38------均压顶头设计_刘凤
栖凤煤业大倾角综放面采煤工艺与系统设计

3 大倾角综放面采煤工艺设计
51408 工作面沿煤层倾向布置,设计采高 2.9 m, 放煤高度 8.7 m,即一采一放走向长壁整层放顶煤 采煤法,采放比为 3:1。 3.1 大倾角综放面割煤方式
大倾角综放面采用 MG170/411WD 型双滚筒采 煤机,单向割煤、切口斜切进刀方式,往返一次割 一刀。具体参数见表 1。
人、运煤、运料。
4.3 开切眼布置方式
开切眼沿煤层底板倾向布置,工作面长 120 m,
开切眼采用锚网索配合单体支柱联合支护,上下出
口高差 44 m。巷道断面形状及几何参数见表 4。
表 4 巷道断面形状及几何参数
巷道名称 断面形状
净宽 /m
净高 /m
巷道长度 /m
回风顺槽 矩形
4.2
2.8
722
运输顺槽 矩形
84
2021 年第 6 期
栖凤煤业大倾角综放面采煤工艺与系统设计
刘鹏飞
(山西忻州神达栖凤煤业有限公司,山西 宁武 036700)
摘 要 以栖凤煤业 51408 大倾角厚煤层为工程背景,采用一采一放走向长壁整层放顶煤采煤法设计了大倾 角综放面采煤工艺,主要包括大倾角综放面割煤方式、装煤方式、运煤方式以及顶板控制方式,设计了大倾 角综放面采煤系统布置,工作面采用“U”型一进一回方式布置,提出了大倾角综放面调斜和防倒架安全技术 措施,对于大倾角综放面设计具有一定的指导意义。 关键词 大倾角;综放面;采煤工艺;采煤系统;安全技术措施 中图分类号 TD823.4+9 文献标识码 B doi:10.3969/j.issn.1005-2801.2021.06.031
2 工程概况
51408 工 作 面 位 于 514 采 区, 开 采 水 平 为 +1325 m 水平,地面标高 +1557~ +1628 m,井下标 高 +1300~ +1345 m。地面位置位于栖凤煤业有限公 司井田西南部,工作面东南方向邻近工作面保护煤 柱,西南为井田边界保护煤柱,西北邻近采空区保 护煤柱,东北为 515 辅运上山、回风上山、515 回 风上山、风井工业广场保安煤柱。工作面走向长度 758 m,倾向长度 120 m,煤层厚度 12.44~18.00 m,
WIFI模块-硬件设计资料

WIFI模块硬件设计规格书版本: 1.0目录1 模块总体介绍(Gerneral introduction) (4)1.1 概述及实物图片(Description) (4)1.2 应用领域(Application) (6)1.3 产品特性 (Main feature) (6)2 模块电气特性(Electric Characteristics) (8)2.1 极限条件(Absolute Maximum Ratings) (8)2.2 工作条件(Recommended Operate Range) (8)2.3 电气特性(General Electric Characteristics)............................... (8)2.4 拼脚定义(Pin Assignment and Description) (9)3 模块应用设计指导(Application note) (14)3.1 功能框图(Function Block description) (14)3.2 工作状态描述(state descriptions) (14)3.3 硬件应用接口概述 (15)3.4 电源和驱动应用接口 (16)3.4.1 电源和驱动管脚定义 (16)3.4.2 主电源供电特性Vbat (17)3.4.3 备用电池RTC................................................................................. ........................... (18)3.4.4 开关机及复位(Power ON/OFF and Reset) (19)3.4.5 充电输入口VCHGIN............................ ................................. .. (20)3.4.6 充电输出口VCHGOUT........................... ................................. . (21)3.4.7 电池检测专用ADC口ADC3/BAT_ID ........................... .. (21)3.4.8 4路LDO输出.................................................... .. (22)3.4.9 LED-驱动 (22)3.4.10 KEY_ LED-驱动 (23)3.4.11电源电路参考设计 (23)3.5 按键接口........................................... . (24)3.6 语音接口........................................... (25)3.6.1模拟音频差分输入主MIC0和辅助MIC1.................................................................................. . (25)3.6.2 