连铸轻压下1
连铸机轻压下与远程辊缝控制原理

在 s 程序 中的应用作深入 阐述 。并详 细I 7  ̄
【 关键词 】 轻压 下 远程辊 缝
P I 比例 阀 位 移传感器 D
压力传感 器
S f d c i n a d Re t n r l i cp eo l Ga si ot Re u to n mo eCo t o n i l fRo l p Pr n
Con i o si a hi tnu usCa tng M c ne
CHEN , E n -h Lu NI Fa g ua
(t l a igP a tfC og igI n n t l o, t.C o g ig 0 2 0 Se m k ln n qn o dSe .Ld, h n qn 4 1 2 ) e n o h r a eC
【 e o d 】 o eut n e o ot lo r] gp I ot l r o i a vl , K y w rs Sf r co,r t cn o f o a,PD cnr ,po ro l a e t d i m e r 1 o pt n v
dip a e n a s uc r r s u eta s c r s lc me tt n d e ,p e s r r n du e r
21 比例 阀控 制原 理说 明 .
一
5 — 7
第 3 卷 2 1 年第 2 ( 第 18 ) 0 02 期 总 5期
% 电G0 % 也6电6也 8譬函 8 8 8 G乜 86电G电 讹 e6电s% s也 8s 母 取 电 嬲 黾
问题 研 究
0 s、 2s 啦
() 能模 式 : 为 就 地 和远 程 两 种 。其 中就 4功 分 地 模 式 下通 过 转 换 开关 抬 起 和压 下 对 机架 升 降 控 制 。远程模式下通过转换开关置中位信号 ,7 0 ¥40 通 过控 制模 型 发送 给定 辊缝 值实 现控 制 。 ( ) 统 的主要 接 口 : 5系 轻压 下 系统 通过 L 基础 l 自动 化 系 统 ( 7 0 P C系 统 与 ¥ 3 0的 P C系 统 S4 0 L 70 L 通 过 P O IU 总线 连 接 )L 过 程 自动 化 系 统通 R FB S 、2 过 T PI 接 口由上 位机 给定 轻压 下模 型 。 C/ P 2 比例 阀 压 力传感器 位移传 感器 的控制原 理
连铸板坯轻压下过程压下率参数的理论分析

mo e o e u t n g a i n sp s n e n h g e u ai n fsa e u t n g a i n n e i d lfrr d c o r d e ti r e t d a d c a e r g l t s o l b r d c o d e tu d rdf i e n o i r -
下, 以补偿钢液凝 固时富集偏析元素的体积收缩 ,
防止该 处钢 液 流 动 。 目前 , 铸 坯 轻 压 下 技 术 已 连 成 为解决 连铸 坯 中心偏 析 与 中心疏 松最 有效 的技 术 之一 【 J尤其 是动 态 轻压 下技 术 , 】 , 已成 为 现 代
连铸机重要标志之一【 J 6 。压下率 ( 娟 即拉 坯方 向 单位长度的压下量 , m m 是轻压下技术的核心 m /) 参数之一 , 压下率过大将导致中心裂纹等缺陷 , 过 小对 改 善 中心偏 析 与疏 松 的效 果 不 明显 。 目前 , 有关压下率的研究主要集 中在工业试验和实验研 究 【 阶段 , 9 主要 通过 检测 铸坯 中心 质量 的状 况
关键词 连铸板坯 轻 压下 压下率 压下 速率 文章编 号 :06— 6 3 20 )4— 0 1— 5 10 4 1 (0 7 0 0 0 0 中图分类号 :下 7 . T7 7 1 文献标识码 : A
Th o ei a ay i n S f Re u to a i n o n i u u si g S a e r tc lAn l sso ot d c i n Gr d e tf rCo tn o s Ca t lb n
Z uM io o g L n Q y n W a gJ n h a y n i io g n u
( o h at nv r t) N  ̄ es U i sy ei
轻压下技术在高碳钢方坯连铸中的应用
了溶 质 含 量 中 心 高 、周 围低 的 分 布 状 态 ,即 中心
“ 晶桥 ” 构 的 阻 隔 ,下 部 的 钢 液 在凝 固收 缩 过 程 结 将 得 不 到上 部 钢 液 的 补 充 。 在 这 种 情 况 下 ,常 常
Lio Yon o ng a gs
( u a rn & Se l r ) W h n Io te p. Co
Ab t a t Th e t r l e s g e a in o a b n a d o h ree e t n t e sa a e n sr c e c n e i e r g t f r o n t e lm n s i h l b h s b e n o c d a tc l l v a e n h i k g a i n e t rp r st r a l e u e i c h p e r s ia l a l i t d a d s r n a e c v t a d c n e o o iy g e t r d c d sn e t e i l — y e y y m m e t t n o h o t r d c i n t c n lg n t e h g a b n se lbo m o tn o s c s i g n a i ft e s f e u t e h o o y i h i h c r o o o t e l o c n i u u a t n i t e o k c u i g Ch n e l f i n a d P h n r fP S n5S el W r s i l d n i a St e wa n o a g wo k o O CO n Ko e . — n o Ta i r a Re s iss o t a lh u h t e e i tl s me t c n c ll i to n a p ia i n o h e h o o u t h w h ta t o g h r s s i o e h ia i t i n i p l t ft e t c n l — l m a c o g n o t e b l tc n i o s c s i g y ti p o i e n a t r a i e a p o c o t e i p o e n y i t h i e o t u a tn e r v d s a le n t p r a h t h l u t v m r v me t o h o tn o s c s i g b l t . ft e c n i u u a tn i e s l Ke r s h g a b n s e l b l t c n i u u a t g s f r d c i n c n e i e y wo d i h c r o t e i e o tn o s c s i o t e u t e t r l l n o n
连铸坯动态轻压下的压下参数分析

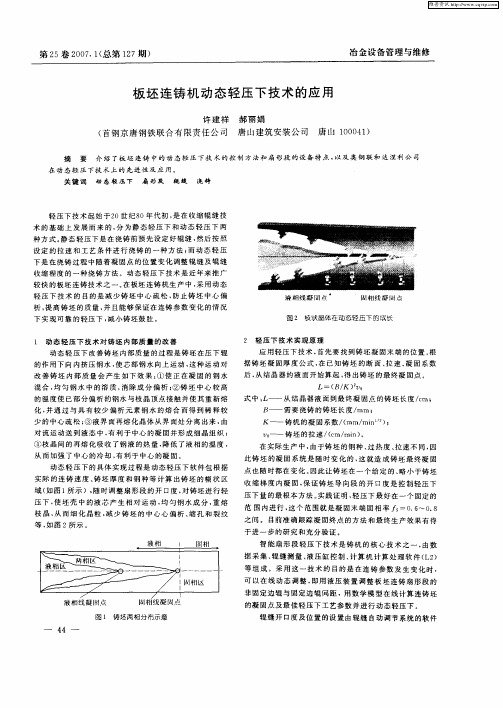
第3卷第4期材 料 与 冶 金 学 报V o l .3N o .4 收稿日期:2004-06-18. 作者简介:林启勇(1980-),男,重庆梁平人,硕士研究生,E -m a i l :s y q i y o n g@s i n a .c o m ;朱苗勇(1965-),男,浙江诸暨人,东北大学教授,博士生导师.2004年12月J o u r n a l o fM a t e r i a l s a n d M e t a l l u r g yD e c .2004连铸坯动态轻压下的压下参数分析林启勇,蒋欢杰,朱苗勇(东北大学 材料与冶金学院,辽宁沈阳110004)摘 要:简述了连铸坯动态轻压下技术,介绍了该技术的关键工艺参数即压下区间、压下量和压下速率。
