金矿石氰化浸出锌粉置换提金工艺回收率计算规范(送审稿)_百度.
金矿浮选-焙烧-浸出-置换试验研究方案

金矿浮选-焙烧-浸出-置换试验研究方案2009-3-11 11:57:09 中国选矿技术网浏览366 次收藏我来说两句黑龙江乌拉嘎黄金矿业有限责任公司(简称乌拉嘎金矿)选矿厂处理能力为1450t/d,选矿工艺流程为浮选-金精矿氰化-锌粉置换。
随着矿区内东坑矿石供矿量的减少,西坑矿石出矿量的增大,入选矿石性质发生了很大变化,致使浮选回收率、金精矿浸出率逐渐降低。
对西坑矿石进行系统的选矿试验研究,目的是寻求适于该矿石性质的选矿工艺流程,合理利用矿产资源,提高金的总回收率及企业的经济效益。
一、矿石性质西坑矿石为石英黄铁矿型、碳酸盐黄铁矿型和玉髓质石英黄铁矿型。
矿石中有价元素为金,品位为2.86g/t。
主要金属矿物以白铁矿、黄铁矿为主;非金属矿物以石英、长石为主,含一定量的高岭土、云母等黏土矿物。
矿石中金属硫化物嵌布粒度较细,0.037mm以下占64.14%。
白铁矿与黄铁矿关系密切,是金的主要载体矿物。
原矿多元素分析结果见表1,金的粒度测量结果见表2。
*ω(Au),ω(Ag)/10-6金矿物的赋存状态以粒间金为主,占48.42%,裂隙金占1.82%,剩余为包裹金。
其中,脉石包裹金占29.51%,硫化物包裹金占20.25%。
硫化物包裹的金均为次显微金,机械磨矿无法使之解离或裸露。
脉石包裹金也不易完全单体解离。
二、选矿试验(一)浮选工艺流程对比试验验证现场生产工艺原矿浮选-金精矿氰化试验流程及条件见图1,浮选综合条件试验流程见图2,浮选工艺流程对比试验结果见表3。
图1 乌拉嘎金矿现场选矿工艺流程图2 乌拉嘎金矿西坑矿石浮选试验工艺流程磨矿细度-0.074mm占75%,对一次粗选、一次精选、二次扫选浮选生产工艺流程进行的验证试验,获得金精矿产率8.69%、金品位24.87g/t、金浮选回收率75.45%的技术指标,金精矿氰化浸出率71.09%,金的选矿总回收率仅为53.64%,其技术指标与生产指标基本相符。
采用一次粗选、二次精选、三次扫选浮选-中矿氰化工艺流程,金精矿的产率明显降低,品位大幅度提高,金的总回收率提高了4.93%。
氰化锌粉置换规范讲义

氰化-锌粉置换工艺技术管理规范讲课讲义1、氰化提金工艺概况1.1黄金生产技术的发展简史自从约5000年前人类认识和利用黄金以来,黄金生产工艺经历了漫长的时期,最初人们长期是从含天然金的河床砂金中获得黄金,天然砂金开采殆尽时,人们又开始了浅层岩金的开采,希腊人在最终富集以前采用简陋的焙烧工艺,将富选矿(即砂金和硫化物),测量称重,放入反应釜中,并按比例放入一定量的铅、盐及少量锡,大麦皮一起搅拌混合,然后置入炉中焙烧熔炼,得到较纯净的金。
公元前1000年,埃及人发现了将金与汞混合的混汞法;约公元前700年,土耳其人用盐从金金属中使银生成氯化银出去,生产出第一枚金币,公元前500年,埃及人已知道金银合金工艺。
十八世纪中叶氰化法的出现和应用,使世界黄金生产发生了深刻的变革。
直到今天氰化法仍是世界最普遍采用的的方法。
第二次世界大战后,炭又再次被利用于金氰化工艺中,这是由于研制出了颗粒状活性炭及活性炭的淋洗方法,并使其可循环利用。
在美国霍姆斯特克矿成功应用了炭浆法(CIP)之后,世界范围的一些矿石也相继的采用了炭浆法和炭浸法(CIL)。
因为这种工艺的设备费和生产费用均低,约是锌粉置换法的60%~90%。
80年代以来,世界黄金提取技术的研究与开发十分活跃,其重点是“难处理”矿石的处理与利用。
焙烧法在处理难处理矿的预处理的中普遍得到了应用。
1949年加拿大的大耶洛奈夫首先使用流化床焙烧法焙烧浮选精矿以来,许多国家和地区都建立了金精矿焙烧工厂。
1988年美国默克尔建立了第一座金矿石非酸性加压氧化厂,这种方法适合处理含碳酸盐高的矿石。
更新一代的预氧化技术是微生物湿法化学氧化(细菌氧化)。
随着金矿石难处理性的增大和环保日益严格的要求,人们正寻求能用于酸性介质以避免氧化后产物的碱性氰化处理所需要的高中和费用的浸出剂,以及相应的氰化提金技术。
虽至今仍未实现工业应用,但这毕竟是提金技术的一个重要发展方向。
微生物浸出是利用微生物(细菌)的氧化作用选择性溶解矿石中某组分的工艺过程,既可以用来提取金属,也可以用来除去矿石中的有害干扰组分。
