基于PLC的新型太阳能电池板用超声波焊接机控制系统设计
基于PLC的太阳能热水器自动控制系统设计

基于PLC的太阳能热水器自动控制系统设计Design of Solar Water Heater Automatic Control System Based on PLC学院:电气工程学院专业班级:自动化1005班学号:100302516学生姓名:魏天野指导教师:白山(教授级高工)2014 年6 月摘要现在,城市居民绝大部分都使用了太阳能热水器,农村也有相当一部分人使用。
太阳能热水器在技术上比较成熟、造价比较低廉,同时由于给人民提供绝对安全的热水而受到人们的欢迎,且具有节能、环保、安全、便利、长久等优点,所以它的应用会越来越广。
因此,研究和开发先进的太阳能热水器控制系统变得越来越重要。
本设计阐述了可编程控制器(PLC)在太阳能热水器控制系统中的应用,重点研究了系统的硬件构成及软件的设计过程。
指出了PLC设计的关键是能满足基本的控制功能,并考虑维护的方便性、系统可扩展性等。
本设计利用西门子S7-200PLC,进行了太阳能热水器自动控制系统的I/O分配和PLC选型,编写了PLC程序梯形图和接线图,实现了自动上水排水、自动循环、自动加热、PID闭环控制恒温出水、手动与自动模式切换等功能。
并在此基础上,利用S7-200的仿真软件对系统进行了仿真,利用WinCC Flexible 软件组态了人机界面,使用MPI通信协议实现了PLC与触摸屏的通信连接。
把可编程控制器PLC作为太阳能热水器的控制系统,增加了系统的方便性与可靠性,减少了其它元器件的使用。
它使系统接线简单,检修维护方便快捷,增进了系统的先进性。
论文分为四章:第一章介绍了太阳能热水器发展背景及设计意义;第二章介绍了太阳能热水器的工作原理;第三章介绍了硬件选型及系统流程;第四章介绍了系统程序的编写、系统的仿真、人机界面(WinCC Flexible)组态过程。
关键词:太阳能热水器;PLC;自动控制系统AbstractNow, vast majority of urban residents use solar water heaters, so do a considerable number of rural people. Solar water heaters are technically more mature, relatively low cost. Meanwhile, since it provide absolute security to the people of hot and people are welcome, and it has some advantages of energy saving, environmental protection, safety, convenience, long, etc. So it will be widely applied. Therefore, the research and development of controlling system of advanced solar water heater are becoming increasingly important.This design expounds the application of PLC in solar water heater automatic controlling system, especially the designing process of hardware and software of the system. Furthermore, the project shows that the key of PLC designing is to satisfy the basic controlling function, considering the convenience of maintenance and scalability. In this design, the address of I/O is resigned and the suitable PLC is chosen. The electrical principle diagram and the interconnection diagram are drawn, according to the requirement. Automatic water drainage, automatic cycle, automatic heating, PID loop control temperature water, manual and automatic mode switching function have been realized. And on this basis, the system was simulated using the simulation software for S7-200, produced a man-machine interface by using WinCC Flexible software. As the controlling system of solar water heater, PLC greatly reduces the number of other components. Moreover, it has the feature such as simple interconnection, rapid and easy fault detecting and maintenance, and advancement of the system.The paper is divided into four chapters: the first chapter describes the background