通过对近年来国内外对压下模型研究结果的分析和讨论,预测了动态轻压下压下模型的研究方向.关键词:连铸;中心偏析;轻压下;压下参数中图分类号:T F777 文献标识码:A 文章编号:1671-6620(2004)04-0261-05A n a l y s i s o f r e d u c t i o n p a r a m e t e r s o f d yn a m i c s o f t r e d u c t i o n i n c o n t i n u o u s c a s t i n gL I N Q i -y o n g ,J I A N G H u a n -j i e ,Z HU M i a o -y o n g(S c h o o l o fM a t e r i a l s a n d M e t a l l u r g y ,N o r t h e a s t e r nU n i v e r s i t y ,S h e n y a n g 110004,C h i n a )A b s t r a c t :T h e d y n a m i c s o f t r e d u c t i o n t e c h n o l o g y a n d t h e k e y t e c h n i c a l p a r a m e t e r s o f s o f t r e d u c t i o n f o r c o n t i n u o u s c a s t i n g w e r e p r e s e n t e di nt h i s p a p e r .B y r e v i e w i n g a n da n a l y z i n g t h ev a r i a b l e s ,t h es o f t r e d u c t i o n m o d e l sa c h i e v e di n r e c e n t y e a r s ,t h et r e n df o ri n v e s t i g a t i n g t h er e d u c t i o n m o d e l w a s d i s c u s s e d .K e y wo r d s :c o n t i n u o u s c a s t i n g ;c e n t e r s e g r e g a t i o n ;s o f t r e d u c t i o n ;r e d u c t i o n p a r a m e t e r s 中心偏析和疏松是连铸坯的主要缺陷之一,它严重影响了钢材的性能,如焊接性能、拉拔性能.铸坯轻压下就是针对消除该缺陷的一种新技术,如图1所示.其机理为[1]:在连铸坯液芯末端附近施加压力产生一定的压下量来补偿铸坯的凝固收缩量.轻压下一方面可以消除或减少铸坯收缩形成的内部空隙,防止晶间富集溶质元素的钢液向铸坯中心横向流动;另一方面,轻压下所产生的挤压作用可促进钢液中的溶质元素进行重新分配,从而使铸坯的凝固组织更加均匀致密,起到改善中心偏析和减少中心疏松的作用.在实际生产过程中,浇铸速度和浇铸温度等条件的不稳定会引起凝固末端位置的变化,轻压下位置也随之改变.随着控制和液压技术的发展和应用,实现了跟踪凝固末端进行适时轻压下,即所谓的动态轻压下.图1 辊式轻压下示意图F i g .1 S c h e m a t i cd i a g r a mo f s o f t r e d u c t i o nb y r o I I i n g动态轻压下技术的主要工艺参数有压下区间、压下量和压下速率.只有合理确定这些参数值才能达到消除或减少铸坯中心偏析与疏松的目的.对此,已有大量的研究报道.本文将对有代表性的最新研究进行评述与分析.1 压下区间对压下区间的研究已经多年,目前一致认为,中心偏析和疏松发生在凝固末端的液固两相区内[2].凝固末端两相区如图2所示.在液相线温度(固相率f s =0)和固相线温度(f s =1)之间的区域为两相区.图2 凝固末端两相区示意图F i g .2 S c h e m a t i cd i a g r a mo fm u s h y zo n e i n t h ee n do f s o I i d i f i c a t i o n由图2可知,从f s =0到f s =1处,钢液中杂质元素含量越来越大.q 2区内的凝固收缩可以通过左端非浓化钢液的流动来补偿;q 1区内的凝固收缩时得到q 2区内的浓化钢液的补充.由于相邻柱状晶的二次晶臂开始并完成相互联结,补充钢液较困难.在p 区内残余浓缩钢液被枝晶网封闭起来,凝固收缩时将得不到前沿钢液的补充.因此,q 2区流动将不会造成中心偏析的形成,反而均匀了该区内的溶质分布;q 1区的收缩则将导致富集杂质元素钢液的集中,从而促进中心偏析的形成.p 区的凝固收缩因没有钢液的补充将形成疏松.T a k a h a s h i 和S u z u k i [3]等的研究指出q 1和q 2相分界处的固相率为0.3~0.4,而q 1和p 分界处的固相率为0.6~0.7,因此,最佳轻压下实施区间应在铸坯中心固相率0.3~0.7的位置(图2中的q 1区).但钢种不同,所要求的固相率也不同.一般来说,中碳钢为0.3~0.7;高碳钢为0.4~0.7.按美国专利4687047所述,铸坯实行轻压下的适宜部位,相当于从铸坯中心固相率为0.1~0.3之间到铸坯中心固相率达到流动极限固相率f s c (f s c 是指钢液达到流动极限时的固相率,一般的经验,普通碳素钢的f s c =0.6,低合金钢的f s c=0.65~0.75)之间的一段铸坯,当f s >f s c 时,钢液粘性很大,基本不会流动,若此时进行压下,很可能对内部质量产生有害影响.从生产实践来看,济南钢铁公司新引进奥钢联的新中厚板坯在压下区间为0.5~0.95,铸坯质量良好[4].芬兰的R a u t a r u u k k i 钢铁公司6号板坯上进行生产试验[5],钢种为w [C ]=0.088%的微合金钢,得出在浇铸210m m×(1250~1475)m m 尺寸时的最佳压下区间为0.3~0.9;在浇铸尺寸为210m m×1825m m 的最佳压下区间为0.15~0.8.台湾省中钢的大方坯连铸机生产表明,在0.55~0.75的区域进行压下能取得很好的效果[6].韩国浦项对S 82尺寸为250m m×330m m 的方坯实施压下的压下位置为f s =0.3~0.7的区域[7].对于压下区间目前没有一个定值,一般企业都是根据试验修正后取得最佳值.很显然该值和钢的成分、铸坯断面及生产设备有关.从生产实践得出的数据可以看出,板坯比大方坯的压下区间大,而且开始压下(f s 值大时开始,值小时结束)所对应的f s 值比方坯要大.这是由于p 区间如果也能轻微压下,则可以减少因凝固时未能得到补充的凝固收缩所形成的中心疏松.板坯的窄边坯壳较薄,温度较高,变形抗力较小,易实现轻压下;而方坯压下时坯壳较厚,温度较低,变形抗力大,压下难以实现.2 压下量与压下速率压下量要完全补偿压下区间内钢液在凝固过程中的体积收缩量,才能防止富集溶质钢液的流动.但是压下量过大会使铸坯内部产生裂纹,并使轻压下区夹辊受损.压下量过小,对中心偏析和疏松改善不明显.压下量大小必须满足三个要求:①能够补偿压下区间内的凝固收缩,减少中心偏析和中心疏松;②避免铸坯产生内裂;③压下时产生的反作用力要在铸机扇形段许可载荷范围内.压下速率是单位时间的压下量(m m /s ),最佳压下速率应和凝固速率一致,如果压下速率小于凝固速率,压下将不及时,凝固补偿不充分,仍出现中心偏析.同时,压下量对应于应变,压下速率对应于应变率,压下量和压下速率过大,将会导致铸坯的应变和应变率过大,一旦超过其许可范围就会形成裂纹.目前主要从铸坯高温物性、压下效率、压下量和压下速率等几方面开展研究.262材料与冶金学报 第3卷2.1铸坯高温物性铸坯高温物性包括随温度变化的弹性模量E、塑性模量、屈服极限σs、瞬时热膨胀系数α,以及铸坯在不同温度和变形条件下的临界应变值和临界应力值.它们是计算铸坯轻压下过程中位移、应力应变及判定内裂纹形成的基础.铸坯的受力来自两个方面:由自身温度不均匀产生的热应力和外加载荷产生的机械力.热应力的计算关键要了解铸坯在不同温度下的瞬时膨胀系数.只有明确了铸坯随温度变化的弹性模量和与温度和应变率相关的屈服应力,才能进行铸坯的应力应变计算.瞬时膨胀系数主要和含碳量有关,由实验测定.文献[8]中给出了在w[C]= 0.1%(参考温度t r e f=1495℃)和w[C]=0.7%(参考温度tr e f=1406℃)时的膨胀系数,如图3所示.图3碳质量分数为0.1%和0.7%时的平均热膨胀系数F i g.3T h e r m a I e x p a n s i v i t y v s t e m p e r a t u r ef o r0.1p c t a n d0.7p c t c a r b o n s t e e I s由图3可以看出,w[C]=0.1%的钢在发生包晶相变时体积发生明显变化,而w[C]=0.7%的钢的体积变化随温度变化不明显.许多研究者用实验所得数据回归出高温下钢的强度极限σB和弹性模量E随温度和化学成分的变化规律.一般情况下,钢的σB和E是随温度升高而降低的.它们与化学成分和温度t(℃)的关系表示如下[9]:σB=40140+640w[C]2-880w[S i]+170w[M n]-7680w[P]-1260w[S]-25.94t+0.0001726t2k P a(1) E=30230080+4209560w[C]-14120080w[C]2+ 2012890w[S i]-518690w[M n]-1176840w[P]-17064180w[S]-508950t+1.3524k P a(2)以上两式中的w[C]、w[S i]、w[M n]、w[P]、w[S]的单位为%.