激光切割参数表
6000瓦激光切割参数表格
6000瓦激光切割参数表格
在激光切割领域,激光功率是一个至关重要的参数。
本文将介绍6000瓦激光
切割的一些参数,并通过表格形式展现,帮助读者更好地了解和使用这一强大工具。
基本概念
激光切割是一种利用高能激光束对工件进行材料去除的加工技术。
通过在工件
表面聚焦激光束,产生高温区域,使材料迅速气化蒸发,从而实现切割目的。
6000瓦激光切割参数表格
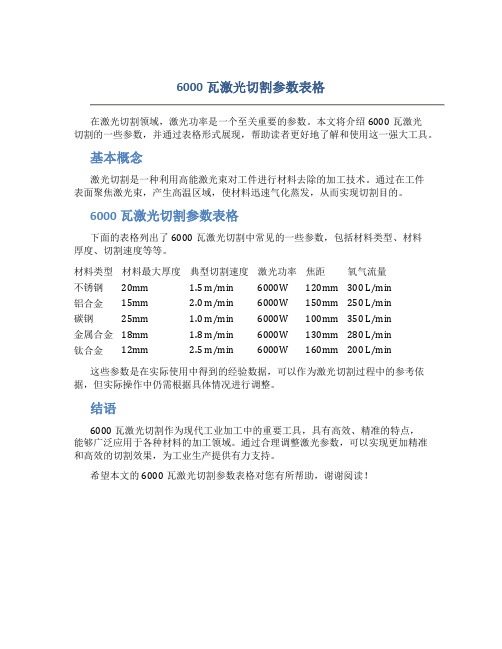
下面的表格列出了6000瓦激光切割中常见的一些参数,包括材料类型、材料
厚度、切割速度等等。
材料类型材料最大厚度典型切割速度激光功率焦距氧气流量
不锈钢20mm 1.5 m/min 6000W 120mm 300 L/min
铝合金15mm 2.0 m/min 6000W 150mm 250 L/min
碳钢25mm 1.0 m/min 6000W 100mm 350 L/min
金属合金18mm 1.8 m/min 6000W 130mm 280 L/min
钛合金12mm 2.5 m/min 6000W 160mm 200 L/min
这些参数是在实际使用中得到的经验数据,可以作为激光切割过程中的参考依据,但实际操作中仍需根据具体情况进行调整。
结语
6000瓦激光切割作为现代工业加工中的重要工具,具有高效、精准的特点,
能够广泛应用于各种材料的加工领域。
通过合理调整激光参数,可以实现更加精准和高效的切割效果,为工业生产提供有力支持。
希望本文的6000瓦激光切割参数表格对您有所帮助,谢谢阅读!。
激光切割参数
单位:-10.0-8.0mm
P138
穿孔焦点高度
单位:-10.0-8.0mm
(CORNER)转角处理工艺参数
P170
转角减速禁止/使能
0=DEC-DIS 1=DEC-ENABLE
P171
转角减速百分比
单位:5-100%
P172
转角暂停延时
单位:ms
(DOWN LEAD)引线处理工艺参数
P120
切割脉冲占空比
1-100%(PRC)
P106
切割喷嘴高度
单位:0.5-10.0mm
P107
切割气体压力
单位:0.5-8.0 bar
P108
切割气体类型
1=空气2=氧气3=氮气
P109
切割头是否提升
穿孔方式
0=不穿孔1 =正常2=渐进3=强力
P111
单位:0-10mm
(CUT2) 切割层工艺参数
P140
切割速度
单位:mm/min
P141
切割激光功率
单位:瓦(W)
P142
最小激光切割功率百分比
单位:0-100%
P143
切割激光模式(CS/PRC)
1=连续2=门脉冲
P144
切割脉冲频率
1-8激光器相对应的脉冲频率
P145
切割脉冲占空比
1-100%(PRC)
1-100%(PRC)
P166
切割喷嘴高度
单位:0.5-10.0mm
P167
切割气体压力
单位:0.5-8.0 bar
P168
切割气体类型
1=空气2=氧气3=氮气
P169
切割头是否提升
激光切割工艺参数表

碳钢
以
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小 功变
功率
W
气体
气压
KAP
频率
HZ
占空
比
时间
S
1
1000
5000-
200-
W-:
1500
O2
100
200
18
0
8000
O2
300
60
2
1000
4000-
180-
40-
1800
100
0.5
6000
240
60
3
1200
3000-
150-
10-
3
1800
1500
100
80
15
10
