Y3180H滚齿机的PLC改造设计
滚齿机数控改造中的控制电路改装与分析

C 为相序 控 制 ; W L端 为启动停止控 制; K端 与 O T配 和控制死 区 C 时 问; 端用 于分类 B I 、
三相中每一 相有四十端 口. 二个为 主 脉冲端 口. 二个 为辅助 脉冲端 口, 端 口符号 中第 1 字母表 示输 出 口. 个 第 2十字母 表示 三相中的相序. M表 示
S G C 0M S 0 RS E LPLN S/S S 1S 2 T/ T S 1S2 P/P S A T CT A L/ L P5R 1 L /S G D AL M ZP S R D V C
联动 , 目的是 用 于加 工鼓 形齿齿轮 ( 向呈田孤形 ) 轴 。我们 采 用的数控 系统是 广 州数控 设备 厂制 追 的型
号为 G K 2 T S 98 A的 系统 。文中介绍 了 ̄tg 的电气控制 电路 厦砷接 口电路 和变频 系统进行 了分析 。 tt
关 键 词 : 控 改 追 ;滚 齿 机 ; 形 齿 数 鼓
维普资讯
符 号及作用见 表 2 。
图 2 接 口电路 裹 I 各管脚 的名移豆作用 端 口名称 V D接电源正端 D
V S 地 S接 对应 脚 号 1 .. .7 2 64 1 2 .8 2 6 1 .3 7 1 ..5 1 .4 2 .35 1 .6 2 ,5 12 3 8 9 1 .1 1 ,0 2 .22 . . . . .0 1 ,9 2 ,1 2 .7
路 芯片 HE 4 5 。它 既 可用 于 强迫 换 流 电路 的三相 F72
G K 2T S 9 8 A的系统, 加上两 台伺服 电机, 费用约 4万
元。
2 控 制 电路 改装
滚齿机原有 的电气控制电路需 控制五个三相异步 交流 电机和继 电器 开关 电路 , 五个 交流 电机 分别 驱 动 主轴、 却 、 冷 液压 、 向和径向进给 , 轴 现将轴向进给和径 向进 给两轴改成数控联 动后 , 原有 的主轴 、 却、 冷 液压 电机保 留 , 上两 台伺服 电机 及 驱动 电路 。 电气 控制 加 电路 图见图 1 。接 I电路见 图 2 = I 。
全自动滚齿机的PLC控制

全自动滚齿机的PLC控制一、全自动滚齿机的工作原理全自动滚齿机是一种常用的金属加工设备,广泛应用于汽车、摩托车、航空航天以及家用电器等领域,用于加工齿轮的滚齿。
滚齿是通过齿轮滚刀对工件进行压力和摩擦,使其形成齿槽和齿齿,以实现齿轮的加工。
全自动滚齿机的工作原理主要包括工件夹持、刀具转动、送料和滚动四个步骤。
1. 工件夹持工件夹持是指将待加工的齿轮工件夹紧在工作台上,以确保工件在加工过程中的稳定性和精度。
通常采用夹具或夹具夹紧工件,然后将工件放置在工作台上,准备进行下一步操作。
2. 刀具转动在滚齿加工中,刀具是至关重要的。
刀具旋转会通过工件的表面施加压力和摩擦,从而形成齿槽和齿齿。
刀具的旋转速度和刀具头的位置对滚齿加工的质量和效率起着至关重要的作用。
3. 送料送料是指将切削刀具和工件之间的相对位置移动,以确保刀具能够在整个工件表面都实现加工,同时也可通过送料调节切削厚度和齿轮的参数。
4. 滚动滚动是滚齿加工的关键环节,通过工件和切削刀具的相互作用,压力和摩擦力使工件表面产生形状,从而实现齿轮的加工。
PLC控制器作为自动化设备的核心,其在全自动滚齿机中起着至关重要的作用。
PLC控制系统通过接收各传感器信号和执行器指令,对滚齿机的各项运动进行精确地控制,从而实现滚齿机的自动化加工。
PLC控制系统可以通过接收送料模块传感器的信号,精确地控制送料装置的运行。
根据加工工件的尺寸和参数,PLC控制系统可以调节送料速度和送料行程,确保切削刀具在整个工件表面都能实现加工,同时能够根据工件的实际情况调整送料参数。
工件夹持对于全自动滚齿机的加工质量和效率至关重要。
PLC控制系统可以通过接收夹持装置传感器的信号,对夹持力度和位置进行调节,确保工件在加工过程中的稳定性和精度。