模拟音频差分输出受话器REC (26)3.6.3 模拟音频差分输出喇叭SPK (26)3.7 UART 接口 (27)3.8 IIC 接口 (28)3.9 LCD IO驱动为2.8V SPI 接口 (28)3.10 LCD IO驱动为1.8V SPI 接口 (29)3.11 USB 接口..................................... . (30)3.12 SIM 卡接口 (31)3.13 T-F卡接口 (32)3.14 F M 接口 (34)3.15 BT 接口 (34)3.16 通用GPIO接口 (35)3.17 中断口EINT (35)3.18 模拟输入ADC (35)3.19 射频天线接口 (36)4硬件设计指南 (37)4.1 PCB板布局说明 (37)4.2 PCB 关键走线说明......................................................... (37)5 机械特性 (38)5.1 模块机械尺寸 (38)5.2 模块产品 Top-View 视图.......................................... (39)5.3模块供电要求及接法 (41)5.4下载软件 (41)5.5模块开机 (41)5.6 RF测试连接 (41)6 附录 (42)6.1 射频指标 (42)6.2 通信专用术语 (42)1 模块总体介绍1.1 概述及实物图片GW01_GSM&WIFI是一款GSM/GPRS/WIFI无线四频(GSM850/GSM900/DCS1800/PCS1900)工业模块,可以覆盖全球通用GSM频段。
工艺专业BIM正向设计在脱水机房中的应用

智能施工NO.08 2023119智能城市 INTELLIGENT CITY 工艺专业BIM正向设计在脱水机房中的应用王楚濛 刘子奇 闫冰 刘议安 周燕昭(北京市市政工程设计研究总院有限公司,北京 100082)摘要:BIM技术正向设计是建筑信息化和数字化在设计阶段的最终发展方向。
由于平台成熟度及项目周期要求等问题,目前的BIM技术主要以逆向设计为主。
文章基于正向设计理念对北京市某水处理工程脱水机房进行正向设计,首先介绍项目概况,确定工艺方案;其次在BIM标准的指导下完成明确正向设计流程,搭建工艺专业模型,进行协同作业三个方面的BIM技术正向应用。
BIM技术在工艺专业进行正向设计,可发挥辅助工艺专业完成的论证与决策、辅助质量控制、优化工程设计、提高设计人员工作效率、降低用人单位成本等作用。
关键词:BIM技术;正向设计;脱水机房;设计优化中图分类号:TU17文献标识码:A文章编号:2096-1936(2023)08-0119-03DOI:10.19301/ki.zncs.2023.08.039近年来,建筑行业规模增长速度在逐步放缓,亟须新的活力促进建筑行业振兴,建筑信息化、智慧化及精细化发展趋势应运而生,BIM技术是实现建筑智慧化的数字化基础[1-2]。
由于平台适配度、行业规则、政策性及人才结构配置等问题,我国BIM 的设计仍处于逆向阶段[3],因此针对上述问题,本文梳理并总结BIM技术正向设计的实施方法。
利用正向设计理念,对北京市通州区河东资源循环中心一期工程脱水机房项目进行正向设计,确定脱水机房设计工艺方案,按照工艺设计流程完成标准制定、模型设计及协同作业三个方面的BIM技术正向应用,以期为BIM技术正向设计在处理厂相关工程实践提供参考。
1 BIM正向设计方法1.1 正向设计方法概述三维设计包括BIM正向设计和BIM逆向设计。
正向设计是指土木工程师在三维软件的基础上,同时完成三维模型和二维设计图纸的方法。
无料钟高炉炉顶均压放散系统设计与思考

8—储灰罐;9—卸灰阀;10—二次均压阀
图 2 新型炉顶均压煤气回收工艺流程图
题,增设了煤气加压机,强制将料罐内的残余煤气压 入煤气管网,尽量减少残余煤气排放,达到减排目 的。此外,两次除尘收集的煤气灰最终会随炉料进入 高炉内,实现除尘产物的零排放。 3.1 回收煤气的洁净度问题
近十年来,煤气干法布袋技术在高炉上的成功 应用使得对高炉煤气的处理更简化,同传统湿法工 艺相比,煤气的质量也得到了很大提高,同时节省了 大量的水资源。从这方面考虑,结合高炉均压煤气放 散的工艺布置特点,采用两级除尘工艺(见图 2),即 均压放散的煤气首先经过旋风除尘器,除去大颗粒 粉尘,再经过布袋二次除尘,除去细小微粒粉尘,使 回收的均压放散煤气的洁净度得到了保证。 3.2 回收煤气压力与放散时间问题
文献[6]中的引射法、气体置换法的主要气源是 高压氮气,由此可知,这两种回收方法的实施必然要 消耗大量的氮气作为引射气源或置换气源,增加了 实际运行成本,一般企业是难以接受的。 2.2.3 回收均压煤气压力不稳定
料罐内均压放散的煤气是一个从高压逐渐向低 压转变的变化过程。因此,回收的煤气直接进入煤气 管网,特别是在放散开始阶段会对管网煤气压力造 成一定波动,这样就会影响管网上接入点附近其它 用户点煤气的使用,对生产造成一定的影响。因此, 在管网的接入点选择要远离高炉煤气用户点。 3 炉顶均压煤气回收新工艺的探讨