1600-
1000-
60-
:60-:
2300
80
100-
10-1
3-5:
2000
1500
100
90
200
18
12
1800-
800-
50-
80-
2400
70
100-
10-
5-8
2200
1200
100
95
120
15
14
2200-
600-
50-
80-
2400
70
100-
200
18
3
3000
800
20
铝板1
---6毫米的工艺参数
厚度
切割参数
激光切割工艺参数表

1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000-
3000
100-
160
25-
60
2000
80
0.5
6
1000
1500-
2400
80-
160
30-
60
2200
80
1
8
1500-
碳钢1—20毫米厚激光切割的工艺参数表
以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
大族激光切割参数 -回复
大族激光切割参数-回复
大族激光切割参数取决于所要切割的材料类型和厚度,以下是一些基本参数:1.切割材料类型:
- 金属材料(不锈钢、铜、铝等)
- 非金属材料(丙烯酸、木材、皮革、橡胶、塑料等)
2.切割厚度:
- 金属材料(通常不超过20mm)
- 非金属材料(通常不超过30mm)
3.切割速度:
- 金属材料(一般在1m/s左右)
- 非金属材料(不同材料速度不同)
4.最大加工范围:
- 金属材料(不同机型有不同限制)
- 非金属材料(不同机型有不同限制)
5.激光功率:
- 金属材料(一般在2kW-20kW之间)
- 非金属材料(一般在80W-400W之间)
6.切割精度:
- 金属材料(通常可以达到0.1mm-0.2mm)
- 非金属材料(通常可以达到0.05mm-0.1mm)
以上是一些大族激光切割参数的基本情况,具体参数还需根据实际情况进行调整。
3000w激光切割机工艺参数表
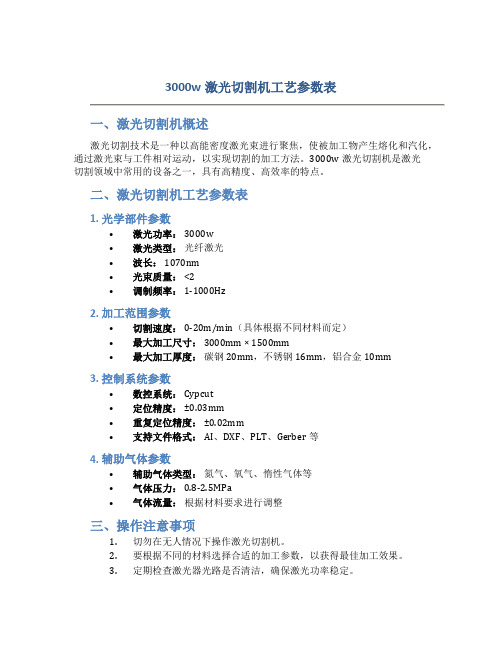
3000w激光切割机工艺参数表一、激光切割机概述激光切割技术是一种以高能密度激光束进行聚焦,使被加工物产生熔化和汽化,通过激光束与工件相对运动,以实现切割的加工方法。
3000w激光切割机是激光切割领域中常用的设备之一,具有高精度、高效率的特点。
二、激光切割机工艺参数表1. 光学部件参数•激光功率: 3000w•激光类型:光纤激光•波长: 1070nm•光束质量: <2•调制频率: 1-1000Hz2. 加工范围参数•切割速度: 0-20m/min(具体根据不同材料而定)•最大加工尺寸: 3000mm × 1500mm•最大加工厚度:碳钢20mm,不锈钢16mm,铝合金10mm3. 控制系统参数•数控系统: Cypcut•定位精度: ±0.03mm•重复定位精度: ±0.02mm•支持文件格式: AI、DXF、PLT、Gerber等4. 辅助气体参数•辅助气体类型:氮气、氧气、惰性气体等•气体压力: 0.8-2.5MPa•气体流量:根据材料要求进行调整三、操作注意事项1.切勿在无人情况下操作激光切割机。
2.要根据不同的材料选择合适的加工参数,以获得最佳加工效果。
3.定期检查激光器光路是否清洁,确保激光功率稳定。
4.注意保养光学部件,保持其表面清洁,以免影响切割质量。
5.在使用气体时,确保气源充足、稳定,并根据材料要求进行调整。
四、总结3000w激光切割机是一种高效精密的切割设备,具有广泛的应用领域。
合理设置工艺参数,正确操作激光切割机,可以获得高质量的加工效果。
