焊接科学与工程2焊接科学与工程-第二章
焊接技术与工程学
焊接技术与工程学焊接技术与工程学是一门涉及金属材料加工与连接的技术学科,它在工业生产中起着至关重要的作用。
本文将从焊接技术的基本原理、应用领域以及未来发展方向等方面进行探讨。
我们来了解一下焊接技术的基本原理。
焊接是指通过加热或施加压力,在金属材料表面形成熔融池,并使其冷却凝固,从而实现金属材料的连接。
焊接可以分为熔化焊和压力焊两大类。
熔化焊是最常见的焊接方法,包括电弧焊、气体焊、激光焊等。
压力焊则是通过施加压力将金属材料连接在一起,例如冷焊和超声波焊等。
焊接技术在工程学中的应用非常广泛。
在制造业中,焊接是连接金属材料的常用方法,用于制造各种产品,如汽车、船舶、飞机、建筑结构等。
此外,焊接技术还广泛应用于能源行业,如核能、石油化工等。
在航天航空领域,焊接技术的高强度和高可靠性要求使其成为关键的工艺之一。
总之,焊接技术在各个领域都发挥着重要的作用,对于提高产品质量和降低生产成本具有重要意义。
随着科学技术的不断发展,焊接技术也在不断创新与进步。
未来,焊接技术的发展趋势主要集中在以下几个方面。
首先,高效、环保的焊接方法将得到更广泛的应用。
例如,激光焊接具有高能量密度、热影响区小的特点,可以实现高速、高质量的焊接。
其次,智能化焊接系统将得到进一步改进和推广。
自动化、智能化的焊接系统可以提高生产效率,减少人为操作的误差。
再次,焊接材料的研发将成为焊接技术的重要方向。
新型焊接材料的研究可以提高焊接接头的强度和耐腐蚀性能,满足各种特殊环境下的应用需求。
最后,焊接过程的监测与控制也是未来的研究热点。
通过实时监测焊接过程中的参数,可以及时发现问题并进行调整,提高焊接质量和稳定性。
焊接技术与工程学是一门重要的学科,它在各个行业中都起着不可替代的作用。
随着科技的不断进步,焊接技术也在不断创新与发展。
未来,随着新材料、新工艺的不断涌现,焊接技术将会迎来更广阔的发展空间,为各行各业的发展提供更好的支撑和保障。
焊接物理冶金 第一、二章课件
图1-13 焊接参数对温度场分布的影响(10mm厚的低碳钢板) a) q=常数, v的影响;b) v=常数, q及v等比例变化时对温度场的影响
图1-14 在相同的热功率q、热源移动速度v和相同板厚δ条 件下,不同材料板上移动线热源周围的温度场
图1-16 焊接热循环的参数
图1-15 距焊缝不同各点的焊接热循环
表0-2 低碳钢熔敷金属成分及性能变化(同一焊丝)
图0-13 细晶粒低碳钢焊接接头各部位的临界COD值(手弧焊) 1—母材; 2—250℃预热应变的母材; 3—细晶粒的HAZ 4—粗晶粒的HAZ; 5—焊缝(1.58KJ/cm)
焊缝裂纹
火口裂纹
裂纹断裂表面
HAZ裂纹
HAZ裂纹
焊缝气孔
图? 双椭圆分布热源示意图
图? 半椭球体分布热源示意图
图? 双椭球体分布热源示意图
图? 手工电弧焊原理
第三章 焊缝金属
q 4200W , 0.42W /(cm C ), 0.1cm2 / s
b0 28 10 4 / s, 1cm
图1-9 薄板焊接时的温度场
a) xOy面上平行x轴的温度分布 b) xOy面上的等温线 c) xOy面上平行y轴的温度分布
图1-10 中厚焊件焊接时的温度场
1—焊缝
图0-12 熔焊接头示意 2—熔合区 3—热影响区
图0-2 手工电弧焊接头
图0-13 熔合区
图0-14 熔合线
表0-1 焊接热源能量密度与熔透区截面形状
图0-4 气体保护焊接头
图0-7 电子束焊接头
三、金属的焊接性
1. 焊接冶金问题的提出 (1)焊缝的化学成分、组织及性能与母材有较大的差别; (2)即使焊缝的化学成分与母材相同,但组织和性能不同 (3)HAZ经历了特殊的热循环,组织和性能明显变化; (4)熔合区存在明显的成分、组织及性能的不均匀性; (5)焊接接头易出现裂纹、气孔缺陷。 2. 金属的焊接性的意义 定义:金属焊接性就是金属是否能适应焊接加工而形成完整 的、具备一定使用性能的焊接接头的特性。金属焊接性包括 结合性能(裂纹、气孔、夹渣等)和使用性能(力学性能、 耐蚀性能、耐磨性能等) 两方面。 金属焊接性问题主要来源于焊接冶金特点,从焊接冶金 角度可揭示金属焊接性的本质。
焊接技术与工程专业课程
焊接技术与工程专业课程_高考升学网焊接技术与工程专业课程ﻭ
一、焊接技术与工程专业课程有哪些计算机应用基础、机械制图、计算机辅助设计、工程力学、电工学与电子学、金属材料学及热处理、机械原理与机械零件、焊接方法与设备、焊接结构生产、熔焊原理及金属材料焊接性、弧焊电源、焊接生产检验、教育学、心理学、普通话语言等。
二、焊接技术与工程专业焊接技术具有裁缝之称。
**类高等学校设置不尽相同。
焊接本科专业为哈工大为最强,有焊接系,本科毕业授予本科毕业证、工学学士证,部分毕业生授予国际焊接工程师证。
很多985、211高校只设置焊接方向的硕士专业、博士专业。
比如华南理工大学没有焊接本科专业、专业,只有焊接方向的硕士专业、博士专业。
焊接技术与工程专业一般对于中专技校生而设置,培养适应焊接生产、管理、服务第一线需要的,德、智、体、美等方面全面的专业人才.