用锌粉从高铜铅含氰贵液中置换金银

用锌粉从高铜铅含氰贵液中置换金银叶跃威杨建国(浙江遂昌金矿有限公司,浙江遂昌323304)摘要:遂昌金矿采用氰化法处理高铜铅锌金精矿,由于浸出液中重金属含量偏高,在用锌置换金和银时置换率下降,最低时金置换率只有12.66%。
后采用预先沉铅—提高氰碱浓度—锌粉置换—酸化除铜—酸化废液调浆—返回浸出的工艺,很好地解决了浸出贵液中重金属含量偏高影响金置换的难题。
关键词:高铜铅锌金精矿;氰化法;贵液;置换;金;银高铜铅锌金精矿一般须经过预处理除铜铅后再氰化,这样可消除重金属的积累及提高金回收率。
遂昌金矿利用现有设备对一批高铜铅锌金精矿直接进行氰化浸出,然后用锌粉置换浸出液中的金和银,取得了一定效果。
1金精矿及氰化浸出液化学成分金精矿多元素分析结果见表1。
表1 高铜铅锌金精矿化学分析结果%浸出条件:矿浆浓度35%,浸液中氧化钙浓度:0.06%;浸液中氰化钠浓度: 0.45%,搅拌浸出24小时,从金精矿中浸出金和银,金银浸出率分别达到96.19%和81.47%,同时,其他金属杂质也被浸出,贵液中杂质积累现象明显[2]。
表2 贵液组成mg/l2 用锌粉从贵液中置换金银过程中存在的问题前期置换过程基本稳定,后期指标急剧恶化。
金置换率随贵液中铜铅含量升高而下降,而银置换率基本上不变,铜置换率极低,铅置换率在90%以上。
各金属置换效果见凑3,金泥成分见表4。
表3 各金属置换率表4 金泥的化学成分生产期间曾发生进液管道严重堵塞现象,使得一些金属沉积在淤泥中。
管道沉积物成分见表5。
表5 管道沉积物成分g/tAu Ag Cu Pb Zn Fe3.15 100340.5 756.85 36.87 33.24 0.113 含金贵液置换工艺为了提高含金贵液的金置换率,进行了如下试验:1)提高贵液pH到12~12.5,结果金置换率变化不大。
2)对贵液进行酸化处理,去除其中大部分铜铅后,再调整回原来的酸度条件,结果金置换率在98%以上。
氰化锌粉置换规范讲义.
氰化-锌粉置换工艺技术管理规范讲课讲义1、氰化提金工艺概况1.1黄金生产技术的发展简史自从约5000年前人类认识和利用黄金以来,黄金生产工艺经历了漫长的时期,最初人们长期是从含天然金的河床砂金中获得黄金,天然砂金开采殆尽时,人们又开始了浅层岩金的开采,希腊人在最终富集以前采用简陋的焙烧工艺,将富选矿(即砂金和硫化物),测量称重,放入反应釜中,并按比例放入一定量的铅、盐及少量锡,大麦皮一起搅拌混合,然后置入炉中焙烧熔炼,得到较纯净的金。
公元前1000年,埃及人发现了将金与汞混合的混汞法;约公元前700年,土耳其人用盐从金金属中使银生成氯化银出去,生产出第一枚金币,公元前500年,埃及人已知道金银合金工艺。
十八世纪中叶氰化法的出现和应用,使世界黄金生产发生了深刻的变革。
直到今天氰化法仍是世界最普遍采用的的方法。
第二次世界大战后,炭又再次被利用于金氰化工艺中,这是由于研制出了颗粒状活性炭及活性炭的淋洗方法,并使其可循环利用。
在美国霍姆斯特克矿成功应用了炭浆法(CIP)之后,世界范围的一些矿石也相继的采用了炭浆法和炭浸法(CIL)。
因为这种工艺的设备费和生产费用均低,约是锌粉置换法的60%~90%。
80年代以来,世界黄金提取技术的研究与开发十分活跃,其重点是“难处理”矿石的处理与利用。
焙烧法在处理难处理矿的预处理的中普遍得到了应用。
1949年加拿大的大耶洛奈夫首先使用流化床焙烧法焙烧浮选精矿以来,许多国家和地区都建立了金精矿焙烧工厂。
1988年美国默克尔建立了第一座金矿石非酸性加压氧化厂,这种方法适合处理含碳酸盐高的矿石。
更新一代的预氧化技术是微生物湿法化学氧化(细菌氧化)。
随着金矿石难处理性的增大和环保日益严格的要求,人们正寻求能用于酸性介质以避免氧化后产物的碱性氰化处理所需要的高中和费用的浸出剂,以及相应的氰化提金技术。
虽至今仍未实现工业应用,但这毕竟是提金技术的一个重要发展方向。
微生物浸出是利用微生物(细菌)的氧化作用选择性溶解矿石中某组分的工艺过程,既可以用来提取金属,也可以用来除去矿石中的有害干扰组分。
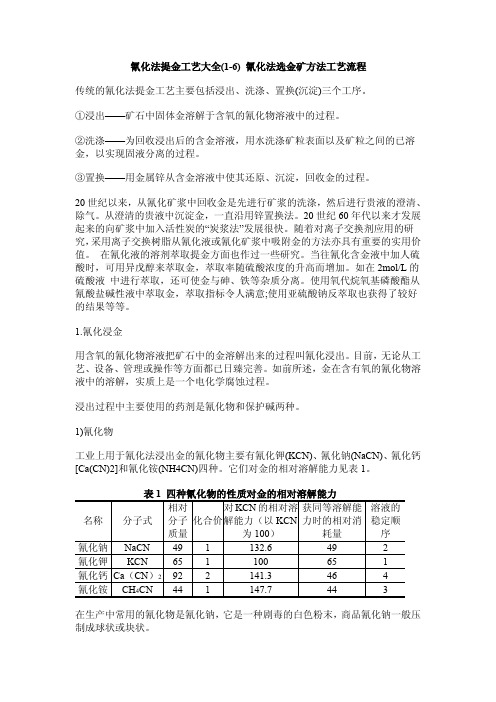
氰化法提金工艺大全(1-6) 氰化法选金矿工艺流程
