检验卡片模板(加封面)
质检卡模板
Q/YD QM JL(8.2.4) 01-2011
永济电机公司产品质量PC表
产品图号
产品编号
产品型号
产品名称
产品状态
版本号
交出日期
年月日
编制
日期
年月日
序号
检测区位
检测项点
质量标准
检具
操作者
检查员
实测数据
姓名/日期
实测数据
姓名/日期
1
2
▲
3
4
▲■
5
6
★
7
处置记录
备注
说明:1、“▲”代表关键重要项点;2、“八防”项点:“★”代表防裂、“☉”代表防脱、“■”代表防燃、“●”代表防断、“◎”代表防爆、“☆”代表防火、“△”代表防离、“◆”代表防飏;3、“▲”和“八防”项点,检查人员必须全检。
模板二
Q/YD QM JL(8.2.4) 01-2011
永济电机公司
产品质量
PC表
产品图号
产品编号
产品状态
产品名称
交出数量
抽检数量
交出时间
年月日
编制
版本号
日期
年月日
序号
检测区位
检测项点
质量
标准
检具
操作者
检查员
实测数据
姓名/日期
实测数据
姓名/日期
1
2
▲
3
4
5
6
▲
7
8
9
10
▲
11
14
处
置
记
录
备
注
说明:1、“▲”代表关键重要项点;2、“八防”项点:“★”代表防裂、“☉”代表防脱、“■”代表防燃、“●”代表防断、“◎”代表防爆、“☆”代表防火、“△”代表防离、“◆”代表防飏;3、“▲”和“八防”项点,检查人员必须全检。
检验卡片

四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 1 页曲轴粗车大端外圆,小端面过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 大端面外圆Ф810-0.160游标卡尺(0.02)用游标卡尺卡在曲轴大端面外圆上进行测量(见图1)每班首检过程检验每小时1件粗车大端面粗糙度6.3粗糙度样板(Ra6.3)目测比对总长尺寸505.3±0.5数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸半精车大端面32±0.5游标卡尺(0.02)用游标卡尺放在大端面进行测量半精车大端面表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对半精车大端面外圆Ф80.50-0.160游标卡尺(0.02)用游标卡尺卡在曲轴大端面外圆上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片过程检验规范产品名称工艺名称检验性质共27 页第 3 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第三主轴颈宽度31.7+0.300游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量每班首检过程检验每小时1件第三主轴颈长度153.90-0.290游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量粗车第五主轴颈外圆Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量过程检验每小时1件主轴颈与轴线的圆跳动圆跳动值0.030百分表(0.02)在水平台上用百分表与被测表面接触第五主轴颈粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对粗车第一主轴颈Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 2 页曲轴钻中心孔,车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗车第三主轴颈Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量每班首检过程检验每小时1件第三主轴颈宽度32.7+0.300游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量保证尺寸154.90-0.520游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量第三主轴颈粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对主轴颈与曲轴轴线圆跳动0.03百分表(0.01)在水平面上将百分表与被测表面接触半精车第三主轴颈Ф42.90-0.140千分尺(0.02)用千分尺卡在主轴颈外圆上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第4 页曲轴过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第一主轴颈宽度29.8+0.300游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量每班首检过程检验每小时1件保证尺寸340.9±0.4数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对粗车第二主轴颈Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对轴颈宽度28.8+0.3000游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第5 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 保证尺寸249.40-0.630游标卡尺(0.02)用游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件粗车第四主轴颈Ф44.10-0.350千分尺(0.01)用千分尺卡在主轴颈外圆上进行测量第四主轴颈宽度28.8+0.300游标卡尺(0.02)用游标卡尺放在主轴颈上进行测量保证尺寸63.40-0.400游标卡尺(0.02)用游标卡尺放在主轴颈上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对第四主轴颈全跳动0.03百分表(0.01)将百分表放在被测表面上制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27 页第6 