希望通过本文的介绍,能够帮助读者更好地了解3000w激光切割机的工艺参数表及操作技巧。
激光切割实用工艺全参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
激光切割工艺参数表.(精选)

以DC030激光器为例
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1000
5000-
ห้องสมุดไป่ตู้8000
O2
200-
300
40-
60
1500
O2
100
200
18
0
2
1000
4000-
6000
180-
240
40-
60
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
800
18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
激光切割参数表
25mm/s 20mm/s 40mm/s 38mm/s 60mm/s 58mm/s 100mm/s 98mm/s 200mm/s 195mm/s 300mm/s 295mm/s 400mm/s 395mm/s 500mm/s 495mm/s 600mm/s 590mm/s
同皮革切割
15mm/s 13mm/s 35mm/s 32mm/s 50mm/s 45mm/s 60mm/s 58mm/s 70mm/s 68mm/s 80mm/s 78mm/s 90mm/s 88mm/s 100mm/s 98mm/s 120mm/s 118mm/s PVC切割建议使用焦距50的聚
4mm/s
8mm/s 6mm/s 12mm/s 10mm/s 15mm/s 13mm/s 20mm/s 17mm/s 25mm/s 20mm/s 35mm/s 30mm/s 气流量越大,切割速度越快。
8mm/s 5mm/s 11mm/s 8mm/s 15mm/s 13mm/s 18mm/s 15mm/s 25mm/s 22mm/s
8mm/s 5mm/s 3mm/s 1mm/s 07mm/s 4mm/s 1.8mm/s 0.8mm/s
10mm/s 7mm/s 4mm/s 1.5mm/s 0.8mm/s 0.5mm/s
18mm/s 16mm/s 9mm/s 5mm/s 2.5mm/s 1.3mm/s
50mm/s 40mm/s 80mm/s 40mm/s 120mm/s 40mm/s 150mm/s 40mm/s 250mm/s 40mm/s 350mm/s 40mm/s 450mm/s 40mm/s 550mm/s 40mm/s 650mm/s 40mm/s 节,激光管功率越高激光调节
百分比越小。
激光切割参数表大全
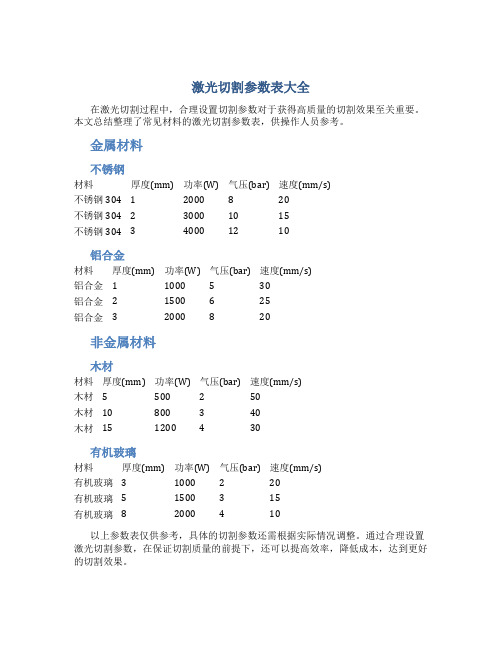
激光切割参数表大全
在激光切割过程中,合理设置切割参数对于获得高质量的切割效果至关重要。
本文总结整理了常见材料的激光切割参数表,供操作人员参考。
金属材料
不锈钢
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
不锈钢304 1 2000 8 20
不锈钢304 2 3000 10 15
不锈钢304 3 4000 12 10
铝合金
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
铝合金 1 1000 5 30
铝合金 2 1500 6 25
铝合金 3 2000 8 20
非金属材料
木材
