À1K À1,k eff=6.073W m À1K À1,and h i =2.733·106W m À2K À1.The thermal properties of ammonia are calculated at the saturation temperature for a given applied power using the relations in [16].In the numerical calculations,the thermal properties are assumed constant for a given saturation temperature.It can be seen from Fig.5that,the working fluid evap-orates at the wick interface under the applied heat load.The liquid flows from the evaporator core into the wick and turns toward the interface under the fin.The heat flux along the fin–wick interface is not constant and varies around 2000W m À2.In comparison,in the previously ref-erenced works [3–5]with an exception in [6],an estimated constant heat flux is directly applied at the fin–wick surface and the temperature drop across the casing is ignored due to the low thermal resistance.Applying the heat at the cas-ing allows the calculation of the temperature distribution at the casing surface.At low heat loads,the liquid velocity is relatively small as well as the corresponding Peclet number (Pe =q in L w c pl /h fg k eff).For example,at Q in =100W,Pe is on the order of 10À2.Therefore,the contribution from the convective terms could be neglected.Therefore,in the earlier solutions [3–5],the Laplace equation for the temper-ature is solved instead of the full energy equation.With this assumption,the Darcy and energy equations are also decoupled,which significantly simplifies the solution algo-rithm.However,at higher heat loads,the convective terms need to be taken account as is done in [6].In our study,we keep the convective terms in the governing equations and solve together the mass conservation,Darcy and energy equations as a coupled problem.The determination of the effective thermal conductivity of the wick k effis not trivial as it depends in a complex man-ner on the geometry of the porous medium.The solution on Fig.5is obtained by assuming that there is no heat transfer between the solid porous matrix and fluid (heat transfer in parallel).This is a well-known correlation obtained by the weighted arithmetic mean of k l and k w (k eff=u k l +(1Àu )k w ),where u is the wick porosity.A number of relations for the prediction of k effis proposed in the literature.To inves-tigate the effect of k effon the results,the same problem is solved for the all-liquid wick case by using six different correlations in addition to the weighted arithmetic mean.These are weighted harmonic (heat transfer in series)and geometric means of the thermal conductivities of k w and k l ,and other relations developed by Maxwell [17],Krupiczka [18],Zehner and Schlunder [19],and Alexander [20].Fig.6represents the results obtained by using the dif-ferent k effvalues at an arbitrarily chosen location of h =80°.The change of slope indicates the wick and fin interface.The temperature profiles directly depend on k eff.The series and parallel arrangements represent the highest and lowest con-ductivities,respectively.The other relations are intermedi-ate between these two.One specific difficulty is that the correlations produce significantly different values when the thermal conductivities of the porous medium and fluid are greatly different from each other as previously studied in Nield [21].As an example,the ratio of the thermal con-ductivities for the liquid and vapor regions of the wick at T sat =7.81°C are k l /k w =0.0362and k v /k w =0.0017,respectively.There is therefore further difficulty when both of the phases are present inside the wick.A given relation for k effwill not have the same accuracy for the liquidandFig.5.Velocity vectors and temperature field at Q in =100W.3216T.Kaya,J.Goldak /International Journal of Heat and Mass Transfer 49(2006)3211–3220vapor regions.The effective thermal conductivity k effobtained by using different relations are given in Table1. The results vary significantly.There is clearly a need for experimental data for an accurate determination of k eff.In the lack of experimental data,we use the parallel arrange-ment for the rest of the numerical calculations.This is also used in several previous works[3–6].As shown in Fig.6,the different values of k efflead to the qualitatively similar tem-perature profiles.The largest temperature difference between the parallel and series solutions was within0.5K. The difference in temperature is small because of the low Peclet numbers.At the lower limit,as Pe!0,the energy equation reduces to the Laplace equation for temperature and the influence of k effon the temperature distribution is primarily through theflux boundary conditions.Note that the temperature at the core is imposed as a boundary con-dition and it has the same value for all cases.The adequacy of using the Darcy’s law for describing theflow inside the wick is also considered.For example, Cao and Faghri[6]use an expression from analogy with Navier–Stokes equation for theflow inside the porous medium,which takes into account the convective(uÆ$)u/u and viscous transport l/u($2u)terms in addition to the Darcy’s law.Especially at high heatflux rates,the non-Darcyflow behavior could be important.Beck[22]has showed that the inclusion of the convection term in the Darcy equation may lead to an under or over specified sys-tem of equations.Similar conclusions have also been reported in[23].For these reasons,we do not take into account the convective terms.The maximum Reynolds number based on the effective pore diameter of the wick of2.4l m is on the order of10À2,which occurs in the vapor region near thefin edge.Therefore,the quadratic inertia terms are negligible in both the vapor and liquid regions.A comparison of the results obtained from Darcy and Brinkman equations for the all-liquid wick case showed that contribution from the Brinkman terms can also be safely neglected.As a result,the non-Darcyflow effects could be ignored without penalty.At sufficiently high heatflux values,it is expected that the nucleation will start at the microscopic cavities at the fin–wick interface.The boiling can initiate at small super-heat values as a result of trapped gas in these cavities. The vapor bubbles formed at thefin–wick interface unite and lead to the formation of a vapor–liquid interface inside the wick as originally suggested by Demidov and Yatsenko [3].With increasing heatflux,the vapor–liquid interface recedes further into the wick because of the increased evap-oration and insufficient supply of the returning subcooled liquid.Thus,the vapor zone under thefin continues to grow in size and starts connecting with the vapor grooves. For a given heat load,there exists a steady-state solution for which the heat transferred to the wick from thefin sur-face is balanced by the convective heat output to the vapor–groove interface where the evaporation takes place. As the applied heat load is increased,the vapor region under thefin grows.For sufficiently large applied heat load,no converged solution is possible unless the removal of vapor from the interface inside the wick is allowed from the wick–groove interface.For the transition from the all-liquid wick to the vapor–liquid wick,a boiling incipient superheat value is assumed. It is difficult to predict the incipient superheat,which depends on several parameters in a complex manner.In our calculations,when the liquid temperature under the fin is4°C higher than T sat,it is assumed that a vapor region will form under thefin.Then,a new solution is obtained by using the numerical procedure outlined for the vapor–liquid wick.These results provide a reference base for the boiling analysis of the LHP using nuclear clus-ter theory,which will be addressed later in the paper.Fig.7 represents the results obtained at a heat load of Q in=300W.The LHP saturation temperature and pres-sure drop is T sat=11.03°C and D p=2181Pa,respec-tively.It should be noted that the one-dimensional model does not take into account the presence of a vapor region inside the wick.The change on the wick effective thermal conductivity in the presence of vapor zone needs to be esti-mated to improve the calculations of the boundary condi-tions from the one-dimensional model.An iterative procedure between the one-and two-dimensional models could be more representative.However,this would be com-putationally intensive and no significant change in the overall results is expected.Other required numerical valuesTable1The effective thermal conductivity values for the liquid and vapor regions computed from different correlationsRelation k l(W mÀ1KÀ1)k v(W mÀ1KÀ1) Harmonic mean(series arrangement)0.8490.040Alexandre[20] 1.0540.093Zehner and Schlunder[19] 1.6840.148Krupiczka[18] 1.7560.152Geometric mean 1.9670.309Maxwell[17] 4.845 4.450Arithmetic mean (parallel arrangement)6.073 5.774T.Kaya,J.Goldak/International Journal of Heat and Mass Transfer49(2006)3211–32203217。