页曲轴车阶梯轴过程检验序号检测项目技术要求检验工具检测方法检测频次照片30小头阶梯轴Ф23.60-0.250外径千分尺(0.01)将外径千分尺卡在轴上进行测量每班首检过程检验每小时1件保证尺寸63.5±0.5游标卡尺(0.02)用游标卡尺放在阶梯轴上进行测量粗车大头轴肩Ф56±0.5外径千分尺(0.01)将外径千分尺卡在轴肩上进行测量大头轴颈13±0.5游标卡尺(0.02)用游标卡尺放在轴颈上进行测量轴颈保证尺寸3.9±0.3游标卡尺(0.02)用游标卡尺放在轴颈上进行测量大头轴颈右侧面9.8±0.4游标卡尺(0.02)用游标卡尺放在轴颈右侧面上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 7 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 大头轴颈右侧面Ф56±0.5外径千分尺(0.01)将外径千分尺卡在轴颈右侧面上进行测量每班首检过程检验每小时1件半精车第五主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第五主轴颈宽42.3+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量第五主轴颈保证尺寸432.70-0.560数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸半精车第一主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量制定校对审核会签标准批准过程检验规范产品名称工艺名称检验性质共 27 页第 8页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第一主轴颈宽30.3+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件第一主轴颈保证尺寸339.90-0.500数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对半精车第四主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第四主轴颈宽29.8+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量制定校对审核会签标准批准过程检验规范产品名称工艺名称检验性质共27页第 9 页曲轴车主轴颈,阶梯轴过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第四主轴颈保证尺寸62.40-0.500游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件半精车第二主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第二主轴颈宽29.8+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量保证尺寸248.40-0.400数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸小头阶梯轴Ф19.40-0.100外径千分尺(0.01)将外径千分尺卡在小头阶梯轴上进行测量四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 10 页曲轴车大头轴及右侧面过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 半精车大头轴肩Ф550-0.460外径千分尺(0.01)将外径千分尺卡在大头轴上进行测量每班首检过程检验每小时1件大头轴颈14.2±0.7游标卡尺(0.02)将游标卡尺放在大头轴颈上进行测量大头轴颈直径Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在大头轴颈上进行测量大头轴颈右侧面9±0.4游标卡尺(0.02)将游标卡尺放在大头轴颈右侧面上进行测量大头轴颈右侧面Ф55外径千分尺(0.01)将外径千分尺放在大头轴颈右侧面上进行测量定位面平面度平面度0.15数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的平面度四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第11 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗车第一连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量每班首检过程检验每小时1件第一连杆轴颈宽30.6+0.300游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对第一连杆颈保证尺寸294.50-0.700数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸连杆颈的圆柱度0.007 专用工具用专用工具进行测量粗车第四连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 12 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第四连杆颈30.6+0.500游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量每班首检过程检验每小时1件第四连杆颈保证尺寸170-0.250游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量粗车第二连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量第二连杆颈30.6+0.500游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量保证尺寸2030-0.630游标卡尺(0.02)将游标卡尺放在连杆颈上测量粗车第三连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第13 