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
木材 5 500 2 50
木材10 800 3 40
木材15 1200 4 30
有机玻璃
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
有机玻璃 3 1000 2 20
有机玻璃 5 1500 3 15
有机玻璃8 2000 4 10
以上参数表仅供参考,具体的切割参数还需根据实际情况调整。
通过合理设置激光切割参数,在保证切割质量的前提下,还可以提高效率,降低成本,达到更好的切割效果。
3000w激光切割工艺参数表
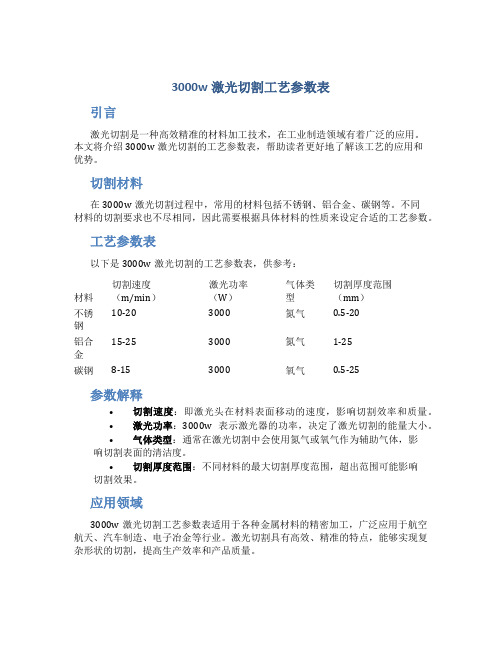
3000w激光切割工艺参数表
引言
激光切割是一种高效精准的材料加工技术,在工业制造领域有着广泛的应用。
本文将介绍3000w激光切割的工艺参数表,帮助读者更好地了解该工艺的应用和
优势。
切割材料
在3000w激光切割过程中,常用的材料包括不锈钢、铝合金、碳钢等。
不同
材料的切割要求也不尽相同,因此需要根据具体材料的性质来设定合适的工艺参数。
工艺参数表
以下是3000w激光切割的工艺参数表,供参考:
材料切割速度
(m/min)
激光功率
(W)
气体类
型
切割厚度范围
(mm)
不锈
钢
10-20 3000 氮气0.5-20
铝合
金
15-25 3000 氮气1-25
碳钢8-15 3000 氧气0.5-25
参数解释
•切割速度:即激光头在材料表面移动的速度,影响切割效率和质量。
•激光功率:3000w表示激光器的功率,决定了激光切割的能量大小。
•气体类型:通常在激光切割中会使用氮气或氧气作为辅助气体,影响切割表面的清洁度。
•切割厚度范围:不同材料的最大切割厚度范围,超出范围可能影响切割效果。
应用领域
3000w激光切割工艺参数表适用于各种金属材料的精密加工,广泛应用于航空航天、汽车制造、电子冶金等行业。
激光切割具有高效、精准的特点,能够实现复杂形状的切割,提高生产效率和产品质量。
结论
通过本文介绍的3000w激光切割工艺参数表,读者可以更好地了解激光切割
的基本工艺参数和应用范围。
在实际生产中,合理设置工艺参数可以提高切割效率,降低成本,实现更精准高效的材料加工。
6000w激光切割工艺参数表

6000w激光切割工艺参数表引言激光切割作为一种高精度、高效率的材料加工技术,已经在各种工业领域得到广泛应用。
激光切割工艺参数的选择对于切割质量和效率具有至关重要的影响。
本文将针对6000w激光切割的工艺参数进行详细探讨,帮助读者更好地了解和掌握相关知识。
切割材料6000w激光切割适用于各种金属材料,如不锈钢、铝合金、铜等,以及一些非金属材料,如塑料、木材等。
根据具体材料的不同特性,需要调整相应的工艺参数。
切割厚度6000w激光切割的最大切割厚度取决于材料的种类和性质,一般可以在10mm 至30mm之间。
超过最大切割厚度会导致切割质量下降和效率降低。
工艺参数下表列出了6000w激光切割常用的工艺参数范围:参数范围激光功率5000w - 7000w气压 6 - 8 bar切割速度 1 - 10 m/min焦距100mm - 200mm气体类型氮气、氧气、氮氧混合气体等焦点直径0.1mm - 0.3mm斜度 3 - 6度参数调整在实际应用中,根据具体的切割要求和材料特性,需要灵活调整工艺参数。
一般来说,提高功率和气压可以提高切割速度和质量,但也容易产生过热等问题;焦距和焦点直径则影响激光束的聚焦效果和切割平面的质量,需要根据切割材料的不同来选择合适的数值。
