数控车床电气控制系统改造
ca6140数控车床plc改造
CA6140车床的PLC改造、MCGS制作动画目录部分由老师最终修改定稿打印时添加!!!摘要随着可编程序控制器(简称PLC)技术的发展,由于其功能强大、容易使用、高可靠性,广泛的工业现场适应性和方便的工艺扩展性能,PLC在工业自动控制过程中得到了越来越广泛的应用,常常被用来作为现场数据的采集和设各的控制。
组态软件技术作为用户可定制功能的软件平台工具,在PC机上可开发出友好人机界面,通过PLC可以对自动化设备进行“智能”控制。
本次设计正是在这种背景下,运用西门子S7-200PLC对普通机床进行的现代化程控改造,讨论了控制流的选择,然后运用组态软件对PLC控制系统进行人机界面的监控。
关键词:可编程序控制器,控制流,组态软件ABSTRACTWith the Programmable Logic Controller (PLC) technology, because of its powerful, easy to use, high reliability, wide adaptability and convenience of industrial processes on site scalability, PLC in industrial automation during the process of the Yue and more widely used, often used as a field data collection and set the control. Configuration software technology as a function of user customizable software platform tool, PC, a friendly interface that can bedeveloped through the PLC automation equipment can be "intelligent" control.The design is in this context, using Siemens S7-200PLC modernization of the ordinary program-controlled machine tools for transformation, discussed the control flow of the choice and then use the configuration software on the PLC control system man-machine interface control.KEY WORDS: programmable logic controller, control flow, configuration software目录摘要 (1)前言 (5)第1章绪论 (6)1.1 程控机床的发展前景及意义 (6)1.2 机床改造方案的确定及系统的选择 (7)1.2.1 CA6140车床的概述 (7)1.2.2 对CA6140车床控制系统的选择 (10)第2章控制系统设计 (17)2.1 控制要求 (21)2.2 控制流的选择 (21)2.3 系统的控制过程 (23)第3章系统的硬件设计 (24)3.1 系统的组成 (24)3.2 系统主电路的设计............... 错误!未定义书签。
GS30数控车床电气控制系统改造设计
给 伺 服 电机
年代 I E ND X机 床 厂 技 术 , 在 多年 使用 后 , 其 电气 和 机 械 等 结构 部
分 均存 在较 为 严重 的老化 和磨 损 ,导致 设备 在运 行 过程 中 的故 障
率和 异 常 停机 率不 断 升高 , 重 影 响到 设备 使用 安 全稳 定性 、 品 严 产 生 产质 量 和效 率 。另 外 ,此类 车床 的很 多 电气 元 备件 已经 停止 生
停机 等 故 障主 要是 由机 床 电气 控 制系 统 响应 太慢 和 控制 精 度偏 低
电 气 部 分 改进一
一机 械 部 分 改 进
四轴丝杠螺母副
引起 的。 因此 , 技术 改造 和 经济 效益 2 方 面考 虑 , 认 为维 持 从 个 我 机床 现 有 机械 结构 和大 部 分 电气 控 制 系统 ,采 用 SE N 4D IME S80 数摔 系 统对 整 个车 床 电气 控 制系 统进 行 技术 升 级改 造 ,既 可 以保
l
量 sbul _ heay a。 einu z g iGa
GS 0数控车 床 电气控制系统改造设 计 3
刘 波
( 源 市 妇 幼 保健 院 ( 务 科 ) 广 东 河 源 5 7 0 ) 河 总 , 100
摘
要: 针对 GS 0型数控车床在 实际生产中 出现 的故障问题或异 常停机 问题 , 3 结合 GS 0型车床 生产操作和检 修维护 习惯 , 用 SE NS 3 采 IME
