半高速钢成品辊试验研究
高强度钢辊弯成形工艺研究
高强度钢辊弯成形工艺研究摘要:随着工业化的不断发展,对于高强度钢的需求也越来越大。
高强度钢具有优异的力学性能和耐腐蚀性,被广泛应用于航空航天、汽车、船舶等领域。
本文通过对高强度钢辊弯成形工艺的研究,探讨了其成形过程中的影响因素以及优化方法,为高强度钢辊弯成形工艺提供了理论依据和实际应用价值。
关键词:高强度钢,辊弯成形,影响因素,优化方法1. 引言高强度钢由于其卓越的力学性能和耐腐蚀性,被广泛应用于各个领域。
其中,辊弯成形是一种常见的加工工艺,用于制造弯曲形状的高强度钢材料。
然而,高强度钢的强度和韧性往往使得其辊弯成形过程中存在一定的难度和挑战。
因此,研究高强度钢辊弯成形工艺,对于提高工艺效率和降低成本具有重要意义。
2. 影响因素(1)材料性能:高强度钢的硬度和强度决定了其辊弯成形的难度。
材料的塑性和韧性对成形结果有着重要影响。
(2)辊弯工艺参数:辊弯工艺参数包括辊弯压力、辊弯半径、辊弯速度等。
这些参数的选择直接影响到成形质量和效率。
(3)辊弯机械设备:辊弯机械设备的稳定性和精度对于高强度钢辊弯成形的成功与否至关重要。
3. 优化方法(1)选择合适的辊弯工艺参数:根据高强度钢的物理性质和强度要求,选择合适的辊弯工艺参数,如辊弯压力、辊弯半径和辊弯速度等。
(2)控制辊弯机械设备:确保辊弯机械设备的稳定性和精度,减少成形过程中的误差。
(3)加热预处理:对于某些高强度钢材料,加热预处理能够提高其塑性和韧性,有利于辊弯成形的顺利进行。
(4)优化工艺流程:通过优化工艺流程,减少成形过程中的残余应力和变形。
4. 结论高强度钢辊弯成形工艺的研究是一项复杂而重要的工作。
本文通过分析影响因素和优化方法,提供了一些有效的工艺指导,并为高强度钢辊弯成形工艺的进一步研究提供了一定的理论依据和实际应用价值。
相信随着工艺技术的不断进步,高强度钢辊弯成形工艺将取得更大的突破和发展。
高速钢轧辊

【原创】高速钢轧辊的性能与应用作者: xucz 发布日期: 2009-04-08 13:46轧辊是钢铁材料生产中的重要构件,而其本身材质开发与应用也十分重要,在此简要概述一下高速钢辊材的发展与应用,抛砖引玉,请大家讨论!1,应用现状轧制过程自动化、连续化、重型化是现代轧制技术的发展方向。
近年来,随着我国汽车、家电、铁路、桥梁、建筑业的快速发展,推动了轧钢工业的迅速发展,对轧材的尺寸精度、表面质量、使用性能也提出了更高的要求,促进了轧制技术的进步,轧辊的工作环境越来越苛刻,轧辊的使用性能要求也越来越高。
如何提高轧辊的使用性能以适应轧钢的需求是轧辊工作者面临的新课题。
上世纪末,高速钢复合轧辊工业应用已经取得成功,高速钢复合轧辊是将工作层和芯部以熔铸方式复合起来的高性能轧辊,工作层具有高硬度、高耐磨性和优异的抗热裂纹性能。
采用锻钢、铸钢或球墨铸铁作为轧辊芯部材料具有较高的强韧性。
高速钢复合轧辊充分发挥了两种材料的性能优势,使用寿命比高铬铸铁轧辊提高3倍以上。
目前,高速钢轧辊主要应用于热轧精轧前段机架,并逐步向后段机架推广,有可能在未来十年内完全取代高铬铸铁轧辊。
高速钢轧辊的使用可以减少换辊次数、降低辊耗和周转量,还可以提高轧制精度、实现无规程轧制,具有广阔的应用前景。
1988年日本首先开始采用高速钢轧辊,美国在90年代初开始引入高速钢轧辊,欧洲起步相对较晚但发展很快,我国大型高速钢复合轧辊还处于研制阶段,关键生产工艺尚未成熟,高速钢复合轧辊的使用也仅限于宝钢等几家大型钢铁企业。
开展高速钢轧辊的制造和使用技术研究,可以为新型高速钢轧辊的推广应用奠定基础,因而具有十分重要的实用价值。
未完,待续......相关回复:作者: xucz 发布日期: 2009-04-08 14:05热轧工作辊的工况条件非常复杂,承受剧烈的机械负荷、热负荷和冷却水的循环作用,因而存在多种损伤形式。