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第三连杆颈30.6+0.500游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量每班首检过程检验每小时1件第三连杆颈保证尺寸108.50-0.460游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对半精车第一连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量第一连杆轴颈宽31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量保证尺寸2940-0.440数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27 页第 14 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 半精车后的第四连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量每班首检过程检验每小时1件第四连杆颈31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对半精车后的第二连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第二连杆颈31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第15 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 半精车后的第三连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量每班首检过程检验每小时1件第三连杆颈31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对精车后的大端面28.2±0.5游标卡尺(0.02)将游标卡尺放在大端面上进行测量大端面外圆Ф800-0.04外径千分尺(0.01)将外径千分尺卡在大端面外圆表面上进行测量钻孔深度16.7深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量制定校对审核会签标准批准产品名称工艺名称检验性质共27页第 16 页曲轴钻孔过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 钻孔直径Ф14 游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量每班首检过程检验每小时1件钻孔深度16.7深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф24 游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量钻孔深度16.7深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф28游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量精车后的孔Ф31+0.014-0.032游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量制定校对审核会签标准批准产品名称工艺名称检验性质共 27页第 17 页曲轴钻孔过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 钻孔深度15深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量每班首检过程检验每小时1件车后孔的直径Ф45±0.15游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量钻孔深度 2.5深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф7.2游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量钻孔深度30深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量螺纹M8×1.5-6H塞规将塞规放进螺纹孔内进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第18 页曲轴车大、小头轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 大头尺寸14.5+0.95-0.1游标卡尺(0.02)将游标卡尺放进大头端进行测量每班首检过程检验每小时1件保证尺寸 2.50-0.15游标卡尺(0.02)将游标卡尺放进大头端进行测量小头尺寸Ф22.5+0.034+0.009外径千分尺(0.01)将外径千分尺卡在小头轴上测量粗磨后第五主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量第五主轴颈宽30.4+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量粗磨后第一主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 19 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第一主轴颈宽30.4+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件保证尺寸339.60-0.200数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸粗磨第四主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量第四主轴颈宽29.9+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量粗磨第二主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量第二主轴颈宽29.9+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27页第 