贝加莱(B&R)控制系统在纺织机械行业的应用
贝加莱-Automation_Studio入门手册
.1 运行仿真器……………………………………………………1 .2 建立连接………………………………………………………1 . 创建一个新项目………………………………………………20 . 创建一个梯形图………………………………………………2 . 编译和传送……………………………………………………2 . 监控模式………………………………………………………2 ・Automation Studio™ 使用原则……………… … … … …………2 .1 编辑窗口的结构………………………………………………2 .2 项目结构……………………………………………………… . 窗体管理……………………………………………………… ・变量………………………………………………… … … ………… .1 变量和常量的范围…………………………………………… .2 数据类型……………………………………………………… . 变量和常量声明……………………………………………… . 数组…………………………………………………………… ・初始化………………………………………………………………0 ・编程语言……………………………………………………………1 .1 综述……………………………………………………………1 .2 可能性…………………………………………………………2 ・Automation Studio™调试诊断工具……………………………… .1 综述…………………………………………………………… .2 状态栏………………………………………………………… . 目标系统在线信息……………………………………………0 . 错误记录本……………………………………………………1 . 强制操作(FORCE)…………………………………………1 . 监控…………………………………………………………… . 监视…………………………………………………………… . 轨迹跟踪……………………………………………………… . NC诊断………………………………………………………0 .10 PROFILER……………………………………………………2 .11 调试器…………………………………………………………
B&R贝加莱PLC资料

1.1 端子排 .................................................................................... 13 1.2 READY 继电器...................................................................... 13 1.3 拨码 PS476.PS6912.PS791 ................................................ 14 1.4 RS485-引脚定义 PS476,PS691,PS791 ................................ 14 2. CPU 模块-CP152 .............................................................................. 15 2.1 操作/连接组件 ........................................................................ 15 2.2 RS485/RS422/TTY 接口(IF2)................................................... 15 2.2.1 TTY 接口 符合 DIN66348 .............................................. 16 2.3 RS232 接口 IF1 ................................................................. 18
ACOPOS 贝加莱产品说明书

第三章 尺寸.......................................................................................... 19 1. 主电源连接 ................................................19
2.4 ACOPOS 128M................................................................... 12 3. 插入式模块安装和拆卸.................................................................... 13
1.1 安装电磁兼容 ......................................................................... 27 1.1.1 概述 ..................................................................................... 27 1.2 重启安全锁 ............................................................................. 30 1.2.1 概述 ..................................................................................... 30 1.2.2 外部接线.............................................................................. 30 1.3 端子截面积一览...................................................................... 35 2. ACOPOS 1022,1045,1090 的连接...................................................... 37 2.1 引脚分配 接头 1 ................................................................ 38 2.2 引脚分配 接头 2 ................................................................ 38 2.3 引脚分配 接头 3 ................................................................ 39 2.4 引脚分配 接头 4 ................................................................ 39 2.5 引脚分配 接头 5 ................................................................ 39 2.6 保护接地 PE ..................................................................... 40 3. ACOPOS 1180,1320 的连接.............................................................. 41 3.1 引脚分配 接头 1 .............................................................. 42 3.2 引脚分配 接头 2 .............................................................. 42
贝加莱培训指南说明书

贝加莱培训指南2021by B&R Automation Academy目录1概述 (3)1.1典型的培训过程 (3)1.2特别提示 (4)1.3如果你。