一种新型两相励磁开关磁阻电机驱动系统的静态特性_英文_

c′
a
b′
b
Vs
a′
c
Rotor Position Sensing Device
Doherty功率放大器(英文)

The Doherty Power AmplifierThe current wireless communication systems have made significant progress toward increased bandwidth and number of carriers for high-data-rate applications. Memory effects, however, make it very difficult to design a high-power amplifier with a wide instantaneous bandwidth. In addition to bandwidth concerns, the instantaneous transmit powers of the wireless communication systems, such as CDMA-2000, wide-band code division multiple access (WCDMA), orthogonal frequency division multiplexity (OFDM) and so on, vary widely and rapidly, carrying high peak-to-average ratio (PAR) signals. The base station power amplifiers for the systems require a high linearity to amplify the high PAR signal source without distortion. To satisfy linearity requirements, the power amplifiers are usually biased at class A or AB mode and must operate at a large amount of back-off from the peak output power. Another requirement of the base station power amplifier for the modern wireless communication systems is high efficiency. As the communication systems are reduced in both size and cost, the cooling system should be simple and small, requiring a power amplifier with high efficiency. Because the base station power amplifiers have a low efficiency due to the back-off operation, efficiency enhancement techniques become very important. The design technique of the base station power amplifiers with high efficiency and linearity across a wide instantaneous bandwidth has become a hot issue.In this article, we show that the Doherty amplifier is capable of delivering the stringent requirements of the base station power amplifiers. We explain the operation principles, including both linearity and efficiency improvements, and the basic circuit configuration of the amplifier. Advanceddesign methods to operate across wide bandwidth and improve the linearity are also described. For verification, the Doherty amplifier is implemented using laterally diffused metal oxide semiconductor (LDMOS) transistors and measured using a WCDMA 4FA signal. These results show that the Doherty amplifier is a promising candidate for base station power amplifiers with wide bandwidth, high efficiency, and linearity.Doherty Amplifier OperationFigure1. (a) Operational diagram of the Doherty amplifier. (b)Fundamental currents. (c) Load impedances.The Doherty amplifier was first proposed by W.H. Doherty in 1936. The original Doherty amplifier consisted of two tube amplifiers and an impedance inverting network. The efficiency of an RF power amplifier isincreased using the RF Doherty amplifier technique, as described in detailin . This amplifier consisted of a carrier amplifier and a peaking amplifier. The output load is connected to the carrier amplifier through an impedance inverter (a quarter-wave transmission line) and directly to the peaking amplifier. Figure 1(a) shows an operational diagram to analyze the Doherty amplifier circuit. Two current sources represent the amplifiers. It is assumed that each current source is linearly proportionalto the input voltage signal, operating as a class AB or class B amplifier with harmonic short circuits after it is turned on, and the efficiency analysis can be carried out using the fundamental and dc components only. As shown in Figure 1(b), the peaking amplifier turns on at one-half the maximum input voltage.The Doherty amplifier technique is based on the load impedance change of each amplifier, referred to as load modulation, according to the input power level. Figure 1(b) shows the fundamental currents from the amplifiers. The load impedances of two amplifiers are given bywhere ZL is the load impedance of the Doherty amplifier; IC and IP represent the fundamental currents of the carrier and peaking amplifiers, respectively; and ZC and ZP are the output load impedances of the carrier and peaking amplifiers, respectively, and are depicted in Figure 1(c).In the low-power region (0 ∼Vin, max/2), the peaking amplifier remains in the cut-off state, and the load impedance of the carrier amplifier is two times larger than that of the conventional amplifier. Thus, the carrier amplifier reaches the saturation state at the input voltage(Vin, max)/2 since the maximum fundamental current swing is half and the maximum voltage swing reaches Vdc. As a result, the maximum power level is half of the carrier amplifier’s allowable power level (a quarter of the total maximumpower or 6 dB down from the total maximum power), and the efficiency of the amplifier is equal to the maximum efficiency of the carrier amplifier as shown in Figure 2.In the high-power region (Vin, max/2 ∼Vin, max), where the peaking amplifier is conducting, the current level of the peaking amplifier plays an important role in determining the load modulation of the Doherty amplifier[see (1) and (2)]. Assuming that gm of the peaking amplifier is twice as large as that of the carrier amplifier, the current and voltage swings of the peaking amplifier increase in proportion to the input voltage level and the voltage swing reaches the maximum voltage swing of Vdc only at the maximum input voltage. The load impedance of the carrier amplifier varies from 2Zopt to Zopt, and the peaking amplifier varies from ∞ to Zopt according to the input voltage level as shown in Figure 1(c). The efficiency of the Doherty amplifier at the maximum input voltage is equal to the maximum efficiency of the amplifiers. When the peaking amplifier is the same size as the carrier amplifier, which is normally the case, gm of the two amplifiers are identical and the peaking amplifier can not be fully turned on, so the power performance is degraded [4]. From the basic operation principle, we have explored the Doherty amplifier, which provides higher efficiency over whole power ranges compared to the conventional class AB amplifiers. The resulting Doherty amplifier can solve the problem of maintaining a high efficiency for a large PAR signal.Linearity of the Doherty AmplifierThe linearity of the Doherty amplifier is more complicated than that of a class AB amplifier. The class AB biased carrier amplifier has a load impedance at the low power level that is twice as large and the high impedance of the carrier amplifier compensates the low gain characteristicdue to the input power division. At high power levels, the two amplifiers generate full power using normal load impedances, equalizing the power gain. Additionally, in the low-power region, the linearity of the amplifier is entirely determined by the carrieramplifier. Therefore, the carrier amplifier should be highly linear even though the load impedance is highAt a high power level, linearity of the amplifier is improved by the harmonic cancellation from the two amplifiers using appropriate gate biases. Figure 3 shows the third-order harmonic generation coefficient gm3 of an LDMOS transistor and the bias points of the two amplifiers. In terms of gain characteristics of each amplifier, a late gain expansion of the class C biased peaking amplifier compensates the gain compression of the class AB carrier amplifier. Thus, the Doherty amplifier, which is based on the load modulation technique, is capable of delivering more linear output power than a conventional class AB power amplifier. The third-order intermodulation (IM3) level from the carrier amplifier increases and the phase of the IM3 decreases because the gain of the carrier amplifier is compressed. In contrast, when the gain of the peaking amplifier is expanded, both the IM3 level and phase increase. To cancel out the IM3s from the two amplifiers, th e components must be 180◦ out of phase with the same amplitudes. Therefore, the peaking amplifier should be designed