当铸坯超过弹性变形范围,将发生塑性变形.H a n等研究出了温度和应变率两个变量与应力的本构方程[10]:˙εP=A e x p(-Q/R T)[s i n h(βK)]1/m(3)σ=Kεn P(4)式中A、β、m为常数,εP为有效塑性应变,σ为应力,K为强度系数,n为变形强化系数,Q为变形能,R为摩尔气体常数.该公式和实际塑性变形测量结果很吻合.内裂纹敏感区在Z S T(Z e r o S t r e n g t h T e m p e r a t u r e)和Z D T(Z e r o D u c t i b i l i t y T e m p e r a t u r e)之间[11].在该区域(对应的两相区固相率约为0.99和0.8)内,铸坯的受力或变形超过一定程度时,将会产生内裂纹[12].常用临界应变作为裂纹形成的判据.不少学者研究了临界应变和一些相关变量(成分、应变率等)的关系[13].应变率和临界应变的关系如图4所示[12],临界应变和含碳量的关系如图5所示[14].图4应变率和临界应变的关系F i g.4I n f I u e n c e s o f s t r a i na n d s t r a i n r a t eo n f o r m a t i o no f i n t e r n a I c r a c k s从图4可以看出,对同一钢种质量分数分别为:C0.15%,M n0.6%,P0.02%,S0.012%)进行不同应变率实验,可以看出应变率越小,临界应变值越大,这可能与钢的变形太慢发生高温蠕变效应有关;随着应变率的增大,临界应变值急剧下降;当应变率下降到约3×10-4/s时,临界应变变化很小.图5中虚线为理论计算值[14],其余为实验值[13].可以看出,在w[C]=0~0.1%和0.17%~0.65%之间,临界应变是下降的;当w[C]=0.1%~0.17%之间,临界应变上升,这可能与发生包晶相变有关.2.2压下效率为了更好地确定压下量,使铸坯内部液芯的压缩量能满足凝固的收缩量,解决铸坯表面的压362第4期林启勇等:连铸坯动态轻压下的压下参数分析图5 含碳量和临界应变关系的计算值与实验值(在应变率为5×10-4/s 时)F i g.5 T h ec a I c u I a t e dc r i t i c a I s t r a i na s a f u n c t i o n o f c a r b o n c o n t e n t a t t h es t r a i n r a t eo f 5×10-4/s a I o n g wi t h t h em e a s u r e d f r a c t u r es t r a i n 下量不能全部传递到内部凝固末端的问题,提出压下效率概念,即:η=液芯厚度的减少量铸坯表面压下量(5)I t o 等[15]经过对不同形状的铸坯的轻压下试验,拟合出压下效率公式:η=e x p (2.36λ+3.73)×(R 420)0.587(6)式中R 为压下辊辊径,λ为铸坯形状指数.2.3 压下量和压下速率Y o k o y a m a [16]等对钢液凝固时的体积收缩率进行了研究,得出体积收缩率为4%.Z e z e [17]等人对液芯厚度与压下量、压下速率与压下量的相互作用对铸坯的质量的影响作了系统的实验研究,图6和图7是他们的研究结果.由图6可以看出,在压下量减少时,由于凝固收缩得不到充分补偿,仍有残存V 偏析.随着压下量增加,V 偏析不断减少.液芯厚度越大,所需压下量越大.当压下量大时,发生白亮带负偏析和逆V 偏析.当压下量过大时,将产生裂纹.同时可以看出液芯厚度过大(对应位置的两相区固相率很小或在液相区),压下已不起消除V 偏析作用,反而形成内部裂纹.由图7可知,在压下速率小于0.02m m /s 时,无论怎么增加压下量,也不能防止V 偏析,这是因为压下速率小于凝固收缩速率,来不及充分补充凝固收缩的缘故.同时,由于压下速率的增大导致应变率增加,相应的临界应变变小,从而上临界压下量减少.此外还可以看出,随着压下速率的增加,为防止V 偏析的必要压下量增加,但压下量区间变窄.图6 压下量和液芯厚度对V 偏析的影响(压下速率0.35m m /s)F i g .6 E f f e c t o f r e d u c t i o no nV -s e g r e ga t i o n a t r e d u c t i o n r a t eo f 0.35m m /s图7 压下速率和压下量对V 偏析的影响(液芯厚度32m m )F i g .7 E f f e c t o f r e d u c t i o n r a t eo nV -s e g r e ga t i o n a t I i qu i dc o r e t h i c k n e s s o f 32m m 从实际生产来看,芬兰的R a u t a r u u k k i 钢铁公司[5]在浇铸尺寸为210m m ×(1625~1825)m m 的低合金钢时的最佳压下量为1.5m m ,而且得出在压下率为1.00m m /m 以下,压下不会对铸坯表面质量产生影响.韩国浦项[7](大方坯)发现,随着压下量的增加,中心偏析不断降低,但压下量超过6m m 之后,中心偏析并无进一步改善.铸坯内部裂纹也是随着压下量的增加而增加,但在总压下量低于6m m 时,铸坯内部裂纹极其微小.综合这两方面的因素,合理的总压下量为6m m.具体的压下量和压下速率与钢种、铸坯断面及生产条件有关.462材料与冶金学报 第3卷3存在问题及讨论要很好应用或改进轻压下技术,必须要有相当的技术支持.虽然许多冶金工作者对此已进行了大量研究,但仍需在以下几方面作进一步的研究.3.1宏观偏析形成机理铸坯和钢锭凝固过程中,所有类型的宏观偏析只在固液混合区存在,而不是存在于固液共存区前端.绝大多数情况是因收缩、铸坯的几何形状、固体变形或者重力能引起枝晶间钢液的缓慢流动[2].在某些情况下,它可能是凝固前期固体运动的结果.但是,在实践中仍存在着如何理解宏观偏析和控制宏观偏析的问题.在这方面仍有更深入细致的工作要做.3.2两相区的本构关系钢在固态的应力和应变本构关系研究比较成熟.但对连铸过程中的凝固末端固液共存区(固相率fs从0到1所对应的区域)的应变与应力的关系研究很少.中心裂纹就是在该区域形成的,只有明晰了应力和应变的本构关系,才能精确地计算出凝固前沿的应力和应变,从而有效地控制其在临界范围内,不形成裂纹.3.3临界应力应变测定虽然众多的研究者测定了铸坯的临界应力和应变值,但由于实验方法和条件的差异,结果相差较大.为了能使测得的临界值成为评价裂纹敏感性及预测裂纹的判据,应当统一实验标准.要充分考虑实际连铸工况,尽可能地模拟凝固前沿的组织、温度分布及受力状态,使测得的临界值能够较真实地反映铸坯内裂纹的形成.3.4铸坯内部应力应变计算只有知道铸坯在实际复杂工况下的应力应变值,才能预测裂纹的形成.以前大多用经验或半经验公式进行计算,对铸坯断面和材料性质作了很多假设,这往往会忽略某些特殊而且很关键的局部应力与应变,这就需要用更准确的计算方法.有限元法在这方面有明显优势,以后须用该方法进行数值模拟,得出更准确的铸坯内部应力应变分布.4结语在改善产品中心疏松和偏析的诸多方法之中,动态轻压下技术将会占据重要地位.为了更好地应用和改进该技术,需对如下几个方面作进一步研究:宏观偏析形成的机理;两相区的本构关系;临界应力应变的准确测定;铸坯内部应力应变的计算.参考文献:[1]B y r n e C,T e r c e l l i C.M e c h a n i c a ls o f tr e d u c t i o ni n b i l l e tc a s t i n g[J].S t e e lT i m e sI n t e r n a t i o n a l,2002,26(9):33-35.[2]F l e m i n g sM C.O u r u n d e r s t a n d i n g o fm a c r o s e g r e g a t i o n:p a s ta n d p r e s e n t[J].I S I J i n t e r n a t i o n a l,2000,40(9):833-841.[3]S u z u k i K,T a k a h a s h i K.M e c h a n i c a l p r o p e r t i e s o f t h es l a b b i n g m i l l r o l l m a t e r i a l s a t r o o m a n d e l e v a t e d t e m p e r a t u r e s[J].T r a n s.I r o na n dS t e e l I n s t i t u t eo f J a p a n, 1975,61(3):371-387.[4]赵培建,韩洪龙.