三、焊接技术与工程专业就业方向和前景焊接技术与工程专业是一个技术性较强、知识面相对集中的一个专业,目前全国只有**大学等少数几所高校开办了焊接技术与工程专业,每年的毕业生人数较少,而近几年来,一方面,国家对特种设备行业了管理和监督,另一方面,大量外资制造业和技术服务业的涌进,使焊接专业人员更加稀缺.
焊接技术与工程专业的毕业生可以在航空航天、能源、电力电器等领域从事焊接工程相关的科学研究、技术开发、设计制造等;也能在生产第一线从事材
料热加工领域内的设计制造、试验研究、科技开发与管理以及从事材料成型与控制和计算机科学与技术的教学、科研、开发和管理等工作,或就业于石油、化工、锅炉、压力容器、航空航天、电子通讯、船舶制造、汽车制造等领域的研究机构或大型国营企业、外资与合资企业以及府相关职能部门。
ﻭ名单。
焊接自动化技术
科技视界Science &Technology VisionScience &Technology Vision 科技视界0引言焊接自动化是指在没有人直接参与的情况下,采用具有自动控制,能自动调节、检测、加工的机器设备、仪表,按规定的程序或指令自动进行,通过加热、加压,或两者并用,使两工件产生原子间结合的技术措施。
手工操作受操作人员个人状态的影响,产品质量不稳定,而焊接自动化能够增加产量、提高质量、降低成本和劳动强度、保障生产安全等。
自动化程度已成为衡量现代国家科学技术和经济发展水平的重要标志之一[1-2]。
1发展历程1889-1890年,美国人C.L.Coffin 首次使用光焊丝作电极进行了电弧焊接。
1941年,美国人Meredith 发明了钨极惰性气体保护焊(TIG),在焊接有色金属方面质量高了很多,仍然是低效率。
1941年,前苏联电焊研究所发明了埋弧自动焊,为二战焊接了大批的坦克及装甲车。
20世纪70年代,工业机器人技术被应用到焊接领域,焊接自动化程度发生了质的飞跃,焊接质量及效率得到进一步提高。
采用机器人焊接已成为焊接自动化技术现代化的主要标志。
焊接机器人由于具有通用性强、工作可靠的优点,受到人们越来越多的重视[3,7]。
而如今,自动化,智能化是提高焊接质量稳定性,提高效率和改善件的重要方向。
2分类及应用根据对产品的适应能力,焊接自动化系统主要分为“刚性”自动化系统和“柔性”自动化系统。
“刚性”自动化系统针对大批量定型产品,特点是成本低、效率高,但是适应的产品单一。
一旦产品换型,生产线就要更换。
“刚性”化系统也是最先发展起来的自动化系统,为“柔性”自动化系统的发展奠定了基础。
刚性自动化焊接设备一般都是专用的,通常用于中、大批量焊接产品的自动化生产。
随着技术的进步和对智能化的要求,单纯的“刚性”自动化系统已不能满足生产要求。
“柔性”自动化系统主要通过编程来实现具体的操作,只需要改变相应的程序,即可以适应新产品。
材料成型与控制工程-焊接专业
本科教育…
在四年的工科教育中不仅要使学生掌握基本的科学知识,
更重要的是能真正了解现代企业的生产和管理特点,树
立良好的职业道德,培养牢固的敬业精神和认真负责的工作 态度,确立深入生产一线的思想。
只要有一支强大的高素质的工程师队伍为后盾,我国的 工业基础才能牢固,科技成果才能有众多承接的主体,制造 业才能有所创新和持续发展。
教师中有博士后1人、博士毕业生2人,其余教师均具有硕士学位;有教授3人、副教授5人、讲师、工程师6人,基本形成了一 支学历高、职称结构合理的教学科研队伍。
该教研室自1989年以来,发表学术论文100多篇,出版教材和专著4部。完成纵横项科研项目20多项,科研经 费200多万元,有4项省部级课题通过鉴定,都达到国际先进水平。“用综合冶金治理代替石油管道焊后内补口焊接新技术 的研究”获1998年国家科技发明奖。目前该教研室承担国家自然科学基金课题1项、省部级课题3项。
正在补充的专委会
➢管道焊接工作委员会 ➢机车车辆专业委员会 ➢汽车专业委员会 ➢经销工作委员会
焊接行业现状和存在问题
• 一、电焊机 • 二、切割机具及焊接辅助设备 • 三、焊接材料 • 四、焊接新技术在制造业中的应用状况 • 五、高效化焊接和焊接机器人 • 六、焊接人员的培养 • 七、焊接标准的制订、修订
我校焊接专业创建于1985 年,是石油系统第一个焊接专业。 自1986年招生至今已培养本科毕业生近400人,考取硕士研究 生50多人、博士生5人、博士后1人。1999年焊接专业改名为 “材料成型与控制工程”专业,这标志着学科方向由原来的单 一焊接方向,向着锻、铸、焊和控制工程为一体的机电一体化 方向发展。该专业现有10多门专业课和5门研究生课。教研室现有教职工16人,其中教师13人、实验室人员3人;
哈工大焊接专业
本专业主要学习材料、机械、力学、电学方面的基本理论和基本知识,受到机械设计与制造、 电工与电子学设计、焊接工艺设计与质量评定等方面的基本训练,掌握焊接技术与工程方面的基 本能力。
毕业生应获得以下几方面的知识和能力: 1. 掌握材料科学与工程学科的基本理论、基本知识; 2. 掌握焊接工艺的设计方法; 3. 具有分析焊接质量与缺陷的基本能力; 4. 熟悉焊接生产的方针、政策和法规; 5. 了解焊接技术的发展动态和行业需求。