热轧工作辊承受的基本应力可分为三类:1). 机械应力:即在轧制过程中,由轧制载荷而产生的直接剪应力、弯曲应力和为了驱动轧辊克服轧制摩擦力所必需的转矩而产生的扭转剪切应力,尤其是在咬钢和抛钢瞬时产生的机械冲击负荷,加剧了机械应力的作用。
140CrNiMo锻造半钢轧辊的试制_王同路

第32卷第3期Vo l 132 No 13锻 压 技 术FORGING &STAMPING TECHNOLOGY2007年6月Jun.2007生产与实践140CrNiM o 锻造半钢轧辊的试制王同路1,2*,任学平2,郝庆科1,郎建章1(11中钢集团邢台机械轧辊有限公司质检部,河北邢台 054025;21北京科技大学材料学院,北京 100083)摘要:介绍了140CrN iM o 锻造半钢轧辊的生产试制情况。
采用浇铸轧辊工装铸造半钢毛坯,铸坯为轴类形状,提高了铸坯利用率。
锻前采用低温长时间加热扩散;锻造时使用上平、下V 型砧(型砧越旧越好)直接拔长轧辊铸坯,严格控制压下量,有效减少了拉应力而增加压应力,较好地解决了锻造半钢轧辊锻造时的裂纹问题。
锻造比不小于2,较好地改变了碳化物的分布状态,大幅度提高了材料的综合力学性能。
终锻温度为900e ,锻后空冷到450~500e 进炉热处理。
锻后进行正火+球化+扩氢退火热处理,最终热处理后,辊身组织为细珠光体+二次碳化物,制造出合格的锻造半钢轧辊。
关键词:锻造;锻造半钢轧辊;140CrN iM o中图分类号:TG306 文献标识码:A 文章编号:1000-3940(2007)03-0131-03Trial production of 140CrNiMo forging adamite rollsWANG Tong -lu 1,2,REN X ue -ping 2,HAO Qing -ke 1,LANG Jian -zhang 1(11Q ua lit y Inspectio n Department,Sino steel Xing tai M achinery &M ill Roll Co 1,L td 1,Xing tai 054025,China;21Schoo l o f M aterials,U niversit y of Science and T echno log y Beijing ,Beijing 100083,China)Abstract:T he tr ial fabr ication of 140Cr NiM o for ging adamite ro lls w as int roduced 1T he adamite blanks w ere cast w ith roll cast mould and the cast blanks w ere of shaft shape that co uld impr ov e the blanks utilizatio n r ate 1T he heat ing pr ocess w ith low temper atur e for a lo ng time w as under taken pr ior to the fo rg ing 1Cast r olling blank w as directly str etched w ith upside flat and underside "V "swag e anvils (the o lder the anvil w as,the bet ter it w as)1T he r eduction w as well contr olled and tensile st ress w as effectiv ely r educed while the compressive stress was increased 1By this way ,t he failure of surface cracks o f fo rg ing adamite ro lls w as solved successfully 1T he fo rg ing rat io was no t less than 