of the development and design of solar water heaters significance; Second chapter describes the working principle of solar water heaters; Third chapter describes the hardware selection and system processes; The fourth chapter describes the procedures for the preparation of the system, system simulation, HMI (WinCC Flexible) configuration process.Keywords: Solar water heater; PLC; Automatic control system目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题研究的背景 (1)1.2国内外研究现状简述 (2)1.3太阳能热水器市场分析 (3)1.4本设计特点及主要内容 (5)第2章太阳能热水器的组成及工作原理 (6)2.1太阳能热水器的基本结构 (6)2.2太阳能热水器的工作原理 (8)2.3本设计要实现的功能 (10)第3章太阳能热水器硬件的选型及设计 (11)3.1 PLC的工作原理 (11)3.2硬件设备的选型 (13)3.2.1 PLC的选型 (13)3.2.2其他硬件的选型 (15)3.3太阳能热水器的整体设计 (18)3.3.1 PID闭环控制 (18)3.3.2 PLC与外部设备连接方案 (20)3.3.3水工艺流程设计 (22)第4章系统软件框架的构建与系统仿真 (23)4.1系统的I/O口地址及相关的软元件功能设置 (23)4.2系统的程序流程图 (25)4.3设计控制系统的梯形图程序 (28)4.4系统仿真 (35)4.5组态人机界面 (39)第5章结论 (42)参考文献 (43)致谢 (45)附录S7-200仿真监控图 (46)第1章绪论1.1课题研究的背景太阳能(Solar Energy),一般是指太阳光的辐射能量,太阳能是一种可再生能源,广义上的太阳能是地球上许多能量的来源,如风能,生物质能,潮汐能、水的势能等等。
太阳能热水系统结合PLC的改造

太阳能热水系统结合 PLC的改造本文探讨了太阳能热水系统与可编程控制器(PLC)在太阳能热水器控制器中的应用。
并详细介绍了太阳能热水系统的工作原理、工作过程、系统要求,重点研究了系统热水供应不足和经常出现故障的问题及循环水泵的控制、供水控制、时控补水控制、加热控制、可编程器控制等,指出了系统的硬件构成及系统软件的设计过程。
通过结合PLC对太阳能的设计改造,已经基本实现了系统控制的各个要求,解决了热水供应的问题,大大减少了系统对其它元器件的使用,从而使控制系统接线简单、检修维护方便快捷、可靠性提高,增进了系统的先进性,又能起到节能降耗的作用,大大减少了维护成本,可以使更多的用户使用太阳能热水。
关键词:时控补水;温差迭水;PLC控制1太阳能系统现阶段情况某宿舍楼于1999年投入太阳能热水系统,并分别安装在6栋学生宿舍区楼楼顶上,当时每栋学生宿舍楼的设计容量为20 T的热水供应能力,入住人数约350人,配置每个同学可用热水约60 L,足以满足学生用热水需求,几年以来太阳能热水系统运作基本正常。
但随着校区的日益发展,学生宿舍入住人数的增加到700多人,同时,对热水的需求量也比以前大大的提高了。
热水供应的断供问题时常出现,尤其是到了冬天,对于系统检查与维修工作量成倍增加。
校区每一栋学生宿舍的蓄水箱容量为20 T,如果按1个人一天用热水为25 L来计算,20吨的热水也够800人使用。
但是现在每一栋住宿的学生加起来也不到800人,何以会出现热水不热或断供的现象呢?要搞清其问题所在需要对系统进行一个全面的剖析。
经相关专业技术人员对现太阳能热水系统进行现场调查、分析,研究得出:现配置的热水系统执行功率已严重不足需求,控制系统设计存在缺陷等技术问题。
2.热水系统存在的问题和改造项目2.1热水供应时也进行补水在宿舍热水供应期间,水箱水位下降,浮球阀自动开启进行补充冷水。
这样热水越来越少,反过来冷水就越来越多。
本来有20吨60℃的热水,才用了10多吨,水箱里的水就被冷水对成30℃左右,水当然不热了。
基于PLC的太阳能光伏系统设计

基于PLC的太阳能光伏系统设计简介本文档旨在介绍基于PLC(可编程逻辑控制器)的太阳能光伏系统设计。
太阳能光伏系统是一种利用太阳光进行能源转换的系统,通过光伏电池板将太阳光转化为电能。
PLC作为控制器,在太阳能光伏系统中起到关键作用,实现对系统的自动化控制和监测。
系统架构基于PLC的太阳能光伏系统主要包括以下组成部分:1. 光伏电池板:负责将太阳光转化为电能。
根据实际需求,可使用单晶硅、多晶硅或薄膜太阳能电池板。
2. 光伏逆变器:将光伏电池板产生的直流电转换为交流电,以供给电网或直接供电给负载。
3. PLC控制器:作为系统的中枢控制器,接收传感器数据、监测系统状态,控制光伏逆变器和其他关键设备的运行。
4. 电池储能系统:可选的组件,用于存储多余的电能,以备不时之需。
系统设计基于PLC的太阳能光伏系统设计需要考虑以下几个关键方面:1. 传感器选择:选择适合光伏系统监测的传感器,如温度传感器、光照传感器、电流传感器等,以获取系统的实时数据。
2. PLC编程:使用PLC编程软件,根据系统需求设计逻辑控制程序,实现对光伏逆变器和其他设备的控制。
3. 安全保护:设计系统的安全保护措施,如过压保护、过流保护等,以确保系统的可靠运行和人身安全。
4. 通信接口:设计PLC与其他设备之间的通信接口,实现数据的传输和监测,可以采用常见的通信协议如Modbus、Ethernet等。