3
SE29101100 激光制造技术
1.0 20 20
SE29101200 真空系统原理及设计(双语)
1.0 18 18
SE29101300 先进材料的连接
1.0 18 18
SE29101400 特种环境下的连接方法
1.0 18 16 2
SE29101500 焊接国际标准讲座
SP29100500 毕业论文 SP29100700 国际焊接工程师培训
小计 10.0 ≥72+6 周 15.0 15 周 10.0 158 118 40
春季
小计 15.0 15 周 1.毕业论文(设计)执行一年制,秋季学期进行开题环节,春季学期执行中期检查、答辩环 备注 节; 2. 国际焊接工程师培训,可选,不计入总学分。
GN12000122 工科数学分析
√ 5.0 84
84
GN11000121 大学物理 II
√ 5.0 80
80
GC16000200 中国近现代史纲要
√ 2.0 32
28
GC17000102 体育
1.0 30
30
GC15000102 大学外语
√ 1.5 40
32
SD03000510 C 语言程序设计 I 春季
材料科学与工程、材料成型及控制、焊接技术与工程
材料科学与工程、材料成型及控制、焊接技术与工程
x
本文是一篇关于材料科学与工程、材料成型及控制、焊接技术与工程的全面介绍,主要内容包括:
一、材料科学与工程
材料科学与工程是研究物质结构、性能及其工程应用的一门科学。
它主要研究材料在加工、设计、改型、加工工艺技术及其工程应用过程中的基本原理。
主要包括材料学、材料加工和材料专门性应用三个方面。
二、材料成型及控制
材料成型及控制是研究材料加工装备、设备、材料模具、材料成型技术及控制管理的一门学科。
它将材料成型技术及控制的理论和手段结合起来,开发出材料成型装备及设备,以满足材料加工的需要。
三、焊接技术与工程
焊接技术与工程是一门集焊接理论,技术,工艺,设备,焊接检测等内容于一体的技术学科。
它主要研究的是操作者在熔接过程等实际操作中所产生的熔接焊点结构,熔接参数及熔接工艺的理论,技术,工艺及设备技术。
它是从材料科学、加工技术,成型技术,焊接技术,成型工艺,焊接工艺,控制等方面研究熔接焊点及连接方式的性能,稳定性及其工程应用的一门技术学科。
- 1 -。
现代焊接技术-第二章焊丝的熔化和熔滴的过渡

中国矿业大学材料科学与工程学院
第二章 焊丝的熔化和熔滴过渡
2.2.3 电弧力
电弧中的电磁收缩力、等离子流力、斑点压 力对熔滴过渡都有不同的影响。需要指出的是, 电流较小时住往是重力和表面张力起主要作用; 电流较大时,电弧力对熔滴过渡起主要作用。
School of Material Science & Engineering
Fmg
重力
中国矿业大学材料科学与工程学院
第二章 焊丝的熔化和熔滴过渡
2.2.2 表面张力
Fδ=2πRσ (2-9)
焊丝半径为R, 熔滴半径为r σ是表面张力系数
Fδ可以分解为径向分力Fδr以及轴向分力Fδα,
径向分力使熔滴在焊丝末端产生缩颈, 轴向分力则使熔滴保持在焊丝末端.阻碍熔滴过渡。
图2-3 不锈钢焊丝熔化速度与电流的关系
School of Material Science & Engineering
中国矿业大学材料科学与工程学院
第二章 焊丝的熔化和熔滴过渡
6.气体介质及焊丝极性的影响 焊丝接阳极时: Vm =KIUw与气体介质无关 焊丝接阴极时: Vm =KI(Uk-Uw)Uk与气体介质有关,
c)BC段的这种熔化特性在电弧焊中具有重要意义。
School of Material Science & Engineering
中国矿业大学材料科学与工程学院
第二章 焊丝的熔化和熔滴过渡
3.焊丝直径的影响
电流一定时,焊丝直径越细电阻热越大,同时电 流密度也越大.从而使焊丝熔化速度增大,见图 2-2。
图2-3 不锈钢焊丝熔化速度与电流的关系
创新案例焊接技术与工程专业

创新案例焊接技术与工程专业焊接技术是一种常见的金属连接方法,广泛应用于制造业和工程领域。
随着科技的发展,焊接技术也在不断创新和改进。
本文将介绍焊接技术在工程专业中的创新案例。
案例一:激光焊接技术在飞机制造中的应用激光焊接技术是一种高精度、高速度、高能量密度的焊接技术,由于其优势被广泛应用于飞机制造。
相比传统的手工焊接和电弧焊接,激光焊接具有以下优点:1. 焊接速度快:激光焊接速度可达数十米每分钟,比手工焊接和电弧焊接快几倍。
2. 焊缝质量好:激光焊接能够精确控制焊缝的宽度和深度,焊缝质量好,无气孔、裂纹和夹杂。
3. 节约能源:激光焊接能量利用率高,节约能源。
1. 制造大型铝合金构件:激光焊接能够有效地焊接大型铝合金构件,如飞机机翼和机身等主体结构。
2. 组装细微结构件:激光焊接具有高精度,可以焊接微型构件,如飞机的连接件和传感器等。
案例二:气体保护电弧焊接自动化生产线的建设气体保护电弧焊接是一种常见的焊接方法,应用广泛。
然而,传统的手工焊接不仅效率低,而且容易出现质量问题。
因此,建设气体保护电弧焊接自动化生产线成为了工程专业领域中的创新案例。