2,w hile t he distributio n of carbide w as improv ed and the com pr ehensive for ce pro per ties o f the mater ial w ere significantly incr eased 1F inal fo rg ing temperature w as 900e 1T he ro lls w ill be air co oled to 450~500e after for g ing and befo re heat treatment 1T he pro cess of heat treatment aft er fo rg ing w as no rmalizing +spheroidizing +annealing by ex panding hy dr og en 1A fter final heat tr eatment,the matr ix o f ro ll bar rel w as fine pearlite +secondary car bide 1Q ualified fo rg ed adamite r olls w ere produced successfully 1Keywords:for ging ;fo rg ing adamite r oll;140CrN iM o*男,39岁,硕士研究生,高级工程师收稿日期:2006-08-09;修订日期:2006-11-201 引言铸造半钢轧辊虽然咬入性能好,具有好的耐表面粗糙性和耐磨性,且支承辊磨损小,但随着含碳量的增高,辊身工作层基体组织的大块碳化物量也相应增多,从而经常发生/斑带0事故[1],且由于大块碳化物的存在降低了钢的强度等。
棒材连轧机轧辊材质的选择及高速钢轧辊在成品机架中的分析徐永强
棒材连轧机轧辊材质的选择及高速钢轧辊在成品机架中的分析徐永强摘要:为了满足当下工作的需要,进行棒材连轧机轧辊的分析是必要的,这需要针对精机架特点的分析,更好的进行机架轧辊的性能特点进行分析,进行系统性的阐述,更好的进行材质模块、应用模块等的分析,保证其整体质量的提升,实现其整体效能的提升,更好的满足当下工作模块的需要。
关键词:高速钢;存在问题;连轧机1 关于轧辊材质选择模块的分析轧辊的质量对于工业是非常必要的,这需要进行强度及其工作层的良好质量控制,保证其整体耐磨性的优化。
这需要进行经济性及其相关性能的分析。
保证换辊槽周期及其停机时间的控制,保证其各个机组的控制,满足轧机的变形工作需要。
这也需要进行产品的整体精度性的提升,满足架次的综合性工作的需要,保证轧辊整体性能的优化。
这需要明确好当下棒材粗轧机架的工作任务,进行高温状态下的断面控制,保证轧辊承受轧制效益的提升,保证轧曹深度、压量等的控制。
这就需要轧辊的辊颈具备良好的强度。
保证其轧辊轧速的优良。
毕竟在工作模块中,其也要与一定温度的钢培进行足够的接触。
在接触模块中,保证该结构的良好抗热性是必要的,从而实现整体抗热裂性的提升,进行抗剥落性的优化,保证其整体冲击性的提升,进行咬入性的分析,保证机架的良好选择,满足当下工作施工的需要,提升其应用效益,保证机架的整体工作性能的提升,实现现阶段相关工作任务的解决。
在当下工作模块中,棒材轧机是重要的模块,通过对轧件的延伸性及其精轧机组准确性的控制,更有利于轧机的整套控制,满足设备承上启下的工作需要。
这也需要进行轧槽的工作位置的分析,进行轧制力的控制,保证轧辊整体强度的提升及其优化,这需要引起相关人员的重视。
但由于轧辊孔型尺寸较大,槽底的冷却不能充分达到,因此要求此位置轧辊需具备较好的抗热裂性和冲击韧性,还要具备相应的耐磨性。
根据其所在位置特点,其耐磨性要高于粗轧机组,特别其槽底与槽顶硬度要相差不大,基本一致,此处选用离心复合轧辊恰当不过。
半高速钢轧辊化学成分 -回复

半高速钢轧辊化学成分-回复标题:半高速钢轧辊化学成分及其影响因素的详细解析引言:在现代钢铁和金属加工业中,半高速钢轧辊是重要的关键设备之一。