高效浓密机的特点是矿浆先经脱气槽除气后供人混合竖筒,在这里与絮凝剂混合均匀, 再从竖筒下端的扩散板沿水平方向往四面扩散供入矿泥层中,它可防止矿浆中 空气形 成气泡。搅动矿泥层,供入的矿浆也不会冲击矿泥层破坏沉淀。此时,已絮凝成团的矿 泥向下沉淀,并由耙臂耙入排料口排出;未絮凝的细粒矿泥和液体,通 过矿泥层上部松 散层时矿泥被“过滤”并凝集,液体则上升为上清液。因而作业过程中上清液与矿泥层界 面清楚,溢流含固体物的质量浓度不超过 200mg/L。
目前国内外氰化厂用于洗涤的浓密机种类较多,若按浓密机的层数可分为单层和多层; 若按传动方式又可分为中心传动式和周边传动式。近年来,国内还引进和仿制 了一种 新型浓密机,即高效浓密机。无论脱水或洗涤,高效浓密机的效果都要比同规格的单层 浓密机高出 2~3 倍。如果加絮凝剂之后,其效果要高出 5 倍以上。
河南省荥阳市矿山机械制造厂
氰化法提金工艺
20 世纪 70 年代后期,在南非爱朗德斯兰德(Elandsrand)金矿、美国内华达州银王公司和 豪斯敦国际矿业公司等处安装了一种新型高效浓密机。爱朗 德斯兰德金矿体用它侬缩 从旋流器溢流的矿浆,而银王和豪斯敦公司则用于矿浆的逆流倾析洗涤。由于此种浓密 机按沉降面积计算的效率比普通浓密机高 10 倍甚至 20~30 倍,具有面积小、投资省、 效率高、能耗低、易于实现自动控制等优越性,20 世纪 80 年代以来应用范围不断扩大, 它已广泛用于精矿、尾矿浆的洗涤 和泥浆的浓缩等,并有逐步取代常规浓密机之趋势。
第二次浸出作业产出的含金溶液,通常含金较少,可用作下批原料的一次浸出用,第三 次浸出液用作下批原料的二次浸出用,这些溶液经不断使用,直至含金达规定浓度后送 沉淀金。
氰化尾渣中金的回收试验研究

72 安 全 与 环 保
黄 金
2.1.1 焙烧温度 焙烧温度对金浸出率的影响见图 1。由图 1可
知:随 着 焙 烧 温 度 的 升 高 ,金 浸 出 率 先 升 高 后 降 低 。 当焙烧温度 较 低 时,部 分 金 未 能 得 到 解 离 暴 露,影 响后续氰化 浸 出 指 标;焙 烧 温 度 过 高,低 熔 点 矿 物 会形成 液 相,导 致 金 的 二 次 包 裹,影 响 金 的 浸 出。 因此,焙烧温度确定为 500℃ ~550℃,此时金浸出 率为 95.30% ~95.43%。
30min延长至 120min,金浸出率由 89.37%提高至 94.96%;继续延长保温时间至 150min,金浸出率无 明显提升,这说明保温时间会影响焙烧氧化效果。当 保温时间较短时,黄铁矿、磁黄铁矿等未能完全分解, 达不到破坏其晶格包裹的目的。此外,物料中所含的 “劫金”物质也未能完全氧化而改性,影响金浸出率。 因此,保温时间选择 120min。
收稿日期:2019-10-15;修回日期:2020-03-25 作者简介:张世镖(1987—),男,陕西三原人,工程师,从事黄金提取及精炼技术开发工作;长春市南湖大路 6760号,长春黄金研究院有限公司选
冶研究所,130012;Email:zsb5337@163.com
Copyright©博看网 .cห้องสมุดไป่ตู้. All Rights Reserved.
2 试验结果与讨论
2.1 焙烧氧化试验 试 验 考 察 了 焙 烧 温 度、焙 烧 气 氛、保 温 时 间 等
对 金 浸 出 率 的 影 响 。 焙 砂 氰 化 浸 出 试 验 条 件 :矿 浆 浓度 33%、pH值 11、碱处理时间 2h、氰化钠用量 5.0kg/t(试 验 中 氰 化 钠 用 量 均 以 焙 砂 计 )、浸 出 时 间 24h。
《安全操作规程》之锌粉置换技术操作规程
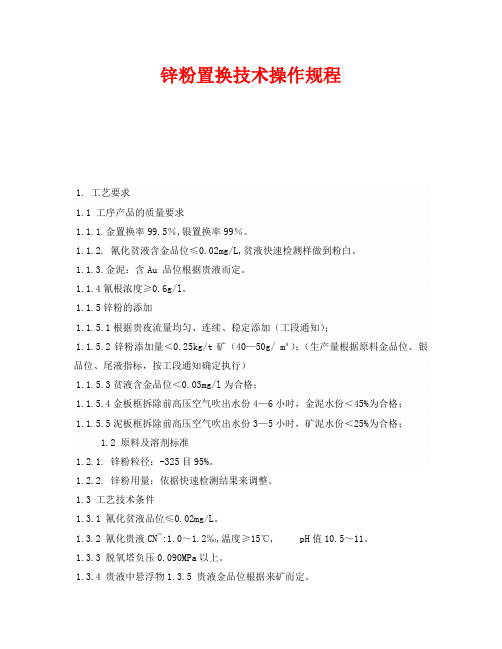
锌粉置换技术操作规程1. 工艺要求1.1 工序产品的质量要求1.1.1.金置换率99.5%,银置换率99%。
1.1.2. 氰化贫液含金品位≤0.02mg/L,贫液快速检测样做到粉白。
1.1.3.金泥:含Au 品位根据贵液而定。
1.1.4氰根浓度≥0.6g/l。