滚动是滚齿加工的核心环节,其稳定性和精度直接影响到加工质量。
PLC控制系统可以通过接收滚动模块传感器的信号,精确地控制压力和摩擦力,从而实现滚齿加工的稳定性和精度。
利用PLC对组合机床进行改造
利用PLC对组合机床进行改造吴海燕【摘要】原组合机床用继电器等进行控制,故障率高.用PLC对其进行改造,取得良好效果.【期刊名称】《中国设备工程》【年(卷),期】2010(000)007【总页数】3页(P51-52,63)【关键词】组合机床;PLC;改造;梯形图【作者】吴海燕【作者单位】威海职业学院,山东,威海,264210【正文语种】中文【中图分类】TP2组合机床原有的控制电路为继电器、接触器控制,其触点多、线路复杂、故障率高。
用PLC改造后,故障率大为降低,提高了利用率。
一、设计思路及实施(1)原有机床的加工工艺步骤保持不变。
(2)原有的电气系统的操作方式不变。
(3)在改造过程中,机床原有的按钮、行程开关、控制变压器、交流接触器及热继电器等继续使用,总停按钮SB6继续使用常闭触头。
(4)将原有的继电器控制线路改为由PLC来实现,型号为FP1-C40。
组合机床有单机控制、双机控制和多机控制。
加工工位有四个:钻孔、扩孔、铰孔、装卸工具。
这里只分析单机控制一道工序PLC控制的改造与调试过程。
其工作过程如图1所示。
动力头由原位快进,当钻头接近工件时由快进转为工进,当钻孔达到要求深度时由工进转为快退,当动力头退回原位停止。
M1主轴电动机、M2液压泵电动机、M3冷却泵电动机分别由交流接触器KM1、KM2、KM3控制。
主电路电压为380V,由电网提供;三台电动机控制用的交流接触器,继续使用原来的,其控制电压为220V,仍然用原有的控制变压器提供;电磁阀的直流控制电压为24V,由原来的整流电路提供,PLC中也有24V输出,考虑到PLC的输出功率,所以不采用。
主电路部分不做改动,控制电路原理由梯形图体现,如图2所示,控制电路接线如图3所示。
图1 机床结构和加工示意图二、调试过程1.主电路调试原电路要求M1、M2电动机同时启动工作。
由复合开关SA3、SA4可控制M1与M2单独启动、停止(机床调试用);M3电动机在动力头工进时自动启动,也可以由按钮SB2单独控制。
Y3180H滚齿机的PLC改造设计

CHANGZHOU INSTITUTE OF TECHNOLOGY专业综合设计与实践题目:Y3180H滚齿机的PLC改造设计二级学院(直属学部):专业:班级:学生姓名:学号:指导教师姓名:职称:2013年3月15日目录目录 (3)摘要 (4)第一章绪论 (5)1.1课题的研究意义 (5)1.2 滚齿机简述 (5)1.2.1 Y3180H滚齿机电气控制的缺点 (5)1.2.2 工作原理 (6)第二章PLC系统总体设计方案 (7)2.1 改造方案 (7)2.2电路控制原理及原理图 (7)2.2.1主电路 (8)2.2.2 控制电路 (9)2.2.3.运动分析 (11)第三章硬件系统设计 (12)3.1 PLC的选择 (12)3.2元件清单 (12)3.3 I/O分配表 (14)3.4 PLC外部接线图 (15)第四章软件系统的设计 (16)4.1 PLC梯形图设计 (16)第五章调试 (18)第六章小结 (19)附录 (20)1 .Y3180H型滚齿机的电气控制线路图 (20)2.主电路 (21)3.控制电路 (22)4.元器件清单 (23)5.PLC外部接线图 (25)6.总程序 (26)参考文献 (28)摘要Y3180H滚齿机是是机械与电气结构联合动作的典型控制,是自动化程度较高的机床。
本设计介绍了自动滚齿机PLC控制系统设计方案,并且叙述了滚齿机运行的基本原理、PLC的基本原理、PLC的工程设计步骤。
该系统用三菱公司的FX2N系列PLC作为控制核心,利用PLC控制滚齿机运行,实现了滚齿机启动、停止、故障停止、紧急停止的功能,并且有手动控制和自动控制两种控制方式,从而实现了滚齿机运行的自动化功能。