(4)2培训路径 (5)3培训课程介绍 (6)3.1基础培训 - PLC控制基础课程 (6)3.2基础培训 - PLC控制中级课程 (7)3.3基础培训 - 运动控制基础课程 (7)3.4专题培训 - 多轴运动控制 (8)3.5基础培训 - 人机界面之mappView (9)3.6基础培训 - 可视化界面之VC4 (10)3.7专题培训 - 终端用户诊断 (10)3.8定制化培训 (11)4 2021年课程计划 (12)4.1上海培训中心课程计划 (12)4.2 西安培训中心课程计划 (12)4.3北京培训中心课程计划 (13)4.4广州培训中心课程计划 (13)5培训报名流程 (14)5.1 标准培训报名流程 (14)5.2 定制化培训报名流程 (18)6流程和报名注意事项 (18)7附录 (19)贝加莱软件下载地址 (19)贝加莱培训手册和培训视频 (20)贝加莱上海培训中心周边住宿推荐 (20)贝加莱大中华区培训中心地址 (20)1 概述您好!首先十分感谢贵司对贝加莱一直的支持,基于增强双方技术交流的考虑,以下介绍贝加莱2021培训报名流程,欢迎您的参与。
贝加莱自动化学院是一个快速,高效的推进生产的方式。
为员工提供入职基础培训以及持续的专题培训为公司的成功做出来巨大的贡献。
我们的课程设计目标是为您建立并且拓宽自动化领域的专业技术能力。
学会如何在贝加莱体系中高效工作,并且开拓属于你自己的全球等级的自动化解决方案。
确保你有决定性的竞争优势,让你能够在全球不断变化的市场中快速响应。
自动化学院的全部课程都是基于培训手册的。
这些紧凑的培训模块遵循了统一,结构清晰的概念,在这些培训手册中,我们一步一步为你理解复杂的系统概念。
我们将培训手册模块化成独立的话题单元,使得培训手册能够同时完美的符合不同的培训客户的需求和自学者的需求。
搭建文化桥梁 开拓业务市场 访贝加莱(B&R)工业自动化(上海)公司总经理肖维荣博士

圈 ■ ■ ■ 墨翻
与 搬鲞
搭建文化桥梁 开拓业务市场
访贝加莱( & ) 自动化( B R工业 上海) 公司总经理 肖维荣博士
张继培
, 宝在海 不于名赫 誊 路上并属声显的
目 马路 但从事仪表和 自动化的人
,
方案已广泛应用于包装、 印刷、 塑料、 纺 织、 食品饮料、 机床、 半导体、 制药等行
的赞誉和信任。十年磨一剑 , 风雨铸辉 煌。在机械 自动化领域 ,贝加莱 的解决
之后贝加莱 中国总部即将迁至漕河泾技
术经济开发区2 8 m 的新址。这些年 , 60 贝加莱似乎没有发动大的“ 媒体攻势“ , 业内各媒体对他们的专访也很少 ,自始 至终 ,贝加莱都在默默无闻地专注于客
司 的广告 ,真可 谓蔚 为壮观 了。
DS C 过程控制系 统在欧洲拥有二
的信念 ,风
风 雨 雨 中 贝
十多年丰富的应
用积 累 , 2 0 于 04
加 莱铸 就 了 橙色 自动化 的品牌 和辉
煌。
年 进 入 中 国 市 场 ,旨在 为 国内 带 莱 安 全 薹 博士 左 和 培主 维荣 张继 编 右 台影
然而 ,中国制造 业 的飞 速 发展给 贝
文化桥梁
作为一个欧洲企业 ,有自己的企业 文化特色,当他们来到中国,他们的中 国客户又有另外一种企业文化特色。只 有这两种企 业文化相互得到 了解 、沟 通 ,企业 才能得到 发展 。 肖博士介绍 说 ,德、奥的企业有其特有的文化,如 在 机械工业 中 ,它们会十分认真地调
专 与■ 访 接
无电缆无风扇 ,具有很强的抗震性和抗 磨损能力 ,适用于环境极其恶劣的特殊 过控环境 。在一些过控领域的实时通信
B&R X20产品技术描述
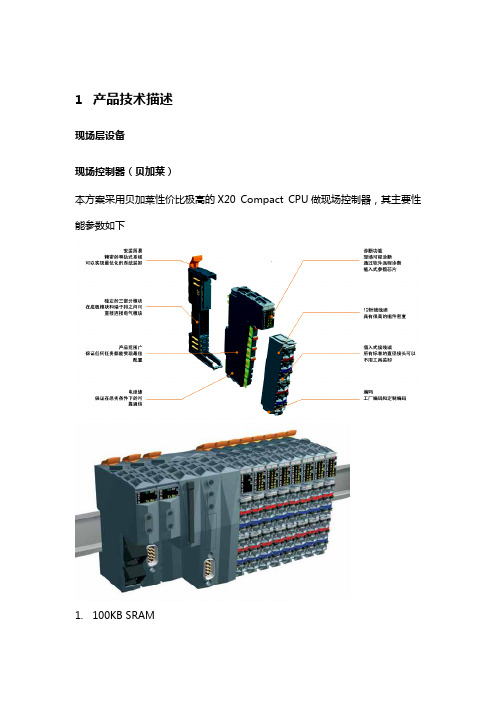
1产品技术描述现场层设备现场控制器(贝加莱)本方案采用贝加莱性价比极高的X20 Compact CPU做现场控制器,其主要性能参数如下1.100KB SRAM2.512kB FPROM,无需电池缓冲3.实时时钟4.1个标准RS232接口5.1个100Base-T工业以太网接口6.指令周期0.8 μs7.最快任务周期: 2ms8.状态LED灯诊断指示分时多任务操作系统处理器的能力分在多个任务中,多个任务同时处理数据。
1.并行处理几个控制任务;2.确定多个任务的处理时间;3.监控任务时灵活设定循环时间;4.每个任务级别分配一致的I/O映像。
I/O模块本方案采用的I/O模块性能如下:1.模块化设计电气端子可拆卸,提供了施工/维护的方便性及测试状态等指示。
工业级抗干扰,安全特性符合C-UL-US、CSA、CE、GOST-R等认证。
2.电子模件和电源模件都采用防尘、防潮、防静电、防电磁干扰,适合远程就地安装,抵御恶劣工作环境影响,生命期内免维护。
3.I/O模件通道都采用了先进的电气隔离技术(光电隔离、继电器隔离、线性放大器隔离),抗干扰能力强。
I/O通道设计安装有PTC电子保险装臵,当遇强电冲击或误接强电入I/O通道时,通道立即被阻塞保护,强电去除后,通道功能逐渐恢复。
4.采用全分散型智能I/O测控模件支持控制器和I/O模件全部前臵的远程控制站安装方式和智能I/O子系统前臵的远程I/O站安装方式。
具体模块类型特性:DI输入(X20DI9371)(贝加莱)1.数字量输入:12路(漏式)2.输入额定电压:24 VDC3.输入延时: 0~25ms4.状态显示:每个通道的输入状态可读DO输出(X20DO4322)(贝加莱)1.数字量输出:4路晶体管(源式接法)2.输出额定电压: 24VDC3.额定电流:< 0.5A4.状态显示:每个通道的输出状态可读DO输出(X20DO9322)(贝加莱)5.数字量输出:12路晶体管(源式接法)6.输出额定电压: 24VDC7.额定电流:< 0.5A8.状态显示:每个通道的输出状态可读AI输入(X20AI4622)(贝加莱)1. 4路输入:4 20mA2.转换时间:所有输入转换时间400μs3.数字量转换分辩率:12BIT4.基本精确度:输入范围的+/-0.1%5.输出格式:INT6.负载:400Ω7.输入隔离:通道与PCC隔离模块端子排(贝加莱)1. 保护:IP202.湿度:5-95%(非冷凝)3.触点阻抗:≤2mΩ4.额定电压:300V5.额定电流:5A/触点6.电缆类型:仅用铜线7.端子类型:弹簧夹设计X20PS9500电源模块(贝加莱)1.保护:IP202.电压范围:18VDC-30VDC3.熔断丝:集成4.过载措施:短路保护,过载保护,反极性保护5.认证:CE,C-UL-US,GOST-R6.湿度:5-95%(无冷凝)7.操作/贮藏温度:0℃- +60℃/-20℃- +70℃人机界面♣不只是显示Power Panel 100嵌入式系列产品由一系列显示终端组成,这些显示终端均可与其它Power Panel终端、工业PC、控制器或其它高级计算机系统相连。
B R PanelSystem 贝加莱 产品说明书

B&R PanelSystem07/2002版贝加莱产品使用手册第一章 Panelware 概述 (1)1. 操作面板的组成 (1)2. 面板的连接 (2)2.1 与PCC的连接 (2)2.2 面板的扩展 (3)第二章安装 (4)1. 配件清单 (4)1.1 显示模块一 (4)1.2 显示模块二 (4)1.3 按键模块 (5)1.4 特殊按键模块 (5)1.5 控制器C200/C300 (5)1.6 控制器C100/C110 (6)2. 装配 (6)2.1 按键标签的装配 (6)2.2 Panel的装配 (8)2.3 Panel的安装 (10)2.4 Panel的拆卸 (12)2.5 面板分解 (13)3. 按键模块 (15)3.1 尺寸 (16)3.2 连接 (16)3.3 与控制器的连接 (17)第三章 Panelware 显示模块 (18)1. 概述 (18)1.1 对比度 (18)1.2 与面板控制器连接 (18)PanelSystem 使用手册I2.1 尺寸 (19)2.2 接头 (20)2.2.1 RS232接口 (21)2.2.2 模式开关 (21)3. P127 (22)3.1 尺寸 (22)3.2 电源 (22)3.3 CAN接口 (23)4. 4D1164 (24)5. 4D1165 (25)6. 