工 作 台
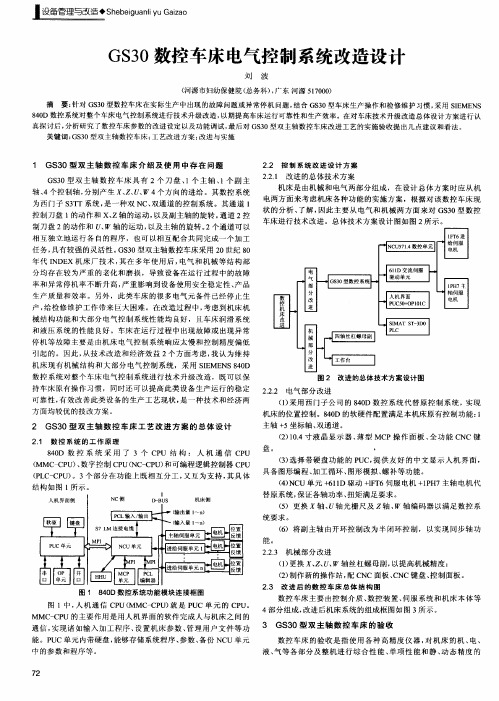
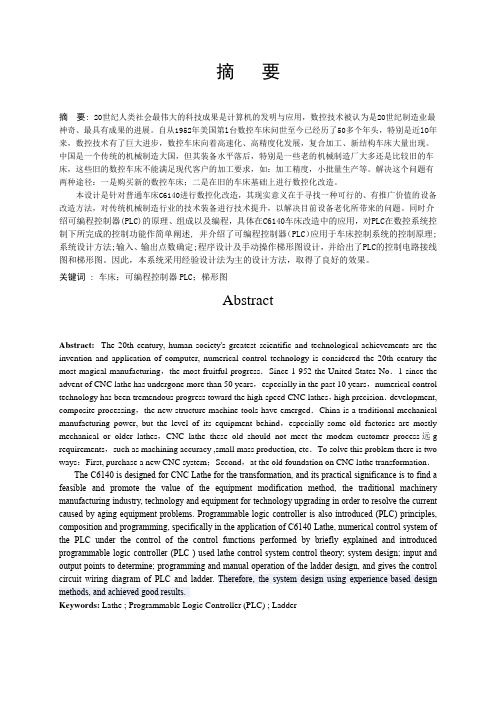
图 2 改进的总体技术方 案设 计图
持车 床 原有 操 作 习惯 , 同时还 可 以提 高此 类 设备 生产 运 行 的稳 定 2 . 电气 部分 改进 .2 2 可靠 性 , 效 改善 此类 设备 的生产 工 艺现 状 , 一种 技术 和 经济 两 有 是 () 1 采用 西 门子 公 司 的 8 0 数 控 系统 代 替 原控 制 系 统 , 现 4D 实
《数控机床电气控制系统安装与调试》课程标准

《数控机床电气控制系统安装与调试》课程标准1前言1.1课程基本信息本课程总课时数为60学时。
为学练一体教学课程。
适用于3年制中职后高职学生。
1.2课程性质本课程是数控设备应用与维护专业的专业实践课程。
通过本课程的学习,通过本课程学习巩固和加强在机电一体化教学计划中所学理论知识和实验技能,基本掌握常用机床的电气控制线路,机床电气控制线路的故障排除和一般机床的传动过程。
本课程开设前,学生通过《电工电子应用技术》课程的学习获得对电路理论和电子技术基础知识,然后进入本课程的学习。
本课程学习中获得的知识与技能又为后续的《数控系统连接与调试》、《数控机床PLC控制与调试》等课程学习过程中关于机床调试运行所涉及的电气控制系统准备了知识与技能基础。
1.3设计思路本课程是根据数控设备应用与维护专业岗位群定位,依据“数控设备应用与维护专业工作任务与职业能力分析表”中的工作项目设置的。
其总体设计思路是:根据《数控机床电气控制系统安装与调试》课程的职业能力培养目标和机床电气控制电路的认知规律,以数控机床电气装调为主线,按照“元器件认知一基本回路电气图识读一典型机床电气控制线线路识读与安装一整机装调一技术文档整理”的思路,进行学习单元架构。
课程教学在知识体系安排上,按照从简单到复杂,由单一到整体,以技术应用为主、理论知识为辅,组织各教学单元内容。
2课程目标1.1总体目标本课程的教学目标是巩固和加强在数控设备应用与维护教学计划中所学理论知识和实验技能,基本掌握模块一中的常用机床的电气控制线路,机床电气控制线路的故障排除,和一般机床的传动过程,或基本掌握模块二中的电力整流电路、电动机调速电路的原理、调试及维护工作,为以后从事生产和科研工作打下一定的基础。
1.2具体目标课程目标描述一览表实施建议4.1教材参考书选用教材选用本校教师俞秀金、丁明军主编的自编教材《机电设备控制技术》,参考机械工业出版社出版的由赵明和许缪老师主编的《工厂电气控制设备》。
浅谈普通车床数控化改造的电气控制系统的研究

控车床 , 本文首先 简单 介 绍 7 C 8 0 8 1 型车床 部件 电气控 制系统 的要 求 , 确 定了改 造 的方案 , 并对 P L C 控 制 电路 进行 了详细 的阐述 , 经 改造 后 的
车床 工件 的加 工精 度得 到大 大的提 高。
关键 词 : 普 通车床 ; 电气控制 系统 ; PP E 接地 点只能集中于一点, 接地状 况不好时, 控制变压 器需进行浮地设计, 此时数控 系统 主单元连接 外部电器的电源 ( 3 ) P L C 数字输出所用的2 4 D C 需采用独立 的2 4 V 电源。
( 4 ) 尾座 需夹紧 时, 按下控制开关 接通 电磁 阀, 控制 油路使 应由控制器供 电。
浅谈普通车床数控化改造 的电气控制系统 的研究
屈长衡[ 齐齐哈尔 二机床 ( 集团) 有限 责 任公 司, 黑 龙江 齐齐哈 尔 1 6 1 0 0 5 ]
摘 要 : 本 文 以c 8 0 8 1 型车床 为研 究对 象 , 采用 西门子 P L c 控 制 系统对 c 8 0 8 1 型车床 进行 数控化 改 造 , 成功 的将 c 8 O 8 1 型车床 改造 为c 8 0 8 1 型数
1 C8 0 8 1 车 床部件 电气控 制要 求
先起 动床头箱油泵, 油泵停止工作 时, 不许起动主轴电机 。
设置 回参考点的速度 , 以期精确 的返 回参 考点, 并对 步进
( 1 ) 机床床头箱油泵主要用于润滑主轴, 主轴 电机起 动前应 电机 的转速 进行设定。
4 C 8 0 8 1 车床P L C 控制系统的设计原则
/ O 点数 , 即本控制系统所需的I / O 总数为6 4 个, 选择西门 ( 3 ) 原控 制系统的各元器 件 ( 按钮、 接触器 、 继电器) 功能应 最终的 I 子公司8 0 2 S 型产品, 2 4 V 直流3 2 点输入, 继电器交流3 2 点输出。 与原电气 线路相对应。
探索C6132普通车床电气控制及数控化改造设计
器 龆
端
固
蕊 救
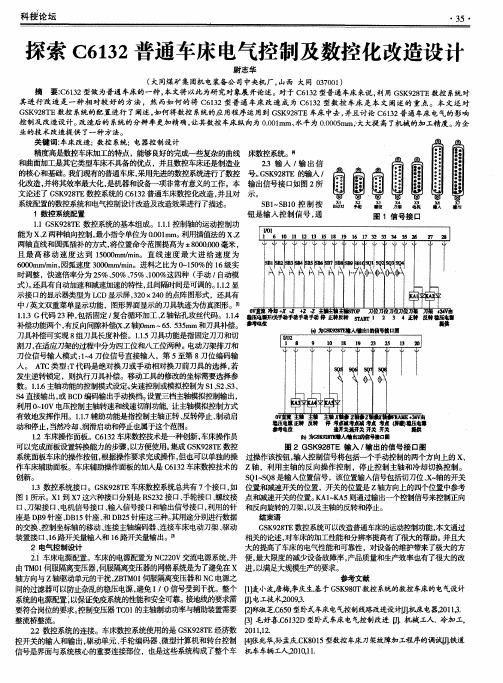
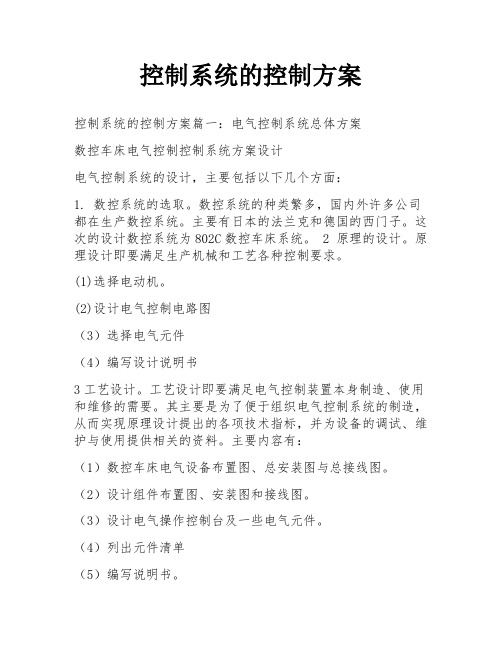
图 1信号接 口
Байду номын сангаас