半高速钢轧辊的化学成分对其材料性能和使用寿命具有重要影响。
本文将深入探讨半高速钢轧辊的化学成分,包括其组成、含量以及影响因素等方面,以帮助读者更好地了解和应用这一关键设备。
一、半高速钢轧辊的组成半高速钢轧辊通常由以下主要元素组成:碳(C)、铬(Cr)、钼(Mo)、钨(W)、锰(Mn)、硅(Si)、钛(Ti)和其他微量元素。
每个元素的含量和比例对轧辊的性能有着重要影响。
二、化学成分及含量对性能的影响1. 碳含量(C):影响半高速钢轧辊的硬度和强度。
过高的碳含量会导致轧辊易于断裂,而过低的碳含量则会减弱轧辊的硬度和强度。
2. 铬含量(Cr):提高半高速钢轧辊的抗热和耐磨性能。
通常,较高的铬含量会增加轧辊表面的硬度,并改善其耐磨性。
3. 钼含量(Mo):提高半高速钢轧辊的热稳定性和耐蚀性。
钼的添加可以增加轧辊的耐高温性能,减少轧辊在高温下的变形和蠕变。
4. 钨含量(W):提高半高速钢轧辊的高温强度和硬度。
钨的添加可以增加轧辊的耐高温性能,提高其使用寿命。
5. 锰含量(Mn):对轧辊的硬度和强度有一定影响。
较高的锰含量可以提高轧辊的硬度,但过高的含量会导致轧辊易于开裂。
6. 硅含量(Si):增加半高速钢轧辊的耐热性和抗疲劳性。
硅的添加可以提高轧辊的热稳定性,降低疲劳裂纹的产生。
7. 钛含量(Ti):钛的添加可以改善半高速钢轧辊的晶粒细化效果,并提高轧辊的耐疲劳性。
8. 其他微量元素:如铝、镍、钒等,虽然含量较少,但也对轧辊的性能产生一定影响。
这些元素的主要作用是提高半高速钢轧辊的韧性和抗磨性。
三、影响化学成分选择的因素1. 使用条件:根据钢铁或金属加工工艺的要求以及轧辊在使用过程中所承受的温度、压力和各种力的作用,选择合适的化学成分。
2. 轧辊类型:不同类型的半高速钢轧辊对化学成分的要求也有所不同。
成品道次高速钢轧辊的应用
成品道次高速钢轧辊的应用发布时间:2022-01-04T07:43:26.027Z 来源:《中国科技人才》2021年第24期作者:张荣博时英杰张猛王杰[导读] 介绍了高速钢轧辊与贝氏体轧辊的对比,其中包括:高速钢轧辊的特点、应用效果、成品质量、经济效益等方面来说明在棒材上的实际应用效果。
张荣博时英杰张猛王杰山东钢铁股份有限公司莱芜分公司棒材厂 271104摘要:介绍了高速钢轧辊与贝氏体轧辊的对比,其中包括:高速钢轧辊的特点、应用效果、成品质量、经济效益等方面来说明在棒材上的实际应用效果。
关键词:高速钢轧辊;贝氏体轧辊;轧辊应用效果一、背景随着轧钢技术的进步和装备水平的提高,现在的棒材生产线已经逐步的走向了自动化、连续化和高效化的生产方式,与此同时对轧辊性能的要求也越来越严格,尤其耐磨性和热稳定性要求也越来也高。
普遍采用的轧辊已经无法满足高产量、高作业率的生产方式。
同时轧制过程中的轧槽磨损也影响了产品质量,因此立项的目的就是更换轧辊类型使其保证成品的质量,调整产品的负差率和轧机的作业率、降低轧辊消耗和操作人员的劳动强度等方面。
二、贝氏体轧辊带来的问题当前棒材生产线轧制过程中由于贝氏体轧槽的快速磨损,造成产品尺寸总在不断的波动,同时也造成了米重波动幅度大,给现场的调整工带来了难度。
造成累计换辊换槽时间长,制约了生产量的提高,最后会导致整个生产线作业率降低、成材率等技术经济指标低,产品尺寸精度低和综合生产成本增加,使用贝氏体轧辊后,职工根据现场生产情况每个班次需要更换使用两个轧槽,生产过程中会停下来安排人手换槽,严重影响生产节奏,并且轧机轧槽调整过于频繁、会使生产事故多发,出现轧废的概率大大提高。
三、高速钢轧辊的使用高速钢轧辊特点:(1)碳化物硬度高、耐磨性好。
高含量的C和V得到了高硬度的MC型碳化物,提高了轧辊的硬度。
高速钢轧辊碳化物为MC、M7C3和M6C,因而耐磨性好。
(2)热稳定性好。
高速钢轧辊中含有大量的Co、W、Mo、Cr、V等元素,Co可提高高速钢轧辊的红硬性,使得热稳定性得到了改善,通过实验研究发现,普通轧辊材质的硬度随温度升高而明显下降,而高速钢轧辊在600℃仍保持有500HV,这在一定程度上提高了轧辊热稳定性。