appropriately to cancel the harmonics of the carrier amplifier..The Circuit Configuration of Doherty AmplifierFigure 4 shows a schematic diagram of the fully matched microwave Doherty amplifier with offset transmission lines at the output circuits [5]. The carrier and peaking amplifiers have input/output matching circuits, which transform from the input impedances of the devices to 50 and from the optimum load impedance Zopt of the devices to 50 , respectively. Theadditional offset transmission lines with characteristic impedance of 50 are connected after the matching circuits of the carrier and peaking amplifiers. In the low-power region, the phase adjustments of the offset lines cause the peaking amplifier to be open-circuited and the characteristic load impedance of the carrier amplifier is doubled to2Ro by a quarterwave impedance transformer. This is illustrated in Figure 5(a) and (b). The offset line of the carrier amplifier varies from Zopt to 2Zopt for the proper load modulation as shown in Figure 5(a). Figure 5(b) illustrates that the offset line of the peaking amplifier adjusts to the high impedance so that it prevents power leakage. Figure 5(c) shows the appropriate transformations on a Smith chart to determine the offset line length of each amplifier. The lines do not affect the overall matching condition and load modulation because they are matched to the characteristic impedance of 50 . The Doherty output combining circuit consists of a quarter-wave transmission line with the characteristic impedance of 50 and a quarter-wave transmission line that transforms from 50 to 25 to determine the load impedance of theoutput combining circuit. A phase delay line is needed at the input of the peaking amplifier to adjust the same delay between the carrier and peaking amplifiers [6].The Doherty amplifier consists of a class AB biased carrier amplifier and a class C biased peaking amplifier. Due to the different biasing, the RF current from the amplifiers are different depending on the input drive level. The asymmetric powers are combined by the Doherty operation through a quarter-wave impedance converter. Advanced Design Methods for the Doherty AmplifierThe fundamental operation principles of a Doherty amplifier were described in the previous section. We have seen that the advantages of themicrowave Doherty amplifier are the simple circuit configuration and improved efficiency and linearity. In this section, we explain some typical issues with Doherty amplifiers and present proposed methods to address them.The Doherty amplifier for the base station system usually has two amplifiers with identical size devices, matching circuits, and input drives. Because the peaking amplifier is biased lower than the carrier amplifier, the current level of the peaking amplifier at the maximum input drive cannot reach the maximum allowable current level. Thus, the load impedances of both amplifiers can not be fully modulated to the optimized impedance, Zopt, and they are larger than the optimum values. As a result, the conventional Doherty amplifier is heavily saturated, and both linearity and power are degraded. It is difficult to improve the linearity of the Doherty amplifier across a wide bandwidth due to the memory effect. We propose the following three design methods for wide bandwidth, high linearity, and high power applications: 1) Uneven power drive, applying more power to the peaking amplifier, can open the peaking amplifier fully and modulate the load impedances optimally. Therefore, the amplifiers with uneven power drive operate more linear and produce more power than those with an identical input power drive. 2) Because of the improper load modulation, power matching circuits of both amplifiers should be appropriately designed to have low load impedances for better linearity. Due to the low bias point of the peaking amplifier, the power matching circuit of the peaking amplifier should be designed to have lower load impedance than that of the carrier amplifier. Moreover, the matching circuits of both amplifiers should be individually optimized to enhance the IM cancellation over power ranges across the wide bandwidth. 3) The bias circuit should be designed to minimize the memory effects. The linearizing techniques focused on harmonic cancellation such as Doherty amplifier and PD are restricted to a low cancellation limit because the memory effect brings about the different lower and upper spuriousemissions. The bias circuit should not have any frequency dispersion of envelope impedance to minimize the memory effect. To reduce the memory effect, the bias circuit is optimized using a quarter-wave bias line and decoupling capacitors for each frequency. The tantalum capacitors are inserted within a quarterwave bias line for the short at the envelope frequencies. Additionally, the biases of both amplifiers are properly adjusted to maintain optimized linearity and efficiency.Bias Circuit Test to Reduce the Memory EffectsThe effects on the memory effect for different bandwidthsare ACLR or intermodulation distortion (IMD) asymmetry and bandwidth dependent adjacent channel leakage ratio (ACLR) or IMD characteristics. To reduce these effects or the memory effects, the load impedances of the bias circuit should be reduced to short the envelope frequency voltage component or maintained at the same value.We have tested several bias circuits to reduce the memory effect as shown in Figure 6. Figures 7 and 8 represent measurement results of load impedances corresponding to the bias circuit. Unfortunately, we cannot measure the envelope frequency load impedance (dc–20 MHz), but we have tested the load impedances at 100 MHz–5 GHz. We can analogize the envelope frequency load impedance of the bias circuit from these test results.The general bias circuit scheme of RF power amplifier is shown in Figure 6(b). From Figures 7 and 8, we have analogized that the envelope load impedances of the RF decoupling capacitor (10 pF) and envelopefrequency decoupling capacitor (22 uF and 10 uF) were very small. Even though the envelope load impedances of this case are very small, the power amplifier has the serious memory effect. A cause of this result is that it is very difficult to short the envelope frequency voltage component because the load impedance of the high-power amplifier is very small. To minimize the memory effect, the load impedance of the bias circuit should be further reduced. Thus, we have proposed the bias circuit optimization method of the RF decoupling capacitor (10 pF) and envelope frequency decoupling capacitor [22 uF, 10 uF, and the tantalum capacitor (1 uF) located within a quarter-wave bias circuit], and Figures 7(c) and 8(c) show more small envelope load impedances and lower load impedance variation than the general bias scheme at the low frequency. However, the impedance at RF is reduced by tantalum capacitor located within a quarter-wave bias line as shown in Figure 7(c). Thus, we need to optimize the bias circuit along with the matching circuit considering these effects. As a result, the proposed bias circuit optimization method can reduce the memory effect more efficiently than the conventional bias circuit method, and ACLR asymmetry is reduced.Implementation of the Doherty Amplifier and Measurement Results In the previous section, we explained the basic Doherty operation and advanced design methods with uneven power drive, individually optimized matching, and bias circuit optimization.A2.14-GHz Doherty amplifier for the base station power amplifier is implemented using Freescale’s MRF5P21180 LDMOSFET. Figure 9 shows a photograph of the implemented Doherty amplifier applying the advanced methods. The uneven power drive is implemented using an Anaren’s 1A1305-5 (5 dB directional coupler) which delivers 4 dB more input power to the peaking amplifier than the carrier amplifier. The individual matching of the Doherty amplifier isfurther optimized to achieve high efficiency and linearity at 25 W (44 dBm) average output power. In the experiments, the suitable offset line is 80.4◦, and the transformed output impedance of the peaking amplifier in the off state is 502 .Quiescent biases for the carrier amplifier and peaking amplifier are set to Vc = 3.938 V (1.1 A) and Vp = 1.713 V at Vdd = 27 V, respectively. We