1. 提高生产效率:自动化生产线可以24小时不间断工作,比人工焊接效率高出数倍。
2. 提高焊接质量:自动化生产线的焊接质量稳定,避免了手工焊接中人为因素的干扰,提高了产品的品质。
3. 降低成本:自动化生产线可以减少人力成本和减少产品废品率,从而降低成本。
1. 焊接参数的优化:根据不同的焊接材料和产品要求,需要优化焊接参数,保证焊接质量。
2. 设备的选择:需要选择具有自动化控制系统和安全保护措施的设备。
3. 人员的培训:需要对操作人员进行培训,使其熟悉设备操作和维护。
总之,焊接技术在工程专业中具有广泛的应用前景,随着科技的发展,未来将有更多的焊接技术涌现。
2023年焊接技术与工程专业考研方向和院校排名
2023年焊接技术与工程专业考研方向和院校排名焊接技术与工程是一门应用科学,主要专注于焊接技术应用与研究,其发展涉及到多个领域,包括机械制造、电力、船舶、化工、石化等。
随着科技的进步,焊接技术在不断创新发展,不断出现新的焊接方法和新材料,对于这个专业的研究和人才需求越来越大。
本文将介绍焊接技术与工程专业考研方向以及院校排名情况。
一、焊接技术与工程专业考研方向1.焊接工艺与设备:该方向主要研究焊接工艺及其设备,以及新型焊接的理论和应用。
2. 焊接材料与组织:该方向主要研究焊接材料,包括金属材料、非金属材料及其组织,以及焊接过程对材料组织的影响。
3.焊接工程应用:该方向主要研究焊接工程中的实际问题,包括焊接结构设计、焊接过程控制以及质量保证等。
4. 焊接科学与技术:该方向主要研究焊接科学的基本理论和焊接技术的新方法,包括材料物理化学、焊接成形等。
二、焊接技术与工程专业热门院校排名1. 上海交通大学上海交通大学作为中国顶尖的大学之一,其焊接技术与工程专业是国内领先的焊接技术研究机构之一。
该专业以提高本科生和研究生的综合素质和独立创新能力为目标,为学生提供一流的师资力量和实验设施,培养学生成为具有高度理论素养和实践能力的优秀学者和技术骨干。
2. 厦门大学厦门大学焊接技术与工程专业以“理论创新,关注工程应用”为宗旨,建立了完整的焊接技术教育和产业化科研体系,是中国著名的焊接技术和材料研究机构之一。
该专业拥有强大的师资力量,为学生提供完备的实验条件和培训设施,培育出一批批在焊接、材料和机械制造上取得卓越成果的优秀人才。
3. 中国科学技术大学中国科学技术大学焊接技术与工程专业始于上世纪80年代,已经发展成为中国最优秀的焊接技术研究所之一,是政府投资的主要研究机构之一。
该专业的教学重点在于提高学生的实践能力和创新能力,拥有一些全国著名的实验室和研究中心,为学生提供了在工程领域深入研究的平台和机会。
4. 北京航空航天大学北京航空航天大学焊接技术与工程专业是中国工程院院士李树深院士创建的,是该领域的先驱者之一。
焊接技术与工程考研代码
焊接技术与工程考研代码
摘要:
1.焊接技术与工程简介
2.焊接技术与工程考研代码
3.焊接技术与工程考研科目
4.焊接技术与工程考研方向及院校
5.总结
正文:
焊接技术与工程是一门研究焊接工艺、方法和设备的应用科学,涉及到材料科学、机械工程等多个领域。
焊接技术与工程考研代码通常为080204,包括焊接技术与自动化、材料加工工程等多个方向。
焊接技术与工程考研科目一般包括政治、英语、数学以及专业课。
其中,专业课内容可能因不同院校而有所不同,但通常包括焊接原理、材料科学基础、工程力学等课程。
焊接技术与工程考研方向主要有焊接技术与自动化、材料加工工程、焊接材料及技术等。
在国内,一些知名的焊接技术与工程专业院校包括哈尔滨工业大学、清华大学、天津大学、华中科技大学等。
总之,焊接技术与工程是一门涉及多领域的应用科学,焊接技术与工程考研代码为080204,考研科目包括政治、英语、数学和专业课。
焊接技术与工程专业
焊接技术与工程专业
焊接技术与工程专业是一门涉及金属材料加工和连接的专业。
焊接是一种通过加热和压力在金属材料之间形成持久连接的方法,常用于制造和修复结构、器件和设备。
焊接技术与工程专业培养学生具备焊接工艺、焊接设备和焊接材料的选择与应用能力,能够设计、优化和操作焊接工艺流程。
该专业的课程设置包括但不限于焊接工艺学、焊接质量控制、焊接设备与自动化、金属材料与焊接接头、焊接工程实践等。
学生将学习焊接工艺参数的选择和调整、焊接接头设计和评价、焊接质量检验和评估等技能。
此外,也会学习相关的机械制图、材料科学、机械加工等基础知识。
毕业生可以从事焊接工程师、焊接技术员、焊接设备研发人员、焊接材料销售工程师等职业。
他们可以在汽车制造、航空航天、石油化工、电力输送、建筑结构、机械制造和海洋工程等领域从事焊接工艺设计、焊接质量控制和焊接设备维修工作。
随着科技的不断进步,专业人才在节能减排、高强度焊接、激光焊接和电弧焊等领域将具有更广阔的就业前景。
焊接技术与工程-主要课程
4, 具有本专业必需的工程制图,计算,实验,测试,文献检索和基本工艺操作等基本技能和较强的计算机应用能力;
5, 掌握一门外语,能熟练地阅读本专业的外文资料,并具有一定的听说能力;
6, 具有从事科学研究,技术开发和生产组织管理的初步能力;
7, 具有较强的自学能力,分析问题和解决问题的能力,具有较强的创新意识.