4D1166 (27)第四章 Panelware 控制器 (29)1. C100 (29)1.1 尺寸 (29)1.2 连接和操作组件 (30)1.3 电源电压 (31)1.4 RS232接口 (31)1.5 拨码 (32)2. C110 (34)2.1 尺寸 (34)2.2 连接和操作组件 (35)2.3 电源 (36)2.4 RS485/RS422接口 (36)2.5 拨码 (37)3. C130 (39)3.1 尺寸 (39)3.2 连接和操作组件 (40)IIPanelSystem 使用手册PanelSystem 使用手册III3.4 CAN 接口 (41)3.5 拨码 (42)4. C200 (43)4.1 尺寸 (43)4.2 连接和操作组件 (44)4.3 复位按钮 (45)4.4 拨码 (45)4.5 RS232接口..........................................................46 4.6 RS232接口..........................................................46 4.7 RS422/RS485接口 (47)4.8 电源接口 (47)5. C220/221 (48)5.1 尺寸 (48)5.2 连接和操作组件 (49)5.3 复位按钮 (50)5.4 拨码-工作模式 (50)5.5 RS232接口..........................................................51 5.6 RS232接口..........................................................51 5.7 RS422/RS485........................................................52 5.8 CAN接口.............................................................52 5.9 电源 (53)6. C300 (54)6.1 尺寸 (54)6.2 连接和操作组件 (55)6.3 复位按钮 (56)6.4 拨码 (56)6.5 内存卡插槽 (57)6.6 RS232接口..........................................................57PanelSystem 使用手册IV 6.7 RS232/TTY接口.....................................................58 6.8 RS422/RS485接口....................................................58 6.9 RS485接口..........................................................59 6.10 电源 (59)7. C2xx 与C300的模式设置 (60)7.1 C200 C220 C221 (60)7.2 C300 (60)8. 连接打印机 (61)8.1 C200 (61)8.2 C300 (61)8.2 连接电缆的结构 (61)第五章 PowerPanel 概述 (62)1. 尺寸 (62)1.1 PP21 (62)1.2 PP41 (63)1.3 扩展模块EX101 (64)1.3.1 外形 (64)1.3.2 尺寸 (65)1.3.3 安装 (66)1.4 CAN 接口模块IF370 (67)2. 安装规范 (67)3. 设备标签 (68)4. 部件说明 (69)4.1 电源 (69)4.2 接口 (69)4.2.1 CAN 接口 (69)4.2.2 RS232接口 (70)4.2.3 模式开关 (70)4.3 数字量输入 (71)4.3.1 端子排 (71)4.3.2 连接示例 (71)4.4 数字量输出 (72)4.4.1 端子排 (72)4.4.2 电隔离的继电器触点输出电路 (72)4.4.3 输出1-8连接示例 (73)4.4.4 电隔离继电器触点连接 (73)5. 更换电池 (74)第六章 Provit 2000 显示单元 (75)1. 5D2000.03 (75)2. 5D2000.04 (76)3. 5D2000.10 (78)4. 5D2210.01,5D2200.0x (79)5. 5D2219.01-02 (82)6. 5D2500.xx, 5D2510.xx (85)7. 5D2519.01-02 (89)第七章 Provit 2000控制器单元 (92)1. IPC2000 (92)1.1 尺寸 (92)1.2 安装 (93)1.3 部件一览 (94)1.4 部件说明 (96)1.4.1 电源 (96)1.4.2 COM1 RS232 (97)1.4.3 COM2 RS232/TTY (97)1.4.4 COM3 RS485/TTY/CAN (98)PanelSystem 使用手册V1.4.5 COM4 RS232/RS422 (98)1.4.6 显示单元接口 (99)1.4.7 状态灯 (99)1.4.8 电池 (100)2. IPC2001 (101)2.1 尺寸 (101)2.2 安装 (102)2.3 部件一览 (102)2.4 部件说明 (106)2.4.1 电源 (106)2.4.2 COM1 RS232 (106)2.4.3 COM2 RS232/TTY (107)2.4.4 COM3 RS485/TTY/CAN (107)2.4.5 COM4 RS232/RS422 (108)2.4.6 显示单元连接 (109)2.4.7 复位按钮 (109)2.4.8 保险丝 (110)2.4.9 状态灯 (110)2.4.10 电池 (111)第八章 PROVIT5000显示单元 (112)1. 5D5000.03 (112)2. 5D5210.01 (113)3. 5D5211.02 (115)4. 5D5211.03 (117)4.1 尺寸 (117)4.2 安装尺寸 (118)5. 5D5212.02 (119)6. 5D5213.01 (122)VIPanelSystem 使用手册7. 5D5500.10, 5D5500.32, 5D5501.01和5D5510.10 (125)8. 5D5600.0x和5D5601.0x (128)第九章 PROVIT5000控制器单元 (131)1. 安装 (131)2. 安装尺寸 (134)2.1 IPC5000,IPC5000C(2槽) (134)2.2 IPC5000,IPC5000C(4槽) (135)2.3 IPC5600,IPC5600C(4槽) (136)2.4 IPC5600,IPC5600C(5槽) (137)2.5 IPC5600,IPC5600C(6槽) (138)2.6 安装规范 (138)3. 操作温度 (139)4. 部件一览 (141)4.1 IPC5000(2槽) (141)4.2 IPC5000(4槽) (141)4.3 IPC5600(4槽) (142)4.4 IPC5000C(2槽) (143)4.5 IPC5000C(4槽) (143)4.6 IPC5600C(4槽) (144)5. 维护工作 (144)5.1 卸除外壳盖板 (144)5.2 底板的维护工作 (145)5.2.1 换CMOS电池 (145)5.2.2 换保险丝 (146)5.3 接口模块的维护工作 (147)PanelSystem 使用手册VII第一章 Panelware 概述1.操作面板的组成PanelSystem 使用手册12.面板的连接2.1 与PCC的连接2PanelSystem 使用手册2.2面板的扩展PanelSystem 使用手册3第二章安装1.配件清单显示模块一1.1显示模块二4PanelSystem使用手册1.3按键模块特殊按键模块C200/C300PanelSystem 使用手册51.6控制器C100/C110按键标签的装配2.16PanelSystem使用手册PanelSystem 使用手册7PanelSystem 使用手册82.2 Panel的装配PanelSystem 使用手册9PanelSystem 使用手册102.3 Panel的安装PanelSystem 使用手册112.4 Panel的拆卸12PanelSystem使用手册PanelSystem 使用手册132.5面板分解14PanelSystem使用手册3.