榨汁机设计

前言本设计分为两部分,一部分是对榨汁机的结构设计,一部分是对榨汁机模具设计。
所以本设计分两个阶段完成,第一阶段结构设计大概要一个月的时间;第二阶段模具设计大概要两个月的时间。
首先,根据榨汁机的结构特点进行分析计算,其中包括尺寸的计算及测量,根据各部件的形状确定部件的摆位,以次进行结构设计。
设计出来的形状力求使用,结构简单,外形美观。
同时设计的时候还要考虑加工制造的可能性。
因为滴注仪是用注塑模注塑成型的,所以在设计时应考虑设计的形状能注塑的可能性。
其次,根据设计出来的形状,对其进行模具设计,在进行模具设计时,根据塑件的形状并结合手册循序渐进的进行模具设计。
这次模具设计是对以前所学知识的一次实践。
由于我没有实践经验所以很多东西都要依靠手册。
包括数据的选取和工艺性的确定。
模具设计包括浇注系统、冷却系统及动、定个部分的结构的设计。
在近四个月的设计中,为了更好地完成任务,多次去图书管查阅资料,上网了解塑料模具的特点及发展形式,感谢老师对我们的关怀和指导,感谢同学们的帮助。
我这次设计的完成得益于老师的悉心指导和与同学们的交流。
由于本人水平有限,缺乏实践经验,所以在设计中难免产生不足和错误,请各位老师指正。
- -I摘要本毕业设计分为两个部分,第一部分为榨汁机的结构设计;第二部分是榨汁机的模具设计。
进行结构设计要考虑塑件的形状、功能和美观性要求。
对塑件上的孔、凸台等进行尺寸计算,根据计算结果对上盖和下盖上的各个部分尺寸和形状进行布置。
使设计的结构能满足使用要求。
模具设计部分对象结构比较复杂。
应用Pro/ENGINEER2001和AUTOCAD2000进行设计,大大提高了设计的质量和效率。
本设计结合了结构设计和模具设计,在进行结构设计的时候要考虑模具设计的可能性,每一部分都不能单独进行。
关键词:结构设计;模具设计;注塑模;Pro/E。
II- -ABSTRACTThis graduation design contains two sections,the first section is configuration design of instillation instrument wireless-control mainframe and the second is about the mold design of the instillation instrument wireless-control mainframe’s bottom cover. When making design for the instillation instrument wireless-control mainframe, we should think over the shape 、the function and the artistic of the plastic parts. calculate the sizes of those holes and flanges. On the basis of the result we can lay out every parts of the upper cover and bottom cover in good size and shape. Which will fulfil quality requirements. The part of mold design is just for the instillation instrument wireless-control mainframe’s bottom cover and includes pin-point gate, lateral core-pulling and the construction is very complex. Using PRO/ENGINEER2001 and AutoCAD2000 can improve the quantity and efficiency of mold design. The design combined the configuration design and mold design. View in whole, when making configuration design we should take the mold design in our mind. No one of them can be ignored.Keywords: configuration design; mold design; injection mold;Pro/E.III- -目录前言 (I)摘要 (II)ABSTRACT .......................................................................................................... I II 第1章文献综述 (1)1.1 模具及其在材料加工工业中的重要地位 (1)1.2 国内外塑料摸具技术现状及发展趋势 (3)1.3 塑件的结构设计 (6)1.3.1 功能结构设计 (6)1.3.2 工艺结构设计 (7)1.3.3 造型结构设计 (8)1.3.4 塑件尺寸、精度及表面粗糙度 (8)1.4 Pro/ENGINEER软件的集成制造技术 (9)第2章榨汁机的结构设计 (11)2.1 塑件材料的选择 (11)2.2 pvc的性能和成型特点 (11)2.3 塑料制件的结构工艺性 (14)2.3.1 脱模斜度 (14)2.3.2 尺寸公差和精度 (15)2.3.3 表面粗糙度 (15)2.3.4 壁厚 (15)2.3.5 圆角 (16)2.3.6 孔的设计 (16)2.3.7 凸台的设计 (17)2.4 结构设计方案 (18)2.4.1 用PRO/E设计滴注仪的上盖部分 (18)2.4.2 用PRO/E设计滴注仪的下盖部分 (23)第3章榨汁机的模具设计 (24)3.1 榨汁机的选择及型腔数目的确定 (24)3.1.1 塑件的质量体积分析及Pvc的注射工艺性 (24)3.1.2 型腔数目的确定 (25)- -I3.1.3 注塑机的选择 (25)3.2 分型面的选择 (27)3.3排气系统的设计 (28)3.4 浇注系统设计 (28)3.4.1 主流道部分设计 (28)3.4.2 冷料穴设计 (29)3.4.3 分流道设计 (30)3.4.4 浇口设计 (31)3.4.5 定位圈和浇口套的选择 (33)3.5 凹模型腔侧壁厚度与底板厚度的计算 (34)3.5.1 凹模侧壁厚度的计算 (34)3.5.2 底板厚度的计算 (34)3.6 模架的选取 (35)3.6.1 定位销的选择 (37)3.7 脱模机构的设计 (37)3.7.1 脱模方案的选择 (37)3.7.2 脱模力的计算和推杆数目的选择 (38)3.7.3 推杆的稳定性计算 (39)3.8复位杆设计 (40)3.9 导柱与导套的选择 (41)3.10 推出机构的导向 (43)3.11 侧向分型与抽芯机构的设计 (44)3.11.1 侧向分型与抽芯机构的选定 (44)3.11.2 抽芯距的确定与抽芯力的计算 (45)3.11.3 滑块定位装置的设计 (45)3.12 吊环螺钉的设计 (46)3.13 温度调节系统的设计 (46)3.13.1 温度调节系统分析 (46)3.13.2 冷却面积计算 (47)3.13.3 冷却系统设计 (48)第4章模具调试 (51)4.1 模具调试 (51)4.2 注射机的选用 (52)II- -4.3 模具的安装 (52)4.4 成型工艺条件的拟定 (54)结论 (55)致谢 (56)参考文献 (57)III- -第1章文献综述1.1模具及其在材料加工工业中的重要地位人类在劳动中学会了制造工具和使用工具,人们正是利用工具创造了巨大的精神文明和物质文明,生产工具三发展和不断改进代表着人类社会的进步,而模具是人类社会发展到一定程度所产生的一种先进的生产工具,人们用它制造了成千上万种生活用品和生产用品。
(完整版)固定管板式换热器毕业设计论文
优秀论文审核通过未经允许切勿外传新疆工程学院毕业设计(论文)2013 届题目固定管板式换热器设计专业设备维修技术学生姓名韩向阳学号小组成员侯磊、张立东、蒋颖超指导教师蔡香丽、薛风完成日期新疆工程学院教务处印制新疆工程学院毕业论文(设计)任务书班级化设备10-6班专业设备维修技术姓名韩向阳日期 2013.3.4 1、论文(设计)题目:固定管板式换热器设计2、论文(设计)要求:(1)学生应在教师指导下按时完成所规定的内容和工作量,最好是独立完成。
(2)选题有一定的理论意义与实践价值,必须与所学专业相关。
(3)主题明确,思路清晰。
(4)文献工作扎实,能够较为全面地反映论文研究领域内的成果及其最新进展。
(5)格式规范,严格按系部制定的论文格式模板调整格式。
(6)所有学生必须在5月15日之前交论文初稿。
3、论文(设计)日期:任务下达日期 2013.3.4完成日期 2013.4.104、指导教师签字:新疆工程学院毕业论文(设计)成绩评定报告序号评分指标具体要求分数范围得分1 学习态度努力学习,遵守纪律,作风严谨务实,按期完成规定的任务。
0—10分2 能力与质量调研论证能独立查阅文献资料及从事其它形式的调研,能较好地理解课题任务并提出实施方案,有分析整理各类信息并从中获取新知识的能力。
0—15分综合能力论文能运用所学知识和技能,有一定见解和实用价值。
0—25分论文(设计)质量论证、分析逻辑清晰、正确合理,0—20分3 工作量内容充实,工作饱满,符合规定字数要求。
绘图(表)符合要求。
0— 15分4 撰写质量结构严谨,文字通顺,用语符合技术规范,图表清楚,字迹工整,书写格式规范,0— 15分合计0—100分评语:成绩:评阅人(签名):日期:毕业论文答辩及综合成绩答辩情况自述情况清晰、完整流利简练清晰完整完整熟悉内容基本完整熟悉内容不熟悉内容提出问题回答问题正确基本正确有一般性错误有原则性错误没有回答答辩小组评语及建议成绩:答辩委员会综合成绩:答辩委员会主任签字:年月日固定管板式换热器韩向阳(新疆工程学院, 乌鲁木齐 830091)摘要:本设计以安全为前提,并尽可能保证其质量、经济合理性以及实用性等技术指标。