示接口的显示器类型为 L C D显示屏 , 3 2 0 × 2 4 0 的点阵图形式 ,还具有 中/ 英文双重菜单显示功能,图形界面显示的刀具轨迹为仿真图形。I l l 1 . 1 . 3 G代码 2 3 种, 包括固定 / 复合循环加工、 z轴钻孔攻丝代码。1 . 1 . 4 补偿功能两个, 有反向间隙补偿{ ) ( 、 Z ̄) 0 mm~ 6 5 . 5 3 5 m m和刀具补偿。 刀具补偿可实现 8 组刀具长度补偿 。1 . 1 . 5 刀具功能是指固定刀刀和切 割刀 , 在适应刀架 的过程中分为四工位和八工位两种。电动刀架排刀和 刀位信号输入模式 : 1 ~ 4 刀位信号直接输入 ,第 5 至第 8 刀位编码输 入。 A T C 类型 : T 代码是绝对换刀或手动相对换刀前刀具 的选择 , 若 发生逆转锁定 ,则执行刀具补偿。移动工具的修改的坐标需要选择参 数。1 . 1 . 6 主轴功能的控制模式设定. 失速控制或模拟控制为 s l 、 s 2 、 s 3 、 S 4 直接输出, 或B C D编码输 出手动换档。 设置三档主轴模拟控制输出, 利用 0 ~ 1 0 V电压控制主轴转速和线速切削功能, 让主轴模拟控制方式 有效地发挥作用。1 . 1 . 7 辅助功能是指控制主轴正转 、 反转停止、 制动启 动和停 当然冷却、 润滑启动和停止也属于这个范围。 彻 为G S l 【 5 嘲『 I = l 喇¨J 囊 l 出潮刚馨 呼接口圈 1 . 2车床操作面板。C 6 1 3 2 车床数控技术是一种创新 , 车床操作员 可以完成面板设置转换能力的步骤 , 以方便使用。 集成 G S K 9 2 8 T E 数控 图2 GS K 9 2 8 T E 输入 / 输出的信 号接 口图 系统面板车床的操作按钮 , 根据操作要求完成操作, 但也可以 单独的操 过操作该按钮 , 输人控制信号将包括—个手动控制的两个方 向 上的 x 、 作车床辅助面板。车床辅助操作面板的加入是 C 6 1 3 2 车床数控技术的 z轴 ,利用 主轴 的反 向操作控制 ,停止控制主轴和冷却 切换控制 。 创新。 . S Q I  ̄ S Q 8 是输入位置信号 , 该位置输入信号包括切刀位、 x 轴的开关 1 . 3数控系统接 口。G S K 9 2 8 T E车床数控系统总共有 7 个接 口, 如 位置和减速开关的位置 ,开关 的位置是 z轴方 向上的四个位置中参考 图1 所示。X1 到X 7 这六种接 口分别是 R S 2 3 2 接 口、 手轮接 口、 螺纹接 点和减速开关的位置。 K A 1 一 K A 5 则通过输出—个控制信号来控制正向 口、 刀架接 口、 电机信号接 口、 输入信号接口和输出信号接口, 利用的针 和反向旋转的刀架, 以及主轴的反转和停 止。 座是 D B 9 针座、 D B 1 5 针座、 和D B 2 5 针座这三种。 其用途分别进行数据 结束语 的交换 、 控制坐标轴的移动 、 连接主轴编码器 、 连接车床电动刀架 、 驱动 G S K 9 2 8 T E数控系统可以改造普通车床的运动控制功能, 本文通过 装置接 口、 l 6路开关量输入和 1 6 路开关量输出。 相关的论述 , 对车床的加工J 陛能和分辨率提高有了很大的帮助。 并且大 2电气控制设计 大的提高了车床的电气性能和可靠性 ,对设备的维护带来 了极大的方 2 . 1车床电源配置 。车床的电源配置为 N C 2 2 0 V交流电源系统 , 并 便 , 最大限度的减少设备故障率 , 产品质量和生产效率也有 了 很大的改 由T M O 1 伺服隔离变压器, 伺服隔离变压器的网格系统是为了避免在X 进, 以满足大规模生产的 要求。 轴方向 与z 轴驱动单元的干扰, Z B T M 0 1 伺服隔离变压器和 N C电源之 参 考文献 间的过滤器可以防止杂乱的稳压电源, 避免 I / 0信号受到干扰。整个 『 1 1 麦小波唐 梅 李庆生 基于 G S K 9 8 0 T 数控 系 统的数控车床的电气 设计 电工技 术 , 2 0 0 9 , 3 . 系统的电源配置 以保证免疫系统的性能和安全可靠。 接地线的要求需 要符合岗位的要求 。 控制变压器 T C O 1 的主轴制动功率与辅助装置需要 『 2 ] 郑淑芝. C 6 5 0型卧式车床 电气控制线路改进设计 机床电器, 2 0 1 1 . 3 . 【 3 ] 毛好喜. C 6 1 3 2 D型卧式车 床 电气控制改进 机械工人. 冷加工, 整流 桥整 流 。 . 2 - 2 数控系统的连接。车床数控系统使用的是 G S K 9 2 8 T E经济数 2 01 1 , 1 2 . 4 ] 张兆华, 孙孟庆. C K 8 0 1 5型数控车床 刀架故障加工程序的调试叨. 铁道 控开关的输入和输出, 驱动单元、 手轮编码器、 微型计算机和转台控制 『 信号是界面与系统核心的重要连接部位,也是这些系统构成了整个车 机车车辆工人00 1 0 , 1 1 .