焊接技术与工程-毕业合格标
准完成本专业教学计划中规定的内容,包括必修,限选和选修课程,并完成各实践性教学环节, 修满规定学分,各门课程成绩合格,毕业论文获得通过,同时达到学校对本科生在德智体等诸方面的要求后,方准予毕业。
焊接部检验管理制度
焊接部检验管理制度第一章总则第一条为了加强对焊接部检验工作的管理,保证焊接部检验工作的质量和效率,制定本管理制度。
第二条本管理制度适用于焊接部所有相关人员,包括焊接工程师、检验员、操作人员等。
第三条焊接部检验工作应遵循科学性、规范性、严谨性和公平性的原则,确保焊接部产品的质量和安全。
第四条焊接部检验管理制度包括质量检验、工艺检验、装配检验等内容,涵盖焊接过程的各个环节。
第二章焊接部检验组织第五条焊接部设立检验部门,由专业的检验员负责具体的检验工作。
第六条检验员应具备相应的职业技能和资格证书,经过专业培训合格后方可从事检验工作。
第七条检验员应定期参加相关培训,不断提升自身检验技能和水平。
第八条检验员应遵守工作纪律,认真负责地履行检验工作,不得出现违规行为。
第九条检验员应在每项检验任务开始前仔细阅读检验标准和规范,确保检验工作的准确性和可靠性。
第十条检验员应及时向焊接工程师、生产经理等汇报检验结果,并配合相关部门完成后续工作。
第三章焊接部检验流程第十一条焊接部检验流程包括焊接前检验、焊接中检验、焊接后检验等环节,具体流程如下:1. 焊接前检验:在进行焊接工作之前,检验员应对焊接材料、设备、环境等进行检验,确保各方面条件符合要求。
2. 焊接中检验:在焊接过程中,检验员应对焊接工艺、焊缝质量等进行实时检验,及时发现并解决问题。
3. 焊接后检验:在焊接完成后,检验员应对焊接接头进行全面检查,确保焊接质量符合相关标准和规定。
第十二条焊接部检验流程应严格按照规定的程序和要求进行,不得私自改变流程或跳过环节。
第十三条焊接部检验流程应及时记录和归档,以备日后查阅和追溯。
第四章焊接部检验标准第十四条焊接部应遵循国家标准和规定进行检验工作,确保焊接产品的质量和安全。
第十五条焊接部应建立和完善自身的检验标准,制定清晰的检验要求和评定标准。
第十六条焊接部应定期对检验标准进行评估和调整,确保其与国家标准保持一致性。
第十七条焊接部应遵守标准化管理原则,统一检验标准和流程,提高检验工作的效率和可靠性。
第七届焊接科学与工程国际会议在济南举行

‘ 的J 是r . 象 符 l 浪 集 …f [ 1 9 、 f 【 , 务J I & J ’・ 个 l 1 0 r
至 ! ( ) I q , f - 浪 集 …
郫 …院 f ’ 介 “r小 … *的 l ‘ 八 久以 牝, 随 什
功发腱 - 略 足 力 9 J 缸, j 『 0 j 笠、 J I , { 0 域 怏 速 发腱 , 党I f 1 央 … 好 院 l 劬 ”实 施 r r …l J 造
卒J , l t , . t I i  ̄ 介 交流 会 也
驯 举 行
、 1 I , 参艟 . 5 I冲 L 、 I 2 ( ) 架 帆 器 功 f } 7 } 爪. j L i } 一 静 J 腰7 8架 . 动, J 4 1
、
n J f, 参J 陡
2 0 I 7 1 0川 2 8『 i I 。
I 。 ,
… ( £ 『 ‘ J
蟪 占 } L I I 』 J 1 : { : 、
! ( ) I 7 1 1 0川 I 5 ~I 7 料 科 、 : 赖 一 { { { J 处 . , 邀
t ‘
.