optimize the bias circuit to minimize the memory effect and improve the linearity and efficiency. For performance comparison, we also fabricated a class AB amplifier and Doherty amplifier with even power drive. The class AB amplifier represents a conventional base station power amplifier of the push-pull type. For specific comparison corresponding to uneven power drive, the Doherty amplifier with even drive is optimized using the individual matching and bias circuit to achieve linearity and efficiency as high as possible.Figure 10 shows the measured adjacent channel leakage ratio (ACLR) of the Doherty amplifier with uneven drive and class AB amplifier at offset 5 MHz for a 2.14-GHz forward link wideband code-division multiple-access (WCDMA) 4FA signal. The ACLR is improved by about 7 dB compared to the class AB amplifier at an output power of 44 dBm.Figure 11 shows the measured ACLR of the Doherty amplifiers for both even and uneven drives. In comparison with the even case, the Doherty amplifier with uneven power drive delivers significantly improved ACLR performance, by 3 dB at the average output power of 44 dBm.Figure 12 shows the measured ACLR performance of the uneven case as a function of the bias circuit optimization. The drain bias circuit incorporates a quarterwave line and several decoupling capacitors which consist of 10 pF for the RF and 22 uF, 10 uF, 1 uF, 1 nF, 150 nF for the envelope frequency. The tantalum capacitors (22 uF, 1 uF) located within aquarter-wave bias line are especially important to minimize the memory effect, even though the impedance at RF is reduced by these capacitors. Thus, we have optimized the bias circuit along with the matching circuit considering these effects. As a result, the bias circuit becomes an active matching circuit, and the difference in ACLR with the bias circuit optimization between lower and upper ACLR is reduced below 2 dB over all average output powers. Figure 13 shows the spectrum of the Doherty amplifier with uneven power drive at an average output power of 44 dBm according to the bias circuit optimization.Figure 14 shows the measured IMD3 of the Doherty amplifier with both even and uneven power drives for a two-tone signal. We measure a peak envelope power (PEP) using a two-tone signal with 1-MHz tone spacing. The PEP of the amplifier with uneven drive is improved by 15 W, from 165 to 180 W, compared to the even case. This result implies that the Doherty amplifier with uneven power drive generates full power from both amplifiers.Figure 15 shows drain efficiencies of the Doherty amplifier with both even and uneven power drive and the class AB power amplifier for WCDMA 4 FA signal. The drain efficiency of the Doherty amplifier is significantly improved over the class AB amplifier.These results show clearly that the Doherty amplifier is far superior to the class AB amplifier. The Doherty amplifier with uneven power drive, based on the individually optimized matching circuit and the bias optimization, provides highly efficient and linear operation compared to the normal Doherty amplifier. We can also see that the proposed design method is very helpful in achieving the Doherty amplifier with high performance over a wide bandwidth.ConclusionsIn this article, we explained the basic Doherty operation principle, including both efficiency and linearity improvements, and the circuit configuration of the normal Doherty amplifier. We proposed advanced design methods for highly efficient and linear Doherty amplifier operation across a wide bandwidth. The Doherty amplifier is implemented using Freescale LDMOS MRF5P21180. The amplifier utilizes uneven power drive, individually optimized matching, and bias circuit optimization.For a 2.14-GHz WCDMA 4 FA signal, the Doherty amplifier has ACLR of −41 dBc and a drain efficiency of 33% at an average output power of 44 dBm. These experimental results clearly demonstrate the superior performance of the Doherty amplifier compared to class AB amplifiers and conventional Doherty amplifiers. Theproposed design methods are well suited for the design of the Doherty amplifier for wide-bandwidth and high-power operation.。
压缩屈服强度 英文

压缩屈服强度英文Compressive Yield Strength: An Engineering Perspective.In the realm of materials science and engineering, compressive yield strength is a crucial metric that characterizes the mechanical behavior of materials under compressive loads. It represents the maximum stress that a material can withstand without experiencing permanent deformation. Understanding compressive yield strength is essential for ensuring the structural integrity and safety of various engineering applications, ranging from bridges and buildings to automotive components and aerospace structures.Definition and Importance.Compressive yield strength, often denoted as σc, is the stress level at which a material begins to exhibit nonlinear behavior under compressive loading. This nonlinear behavior is typically marked by a significantincrease in strain without a corresponding increase in stress, indicating the onset of plastic deformation. The yield strength represents a material's resistance toplastic deformation and is often used as a design criterion to ensure that structures will not collapse under expected loads.The importance of compressive yield strength lies inits ability to predict a material's performance under real-world conditions. By understanding the compressive yield strength of a material, engineers can determine its suitability for specific applications and design structures that are both safe and efficient.Factors Influencing Compressive Yield Strength.Multiple factors influence the compressive yield strength of a material, including its composition, microstructure, grain size, and temperature. The type of material itself plays a crucial role, as metals, polymers, and ceramics each exhibit different compressive yield strengths.Metals, for instance, are known for their high compressive yield strengths due to their atomic structure and bonding characteristics. The microstructure of metals, including grain size and phase composition, cansignificantly affect their compressive yield strength. Fine grain sizes generally lead to higher yield strengths due to the increased number of grain boundaries that resist deformation.Polymers, on the other hand, typically have lower compressive yield strengths compared to metals due to their molecular structure and chain flexibility. However, polymer composites can be engineered to exhibit improved compressive yield strengths by incorporating reinforcing agents such as fibers or particles.Ceramics are known for their exceptional compressive strength but often exhibit brittleness, making them susceptible to fracture under tensile loads. The composition and microstructure of ceramics cansignificantly affect their compressive yield strength, withdense, fine-grained microstructures typically exhibiting higher strengths.Temperature also plays a role in compressive yield strength. As temperature increases, the atomic vibrations within a material increase, leading to a decrease in yield strength. This is particularly significant in metals, where high temperatures can lead to softening and a reduction in mechanical properties.Testing and Evaluation.Compressive yield strength is typically determined through experimental testing using compression testing machines. These machines apply a compressive force to a sample of material while measuring the resulting deformation. The stress-strain curve generated from these tests provides insights into the material's compressive yield strength and other mechanical properties.To obtain accurate results, it is crucial to follow standardized testing procedures and use properly preparedsamples. The shape and size of the test specimen, as well as the rate of loading, can affect the measured compressive yield strength. Therefore, it is essential to adhere to established guidelines to ensure reproducibility and reliability of test results.Applications and Case Studies.Compressive yield strength plays a crucial role in various engineering applications. In the construction industry, for example, compressive yield strength is essential for ensuring the structural integrity ofbuildings and bridges. Engineers must consider the compressive yield strength of concrete, steel, and other materials used in these structures to ensure their safety and durability.Automotive engineering also benefits from a thorough understanding of compressive yield strength. Vehicle frames and components must withstand compressive loads generated during collisions, and materials with high compressiveyield strengths are crucial for ensuring occupant safety.Aerospace engineering is another area where compressive yield strength is paramount. Aircraft and spacecraft must withstand extreme loads during launch, flight, and landing. Materials with high compressive yield strengths and excellent fatigue resistance are essential for ensuring the safety and reliability of these vehicles.Conclusion.Compressive yield strength is a fundamental property of materials that plays a crucial role in various engineering applications. By understanding the factors that influence compressive yield strength and using standardized testing procedures, engineers can ensure the structural integrity and safety of their designs. As materials science and engineering continue to advance, so will our understanding of compressive yield strength and its application in creating safer, more efficient structures.。