数控车床电气系统改造设计意义及其控制
浅谈数控车床电气系统改造设计的意义及其控制摘要:数控车床改造,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
数控车床是机电一体化的典型代表,其机械结构同普通的机床有诸多相似之处。
与传统机床相比,现代的数控技术,特别是加工中心,无论是其支承部件、主传动系统、进给传动系统、刀具系统、辅助功能等部件结构,还是整体布局、外部造型等都已经发生了很大变化,已经形成了数控机床的独特机械结构。
因此,我们在对普通机床进行数控改造的过程中,应在考虑各种情况下,使普通机床的各项性能指标尽可能地与数控机床相接近。
关键词:数控机床概述主轴驱动控制策略一、数控机床改造设计的意义概述1、数控机床改造的意义节省资金:机床的数控改造同购置新机床相比一般可节省60%左右的费用,大型及特殊设备尤为明显。
一般大型机床改造只需花新机床购置费的1/3。
即使将原机床的结构进行彻底改造升级也只需花费购买新机床60%的费用,并可以有效的利用现有地基。
性能稳定可靠:因原机床各基础件经过长期时效,几乎不会产生应力变形而影响精度。
提高生产效率:机床经数控改造后即可实现加工的自动化效率可比传统机床提高 3至5倍。
对复杂零件而言难度越高功效提高得越多。
且可以不用或少用工装,不仅节约了费用而且可以缩短生产准备周期。
2、车床的性能和精度的选择并不是所有的旧机床都可以进行数控改造,机床的改造主要应具备两个条件:第一,机床基础件必须有足够的刚性。
第二,改造的费用要合适,经济性好。
在改装车床前,要对机床的性能指标做出决定。
改装后的车床能加工工件的最大回转直径以及最大长度、主电动机功率等一般都不会改变。
加工工件的平面度、直线度、圆柱度以及粗糙度等基本上仍决定于机床本身原有水平。
3、车床数控改造总体方案目前机床数控改造技术已经日趋成熟,专用化的机床数控改造系统所具备的性能和功能一般均能满足车床的常规加工要求。
较典型的车床数控改造方案可选择为:配置专用车床数控改造系统,采用伺服电机驱动进给运动、配置脉冲发生器实现螺纹加工功能、配置自动转位刀架实现自动换刀功能。
GS30数控车床机电一体化改造研究
() 6 选择友好 的中文显示人机界面。 为实现图形 编程 、 加工循环 、 图形模拟、 螺距误差补偿等功能 , 选
择 带硬 盘 功能 的 P U3 C t 1 。
图 3 数控机床 的电气控制 系统 图
《 装备制造技术}0 2 2 1 年第 5 期
将 开 环控 制改 为半 闭环控 制 ;
() 2 更新数控系统 。为实现机床的位置控制 , 采
用西 门子公司的 8 0 4 D数控系统代替原数控系统 ; ( ) 换 主轴 电机 系统 。由 Wl 伺 服 电机 + 3更 ' 6 N U单元 + 1D驱动 +1H 代替原主轴电机系统; C 61 P7 ( ) 换 轴 、 轴 光栅尺及 z轴 、 轴 编码 4更 器, 以满足数控系统要求 ; () 5 配置输人输出设备。 全功能 C C N 键盘 , 薄型
2 总体 改造 方案
机床 由机械和电气两大部分组成 。在设计总体
技 术 方案 时 , 主要 从 电气 和机 械 两 方 面来 对 G 3 S 0型
数控车床进行技术改造。 基本 思路是 : 障诊 断 、 故 恢复原 功能 和新 技术 更新。 总体技 术方 案框 图如 图 1 所示 。
图 1 数控机床改造总体技术方案框 图
2 1电气 部分 . 良好 , 具备 改 造 的基本 条件 。 机械部分故 障的主要表现 ,是 由于设备使用时 () 1 改变副主轴控制方式 。为实现同步轴功能 ,
收 稿 日期 :0 2 0 — 8 2 1 — 2 1
作者 简介 : 贺大松( 9 8 ) 男 , 16 一 , 重庆潼南县人 究工作 。 16 4 ’
CA6132车床的进给系统数控化改造(GSK系统)

目录目录 (1)摘要 (2)1 绪论 (3)2 CA6132数控改造总体方案 (5)2.1CA6132概述 (5)2.2拟定总体改造方案 (7)3 进给伺服系统机械改造 (11)3.1进给系统机械结构改造设计 (11)3.2进给伺服系统机械部分的计算与选型 (11)3.3步进电机的选择 (15)4 CA6132车床控制系统设计 (18)4.1CA6132控制要求分析 (18)4.2CA6132车床电气控制设计 (18)总结 (22)参考文献 (23)摘要装备制造业和数控技术是现代工业的基础,随着我国国民经济的的快速发展,国民经济的各个部门对所生产的产品的性能要求越来越高,采用数控机床是实现多品种小批量生产的主要途径。
然而,高速、高精度、高自动化的数控机床价格仍然较为昂贵,且订货周期较长,无法满足生产急需。
采用数控改造技术对原有普通机床进行改造是提高机床的加工范围、加工精度,提高自动化生产水平的重要途径。
数控机床伺服系统是影响数控机床系统加工性能的重要指标,围绕伺服系统动态特性与静态特性的提高,近年来发展了多种伺服驱动技术。
针对把CA6132车床改造为经济型数控车床的目标,对车床的进给系统进行设计。
其设计的思路是根据执行件所受到的载荷,选择并校核其相关的零部件,包括滚珠丝杠螺母副、减速齿轮和电机,本文还对机构的重要零件作了比较详细地介绍。
最后,本文针对改造后的CA6132数控车床的电气控制系统提出了设计方案。
关键字:数控改造;装备制造;进给系统;1 绪论机械装备制造业是国民经济的支柱产业之一,直接影响着国民经济各部门的技术进步,同时反映了国家科学技术发展水平和国民经济的实力。
近年来,结合机电技术、液压技术、气动技术为一体的数控机床在机械装备制造业中广泛应用,已成为不可或缺的加工设备。