按键模块PanelSystem 使用手册153.1尺寸3.216PanelSystem使用手册3.3与控制器的连接PanelSystem 使用手册17第三章Panelware显示模块1.概述1.1对比度(仅对LCD显示屏)每个LCD显示模块都可以调节对比度模块顶部右侧可以找到用于连接面板控制器的接头见视图B注意不可断开连接18PanelSystem 使用手册2. P125/1262.1尺寸PanelSystem 使用手册192.2接头20PanelSystem 使用手册PanelSystem 使用手册212.2.1 RS232接口2.2.2模式开关1. 示教模式2. 工作模式PanelSystem 使用手册223. P1273.1尺寸3.2电源3.3 CAN接口PanelSystem 使用手册23PanelSystem 使用手册24尺寸尺寸PanelSystem 使用手册25开孔尺寸26PanelSystem 使用手册6. 4D1166尺寸PanelSystem 使用手册27PanelSystem 使用手册28开孔尺寸第四章Panelware控制器1.C100尺寸1.1PanelSystem 使用手册29PanelSystem 使用手册301.2连接和操作组件1. 显示模块接头2. 键盘模块接头3. 24V 电源接头4. RS232 接口,9 pin D 型头用于与PC 或PLC 连接5–7 拨码开关5奇偶 波特率1.3电源电压PanelSystem 使用手册311.5拨码操作模式ParitySwitchsetting0VT100 emulation1Reserved2-9Not allowed32PanelSystem 使用手册波特率SwitchBardratesetting0300112002480039600419200538400(only in XON/XOFFoperation)PanelSystem 使用手册332 C1102.1尺寸34PanelSystem 使用手册PanelSystem 使用手册352.2连接和操作组件1. 显示模块接头2. 按键模块接头3. 24V 电源接头4. RS485接口母工作模式6波特率2.3电源所有组件必须正确接地2.4 RS48536PanelSystem 使用手册2.5拨码操作模式 2 (Slave Mode) :Switch MeaningParity Tens Places on theStation numberHandshake Ones place on theStation number操作模式 0 (VT100emulation) :Parity HandshakeSwitchsetting0None NoHandshake1Odd XON/XOFFoperationPanelSystem 使用手册37波特率BaudrateSwitch setting Operating Mode 0(VT100 emulation)Operating Mode 2(Slave mode)030096001120019200248009375039600187500419200500000538400(only in XON/XOFF operation)Not allowed 6Not allowed Not allowed7Not allowed Not allowed8Not allowed Not allowed9Not allowed Not allowedPanelSystem 使用手册383 C1303.1尺寸PanelSystem 使用手册39PanelSystem 使用手册403.2连接和操作组件1. 显示模块接头2. 按键模块接头3. 24V 电源接头4.CAN 接口公7 拨码5. 未使用 6. 波特率3.3电源PanelSystem 使用手册413.5拨码第一个16进制拨码的前二们设置波特率1-32是可行的CAN站号33-63不可用00-250K Band , 01-125K Band , 10-20K Band , 11-500K Band42PanelSystem 使用手册。
贝加莱PLC_AS_3[1].0_说明(北京培训)
![贝加莱PLC_AS_3[1].0_说明(北京培训)](https://img.taocdn.com/s3/m/c8cd376e30b765ce0508763231126edb6f1a76a5.png)
培训报告目录一、5月24日 (2)1、贝加莱公司概述 (2)2、控制系统产品介绍 (3)二、5月25日 (4)1、Automation Studio 3.0软件工具介绍 (4)2、新建Task任务 (9)3、启用模拟器测试程序 (14)三、5月26日 (16)1、结构文本(ST)(参考贝加莱资料TM246) (16)1.1、ST介绍 (16)1.2、操作符优先级(图19) (16)1.3、数据类型转换 (16)1.4、常用语句 (17)1.4、功能块调用 (21)2、ST语言练习(答案图25) (22)四、5月27日 (24)1、数据存储 (24)2、通讯 (27)2.1、B&R产品CPU之间通讯 (27)2.2、帧通讯。
(27)2.3、OPC通讯。
(28)3、自定义函数库 (34)一、5月24日1、贝加莱公司概述主要内容是贝加莱公司的历史、企业结构、产品线介绍。
贝加莱(B&R)工业自动化有限公司是一家自动化技术领域的领导厂商,总部位于奥地利Eggelsberg,于1979年由Erwin Berneker先生和Josef Rainer先生共同创建。
自成立以来,创新的信念伴随贝加莱不断成长,并引领技术发展的潮流。
今天的贝加莱已经在全球60个国家设立了分支机构,拥有155个办事处。
对技术研发趋势的敏锐洞察力,以及为用户提供集成化高品质方案的不懈追求,贝加莱已成为自动化行业中创新与科技的领先者。
1996年8月,贝加莱在上海成立了服务于中国市场的分公司——贝加莱工业自动化(上海)有限公司。
发展十多年,贝加莱(中国)在国内的机构包括上海总部,北京、广州、济南、西安、成都、沈阳和宁波办事处,上海及各办事处的技术培训中心,以及分布在全国的大学联合实验室。
如今,贝加莱的产品和方案已广泛应用于机械自动化领域,包括包装、印刷、塑料、纺织、食品饮料、机床、半导体、制药等行业;以及过程自动化领域,如电力、冶金、市政、交通、石油、化工和建材等行业。
贝加莱_B_R_推出全面的安全控制解决方案
A = Te mp Mod 256
B = Te mp / 256
Ca ll Lc d _c omma nd (Cs rDirR) ' &H4C
Ca ll Lc d _c omma nd (Cs rW)
' 设置光标地址
Ca ll Lc d _d a ta (A)
Ca ll Lc d _d a ta (B)
Inte g e r , Ch As Inte g e r )
' 画横线
Dim I As Inte g e r , Te mp As Inte g e r , A As Inte mp = Y Y &H30
' 用于确定光标位置
Te mp = X + Te mp
图形、汉字等界面元素, 其实现思想基本相同, 在此不再赘述。通
过以上介绍也可看出, BASCOM 高级语言能够很好地完成所要
求的任务, 并且程序简单直观, 灵活易懂, 是一种比较高效的编
程语言。
参考文献 [ 1] 张 茂 青 , 李 彦 超 , 耿 德 根.AVR 单 片 机 高 级 语 言 BASCOM 程 序 设 计
与应用[M].北京: 北京航空航天大学出版社, 2004 [ 2] 周建新, 马潮.AVR 单片机 BASIC 语言编程及开发[M].北京: 清华 大
学出版社, 2005 [ 3] 耿德根.AVR 高速嵌入式单片机原理与应用[M].北京: 北京航空航天
大学出版社, 2002 [ 4] 马潮.Atme g a 128 原理与开发应用指南[M].北京: 北京航空航天大学
Ca ll Lc d _c omma nd (mWrite ) ' 把显示数据写入显示区中
For I = 0 To H
Ca ll Lc d _d a ta (c h)
国产伺服品牌

韩国:三星(SAMSUNG)、LG.
丹ห้องสมุดไป่ตู้:丹佛斯(DANFOSS).