【精品硕士论文】电子封装材料钼铜合金胡制备工艺及性能

摘要本课题着眼于制备生产成本低廉、操作工艺简单、容易实现规模化生产、性能优良的高致密度电子封装用钼铜复合材料。
在遵循以上原则的情况下,探讨了成型压力、烧结温度、机械合金化、活化法、铜含量对钼铜复合材料密度、热导率、电导率、热膨胀系数、宏观硬度的影响。
利用扫描电镜、X-衍射仪、能谱仪、透射电子显微镜对钼铜复合粉末和烧结后的钼铜合金进行了组织和结构分析。
实验结果表明:(1)经混合后的钼铜粉由单个颗粒堆积在一起,颗粒没有发生明显变形,粒度比较均匀。
机械合金化后的钼铜粉末完全变形,颗粒有明显的层片状,小颗粒明显增多并黏附在大颗粒上面,有部分小颗粒到达纳米级。
混合法和机械合金化法处理的钼铜粉比较均匀。
机械合金化后的钼铜粉末的衍射峰变宽和布拉格衍射峰强度下降。
Mo-30Cu 复合粉通过机械合金化后在不同温度下烧结的钼铜合金致密度较高,相对密度最高达到97.7%,其热膨胀系数和热导率的实测值分别为8.1×10-6/K和145 W/m·K左右;(2)晶粒之间相互连接的为Mo相,另一相为粘结相Cu相,两相分布较均匀。
钼、铜相之间有明显的相界,有成卵形的单个钼晶粒和相互串联在一起的多个钼晶粒结合体,钼铜两相中均存在大量的高密度位错。
随着液相烧结温度的升高,钼晶粒明显长大;随着压制粉末成型压力的增大,液相烧结后钼晶粒长大;(3)随着粉末压制成型压力的增大,压制Mo-30Cu复合粉末的生坯密度增大,在1250℃烧结后,钼铜合金的密度、硬度、电导率、热膨胀系数和热导率变化都不大;(4)Mo-30Cu粉末中添加0.6%的Co时,在1250℃烧结1h后获得相对密度达到最高值97.7%。
随着钴含量的增大,合金电导率下降,硬度升高。
钼铜合金中加入钴时会形成金属间化合物Co7Mo6;(5)随着铜含量的增加,烧结体相对密度增大,铜含量在30%左右烧结体致密度达到最大值97.51%。
随着铜含量的增加,电导率、热导率和热膨胀系数增大,硬度下降;(6)随着孔隙度的增大,钼铜合金的导电导热性能急剧下降。
基于交错并联Boost电路的光伏MPPT研究
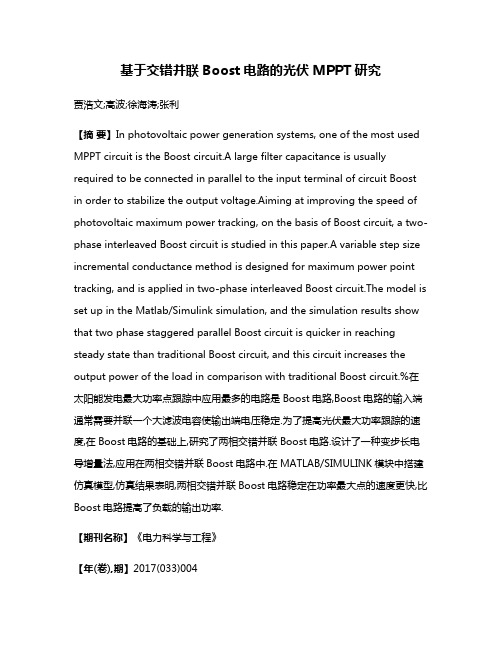
基于交错并联Boost电路的光伏MPPT研究贾浩文;高波;徐海涛;张利【摘要】In photovoltaic power generation systems, one of the most used MPPT circuit is the Boost circuit.A large filter capacitance is usually required to be connected in parallel to the input terminal of circuit Boost in order to stabilize the output voltage.Aiming at improving the speed of photovoltaic maximum power tracking, on the basis of Boost circuit, a two-phase interleaved Boost circuit is studied in this paper.A variable step size incremental conductance method is designed for maximum power point tracking, and is applied in two-phase interleaved Boost circuit.The model is set up in the Matlab/Simulink simulation, and the simulation results show that two phase staggered parallel Boost circuit is quicker in reaching steady state than traditional Boost circuit, and this circuit increases the output power of the load in comparison with traditional Boost circuit.%在太阳能发电最大功率点跟踪中应用最多的电路是Boost电路,Boost电路的输入端通常需要并联一个大滤波电容使输出端电压稳定.为了提高光伏最大功率跟踪的速度,在Boost电路的基础上,研究了两相交错并联Boost电路.设计了一种变步长电导增量法,应用在两相交错并联Boost电路中.在MATLAB/SIMULINK模块中搭建仿真模型,仿真结果表明,两相交错并联Boost电路稳定在功率最大点的速度更快,比Boost电路提高了负载的输出功率.【期刊名称】《电力科学与工程》【年(卷),期】2017(033)004【总页数】6页(P7-12)【关键词】太阳能;最大功率点跟踪(MPPT);两相交错并联Boost;变步长;电导增量法【作者】贾浩文;高波;徐海涛;张利【作者单位】山东科技大学电气与自动化工程学院,山东青岛 266590;山东科技大学电气与自动化工程学院,山东青岛 266590;山东科技大学电气与自动化工程学院,山东青岛 266590;山东科技大学电气与自动化工程学院,山东青岛 266590【正文语种】中文【中图分类】TM731太阳能发电将光能转化成电能,是一种经济环保的能源,有着广泛的应用前景[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Two-phase increase in the maximum size of life over 3.5billion years reflects biological innovation and environmental opportunityJonathan L.Payne a,1,Alison G.Boyer b ,James H.Brown b ,Seth Finnegan a ,MichałKowalewski c ,Richard A.Krause,Jr.d ,S.Kathleen Lyons e ,Craig R.McClain f ,Daniel W.McShea g ,Philip M.Novack-Gottshall h ,Felisa A.Smith b ,Jennifer A.Stempien i ,and Steve C.Wang ja Departmentof Geological and Environmental Sciences,Stanford University,450Serra Mall,Building 320,Stanford,CA 94305;b Department of Biology,University of New Mexico,Albuquerque,NM 87131;c Department of Geosciences,Virginia Polytechnic Institute and State University,Blacksburg,VA 24061;d Museum fu¨r Naturkunde der Humboldt–Universita ¨t zu Berlin,D-10115,Berlin,Germany;e Department of Paleobiology,National Museum of Natural History,Smithsonian Institution,Washington,DC 20560;f Monterey Bay Aquarium Research Institute,Moss Landing,CA 95039;g Department of Biology,Box 90338,Duke University,Durham,NC 27708;h Department of Geosciences,University of West Georgia,Carrollton,GA 30118;i Department of Geological Sciences,University of Colorado,Boulder,CO 80309;and j Department of Mathematics and Statistics,Swarthmore College,500College Avenue,Swarthmore,PA 19081Edited by James W.Valentine,University of California,Berkeley,CA,and approved November 14,2008(received for review July 1,2008)The maximum size of organisms has increased enormously since the initial appearance of life >3.5billion years ago (Gya),but the pattern and timing of this size increase is poorly known.Conse-quently,controls underlying the size spectrum of the global biota have been difficult to evaluate.Our period-level compilation of the largest known fossil organisms demonstrates that maximum size increased by 16orders of magnitude since life first appeared in the fossil record.The great majority of the increase is accounted for by 2discrete steps of approximately equal magnitude:the first in the middle of the Paleoproterozoic Era (Ϸ1.9Gya)and the second during the late Neoproterozoic and early Paleozoic eras (0.6–0.45Gya).Each size step required a major innovation in organismal complexity—first the eukaryotic cell and later eukaryotic multicel-lularity.These size steps coincide with,or slightly postdate,in-creases in the concentration of atmospheric oxygen,suggesting latent evolutionary potential was realized soon after environmen-tal limitations were removed.body size ͉Cambrian ͉oxygen ͉Precambrian ͉trendDespite widespread scientific and popular fascination with the largest and smallest organisms and numerous studies of body size evolution within individual taxonomic groups (1–9),the first-order pattern of body size evolution through the history of life has not been quantified rigorously.Because size influences (and may be limited by)a broad spectrum of physiological,ecological,and evolutionary processes (10–16),detailed docu-mentation of size trends may shed light on the constraints and innovations that have shaped life’s size spectrum over evolu-tionary time as well as the role of the body size spectrum in structuring global ecosystems.Bonner (17)presented a figure portraying a gradual,monotonic increase in the overall maxi-mum size of living organisms over the past 3.5billion years.The pattern appears consistent with a simple,continuous underlying process such as diffusion (18),but could also reflect a more complex process.Bonner,for example,proposed that lineages evolve toward larger sizes to exploit unoccupied ecological niches.For decades,Bonner’s has been the only attempt to quantify body size evolution over the entire history of life on Earth,but the data he presented were not tied to particular fossil specimens and were plotted without consistent controls on taxonomic scale against a nonlinear timescale.Hence,we have lacked sufficient data on the tempo and mode of maximum size change to evaluate potential first-order biotic and abiotic con-trols on organism size through the history of life.Here,we document the evolutionary history of body size on Earth,focusing on the upper limit to e of maximum size allows us to assess constraints on the evolution of large body sizeand avoids the more substantial empirical difficulties in deter-mining mean,median,or minimum size for all life or even for many individual taxa.For each era within the Archean Eon (4,000–2,500Mya)and for each period within the Proterozoic (2,500–542Mya)and Phanerozoic (542–0Mya)eons,we ob-tained the sizes of the largest known fossil prokaryotes,single-celled eukaryotes,metazoans,and vascular plants by reviewing the published literature and contacting taxonomic experts.Sizes were converted to volume to