1.1.5锌粉的添加1.1.5.1根据贵夜流量均匀、连续、稳定添加(工段通知);1.1.5.2锌粉添加量<0.25kg/t矿(40—50g/ m³);(生产量根据原料金品位、银品位、尾液指标,按工段通知确定执行)1.1.5.3贫液含金品位<0.03mg/l为合格;1.1.5.4金板框拆除前高压空气吹出水份4—6小时,金泥水份<45%为合格;1.1.5.5泥板框拆除前高压空气吹出水份3—5小时,矿泥水份<25%为合格;1.2 原料及溶剂标准1.2.1. 锌粉粒径:-325目95%。
1.2.2. 锌粉用量:依据快速检测结果来调整。
1.3 工艺技术条件1.3.1 氰化贫液品位≤0.02mg/L。
1.3.2 氰化贵液CN¯:1.0~1.2‰,温度≥15℃, pH值10.5~11。
1.3.3 脱氧塔负压0.090MPa以上。
1.3.4 贵液中悬浮物1.3.5 贵液金品位根据来矿而定。
2. 监测试验方法2.1 置换贫液中金的快速测定。
2.1.1 量取1000mL含金贫液,移入2000mL容量瓶中。
2.1.2 加入25mL饱和氰化钠溶液,7滴饱和醋酸铅溶液和2g锌粉。
2.1.3 用手摇动1分钟,静置澄清后,倾出上清夜。
2.1.4 将海绵状锌粉移入瓷蒸发器中,加王水10mL。
2.1.5 加热蒸发至刚干后,加入5mL浓盐酸,蒸发到2mL左右,移入试管中。
2.1.6 冷却后,小心加入4滴饱和二氯化锡溶液,然后进行比色测定。
2.1.7 各种不同含金品位的颜色为:粉白:0.1 mg/L。
3. 置换板框运行作业程序:第一步准备:①运行的板框压力升至0.5MPa、流量下降至规定流量减2m³、置换泵电机运行频率50HZ、工段通知停运或发生其他特殊情况,以上情况,申请拆除板框;②提前24小时做好书面计划,由生产科审批,并通知相关人员,做好准备工作;③倒备用板框的准备:人员、挂浆用的锌粉50kg、清理混料筒的工具等;第二步启动:①板框打回流(若需清理混料筒,则需停车),停止加锌粉;②按次序缓缓打开备用板框进、出口阀门,在此过程中检查板框无异常(如有喷漏液体、出口跑混等异常情况,关闭阀门后通知相关人员及时处理);③按次序缓缓关闭运行板框进、出口阀门,把流量调至最大;④记录开启板框的相关数据,板框开始运行;第三步挂浆:①具备挂浆的条件:脱氧塔真空表示数≥0.08kp a、锌粉50kg、流量最大、混料筒运行正常、脱氧塔液位2/3;②挂浆量:0.9—1.1kg/㎡(过滤面积);挂浆时间10—15分钟;③挂浆标准:均匀连续、短时间、大流量、锌粉平均分布在滤布的表面上;④挂浆结束2—3分钟,化验室取贫液样,化验金品位≤0.05mg/l为正常(出现问题,及时处理);⑤打开生产阀门,关闭回流阀,调节变频器,至正常流量;开启锌粉给料机,按要求添加锌粉;第四步运行①随着板框的运行,板框阻力升高,流量会下降,要随机调节变频器,保持流量达标稳定;②严格按要求添加锌粉,避免贫液跑高;③非特殊情况,锌粉岗位打回流,不要停车,以避免因停车造成浆层脱落,引起贫液跑高或额外挂浆而浪费锌粉;④与化验室保持密切联系,及时获取贫液指标,发现问题,立即打回流,避免造成尾液跑高的事故发生;第五步停运(倒板框):①达到工艺条件后,按程序把板框倒换过,老板框停运;②及时接好高压空气管道,吹出金泥水份:吹出时间≥6小时,注意事项为:及时调节,风量的大小要适宜;③拆出的金泥水份≤45%;4. 操作规程4.1 操作前准备4.1.1 检查各电机设备运转是否正常,润滑性能是否良好,调整贵液泵进出口阀门,向泵内进液排气,达到开车状态。
金精矿焙烧-氰化-精炼过程污染物识别与处理回收技术
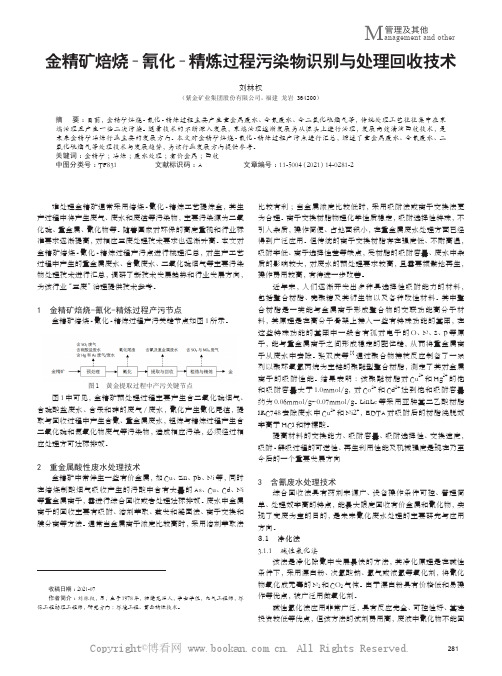
281管理及其他M anagement and other金精矿焙烧-氰化-精炼过程污染物识别与处理回收技术刘林权(紫金矿业集团股份有限公司,福建 龙岩 364200)摘 要:目前,金精矿焙烧-氰化-精炼过程主要产生重金属废水、含氰废水、含二氧化硫烟气等,传统处理工艺往往集中在末端治理且产生一些二次污染。
随着技术的不断深入发展,末端治理逐渐发展为从源头上进行治理,发展高效清洁回收技术,是未来金精矿冶炼行业主要的发展方向。
本文对金精矿焙烧-氰化-精炼过程产污点进行汇总,综述了重金属废水、含氰废水、二氧化硫烟气等处理技术与发展趋势,为该行业发展方向提供参考。