湖北省2013年优秀学士学位论文初选名单

118 基于HEVC的新一代视频编码标准的实现研究 119 差分吸收光谱信号处理方法的研究 120 高精度地壳应变场建模方法研究 121 基于snake模型的遥感影像半自动提取方法研究 122 基于有理函数模型的三线阵卫星影像区域网平差 123 《集成成像立体图像处理研究》 124 两栖颤藻-微生物燃料电池体系构建与初步应用 125 新型灭螺剂 通货膨胀持续性的研究 ——基于拉美七国面板数据的实证分 析 论环保NGO的环境公益诉讼原告主体资格——以中华环保联合 127 会及自然之友的环境公益诉讼实践为背景 126 128 独领风骚开生面——林夕爱情歌词之意蕴与艺术美初探 129 成舍我的新闻传播词语 130 P型BixSb2-xTe3纳米热电材料的制备与研究 131 震源机制的波形反演 132 Interleukin 21 Could Suppress HDM Induced Allergic Asthma Disease
第 1 页,共 104 页
序号 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57
论文题目 我国粮食直接补贴政策实施效果研究——基于湖北、山东、江 西、贵州四省农户的调查问卷分析 长输水系统过渡过程中弯管式溢流塔水力特性分析 城市道路网在线数据更新方法研究 果蝇中脂滴异位储积相关基因的筛选 人源蛋白酶抑制蛋白KD结构域的表达纯化及功能鉴定 基于数据库的汉语同源词形、音、义关系研究 论《洛丽塔》中洛丽塔的形象及其扭曲 Multifocal structured illumination microscopy (多焦点 结构光照明显微镜) 基于非侵入式随机有限元的边坡可靠度分析 Object Detection Based on Multi-Feature Covariances 不完备法律理论框架下的食品安全监管 基于微流控芯片技术的循环肿瘤细胞捕获 三频相位模糊度的单历元确定方法研究 小分子AIE蓝光材料的设计、合成与应用 线圈发射器的电磁屏蔽研究 Alpha-stable分布的参数估计方法研究 国内外图情领域研究热点演化的可视化分析 中国的社会保障支出分权与经济增长——基于1997-2011年面 板数据 三种信息可视化软件的比较分析 深厚覆盖层闸坝基础的变形与渗透稳定性研究 人民币汇率及预期对外汇储备影响的动态分析 风格即人:韦诞“诫子绝书”故事与六朝书家的个性化 数据不足条件下的输电线停运建模方法研究 基于线性化的PostScript文档段落提取方法研究 基于DEA的中国各省教育支出有效性分析 寒柳诗的叙事艺术特征与中国古典诗歌的叙事传统 一种识别道路网辐射模式的新方法 基于因子分析的笔迹鉴别特征二次提取与选择 湖北省枝江市青山闸除险加固初步设计 VoIP安全语音通信及服务质量保障机制研究
《中国中冶施工现场安全文明标准化手册》

《中国中冶施工现场安全文明标准化手册》中冶安质〔2015〕2号关于印发《中国中冶施工现场安全文明标准化手册》的通知各子公司:为贯彻落实“安全第一、预防为主、综合治理”的方针,全面推进工程项目管理标准化建设,规范工程项目安全文明施工管理,提升中国中冶工程项目建设现场标准化水平,特制定《中国中冶施工现场安全文明标准化手册》,现印发给你们,请遵照执行。
特此通知。
中国冶金科工股份有限公司2015年8月27日― 1 ―中国冶金科工股份有限公司办公厅2015年8月27日印发― 2 ―编制说明为贯彻落实“安全第一、预防为主、综合治理”的方针,全面推进工程项目管理标准化建设,规范工程项目安全文明施工管理,提升中国中冶工程项目建设现场标准化水平,中国中冶安全质量环保部(以下简称“安质部”)组织中国五冶、中冶天工、中国二十冶、中国二十二冶、上海宝冶等相关专业人员,在总结已经取得的施工现场安全管理经验的基础上,编制《中国中冶施工现场安全文明标准化手册》,中国中冶各子公司现场安全文明施工遵照执行。
一、《手册》编写原则及要求:1、《手册》编写在满足遵守国家法律、法规、行业及地方规范、标准要求时,力求做到简单实用、便于维护、可周转、工具化。
2、《手册》编写时充分考虑到项目成本,在符合国家规范要求的前提下确定了两种或多种实施方案,供项目选择。
3、《手册》编写时充分考虑到地域差别,各地选材及要求不同,确定了最低标准。
4、《手册》编写图文并茂,突出建筑施工安全措施细部节点,也可作为市政交通、冶金等专业工程现场参考要求。
二、本手册主要内容1、文明施工;2、工具化防护设施;3、脚手架工程;4、基坑防护;5、模板支架;6、高处作业;7、洞口及临边防护;8、施工设备;9、施工用电;10、施工机具及防护;11、消防设施。
三、《手册》使用要求1、本手册作为企业标准,中国中冶境内在建项目应遵照执行,境外在建项目参考此手册进行安全防护。
2、项目安全防护,当地方建设主管部门有标准、有要求时,优先采用地方标准;当地方无要求或地方标准低于本手册安全要求时,按本标准化手册执行。
均压顶头设计
J
广■:
尖
。.. .
量. .
. _ 一
1压 、 轧带
0 , 均
一