facilitate comparisons across disparate taxonomic groups (see Data and Methods ).The data-base is deposited in Data Dryad ()and can be accessed at /10255/dryad.222.ResultsThe maximum body volume of organisms preserved in the fossil record has increased by Ϸ16orders of magnitude over the last 3.5billion years (Fig.1).Increase in maximum size occurred episodically,with pronounced jumps of approximately 6orders of magnitude in the mid-Paleoproterozoic (Ϸ1.9Gya)and during the Ediacaran through Ordovician (600–450Mya).Thus,Ϸ75%of the overall increase in maximum body size over geological time took place during 2geologically brief intervals that together comprise Ͻ20%of the total duration of life on Earth.Paleoproterozoic size increase occurs as a single step in Fig.1,reflecting the presence of Grypania spiralis in the Paleopro-terozoic (Orosirian)Negaunee Iron Formation of Canada (19).The taxonomic affinities of these fossils are controversial:Their morphological regularity and size suggest they are the remains of eukaryotic organisms (19,20),but they have also been inter-preted as composite microbial filaments (21).Possible trace fossils of similar age and comparable size occur in the Stirling Quartzite of Australia and the Chorhat Sandstone of India,suggesting Orosirian size increase may not have been confined to Grypania (22,23).Slightly younger specimens of similar sizes from the Changzhougou and Changlinggou formations of ChinaAuthor contributions:J.L.P.,A.G.B.,J.H.B.,S.F.,M.K.,R.A.K.,S.K.L.,C.R.M.,D.W.M.,P.M.N.-G.,F.A.S.,J.A.S.,and S.C.W.designed research,performed research,analyzed data,and wrote the paper.The authors declare no conflict of interest.This article is a PNAS Direct Submission.Freely available online through the PNAS open access option.1Towhom correspondence should be addressed.E-mail:jlpayne@.This article contains supporting information online at /cgi/content/full/0806314106/DCSupplemental .©2008by The National Academy of Sciences of the USA24–27͉PNAS ͉January 6,2009͉vol.106͉ ͞cgi ͞doi ͞10.1073͞pnas.0806314106have also been interpreted as macroalgae,although some may be pseudofossils (24,25).Specimens of Grypania spiralis in the Ϸ1.6Gya Rohtas Formation of Vindhyan Supergroup in India exhibit clear annulations and represent the oldest uncontroversial eu-karyotic macrofossils (26).Thereafter,maximum size remained approximately constant for Ͼ1billion years (Fig.1).If the Negaunee specimens are composite microbial filaments rather than eukaryotic (or prokaryotic)individuals,as suggested by Samuelsson and Butterfield (21),they would be excluded from our dataset because they would not be the remains of individual organisms.In this case,the size jump would shift forward in time to the first true eukaryotic macrofossil (the Vindhyan Grypania in the most extreme case),but the magnitude of the size jump and its association with the appearance of eukaryotic organisms would be essentially unchanged.The second major increase in maximum size began with the appearance of the taxonomically problematic Vendobionts dur-ing the Ediacaran Period (635–542Mya).These were followed in turn by larger Cambrian (542–488Mya)anomalocariid ar-thropods and even larger Ordovician (488–443Mya)nautiloid cephalopods.The largest Ordovician cephalopods were nearly 6orders of magnitude larger than the largest pre-Ediacaran fossils.The continuing diversification of terrestrial and marine life since the Ordovician has resulted in comparatively minor in-crease in the sizes of the largest species.The maximum size of animals has increased by only 1.5orders of magnitude since the Ordovician;the giant sauropods of the Mesozoic and even the extant blue whale add comparatively little to the size range of animals (Fig.1).The largest living individual organism,the giant sequoia,is only 3orders of magnitude bigger than the largest Ordovician cephalopod and one and a half orders of magnitude bigger than the blue whale (Fig.1).DiscussionSeveral lines of evidence indicate that our record of maximum size accurately reflects both the fossil record and the actualhistory of maximum size at the taxonomic and temporal scales rger fossils and larger fossil species tend to be remarked upon in the paleontological literature;genus and species names with roots meaning ‘‘large’’or ‘‘giant’’are com-monly applied to particularly sizeable taxa,making them easy to identify in the literature.Because we treat size data on a logarithmic scale,even moderate sampling biases are unlikely to cause observed maxima to vary by Ͼ1or 2orders of magnitude.In contrast,species in the maximum size dataset span Ͼ16orders of magnitude,and the sizes of all living organisms span Ͼ22orders of magnitude (27).Although the upper bound error bars for the individual data points cannot be readily estimated,these errors are likely to be negligible given the size range addressed in our study.For example,it is unlikely that dinosaurs,whales,or cephalopods Ͼ10times the size of the largest known speci-mens have ever existed.That the largest living plant and animal species are not much bigger than the largest known fossils (Fig.1)suggests fossils reliably sample not only trends but also absolute values of maximum size at the temporal and taxonomic scales considered in this study.Trends in trace fossil sizes are generally concordant with the body fossil record (28),indicating that the apparent size increase from the Ediacaran through Ordovician does not merely reflect an increase in preservation potential of large animals.Moreover,large-bodied fossils occur in both well-fossilized clades (e.g.,cephalopods)and taxa that are preserved only under exceptional circumstances (e.g.,anomalocariids,Vendobionts).The episodic pattern of size increase is not predicted under the simplest null model of diffusion away from a small starting size,which has commonly been invoked to account for the tendency of maximum size to increase through time within clades (18,29,30).If size evolves in a manner analogous to diffusion,size increase and decrease would be equally likely for any lineage in any time interval and,given constant diversity,the typical maximum size would be expected to increase with the square root of time elapsed.Based on the diffusive model alone,one would predict initially rapid increase in maximum size early in the history of life,followed by a gradual decrease in this rate.Any divergence from this pattern would suggest other causes at work.In particular,the observed episodes of dramatic increase suggest the origins of key evolutionary innovations,the removal of environmental constraints,pulses of diversification,or more likely,some combination of these.The relative stability in maximum size between these episodes of increase suggests the encountering of new environmental or biological upper bounds.The existence of such boundaries is also consistent with the observation that the historical maxima for numerous well-fossilized animal phyla and plant divisions differ by only 2orders of magnitude (Fig.2).Ongoing diversity increase and improved sampling likely contribute to the continuing,albeit slow,increase observed in the overall maximum size of plants and animals through the Phanerozoic.Increases in organismal complexity,first the eukaryotic cell and later eukaryotic multicellularity,appear to have been pre-requisites for increase in maximum size.The Paleoproterozoic jump in maximum size reflects the first appearance of eukaryotic body fossils rather than the evolution of larger prokaryotes.The apparent abruptness of the size increase from prokaryotic cells to Grypania may reflect,at least in part,the limited preservation and sampling of fossils of this age.However,even the largest known prokaryote—the extant giant sulfur bacterium Thiomar-garita namibiensis (27)—does not approach the size of the oldest eukaryotic macrofossils,perhaps in part because simple diffu-sion of nutrients into or within the cell becomes inefficient at larger sizes (27).Moreover,Thiomargarita and other giant bacteria consist of thin films of cytoplasm surrounding a hollow interior;the metabolically active portion of their volume is relatively small (27).Similarly,the Ediacaran–Ordovician jumpAge (Ma)B i o v o l u m e (l o g m m 3)-6-210Grypaniacephalopod Fig.1.Sizes of the largest fossils through Earth