20 页曲轴粗磨主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗磨第三主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量每班首检过程检验每小时1件第三主轴颈宽33+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量保证尺寸153.60-0.130游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量粗磨第一连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第一连杆颈上测量第一连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量第一连杆颈保证尺寸293.80-0.074数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 21 页曲轴粗磨连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗磨后第四连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第四连杆颈上测量每班首检过程检验每小时1件第四连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量第四连杆颈保证尺寸16.30-0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量粗磨后第二连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第二连杆颈上测量第二连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量第二连杆颈保证尺寸202.30-0.074数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27 页第 22 页曲轴精磨主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30粗磨后第三连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第三连杆颈上测量每班首检过程检验每小时1件第三连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量精磨后第一主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第一主轴颈上测量第一主轴颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第一主轴颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对精磨后第四主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第一主轴颈上测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 23 页曲轴精磨主轴颈、连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30第四主轴颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第四主轴颈上进行测量每班首检过程检验每小时1件第四主轴颈保证尺寸62+0.35-0.65游标卡尺(0.02)将游标卡尺放在第四主轴颈上进行测量精磨后第二主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第二主轴颈上测量第二主轴颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第二主轴颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对主轴颈圆柱度0.004 专用工具将专用工具放在主轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 24 页曲轴精磨连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30精磨第三主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第三主轴颈上测量每班首检过程检验每小时1件第三主轴颈宽33+0.35游标卡尺(0.02)将游标卡尺放在第三主轴颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对精磨后第一连杆颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第一连杆颈上测量第一连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第一连杆颈上进行测量精磨后第四连杆颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第四连杆颈上测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 25 页曲轴精磨连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第四连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第四连杆颈上进行测量每班首检过程检验每小时1件精磨后第二连杆颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第二连杆颈上测量第二连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第二连杆颈上进行测量精磨后第三连杆颈Ф42.6-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第三连杆颈上测量第三连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第三连杆颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片过程检验规范产品名称工艺名称检验性质共 