公司:北京首科凯奇电气技术有限公司 网站:
公司:苏州钧和伺服科技有限公司 网站: 广数,和利时电机,华大电机等等,国产自有品牌伺服。 德国公司网站:http://www.baumueller.de/ 德国网站 www.amk-antriebe.de 公司:上 海 开 通 数 控 有 限 公 司 国内广泛采用的通用伺服品牌有: 日系:三菱、安川、松下、三洋、富士、日立等; 欧系:Lenze、AMK、Rexroth、KEB 等; 美系:Danaher(原 Kollmogen)、Baldor、Parker、Rockwell 等。 数控和高端运控伺服品牌:Siemens、Fanuc、三菱、Rexroth 等; 数控伺服情况与数控系统状况相当,Siemens 和 Fanuc 为主,三菱次之。 国产通用伺服主要有:台达、东元、和利时、埃斯顿、时光、珠海运控、星辰伺服、步进科 技等;国产数控伺服主要有:华中数控、广州数控、大森数控、凯奇数控等;国产伺服电机 主要有:华大、登奇、强磁(苏强)、中源等。 国内广泛采用的通用伺服品牌有: 日系:三菱、安川、松下、三洋、富士、日立等。 欧系:Lenze、AMK、Rexroth、KEB 等 美系:Danaher(原 Kollmogen)、Baldor、Parker、Rockwell 等
贝加莱PLC-X20使用者指南2

贝加莱PLC-X20使用者指南2目录1. 简介2. 功能和特点3. 使用前准备4. 使用步骤5. 常见问题解答1. 简介贝加莱PLC-X20是一款功能强大的设备,可用于各种场合的使用。
本指南将为您提供详细的操作步骤和常见问题解答,以帮助您充分利用该设备的各项功能。
2. 功能和特点- 高清晰度投影:贝加莱PLC-X20支持高清晰度投影,可以呈现出清晰、逼真的影像。
- 多媒体连接:该设备支持多种多媒体连接方式,包括HDMI、VGA等,方便您连接各种设备进行投影。
- 远程控制:通过配套的遥控器,您可以远程控制贝加莱PLC-X20的各项功能,操作简单方便。
- 省电模式:设备内置省电模式,当设备处于闲置状态时,会自动进入省电模式,节省能源。
3. 使用前准备在开始使用贝加莱PLC-X20之前,请确保完成以下准备工作:- 将设备连接到电源,并确保正常供电。
- 连接外部设备(如电脑、DVD播放器等)到贝加莱PLC-X20,确保连接正常。
- 准备一块合适的投影幕布或投影墙面,以确保投影效果最佳。
4. 使用步骤步骤1:打开设备按下设备上的电源按钮,等待设备启动。
确保设备正常进入工作状态。
步骤2:选择输入源使用遥控器上的输入源按钮,选择您要使用的输入源,如HDMI、VGA等。
确保选择与您连接设备的输入源一致。
步骤3:调整投影位置和焦距通过调整设备的投影角度和焦距,使投影图像在投影幕布或墙面上呈现出最佳效果。
您可以使用设备上的调节按钮或遥控器上的相应按钮来完成调整。
步骤4:播放内容将您要投影的内容(如电影、演示文稿等)发送到贝加莱PLC-X20连接的外部设备上。
确保外部设备正常工作并发送信号到贝加莱PLC-X20。
步骤5:调整图像效果根据需要,您可以使用设备上的图像调节功能来调整投影图像的亮度、对比度、色彩等效果,以获得最佳的视觉效果。
5. 常见问题解答问题1:设备无法启动怎么办?- 确保设备正常连接到电源,并检查电源是否正常供电。
贝加莱PLC-X20用户导引2

贝加莱PLC-X20用户导引2简介本用户导引旨在为使用贝加莱PLC-X20的用户提供必要的信息和指导。
请仔细阅读本导引并按照指示操作。
1. 概述贝加莱PLC-X20是一款高性能的工业自动化控制器,具有以下特点:- 强大的处理能力- 多种输入输出接口- 灵活的编程方式- 可靠的稳定性和安全性2. 使用前准备在开始使用贝加莱PLC-X20之前,请确保已完成以下准备工作:1. 确认所有电源连接正确并稳定。
2. 检查输入输出设备的连接是否正确。
3. 确保已安装适当的编程软件,并熟悉其基本操作。
3. 操作指南3.1 程序编写贝加莱PLC-X20的程序编写是实现自动化控制的关键步骤。
请按照以下步骤进行程序编写:1. 在编程软件中创建一个新的项目。
2. 定义输入输出设备的引脚映射关系。
3. 编写逻辑代码以实现所需的控制功能。
4. 调试和测试程序,确保其正常运行。
3.2 参数设置贝加莱PLC-X20的参数设置可以根据实际需求进行调整。
以下是一些常见的参数设置:- 通信参数:设置通信协议、波特率等。
- 输入输出参数:配置输入输出设备的参数,如输入信号类型、输出电压等。
- 控制参数:设置控制算法、控制模式等。
3.3 运行和监控一旦程序编写和参数设置完成,可以开始运行和监控贝加莱PLC-X20的工作。
以下是一些常见的操作:- 启动程序:确保已正确加载程序后,启动PLC-X20以开始自动化控制。
- 监控运行状态:通过监控界面实时查看PLC-X20的工作状态,并及时处理异常情况。
- 记录和分析数据:使用日志记录功能记录运行数据,并进行数据分析以优化控制效果。
4. 故障排除在使用贝加莱PLC-X20过程中,可能会遇到一些故障和问题。
以下是一些建议的故障排除步骤:1. 检查电源连接是否正常。
2. 检查输入输出设备的连接是否正确。
3. 检查程序是否有错误或逻辑问题。
4. 查阅贝加莱PLC-X20的用户手册,寻找相关故障排除方法。
贝加莱reaction事例
贝加莱reaction事例
贝加莱reaction是一种常见的化学反应,也被称为贝加莱氧化反应。
这种反应以其独特的反应机制和广泛的应用而闻名。
在贝加莱reaction中,碱性过氧化氢(如叔丁基过氧化氢)和酸性溴化钾(如氢溴酸)在碱性介质中反应,生成卤代烷和酮或醛。
贝加莱reaction的机理涉及氧化和卤代反应。
首先,过氧化氢被氢溴酸催化分解为氧气和氢氧根离子。
然后,氢氧根离子被氢溴酸负离子氧化成氧根自由基。
接着,氧根自由基和溴离子反应生成氧气和溴自由基。
最后,溴自由基与烯烃反应生成卤代烷。
在这个反应中,氢溴酸不仅起到氧化剂的作用,还提供了溴离子作为卤代反应的试剂。
贝加莱reaction在有机合成中有广泛的应用。
通过这种反应,可以将双键氧化为醛或酮,同时在碳链上引入卤素。
这种反应对合成具有特殊结构的化合物非常有用,如氯霉素、丙酮和异丙醇等。
此外,贝加莱reaction还常用于实验室中的有机合成实验,可以快速、高效地合成目标产物。
然而,贝加莱reaction也存在一些局限性。
首先,反应条件较为苛刻,通常需要在低温下和较长的反应时间下进行。
其次,反应中可能会出现副反应,导致产物的纯度下降。
此外,对于某些特定的化合物,贝加莱reaction可能不适用,需要选择其他反应途径。
总的来说,贝加莱reaction是一种重要的有机合成反应,具有独特的反应机理和广泛的应用。
了解贝加莱reaction的机理和应用,可以帮助化学研究人员更好地应用这种反应,实现有机合成的目的。
领先一步——贝加莱(B&R)光盘生产设备控制技术

领先一步——贝加莱(B&R)光盘生产设备控制技术
佚名
【期刊名称】《伺服控制》
【年(卷),期】2012(000)005