再计算以压轧带为起点的出 口锥部分 , 压轧 带 以后的辊间距离是逐渐增大的 , 轧件在出 口锥 每旋进半 螺距 点上 的辊 间距 离为 :
b =b I +2 a a S tn 2
L l:S 1+S 2+S 3+… … +J s () 2
由此求得 :
A _ 1_ ^ 6 √
(ቤተ መጻሕፍቲ ባይዱ 1)
式 中 , 顶 头 工 作 锥 起 点 上 的 轧 件 壁 厚 ,. 6为 6=
7-b 一 尖) d 在 2 ( 1 d ,尖 5~3 m 之 间 ;2为顶 头 工 5m 6
式 中 , 为轧辊 出 口锥 角 。
一
设计 所 需 的基 础 数 据 : 管 外 径 ( ) 毛管 毛 d 、
壁 厚 ( 毛) 顶 头 直 径 ( 顶) 以及 压 轧 带 压 下 量 6 、 d ,
直计 算到 顶 头 工作 锥 终 点 为 止 , 头 工作 顶
( 0 1)
锥终点 上 的辊 问距 离 ( 为 : b)
为保证坯料能稳固咬人和防止轧件不在顶头 之前产生孑 腔 , L 将从坯料与轧辊表 面相接触点起 到坯料前端面遇到顶头尖之间的距离 ( 前 确定 , S) 实践经验以公式 ( ) 3 计算 :
S = ( ~3 S 前 2 )坯 件半 螺距 。 () 3
作锥起点后第二个半螺距点上的轧件壁厚 ; 为 6 顶头工作锥起点后第 三个半 螺距点上 的轧件 壁 厚; 依次 6 为顶头工作锥起点后第 n 个半螺距点 上 即顶头 工作锥 终 点 上 轧 件壁 厚 , 这个 壁 厚 即 轧
均压顶头设计
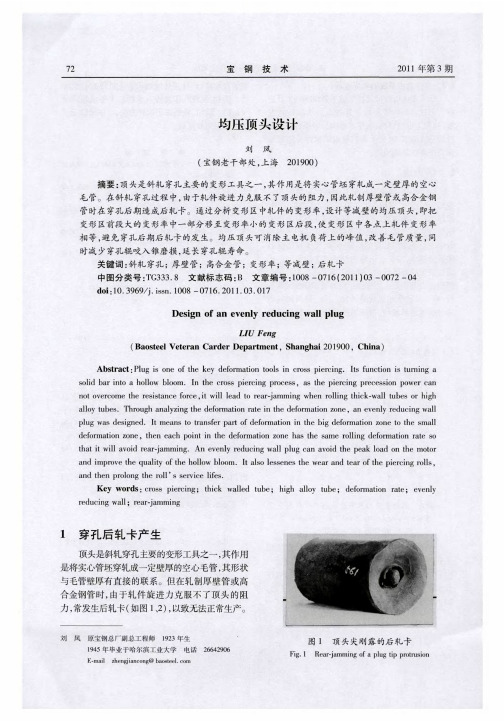
均压顶头设计刘凤【摘要】顶头是斜轧穿孔主要的变形工具之一,其作用是将实心管坯穿轧成一定壁厚的空心毛管。
在斜轧穿孔过程中,由于轧件旋进力克服不了顶头的阻力,因此轧制厚壁管或高合金钢管时在穿孔后期造成后轧卡。
通过分析变形区中轧件的变形率,设计等减壁的均压顶头,即把变形区前段大的变形率中一部分移至变形率小的变形区后段,使变形区中各点上轧件变形率相等,避免穿孔后期后轧卡的发生。
均压顶头可消除主电机负荷上的峰值,改善毛管质量,同时减少穿孔辊咬入锥磨损,延长穿孔辊寿命。
【期刊名称】《宝钢技术》【年(卷),期】2011(000)003【总页数】4页(P72-75)【关键词】斜轧穿孔;厚壁管;高合金管;变形率;等减壁;后轧卡【作者】刘凤【作者单位】宝钢老干部处,上海,201900【正文语种】中文【中图分类】TG333.8顶头是斜轧穿孔主要的变形工具之一,其作用是将实心管坯穿轧成一定壁厚的空心毛管,其形状与毛管壁厚有直接的联系。
但在轧制厚壁管或高合金钢管时,由于轧件旋进力克服不了顶头的阻力,常发生后轧卡 (如图 1、2),以致无法正常生产。
在轧制过程中轧制压力与变形率成正比,壁厚变形率越大,轧制压力越大,轧件旋进力越大;反之,壁厚变形率愈小,轧制压力也愈小,轧件旋进力亦愈小。
当轧件旋进力小到不足以胜过顶头阻力时,轧件便停止旋进,而造成轧卡。
厚壁管由于延伸率很低,整个变形量都很小,因此轧件整个旋进力都很小,轧件前部之所以能穿透孔,是由于变形区全部被充满,全部变形区都参加了变形,靠全部轧件旋进力得以胜过顶头阻力,而勉强穿透了孔。
当穿到轧件后端,咬入段已经没有轧件,咬入段不参加变形,即咬入段轧件旋进力为零,只有顶头工作锥起点以后的轧件旋进力。
由于厚壁管整个变形率本来就很小,轧件全部旋进力本来很微弱,当咬入段轧件旋进力为零,顶头工作锥起点以后剩余轧件旋进力大为减小,不足以胜过顶头阻力,只好被卡在轧件后端,这就是厚壁管常产生后轧卡的原因。
初探超高层建筑顶部造型设计
初探超高层建筑顶部造型设计
吕亚宁;单菁菁
【期刊名称】《建设科技》
【年(卷),期】2018(0)2
【摘要】一直以来,建筑屋顶的突出功能就是可以用来挡风遮雨,所以建筑顶部是构成建筑造构的重要因素之一.而现代社会中,重视对超高层建筑的顶部设计,需要重视关注建筑施工中应用的技术和方法,特别是对于建筑结构的技术以及运用的建筑材料的技术,在传统的功能需求上,当前建筑顶部设计更加呈现出具有非常丰富的变化.文章就对此加以分析和论述.
【总页数】2页(P80-81)
【作者】吕亚宁;单菁菁
【作者单位】中机国际工程设计研究院有限责任公司;中机国际工程设计研究院有限责任公司
【正文语种】中文
【相关文献】
1.浅议现代高层城市住宅顶部造型设计
2.超高层建筑顶部细长桅杆的高空吊装施工
3.超高层建筑顶部悬挑结构支撑模板体系的计算及应用
4.建筑顶部造型设计
5.超高层建筑采光井顶部结构支撑体系施工技术
因版权原因,仅展示原文概要,查看原文内容请购买。
3Cr2W8V钢制三辊穿孔顶头的热处理探讨
Vo I7 NO 6 1 3 .
De 200 c 9
3 rW8 C 2 V钢制 三辊 穿孔顶 头的 理探讨 热处
张 迎 春
( 南 省 衡 阳 财 经 工 业 职 业 技 术 学 院 , 湖 南 衡 阳 湖 4 10 ) 2 0 8
力 状 态 可 以 简 化 如 图 l所 示 三 个 轧 辊 互 成
淬 火 用 R 5—1 X2 2碳 矽 加 热 炉 : 回 火 用
R J 3 —6电 阻 炉 。 J ・6 23 热 处 理 工 艺 及 分 析 .