27 页第 26 页曲轴钻油孔、铣键槽过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 钻第一主轴颈油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量每班首检过程检验每小时1件第一曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量第一曲柄斜角度30°专用量具用专用量具进行测量第二曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量第二曲柄斜角度30°专用量具用专用量具进行测量第三曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 27 页进气歧管钻油孔、孔过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第三、四曲柄斜角度30°专用量具用专用量具进行测量每班首检过程检验每小时1件第四曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量钻孔深度9深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф7.6游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量钻孔深度9深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量)。
8、煤矿主要设备检测检验卡片
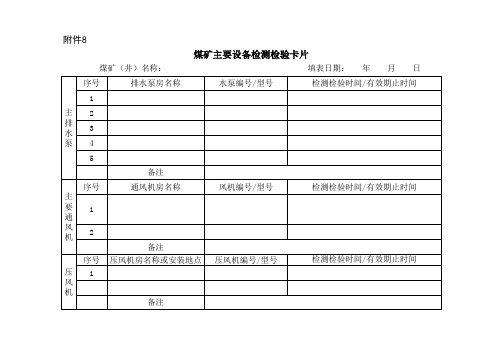
煤矿主要设备检测检验卡片
煤矿(井)名称:
填表日期: 年 月 日
序号
排水泵房名称
水泵编号/型号
检测检验时间/有效期止时间
1
主2
排 水
3
泵4
5
备注
序号
主
要1 通
风 机
2
通风机房名称 备注
序号 压风机房名称或安装地点源自压1 风机备注
风机编号/型号 压风机编号/型号
检测检验时间/有效期止时间 检测检验时间/有效期止时间
架 空
序号
乘1
人
装
序号
斜 井 人 车
使用地点 备注
使用地点 车厢数 备注
编号/型号
检测检验时间/有效期止时间
坡度 生产厂家
规格型号 出厂日期
安标证号 使用日期
检验卡片1
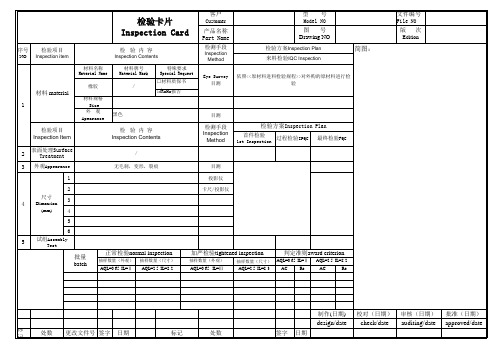
型 号 Model NO 图号 Drawing NO
检验方案Inspection Plan
来料检验IQC Inspection
简图:
Eye Survey 依照<<原材料进料检验规程>>对外购的原材料进行检
目测
验
目测
检测手段 Inspection
Method
检验方案Inspection Plan
检验卡片 Inspection Card
序号 检验项目 NO Inspection item
检 验内容 Inspection Contents
材料名称 Material Name
材料牌号 Material Mark
特殊要求 Special Request
材料 material 1
橡胶
材料规格 Size
标记
处数
签字 日期
制作(日期) design/date
校对(日期) 审核(日期) check/date auditing/date
批准(日期) approved/date
加严检验tightened inspection
抽样数量(外观)
抽样数量(尺寸)
AQL=0.65 IL=Ⅲ
AQL=2.5 IL=S-3
判定准则award criterion
AQL=0.65 IL=Ⅱ AQL=2.5 IL=S-2
ห้องสมุดไป่ตู้
AC
Re
AC
Re
文件编号 File NO
版次 Edition
标 记
处数 更改文件号 签字 日期
首件检验 1st Inspection
过程检验IPQC
最终检验FQC
药品检验卡模板
日期:日期:日期:
检品名称
葡萄糖酸钙片
生产单位(产地:)
山西云鹏制药有限公司
供样单位:
××县××大药房
检验结果
检验项目标准规定检验数据
结论:
检验者:校对者:审核者:
日期:日期:日期:
共页第页
陇南市食品药品检验检测中心
原始记录LNYJ-YSJL-003B
检品编号
20180110
检品名称
葡萄糖酸钙片
检验项目
全检□部分检验□
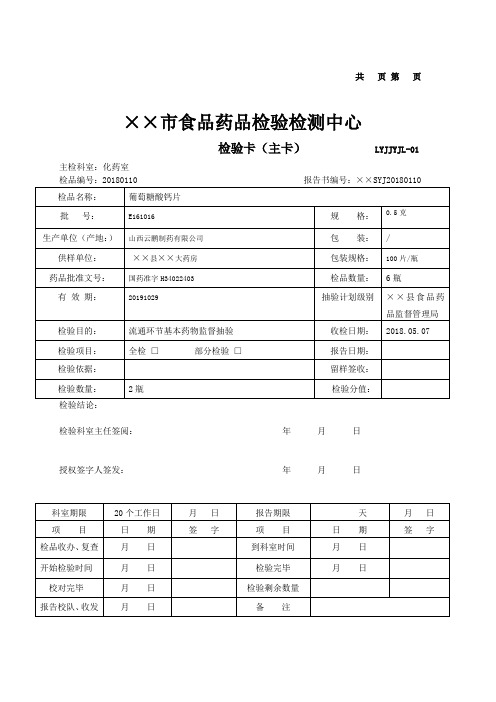
共页第页
××市食品药品检验检测中心
检验卡(主卡)LYJJYJL-01
主检科室:化药室
检品编号:20180110报告书编号:××SYJ20180110
检品名称:
葡萄糖酸钙片
批号:
E161016
规格:
0.5克
生产单位(产地:)
山西云鹏制药有限公司
包装:
/
供样单位:
××县××大药房
包装规格:
100片/瓶
药品批准文号:
科室期限
20个工作日
月日
报告期限
天
月日
项目
日期
签字
项目
日期
签字
检品收办、ห้องสมุดไป่ตู้查
月日
到科室时间
月日
开始检验时间
月日
检验完毕
月日
校对完毕
月日
检验剩余数量
报告校队、收发
月日
备注
共页第页
××市食品药品检验检测中心
原始记录(首页)LNYJ-YSJL-002B
检品编号:20180110报告编号:××SYJ20180110
国药准字H34022403
生产样品检验卡
共 4页 第1页
邮政编码
材料
供应商质量保证部审批
序号
检验项目
技术要求
■ 尺寸
■ 材料
■ 外观
■ 工程试验
■ 其它
重要 度
测量/试验设备
检验/ 检验/ 试验方 试验频
检验结果
检验人 员签名
型号
不确定度 式
次
#1
#2
#3
#4
#5#6Βιβλιοθήκη #7#8#9 #10
生 产 样 品 检 验 卡(续表)
部品 名称
序号
传动轴带滑动叉总成
检验项目
技术要求
图号
重要 度
图纸级别
材料
共页 第页
测量/试验设备 型号
不确定度
检验/ 试验方
式
检验 频次
#1
#2
#3
#4
检验结果
#5
#6
#7
#8
检验人 员签名
#9 #10
生 产 样 品 检 验 卡(附图)
部品 名称
图号
图纸级别
材料
共页 第页
附