关键词:金精矿;冶炼;废水处理;有价金属;回收中图分类号:TF831 文献标识码:A 文章编号:11-5004(2021)14-0281-2收稿日期:2021-07作者简介:刘林权,男,生于1978年,福建龙岩人,学士学位,电气工程师,环保工程助理工程师,研究方向:环境工程、黄金精炼技术。
难处理金精矿通常采用焙烧-氰化-精炼工艺提炼金,其生产过程中将产生废气、废水和废渣等污染物,主要污染源为二氧化硫、重金属、氰化物等。
随着国家对环保的高度重视和行业标准要求逐渐提高,对相应三废处理技术要求也逐渐升高。
本文对金精矿焙烧-氰化-精炼过程产污点进行梳理汇总,对生产工艺过程中产生的重金属废水、含氰废水、二氧化硫烟气等主要污染物处理技术进行汇总,调研了新技术发展趋势和行业发展方向,为该行业“三废”治理提供技术参考。
1 金精矿焙烧-氰化-精炼过程产污节点金精矿焙烧-氰化-精炼过程产污关键节点如图1所示。
图1 黄金提取过程中产污关键节点图1中可见,金精矿预处理过程主要产生含二氧化硫烟气、含硫酸盐废水、含汞和砷的废气/废水,氰化产生氰化尾渣,提取与回收过程中产生含氰、重金属废水,粗炼与精炼过程产生含二氧化硫和氮氧化物废气等污染物,造成相应污染,必须经过相应处理方可达标排放。
氰化渣综合回收铁、金的工艺研究
氰化渣综合回收铁、金的工艺研究随着我国黄金产业的不断发展,每年相继伴随着大量氰化渣的产生。
这些氰化渣综合回收利用率低,不仅占用大量耕地,而且严重污染环境。
由于这些氰化渣中含有大量可综合回收利用的有价金属,但至今,并未有合理有效的方法将其综合回收利用,因此,寻找一种合理有效的方法综合回收冶金工业废渣中的有价金属显得十分迫切,具有相当可观的经济效益和社会环境效益。
本文以山东招远某氰化渣为研究对象,在系统研究其工艺矿物学特性的基础上,提出了“复合添加剂还原焙烧-水浸-磁选”的新工艺来回收氰化渣中的铁,并利用硫脲法来回收尾渣中的金。
本研究主要包括两大部分:(1)复合添加剂还原焙烧-水浸-磁选法回收氰化渣中铁的工艺研究。
实验过程中研究了还原焙烧温度、焙烧时间、活性炭用量、复合添加剂用量、水浸温度、水浸时间、水浸液固比、激磁电流强度等条件对氰化渣中铁回收的影响,获得了最佳的实验条件:在原矿细磨至粒度小于74μm占85%,焙烧温度750℃,焙烧保温时间60min,氰化渣:活性炭粉:硫酸钠:碳酸钠(重量百分比)=l00:10:10:3,转速20r/min,水浸温度60℃,水浸时间5min,水浸液固比为15:1以及激磁电流为2A的条件下,可获得铁品位59.11%,回收率75.12%的铁精矿,产品基本满足工业生产的要求。
(2)硫脲法回收尾渣中金的工艺研究。
实验过程中研究了硫脲浓度、pH值、浸金液固比、浸出时间对尾渣中金回收的影响,获得了最佳的实验条件:当浸出液固比3:1,浸出温度60℃,浸出时间6h,pH值1-1.5,硫脲浓度2kg/t时,可获得最佳金的浸出率为82.30%。
本文还利用X射线衍射(XRD)、扫描电镜(SEM)、能谱面扫描(EDS)、X射线荧光(xRF)等现代分析测试手段对氰化渣铁回收工艺过程中的物相变化进行分析,表征了还原焙烧-水浸-磁选过程中各主要物相的变化规律:在水浸过程中,经复合添加剂还原焙烧所产生的可溶性物质经水浸后被洗除,而不溶性的非磁性物质经磁选后随之进入非磁性物质,部分的杂质铝、硅矿物等经水浸后被去除,还有部分进入非磁性物质,复合添加剂焙烧只能改变矿物的物相特征,但是通过水浸过程才能有效的实现铁与杂质矿物之间的有效分离,使铁的品位和回收率有所提高。
金矿氰化浸出工艺指南

金矿氰化浸出工艺指南
嘿,亲爱的朋友们!今天来和大家聊聊金矿氰化浸出工艺,这可是个很有趣的话题哟!
咱先说这准备工作哈,就像要出门旅行得先收拾好行李一样。
得把金矿矿石准备好,要碎得恰到好处,不能太粗也不能太细,就像切菜要掌握好分寸。
然后呢,是调配那神奇的氰化液。
这可不能马虎,各种成分的比例得拿捏准,就跟做菜放盐似的,多了少了都不行。
在这个过程中,得时刻留意着,就像照顾小宝宝一样细心。
看看反应进行得怎么样啦,有没有啥异常情况。
等反应得差不多了,就该把浸出的金溶液分离出来。
这可是关键的一步,要做得干净利落,不能让金偷偷溜走哟!
分离出来之后,还没完事呢,得进行金的回收。
这就像是收获辛勤劳作后的果实,心里那个美呀!