5. 可视化界面:设计人机界面,通过监测和控制界面直观显示系统状态,方便操作员进行系统管理和故障排除。
总结基于PLC的太阳能光伏系统设计充分利用PLC的控制和监测功能,实现对太阳能光伏系统的自动化控制和优化。
通过合理选择传感器、编写逻辑程序、配置通信接口和设计人机界面,可以使系统更加安全可靠,并提高光伏系统的发电效率。
基于欧姆龙PLC的太阳能集热系统设计
基于欧姆龙PLC的太阳能集热系统设计1 引言在当前世界能源紧张,各种能源价格飞涨的形势下,各国都将眼光投向了可再生能源,一则这种能源可再生,取之不尽、用之不竭;再则,可再生能源对环境友好,对地球及人类的生存环境的危害几乎可以忽略不计。
在可再生能源中,太阳能无疑是最引人瞩目的,太阳能的开发利用日益广泛,其技术也日益成熟。
中国蕴藏着丰富的太阳能资源,太阳能利用前景广阔。
然而,找到可靠的太阳能跟踪系统,是聚热型太阳能系统运行效率的基本保证,也是太阳能聚热系统投入运行的重要前提之一。
资料表明Omron公司也非常重视太阳能系统的开发。
在西班牙马德里郊外的日平均输出功率630-640kwh的太阳能光伏发电系统中,Omron公司的控制部件就在太阳跟踪和电能转换上就发挥了重要的作用。
本文也是利用Omron的控制部件,设计出抛物面聚热型太阳能控制系统,投入使用,并起到良好的集热效果,提高了国内太阳能集热器的控制水平。
2 抛物面聚热型太阳能集热器抛物面聚热型太阳能集热器主要由抛物面型反射镜面、集热管、跟踪机构以及热水系统组成,如图1所示。
反射镜面用于将阳光反射并聚焦到集热管上,以积聚热能。
反射镜面采用抛物面,材料为镜面铝板,表面有不亲灰的涂层。
集热管位于抛物面的焦点位置,用于吸收反射镜面反射的阳光,加热管内循环水。
集热管内管为不锈钢金属管,外管为玻璃管,内外管之间为真空,以隔绝传热。
阳光穿过外管照射到涂有铝氮-铝光谱选择性涂层的金属管上,以积聚太阳能。
跟踪机构控制太阳能集热板跟踪太阳不停的转动,确保集热管始终处在太阳反射光线的焦线位置。
热水系统由热水泵,温度传感器,流量开关,压力控制器等组成,将集热管中的热量输送到外部系统,保证热水系统的循环运行。
3 控制系统工作原理控制系统中的核心控制器根据当地经纬度,当地标准时间以及太阳能集热器的安装方位,计算出太阳集热板的聚焦角度;然后控制器输出脉冲信号,通过脉冲信号放大器控制步进电机SM,步进电机SM带动减速箱和传动齿轮,不断的调整集热板的角度,使集热管始终处于焦点位置,达到最高的集热效率。
(完整版)基于PLC的点焊机控制系统毕业设计说明书

Abstract
Spot welding as an important industrial appliances, occupied a very important position in today's industrial production. Spot-welding process is an important, low cost, high efficiency, easy to automate and saving materials and so on. Today, the traditional spot welding low degree of automation, production efficiency is not high, poor weld quality, which can not meet the needs of industrial development. Therefore, the need to develop a high degree of automation control system of spot welding. Spot welding control system system control PLC paper, plus a touch screen, to a large extent improve production efficiency, reduce scrap rates. Spot welding system referred to herein using double-sided double-point overcurrent welding principle, the work piece is pressed between two electrodes under pressure produces resistance between the two electrodes. When a current is passed, it will have a high temperature arc, high melting temperature of the workpiece to be welded, and the current moment from the other electrode along the workpiece flow to this electrode, and form a loop, does not harm the internal structure is the welder member. And the traditional semi-automatic welding machine compared to the device solder joints and weld length out more evenly distributed, high efficiency and save manpower.
基于PLC的焊接机器人控制系统设计
基于PLC的焊接机器人控制系统设计扬州大学广陵学院本科生毕业设计毕业设计题目基于PLC的焊接机器人控制系统设计学生姓名专业班级指导教师完成日期摘要焊接机器人作为工业机器人应用的一个重要领域,对提高企业的工作效率、提升产品质量、降低企业的生产成本等方面都有着非常重要的意义。