结论6000w激光切割的工艺参数表涵盖了激光功率、气压、切割速度、焦距等关键参数,对于确保切割质量和效率具有重要意义。
在实际应用中,需要根据具体情况不断优化和调整工艺参数,以实现最佳的切割效果。
希望以上内容能够为读者提供对6000w激光切割工艺参数的清晰了解,并在实际应用中发挥作用。
3000w激光切割工艺参数对照表
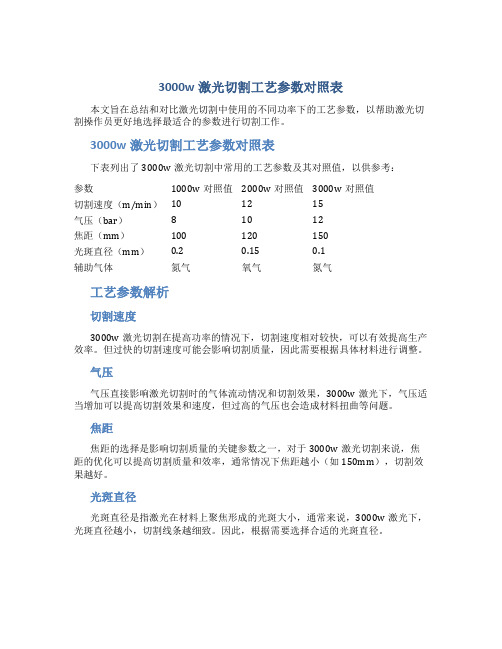
3000w激光切割工艺参数对照表本文旨在总结和对比激光切割中使用的不同功率下的工艺参数,以帮助激光切割操作员更好地选择最适合的参数进行切割工作。
3000w激光切割工艺参数对照表下表列出了3000w激光切割中常用的工艺参数及其对照值,以供参考:参数1000w对照值2000w对照值3000w对照值切割速度(m/min)10 12 15气压(bar)8 10 12焦距(mm)100 120 150光斑直径(mm)0.2 0.15 0.1辅助气体氮气氧气氮气工艺参数解析切割速度3000w激光切割在提高功率的情况下,切割速度相对较快,可以有效提高生产效率。
但过快的切割速度可能会影响切割质量,因此需要根据具体材料进行调整。
气压气压直接影响激光切割时的气体流动情况和切割效果,3000w激光下,气压适当增加可以提高切割效果和速度,但过高的气压也会造成材料扭曲等问题。
焦距焦距的选择是影响切割质量的关键参数之一,对于3000w激光切割来说,焦距的优化可以提高切割质量和效率,通常情况下焦距越小(如150mm),切割效果越好。
光斑直径光斑直径是指激光在材料上聚焦形成的光斑大小,通常来说,3000w激光下,光斑直径越小,切割线条越细致。
因此,根据需要选择合适的光斑直径。
辅助气体辅助气体在激光切割过程中起着冷却材料、吹除熔融物等作用。
在3000w激光切割中,如氮气和氧气的选择直接影响切割效果,需要根据材料和要求选择合适的辅助气体。
结语通过对3000w激光切割工艺参数的对照比较,我们可以看到不同功率下的工艺参数选择有所差异,对于操作员来说,根据实际情况合理调整各项参数,以获得最佳的切割效果和效率。
希望本文提供的参数对照表能帮助您更好地进行3000w 激光切割工作。
激光切割工艺参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15
5-8
14
2200-
2400
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
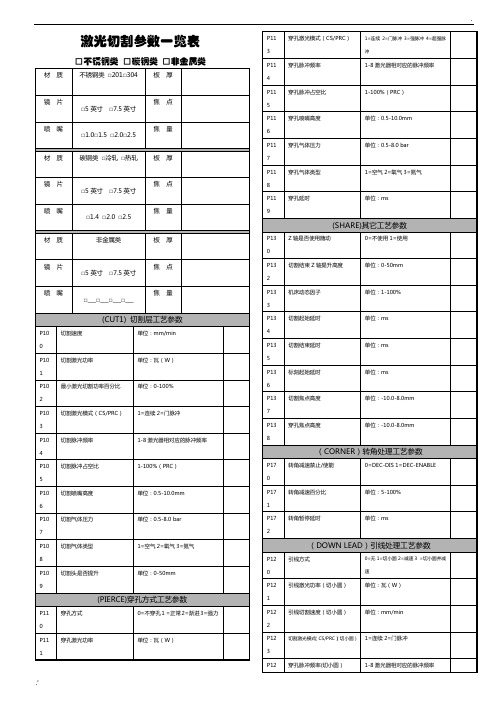
激光切割参数一览表

7
切割气体压力
单位:0.5-8.0bar
P10
8
切割气体类型
1=空气2=氧气3=氮气
P10
9
切割头是否提升
单位:0-50mm
(PIERCE)穿孔方式工艺参数
P11
0
穿孔方式
0=不穿孔1=正常2=渐进3=强力
P11
1
穿孔激光功率
单位:瓦(W)
P11
穿孔激光模式(CS/PRC)
1=连续2=门脉冲3=强脉冲4=超强脉
P17
转角减速禁止/使能
0=DEC-DIS1二DEC-ENABLE
0
P17
转角减速百分比
单位:5-100%
1
P17
转角暂停延时
单位:ms
2
(DOWNLEAD)引线处理工艺参数
P12
引线方式
0=无1=切小圆2=减速3=切小圆并减
0
速
P12
引线激光功率(切小圆)
单位:瓦(W)
1
P12
引线切割速度(切小圆)
1
P14
最小激光切割功率百分比
单位:0-100%
2
P14
切割激光模式(CS/PRC)
1=连续2=门脉冲
3
P14