帮助人们解决了机械加工制造过程中的许多问题,使结构复杂、批量小、精度高、形状多变的零件的加工变得简单,提高了生产效率和机械自动化程度。
有关数控车床电气控制系统的改造与设计

有关数控车床电气控制系统的改造与设计摘要:通常而言,数控车床电气系统可实现5-10年的无故障运行,而后便进入到了故障的高发时期,为了确保其仍然保持较高的可靠性及稳定性,必须对其进行升级改造,以便确保其能够继续发挥作用,进一步为企业创造经济效益。
因此,本文以gs30型数控车床电气控制系统为例,对车床参数进行了改造及设计,并进行了实验验收。
关键词:数控车床电气控制系统改造设计随着我国数控车床的不断发展,其如今已经成为我国制造业中相当重要的基础装备之一。
数控车床主要包括机械系统以及电气系统两大部分。
通常来说,对于电气系统而言,其无故障运行期在5-10年之间,随后便会进入到故障的高发时期,但是,一般数控车床其机械部件若保养良好一般能够使用20-25年,且精度、可靠及稳定性能仍可以保持较高水平。
如今,不少数控车床已经运行了十多年,并步入了“损耗期”,这些陈旧的数控机床常常故障频发,很多功能已经无法很好地适应如今大规模的生产需求,有必要针对数控车床相关设备进行改造,以便提高企业设备的技术水平,通过少量投资对老数控车床的电气系统进行进一步的升级和改造,以便使其重焕生机并继续发挥其作用。
1、数控车床电气控制系统1.1 数控车床的工作原理及其功能分析对于数控车床而言,以被加工零件的工作图以及工艺过程卡为依据,通过对数控代码及其程序格式进行加工程序编写的整个过程进行规定,在数控系统中进行准确加工程序的输入,并将已给定加工程序及输入信号进行相应的运算、控制及其处理,而后将处理结果发送至控制系统中,从而对机床各部件进行驱动,使其能够以机械加工相关要求为依据进行有序的运行,并自动进行合格零件的制作。
由于数控车床主要负责进行轴类以及盘类回转体零部件的加工,并自动完成圆柱面、圆锥面、断面、圆弧面以及螺纹内外工序的切削及其加工过程,因而在机械制造领域得到了广泛的应用,经改造后的数控车床也应当能够满足这些功能。
1.2 数控车床电气控制系统电路分析1)主轴电动机的电气控制,主轴电机为交流变频电动机,主要通过变频器进行驱动,对于其正、反转以及速度等主要是由数控系统控制的。
CW6180车床数控(电气)改造

1. 概述 随着工业的快速发展,数控机床已成为机械制 造业的主流设备。随着我国市场经济的不断发展与 完善,市场竞争也日益激烈。在制造生产领域,零 件的质量和精度要求越来越严格。因此,制造生产 领域对数控机床的需求日益增大。在传统生产制造 领域中,零件制造生产厂商主要通过购买新的数控 机床设备和对已有机床进行改造来提高生产能力。 由于购买新型数控设备需要巨额资金和生产周期, 因此对已有机床设备进行改造,使得机床设备获得 数控能力以及加工其他零件的能力,不失为一种有 效的途径。
该系统开关量输入/输出信号的连接要求,本次机 床的改造使用了以下I/O信号:ESP急停信号使用 带自锁的机床触点式的常闭触点:输入信号UI26、 UI27、(SP、ST标准信号)使用机床触点式的常 开触点;通过参数设置选择返回机床零点方向为 正,减速信号低电平有效;机床I/O信号连接原理 如图5、图6所示。
本数控系统换刀方式由P318参数设置。当 P318=1时,换刀方式1适用于普通四工位电动回转 刀架,正转换刀,反转锁紧。换刀时序如下:① 执行换刀操作后,系统先判断目标刀号是否为当 前刀,若是则不执行换刀输出控制,修改刀偏值后 完成换刀指令,否则执行下一步。②根据新的刀偏 号,计算出新的刀尖坐标且显示。③系统输出刀架 正转信号TL+并开始检测目标刀的刀位信号,检测 到刀具刀位信号后,关闭TL+输出;如果参数P235
输入信号的外部输入有两种方式:触点式开关 输入,如来自机床侧的按钮、限位开关等。另外一 种是接近开关(晶体管)输入。
第二,输出信号的连接方法。输出信号包括 U001~U018,用于控制机床的有关动作,信号方向 由CNC到机床。可以驱动机床侧的继电器和信号 灯,驱动感性负载。
第三,机床开关量I/O接口信号的连接。根据
普通车床数控化改造设计及教学应用——电气改造部分
2009
[4]邓英剑 ,刘 志 勇.液 压 与气 压 传 动 [M].北 京 :国 防 工业 出版社 ,
2007.
[5]简引霞.液压传动技术 [M].西安 :西安电子科技 大学}¨版社 ,2006. [6]凌智勇.机床 液 压 系统及 故 障维修 [M].北 京:化 学工 业 出版社 ,
控 化 改造 势 在必 行 。
1 车 床 数 控 化 改 造 的意 义
市场 上流 行 的数 控 系统 包 括 有 日本 FANUC系 统 、德 国 SIEMENS系统 ,国产 数 控 系 统 主要 有 广 州 数 控 系 统 、华 中数 控 系统 等 。经 了解 ,华 中数 控 系统 界 面 友
(6)并 联机 构 的液压 系统 在 数控 设 备 中 的应 用 随 着 科 学技 术 的发展 会 更加 广泛 。
参 考 文 献
[1]黄志坚.图解 液 压元 件使 用 与维 修 [M].北 京 :中 国电力 出版 社 ,
2o08.
[2]邵俊鹏 ,周德繁 ,韩桂华 ,等.液 压系统 设计禁忌 [M].北京 :机 械丁 业 出版 社 ,2008.
200பைடு நூலகம்.
[7]官忠 范.液压传动系统 [M].北京 :机械lT业出版衬 ,2004. [8]张福波 ,李正波 .冶金油缸常用密封件的合理选用 [J].润滑与密封 ,
2007,32(4):183—185. [9]吴文涛 ,刘建红.橡塑弹性体 弹性变形 原理在 油缸密封 设计 中的应
用 [J].润 滑 与 密 封 ,2007,32(10):132—134.