件
32
:
生
产
检验批次号
样
品
检
验
卡
生产准备计划号:
XXXXXX公司
供应商名称 湖北省丹江口丹传汽车传动轴有限公司 地址
部品名称
传动轴带滑动叉总成
图号
工程标准 材料标准
工艺制造标准
检验标准
交付数量
抽检样品容量
检验日期
生产样品检验卡
拟定
图纸级别 校对
供应商主管 领导审核
S-lot 研发部门会签
PT
SOP
质量检验卡

3
外观质量 不得有裂纹 螺栓杆部、螺纹部分和头部支承面不允许 有毛刺、伤痕和锈蚀等缺陷。在保证螺纹 能正常旋入的条件下,螺纹末端两牙允许 有不完整螺纹存在。 厂家及强度标识清晰;螺纹与螺杆过渡处 、支撑面与螺杆过渡处,要求过渡均匀光 滑
3.1 宏观检查
3.2 螺纹外观质量
3.3 标识外观质量 4 4.1 4.2 尺寸及形位公差检查 螺纹精度 定位圆柱直径
文 件 编 号 生 产 厂 家
JY-VG1500030023
重汽图纸
机
型
WD615 连杆螺栓 记 录
第 共 备注
1 3
页 页
零(部)件名称 不合格分级 A B C D
检测器具及设备 规格和名称 直读光谱仪
频率 % 0件/批
材料:42CrMo
√ √
√ 送金相理化室检查 √ 送金相理化室检查
1.1 化学成分 1.2 热处理 1.3 金相 1.4 硬度
会签 会签
中国重汽集团济南动力有限公司 质 量 检 验 卡
序号 检 查 内 容 特 性 值 特性 类别
文 件 编 号 生 产 厂 家
JY-VG1500030023
重汽图纸
机
型
WD615 连杆螺栓 记 录
第 共
2 3
页 页
零(部)件名称 不合格分级 A B C D
检测器具及设备 规格和名称
频率 %
备注
中国重汽集团济南动力有限公司 质 量 检 验 卡
序号 1 检 查 内 容 特 GB/T3077 C:0.38~0.45;Si:0.17~0.37;Mn:0.50 ~0.80;Cr:0.90~1.20; Mo:0.15~0.25;P≤0.035;S≤0.035; Cu≤0.30;Ni:≤0.30; 调质处理 回火索氏体1~3级 39.09~43.21HRC,每只螺栓硬度差不大 于3HRC 光杆部分表面不允许脱碳层,其余部分全 脱碳层最大0.015mm,螺纹未脱碳层最小 高度0.974mm 颜色均匀 性 值 特性 类别 A
外协检验卡片

小号8.8±0.05
5
内径
游标卡尺0-150mm
大号
10件/批
中号
小号
6
材质
目测
65Mn
查看供应商自检报告
7
盐雾
目测
≥200H
查看供应商自检报告
说明:1、对本公司部具备检测手段的可采用验证供应商自检报告的方法进行。
2、零件接收的准则为零缺陷。
文件编号
版本号
A
生效日期
页次
6/13
2
尺寸
游标卡尺0-150mm
GB2828/S
3
外观
目测
色泽均匀,无飞边毛刺
GB2828/S
文件编号
版本号
A
生效日期
页次
10/13
名称
泡沫毛毡
规格牌号
/
序号
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
产品无破损,标识正确
GB2828/S-2
2
尺寸
游标卡尺0-150mm
卷尺0-3000mm
BX30(30*30*20,15*15)
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
产品无破损,标识正确
GB2828/S-2
2
尺寸
游标卡尺0-150mm
E50 50*30*5
GB2828/S-2
T63毛毡65*40*1
123#泡沫123*50*5
174#泡沫174*150*5
206毛毡20*20*1
B53泡沫35*25*25
N23毛毡40*15*1
产品检验卡模板 2

JYS/JL-29进货检验记录卡抽样数量:江苏苏源杰瑞电表有限公司产品名称 变压器供方供货数量规格 进货日期 简图 技术要求外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:变压器空载电流不大于4mA ,空载电压与额定电压相差±0.5V 以内,绝缘强度大于100M Ω材质:高温85℃4小时不产生形变 检测项目 外观;空载电流,空载电压,高温实验 检测工具 目测,万用表,绝缘电阻表,高低温试验箱 检测方案 见《抽样标准》 检验方法 目测外观是否满足技术要求将变压器放入高低温实验箱,85℃4小时不产生形变 高温后经2小时冷却,然后进行检测空载电流:次级无负载串接电流表,次级接电压,读数即为空载电流 空载电压:初级 验证结论 合格 检验员 不合格 日期外观 空载电流(mA ) 空载电压(V ) 绝缘强度(M Ω) 1 234 5 6 7 8910 1112 1314 15 16 17 181920 21 22 232425 262728 29 303132 3334 35363738 3940抽样数量:江苏苏源杰瑞电表有限公司产品名称 电解电容 供方供货数量规格 进货日期 简图 技术要求 外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:正反面无通断现象(有充放电现象),漏电电阻大于500K Ω,容值符合标定值 材质:高温85℃4小时不产生形变 检测项目 外观检查,通断测量,漏电电阻测量,容值测量,高温实验 检测工具 目测,万用表,容量表,高低温试验箱 检测方案 见《抽样标准》检验方法 目测外观是否符技术要求将电解电容放置高低温实验箱中,高温实验65℃ 4小时不产生形变漏电电阻检测,先将电容两根引脚短接放电,将万用表置于电阻档,表笔接电解电容两根引脚,表笔接通显示一个小阻值然后上升,稳定后即为电容的漏电电阻, 容值检测,用容量表两根表笔直接测量电容容量,读数即为容值。