切割脉冲频率
1-8激光器相对应的脉冲频率
4
P14
切割脉冲占空比
1-100%(PRC)
5
P14
切割喷嘴高度
单位:0.5-10.0mm
6
P14
切割气体压力
单位:0.5-8.0bar
7
P14
切割气体类型
P10
0
切割速度
单位:mm/min
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
1800
100
0。5
3
1200
3000-
5000
150—
220
30—
60
1800
80
0.5
4
1000
2500-
3500
120-
185
30-
60
2000
80
0.5
5
1200
2000—
3000
100—
160
25-
60
2000
80
0。5
6
1000
1500-
2400
80—
160
30—
60
2200
80
1
8
1500—
800
18—
20
100
2400
O2
120
200
18
3
铝板1———6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80—
100
2200
N2
150
200
18
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
-
2300
-
3000
15
90-
100
2200
O2
N2
150
200
18
1
3
2200-
2400
1000-
18
100
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2mm/s ——
5mm/s 3.5mm/s 10mm/s 8mm/s 13mm/s 10mm/s 15mm/s 13mm/s 18mm/s 15mm/s 21mm/s 18mm/s 25mm/s 21mm/s 30mm/s 25mm/s 密度板切割主要注意气流控
—— —— ——
—— —— ——
—— —— ——
—— —— —— ——
—— —— —— ——
—— 4mm/s 2mm/s ——
—— 3mm/s 1.2mm/s ——
0.1mm/s 6mm/s 4mm/s
2.5mm/s
—— 4.5mm/s 2.5mm/s 1.8mm/s
0.2mm/s 8mm/s 5mm/s 3.5mm/s
0.1mm/s 6mm/s 3.5mm/s 2.5mm/s
1mm/s —— —— —— —— —— ——
—— —— —— —— —— —— ——
4mm/s 3mm/s
—— —— —— —— ——
2mm/s —— —— —— —— —— ——
5mm/s 4mm/s
2mm/s 1mm/s —— —— ——
3mm/s 2mm/s
0.8mm/s 0.3mm/s
—— —— ——
45mm/s 30mm/s
43mm/s 28mm/s
50mm/s 35mm/s
48mm/s 33mm/s
60mm/s 45mm/s
58mm/s 橡胶板一般为单层切割,表层
切穿即可,表格所属为表层切
43mm/s
割参数。Βιβλιοθήκη 同PVC切割纸张切割要注意激光功率调
50mm/s 40mm/s 80mm/s 40mm/s 120mm/s 40mm/s 150mm/s 40mm/s 250mm/s 40mm/s 350mm/s 40mm/s 450mm/s 40mm/s 550mm/s 40mm/s 650mm/s 40mm/s 节,激光管功率越高激光调节 百分比越小。
12mm/s 8mm/s 5mm/s 3mm/s 1mm/s 0.5mm/s 0.2mm/s