f l 0 J
、 筑 辽 i : 醇k
l - J j 、 I “ i 划 术求
川造
f Z ' J
{ ‘ 。 4 ’ 佼 K、 i J = j : t 几装 删造( 家缄 ) 川刨 I r { i f J 教{ - 量i : 特
l I , 之M i 逊 f r广 泛 l 1 1 1 ; L I J J i 航。 0 挫 兜
l 】 u 川 J 航空 眦人J 起
, { - 悠l ; I I J 议 i t , I I : I 【 ’ 冼 满 落
第五届焊接科学与工程国际会议
会议接 受论 文将被推荐 至《 焊接 学报》 或( C h i n a We l d i n g > > 发
3 4 2 0 1 3年 第 3期
表, 并被 E I 检 索。
会议秘 书: 宋 晓 国 :周利 ; 陈波
联 系电话 : 8 6—6 31—5 6 7 7 1 5 6;
主 办: 哈 尔滨工业大学( 威海) ; 时间: 2 0 1 3年 1 0月 l 1 ~1 4日;
地点 : 威 海
会议 网址 : h t t p : / / w s e 2 0 1 3 . h i t w 焊接科学与工程国际会议
第五届 焊接 科学与工程 国际会议 ( T h e 5 t h I n t e na r t i o n a l C o n —
f e r e n c e o n We l d i n g S c i e n c e a n d E n g i n e e r i n g ) ( 简称 WS E 2 0 1 3 )
教育培训
机 械 制 造文摘 — — 焊接 分册
未焊透
钝边 过大 ' 焊接 电 流小 , 溶池 温度低 , 焊 接速 选择正确 的装配尺寸 和焊接 工艺参数
。
烧穿 焊接电流太大 , 焊接速度 太慢 , 根部间隙太大 。
选择合适 的焊接 工艺 参 数 ; 尽量 采用 短弧 焊接 ; 提高
焊接专业英语课文翻译

焊接专业英语课文翻译焊接专业英语课文翻译焊接技术与工程一般对于中专技校生而设置,培养适应焊接生产、管理、服务第一线需要的,德、智、体、美等方面全面发展的专业人才。
下面店铺为大家带来焊接专业课文翻译,希望对大家有帮助!1.Pattern MaterialWood is the most common material for patterns. It is easy to work and readily available. Properly selected and kiln-dried mahogany, walnut, white pine, and sugar pine are often used. Sugar pine is most often used because it is easily worked and is generally free from warping and cracking. Moisture in the wood should be about 5 to 6% to avoid warping, shrinking, or expanding of the finished pattern.Metal patterns may be loose or mounted. If usage warrants a metal pattern, then the pattern probably should be mounted on a plate and include the gating system. Metal is used when a large number of castings are desired from a pattern or when conditions are too severe for wooden patterns. Metal patterns wear well. Another advantage of a metal pattern is freedom from warping in storage. Commonly a metal pattern is itself cast from a master pattern and can be replaced readily if damaged or worn.Patterns are made of plaster and plastics. Plaster patterns are easy to make; they can be cast where original molds are available. However, plaster is brittle and not suitable for molding large numbers of sand castings. Plastics serve in several ways for pattern making. Some conventional patterns are made of abrasion-resistant plastics with cost and durability between wood and metal. Another use of certain plastics is to make emergency patterns quickly or to salvage worn or brokenpatterns.1.模型材料木板是常用的材料,很容易去做并且很通用,普通的选择是桃花芯木,胡桃木,白松和糖松。