车 床数 控化 改造 是 提高 制造 业技 术水 平 的重 要途 好 ,操作方便 ,性价 比较高,符合学校教学要求 ,因此 ,
车床的电气改造设计---带CAD图纸与PLC、变频器等部件的接线图
摘要摘要:20世纪人类社会最伟大的科技成果是计算机的发明与应用,数控技术被认为是20世纪制造业最神奇、最具有成果的进展。
自从1952年美国第l台数控车床问世至今已经历了50多个年头,特别是近lO年来,数控技术有了巨大进步,数控车床向着高速化、高精度化发展,复合加工、新结构车床大量出现。
中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的车床,这些旧的数控车床不能满足现代客户的加工要求,如:加工精度,小批量生产等。
解决这个问题有两种途径:一是购买新的数控车床;二是在旧的车床基础上进行数控化改造。
本设计是针对普通车床C6140进行数控化改造,其现实意义在于寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
同时介绍可编程控制器(PLC)的原理、组成以及编程,具体在C6140车床改造中的应用,对PLC在数控系统控制下所完成的控制功能作简单阐述, 并介绍了可编程控制器(PLC)应用于车床控制系统的控制原理;系统设计方法;输入、输出点数确定;程序设计及手动操作梯形图设计,并给出了PLC的控制电路接线图和梯形图。
因此,本系统采用经验设计法为主的设计方法,取得了良好的效果。
关键词 : 车床;可编程控制器PLC;梯形图AbstractAbstract: The 20th century, human society's greatest scientific and technological achievements are the invention and application of computer, numerical control technology is considered the 20th century the most magical manufacturing,the most fruitful progress.Since 1 952 the United States No.1 since the advent of CNC lathe has undergone more than 50 years,especially in the past 10 years,numerical control technology has been tremendous progress toward the high-speed CNC lathes,high precision.development, composite processing,the new structure machine tools have emerged.China is a traditional mechanical manufacturing power, but the level of its equipment behind,especially some old factories are mostly mechanical or older lathes,CNC lathe these old should not meet the modem customer process远g requirements,such as machining accuracy ,small mass production, etc.To solve this problem there is two ways:First, purchase a new CNC system;Second,at the old foundation on CNC lathe transformation. The C6140 is designed for CNC Lathe for the transformation, and its practical significance is to find a feasible and promote the value of the equipment modification method, the traditional machinery manufacturing industry, technology and equipment for technology upgrading in order to resolve the current caused by aging equipment problems. Programmable logic controller is also introduced (PLC) principles, composition and programming, specifically in the application of C6140 Lathe, numerical control system of the PLC under the control of the control functions performed by briefly explained and introduced programmable logic controller (PLC ) used lathe control system control theory; system design; input and output points to determine; programming and manual operation of the ladder design, and gives the control circuit wiring diagram of PLC and ladder. Therefore, the system design using experience-based design methods, and achieved good results.Keywords:Lathe; Programmable Logic Controller (PLC) ;Ladder数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品,即所谓的数字化装备,其技术范围覆盖很多领域:(1)机械制造技术;(2)信息处理、加工、传输技术;(3)自动控制技术;(4)伺服驱动技术;(5)传感器技术;(6)软件技术等。
C650卧式车床电气控制系统的PLC改造毕业论文

C650卧式车床电气控制系统的PLC改造毕业论文目录前言 (1)第一章 C650卧式车床的改造介绍 (2)1.1 C650型卧式车床简介 (2)1.2 C650卧式车床改造主要容 (3)1.3 C650卧式车床改造要求 (4)第2章总体方案设计 (5)2.1 方案的提出与比较 (5)2.2 方案的选择与论证 (6)2.2.1 PLC介绍 (6)2.1.2 C650改造方案的选择 (8)2.1.3 PLC控制系统与电气控制系统的比较 (8)第三章控制系统的总体设计 (10)3.1 系统工作流程分析 (10)3.2 PLC I/O 分配表 (10)3.3 PLC的选择 (11)3.4 PLC的I/O电气接线图 (13)第四章 C650卧式车床控制系统硬件设计 (14)4.1主电路分析 (15)4.2控制电路分析 (15)4.2.1 主电动机点动控制分析 (15)4.2.2 主电动机的正反转控制分析 (15)4.2.3 主电动机反接制动分析 (16)4.2.4 快速电动机与冷却泵电动机控制分析 (16)4.3 辅助电路分析 (17)4.3.1 照明电路和控制电源分析 (17)4.3.2 电流表保护电路 (17)4.4 电动机选择 (17)4.5 系统元器件的选择 (18)4.5.1 交流接触器的选择 (18)4.5.2 中间继电器的选择 (18)4.5.3 保护电器的选择 (18)4.5.4 控制开关电器的选择 (19)4.5.5 速度继电器选择 (20)第五章 C650车床PLC控制的软件设计 (21)5.1 程序设计 (21)5.2 系统总程序 (24)第六章系统调试 (29)总结 (30)参考文献 (31)附录1系统主要元件清单 (32)附录2 C650卧式车床PLC控制原理图 (34)前言更新改造旧机床是最近几年发展起来的一个新兴产业,该设计是对C650卧式车床电气控制系统的PLC改造的研究设计。