history.Size maxima are illustrated separately for single-celled eukaryotes,animals,and vascular plants for the Ediacaran and Phanerozoic.The solid line denotes the trend in the overall maximum for all of life.Increases in the overall maximum occurred in discrete steps approximately corresponding to increases in atmospheric oxygen levels in the mid-Paleoproterozoic and Ediacaran–Cambrian–early Ordovician.Sizes of the largest fossil prokaryotes were not compiled past 1.9Gya.Estimates of oxygen levels from Canfield (38)and Holland (37)are expressed in percentage of PAL.Phan.,Phanerozoic;Pz.,Paleozoic;Mz.,Mesozoic;C,Cenozoic.Red triangles,prokaryotes;yellow circles,protists;blue squares,animals;green diamonds,vascular plants;gray square,Vendobiont (probable multicellular eukaryote).Payne et al.PNAS ͉January 6,2009͉vol.106͉no.1͉25E V O L U T I O NG E O L O G Yin maximum size occurred exclusively within multicellular eu-karyotes.Notably,the largest multicellular eukaryotes during the Ediacaran and early Paleozoic were not chordates or vascular plants,demonstrating that the size increase was not simply tied to the structural or biomechanical properties of vertebrates or trees.Rather,these size increases occurred within higher taxa different from those that now contain the largest species.No fossil or living single-celled eukaryote approaches the size of the largest plants and animals (Fig.1).This absence may reflect the metabolic inefficiency of having a large cell with a single nucleus and the inadequacy of diffusion as the primary transport process within such a large organism (17).Delays between innovation and size increase suggest that increased organizational complexity alone was not sufficient to drive increase in maximum size.Steranes (organic molecular fossils)likely produced by stem-group eukaryotes have been reported to occur indigenously in rocks that predate the earliest macroscopic eukaryotic fossils by as much as 800My (31,32).However,the time gap between the oldest preserved steranes and the oldest eukaryotic body fossils could reflect the sparse nature of the Archean and early Proterozoic body fossil record or contamination of the Archean rocks by biomarkers from younger organic matter (33).Delay between the advent of eukaryotic multicellularity and subsequent size increase is more clearly defined.The oldest definitive fossil of a multicellular eukaryote—a red alga Ϸ1,200Myr old (34)—predates the initial Ediacaran increase in maximum size by Ϸ600Myr.If older specimens of Grypania or coeval producers of trace fossils were multicellular (22),then the delay may have been even longer.Explicitly testing other hypothesized biological and environ-mental constraints on the evolution of maximum size is beyond the scope of our data,but we note that the 2most rapid increases in maximum size correspond closely with the 2primary episodes of increase in the concentration of atmospheric oxygen (35–40).That oxygen availability could potentially have limited maximum size is indicated by the correlation of maximum size with ambient oxygen concentrations in fossil and recent organisms (41–43).Increases in atmospheric oxygen concentrations have long been hypothesized as triggers for the Late Archean origin of the eukaryotic cell and the Cambrian radiation of animals (44–50).Increased oxygen concentrations have been also linked implicitly (45)and explicitly (46,51)to associated size changes,but the magnitude of maximum size increase during these episodes and their importance relative to size changes during intervening times has not previously been assessed quantitatively.Eukaryotes require oxygen for respiration,but the availability of oxygen may also have mediated the transitions to eukaryotic and multicellular organizations through other pathways,such as the action of oxygen on communication-related transmembrane proteins (52).Although the biosynthesis of sterols,which control fluidity of the cell membrane in eukaryotes,may have been possible even in the absence of oxygen (53,54),aerobic metab-olism does not occur at oxygen concentrations Ͻ1–2%of the present atmospheric level (PAL)(55).Even higher concentra-tions may be required to maintain nitrate levels in the oceans high enough for eukaryotic primary producers (which cannot fix nitrogen)to compete effectively with nitrogen-fixing cyanobac-teria (47).The evolution of large animals with greater demand for oxygen probably required still higher oxygen concentrations,consistent with geochemical data suggesting oxygen was at least 10%PAL by the beginning of the Cambrian (37,56).Vascular plants require similar ambient oxygen concentrations to respire effectively (57).The minimum oxygen requirements of the earliest animals are difficult to state exactly because they would have depended on the extent to which they acquired oxygen via diffusion versus through elaborated respiratory and circulatory systems (49,51).ConclusionsAlthough increase in maximum size over time can often be accounted for by simple diffusive models (18,29,30),a single diffusive model does not appear capable of explaining the evolution of life’s overall maximum size.Approximately 3/4of the 16-orders-of-magnitude increase in maximum size oc-curred in 2discrete episodes.The first size jump required the evolution of the eukaryotic cell,and the second required eukaryotic multicellularity.The size increases appear to have occurred when ambient oxygen concentrations reached suffi-cient concentrations for clades to realize preexisting evolu-tionary potential,highlighting the long-term dependence of macroevolutionary pattern on both biological potential and environmental opportunity.Data and MethodsData on the sizes of fossil organisms were compiled from our own existing databases,extensive searches of the primary and secondary literature,and consultation with taxonomic experts.We attempted to represent the evolu-tion of maximum size of all of life over all of geological time.We only included data on fossil prokaryotes for the Archaean and early Paleoproterozoic when they were the largest known living organisms.Data were restricted to organ-isms that can be considered individuals at the appropriate level of organiza-tional hierarchy following McShea (58)to facilitate the greatest possible comparability;we did not include the sizes of colonies or more loosely inte-grated associations of individuals.Body volume,calculated by application of simple geometric models (e.g.,ellipsoids and cones),was used as a standard measure of body size because it is both biologically meaningful and method-ologically practical when comparing such morphologically and ecologically diverse taxa (59).Although such estimates only approximate actual bodyB i o v o l u m e (l o g m m 3)23456789101112B i o v o l u m e (l o g m m 3)A ge (M a)1002003004005006003456789Fig.2.Phanerozoic trends in size maxima for selected animal phyla and plant divisions.(A )Animal phyla.(B )Vascular plant divisions.Historical max-ima differ by Ͻ2orders of magnitude among phyla and divisions,although the timing of those historical maxima differs across clades.1,Pteridophyta;2,Lycopodiophyta;3,Pinophyta;4,Ginkgophyta;5,Cycadophyta;6,Magnolio-phyta;7,Equisetophyta;E,Ediacaran;Cm,Cambrian;O,Ordovician;S,Silu-rian;D,Devonian;C,Carboniferous;P,Permian;Tr,Triassic,J,Jurassic;K,Cretaceous;Pg,Paleogene;N,Neogene.26͉ ͞cgi ͞doi ͞10.1073͞pnas.0806314106Payne et al.volume,associated errors are unlikely to bias results,considering the reported size trends span16orders of size magnitude.The observed data and the geometric approximations used to calculate volume for individual fossil spec-imens are included as Table S1.Although our database contains only93recorded observations,the amount of implicit information recorded is much larger.For example,it is widely agreed that a specimen of Parapuzosia seppenradensis is the largest ammonite fossil ever collected(60),and thus,each of the thousands(if not millions)of ammonites ever seen in thefield or collected for study must have been smaller than this specimen.By extension of this argument,the database places upper bounds on the sizes of many millions of fossil specimens collected over the past several centuries.The full database analyzed in this study is deposited in Data Dryad(www. )at /10255/dryad.222. ACKNOWLEDGMENTS.This study is a product of the working group on body size evolution(principal investigators:J.L.P.,J.A.S.,and M.K.)funded by the National Evolutionary Synthesis Center(NESCent),National Science Founda-tion Grant EF-0423641.We thank N.Butterfield,M,Carrano,W.DiMichele,L. Dong,R.Feldmann,P.Gensel,J.Huntley,P.Janvier,A.Logan,S.Low,S.Lucas, R.Lupia,W.Manger,K.Niklas,W.Ou,S.Porter,C.Schweitzer,H.Steur,R. Taggert,B.Tiffney,S.Truebe,S.Wing,and S.Xiao for advice and assistance in data compilation;J.Denton and especially S.Porter for comments on previous drafts of the manuscript;and G.Hunt and2anonymous reviewers for con-structive and thoughtful suggestions.1.Alroy J(1998)Cope’s rule and the dynamics of body mass evolution in North Americanfossil mammals.Science280:731–734.2.Hunt G,Roy K(2006)Climate change,body size evolution,and Cope’s rule in deep-seaostracodes.Proc Natl Acad Sci USA103:1347–1352.3.Jablonski D(1997)Body-size evolution in Cretaceous molluscs and the status of Cope’srule.Nature385:250–252.4.Smith FA,et al.