半固态连铸M2高速钢坯料的特性研究的开题报告

半固态连铸M2高速钢坯料的特性研究的开题报告一、研究背景和意义高速切削工具是现代制造业中不可或缺的重要工具。
而M2高速钢作为最具代表性的高速钢之一,因其优异的综合性能在高速切削领域得到广泛应用。
然而,M2高速钢的加工难度较大,诸如工具磨损、断裂、变形等问题经常出现。
为解决这些问题,改进M2高速钢的材料性能成为了研究的重要方向之一。
近年来,半固态连铸技术得到了广泛的关注和应用。
半固态连铸技术可以制备出具有均匀结构和良好性能的半固态金属坯料,从而为高速钢材料的优化提供了新的途径。
本课题旨在通过半固态连铸技术制备出M2高速钢坯料,并探究其特性及其在高速切削中的应用,从而为工业领域中的相关工艺和应用提供指导与借鉴。
二、研究内容1. 制备半固态连铸M2高速钢坯料:选取适当的原料,采用半固态连铸技术制备出M2高速钢坯料。
2. 分析坯料的组织结构及特性:利用金相显微镜、扫描电镜等手段对半固态连铸M2高速钢坯料的组织结构和特性进行分析,包括晶粒尺寸、相组成、孔隙率等。
3. 测试半固态连铸M2高速钢坯料的机械性能和热加工性能:通过拉伸试验、硬度试验、冲击试验等手段,测试半固态连铸M2高速钢坯料的机械性能和热加工性能,并与常规M2高速钢材料进行比较。
4. 制备刀具并进行切削试验:采用半固态连铸M2高速钢制备出不同形状的刀具,并进行高速切削试验,测试半固态连铸M2高速钢刀具的耐磨性、断裂性等性能,并与常规M2高速钢刀具进行比较。
三、研究计划1. 第1-2个月:收集相关文献,熟悉半固态连铸技术和金属材料的基本知识。
2. 第3-4个月:选定适当的原料,采用半固态连铸技术制备M2高速钢坯料。
3. 第5-6个月:对半固态连铸M2高速钢坯料进行金相显微镜、扫描电镜等分析,探究其组织结构和特性。
4. 第7-8个月:测试半固态连铸M2高速钢坯料的机械性能和热加工性能,并与常规M2高速钢材料进行比较。
5. 第9-10个月:制备刀具并进行高速切削试验,测试半固态连铸M2高速钢刀具的性能。
铸造高速钢轧辊在热连轧机组上的应用研究
( o ol gD p r et B ohnI n& S e C . Ld , h nh i 0 9 0 C i ) H t ln eat n, asa o R i m r t l o , t. S ag a 10 , hn e 2 a AbtatT ecm o et, r etsadcaatrt so cs n ihseds e ( S )r l r t d cd h rb m src :h o pn n po re n hr eii f at ghg e el H S o ei r ue .T e o l si s p i c sc i p t la n o p e n
4 5
15 —3. 2. —7. 2. . 5 0 0 0—7 0 . 10 —2. 4. —8. 2. . 5 0 0 0—8 0 .
1 0 —3. . 7 1 2 —2. . 5 3. —2 6 0 3. —8. 0 0 0 一儿 .1 1 0—5 0 . .
<2. 0 10 —2. . 5
0—3 0 . <3 0 .
2 0 —7. 0. . 0 Ol—O 5 .
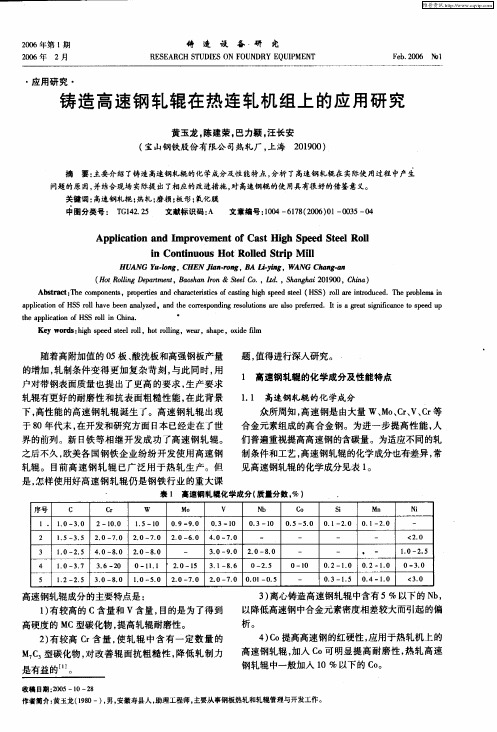
高速钢轧辊成分的主要特点是 : 1 有较高的 C含量和 V含量 , ) 目的是为了得到
・
应 用研 究 ・
铸 造高速钢轧辊在热连轧机组上 的应用研究
黄玉龙。 陈建荣。 巴力颖 。 汪长安 ( 宝山钢铁股份有限公 司热轧厂 , 上海 2 10 ) 090
摘 要: 主要介绍了铸造高速钢轧辊的化学成分及性能特点, 分析 了高速钢轧辊在实际使用过程中产生 问题的原因, 并结合现场实际提出了相应的改进措施, 对高速钢辊的使用具有很好的借鉴意义。