验证结论 合格 检验员不合格 日期外观 漏电电阻 容值 外观 漏电电阻 容值1 412 423 434 445 456 467 478 489 49 10 5011 51 12 5213 53 14 54 15 55 16 56 17 57 18 58 19 59 20 60 21 61 22 62 23 6324 6425 65 26 66 27 67 28 68 29 69 30 70 31 7132 7233 73 34 7435 75 36 7637 77 38 7839 794080抽样数量:江苏苏源杰瑞电表有限公司产品名称 二极管 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:正向电阻不大于800Ω,反向电阻趋于无穷大材质:高温65℃4小时不产生形变检测项目 外观检查,正向电阻测量,反向电阻测量,高温实验 检测工具 目测,万用表,高低温试验箱 检测方案 见《抽样标准》 检验方法 目测外观是否符合技术要求 将二极管放入高低温试验箱,高温65℃4小时不产生形变 高温后冷却2小时后再进行检测将万用表置二极管测量档位 红表笔接二极管正极,黑表笔接二极管负极,测量二极管正向电阻红表笔接二极管负极,黑表笔接二极管正极,测量二极管反向电阻 验证结论 合格 检验员不合格 日期外观 正向电阻 反向电阻外观 正向电阻 反向电阻 1 41 2 423 434 445 456 467 478 48 9 4910 50 11 5112 5213 53 14 54 15 55 16 56 17 57 18 5819 5920 60 21 61 22 62 23 6324 6425 65 26 66 27 67 28 6829 6930 70 31 71 32 7233 7334 74 35 7536 7637 77 38 7839 7940 80抽样数量:江苏苏源杰瑞电表有限公司产品名称 发光二极管 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:加5V 直流,发光二极管串联1K 电阻时,发光二极管亮度正常,且亮度均匀,高低温实验亮度正常不变化 材质:高温65℃4小时不产生形变检测项目 外观检查,亮度检查,高低温实验 检测工具 目测,稳压电源,高低温试验箱 检测方案 见《抽样标准》 检验方法 目测外观是否满足技术要求 将发光二极管放入高低温试验箱高温65℃4小时不产生形变 亮度检查将直流5V 稳压电源接发光二极管中间串接1K 电阻,接通电源,放入高低温箱冷热交替,观察二极管亮度是否正常,是否均匀 验证结论 合格 检验员不合格 日期外观 高低温亮度状态 外观高低温亮度状态1 234 5 6 7 8910 1112 1314 15 16 17 181920 21 22 232425 2627282930 31 323334 35 36 37383940抽样数量:江苏苏源杰瑞电表有限公司产品名称 计度器 供方供货数量规格 进货日期 简图 技术要求检测项目 检测工具 检测方案 见《抽样标准》检验方法 验证结论 合格 检验员 不合格 日期1234 5 6 7 8 9 10 11 12 13 14 15 16 17 181920 21 22 232425 26 27 282930 31 32 33 34 35 363738 3940抽样数量:江苏苏源杰瑞电表有限公司产品名称 背光 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数:加5V 直流,背光串联1K 电阻时,背光亮度正常,且亮度均匀,高低温实验亮度正常不变化检测项目 外观检查,亮度检查,高低温实验 检测工具 目测,稳压电源,高低温试验箱 检测方案 见《抽样标准》检验方法 目测外观是否满足技术要求将背光通电放入高低温试验箱高温65℃4小时不产生形变亮度检查将直流5V 稳压电源接背光两个引脚.串接1K 电阻,接通电源,放入高低温箱冷热交替,观察背光亮度是否正常,是否均匀验证结论 合格 检验员 不合格 日期外观 高低温亮度是否正常 外观 高低温亮度是否正常1412 423 434 445 456 467 478 489 49 10 50 11 5112 5213 53 14 54 15 55 16 56 17 57 18 5819 5920 60 21 61 22 62 23 6324 6425 65 26 66 27 67 28 68 29 69 30 70 31 7132 7233 73 34 74 35 75 36 7637 7738 78 39 7940 80JYS/JL-29进货检验记录卡抽样数量:江苏苏源杰瑞电表有限公司 JYS/JL-29产品名称 普通按键 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数: 耐压 AC250V(50Hz)/min绝缘电阻100MΩ min.100V DC接触电阻小于100mΩ max. 工作温度-30°C to+85°C寿命 100000次 检测项目 外观检查,耐压测试,绝缘电阻测试,接触电阻测试,高低温实验,寿命检测 检测工具 目测,绝缘电阻表,万用表,按键实验台,高低温实验箱 检测方案 见《抽样标准》检验方法 目测外观是否满足技术要求 接入耐压仪加电压,测试通断是否正常,用绝缘电阻表测按键引脚与外部封装的绝缘电阻,然后测量按键接触时电阻阻值,放入高低温试验箱,在工作温度范围之内测量按键通断是否正常,将按键接入按键实验台测试工作寿命验证结论 合格 检验员 不合格 日期外观 耐压 绝缘电阻 接触电阻 高低温实验 寿命(次) 1234 5 6 789 10 111213 1415 1617 181920 21 22 232425 26 27 282930 313233 34 35 363738 3940江苏苏源杰瑞电表有限公司 JYS/JL-29产品名称 开盖按键 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数:耐压 AC250V(50Hz)/min绝缘电阻100MΩ min.100V D C接触电阻小于100mΩ max. 工作温度-30°C to+85°C寿命 100000次 检测项目 外观检查,常开常闭检查,耐压测试,绝缘电阻测试,接触电阻测试,高低温实验,寿命检测检测工具 目测,绝缘电阻表,万用表,按键实验台,高低温实验箱 检测方案 见《抽样标准》检验方法 目测外观是否满足技术要求 接入耐压仪加电压,测试通断常开常闭是否正常,用绝缘电阻表测按键引脚与外部封装的绝缘电阻,然后测量按键接触时电阻阻值,放入高低温试验箱,在工作温度范围之内测量按键通断是否正常,将按键接入按键实验台测试工作寿命验证结论 合格 检验员 不合格 日期外观 耐压 绝缘电阻 接触电阻 高低温实验 长闭长开检查 寿命1234 5 6 789 10 111213 1415 1617 181920 21 22 232425 26 27 282930 313233 34 35 363738 3940江苏苏源杰瑞电表有限公司 JYS/JL-29产品名称 发射管.接收管 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数:电压:1.27-1.4v 、电流:20ma发射功率:12-15mw 距离约 8-10米左右。