根据焊接机器人的控制需要,设计了基于PLC的焊接机器人控制系统。
焊接机器人控制系统是焊接机器人的核心部分,它是机器人控制柜和主控制柜以及夹具操作台之间通讯的桥梁,它可控制伺服的启动、暂停、旋转速度等,从而控制夹具翻转;可控制机器人和夹具之间的联动,使焊接动作能够自动的运行,并且能实现任意的暂停再启动和紧急停止再启动。
系统经过调试,联系焊接样件可知,本课题所设计的控制系统能良好的运行,适应各种环境干扰,能够较为准确的沿着示教的轨迹进行焊接,而且焊接质量达到了产品的质量要求。
关键字:焊接机器人、控制系统、PLC、伺服控制AbstractWelding robot as an important field of industrial robot applications, to improve the efficiency of enterprises, improve product quality, reduce the production cost of enterprises have a very important significance. According to the control of welding robot, designed a welding robot control system based on PLC. Welding robot control system is the core part of the welding robot, it is a bridge of communication between the robot control cabinet and main control cabinet and the jig operation platform, it can control servo motor start, pause, such as rotation speed, so as to control the fixture turnover; can control the robot and the linkage between the clamp, welding operation can be run automatically, and can realize any pause and restart and emergency stop and restart. The system after the debugging, the contact welding sample, control system designed by this paper can run in good, adapt to various environment interference, can accurately along the teaching track welding, and welding quality meets the quality requirement of products.Key words:Welding robot、control system、PLC、servo control目录第一章绪论 (1)1.1 引言 (1)1.2 焊接机器人的国内外研究现状 (1)1.3选题背景和意义 (2)1.4课题的主要研究内容 (3)第二章焊接机器人 (4)2.1 焊接机器人的组成 (4)2.2 焊接机器人的分类 (4)2.3 焊接机器人的常用控制方式 (7)2.4 焊接机器人的应用 (8)2.5 焊接机器人的发展趋势 (9)第三章控制系统 (10)3.1 伺服控制系统 (10)3.1.1 伺服控制系统的概述 (10)3.1.2 伺服控制系统的机构组成 (10)3.1.3 伺服控制系统的技术要求 (11)3.2 PLC控制系统 (11)3.2.1 PLC控制系统的概述及其特点 (11)3.2.2 PLC的基本结构及其分类 (13)3.2.3 PLC的型号选择 (20)3.2.4 PLC的性能指标与发展趋势 (24)3.2.5国内外PLC产品简介 (26)第四章硬件电路的设计 (28)4.1 PLC的选取 (28)4.2元器件的选择 (33)4.2.1断路器的选择 (33)4.2.2继电器的选择 (34)4.2.3 交流接触器的选取 (35)4.3 PLC的主控柜接线图 (37)第五章软件设计 (38)5.1 I/O的分配 (38)5.2 触摸屏的设计 (40)5.2.1 HMI的概述 (40)5.2.2 触摸屏画面的设计 (42)5.3 伺服控制 (47)5.4梯形图 (49)5.4.1程序梯形图见附录 (53)第六章系统安装与调试 (54)6.1引言 (54)6.2 焊接机器人的系统安装于调试 (54)6.2.1 焊接机器人的系统安装 (54)6.2.2 焊接机器人的调试 (54)6.3 机器人焊接实验 (55)6.3.1 焊接机器人的焊接实验 (55)6.3.2 焊接机器人实验及其结果分析 (58)6.4 小结 (59)第七章总结 (60)参考文献 (61)致谢 (62)第一章绪论1.1 引言焊接时一种将材料永久连接起来,成为具有给定功能的结构的制造技术。
基于PLC的太阳能热水器自动控制系统的设计