8mm/s 5mm/s 3mm/s 1mm/s 0.4mm/s 0.3mm/s ——
15mm/s 11mm/s 7mm/s 4mm/s 1.8mm/s 0.8mm/s 0.4mm/s
10mm/s 7mm/s 4mm/s 1.5mm/s 0.8mm/s 0.5mm/s 0.1mm/s
18mm/s 16mm/s 9mm/s 5mm/s 2.5mm/s 1.3mm/s 0.6mm/s
12mm/s 10mm/s 6mm/s 2mm/s 1.2mm/s 0.8mm/s 0.3mm/s
25mm/s 20mm/s 11mm/s 7mm/s 5mm/s 3mm/s 1mm/s
15mm/s 13mm/s 8mm/s 4mm/s 3mm/s 1.5mm/s
11mm/s 7mm/s 4mm/s
18mm/s 12mm/s 8mm/s
15mm/s 制,气流越大,切割速度越快
10mm/s
。
7mm/s
皮革切割建议用焦距 50的聚焦镜
6mm/s 5mm/s 15mm/s 12mm/s 20mm/s 17mm/s 25mm/s 20mm/s 30mm/s 25mm/s 40mm/s 35mm/s 45mm/s 40mm/s 50mm/s 45mm/s 60mm/s 55mm/s 配合 60W-100W的激光管和小型空
5mm/s 2mm/s
4mm/s 1mm/s
15mm/s 10mm/s
13mm/s 8mm/s
25mm/s 15mm/s
20mm/s 10mm/s
30mm/s 18mm/s
27mm/s 15mm/s
35mm/s 20mm/s
33mm/s 18mm/s
40mm/s 25mm/s
38mm/s 23mm/s
同皮革切割
15mm/s 13mm/s 35mm/s 32mm/s 50mm/s 45mm/s 60mm/s 58mm/s 70mm/s 68mm/s 80mm/s 78mm/s 90mm/s 88mm/s 100mm/s 98mm/s 120mm/s 118mm/s PVC切割建议使用焦距 50的聚 12mm/s 10mm/s 30mm/s 27mm/s 40mm/s 38mm/s 50mm/s 48mm/s 60mm/s 58mm/s 70mm/s 68mm/s 80mm/s 78mm/s 90mm/s 88mm/s 110mm/s 108mm/s 焦镜配合 60W-100W的激光管,
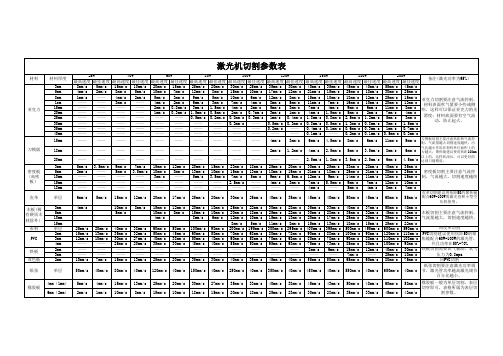
材料
亚克力
刀模版
密度板 ( 高密 板) 皮革 木板 ( 稀 有硬质木 材除外) 布料
PVC 铁板 双色板 纸张
橡胶板
激光机切割参数表
材料厚度
3mm 5mm 8mm 1cm 15mm 20mm 25mm 30mm 35mm 40mm 15mm
18mm
20mm
3mm 5mm 10mm 15mm 18mm
单层
3mm 5mm 10mm 15mm 单层 2mm 3mm 4mm 2mm 3mm 2mm
单层
4mm(1mm)
6mm(2mm)
25W
40W
60W
80W
100W
130W
150W
180W
200W
最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度 最高速度 最佳速度
4mm/s
8mm/s 6mm/s 12mm/s 10mm/s 15mm/s 13mm/s 20mm/s 17mm/s 25mm/s 20mm/s 35mm/s 30mm/s 气流量越大,切割速度越快。