关于数控机床的电气控制改进

电机 、光栅尺、传感器模块 ( S M C 3 0 ) 、分布式 I / O( E T 2 0 0 ) 、
主轴变 频器,高速主轴以及若干的传感器和限位开关组合
( 工控机 )与下位机 ( S I M O T I O N D )的通信 :本系统采
便 了系统 以后 的升级 。 3 电气 控制系统的硬件设计 控 制系统主要 由工控机 、S I M O T I O N D 、 电源模块 、电机 模块、
不高,一直制约着我 国的机械制造业的加 工工艺的提 高。其原 因主
要 体 现在 电气控 制部 分 。本 文 提 出的 基 于 P L C 的 数 控机 床 电 气 控 制
用了性价 比较高的 T C P / I P协议来实现上位机与下位机之间的实时 通信功能 。主要负责工控机下载数据和命令 以及 S I M O T I O N D上传机 床 当前状态 、报警信息等。运动控制系统 ( S I M O T I O N D ) :S I M O T I O N D通过 电源 、电机模块来驱动 电机 ,控制工作 台的移动 ,再通过总
思路和 方法比较 合理 , 经过运行证明其控制精度 高, 性能稳 定可靠 ,
从 而提 高 了生产效率和质量 ,不失为一种优 秀控 制方案。
【 关键词 】 机床 ;电气控制 ;P L C ;应 用
机床是 当今工业 电气化 生产中应 用较 为广泛的一种机械 ,属于
重工业机械 ,机床的功能很 多,是一种集机 械、液压、电气于一身 的多功能加工设备,本文主要介绍 P L C的主要特 点,并对 P L C在机 床 电气控制 中的主要应 用方面 进行 论述。P L C是可编逻辑控制器主 要 由电源 、中央 处理单 元、储 存器、输入/ 输出接 口电路 、功能模块 以及通信模块所组成 。主要用 途在于进行 内部程序的储存功能 ,另 外还具有逻辑计算 、 控制顺序等会功能 向用户发 出相应 的操作指令 , 该技术在铜加 工行业 中被广泛的应用。通过长时 间在机床 电气控制 系统中应用 P L C可以保证机床工 作效率有所提高 ,因此 ,我们 可以 说P L C技术是对机床 及 电气控制系统的理想改造方式 , 要想保证 P L C 在机床 电气控 制中发挥更大的作用 ,还 需要相关科研人 员和工 作人 员对其进 行更深 一步 的研究,对 P L C系统进行进 一步 的改造 ,只有
控制系统的控制方案
控制系统的控制方案控制系统的控制方案篇一:电气控制系统总体方案数控车床电气控制控制系统方案设计电气控制系统的设计,主要包括以下几个方面:1. 数控系统的选取。
数控系统的种类繁多,国内外许多公司都在生产数控系统。
主要有日本的法兰克和德国的西门子。
这次的设计数控系统为802C数控车床系统。
2 原理的设计。
原理设计即要满足生产机械和工艺各种控制要求。
(1)选择电动机。
(2)设计电气控制电路图(3)选择电气元件(4)编写设计说明书3工艺设计。
工艺设计即要满足电气控制装置本身制造、使用和维修的需要。
其主要是为了便于组织电气控制系统的制造,从而实现原理设计提出的各项技术指标,并为设备的调试、维护与使用提供相关的资料。
主要内容有:(1)数控车床电气设备布置图、总安装图与总接线图。
(2)设计组件布置图、安装图和接线图。
(3)设计电气操作控制台及一些电气元件。
(4)列出元件清单(5)编写说明书。
4 电路的设计。
主要是对电气控制电路和启动回路设计。
5 PLC程序的设计及注释。
(1)确定被控系统的必须完成的动作以及完成这些动作的顺序。
(2)分配输入输出设备。
确定哪些外围设备是送信号到PLC,哪些是接收来自PLC信号的。
并将PLC的输入、输出口与之对应进行分配。
(3)设计PLC程序,画出梯形图。
(4)用计算机对PLC的梯形图直接编程。
(5)对程序进行调试(6)保存程序。
控制系统的控制方案篇二:自动控制技术方案自动控制技术方案本着稳定工艺参数、保证产品质量、提高生产效率,同时考虑经济适用、节约投资的原则,本工程拟采用DCS控制系统、工业电视监视系统和常规仪表相结合的原则对生产过程进行监控。
将主要工艺参数的控制、显示、累积、事故报警引入控制室进行监控,操作人员通过常规仪表和DCS控制系统、工业电视监视系统进行操作、控制和维护,以达到稳定工艺参数、保证产品质量、减轻劳动强度、确保安全生产的目的。
同时为了方便现场操作,在现场设置部分就地显示仪表。
基于PLC的数控车床电气控制系统设计毕业论文-(2)[1]
![基于PLC的数控车床电气控制系统设计毕业论文-(2)[1]](https://img.taocdn.com/s3/m/e3bf68f8bb68a98270fefa33.png)
1。1.1数控系统的组成
CNC系统的一般结构如图1.1所示,CNC系统主要是指图中的CNC控制器,它是由计算机硬件、数控系统软件及相应的输入/输出接口构成的专用计算机和
2。2 数控车床中PLC的功能
2。2.1 PLC对辅助功能的处理
目前,数控机床程序中,有关机床坐标系约定、准备功能、辅助功能、刀具功能及程序格式等方面己趋于统一,形成了统一的标准,即所谓的CNC机床ISO代码。归纳起来有4种功能:一种是准备功能,即所谓的G代码;第二种是辅助功能,即所谓的M代码;第三种是刀具功能,即所谓的T代码;第四种是转速功能即所谓的S代码.其中,G功能主要与联动坐标轴驱动有关,是通过CPU控制数控装置的I/0接口实现;M功能主要控制机床强电部分,包括主轴换向、冷却液开关等功能;T功能与刀具的选择和补偿有关。
目前,PLC已被广泛应用于各种生产机械和生产过程的自动控制中,成为一种最重要、最普及、应用场合最多的工业控制装置,并被公认为现代工业自动化的三大支柱(PLC、机器人、CAD/CAM)之一.
与一般微机控制系统最大的区别是,PLC必须具有很强的抗干扰能力、广泛的适应能力和广阔的应用范围.
1.2。2 PLC的基本结构
(2) 开关量控制
数控机床的开关量信号控制是通过PLC来完成的.
机床的各开关量可通过I/O口进行信息交换。由于I/O口可输入信号和输出信号,其输出信号经过逻辑译码电路转换成多路的输出信号,可实现主轴电机、冷却泵及主轴变速等的控制;输入口可接受行程限位开关暂停、主轴同步脉冲、选刀回答等信号。从而实现各种状态的检测,最终实现机床的各开关量控制。
普通车床数控化系统改造方案
普通车床数控化系统改造方案一、项目背景随着科技的不断发展,传统的普通车床正在逐渐被数控车床所取代。
数控车床具有高精度、高效率、高稳定性等优势,可以满足现代制造业对产品质量和生产效率的要求。
因此,对现有的普通车床进行数控化改造,可以提高其加工精度和生产效率,降低人力成本,提高企业竞争力。