目录第一章概述 (3)1.1 研究本课题地目地、意义 (3)1.2当前研究现状 (3)1.3 目前我国太阳能热水器地种类 (4)1.3.1 热管式太阳能热水器 (3)1.3.2 平板式太阳热水器 (4)1.3.3 全玻璃真空管式热水器 (5)1.3.4 热管—真空管式太阳能热水器 (5)1.4 研究地内容 (6)第二章全玻璃真空管式太阳能热水器地论述 (7)2.1 太阳能热水器功能简介 (7)2.1.1 太阳能热水器地组成、原理和工作过程 (8)2.1.2 太阳能热水器各单元介绍 (9)2.1.3 系统地要求 (10)2.2 可编程控制器(PLC)简介 (10)2.2.1可编程序控制器地工作原理 (11)2.2.2 可编程控制器地地特点 (11)第三章热水器控制系统地设计方案 (11)3.1 系统硬件地设计方案 (11)3.1.1 PLC地选型 (12)3.1.2 PLC硬件控制框图 (12)3.1.3 各单元功能作用介绍 (16)3.1.4PLC地端口分配 (17)3.2 系统软件设计方案 (17)3.2.1 软件组成 (17)3.2.2 系统控制流程图 (17)第四章可编程控制器(PLC)地安装、维护和检修 (21)4.1 PLC地安装 (21)4.2 PLC系统地电源接线 (21)4.3 接地 (21)4.4 输入接线 (22)4.5 输出接线 (22)4.6 PLC地维护和检修 (22)第五章结论 (23)参考文献 (24)致谢 (25)附录I 梯形图 (26)附录II 指令表 (28)摘要:本课题主要研究可编程控制器(PLC)在太阳能热水器自动控制系统中地应用.重点研究系统地硬件构成及系统软件地设计过程,指出 PLC 设计地关键是能满足基本控制功能, 并考虑维护地方便性、系统可扩展性等.在本文中经研究确定出了系统地各个工序,绘制了系统地工艺流程图;进行了系统地I/O分配和PLC地选型;根据系统设计要求设计绘制了系统地控制梯形图;绘制出了控制系统电气原理图和接线图等.通过用PLC对太阳能热水器自动控制系统地改造,大大减少了系统对其它元器件地使用,使系统接线简单、检修维护方便快捷、可靠性提高,增进了系统地先进性.关键词: PLC;太阳能;自动控制系统;热水器ABSTRACT: Application of PLC in solar water heater automatic control system is researched in this paper. The content of this paper on the process of system hardware constitution and the system software design is emphasized . And the key of PLC design that is to satisfy the basic control function is pointed out , meanwhile maintenance convenience and system extension are also considerated. The content of this paper is divided into four parts. In the first part, the procedure of the system is established, and then the treatment flow chart is drawed out。
基于PLC太阳能光热发电控制系统的设计(毕业设计)

基于PLC太阳能光热发电控制系统的设计(毕业设计)摘要本文介绍了基于PLC(可编程逻辑控制器)的太阳能光热发电控制系统的设计。
该系统旨在将太阳能转化为可用的电能,以满足家庭或工业使用的需求。
通过使用PLC,我们可以实现对太阳能发电系统的监测和控制,确保系统的稳定运行和高效能输出。
引言近年来,太阳能作为一种可再生能源受到了广泛关注。
太阳能发电系统通过利用太阳能将其转化为电能,为人们提供了一种清洁、可持续的能源选择。
然而,由于太阳能的天气依赖性,系统的控制和监测变得至关重要。
PLC作为一种灵活可编程的控制器,被广泛应用于各种自动化系统中。
本文旨在设计一个基于PLC的太阳能光热发电控制系统,以优化系统的性能和运行。
系统设计1. 太阳能光热发电原理首先,我们需要了解太阳能光热发电的基本原理。
太阳能光热发电使用光学反射镜或聚光镜将太阳光聚焦在一个集热器上,集热器中的液体受热后会产生蒸汽,该蒸汽则驱动涡轮发电机产生电能。
2. PLC的选择和配置选择适当的PLC控制器对于系统的稳定性和效率至关重要。
我们将根据系统需求选择合适的PLC型号,并进行必要的配置,如输入/输出模块、通信接口等。
3. 系统监测与控制通过PLC控制器,我们可以设计合适的算法和逻辑来监测和控制太阳能光热发电系统。
例如,通过传感器监测太阳能的辐射和温度,根据设定的阈值来调整反射镜或聚光镜的角度,以保证最佳的光照强度和温度。
4. 安全保护与故障检测为了保障系统的安全运行,我们需要设计安全保护机制和故障检测系统。
这包括电压监测、电流保护、过热保护等功能,以及故障诊断和报警装置。
5. 数据采集和远程监控为了实现对太阳能光热发电控制系统的远程监控和数据采集,我们可以使用PLC控制器的通信接口,将系统的状态信息传输到上位机或云平台上,实现远程数据分析和故障诊断。
结论通过基于PLC的太阳能光热发电控制系统的设计,我们可以实现对太阳能发电系统的监测、控制和故障诊断。
论文基于plc控制的自动焊接机设计大学论文

基于PLC控制的自动焊接机设计系部:学生姓名:专业班级:学号:指导教师:年月日声明此论文所呈交的,是我在指导教师的指导和查阅相关著作下独立进行分析研究所取得的成果。
除文中已经注明引用的内容外,此论文不包含其他个人已经发表或撰写过的研究成果。
对此文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:【摘要】随着现代科技的高速发展,手机的更新换代周期加快,同时手机的附属且是不可缺少的硬件--电池的需求量不断增加。
而电池在生产过程中正负极片的焊接是至关重要的一个环节,所以很有必要设计电池正负极片的自动焊接机。
本文基于此设计开发了基于PLC控制的自动焊接机设计,适用于企业的自动化设备,主要是对电池正负极片进行焊接。
在设计过程中采用欧姆龙PLC作为主控制器,加入CCD元素在激光焊接机对电池的正负极片焊接完成后,通过PLC的控制自动将电池送到下一个工位,从而CCD对其进行拍照检测焊接的结果是否合格。