231 工 艺 ..
10 角 均布 。 当管 坯 被 啮入 后 .顶 头 在 三 个 均 2。
9 l 4 q m/ ,管 坯 2 SMn 7 i 。采用 内外水 冷式 。热 处
理状 态如 图 2所 示 。
温 ,能使 C 原 子 向基 体 扩 散 ,达 到 渗 铬 的 目 r 的 :二 是 分段 淬 火 是 为 了 提 高硬 度 和强 度 , 以 利 于 承 受 三辊 穿 孑 的强 大轴 向应 力 .径 向扭 转 L
冷 ,内水 冷冷却 条件 较差 。一般 用 于 + 0mm 以 9 上 的顶头 ,这种顶 头要求 的润 滑条 件较 高 。内外
KEY ORDS: tr e r l u c i g h l W h e o l p n h n o e;sa s t mp; h a e t n e tt a me t r
钢 管 生 产 中 管坯 加 穿 孑 是 一 道 重 要 的 工 L
穿 不 通 ,锥 部 迅 速 磨 损 ,尾 部 极 易 开 裂 。该 厂 三 辊 机 组生 产 西l4mm×1 1 0的 2 SMn无 缝 管 , 7i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
均压顶头设计刘 凤(宝钢老干部处,上海 201900) 摘要:顶头是斜轧穿孔主要的变形工具之一,其作用是将实心管坯穿轧成一定壁厚的空心毛管。
在斜轧穿孔过程中,由于轧件旋进力克服不了顶头的阻力,因此轧制厚壁管或高合金钢管时在穿孔后期造成后轧卡。
通过分析变形区中轧件的变形率,设计等减壁的均压顶头,即把变形区前段大的变形率中一部分移至变形率小的变形区后段,使变形区中各点上轧件变形率相等,避免穿孔后期后轧卡的发生。
均压顶头可消除主电机负荷上的峰值,改善毛管质量,同时减少穿孔辊咬入锥磨损,延长穿孔辊寿命。
关键词:斜轧穿孔;厚壁管;高合金管;变形率;等减壁;后轧卡中图分类号:T G 333.8 文献标志码:B 文章编号:1008-0716(2011)03-0072-04d o i :10.3969/j .i s s n .1008-0716.2011.03.017D e s i g no f a ne v e n l y r e d u c i n g w a l l p l u gL I UF e n g(B a o s t e e l V e t e r a n C a r d e r D e p a r t m e n t ,S h a n g h a i 201900,C h i n a ) A b s t r a c t :P l u g i s o n e o f t h e k e y d e f o r m a t i o nt o o l s i n c r o s s p i e r c i n g .I t s f u n c t i o n i s t u r n i n g a s o l i d b a r i n t o a h o l l o wb l o o m .I n t h e c r o s s p i e r c i n g p r o c e s s ,a s t h e p i e r c i n g p r e c e s s i o np o w e r c a n n o t o v e r c o m e t h e r e s i s t a n c e f o r c e ,i t w i l l l e a d t o r e a r -j a m m i n g w h e n r o l l i n g t h i c k -w a l l t u b e s o r h i g h a l l o y t u b e s .T h r o u g h a n a l y z i n g t h e d e f o r m a t i o n r a t e i n t h e d e f o r m a t i o n z o n e ,a n e v e n l y r e d u c i n g w a l lp l u g w a s d e s i g n e d .I t m e a n s t o t r a n s f e r p a r t o f d e f o r m a t i o n i n t h e b i g d e f o r m a t i o n z o n e t o t h e s m a l l d e f o r m a t i o n z o n e ,t h e n e a c h p o i n t i n t h e d e f o r m a t i o nz o n e h a s t h e s a m e r o l l i n g d e f o r m a t i o n r a t e s o t h a t i t w i l l a v o i d r e a r -j a m m i n g .A n e v e n l y r e d u c i n g w a l l p l u g c a n a v o i d t h e p e a k l o a d o n t h e m o t o r a n d i m p r o v e t h e q u a l i t y o f t h e h o l l o wb l o o m .I t a l s o l e s s e n e s t h e w e a r a n d t e a r o f t h e p i e r c i n g r o l l s ,a n d t h e n p r o l o n g t h e r o l l 's s e r v i c e l i f e s .K e yw o r d s :c r o s sp i e r c i n g ;t h i c kw a l l e dt u b e ;h i g ha l l o yt u b e ;d e f o r m a t i o nr a t e ;e v e n l y r e d u c i n g w a l l ;r e a r -j a m m i n g刘 凤 原宝钢总厂副总工程师 1923年生1945年毕业于哈尔滨工业大学 电话 26642906E -m a i l z h e n g j i a n c o n g @b a o s t e e l .c o m1 穿孔后轧卡产生顶头是斜轧穿孔主要的变形工具之一,其作用是将实心管坯穿轧成一定壁厚的空心毛管,其形状与毛管壁厚有直接的联系。