【摘要】前言每天,VDL ODMS公司的Profiliner机器可生产三万个可刻录DVD--发展到能以高效率运行并保持高产量的光盘生产线,这本身就是一种艺术。
事实上,激烈的市场竞争使得每片光盘的成本不断降低,VDL ODMS和贝加莱(B&R)将共同面对市场的挑战。
诸如Philips、JVC以及Sony生产的HD-DVD和Blu-Ray 决定了VDL ODMS要发展的机型和方案。
每年,VDL ODMS产出大约20台CD 和DVD生产设备(单放型)以及20台CDR和DVDR(刻录式)生产设备。
前者每24小时的产量约达4000张DVD,后者每小时产量超过30000张。
光盘生产设备的鼻祖-Monoliner MK1世界上第一台嵌入式CD生产设备出现在上世纪80年代晚期,名为Monoliner MK1,这是一项革命性的技术发明,将生产一张CD的所有工艺集成到一台机器上。
【总页数】1页(P23-23)
【正文语种】中文
【中图分类】TN946.5
【相关文献】
1.贝加莱(B&R)控制技术在折弯机上的应用 [J], ;
2.塑机天下敢为人先贝加莱(B&R)——塑料机械先进控制技术的倡导者 [J],
3.贝加莱(B&R)——塑料机械先进控制技术的倡导者 [J], 王琳
4.贝加莱(B&R)与康耐视在POWERLINK上进行合作 [J],
5.贝加莱(B&R)——塑料机械先进控制技术的倡导 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
贝加莱控制系统通讯网络优势

贝加莱工业自动化简介贝加莱(B&R)是一个专业生产和提供自动化和工业控制设备的跨国公司。
她在欧洲、北美、非洲和亚洲的50多个国家里,都设有跨国分部和众多的合作伙伴。
B&R专致于工业自动化领域。
凭借在此领域内二十多年的专致投入和丰富经验及遍及世界的成千上万的控制系统,B&R因其超群的技术方案而享誉世界。
B&R取得的成就,归功于开发革新、高品位自动化产品和优秀自动化方案的承诺。
B&R不单纯是一个工业自动化的专业设备供应商,她更是您真诚的合作伙伴。
B&R从您的设想和问题出发,力求为您提供完美的方案,并为方案的实施提供有力的技术支持和保证。
产品优势由PCC(可编程计算机控制器)、IPC(工业级PC)、PANELWARE(人机界面)等构成了高品质的产品系列。
其中PCC是新一代PLC,结合了PLC、大型计算机的特点。
强大的通信能力。
除标准协议(CAN, Profibus, Ethernet等)外,可利用Frame Driver与任何串口协议进行通讯,充分体现了通讯的灵活性。
模块式软、硬件结构。
以现场总线CAN、Profibus和Ethernet为核心的网络产品,构成了B&R智能分布式控制系统的基本结构。
PCC系统技术特点PCC系统的软件和硬件都具备以下特点:开放性和兼容性好的扩展性模块化标准化面向未来的技术先进性可靠性智能分布式控制思想与系统的开放性,兼容性♣标准化的现场总线模式.贝加莱公司的控制系统具有开放式、标准化的现场总线:Profibus或CANbus,并具备总线式和树状灵活的拓扑结构. 同时它有开放式的现场总线支持(Open Fieldbus Support).♣智能分布式拓扑结构.为使整个系统具备高度的安全可靠性,贝加莱控制系统的控制层和现场层的现场总线网络具备智能分布式的拓扑结构. 其特点如下:-设备既可当地通过人机界面控制,又可以通过主站控制.-当主站出现问题时,其他子站照常工作;当某一子站出现问题时,主站和其他子站照常工作.-当某一站出现问题时,有错误记录功能. 待重新恢复后,能够进行错误分析.-主站的计算机可接入控制层的任意一子站.良好的系统可扩展性支持多种网络协议(PROFIBUS,ETHERNET, CAN, MODBUS,...)从而保证系统有一个好的扩展性.在系统需要扩容时,可以在不改动原有硬件的基础上,系统硬件以模块方式加以扩展.同时系统的原有软件也不须改动,新的软件也是以模块方式添入的. 这里值得一提的是,实现软件的如此模块化需要贝加莱控制系统独有多任务分时操作系统的支持.灵活地集成第三方产品的能力.开放性和兼容性强是贝加莱产品的另一个优势所在. 主控系统子站除能方便地实现现场总线接口外,从通信上具有多家产品的兼容能力(如AB DH, Modbus, Siemens 3964, Since L1, Omron Host Driver ,此外还能通过RS232/RS485接口通过象Frame-Driver类的工具方便地实现任何串行协议通信.在兼容性这方面贝加莱(B&R)公司做得比较好.它的PCC产品除去具备ETHERNET, PROFI -bus以及CANbus等标准网络或现场总线全面支持外,还提供一个帧驱动器(Frame Driver)的工具,可很方便地解决此类串口通信问题.设备的组网能力强PCC产品通过现场总线技术可以很方便地进行组网,从而形成分布式控制系统,实现工厂自动化(FA);智能分布式拓扑结构.B&R系统可组成智能分布控制系统,各工作站既相互联系又相互独立,任何一站出现故障都不会影响其它站的工作。
贝加莱全数字智能伺服驱动器ACOPOSmulti

∙贝加莱全数字智能伺服驱动器ACOPOSmulti∙发布时间:2008/8/20 16:42:12 修改时间:2009/3/5 14:00:54 浏览次数:1198∙∙ACOPOSm ulti是贝加莱 (B&R) 2007年推出的新产品,它采用了最前沿的共直流母线驱动技术,并融合了高速实时通信技术、逆变技术于一体,共直流母线驱动技术、新的安装方式及冷却方式等使其成为高性能伺服驱动器的杰出代表,给客户带来了实实在在的利益。
ACOPOSm ulti具有创新性的性能亮点:1、智能的电源模块设计。
伺服驱动器不再采用制动电阻的方式将电能转换成热能来实现减速,而是将能源反馈再生电源。
这样不仅可以实现节能的目的,也大大减少了控制柜内的热量产生。
设备意外断电或紧急停车时,伺服单元的直流母线互联,系统可以利用再生电能,保持同步停车。
具有很强的电压波动性适应能力,即使供电电源3×220-480V 10%波动,直流母线电压仍可恒定在800V。
2、灵活的配置方案。
采用模块化设计理念,主要分成进线滤波器、再生扼流线圈、电源模块、逆变单元和背板五个部分。
一个背板可安装1-4个逆变单元,每个逆变单元最多可驱动两个电机。
具有配置灵活、性价比高、结构紧凑等特点,是非常适合多轴设备系统的解决方案。
3、模块化设计的冷却方案。
安装背板模块化设计,可以选择三种冷却方式,如循环风冷、穿墙式冷却、循环水/油冷却,大大加强了ACOPOSm ulti的环境适应能力。
4、达到安全认证标准。
安全技术在生产中日趋重要,ACOPOSm ulti符合Cat.3, EN 954-1安全认证标准。
采用的Ethernet POWERLINK通信符合IEC 61508 SIL 3 安全认证标准。
5、直接采用高标准的配置。
系统直接集成了Ethernet POWERLINK接口,可兼容Heidenhain Endat2.1/2.2编码器,嵌入式参数芯片,集成24V控制电源等,都代表了伺服驱动的最先进技术。