整个过程中,安全可千万不能忘!氰化液是有点危险的,所以防护措施一定要做好,保护好自己才能更好地工作嘛。
朋友们,金矿氰化浸出工艺虽然有点复杂,但只要咱们认真细心,按照步骤来,一定能收获满满的金子哟!加油!。
金矿选矿之氰化法提金法
书山有路勤为径,学海无涯苦作舟
金矿选矿之氰化法提金法
氰化法提金是从金矿石中提取金的主要方法之一。
氰化物对金溶解作用机理的解释目前尚不一致,多数认为金在氰化溶液中有氧存在的情况一下可以生成一种金的络合物而溶解。
其基本反应式为:
4Au+8KCN+2H2O+O24KAu(CN)2+4KOH
一般认为金被氰化物溶解发生两步反应:
2Au+4KCN+O2+2H2O2Au(CN)2+H2O+2KOH
2Au+4KCN+H2O22KAu(CN)2+2KOH
金的表面在氰化溶液中逐渐地由表及里地溶解。
溶液中氧的浓度与金的溶解速度有关。
氰化时金的浸出率的影响因素有:氰化物和氧的浓度,矿浆pH 值、金矿物的原料性质、浸出温度、矿泥含量、矿浆浓度及浸出时间等。
浸出时氰化物浓度一般为0.03%~0.08%,金的溶解速度随氰化物浓度的提高而呈直线上升到最大值。
然后缓慢上升,当氰化物浓度达0.15%时,金的溶解速度和氰化物浓度无关,甚至下降(因氰化物水解)。
金的溶解速度随氧浓度上升而增大,采用富氧溶液或高压充气氰化可以强化金的溶解。
氰化试剂溶解金银的能力为:氰化铵氰化钙氰化钠氰化钾。
氰化钾的价格最贵,目前多数使用氰化钠,氰化物的耗量取决于物料性质和操作因素,常为理论量的20~200 倍。
物料性质影响金的浸出率。
氰化法虽是目前提金的主要方法,但某些含金矿物原料不宜直接采用氰化法处理,若矿石中铜、砷、锑、锡、硫、磷、磁铁矿、白铁矿等组分含量高时将大大增加氰化物耗量或消耗矿浆中的氧。
降低金。
某金矿全泥氰化锌粉置换厂工艺流程技术改造实践

某金矿全泥氰化锌粉置换厂工艺流程技术改造实践摘要:该矿石属少硫化矿物石英脉含金矿石,金属矿物主要为黄铁矿;脉石矿物主要为石英,其次为长石、方解石、云母等。
矿石中的金元素以自然金的形式产出,并且以裂隙金为主,属于易氰化浸出矿石。
经过现场工业生产调试结果证明,采用全泥氰化—锌粉置换工艺流程代替浮选处理该矿石是正确的,尾矿品位由0.57g/t降到0.20g/t,金的回收率由82.87%提高到92.16%,提高了企业的经济效益。
关键词:全泥氰化-锌粉置换、浮选、代替、回收率、经济效益Abstract: The ore is a sulfide mineral quartz vein ore less, metal minerals is mainly pyrite; major gangue mineral is quartz, feldspar, calcite, followed by mica. Of gold in Ores by natural gold in the form of output elements, and fissure gold, is easy to cyanide leaching of ores. After the industrial production debugging results show that, using the all sliming cyanidation - zinc powder replacement process for flotation treatment of the ore is correct, tailing grade from 0.57g/t to 0.20g/t, the gold recovery rate from 82.87% to92.16%, increasing economic benefits of enterprises.Key words: all slime cyanidation - zinc powder replacement; flotation; replace; recovery rate; economic benefit该金矿自1998年建成投产以来,选矿技术人员围绕着如何提高选矿技术指标和经济效益,对选矿工艺流程进行了多次的变更和革新。
金矿提炼黄金的方法

金矿提炼黄金的方法
金矿提炼黄金的方法通常包括以下几个步骤:
1. 破碎和磨矿:首先将金矿破碎成小块,并使用磨机将矿石磨成细粉。
2. 预处理:将矿粉与水或化学试剂混合,以移除非金属杂质。
其中常用的化学试剂包括氰化物和活性炭。
3. 浸出:将金矿矿浆与含有氰化物的溶液混合,使金属金分子溶入溶液中形成金氰化物。
4. 吸附和洗涤:将含有金氰化物的溶液通过活性炭床,活性炭可以吸附金氰化物。
然后用水洗涤活性炭以去除溶液中的杂质。
5. 还原:将吸附了金氰化物的活性炭暴露在高温和高压的环境中,通过加热还原过程,使金酸化物转化为纯金。
6. 精炼和铸造:经过还原得到的金末,还需经过精炼和铸造等过程,去除残余的杂质,使黄金达到较高的纯度。
需要注意的是,以上所述是一种常见的金矿提炼黄金的方法。
实际操作中可能会根据金矿质量、含金量等因素进行微调和调整。
此外,金矿提炼黄金的过程还需要严格的环保措施,以减少对环境的影响。
金矿石氰化浸出锌粉置换提金工艺回收率计算规范(送审稿)
ICS H :YS金矿石氰化浸出锌粉置换提金工艺理论回收率计算方法Calculation methods of gold recovery rate Of cyanide leaching and zinc dust precipitation(送审稿)中华人民共和国工业和信息化部 发布YS/T××× -20××前言本标准由中国黄金协会提出。