在本设计中充分考虑到企业利益最大化的因素,此毕业设计产品不仅为其节约了人力成本,而且大大的提高了生产效益,保障品质的稳定,提升企业绩效,提高企业的竞争优势。
【关键词】:自动焊接机;电池正负极片;欧姆龙PLC【abstract 】With the rapid development of modern science and technology, mobile phone upgrade cycle is accelerated, at the same time is indispensable in the mobile phone accessory and hardware - battery demand is increasing. And the battery is the cathode piece of welding in the production process is one of the most important step, so it is necessary to design a battery is the cathode of the automatic welding machine. In this paper, based on the design and development the design of automatic welding machine based on PLC control, is suitable for the automation equipment of the enterprise, mainly on the battery is negative for welding. In the design process adopts omron PLC as the main controller, CCD elements in laser welding machine across the electrodes of the battery, after the completion of welding by PLC control of automatic to send the battery to the next station, thus the CCD photograph the check whether the results of the welding qualified. In this design, fully consider the factors of enterprise benefit maximization, this graduation design products not only save themanpower cost, and greatly improves the production efficiency, guarantee the stability of quality, improve enterprise performance, improve the competitive advantage of enterprises.【key words 】: automatic welding machine; The battery is negative; Omron PLC目录引言 (1)一、自动焊接机的动作流程 (2)(一)自动焊接机主要工位 (2)(二)自动焊接机动作的流程 (2)二、自动焊接机的机械设计简述 (5)(一)自动焊接机中气缸的选用 (5)(二)电磁阀 (6)(三)真空发生器 (7)(四)电机 (7)三、自动焊接机的电气元器件介绍分析 (7)(一)控制柜介绍 (7)(二)重要控制元器件介绍 (9)总结 (14)参考文献 (15)致谢 (16)附录PLC梯形图 (17)引言工业的自动化一直以来都是我国的发展的方向和目标。
基于PLC的太阳能系统设计

设计的功能:1、自动控制功能。
系统在自动工作方式时,能自动控制供水水泵的运行与停止和各电磁阀的开关。
定时控制器在断电时正常计时,故采用其作为PLC的电源控制。
在定时控制时间内,由定时器接通PLC的电源,PLC按预先编制的程序依次打开各控制设备电源,并根据输入信号的变化随时调整程序的执行。
在非系统工作时间里,定时器自动断开PLC的电源。
工作时段为6~18 h。
可利用定时控制器和PLC自身具有的定时命令加以解决。
2、除尘功能。
利用温度开关检测环境温度是否适合除尘,温度开关为4℃。
除尘时用一个电磁阀连续工作2 min。
2、水箱液位控制功能。
水箱200L,液位控制在180 L。
3、水箱应具备供热水、保温的基本功能。
水箱采用加厚聚脂发泡保温。
4、报警功能。
当出现故障时,故障指示灯闪烁且报警电铃响起,操作人员可以按下“消音”按钮以解除铃响,但故障指示灯仍在闪烁;直到故障消除;故障指示灯才停止闪烁。
5、节水功能。
供水阀供水5 min,停2 min。
6、可实现手动/自动控制切换。
7、恒温功能。
出水温度可通过恒温阀控制在30~40℃,当用户需要热水时,可通过手动调节。
系统控制原理框图如下图所示。
图2-1 系统控制原理框图注释:T1,热水箱的温度传感器T2,循环水管中的温度传感器T3,集热器中的温度传感器F1,循环水阀门F2,冷水阀门F3,热水阀门具体控制:1、水温控制为了提供温度不低于370C的水,具体控制过程如下:首先,关闭冷水阀门F2和循环水阀门F1,然后微机开始进行水箱的温度采集,同时进行温度的比较,当水箱中的温度小于370C时,电热器D接通进行加热,同时微机继续对热水箱的水温进行采集。
当温度加热到大于370C时电热器D断开,如此反复循环保证了温度的稳定。
2、水箱加热控制如果没有日照或者日照很弱时,到了晚上我们是否还能洗上热水澡呢?答案是肯定的,不要忘了这款热水器还有一个从系统,这时它就要发挥作用了。
热水箱温度为T1,将它和设定值N相比较,从而控制是否打开电加热器。