贝加莱张力解耦
贝加莱张力解耦
贝加莱张力解耦是一种用于解决多引擎火箭在发射过程中产生的耦合振动问题的技术。
在多引擎火箭中,引擎的工作会产生振动,这些振动可能传递到整个火箭结构,导致不稳定性或破坏性振动。
贝加莱张力解耦技术旨在通过调整各个引擎的推力和方向,以最小化振动的传递。
贝加莱张力解耦技术使用控制系统来监测和调整每个引擎的推力输出。
通过精确的控制,火箭可以抵消引擎产生的振动,从而减少耦合振动。
这种技术通常需要高精度的传感器和先进的控制算法来实现。
使用贝加莱张力解耦技术可以提高多引擎火箭的可靠性和稳定性,减少结构破坏风险,并提高载荷的运载能力。
它是航天领域中重要的振动控制技术之一。
贝加莱PLC-X20操作指南2
贝加莱PLC-X20操作指南2简介本操作指南旨在为您提供贝加莱PLC-X20的详细使用说明。
PLC-X20是一款性能卓越的可编程逻辑控制器,适用于各种自动化控制应用。
在阅读本指南之前,建议您先熟悉PLC-X20的基本组成和功能。
操作步骤1. 启动与登录1. 打开PLC-X20的电源,等待设备自检完成后,按下设备上的“启动”按钮。
2. 设备启动后,通过串口或网络连接至PLC-X20。
3. 在连接成功后,输入用户名和密码登录PLC-X20的操作系统。
2. 项目浏览器1. 登录成功后,进入项目浏览器。
项目浏览器展示了当前设备上的所有项目,包括已创建的程序、数据块、监视画面等。
2. 通过项目浏览器,您可以创建新项目、打开现有项目、删除项目等。
3. 创建与编辑程序1. 在项目浏览器中,右键点击“程序”目录,选择“新建”→“程序”。
2. 输入程序名称,点击“确定”创建新程序。
3. 双击已创建的程序,进入程序编辑界面。
4. 在程序编辑界面,您可以编写梯形图、功能块图、指令表等程序代码。
5. 编写完成后,点击“保存”按钮保存程序。
4. 配置输入/输出1. 在项目浏览器中,右键点击“输入/输出”目录,选择“配置”。
2. 在输入/输出配置界面,您可以为每个输入/输出通道分配信号类型、地址等参数。
3. 配置完成后,点击“确定”保存设置。
5. 数据块操作1. 在项目浏览器中,右键点击“数据块”目录,选择“新建”→“数据块”。
2. 输入数据块名称,选择数据类型和大小,点击“确定”创建数据块。
3. 双击已创建的数据块,进入数据块编辑界面。
4. 在数据块编辑界面,您可以进行数据的写入、读取等操作。
6. 监视与控制1. 在项目浏览器中,右键点击“监视”目录,选择“新建”→“监视画面”。
2. 输入监视画面名称,选择要监视的变量,点击“确定”创建监视画面。
3. 双击已创建的监视画面,进入监视界面。
4. 在监视界面,您可以实时查看变量的当前值,并对设备进行远程控制。
贝加莱工业自动化(中国)有限公司宁波分公司介绍企业发展分析报告

Enterprise Development专业品质权威Analysis Report企业发展分析报告贝加莱工业自动化(中国)有限公司宁波分公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:贝加莱工业自动化(中国)有限公司宁波分公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分贝加莱工业自动化(中国)有限公司宁波分公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质空产品服务化产品及其相关配套件的批发;上述贸易及相关1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贝加莱(B&R)控制系统在纺织机械行业的应用上海新萌工业技术有限公司技术工程师周利军摘要:本文详细介绍了贝加莱控制与驱动产品的技术优势,包括PCC控制系统和ACOPOS伺服驱动器,并列举了粗纱机、自调匀整并条机和高速卷绕头的实际应用案例。
关键字:贝加莱PCC;ACOPOS驱动系统;粗纱机;并条机;高速卷绕头;自调匀整;整体解决方案。
The applications of B&R control system in textile machine industry Abstract: This article introduces the advantage of B&R control and servo drive solution, including PCC control system and ACOPOS Servo Drive. Additionally it recommends some successful cases applied in Carding Machine with Auto-leveling, Roving Frame and High Speed Winding Head.Keywords: B&R PCC, ACOPOS Servo Drive, Roving Frame, High Speed Winding Head, Carding Machine, Auto-leveling, integrated solution.1. 贝加莱控制系统的应用优势1.1 贝加莱PCC贝加莱可编程计算机控制器(PCC)是一种面向运动控制、过程控制和网络控制的专用控制系统,是集标准PLC、数控系统和工业计算机的性能特点于一体的智能控制器。
其模块化的硬件和软件结构,可根据设计者的控制需要组合成具有厂家应用特点的专用控制系统,并具有灵活自由的联网和扩展能力。
其所有模块与PCC通过系统总线进行连接通信,中间没有接口。
PCC的系统软件采用分时多任务机制构筑其应用软件的运行平台,应用程序的运行周期与程序长短无关,仅由操作系统的循环周期决定。
它将应用程序的扫描周期同真正外部的控制周期区别开来,满足了真正实时控制的要求。
基于这样的操作系统,PCC的应用程序由多任务模块构成,给项目应用软件的开发带来了很大便利。
1.2 贝加莱ACOPOS贝加莱ACOPOS驱动系统具备以下特点:(1)速度和精确度。
ACOPOS的一个扫描时间和通信时间循环是400μs;(2)灵活性。
ACOPOS伺服驱动对于标准定位、电子齿轮和凸轮仿形都能作出配置。
由于这种基本的驱动配置的灵活性,ACOPOS只需在应用程序上作些改动,就能适应任何任务;(3)完全的集成式。
伺服驱动与贝加莱所有产品完全兼容。
Automation Software用于编程,集成式的优点是:整个系统,包括系统中完美匹配的组件都来自同一个内核—贝加莱Automation Studio系统;(4)安全操作。
为保证在任何状态下统一的优质产品质量,贝加莱强调产品质量保证和持续生产过程检测的重要性,在ACOPOS的开发过程中就经过了完整的测试,包括剧烈震动、高温等恶劣环境。
2. 贝加莱控制系统在太平洋集团设备上的应用2.1 PCC在二纺机EJK211型粗纱机控制系统中的应用目前国内四电机粗纱机多采用工控机和PLC或单板机相结合作为主控系统,由上位工控机完成运算功能,PLC或单板机完成控制驱动。