材料课程的心得体会(2篇)

第1篇一、引言材料科学是研究材料的组成、结构、性能和应用的一门综合性学科,它是现代科技发展的基石。
在我国,材料科学已成为国家战略新兴产业的重要组成部分。
作为一名材料科学与工程专业的大学生,我有幸学习了材料课程,以下是我在学习过程中的心得体会。
二、课程内容概述1. 材料的基本概念与分类材料课程首先介绍了材料的基本概念,如材料、物质、元素等,使我对材料的定义有了更深入的理解。
同时,课程还对材料的分类进行了详细的阐述,如金属材料、无机非金属材料、有机高分子材料等。
2. 材料的性能与结构材料课程重点讲解了材料的性能与结构之间的关系。
性能包括力学性能、物理性能、化学性能等,而结构包括晶体结构、非晶体结构、多晶体结构等。
通过学习,我明白了材料的性能与其结构密切相关,不同的结构会导致不同的性能。
3. 材料制备与加工材料课程介绍了材料的制备与加工方法,如粉末冶金、热处理、铸造、焊接等。
这些方法对于材料的性能和用途具有重要影响。
通过学习,我对材料的制备与加工过程有了更全面的了解。
4. 材料的应用与前景材料课程详细介绍了材料在各个领域的应用,如航空航天、交通运输、电子信息、建筑等。
此外,课程还展望了材料科学的发展前景,使我认识到材料科学在国民经济和科技发展中的重要作用。
三、学习心得体会1. 培养了科学素养通过学习材料课程,我深刻体会到科学素养的重要性。
在课程中,我学会了运用科学的方法分析问题、解决问题,提高了自己的逻辑思维和创新能力。
2. 拓宽了知识面材料课程涉及众多领域,如物理、化学、力学等。
在学习过程中,我不仅巩固了专业知识,还拓宽了知识面,为今后从事相关工作打下了坚实基础。
3. 增强了实践能力材料课程强调理论与实践相结合,通过实验、实习等环节,使我掌握了材料的制备、加工、测试等基本技能。
这些实践能力对于我今后的职业发展具有重要意义。
4. 培养了团队协作精神在学习过程中,我与同学们共同完成实验、讨论问题,培养了团队协作精神。
第二章 材料科学与工程的四个基本要素
第二章 材料科学与工程的四个基本要素 MSE 四要素;– 使用性能,材料的性质,结构与成分,合成与加工两个重要内容;– 仪器与设备,分析与建模§2.1 性质与使用性能 1. 基础概念2. 性质与性能的区别与关系3. 材料的失效分析4. 材料(产品)使用性能的设计5. 材料性能数据库6. 其它问题 2.1.1基础内容 材料性质:是功能特性和效用的描述符,是材料对电.磁.光.热.机械载荷的应。
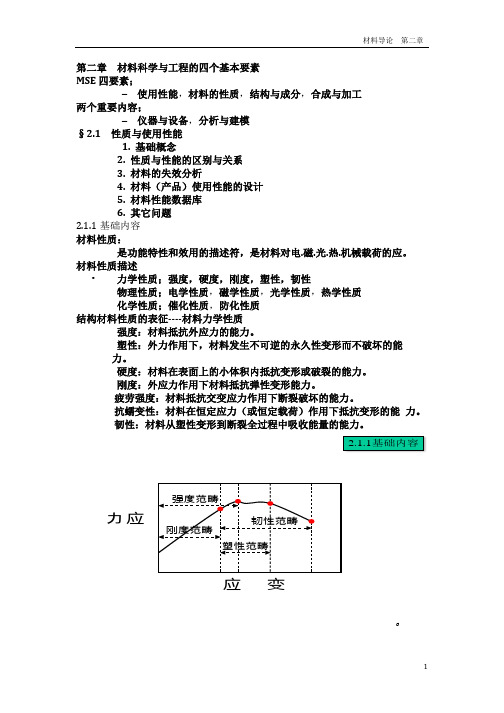
材料性质描述• 力学性质;强度,硬度,刚度,塑性,韧性物理性质;电学性质,磁学性质,光学性质,热学性质 化学性质;催化性质,防化性质 结构材料性质的表征----材料力学性质 强度:材料抵抗外应力的能力。
塑性:外力作用下,材料发生不可逆的永久性变形而不破坏的能 力。
硬度:材料在表面上的小体积内抵抗变形或破裂的能力。
刚度:外应力作用下材料抵抗弹性变形能力。
疲劳强度:材料抵抗交变应力作用下断裂破坏的能力。
抗蠕变性:材料在恒定应力(或恒定载荷)作用下抵抗变形的能 力。
韧性:材料从塑性变形到断裂全过程中吸收能量的能力。
6强度范畴刚度范畴塑性范畴韧性范畴应力应 变2.1.1基础内容7材料的物理性质磁学性质光学性质电学性质· 导电性 · 绝缘性 · 介电性· 抗磁性 · 顺磁性 · 铁磁性· 光反射 · 光折射 · 光学损耗 · 光透性热学性质· 导热性 · 热膨胀 · 热容 · 熔化注:上面只列出了材料的主要物理性质2.1.1基础内容物理性质的交互性----材料应用的关键点现代功能材料不仅仅表现出单一的物理性质,更重要的是具备了特 殊的物理交互性。
例如: 电学----机械 电致伸缩 机械----电学 压电特性 磁学----机械 磁致伸缩 电学----磁学 巨磁阻效应 电学----光学 电致发光 性能定义在某种环境或条件作用下,为描述材料的行为或结果,按照特定的 规范所获得的表征参量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
1、气焊 用火焰还原区的高温高热量加热焊接部位和焊丝到熔
化状态形成熔池,共同凝固结晶成为焊缝。
气焊生产效率低,焊接热影响区宽,焊接变形大,故 大多由手工电弧焊代替,但在一些薄工件或低熔点金 属焊接中由于有火焰的保护,故能用光焊丝焊接,同 时不用电源,便于在一些无电区域焊接;另,集清理、
预热和焊接设备为一体,便于焊修工作,目前应用仍
较多。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
2、火焰钎焊 把被焊金属用火焰加热到非熔化状态,将较低熔点的
焊料熔化填入到焊接部位,依靠润湿和毛细管作用吸
附在母材上,通过相互扩散作用达到冶金结合。 结合强度低,只适用于搭接。 焊前要清除工件表面氧化膜,还要添加焊剂以除去钎 焊过程中的氧化膜,增加润湿和毛细管作用而提高结
合,这时改称为喷焊或重熔。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