基于PLC的太阳能控制系统的设计
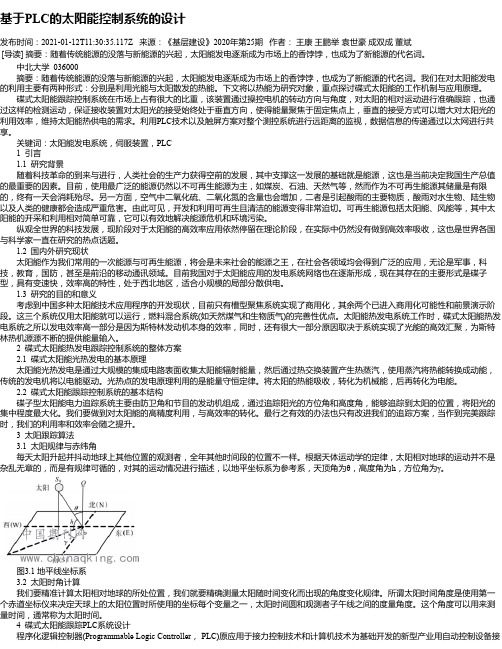
基于PLC的太阳能控制系统的设计发布时间:2021-01-12T11:30:35.117Z 来源:《基层建设》2020年第25期作者:王康王鹏举袁世豪成双成董斌[导读] 摘要:随着传统能源的没落与新能源的兴起,太阳能发电逐渐成为市场上的香饽饽,也成为了新能源的代名词。
中北大学 036000摘要:随着传统能源的没落与新能源的兴起,太阳能发电逐渐成为市场上的香饽饽,也成为了新能源的代名词。
我们在对太阳能发电的利用主要有两种形式:分别是利用光能与太阳散发的热能。
下文将以热能为研究对象,重点探讨碟式太阳能的工作机制与应用原理。
碟式太阳能跟踪控制系统在市场上占有很大的比重,该装置通过操控电机的转动方向与角度,对太阳的相对运动进行准确跟踪,也通过这样的检测运动,保证接收装置对太阳光的接受始终处于垂直方向,使得能量聚焦于固定焦点上,垂直的接受方式可以增大对太阳光的利用效率,维持太阳能热供电的需求。
利用PLC技术以及触屏方案对整个测控系统进行远距离的监视,数据信息的传递通过以太网进行共享。
关键词:太阳能发电系统,伺服装置,PLC1 引言1.1 研究背景随着科技革命的到来与进行,人类社会的生产力获得空前的发展,其中支撑这一发展的基础就是能源,这也是当前决定我国生产总值的最重要的因素。
目前,使用最广泛的能源仍然以不可再生能源为主,如煤炭、石油、天然气等,然而作为不可再生能源其储量是有限的,终有一天会消耗殆尽。
另一方面,空气中二氧化硫、二氧化氮的含量也会增加,二者是引起酸雨的主要物质,酸雨对水生物、陆生物以及人类的健康都会造成严重危害。
由此可见,开发和利用可再生且清洁的能源变得非常迫切。
可再生能源包括太阳能、风能等,其中太阳能的开采和利用相对简单可靠,它可以有效地解决能源危机和环境污染。
纵观全世界的科技发展,现阶段对于太阳能的高效率应用依然停留在理论阶段,在实际中仍然没有做到高效率吸收,这也是世界各国与科学家一直在研究的热点话题。
超声波焊接机的控制系统设计与实现

超声波焊接机的控制系统设计与实现超声波焊接机是一种常用于金属和塑料焊接的先进设备,其控制系统是实现焊接过程的重要组成部分。
本文将详细介绍超声波焊接机控制系统的设计原理和实现方法。
1. 控制系统概述超声波焊接机的控制系统主要包括硬件设备和软件程序两部分。
硬件设备包括主控制器、电源单元、超声波发生器、传感器等;软件程序则负责控制焊接过程中的各项参数和监测系统状态。
2. 控制系统设计原理超声波焊接机的工作原理是通过超声波振动使被焊接的材料表面加热,使其局部熔化,然后形成永久连接。
控制系统的设计原理主要涉及以下几个方面:2.1 温度控制焊接温度是焊接过程中的关键参数。
控制系统需要通过传感器实时监测焊接温度,并根据设定的焊接温度范围来调节超声波振动的频率和功率,以保证焊接过程中材料温度的稳定控制。
2.2 压力控制焊接过程中的压力是影响焊接质量的重要因素。
控制系统需要通过压力传感器实时获取焊接头部施加的压力,并根据设定的焊接压力范围来控制焊接头的运动速度和力度,以保证焊接结果的一致性。
2.3 时间控制焊接时间也是焊接过程中的关键参数。
控制系统需要通过计时器来计算焊接时间,并根据设定的焊接时间范围来确定焊接过程的持续时间。
同时,控制系统还需要根据焊接过程中的反馈信号来判断焊接是否完成,以便及时停止焊接。
3. 控制系统实现方法超声波焊接机的控制系统实现可以采用嵌入式控制技术。
嵌入式控制系统具有体积小、性能强、反应快等优点,适合用于实时控制应用。
3.1 硬件设计控制系统的硬件设计需要包括选择合适的主控制器、电源单元、超声波发生器和传感器。
主控制器应具备足够的计算能力和接口功能,以便与其他硬件设备进行通信。
电源单元需要提供稳定的电源,以满足超声波发生器和传感器的工作需求。
超声波发生器负责产生超声波振动信号,传感器用于实时监测焊接过程中的温度和压力。
3.2 软件设计控制系统的软件设计需要根据焊接过程的需求来实现实时监测和控制。
基于PLC的超声波焊接机设计
基于PLC的超声波焊接机设计摘要本文介绍了一种基于PLC的超声波焊接机的设计。
该设备采用了SPB3000型超声波焊接机,配合PLC控制器和HMI触摸屏,实现了焊接过程的自动控制和人机交互。
结合实验结果,验证了该设备的可靠性和焊接效果。
关键词:PLC;超声波焊接;控制器;HMIAbstractThis paper introduces a design of ultrasonic welding machine based on PLC. The equipment adopts SPB3000 ultrasonic welding machine, combined with PLC controller and HMI touch screen, to realize the automatic control and human-computer interaction of the welding process. Combined with experimental results, the reliability and welding effect of the equipment are verified.Keywords: PLC; ultrasonic welding; controller; HMI1. 引言超声波焊接技术是一种新兴的焊接方法,具有不同于传统焊接方式的优点,如焊接速度快、效率高、气密性好等。
超声波焊接机在制造业中得到了广泛的应用,尤其在汽车、电子、塑料等领域。
本文设计的超声波焊接机是基于PLC(可编程控制器)的,通过PLC控制器实现了焊接过程的自动控制,并通过HMI(人机界面)实现了人机交互。
2. 设计原理2.1 超声波焊接机原理超声波焊接采用高频振动的能量切割焊接接头,称为振动晶片,其频率为20kHz或以上。