8mm/s 5mm/s 11mm/s 8mm/s 15mm/s 13mm/s 18mm/s 15mm/s 25mm/s 22mm/s 25mm/s 20mm/s 40mm/s 38mm/s 60mm/s 58mm/s 100mm/s 98mm/s 200mm/s 195mm/s 300mm/s 295mm/s 400mm/s 395mm/s 500mm/s 495mm/s 600mm/s 590mm/s
9mm/s 6mm/s 3mm/s 1.5mm/s 0.5mm/s —— ——
5mm/s 3mm/s 1.5mm/s 0.5mm/s 0.2mm.s —— ——
10mm/s 7mm/s 4mm/s 2mm/s 0.8mm/s 0.3mm/s ——
6mm/s 4mm/s 2mm/s 0.7mm/s 0.3mm/s —— ——
备注 ( 激光功率为 95%)
8mm/s 5mm/s 15mm/s 10mm/s 20mm/s 15mm/s 25mm/s 20mm/s 30mm/s 25mm/s 35mm/s 30mm/s 40mm/s 35mm/s 45mm/s 40mm/s 55mm/s 45mm/s
4mm/s 2mm/s 8mm/s 5mm/s 10mm/s 7mm/s 12mm/s 8mm/s 15mm/s 10mm/s 17mm/s 12mm/s 21mm/s 15mm/s 25mm/s 18mm/s 30mm/s 25mm/s
0.5mm/s 11mm/s 8mm/s 6mm/s
0.3mm/s
9mm/s
刀模板切割主要注意焦距和气流控 制,气流量越大切割速度越快,出
气孔越小作用在材料单位面积上的
6mm/s 力越大;聚焦镜建议使用焦距 100mm
以上的,这样焦深长,可以更好的
4.5mm/s 达到刀缝精度。
5mm/s 3.5mm/s 9mm/s 7mm/s 15mm/s 12mm/s 20mm/s 15mm/s 23mm/s 18mm/s 25mm/s 20mm/s 30mm/s 25mm/s 33mm/s 28mm/s 40mm/s 35mm/s
—— —— ——
3mm/s —— ——
—— —— ——
5mm/s 3.5mm/s 7mm/s
——
—— 2.5mm/s
——
——
——
5mm/s —— ——
9mm/s 4mm/s ——
6.5mm.s 3mm/s ——
12mm/s 9mm/s 7mm/s 5.5mm/s 4mm/s ——
14mm/s 9mm/s 5mm/s
亚克力切割要注意气流控制, 材料表面吹气量要小些或侧
吹,这样可以保证亚克力的光 滑度;材料底面要有空气流 动,防止起火。
0.7mm/s
—— —— —— ——
—— —— —— ——
—— —— —— ——
—— —— —— ——
—— —— —— ——
—— —— —— ——
—— —— —— ——
—— —— —— ——
压机使用。
4mm/s
10mm/s 8mm/s 15mm/s 12mm/s 20mm/s 18mm/s 25mm/s 22mm/s 30mm/s 28mm/s 35mm/s 33mm/s 40mm/s 37mm/s 50mm/s 48mm/s
5mm/s
10mm/s 8mm/s 15mm/s 10mm/s 20mm/s 18mm/s 25mm/s 22mm/s 30mm/s 28mm/s 35mm/s 32mm/s 45mm/s 42mm/s 木板切割主要注意气流控制,
—— ——
—— ——
—— ——
—— ——
—— ——
—— ——
—— ——
—— ——
8mm/s 6mm/s 15mm/s 12mm/s 40mm/s 30mm/s 铁板切割需要氧气辅助,氧气
——