但由于工控机抗干扰能力不强,常常造成系统稳定性较差,而单板机的故障率又相对较高,使得粗纱机的综合性能不尽人意,成本也相对较高。
二纺机EJK211型粗纱机采用PCC的分布式模块化控制结构及贝加莱Automation Studio系统,集分析运算和控制驱动于一体,调速系统采用贝加莱ACOPOS系列伺服驱动器,通过CAN open总线控制方式,提高系统的综合控制性能,降低故障率,实现EJK211型粗纱机控制系统的完美方案,并具有张力检测与自动控制、自动落纱等功能,锭翼速度最高可达1800r/min。
另外,通过软件优化性设计,实现了整机总功率最小化,整机功率为22kW。
a.控制方案主控制系统由贝加莱Power Panel(PP41)组成,完成粗纱机的各项电气控制功能和数据运算,通过人机界面进行基本的工艺参数设定,如最高车速、支数、加捻度、径向卷绕密度、轴向卷绕密度、卷绕系数、纺纱系数等,参数可随时修改、调用和存储。
所有的参数对应了一组参数也对应于一种纱纺制,最多可有30种配方。
故障报警显示、开车情况及效率显示、数据查询、粗纱机的调试及维护等任务也均通过PP41完成。
其主要参数性能如下:显示界面为6inch、QVGA240×320像素、黑白显示;共计40个键,其中16个键的标识可按用户要求更换并带有LED指示;1.5MB内存实时时钟;2MB的存储卡,可保存、调用必要参数;系统自带RS-232及CAN bus接口;系统自带10DI、9DO。
b.配置方案(1)主控制系统采用PP41系统,驱动系统采用ACOPOS多功能驱动器,CAN bus (500k传输速率)总线控制方式;(2)应用电子齿轮、虚拟轴等功能,实现虚拟主轴对等同步、驱动锭翼、筒管、罗拉、龙筋四电机同步运行。
(3)通过CAN bus,在ACOPOS1(锭翼)建立虚拟主轴,最快每400μs向网上实轴发送(最高优先级)位置指令,并由各ACOPOS驱动器完成同步实时控制。
实际证明,循环周期为2ms时,已能满足粗纱机的动态同步精度。
系统配置如图1。
c.控制说明本套控制系统通过CAN bus总线方式控制变频器,实现四电机的有效同步。
利用CAN bus高速通信,可克服模拟量、串行通信及传统的工业总线的缺陷,数据收发方式灵活,采用非破坏性基于优先权的总线仲裁技术,具有暂时错误和永久性故障节点的判别及故障节点的自动脱离功能,使系统其他节点的通信不受影响;同时CAN具有出错帧自动重发功能。
信号传输用短帧结构(8bit),实时性好,受干扰的概率低,具有极好的检错效果。
采用统一的标准和规范,使各设备之间具有较好的互操作性和互换性,系统的通用性好。
通信介质可采用双绞线,无特殊要求,现场布线和安装简单,易于维护。
CAN总线实时性强、可靠性高、结构简单、互操作性好,利用PP41自带CAN口不增加成本,在百米之内最高波特率可以达到500k,能以最低廉的成本来实现最优控制。
以锭翼电机作为主动电机,使其按照设定速度运转。
筒管、罗拉和升降电机作为从动电机,由PCC根据锭翼电机转速并附以纱线张力反馈,按照数学模型运算后得出它们的转速,通过CAN bus总线控制变频器调整电动机转速。
由于CAN bus所具有的独到优势,可使粗纱机轻易地获得良好的同步特性和升、降速时间。
以锭翼电机转速为1600r/min为例,升速时间可控制在10s内,减速为5s以内。
另外,变频器采用共直流母线方式联接,也可大大提高升降速性能并同时降低系统能耗。
d.采用贝加莱一体化配置控制系统的优势(1)EJK211粗纱机采用贝加莱一体化控制方案,通过CAN Open方式控制ACOPOS 系列驱动系统,充分发挥贝加莱ACOPOS系列驱动系统的处理能力,同时具有更快的响应特性和控制精度。
(2)贝加莱PCC的独特硬件结构使其具备进行复杂分析运算的能力。
在其核心的运算模块内部,PCC为其CPU配备了数倍于常规 PLC的大容量存储单元(100k~16M),为控制系统和应用软件提供了监视的硬件基础。
(3)贝加莱变频控制系统提供了许多功能强大的专业化功能运动控制功能块,如电子齿轮、电子凸轮、转矩控制、触发定位、鼓序列发生器、CNC等。
可满足各种控制需求,实现同步控制功能。
贝加莱控制器还可实现梯度提速,用户可设定期望达到的速度和达到该速度所需的时间,PCC以固定的加速度达到设定速度。
(4)专业的品质统计管理系统,自动监控生产过程中的各种重要数据,方便用户进行质量管理。
(5)贝加莱强大的内嵌式网络功能,可将该单机设备方便的连接到生产过程控制网络,进行生产过程监控。
作为未来构成分布式现场I/O控制的主要角色之一,PCC为此提供了十分灵活多样的解决方案。
Ethernet现场总线如:POWERLINK、CAN、Profi bus (FMS, DP)、INA2000、 RS485等,可实现多层次网络结构(管理层,控制层和现场层)。
(6)PCC提供了有效的功能,可实时监测外部参数,发现异常参数时可显示故障名称、故障发生时间和消除时间,并采取相应措施。
PCC还能对硬件模块进行自检,及时发现硬件本身的错误。
(7)PCC提供了丰富的在线帮助系统,帮助客户了解整个系统的操作方法。
并可指导用户在系统报警时采取相应的措施。
(8)贝加莱有功能强大的软件开发平台,能够为用户开发出具有个性化的控制软件。
(9)一套软件适应多种机型,且系统为软硬件模块化,随意扩展。
(10)远程诊断功能和机群网络功能。
通过Modem或Internet的Web Server远程功能,可实现对任何地方的机器在线诊断与调试。
另外控制系统上的Ethernet接口可实现机群联网,实现工厂自动化。
实践证明,贝加莱新一代PCC完全适用于高档棉纺粗纱机的控制系统。
它不仅保证了良好的纺纱性能,同时还相应提高了系统的综合控制功能,降低了故障率,配以经济实用的人机界面,使操作变得更加简单方便,使整个设备的档次有了较大提高。
2.2 PCC在二纺机EJQ298型高速卷绕头控制系统中的应用EJQ298型高速卷绕头采用PCC作为整个系统的核心控制器,系统集运算和控制于一体,具有自动切换、自动落筒功能,最高卷绕速度达6000m/min;采用基于模型的控制方式,使用超前预测控制手段,并配合特有的PID控制技术,确保卷绕过程更稳定,更精密,同时高性能的ACOPOS插入模块使速度的测量在整个卷绕过程中都具有高精度;完善的各种工艺防叠控制方式,包括摆频干扰卷绕(WOBBLING)、等升角卷绕(RFR)、分步精密卷绕(SPW)及紧密精密卷绕(CPW);系统根据用户的输入自动计算各叠丝点(WOBBLING除外),可方便满足不同客户的要求,同时用户还可在不同的卷绕阶段设置不同的防叠方式;对于卷绕过程中出现的“蛛网”或“凸肩”现象,客户可通过专业的手持终端或集中监控计算机进行各种参数(如卷绕角或防叠方式)的重新设置和信息的查询。
a.控制方案主控制系统由PCC 2005系统组成,以完成系统中数据的运算及电气动作要求。
系统采用CP260作为核心控制器,同时配合高速数字输入/输出模块单元。
另外,在转速测量上,系统采用高速AC130模块作为高速计数器使用(速度高达100KHz)。