轻压下技术在济钢新板坯连铸机上的应用[J].工艺技术,2002,6:11-12.[5]武金波译.板坯动态软压下的最新成果[J].世界钢铁,2001,6:5-7,18.[6]董珍编译.关于高碳大方坯中心偏析的改善[J].冶金译丛,1998,1:44-48.[7]K u y n g S h i k O h.D e v e l o p m e n to f S o f t R e d u c t i o nf o rt h eB l o o mC a s t e ra tP o h a n g W o r k so fP o s c o[J].S t e e l m a k i n gC o n f e r e n c eP r o c e e d i n g,1995:301-308.[8]K e l l y J E,M i c h a l e k K P,O'c o n n o r T G,e ta l.I n i t i a ld e v e l o p m e n t o f t h e r m a l a n d s t r e s s f i e l d s i n c o n t i n u o u s l y c a s ts t e e l b i l l e t s[J].M e t a l l u r g i c a lT r a n s a c t i o n sA,1988,19A: 2589-2602.[9]闫小林.连铸过程原理及数值模拟[M].石家庄:河北科学技术出版社,2001.152-153.[10]H a n H N,L e e Y G,O h K H,e ta l.A n a l y s i so fh o tf o rg i n g o f p o r o u s m e t a l s[J].M a t e r i a l s S c i e n c e&E n g i n e e r i n g A,1996,206:81-89.[11]Y a m a n a k a A,N a k a j i m a K,Y a s u m o t o K,e ta l.N e we v a l u a t i o no fc r i t i c a l s t r a i nf o r i n t e r n a l c r a c kf o r m a t i o ni nc o n t i n u o u s c a s t i n g[J].L aR e v u ed eMe t a l l u r g i e,1992,89(7-8):627-633.[12]Y a m a n a k a A,N a k a j i m a K,O k a m u r a K,e ta l.C r i t i c a ls t r a i nf o ri n t e r n a lc r a c kf o r m a t i o ni n c o n t i n u o u sc a s t i n g [J].I r o n m a k i n g a n d S t e e l m a k i n g,1995,22(6):508-512.[13]M a t s u m i y aT,I t o M,K a j i o k a H,e t a l.A ne v a l u a t i o no fc r i t i c a l s t r a i nf o r i n t e r n a lc r a c kf o r m a t i o ni nc o n t i n u o u s l yc a s t s l a b s[J].T r a n sI r o na nd S te e lI n s t i t u t eo fJ a p a n,1986,26:540-546.[14]Y o u n g M W,T a e-J u n g Y,D o n g J S,e t a l.An e wc r i t e r i o nf o r i n t e r n a l c r a c k f o r m a t i o n i n c o n t i n u o u s l y c a s t s t e e l s[J].M e t a l l u r g i c a l a n dM a t e r i a l sT r a n s a c t i o n s B,2000,31B:779 -794.[15]I t oY,Y a m a n a k aA,W a t a n a b eT,e t a l.I n t e r n a l r e d u c t i o ne f f i c i e n c y o f c o n t i n u o u s l y c a s t s t r a n dw i t h l i q u i dc o r e[J].L aR e v u e d eM e t a l l u r g i e,2000,O c t o b r e:1171-1176.[16]Y o k o y a m aT,U e s h i m a Y,M i z u k a m iY,e t a l.E f f e c to fC r,Pa n dT i o nd e n s i t y a n d s o l i d i f i c a t i o ns h r i n k a g eo f i r o n[J].T e t s u-t o-H a g a n e,1997,83:557-562.[17]Z e z eM,M i s u m iH,N a g a t aS,e t a l.S e g r e g a t i o nb e h a v i o ra n d d e f o r m a t i o nb e h a v i o r d u r i n g s o f t-r e d uc t i o n o fu n s o l i d i f i e ds t e e l i n g o t[J].T e t s u-t o-H a g a n e,2001,87(2):71-76.562第4期林启勇等:连铸坯动态轻压下的压下参数分析。
梅钢连铸动态轻压下技术的应用与展望

Ap lc to n r p c ie o n m i p ia i n a d Pe s e tv fDy a c S f- e u to e h o o y f r Co tn o s Ca tn tM eg ng o tr d c i n T c n l g o n i u u si g a i a Ji n h n k a N i ihu a gZ o g u i u a X C e g Na la g h n ii n Gu e h Zo n u oZh n e uJu s
2 应 用情 况
2 1 轻压 下技 术对板 坯外 形质量 的影响 .
2 1 1 对 板 坯 窄 面 形 状 的 影 响 . .
该 铸机 于 2 0 —22 0 30 —8日投产 , 过 对 该 技 术 的使 通 用 跟踪 , 总体来 说应 用是 比较 成功 的 , 障率 非常 故
低 , 坯无 中心线 裂 纹 , 出 现 明显 异 常 , 也 发 板 未 但
现 一些小 的 问题 , 要 在 技 术 上进 一 步 优 化 。梅 需
梅 钢 2号 板 坯 连 铸 机 投 产 后 , 机 拉 速 在 铸
18m/ n . mi以下 时 , 坯 窄面 形状 基 本 正 常 , 是 板 但
当拉 速 超 过 1 8m/ n时 , 坯 窄 面 鼓 肚 严 重 , . mi 板
单侧 最 大鼓 肚 量 超 过 1 0 mm。为解 决 板 坯 鼓 肚
问题 , 结 晶器 窄 面 锥度 由 1 0 调 至 1 1 , 将 . . 足
钢 2号连铸 机基 本参 数见 表 1 。 梅钢 2号 连铸机 动态轻 压下 模 型控制 总 思路
关于连铸板坯轻压下位置的分析与研究

关于连铸板坯轻压下位置的分析与研究王国君,杜家恩(江西新余钢铁集团公司,江西 新余 338001)摘 要:轻压下技术对于提升板坯质量有着重要作用,位置的选择是轻压下技术的关键。
基于此,本文通过分析轻压下技术相关原理,展开了实验分析,通过实验计算和专家系统进行对比,在计算之后得出轻压下的位置。
在该位置上轻压板坯,对连铸坯的质量进行分析,发现板坯质量有明显的提升。
关键词:连铸板坯;轻压下技术;轻压下位置;实验研究中图分类号:TF777 文献标识码:A 文章编号:11-5004(2018)06-0261-2在连铸板坯的生产环节中,板坯出现中心偏析以及中心疏松问题十分常见,将会影响到钢材质量以及性能。
要想保证钢材的质量,必须要采取一些手段对疏松、偏析等问题进行控制和消除,最常使用的技术就是轻压下技术,轻压下技术需要使用在最佳位置上,才能保证技术的使用能够达到良好的效果,让钢材质量得到提升。
1轻压下技术1.1 概述在连续铸钢的过程中,钢坯使用液芯进行矫直的时候,为了能够得到没有缺陷的铸坯,需要使用对铸坯施加一定的压力。