5、火焰丝喷涂 火焰丝喷涂与火焰粉末喷涂不同的是将喷丝在火焰中
熔化,同时通过压缩空气使熔滴粒化喷到并嵌入温度
相当低的基体形成机械结合。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
6、气割
用氧-乙炔火焰先将金属预热到高温,然后通入氧气使 其剧烈氧化并吹去氧化物。 气割原理是一个氧化过程 1)要求金属在氧内的燃点低于熔点,否则形成熔割使切口 凹凸不平,质量很差。铸铁一般不用气割。 2)金属所形成的氧化物的熔点应低于金属,且流动性好, 否则难以切割,如高合金钢。 3)金属燃烧时所放出的热量越大导热性越差,越易切割。 有色金属导热性高,熔点低,燃烧生成热少,有的易生成 高熔点氧化物,故难以切割。
合强度。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
3、气压焊 对焊接部位同时加热到表面熔化状态或塑性状态(不
添加焊接材料),然后加以压力使其焊接处冶金结合。
要用形状与工件接头处形状相适应的多火焰炬来对该 处同时加热,另外还需要加压设备来完成加以过程。 气压焊是钢轨焊接的一种重要方法。
焰,火焰短,氧富余,氧化金属,焊缝性能降低,
一般不用。可用焊枪上的阀门调节氧和乙炔比例 来获得所需的火焰性质。
2.1.2氧-乙炔火焰热源
切割火焰 切割是高温氧化过程,即要用中性火焰来加热金 属到达高温后,立即要用放出的切割氧使高温金 属氧化,因此火焰中多了一个高压切割氧,氧与 铁反应生成氧化铁,同时放出大量的热量,加热
2.1.1火焰热源所用气体
2、氧气 焊接中的助燃气体,由氧气瓶通过降压压力表 供给焊枪或割枪作助燃剂,在气割中还分出一 路作切割氧。 容积40L、瓶体天蓝、“氧”黑漆
2.1.1火焰热源所用气体
3、其它气体
氧-丙烷、氧-甲烷、氢-氧、石油气、汽油蒸汽。
2.1.1火焰热源所用气体
4、气体量的计算
焊接科学与工程
第二章 化学能源及其焊接和加工
2.1 气焊和火焰加工热源及其应用 2.2 氢气能源及其焊接与切割
2.3 铝热源
2.1 气焊和火焰加工热源及其应用
特点:气体的火焰作为热源 燃料:乙炔、氢气、石油蒸汽、天然气、其它燃气
最常用:乙炔——燃烧的火焰热量最集中、温度最
高,适用于作焊接热源
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
4、火焰粉末喷涂 火焰粉末喷涂用的焊枪与气焊基本相同,只是外加一
送粉斗,将合金粉末通过重力和枪内低压区的吸力送
入喷枪,在火焰中熔化或软化,利用火焰气流喷到并 嵌入温度相当低的机体形成机械结合。 如喷涂后停止加粉用火焰加热重熔,由于基体表面温 度的提高,通过共同结晶或原子扩散也可达到冶金结
气体的压力P与体积V成反比,P1/P2=V2/V1,即P1
V1=P2V2,氧气瓶一般容量是40L,以15MPa的压
力将氧气压入瓶内,这时瓶内折合一个大气压时
的氧量为
V1=P2V2/P1=15 ×40 × 10=6000L
2.1.2氧-乙炔火焰热源
氧-乙炔气体混合后,点火剧烈燃烧为火焰,反应 如下:
C2 H 2 O2 2CO H 2 Q放
4CO 2H 2 3O2 4CO2 2H 2O Q放
2C2 H 2 5O2 4CO2 2H 2O Q放
2.1.2氧-乙炔火焰热源
氧和乙炔的比例一般在1-1.2之间,为中性焰(标 准焰),这时火焰高温区为还原性气氛可防止氧 化,外焰可起隔绝空气起保护作用。小于1时为碳 化焰,火焰长而软,出现黑烟,焊接时金属易增 碳,降低焊缝质量,很少使用。大于1.2时为氧化
焊后正火及表面淬火处理等
2.1.4氧-乙炔气体火焰所用工具及设备
1、调压器
2、焊枪 3、割炬 4、切割机 5、数控切割机
2.2 氢气能源及其焊接与切割
2.2.1氢原子焊 氢原子焊是一种早期应用的气电联合焊接,有的地方 将其归为化学焊。其方法是将氢气通入一两钨极间的 电弧中,氢分子到电弧焊分解为[H]吸热,遇到冷金属 聚合为H2放热焊接。 电弧高温下:H2=2[H]-Q(吸热) 金属低温下:2[H]=H2+Q(放热) 外层气流:2H2+O2=2H2O+Q (保护层) 特点:热能充分利用,温度高达5540度,热源独立,可 熔化高熔点金属。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系切割——用一管状送粉器装富铁铁粉,当其进入切 割氧通道时迅速氧化生热作为外加热量提高温度,也可加 入一些降低氧化物熔点的溶剂以利于排渣。 氧气切割——待切金属加热至高温后,立即通氧开始切割。 8、其他火焰加工 焊接修复中,现场焊接的表面清理、缺欠挖割、焊前预热、
待切金属,以不断继续切割。高压氧的另一个作
用是吹去氧化物。
2.1.3氧-乙炔火焰焊接及加工的设备、 工具系统及其应用
氧-乙炔火焰是焊接及火焰加工最常用的热源,可 用于气焊、加压气焊、火焰粉末喷涂、火焰熔丝 喷涂于气割,是应用最广的火焰加工工艺。其设 备及供气系统相同,不同的是工具具有一定的区 别。
助燃气体:氧气
2.1.1火焰热源所用气体
1、乙炔(C2H2)
由瓶装乙炔通过降压压力表,再通过阻火器(防止回
火)供给焊枪或割枪作为燃气.其肩部设有易熔栓,
温度在106度熔化,乙炔缓慢溢出而避免爆炸.
瓶装乙炔优点:方便、安全、节约电石和水、无废
渣处理之忧。 容积40L、瓶体白色、“乙炔”红漆