在振动晶片的作用下,局部材料产生热,使其软化融合,从而达到焊接目的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为 了实 现这 些功 能 , 焊 接 机 主 要 由 5个 部 分 组 成 , 如 图 1所 示 。 其 中 铝 带 焊 接 装 置 是 工 艺 流 程 中 最 重 要 的环节 , 位 于贴铝 带装 置后 续操作 区域 , 由 两 个 相 同 的 焊 接 机 组 成 ,分 别 位 于 后 段 太 阳 能 电 池 板 传 送 系 统 的 两 侧 。 在 电 池 板 的 短 边 需 要 焊 接 铝 带 的位 置 都 必 须 先
I 2 . 7 长边 1 #前进 位 开关
I O . 1 贴胶短边 1 #下 降 位 开 关 I 2 . 6 长边 1 #后退 位 开关
1 0 . 6 贴胶短边 2 #上 升 位 开 关 1 0 . 7 贴胶短边 2 #下 降位 开 关 I 1 . O 贴胶短边 l #前 进 位 开 关 I 1 . 1 贴胶短边 1 #后 退 位 开 关
检 测 工 作 台 上 电 池板 位 置
贴 胶 机 启 动
接 电
池 板
பைடு நூலகம்
1 电 池 板 焊 接 机 概 述
太 阳 能 电 池 板 用 超 声 波 焊 接 机 能 实 现 自动 贴 胶 、 自动 贴 铝 带 、 自 动 焊 接 铝 带 3个 功 能 。
控 制 系 统 选 用 德 国 西 门 子 公 司 生 产 的 S 7- 3 0 0系 列 的 C P U一
贴上 双面 胶 , 再 贴铝 带 , 最 后 焊 接 。各 工 艺 间 采 用 传 送
备两 个贴 胶机 . 设 备 工
作 时 . 两 边 能 同 时 开 始
贴胶 , 因 此 需 要 在 2个 贴 胶 机 上 升 位 和 下 降 位 、 前 进 位
和 后 退 位 配 置 检 测 开 关 。 精 确 定 位 贴 胶 机 的 位 置 。 同 时, 电池 板 的 长 边 配 置 4个 检 测 开 关 , 确 定 电池板 的传 送 位 置 。按 照 控 制 系 统 的 要 求 , P L C的 I / O分 配 见 表 1 。
接 。 通过 定 位准确 的 步进 电机控 制焊接 机 的运动 . 既降
电 池 板 从 前段 工 序 输 入
3 P L C 的 控 制 部
分 设 计
3. 1 PLC 的 输 入 与 输
出 端 子
监 控 前 端 输 送 带 的速 度
未 焊
低 了系 统 成 本 , 又 保证 了系 统精度 。 同时 , 该 系 统 采 用 开 放式设 计 , 为 系 统 升 级 预 留 了空 间 , 能 够 满 足 多 种 用 户 的需求 。
I 1 . 2 贴胶短边 2 #前 进 位 开 关
I 2 - 4 长边 2 #前 进 位 开关 I 2 . 5 长边 2 #后 退 位 开 关
I 1 0 . 0 贴 胶 机 构 上 升 位 开 关 I l 0 . 1 贴 胶 机 构 下 降 位 开 关
I l 0 . 5 贴 胶 割刀 上 升 位 开 关
系统 的 设计 方 法和 步 骤 。
关键词: 太 阳 能 电池 板 P L C 焊接 机 控 制 系统
中图 分 类 号 : T H1 2 2 ; T G 4 5 6
文献 标 识 码 : B
文章编号 : 1 0 0 0 — 4 9 9 8 f 2 0 1 5 ) 0 4 — 0 0 3 4 — 0 2
5 2 3 4 1 3
摘
要: 超 声 波焊 接 是 薄 膜 太 阳 能 电池 板 生 产 中 的重 要 环 节 , 焊 接 的 质 量 直接 影 响到 电池 板 的 导 电性 能 。简述 了超 声
波 焊 接 机 设 计 的 整 体 方 案 、目标 及 功 能 要 求 , 详 细 论述 了控 制 系 统 的 功 能 、 结 构 组 成 以及 控 制 流程 . 重点分析 了 P L C控 制
超 声 波 焊 接 是 太 阳 能 电 池 板 加 工 过 程 中 的 一 道 必 要 工序 , 采 用 全 自动 控 制 的新 型 焊 接 机 , 作 业 精 度 高 ,
现 场 控 制 信 号 的 采 集
与 执行元 件 的驱 动 , 自 动 控 制 系 统 的 流 程 如
图 2所 示 。
贴 铝 带 机 启 动
输
入
铝 带 焊 接 系 统 启 动 监控 后 端 输 送 带 的 速 度 输 出 电池 板 到 下 段 工 序
▲ 图 2 控 制 系 统 流 程 图
3 1 5 。 以贴 胶 模 块 为 例 . 为 了提高 工作 效率 , 在
电 池 板 的 两 个 短 边 配
触摸屏与 P L C通 信
稳定 性好 , 作 业 效 率 提 升 4倍 …。其 控 制 系 统 使 用 西 门 子 ¥ 7 3 0 0系 列 的 P L C E 2 ] , 将 机 械 设 备 由 半 自动 操 作 改 为 全 自动 控 制 , 实 现 了稳 定 、 可靠 、 高效 、 高精 度 的焊
表 1 贴 胶模 块 I / 0接 口 图
装置输 送 电池 板 . 机 架 是 整 台设 备 的 基 础 , 支 撑 焊 接 机
的全 部零 部件 。
2 电池 板 焊 接 机 的控 制 流 程
焊接 机控 制 系统 是 一个 半 闭环 系统 , 由 P L C完 成
I O . 0 贴胶 短 边 1 #上 升 位 开 关
收 稿 日期 : 2 0 1 4年 1 0月
I 1 . 3 贴胶短边 2 #后 退 位 开 关
I l 0 . 4 贴 胶 割刀 下 降 位 开 关
基于 P L C 的新型 太 阳能 电池板 用超 声波 焊 接机控 制 系统设计
口 周 晶 口 江 新。 口 徐 东建 s
5 2 3 8 0 8 1 . 东 莞 职 业 技 术学 院 机 电工 程 系 广 东 东 莞 2 . 东 莞 三 星 电 机有 限公 司 广东 东 莞
3 . 长 江 职业 学 院 武汉 4 3 0 0 7 3