这样能够避免凝固前出现搭桥,避免影响到钢水的输送,从而产生中心偏析的问题。
这项技术最早在二十世纪八十年代,在板坯支撑辊道从上至下收缩辊缝,从而避免板坯出现鼓肚,造成中心偏析问题的出现。
轻压下技术主要包括三种类型,第一种是轻压下技术,主要被应用在板坯以及大方板坯的铸坯液相穴的凝固末端;第二种是液芯压下技术,常被应用在薄板坯的连轧工艺中;第三种是铸轧技术,同样适合在薄板坯中使用。
从位置方面分类,轻压下技术分成全程和局部;从控制方式方面分类,轻压下技术分成动态压下和静态压下。
1.2 轻压下技术原理根据板坯中疏松、偏析以及缩孔的形成原理,在板坯凝固的最末端区域施加一定的压力,使得向下的压量让坯壳出现变形对两相区的凝固收缩量进行补偿。
一方面能够对中心孔隙进行消除,避免溶质液体向着铸坯出现横向的流动。
另一方面在轻压下作用下,积压作用能够破坏掉搭桥,让液相穴和凝固末端可以连通,实现补偿。
应用轻压下技术提高连铸坯质量的研究
采用优化的连铸轻压下工艺生产的试验轴承钢连铸坯中心碳 偏析指数平均达到1.09级,中心疏松平均0.94级,一般疏松 平均0.87级,缩孔平均0.47级。与攻关前的指标相比:中心 碳偏析平均降低0.11,中心疏松平均降低1.86级,缩孔平均 降低1.53级。各项指标达到项目考核技术指标。
ቤተ መጻሕፍቲ ባይዱ
2 技术报告
青海省重大科技攻关项目 验收及成果鉴定报告
应用轻压下技术 提高连铸坯质量的研究
项目编号:2004-G-110 管理部门:青海省科学技术厅 承担单位:西宁特殊钢股份有限公司 协作单位:青海博世冶金研究所
1.1 项目简介 高碳的轴承钢、弹簧钢、碳素工具钢是西宁特钢的主导产品, 其年产量约占西钢年总产量的20%,在国内占有较大的市场份额。 长期以来,西钢一直采用模注工艺生产这些钢。模注工艺生产的钢 成材率低,生产成本高,表面质量差;采用连铸工艺生产的特殊钢 表面质量好,成材率显著提高,极大地节约生产成本,因此,连铸 成为当今特殊钢生产的主流。 西宁特钢于1997年引进美国康卡斯特的合金钢大方坯连铸机, 经过调试、试生产于1999年开始生产轴承钢、弹簧钢、碳素工具钢 等高碳的特殊钢。虽然连铸钢的表面质量较模注钢有了很大的改善 ,但因高碳钢固液两相区较其它钢种宽,在连铸坯的凝固过程中由 于选分结晶和凝固收缩导致富集溶质的钢液向中心的宏观流动而引 起中心偏析,同时由于枝晶“搭桥”,下部钢液在凝固收缩过程中 得不到上部钢液的补充,形成残余缩孔和中心疏松等缺陷,并伴随 产生中心的正或负偏析。
二冷技术 特殊钢连铸的冷却制度目前普遍采用的仍是以弱冷为主, 弱冷不仅仅是降低比水量,更重要的是根据钢种特性合理 分配各段比水量。
凝固末端液芯压下技术
为解决高碳钢连铸坯凝固过程中,由于导辊之间铸坯产生鼓 肚引起的坯壳内容积变化和补偿凝固收缩,导致因残留钢液 的宏观流动引起的中心偏析,对液相穴附近进行压下处理, 具体方法一般有以下四种:
4 #连铸机轻压下技术应用的优化
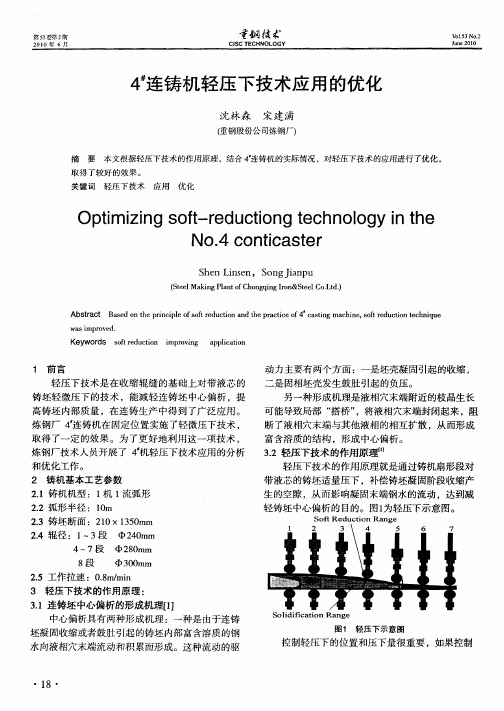
4 . 2轻压下开始位置 的确定 新 日铁 君 津厂研 究 发现 :凝 固过 程 中 ,“ ” 和 V
“ ”型偏 析 在距板 坯 中心线 1mm之 内出现 的机率 A 2 较 大 。“ V”和 “ ”型偏 析 出现 的位置 如 图 2所 示 。 A
轻压 下 技术 是 在收 缩辊 缝 的基 础 上对 带 液芯 的 铸 坯轻 微 压下 的技 术 ,能 减轻 连铸 坯 中心偏 析 ,提 高 铸坯 内部 质量 ,在 连 铸生 产 中得 到 了广 泛应 用 。
炼 钢厂 4 奎铸机 在 固定 位 置实施 了轻微 压下技 术 , 取得 了一 定 的效果 。为 了更 好地 利 用这 一项 技 术 ,
(t l kn l t f h n q g r n Se l oLd S e Ma ig a o g i o & t . . e P noC n I eC t)
Ab ta t B s d o ep i c p eo f r d c in a d t ep a t eo a t gma h n , o e u t nt c n q e s r c a e n t rn i l f o t e u t n r c i f c i c i e s f r d ci h i u h s o h c 4 s n t o e
炼钢厂 技术人 员 开展 了 4机 轻压 下技 术应 用 的分 析
和优化 工作 。 2 铸机 基本工艺 参数 21铸机机 型 :1 1 弧形 . 机 流
22 弧 轻 压 下技术 的作 用原 理就是 通过 铸机 扇形段 对
距 板坯 厚 度 中心 线距 离 ,m
图2 “ V” 和 “ ” 型 偏 析 出 现 的 位 置 A
板坯连铸机轻压下增压方法和实践

塞泵寿命会大大降低。若更换液压介质,更换 为耐磨阻燃的脂肪酸酯液压介质,费用比较高。 液压系统总体压力提高,系统泄露量加大,电 机耗电量增加。维修工作也将会大大增加。
方法三:连铸液压系统局部改造,采用增 压阀台,局部增加液压系统工作压力,即只对 参与轻压下的几个扇形段增加夹紧压力。增加 增压阀台,改造部分管线,增加轻压下扇形段 的工作压力,将液压压力从 21 MPa 增加到 23~ 24 MPa。原高压泵工作压力维持 21 MPa 不变, 新设计制造增压阀台,对原液压系统局部改造。 该方法与前两个方法比较优点是一次改造投资 低,系统运行费用低,性价比高,效果良好。 本文采用方法三。
余万吨置换产能将于
年投产
据 Mysteel 不完全统计,自 2018 年以来,全 国共发布 96 项产能置换方案,其中 46 项将于 2020 年底前投产,涉及 12 省 (市区),45 家钢 企 。拟 新建 炼钢 产能 7 318.8 万 吨、 炼 铁 产 能 6 837.05 万吨;退出炼钢产能 8 648.28 万吨、炼铁 产能 8 361.23 万吨。拟新建高炉 48 座、转炉 45
若增压后,扇形段夹紧缸阀块上电磁换向 阀泄漏量大,需将序号 3.1 减压阀压力调高,同 时调节增压器入口节流阀,加大增压器入口流 量。
图 1 增压阀台工作原理图 为了防止夹紧阀台上滑阀式换向阀内漏量 大问题,增压后高压油直接与夹紧阀台出口压 力管线连接,并加球阀及单向阀控制。
连铸轻压下技术综述

此后"德国 6D6 Q?)/8公司开发了一种连杆 式伺服阀控制的液压夹紧式轻压下扇形段! Ff@?G5 h-.J$ "它代表了当今板坯连铸机扇形段发展的最 新技术% Ff@?Gh-.J 扇形段包括 ( 个带压力和位置 传感器的液压缸"该扇形段具有几项重要功能+在 线自动对中&在线追踪板坯凝固终点&以及在线计 算和优化扇形段辊缝’1( "这些重要功能使得动态 轻压下效果更好% Ff@?Gh-.J 扇形段于 !444 年在 德国 6/hm8-77?G钢铁厂投入应用"实践证明比普通 扇形段更有利于改善铸坯内部质量%
纵观以上 技 术" 其 发 展 主 要 局 限 于 静 态 轻 压 下范畴% 这些技术在实际工业应用中有很大的局 限性"难以大规模推广应用% !(’"动态轻压下技术
!44% 年"奥钢联! ed^$ 开发了一种比例阀控 制的液压夹紧式 6)/G7扇形段"该扇形段具有远程 辊缝调节功能"这意味着可以在浇铸过程中根据 凝固终点的变化动态调整扇形段辊缝的大小"也 即动态轻压下% 同年"该技术首次应用到芬兰 T/5 P7/GPPJJ-钢厂的 , 号板坯连铸机’%( "这是世界上 第 ! 套配备了由 !’ 个 6)/G7扇形段组成的全动态 铸流导向系统的板坯连铸机% 每一个 6)/G7扇形 段配有 ( 个液压缸"能够在线准确调节辊缝大小% 在浇铸过程中"由一个 Qf.=OOh的动态二次冷却控 制模型进行冷却水量的计算和控制"再利用自动 铸坯锥度控制系统! d6RF$ 来调整扇形段的设置 点"这样就可以根据铸坯凝固终点位置调节辊缝 锥度"实现动态压下功能% 该技术于当年 !" 月 !’ 日在拉赫厂投产"取得了良好的应用效果%
不同钢种连铸板坯轻压下率的规律分析
收到初稿日 : 0 7 0一 4 收到修改稿日 : 0 不0一 3 期 2 0一 6 0 , 期 20 82
作者简介 :林启勇,男, 1 8 9 0年生、博士生
通过对连铸板坯四分之一截面内的质量守恒分析, 并 联合满足不产生中心疏松与中心偏析的条件, 可导出补偿
m / i 压 速率用压 mm . 下 n 下率与拉 积表示, 速的 本文也对
其变化规律进行了讨论. LZ 模型求解
要对式 ( 进行求解需知 1 ) 道铸坯横截面内的等效密
度 万 该值与铸坯的温度场密切相关 铸坯的温度场可 值, 通过数值方法求解凝固传热模型获得. 计算对象为某厂板 坯连铸机,浇铸过热度为 3 0℃,拉速为 1 m m , . /i 铸 4 n
论上的探讨
疏松 有 技 之 ‘ 1尤 是 轻 下 术 最 效的 术 一〔5 其 动态 压 技 , 一, 它已 现 连铸机的 成为 代 重要标志 之一{5 压 率是轻 6] 下 一.