但在轧制厚壁管或高合金钢管时,由于轧件旋进力克服不了顶头的阻力,常发生后轧卡(如图1、2),以致无法正常生产。
图1 顶头尖刚露的后轧卡F i g .1 R e a r -j a m m i n g o f ap l u g t i p p r o t r u s i o n图2 顶头工作锥已露出大部的后轧卡F i g .2 R e a r -j a m m i n g o f t h e m a j o r i t y o f p l u g b o d k i np r o t r u s i o n2 穿孔后轧卡原因分析在轧制过程中轧制压力与变形率成正比,壁厚变形率越大,轧制压力越大,轧件旋进力越大;反之,壁厚变形率愈小,轧制压力也愈小,轧件旋进力亦愈小。
当轧件旋进力小到不足以胜过顶头阻力时,轧件便停止旋进,而造成轧卡。
厚壁管由于延伸率很低,整个变形量都很小,因此轧件整个旋进力都很小,轧件前部之所以能穿透孔,是由于变形区全部被充满,全部变形区都参加了变形,靠全部轧件旋进力得以胜过顶头阻力,而勉强穿透了孔。
当穿到轧件后端,咬入段已经没有轧件,咬入段不参加变形,即咬入段轧件旋进力为零,只有顶头工作锥起点以后的轧件旋进力。
由于厚壁管整个变形率本来就很小,轧件全部旋进力本来很微弱,当咬入段轧件旋进力为零,顶头工作锥起点以后剩余轧件旋进力大为减小,不足以胜过顶头阻力,只好被卡在轧件后端,这就是厚壁管常产生后轧卡的原因。
采用球形顶头的穿孔变形区如图3所示。
图3 采用球形顶头时穿孔变形区F i g .3 Ap i e r c i n g d e f o r m a t i o nz o n e u s i n g a g l o b u l a r p l u g 为什么薄壁管不容易发生后后轧卡呢?这需从变形区中轧件变形率变化上找原因。
通过对变形区中轧件每旋进半螺距壁厚相对压下量进行计算,轧制不同壁厚,采用相应顶头,计算每半个螺距的减壁量,所得数据如图4所示。
图4 不同壁厚穿孔时轧件每走半螺距之壁厚相对压下量变化情况F i g .4 V a r i a t i o n i n r e l a t i v e r e d u c t i o nf o r r o l l e d p i e c e w i t hd i f fe r e n t w a l l t h i c k n e s s a t h a lf a s c r e w -p i t c h 从图4可看出,薄壁管穿孔始点为19.70%,至终点减为9.08%,前者是后者的2.17倍;中等壁厚管穿孔始点为20.00%,至终点减为12.40%,前者是后者1.61倍;厚壁管穿孔始点为14.35%,及至穿孔终点减为3.68%,前者是后者的3.9倍。
不管何种壁厚管穿孔,变形区中壁厚相对压下量都以压轧带处为最大,变形区终点为最小,甚至为零。
需要指出的,计算出的数据与所采用的轧制表有关,不同的轧制表会得出不同的数据。
尽管数据有所不同,但变化趋势并不会变,变形率峰值都是在压轧带处,过了压轧带则急转直下,甚至为零。
高合金钢由于塑性低,变形阻力大,另外摩擦因数很小,极易滑动。
穿孔过程中轧件前端是在变形区整个被充满,全变形区都参加变形,即使轧件易滑动,但有整个变形区的轧件旋进力,还能勉强胜过顶头阻力,而实现穿透孔;顶头尖刚露出时,咬入段已不存在轧件,不参加变形,咬入段轧件旋进力为零,顶头工作锥起点以后的轧件照样滑动很大,剩余轧件的旋进力大为减弱,克服顶头阻力已无能为力,只能造成后轧卡。
不难看出,厚壁管穿孔后轧卡与高合金钢管后轧卡是同一个原因造成的。
3 均压顶头设计笔者认为,按变形区里轧件壁厚相对压下量相等原则进行穿孔顶头的孔型设计可有效解决后轧卡问题,即把变形区前段大的变形率中一部分移至变形率小的变形区后段,使变形区中各点轧件变形率相等。
这样设计出来的顶头称为均压顶头。
均压顶头由四部分组成,本设计只对顶头工作锥部分孔型设计进行修改,其他三部分不动,即顶头尖、工作锥以及反锥等三部分仍沿袭通用设计方法不变。
均压顶头之穿孔变形区如图5所示。
图5 采用均压顶头时穿孔变形区F i g .5 T h e p i e r c i n g d e f o r m a t i o nz o n e w h e nu s i n g a ne v e n l y r e d u c i n g w a l l p l u g 设计所需的基础数据:毛管外径(d 毛)、毛管壁厚(δ毛)、顶头直径(d 顶),以及压轧带压下量(U )都可以从轧制表上查得,轧辊轴心线对轧制中心线的倾斜角(β)亦沿袭通常采用的数据,由公式(1)可求出轧件在变形区里每旋进半螺距即轴向位移(S n )。
S n =0.5πη0ηT d 毛F 毛F nt a n β(1)式中,η0为轴向滑动系数,ηT 为切线方向滑动系数,F 毛为毛管横断面积,F n 为所计算轧件每旋进半螺距点之横断面积。
顶头工作锥起点是半螺距计算之始点。
对于半螺距计算之终点应是在顶头工作锥终点以前的半螺距点上,即计算到S n -1为止。