本标准由全国黄金标准化技术委员会归口。
本标准由长春黄金研究院负责起草。
本标准主要起草人:XXX、XXX、郑晔、赵明福。
目次前言 (I)1 范围 (1)2 术语和定义 (1)3 氰化浸出锌粉置换提金工艺理论回收率计算方法 (2)3.1氰化浸出锌粉置换提金原则工艺流程及取样点设置 (2)3.2回收率计算方法 (5)金矿石氰化浸出锌粉置换提金工艺理论回收率计算方法1 范围本标准规定了金矿石氰化浸出锌粉置换提金工艺过程理论回收率计算方法。
本标准适用于金矿石、浮选金精矿,或金矿石、浮选金精矿经焙烧、生物氧化及其它工艺预处理后,氰化浸出锌粉置换提金工艺过程。
2 术语和定义下列术语和定义适用于本标准。
2.1 金矿石Gold ore指含有金的矿石。
2.2 氰原Gold-bearing material(gold ore or gold concentrates) before cyanide leaching进入氰化浸出作业前的含金物料,在本标准中指直接氰化的金矿石、浮选金精矿,或金矿石、浮选金精矿经焙烧、生物氧化及其它工艺预处理后得到的含金物料。
2.3 氰化浸出Cyanide leaching在含氧的氰化物溶液中溶解金的过程。
2.4 洗涤Washing使含金溶液与固体分离的过程。
2.5 锌粉置换Zinc dust precipitation在含金的贵液中加入锌粉,通过锌与金的置换反应使金沉淀的方法。
2.6 贵液Pregnant solution氰化浸出结束后,经洗涤得到的富含金的溶液。
最新整理氰化浸出技术操作规

最新整理氰化浸出技术操作规程1.工艺要求1.1原料及溶剂标准1.1.1金精矿焙砂金品位根据工艺不作特殊要求。
1.1.2碳酸钠浓度20%.1.1.3氰化钠溶液浓度20%1.1.4液碱溶液浓度20%1.2工艺技术条件1.2.1给料:浓度38〜42% 细度:-325目》90%1.2.2CN -:第一段浸出2#槽1.8〜2.0%0, 4#槽不低于1%01.2.3PH 值"9 〜10。
1.2.4各槽风量控制:1#80n3/h ; 2#100n3/h ; 3#80n3/h ;末尾槽60m3/h。
2.监测试验方法2.1与磨矿分级操作人员一起每小时检测一次1#浸出槽给入矿浆流量、浓度、细度并填写记录, 根据检测结果要求磨矿分级岗位进行调节, 确保给入矿浆达到指标要求。
2.2与1#浓密机操作人员一起每小时检测一次末级浸出槽给入矿浆流量、浓度、细度并填写记录,根据检测结果要求1#浓密机岗位进行调节,确保给入矿浆达到指标要求。
2.3每小时检测一次2#槽、4#槽CN -浓度及PH值,根据检测结果及其变化趋势调整NaCN加药量以确保CN -浓度符合指标要求,若PH值发生偏离,及时对片碱、碳酸钠添加量进行调整。
3.工序管理3.1检查项目3.1.1氰化过程中应检查矿浆浓度、细度、CN -浓度、PH值、3#槽和8#槽尾浆品位。
3.1.2检查调浆槽,氰化槽的液位,矿浆翻动情况。
3.2检查频次3.2.1CN -浓度及PH值每小时检测一次。
3.2.2矿浆浓度每小时检测一次。
3.2.3每小时取一次3#、9#槽矿浆样,8小时后送化验室化验渣金、银品位。
4.开、停车顺序4.1开车顺序步骤内容预防异常现象发生准备工作1 、开车人员:操作工,班长;2、检查风管、搅拌、减速机,正常;3、罗茨风机盘动灵活;4、调浆槽液体1/2 ;5、操作工具齐全;6、氰化钠、液碱辅料存量充足;7、校正浓度称;1 、防止斜管堵塞2、开车后氰渣指标波动3、防止矿浆浓度偏差分层第一步1 、胶带开车后滤饼进入调浆槽,开启调浆槽搅拌,开启调浆水,2、浓度控制50± 1 %,同时加入液碱控制PH值8-9。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ICS
H :
YS
金矿石氰化浸出锌粉置换提金工艺
理论回收率计算方法
Calculation methods of gold recovery rate
Of cyanide leaching and zinc dust precipitation (送审稿
中华人民共和国工业和信息化部发布
YS/T××× -20××前言
本标准由中国黄金协会提出。
本标准由全国黄金标准化技术委员会归口。
本标准由长春黄金研究院负责起草。
本标准主要起草人:XXX 、 XXX 、郑晔、赵明福。
目次
前言 (I)
1 范围 . (1)
2 术语和定义 (1)
3 氰化浸出锌粉置换提金工艺理论回收率计算方法 ............ 2 3.1氰化浸出锌粉置换提金原则工艺流程及取样点设置 . ............... 2 3.2回收率计算方
法 (5)
金矿石氰化浸出锌粉置换提金工艺理论回收率计算方法 1 范围
本标准规定了金矿石氰化浸出锌粉置换提金工艺过程理论回收率计算方法。
本标准适用于金矿石、浮选金精矿,或金矿石、浮选金精矿经焙烧、生物氧化及其它工艺预处理后,氰化浸出锌粉置换提金工艺过程。
2 术语和定义
下列术语和定义适用于本标准。
2.1 金矿石 Gold ore
指含有金的矿石。
2.2 氰原 Gold-bearing material(gold ore or gold concentrates before cyanide leaching
进入氰化浸出作业前的含金物料,在本标准中指直接氰化的金矿石、浮选金精矿,或金矿石、浮选金精矿经焙烧、生物氧化及其它工艺预处理后得到的含金物料。