压 术核心参数之一, 单位二 / , 下技 常用 m 定义为 沿拉坯
方向单位长度上的厚度变化. 前有关压下率的研究主要 目
1 压下率模型
11 压下率理论模型 . 连铸坯凝固末端的两相区内, 随着该区内固相率的提 高, 导致上流钢液向下游流动的阻力增加. 当钢液凝固时造 成的体积收缩得不到上游钢液流动补充或补充不充分, 枝 晶间残留的富集偏析元素的钢液就会向铸坯中心汇集并 凝固.中心偏析由 此而形成,同时, 体积补偿如不充分就
y t gae ral dt ea e e wt h i es ote ag bt nlud se Prtr b s ird get n ibcm l gr i tenrae fh rne e e i iu tm eaue e 从a r a h c e w q a dsl u tmprtr. n oi s e eaue d KE 从厂 Y ORDS cniu u csigs ,o rd ci , d ci r i trd ci ae o t o s at l sfe ut n r ut nga e ,eut nrt n n a b t o e o d n o 目前轻压下技术已成为解决连铸坯中心偏析与中心 种压下率的变化规律还不甚了解, 没有相应的理论描述. 本文将对不同钢种铸坯轻压过程的压下率变化规律作理
连铸方坯动态轻压下位置

动 , 固末端 的残余 液相 不能被上 游溶质 浓度低 的钢 液稀 释 , 凝 就会 在铸 坯 中心 形成 一 条偏 析 带 。同时 , 残余 液相在 凝固末端 急速 凝 固时 , 会急剧 收缩 , 生缝 隙 , 产 如不 能得 到钢液 的补充 , 会产生 疏松 。轻 就 压下 的 目的 , 就是要通 过机 械压下来 补偿铸 坯凝 固后期 体 收缩 , 抑制 枝 晶间 浓化 钢 水 向 中心 富集 , 轻 减
或焊 和 中心疏 松 , 轻 中心 偏析 。 减
2 铸坯 温度 场
2 1 弧 形大方坯 连铸机 设备参 数 .
机型 : 弧形 ( 径 91) 常用断 面 :4 半 t; T 2 0mm×2 0mm 和 1 0ir ×2 0tr; 种 :5 拉矫 机 油缸 8 6 l Tn 0 n钢 u 4 ;
为 了计算 连铸坯 上 的温度分 布 , 温度 场计算模 型采 用切 片法 , 片示 意 如图 1 切 所示 。将 铸坯沿 拉坯
方 向分成 小块 , 编号 。根 据小 块 的编 号 , 择合 适 的 边 界 条件 , 用 二 维 计算 模 型 跟踪 每个 小 块 并 选 采
收 稿 日期 :00O .9 2 1 一10 。
结 晶器 中钢 水 温度 等 于浇铸 温度 , ( , 0 即 ,)= O 边界 条件 : c;
结 晶器
W O A
一
,
K
() 2
图 1 切 片 示 意 图
Fi . S h ma i d a r m f l e g1 ce t i a o i s c g sc
二 冷 区
场。以铸坯表面为原点 , 铸坯厚度方 向为 X轴 , 基于模型假设 , 铸坯凝 固传热的微分方程为
钢板坯铸机扇形段在连铸动态轻压下受力分析
钢板坯铸机扇形段在连铸动态轻压下受力分析钢铁是国家发展的工业基础,经济的快速发展离不开各类钢铁制品的有力支撑。
新时期工业的发展、基础设施的建设需要大量的型钢、型材。
不锈钢板材是一种在生产、生活领域中应用十分广泛的材料,在不锈钢板材的轧压生产过程中容易产生中心偏析、疏松等的问题。
连铸动态轻压技术是一种在不锈钢板材生产过程中,通过动态跟踪监测不锈钢铸坯凝固的进程,并通过向不锈钢铸坯动态施加一定的机械外力,用以使得不锈钢铸坯末端两相区的凝固体的收缩能够得到一定程度的弥补,提高不锈钢铸坯的铸造质量。
文章在分析连铸动态轻压技术特点的基础上对连铸动态轻压技术应用过程中扇形段的受力进行模拟分析。
标签:连铸动态轻压技术;扇形段;受力;模拟分析Abstract:Iron and steel is the industrial foundation of national development,and the rapid development of economy can not be separated from the strong support of all kinds of iron and steel products. In the new period,the development of industry and the construction of infrastructure need a large number of sections. Stainless steel plate is a kind of widely used material in the field of production and life that is easy to produce central segregation and porosity in the process of rolling and pressing stainless steel sheet. Continuous casting dynamic light reduction technology is a kind of dynamic monitoring of the solidification process of stainless steel billet during the process of production of stainless steel sheet and the application of certain mechanical external force to stainless steel billet dynamically to make the stainless steel billet. The shrinkage of the solidified body in the two-phase zone at the end can be compensated to a certain extent to improve the casting quality of stainless steel billet. On the basis of analyzing the characteristics of continuous casting dynamic light reduction technology,this paper simulates and analyzes the force acting on sectors in the process of application of continuous casting dynamic light reduction technology.Keywords:continuous casting dynamic light reduction technology;sector section;force;simulation analysis连铸动态轻压技术是一种应用于不锈钢板坯轧制加工的重要技术。
厚板坯连铸轻压下技术和轻压下扇形段

新技术 新设备厚板坯连铸轻压下技术和轻压下扇形段西安重型机械研究所 王朝盈 刘彩玲 刘光辉摘要 论述了浇注连铸厚板钢种板坯容易出现的质量缺陷,采用轻压下技术的必然性及实现轻压下技术所采用的专用二冷扇形段的主要特点。
叙词 连铸厚板坯 偏析 轻压下 扇形段Abstract T he paper takes up the faults in quality easily caused w hen th ick steel slab is p roduced using concasting m ethod,and the inevitability of using s oft2reducti on techno l ogy to s o lve the p roble m s.T he paper als o p resen ts the m ain characteristics of the s pecial segm en ts in secondary coo ling zone w hen s oft2reducti on techno l ogy is taken.D escr i ptors th ick slab concasting,segregati on,s oft2reducti on,segm en t1 前言作为厚板坯连铸机的必需技术,凝固末端轻压下技术的应用已经在世界上钢铁工业发达的国家取得了丰富的经验,已被证明这一技术对提高连铸厚板钢种质量是十分有效的。
进行凝固末端轻压下时,应当装备相应的机械设备。
2 厚板钢种的致命缺陷对于厚板坯连铸机所浇注的厚板钢种来讲,最突出最严重的质量缺陷是中心疏松和中心偏析,中心偏析结合各类夹杂物的存在,严重地恶化了钢的冲击韧性,特别是低温冲击韧性。
偏析的钢板因偏析带硬度高又影响了其端部被使用时的焊接性能,使焊接部位(热影响区)冲击韧性恶化,甚至出现焊接裂纹。
板坯连铸机动态轻压下技术的应用
第2 பைடு நூலகம்卷 2 0 . ( 0 7 1 总第 1 7 ) 2期
冶金 设备 管理 与维修
板 坯 连铸 机 动 态轻 压 下技 术 的应 用
许 建 祥 郝 丽 娟
0 0 1 ( 首钢 京唐 钢铁联 合 有 限责 任 公 司 唐 山建筑安 装公 司 唐 山 1 0 4 )
.