(2004)Similarity of mammalian body size across the taxonomichierarchy and across space and time.Am Nat163:672–691.5.Brown JH,Nicoletto PF(1991)Spatial scaling of species composition—Body masses ofNorth American land mammals.Am Nat138:1478–1512.6.Payne JL(2005)Evolutionary dynamics of gastropod size across the end-Permianextinction and through the Triassic recovery interval.Paleobiology31:269–290.7.Niklas KJ,Enquist BJ(2001)Invariant scaling relationships for interspecific plantbiomass production rates and body size.Proc Natl Acad Sci USA98:2922–2927.8.Novack-Gottshall PM,Lanier MA(2008)Scale-dependence of Cope’s rule in body sizeevolution of Paleozoic brachiopods.Proc Natl Acad Sci USA105:5430–5434.9.Huntley JW,Xiao S,Kowalewski M(2006)1.3billion years of acritarch history:Anempirical morphospace approach.Precambrian Res144:53–68.10.Brown JH(1995)Macroecology(Univ of Chicago Press,Chicago).11.Peters RH(1983)The Ecological Implications of Body Size(Cambridge Univ Press,NewYork).12.Calder WA(1984)Size,Function,and Life History(Harvard Univ Press,Cambridge,MA).13.Schmidt-Nielsen K(1984)Scaling,Why is Animal Size so Important?(Cambridge UnivPress,New York).14.Bonner JT(2006)Why Size Matters:From Bacteria to Blue Whales(Princeton UnivPress,Princeton).15.Martin AP,Palumbi SR(1993)Body size,metabolic rate,generation time,and themolecular clock.Proc Natl Acad Sci USA90:4087–4091.16.Jablonski D(1996)in Evolutionary Paleobiology,eds Erwin DH,Jablonski D,Lipps JH(Univ of Chicago Press,Chicago),pp256–289.17.Bonner JT(1988)The Evolution of Complexity by Means of Natural Selection(Prince-ton Univ Press,Princeton).18.McShea DW(1994)Mechanisms of large-scale evolutionary trends.Evolution(Law-rence,Kans)48:1747–1763.19.Han T-M,Runnegar B(1992)Megascopic eukaryotic algae from the2.1-billion-year-oldNegaunee Iron-Formation,Michigan.Science257:232–235.20.Knoll AH,Javaux EJ,Hewitt D,Cohen P(2006)Eukaryotic organisms in Proterozoicoceans.Philos Trans R Soc London Ser B361:1023–1038.21.Samuelsson J,Butterfield NJ(2001)Neoproterozoic fossils from the Franklin Moun-tains,northwestern Canada:Stratigraphic and palaeobiological implications.Precam-brian Res107:235–251.22.Bengtson S,Rasmussen B,KrapezˇB(2007)The Paleoproterozoic megascopic Stirlingbiota.Paleobiology33:351–381.23.Seilacher A,Bose PK,Pflu¨ger F(1998)Triploblastic animals more than1billion yearsago:Trace fossil evidence from India.Science282:80–83.24.Xiao S,Dong L(2006)in Neoproterozoic Geobiology and Paleobiology,eds Xiao S,Kaufman AJ(Springer,Dordrecht,The Netherlands),pp57–90.mb DM,Awramik SM,Zhu S(2007)Paleoproterozoic compression-like structures fromthe Changzhougou Formation,China:Eukaryotes or clasts?Precambrian Res154:236–247.26.Kumar S(1995)Megafossils from the Mesoproterozoic Rohtas Formation(the Vin-dhyan Supergroup),Katni area,central India.Precambrian Res72:171–184.27.Schulz HN,Jørgensen BB(2001)Big bacteria.Annu Rev Microbiol55:105–137.28.Droser ML,Bottjer DJ(1993)Trends and patterns of Phanerozoic ichnofabrics.AnnuRev Earth Planet Sci21:205–225.29.Stanley SM(1973)An explanation for Cope’s Rule.Evolution(Lawrence,Kans)27:1–26.30.Gould SJ(1988)Trends as changes in variance—A new slant on progress and direc-tionality in evolution.J Paleontol62:319–329.31.Brocks JJ,Logan GA,Buick R,Summons RE(1999)Archean molecular fossils and theearly rise of eukaryotes.Science285:1033–1036.32.Dutkiewicz A,Volk H,George SC,Ridley J,Buick R(2006)Biomarkers from Huronianoil-bearingfluid inclusions:An uncontaminated record of life before the Great Oxi-dation Event.Geology34:437–440.33.Rasmussen B,Fletcher IR,Brocks JJ,Kilburn MR(2008)Reassessing thefirst appearanceof eukaryotes and cyanobacteria.Nature455:1101–1104.34.Butterfield NJ(2000)Bangiomorpha pubescens n.gen.,n.sp.:Implications for theevolution of sex,multicellularity,and the Mesoproterozoic/Neoproterozoic radiation of eukaryotes.Paleobiology26:386–404.35.Papineau D,Mojzsis SJ,Schmitt AK(2007)Multiple sulfur isotopes from Paleoprotero-zoic Huronian interglacial sediments and the rise of atmospheric oxygen.Earth Planet Sci Lett255:188–212.36.Fike DA,Grotzinger JP,Pratt LM,Summons RE(2006)Oxidation of the EdiacaranOcean.Nature444:744–747.37.Holland HD(2006)The oxygenation of the atmosphere and oceans.Philos Trans R SocLondon Ser B361:903–915.38.Canfield DE(2005)The early history of atmospheric oxygen:Homage to Robert M.Garrels.Annu Rev Earth Planet Sci33:1–36.39.Scott C,et al.(2008)Tracing the stepwise oxygenation of the Proterozoic ocean.Nature452:456–459.40.Canfield DE,Poulton SW,Narbonne GM(2007)Late-Neoproterozoic deep-oceanoxygenation and the rise of animal life.Science315:92–95.41.Kaiho K(1998)Global climatic forcing of deep-sea benthic foraminiferal test sizeduring the past120m.y.Geology26:491–494.42.Chapelle G,Peck LS(1999)Polar gigantism dictated by oxygen availability.Nature399:114–115.43.McClain CR,Rex M(2001)The relationship between dissolved oxygen concentrationand maximum size in deep-sea turrid gastropods:An application of quantile regres-sion.Mar Biol139:681–685.44.Runnegar B(1991)Precambrian oxygen levels estimated from the biochemistry andphysiology of early eukaryotes.Palaeogeogr Palaeoclimatol Palaeecol71:97–111.45.Cloud P(1972)A working model of the primitive Earth.Am J Sci272:537–548.46.Runnegar B(1982)The Cambrian explosion:Animals or fossils?Aust J Earth Sci29:395–411.47.Knoll AH,Holland HD(1995)in Effects of Past Global Change on Life,ed Commissionon Geosciences,Environment and Resources(National Academy Press,Washington, DC),pp21–33.48.McFadden KA,et al.(2008)Pulsed oxidation and biological evolution in the EdiacaranDoushantuo Formation.Proc Natl Acad Sci USA105:3197–3202.49.Runnegar B(1982)Oxygen requirements,biology and phylogenetic significance of thelate Precambrian worm Dickinsonia,and the evolution of the burrowing habit.Al-cheringa6:223–239.50.Shen Y,Zhang T,Hoffman PF(2008)On the coevolution of Ediacaran oceans andanimals.Proc Natl Acad Sci USA105:7376–7381.51.Raff RA,Raff EC(1970)Respiratory mechanisms and the metazoan fossil record.Nature228:1003–1005.52.Acquisti C,Kleffe J,Collins S(2007)Oxygen content of transmembrane proteins overmacroevolutionary time scales.Nature445:47–52.53.Fischer WW,Pearson A(2007)Hypotheses for the origin and early evolution oftriterpenoid cyclases.Geobiology5:19–34.54.Raymond J,Blankenship RE(2004)Biosynthetic pathways,gene replacement and theantiquity of life.Geobiology2:199–203.55.Chapman DJ,Schopf JW(1983)in Earth’s Earliest Biosphere:Its Origin and Evolution,ed Schopf JW(Princeton Univ Press,Princeton),pp302–320.56.Berner RA,Beerling DJ,Dudley R,Robinson JM,Wildman RA(2003)Phanerozoicatmospheric oxygen.Annu Rev Earth Planet Sci31:105–134.57.Geigenberger P(2003)Response of plant metabolism to too little oxygen.Curr OpinPlant Biol6:247–256.58.McShea DW(2001)The hierarchical structure of organisms:A scale and documentationof a trend in the maximum.Paleobiology27:405–423.59.Novack-Gottshall PM(2008)Using simple body size metrics to estimate fossil bodyvolume:Empirical validation using diverse Paleozoic invertebrates.Palaios23:163–173.60.Stevens GR(1988)in Cephalopods Past and Present,eds Wiedmann J,Kullmann J(Schweizerbart’sche,Stuttgart,Germany),pp141–166.Payne et al.PNAS͉January6,2009͉vol.106͉no.1͉27E V O L U T I O N G E O L O GY。