2.3 氰化浸出 Cyanide leaching
在含氧的氰化物溶液中溶解金的过程。
2.4 洗涤 Washing
使含金溶液与固体分离的过程。
2.5 锌粉置换 Zinc dust precipitation
在含金的贵液中加入锌粉,通过锌与金的置换反应使金沉淀的方法。
2.6 贵液Pregnant solution
氰化浸出结束后,经洗涤得到的富含金的溶液。
2.7 贫液 Barren liquor
贵液经锌粉置换后的低品位含金溶液。
2.8 氰渣 cyanide leaching residue
金矿石经氰化浸出、洗涤后的固体。
2.9 排液 the apocenosis
氰化浸出后洗涤过程中,最后一级压滤(或洗涤作业中随氰渣排走的液体。
2.10 金泥 Gold mud
锌粉置换金后得到的富含金的固体物料。
2.11 氰化作业理论回收率 Theoretical recovery rate
等于浸出率、洗涤率、置换率的乘积。
根据氰原及各产物的量和分析品位,按理论公式计算获得的金泥含金量与氰原中的含金量的百分比。
2.12浸出率 Leaching recovery
氰化原矿经过磨矿、浸出、洗涤作业后,固体金总的溶解量与进入氰化作业原矿含金量的百分比。
2.13洗涤率 washing rate
固体金总溶解量与洗涤作业金损失量的差值与固体金总溶解量的百分比。
2.14置换率 precipitate rate
经置换后, 贵液含金量与排出贫液含金量的差值与贵液含金量的百分比。
3 氰化浸出锌粉置换提金工艺理论回收率计算方法
3.1氰化浸出锌粉置换提金原则工艺流程及取样点设置
原则工艺流程及取样点设置见图 1。
为计算回收率,首先要确定取样点,取得必要的原始数据(图 1 。
YS/T××× -20××氰原β固Q4 W4 Q β液 P0 W 磨矿氰化浸出β 固1 β 液1 Q5 Q1 P 1 W41 W β 液5 P3 5 W5 补加水洗涤Q3 β 液3 β固2 β 液2 P2 Q2 W2 P3 W3 锌粉置换氰化尾矿Q6 β 液6 β 液7 P7 W7 P6 W6 外排贫液金泥图 1 氰化浸出锌粉置换原则工艺流程及取样点设置 3
YS/T××× -20××图 1 中: Q ————氰化原矿量,t/d; Q 1————浸出结束的矿浆中固体(浸渣)量,t/d; Q 2————洗涤作业的排矿量,t/d; Q 3————进入置换作业的固体量,t/d; Q 4————返回磨矿作业贫液中的固体量,t/d;Q 5————返回洗涤作业贫液中的固体量,t/d; Q 6————金泥中固体量,
t/d;β固————氰化原矿金品位,g/t;β固1 ————氰化浸出结束的矿浆,经清水充分洗涤后固体(浸渣)含金品位, g/t;β固2 ————洗涤作业排矿经清水充分洗涤后固体(氰渣)含金品位,g/t;β 液————氰化原矿中液体含金品位,g/m ;3 β 液1 ————浸出结束的矿浆中液体含金品位,g/m ;3 β 液 2
————洗涤作业排矿中液体(排液)含金品位,g/m ;3 β 液3 ————进入置换作业的液体(贵液)含金品位,g/m ;3 β 液 4 ————返回磨矿作业贫液含金品位,g/m ;3 β 液5 ————返回洗涤作业贫液含金品位,g/m ;3 β 液 6 ————金泥中液体含金品位,g/m ;3 β 液 7 ————外排贫液品位,g/m ; 3 P0 ————氰化原矿中的含金量,g/d; P1 ————氰化浸渣中的含金量,g/d; P2 ————排液含金量,g/d; 4
YS/T××× -20×× P3 ————贵液含金量,g/d; P4 ————返回磨矿作业贫液中的含金量,g/d; P5 ————返回洗涤作业贫液中的含金量,g/d; P6 ————金泥含金量,g/d; P7 ————外排贫液含金量,g/d; W ————氰化原矿中液体量,m3/d; W1 W2 W3 ————浸出结束的矿浆中液体量,m3/d;洗涤作业排矿中液体(排液)量,m3/d;————————贵液量,m3/d; 3 W4 ————返回磨矿作业的贫液量,m /d; W5 ————返回洗涤作业的贫液量,m /d; W6 ————金泥中液体量,m /d; W7 ————外排贫液量,m /d。
3 3 3 为方便工艺流程技术指标计算,设定下列条件: 1)氰化原矿中液体不含金,β 液为零。
2)磨矿、浸出、洗涤作业的给矿量和排矿量相等, Q = Q1 = Q2 ; 3)贵液、贫液、洗水中固体较少,忽略不计, Q3 、 Q4 、 Q5 为零。
4)同一溶液分别进入不同作业,含金品位不变,β 液4 = β 液5 = β 液 7 5)金泥含水较少,忽略不计,
W6 、β 液 6 为零。
6)补加水中不含金。
3.2 回收率计算方法 3.2.1 浸出率计算方法 5
YS/T××× -20×× ε 浸= β固−β固2 × 100% β固式中:ε浸——浸出率 3.2.2 洗涤率计算方法ε 洗= P3 − P4 − P5 × 100% P3 − P4 − P5 + P2 式中:ε洗——洗涤率3.2.3 置换率计算方法ε 置= P3 − P4 − P5 − P7 × 100% P3 − P4 − P5 式中:ε置——置换率 3.2.4 氰化理论回收率计算方法氰化理论回收率计算方法氰化理论回收率等于浸出率、洗涤率、置换率的乘积。
ε氰总= ( β 固−β 固2 β固× ( P3 − P4 − P5 − P7 × 100% ( P3 − P4 − P5 + P2 式中:ε氰总——氰化理论回收率ε氰总也可以用下述计算式求出:ε氰总=ε浸× ε洗× ε置 6。