//乙 7
澉 相线凝 l 点 古 【相 线 凝 固点 l
的 作 用 下 向 内 挤 压 钢水 , 芯 部 钢 水 向上 运 动 , 种 运 动 对 使 这
应 用 轻 压 下 技 术 , 先 要 找 到 铸 坯 凝 固末 端 的位 置 。 首 根 据 铸 坯 凝 固 厚 度 公 式 , 已知 铸 坯 的 断 面 、 速 、 固 系 数 在 拉 凝 后 , 结 晶 器 的液 面 开始 算 起 , 出铸 坯 的 最 终凝 固 点 。 从 得
1 动 态 轻 压 下 技 术 对 铸 坯 内部 质 量 的改 善
图 2 校 状 晶体 在 动 态轻 压 下 的 成 长
浦相线 ; 周 占’ 毫 } 同 相 线 静 I 占 1
2 轻 压 下 技 术 实 现 原 理
动态 轻 压 下 改 善 铸 坯 内 部 质 量 的 过 程 是 铸 坯 在 压 下 辊
域 ( 图 1 示 ). 时 调 整 扇 形 段 的 开 口度 , 铸 坯 进 行 轻 如 所 随 对
压 下 , 坯 壳 中 的液 芯 产 生 相 对 运 动 , 匀 钢 水 成 分 , 熔 使 均 重 枝 晶 , 而 细 化 晶粒 , 少 铸 坯 的 中 心心 偏 析 、 孔 和 裂 纹 从 减 缩
在 实 际 生 产 中 . 于铸 坯 的钢 种 、 热 度 、 速 不 同 , 由 过 拉 因 此 铸 坯 的凝 固 系 统 是 随 时 变 化 的 , 就造 成 铸 坯 最 终 凝 固 这 点 也随 时都 在 变 化 。 此 让铸 坯 在 一 个 给 定 的 、 小 于 铸 坯 因 略 收 缩 梯 度 内 凝 固 . 证 铸 坯 导 向 段 的 开 口度 是 控 制 轻 压 下 保
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
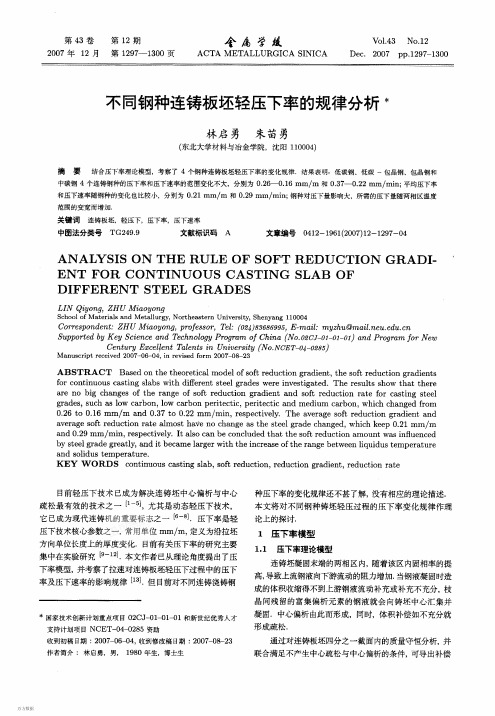
(10)授权公告号 (45)授权公告日 2013.07.17C N 102601324 B (21)申请号 201210067496.5(22)申请日 2012.03.14G05B 17/02(2006.01)B22D 11/00(2006.01)G01N 33/20(2006.01)(73)专利权人北京科技大学地址100083 北京市海淀区学院路30号(72)发明人张立强 包燕平 王敏 彭尊林路 王毓男 李怡宏 马文俊王睿 黄杰(74)专利代理机构北京金智普华知识产权代理有限公司 11401代理人皋吉甫CN 101710086 A,2010.05.19,全文.CN 101920323 A,2010.12.22,US 2003/0070786 A1,2003.04.17,全文.CN 1437704 A,2003.08.20,全文.CN 101169624 A,2008.04.30,全文.CN 101363832 A,2009.02.11,全文.CN 101642774 A,2010.02.10,全文.CN 201644738 U,2010.11.24,全文.(54)发明名称一种用于连铸轻压下机理研究的高温实验装置与方法(57)摘要本发明提供了一种研究连铸轻压下对铸坯凝固组织影响机理的高温实验装置与方法,属于炼钢连铸技术领域。
其特征是实现了1500-1600℃炼钢温度下进行与现场条件极为接近的高温实验,具有设计巧妙,安全系数高,实验精度高,可重复性高的特点。
其方法易于操作,根据需要设计不同的活动墙和可拆卸固定墙的尺寸大小及铸模主体内腔形状,实现各种断面的铸坯不同的位置进行压下。
本发明的应用和推广,可以在实验室实现连铸轻压下操作,实验数据可以实时保存,实验试样满足各种检测要求,对深入研究连铸轻压下机理有着重要意义。
(51)Int.Cl.(56)对比文件审查员 孙颖权利要求书2页 说明书4页 附图1页(19)中华人民共和国国家知识产权局(12)发明专利权利要求书2页 说明书4页 附图1页(10)授权公告号CN 102601324 B*CN102601324B*1.一种用于连铸轻压下机理研究的高温实验装置,其特征是实验装置由铸模主体(17)和外置施压墙(11),位移传感器(12),压力传感器(13),铸模帽(14),支撑架(15),操作台(16),位移传感器信号转换器(18),电源(19),压力传感器信号转换器(20)组成;铸模主体(17)包括底座(1),可滑动支撑杆(2),滑动墙(3),固定螺杆(4),背面固定墙(5),侧面固定墙(6),热电偶导孔(7),可拆卸固定墙一(8),活动墙(9),可拆卸固定墙二(10);以上设备及零部件的位置关系与连接关系如下:底座(1)平放于操作台(16)上;背面固定墙(5)、侧面固定墙(6)与底座(1)三者两两成直角关系并通过焊接连接在一起;滑动墙(3)竖直置于底座(1)上,并通过可滑动支撑杆(2)与背面固定墙(5)连接在一起;可拆卸固定墙一(8)和可拆卸固定墙二(10),通过焊接固定在侧面固定墙(6)与滑动墙(3)之间,并在可拆卸固定墙一(8)和可拆卸固定墙二(10)之间按照活动墙(9)的尺寸留下空隙,活动墙(9)竖直放在此空隙内;热电偶导孔(7)位于侧面固定墙(6)上,水平居中,垂直方向上高度与活动墙(9)中心的高度一致;固定螺杆(4)通过焊接在背面固定墙(5)上;外置施压墙(11)安装在活动墙(9)外侧,二者尺寸大小一致;位移传感器(12)和压力传感器(13)安装在外置施压墙(11)外侧;铸模帽(14)放在铸模主体(17)上方,并且四面居中;工作时铸模主体(17)平放在操作台(16)上;位移传感器信号转换器(18)、电源(19)和压力传感器信号转换器(20)安装在支撑架(15)上方。
2.一种采用权利要求1所述用于连铸轻压下机理研究的高温实验装置的高温实验方法,其特征是根据研究钢种需要,将熔炼好的具有一定过热度的钢水通过铸模帽注入实验装置中,热电偶记录铸锭表面温度,通过计算得到中心温度分布及液芯的位置,根据不同预设方案通过千斤顶或电液推杆实施压下,信号转换器将传感器的信号转换为毫伏信号,通过数据采集卡采集到计算机,并实现实时显示;根据研究需要,设计多种尺寸和型号的可拆卸固定墙一(8)、活动墙(9)和可拆卸固定墙二(10),满足多种钢种和铸坯连铸轻压下研究的需要;实施过程为:铸模主体内壁均匀地涂刷耐火材料,耐火材料选取水玻璃与镁砂混合物,耐火材料厚度为2-4mm;用加热炉或天然气对铸模主体进行烘烤至完全干燥;铸模主体冷却后,将其放置到工作台架,用固定螺杆将铸模主体固定在工作台架上;拧紧可滑动支撑杆上的保护螺母;将千斤顶或电液推杆施力端通过外置施压墙(11)与活动墙(9)相连接,并在外置施压墙(11)上安装好位移传感器和压力传感器;将热电偶插入热电偶导孔的等待位置;将铸模帽放置在铸模主体上方中央处,并保证四面居中;检查各传感器元件、数据转换器元件、热电偶、电路元件、数据采集卡和计算机是否工作正常;检查完毕并确认设备整体运行正常;将冶炼好的钢水通过铸模帽浇铸到铸模中;浇铸完毕,热电偶插入到测量位,开启各传感器数据转换器,并通过数据采集卡将相关数据记录到计算机上;启动千斤顶或电液推杆通过活动墙对铸锭施加轻压下压力;达到设定压下位置后,停止压下操作;将测量数据保存到计算机,并做好备份;铸锭冷却后,脱模,编号;关闭所有设备,实验结束。