PLC控制的特点使原机床控制大大的简单化,提高电气系统的稳定性和可靠性,并且维修方便,易于检查。
节省大量的继电器元件,使机床的工作效率更高。
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业。
Y3180H滚齿机改造

CHANGZHOU INSTITUTE OF TECHNOLOGY专业综合设计与实践题目:Y3180H型滚齿机的PLC改造二级学院(直属学部):延陵学院专业:班级:学生姓名:学号:指导教师姓名:职称:2014年3月8日第一章改造原因课题的意义是设备更新,购置新型数控滚齿机、提高企业对产的加工能力,增强产品市场的竞争能力是企业提高市场竞争能力的首选。
但新机床购置费用高,且旧机床的闲置必然造成很大的资源浪费。
因此对原有机床的PLC改造显得尤为重要。
利用旧机床进行改造具有一下几点优势:1)投资额小、开发成本低数控化机床改造的低成本投入是推动数控改造市场迅速发展的关键因素.与购置新机床相比较,一般可以节省60%-70%的费用,改造费用低。
特别是大型特殊机床尤其明显。
一般大型机床改造,只需花费新机床购置费用的三分之一,即使将原机床的结构进行彻底改造升级,也只需要花费购置新机床50%的资金。
并且企业可以充分利用现有地基,不必像购入新设备那样重新构筑地基。
2)了解设备、便于操与维修,减少后期的培训、维修成本;3)使用灵活、性能更稳定;4)可充分利用现有的条件使企业更快地投入生产;5)可有效的扩大加工范围,提高加工精度;6)提高机床的自动化程度及生产效率;7)缩短生产和生产准备周期;8)减轻工人劳动强度,改善劳动条件。
同时经过PLC数控改造的滚齿机直接采用伺服电机驱动内联传动链两端件,取消中间传动齿轮,通过PLC控制装置控制各电机的转速实现远程控制,向最终实现齿轮加工的集成化迈进。
1.1 滚齿机简述齿轮加工机床是一种用途广泛的机床,可进行多种齿轮加工。
包括直齿轮加工、斜齿轮加工、蜗轮加工等。
在各种机床中,滚齿机操作方便,灵活,适用范围广,具有典型性。
本次论文主要介绍了Y3180H滚齿机控制系统的改造。
1.1.1 Y3180H滚齿机电气控制的缺点a、行程开关目前存在的缺点:1.由于长期使用,使得行程开关易损坏、影响生产,增加了电器人员的维修工作量。
全自动滚齿机的PLC控制
全自动滚齿机的PLC控制摘要:随着工业自动化水平的不断提高,全自动滚齿机在机械加工领域的应用越来越广泛。
在全自动滚齿机中,PLC(可编程逻辑控制器)作为控制中心,起着至关重要的作用。
本文主要针对全自动滚齿机的PLC控制进行了详细的设计和研究,包括PLC控制系统的整体架构设计、硬件电路设计以及软件程序设计等方面。
通过对全自动滚齿机的PLC控制系统进行深入的研究和分析,可以更好地实现对全自动滚齿机的自动控制,提高生产效率和产品质量。
1.引言2.1PLC选型在设计全自动滚齿机的PLC控制系统时,首先需要选择合适的PLC型号。
考虑到全自动滚齿机对控制精度和运行稳定性的要求,一般选择功能比较强大的工业级PLC,如西门子PLC、施耐德PLC等。
在选择PLC型号时,需要考虑到全自动滚齿机的工作环境、控制要求以及后期的系统维护和升级等因素,综合考虑选择合适的PLC型号。
2.2PLC控制系统整体架构全自动滚齿机的PLC控制系统整体架构主要包括输入/输出模块、中央处理器、通信模块、电源模块等部分。
输入/输出模块用于接收外部信号,控制执行部件的运行;中央处理器负责运行控制程序,对输入信号进行处理并产生相应的输出信号;通信模块用于与上位机或其他设备进行通信;电源模块则提供稳定的电源供电。
整体架构设计的合理性对于全自动滚齿机的PLC控制系统而言至关重要,能够确保系统的稳定性和可靠性。
3.1输入/输出模块设计在全自动滚齿机的PLC控制系统中,输入/输出模块起着承上启下的关键作用,用于接收外部信号和控制执行部件的运行。
输入/输出模块设计需要考虑到全自动滚齿机的工作环境和实际控制需求,合理设置输入/输出点位,确保能够满足全自动滚齿机的控制要求。