二、目标1.提高加工精度和稳定性:通过数控系统的精确控制,实现加工精度的提高和加工过程的稳定性。
2.提高生产效率:通过数控系统的自动化控制,实现加工过程的自动化和快速完成,提高生产效率。
3.降低人力成本:通过数控系统的自动化控制,减少人工操作和监控,降低人力成本。
三、改造方案1.数控系统选型:根据企业的需求和预算,选择适合的数控系统。
可以选择开放式数控系统,以便后续的扩展和升级。
2.硬件改造:将普通车床的机械结构进行改造,增加数控系统需要的传感器和执行器。
例如,增加伺服电机、编码器、控制阀等。
3.电气改造:将车床原有的电气系统替换为数控系统所需的电气设备。
包括电源、变频器、控制器等。
4.编程与调试:根据加工工艺要求,编写数控程序,并进行相关工艺参数的设置和调试。
确保数控系统能够准确地控制车床的运动。
5.操作与维护培训:对操作人员进行相关培训,使其熟悉数控系统的操作和维护方法。
确保数控系统的正常运行和维护。
四、预期效果1.加工精度提高:通过数控系统的精确控制,可以实现加工精度的提高,减少加工误差,提高产品质量。
2.生产效率提高:数控系统具有自动化控制功能,可以实现加工过程的自动化和快速完成,提高生产效率。
3.降低人力成本:数控系统的自动化控制减少了人工操作和监控,可以降低人力成本。
4.提高企业竞争力:数控化系统能够提高产品质量和生产效率,提高企业竞争力,获得更好的市场发展空间。
五、风险与挑战1.成本风险:数控化系统改造需要一定的投资,成本较高。
需要评估投资回报率和风险控制。
2.技术难题:数控化改造涉及机械、电气、编程等多个领域的知识,对技术人员的技能要求较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齐齐哈尔工程学院
论文
题目:数控车床电气控制系统改造
专业:机械设计制造及其自动化
学号: **********
学生:王鑫
指导教师:**
起止日期: 2016.11.21-12.30
目录
目录
摘要 (3)
引言 (4)
一、概述 (5)
1.1 选题的目的和意义 (5)
1.2 关于课题的一些介绍和讨论 (5)
1.3 电气控制技术的发展 (6)
1.4 PLC的发展史及特点 (4)
二、镗床的概况 (9)
2.1 T6113卧式镗床主要结构及机械运动 (9)
2.2 电气控制 (10)
2.2.1 卧式镗床电力拖动及控制要求 (10)
2.2.2 T6113卧式镗床的电气控制 (10)
三、镗床电力拖动电动机的选择 (13)
3.1 概述 (13)
3.2 镗床用电动机容量的选择 (13)
3.2.1 镗床主运动电动机容量的选择 (13)
3.2.2 快速移动电动机容量的选择 (13)
3.2.3 后立柱电机容量的选择 (13)
3.2.4 主轴箱和工作台油泵电动机容量的选择 (13)
四 PLC控制系统的设计 (14)
4.1 PLC控制系统设计的内容和步骤 (14)
4.1.1 PLC控制系统设计的内容 (14)
4.1.2 PLC控制系统设计的步骤 (14)
4.2 PLC控制系统的硬件配置 (14)
4.2.1选择PLC机型 (14)
4.2.2开关量I/O模块的选择 (14)
4.2.3 PLC的接线电路分析 (14)
五、 PLC在T113卧式镗床中的应用 (16)
5.1 T6113卧式镗床的PLC控制方案 (16)
5.2 T6113控制系统设计 (16)
5.2.1 机型的选择及I/O接口的分配 (16)
5.2.2 程序编制 (16)
结论 (20)
参考文献 (21)
摘要
随着机械工业的发展,作为工作母机的各类机床得到了广泛的应用,而这些机床的自动化和精密程度却有很大差异。
在欧美、日本等国家里,他们的机床数控化程度都相对比较高,但在我国国内的机床大约有90%多还处于老式的继电器控制下。
由于继电器控制的机床有耗材、耗能、故障率高的缺陷,从而浪费了很多的人力、物力和财力。
如果说把这些机床全部都更新换代,那样会需要很大一笔资金,就目前情况上来说是不现实的,所以就有人开始尝试从控制部分的改造方面来下手,将它们的性能提升一个档次,更可以解决它的一些弊端。
基于以上情况,我选择了用PLC来完成T6113卧式镗床的电气控制部分这个题目,目的是使机床能快速响应动作,灵活可靠的完成生产任务,而故障率要相应降低。
PLC以内部的逻辑触点代替了继电器的机械触点,来控制机床的动作,逻辑触点与机械触点相比动作时间大大缩短,连接快而可靠,还有就是它的寿命比机械触点有很大幅度的增长,可达到几百万次到千万次。
经过设计并作了实物的演示,结果证明了设计的成功。
关键词:继电器故障率逻辑触点
引言
数控车床改造,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
数控车床是机电一体化的典型代表,其机械结构同普通的机床有诸多相似之处。
然而,现代的数控机床不是简单地将传统机床配备上数控系统即可,也不是在传统机床的基础上,仅对局部加以改进而成(那些受资金等条件限制,而将传统机床改装成建议数控机床的另当别论)。
传统机床存在着一些弱点,如刚性不足、抗振性差、热变形大、滑动面的摩擦阻力大及传动元件之间存在间隙等,难以胜任数控机床对加工精度、表面质量、生产率以及使用寿命等要求。
现代的数控技术,特别是加工中心,无论是其支承部件、主传动系统、进给传动系统、刀具系统、辅助功能等部件结构,还是整体布局、外部造型等都已经发生了很大变化,已经形成了数控机床的独特机械结构。
因此,我们在对普通机床进行数控改造的过程中,应在考虑各种情况下,使普通机床的各项性能指标尽可能地与数控机床相接近。
第1章绪论
1.1选题的目的和意义
由于现代加工技术的日益提高,对加工机床特别是工作母机的要求也越来越高,由此人们也将注意力集中到机床上来,数控技术是计算机技术、信息技术、现代控制技术等发展的产物,他的出现极大的推动了制造业的进步。
机床的控制系统的优劣与机床的加工精度息息相关,特别是PLC广泛应用于控制领域后,已经显现出它的优越性。
可编程控制器PLC已广泛应用于各行各业的自动控制。
在机械加工领域,机床的控制上更显示出其优点。
由于镗床的运动很多、控制逻辑复杂、相互连锁繁多,采用传统的继电器控制时,需要的继电器多、接线复杂,因此故障多维修困难,费工费时,不仅加大了维修成本,而且影响设备的功效。
采用PLC控制可使接线大为简化,不但安装十分方便而且工作可靠、降低了故障率、减小了维修量、提高了功效。
1.2 关于课题的一些介绍和讨论
1.2.1 设计目标、研究内容和拟定解决的关键问题
完成对T6113机床的整个控制系统的设计改造,控制核心是PLC,并使其加工精度进一步提高,加工范围扩大,控制更可靠。
研究内容:
(1) T6113的电气系统(PLC)硬件电路设计和在机床上的布局。
(2) PLC程序的编制。
解决的关键问题:PLC对机床各个工作部分的可靠控制电气电路的安全问题的解决
1.2.2题目的可行性分析
虽然目前数控机床以其良好的加工性能得到了人们的肯定,但是其昂贵的价格是一般用户望尘莫及的,所以改造现有的机床以达到使用要求是比较现实的,也是必须的。
经过实践证明这样的改造是可以满足大多数情况下的精度和其他加工要求,并且在实践中已取得的相当好的效益。
1.2.3本项目的创新之处
利用PLC作为控制核心,替代传统机床的继电器控制,使得机床的控制更加灵活可靠,减少了很多中间的机械故障的可能。
利用PLC的可编程功能使得变换和改进控制系统成为可能。
1.2.4设计产品的用途和应用领域
镗床是一种主要用镗床刀在工件上加工孔的机床。
通常用于加工尺寸较大、精度要求较高的孔。
特别是分布在不同表面上、孔距和位置精度要求较高的孔,。