一种用于连铸轻压下机理研究的高温实验装置与方法技术领域[0001] 本发明属于炼钢连铸技术领域,特别提供了一种连铸轻压下机理研究的高温实验装置与方法,对研究炼钢连铸轻压下钢的组织凝固与变形机理具有重要意义。
背景技术[0002] 连铸坯自拉出结晶器后,中心液相在选分结晶的作用下,不断富集钢中的杂质和有害元素,至凝固末端时因坯壳体积收缩和铸坯内的热应力导致末端液相受力不均,加之末端凝固组织的复杂性,造成铸坯中心宏观偏析、中心疏松等缺陷。
为改善铸坯质量,自上世纪九十年代以来,轻压下技术应用于连铸工艺中,一定程度上改善了铸坯质量。
[0003] 但是,轻压下的技术参数如压下量、压下速率、压下力、压下位置等,仍然处于根据经验设定,或企业在铸机上现场试验后确定,轻压下机理的研究还远远不够,导致轻压下技术的开发还不够成熟。
[0004] 连铸轻压下机理的研究难度很大,主要原因是采取轻压下技术的铸坯在凝固过程中温度场、应力场和中心液芯的流场是非常复杂的,为实验研究带来了很大难度,而现场实验易造成生产不顺行甚至停产,如果参数选择不当还会造成生成事故,并且经济代价大,参数变化范围非常有限。
[0005] 为此,人们试图通过实验室实验对轻压下机理进行研究,仍处于起步阶段。
目前发现的研究中,田陆等人(参见文献:田陆等,连铸轻压下技术冷态模拟研究[J].钢铁研究,2011,2:15)用冷态有机物丁二腈在室温下进行了轻压下模拟研究,可以模拟部分与钢液凝固组织相似的枝晶搭桥现象与偏析,无法模拟对中心疏松的影响,丁二腈与1500℃以上高温钢液的物理化学属性有着很大区别,难以在机理上进行深入研究,无法针对钢铁材料进行定量研究,并且丁二腈为剧毒化学药品,对人体和环境存在危害。
其他研究还没有开发出一种可以进行实体操作的、详实记录实验数据的轻压下机理研究高温实验装置与实验方法。
对这一问题进行高温研究的多借助于现场数据,这对研究造成了很大的局限性。
[0006] 连铸轻压下的压下量很小,为毫米数量级,操作控制精度高,因此,开发一种可以进行实体精确操作的、详实记录实验数据的轻压下机理研究高温实验装置与实验方法,具有重要意义。
发明内容[0007] 本发明的目的在于提供一种连铸轻压下机理研究的高温实验装置与方法,可以实现1500-1600℃高温钢水的浇铸与轻压下,并实现数据的精确测量与记录,为机理研究提供详实数据,实验具有可重复性,本装置同时适用于熔点低于1600℃的其他合金的同类研究。
[0008] 一种用于连铸轻压下机理研究的高温实验装置,实验装置由铸模主体和外置施压墙,位移传感器,压力传感器,铸模帽,支撑架,操作台,位移传感器信号转换器,电源,压力传感器信号转换器组成;铸模主体包括底座,可滑动支撑杆,滑动墙,固定螺杆,背面固定墙,侧面固定墙,热电偶导孔,可拆卸固定墙一,活动墙,可拆卸固定墙二。
[0009] 以上设备及零部件的位置关系与连接关系如下:底座平放于操作台上;背面固定墙、侧面固定墙与底座三者两两成直角关系并通过焊接连接在一起;滑动墙竖直置于底座上,并通过可滑动支撑杆与背面固定墙连接在一起;可拆卸固定墙一和可拆卸固定墙二,通过焊接固定在侧面固定墙与滑动墙之间,并在可拆卸固定墙一和可拆卸固定墙二之间按照活动墙的尺寸留下空隙,活动墙竖直放在此空隙内;热电偶导孔位于侧面固定墙上,水平居中,垂直方向上高度与活动墙中心的高度一致;固定螺杆通过焊接焊接在背面固定墙上;外置施压墙安装在活动墙外侧,二者尺寸大小一致;位移传感器和压力传感器安装在外置施压墙外侧;铸模帽放在铸模主体上方,并且四面居中;工作时铸模主体平放在操作台上;位移传感器信号转换器、电源和压力传感器信号转换器安装在支撑架上方。
[0010] 本发明有五个显著的特点:一是可以进行炼钢温度下的高温实验;二是通过可拆卸固定墙与活动墙的配合,根据需要设计不同的尺寸,实施不同部位的轻压下;三是传感器、数据转换器、数据采集卡与电脑终端连接实现数据的精确测量与记录;四是实验参数选取范围较宽,实验就有较高的可重复性,为轻压下机理研究提供了可以实际操作的实验装置;五是操作简便,经济投资较少,安全系数高。
[0011] 本装置根据不同的钢种两相区宽度不同,由实际需要进行不同比例大小的缩放;根据连铸坯断面尺寸与形状的不同,进行相对应的腔壁内型设计。
铸模帽一般选取镁质耐火材料材质,铸模主体采用铸铁或钢板材质,工作台架采用钢板与槽钢材料加工而成。
压下设备根据压下力的不同可以选用不同压力的千斤顶或电液推杆实施轻压下。
[0012] 一种用于连铸轻压下机理研究的高温实验方法,根据研究需要,选择不同重量的钢水,加工与钢水质量匹配的铸模装置,即可进行相关实验。
为保证实验的顺利进行,本发明采取四个措施:一是装置上端有铸模帽防止钢液外溢;二是压下处采用固定墙与活动墙组合,可以进行不同压下位置的选择;三是在进行浇铸前铸模内的耐火材料要进行充分烘烤至完全干燥,防止高温浇铸时因潮湿引起爆炸;四是铸模可滑动支撑杆在留足间隙后,拧上保护螺母,保证在铸锭变形后侧面滑动墙可以滑动但又不会翻到,保证操作安全。
[0013] 本方法实施过程为:[0014] 1)铸模主体内壁均匀地涂刷耐火材料,耐火材料选取水玻璃与镁砂混合物,耐火材料厚度为2-4mm;[0015] 2)用加热炉或天然气对铸模主体进行烘烤至完全干燥;[0016] 3)铸模主体冷却后,将其放置到工作台架,用固定螺杆将铸模主体固定在工作台架上;[0017] 4)拧紧可滑动支撑杆上的保护螺母;[0018] 5)将千斤顶或电液推杆施力端通过外置压力墙与活动墙相连接,并在外置压力墙上安装好位移传感器和压力传感器;[0019] 6)将热电偶插入热电偶导孔的等待位置;[0020] 7)将铸模帽放置在铸模主体上方中央处,并保证四面居中;[0021] 8)检查各传感器元件、数据转换器元件、热电偶、电路元件、数据采集卡和计算机是否工作正常;[0022] 9)检查完毕并确认设备整体运行正常;[0023] 10)将冶炼好的钢水通过铸模帽浇铸到铸模中;[0024] 11)浇铸完毕,热电偶插入到测量位,开启各传感器数据转换器,并通过数据采集卡将相关数据记录到计算机上;[0025] 12)启动千斤顶或电液推杆通过活动墙对铸锭施加轻压下压力;[0026] 13)达到设定压下位置后,停止压下操作;[0027] 14)将测量数据保存到计算机,并做好备份;[0028] 15)铸锭冷却后,脱模,编号。