3.2电路设计在全自动滚齿机的PLC控制系统中,电路设计是至关重要的一环。
电路设计需要考虑到全自动滚齿机的工作环境和电气要求,以及PLC型号的特性,设计出稳定可靠的电路,确保全自动滚齿机的正常运行。
PLC在滚齿机中的应用
P L C在滚齿机 中的应 用
张银 娟
( 陕西宝鸡法士特齿轮有 限公司 。陕西 宝鸡 7 2 2 4 0 9)
【 摘 要】 应用 P L C( 可编程控制器 ) 对Y B 3 1 5 0 E型滚齿机的
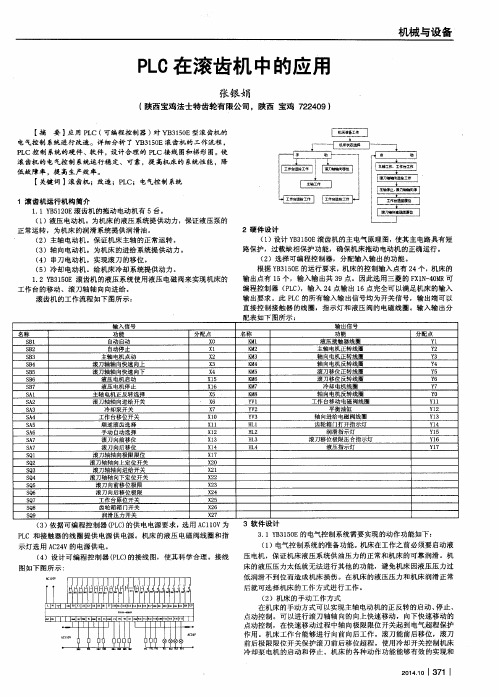
电气控制 系统进行 改造 。详细分析 了 Y B 3 1 5 0 E滚齿机 的工作流程 , P L C 控 制 系统 的 硬 件 、软 件 ,设 计 合 理 的 P L C接 线 图 和梯 形 图 。使 滚 齿机 的电气控 制 系统运行稳定 、可靠,提 高机床 的 系统性能 ,降 低故 障率 ,提 高生产效率。
名 称 K M l K M 2
名称 S B l S B 2
S B 3 S B 4 S B 5 S B 6 S B 7 S A 1 S A 2 S A 3 S A 4 S A 5 S A 6 S A 7 S A 7 S Q l S Q 2 S Q 3 S Q 4 S Q 5 S O 6 S Q 7 S Q 8 S Q 9
( 4 )设计可编程控制器 ( P L C ) 的 接线 图 , 使 其 科 学 合 理 。接 线 图 如下 图 所示 l来自l 3 软 件 设 计
3 . 1 Y B 3 1 5 0 E的电气控制系统需要实现的动作功能如下: ( 1 )电气控制系统 的准备 功能。机床在工作之前必须要启动液 压 电机,保证机床液压系统供 油压 力的正常和机床的可靠润滑 。机 床的液压压力太低就无法进行其他 的功能,避免机床 因液压压力过 低润滑不到位而造成机床损伤 。在机床 的液压压力和机床润滑正常 后就可选择机床 的工作方式进行工作 。 ( 2 )机床 的手动工作方式 在机床 的手动方式可 以实现主轴 电动机 的正反转 的启动 、 停 止、 点动控制 。可 以进行滚 刀轴轴 向的向上快速移动 ,向下快速移动 的 点动控制 ,在快速移动过 程中轴 向极限 限位开关起到 电气超程保护 作用 。机床工作 台能够进 行向前 向后工作。滚刀能前后移位 ,滚刀 前后极 限限位开 关保护滚 刀前后移位超程 使用冷却 开关控制机床 冷却泵 电机 的启 动和停 止。机 床的各种动作功能能够有效 的实现和
万能磨床PLC改造
目录引言 (1)M1432A万能外圆磨床电气系统的PLC改造 (2)第一章 M1432A万能外圆磨床的介绍 (3)1.1 磨床的特点 (3)1.2、磨床的功能和主要部件结构 (3)1.3 磨床的工作原理 (4)第二章电气控制过程分析 (9)2.1 主电路的分析 (9)2.2 M1432A型万能外圆磨床控制电路详细分析 (10)2.3 磨床存在的缺点 (12)第三章机床控制系统PLC硬件系统改造 (14)3.1 主电路的的分析 (14)3.2 PLC总体方案的确定 (15)3.3 PLC外部接线图 (16)3.4 人机界面的介绍 (17)第四章机床PLC软件系统的改造 (18)4.1 PLC设计方法的介绍 (18)4.2 PLC程序设计 (18)4.3 人机界面的设计 (21)结束语 (24)致谢 (25)参考文献 (26)引言为了适应钟表、自行车、缝纫机和枪械等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。
这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的,它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。
外圆磨床是使用的最广泛的,它能加工各种圆柱形和圆锥形外表面及轴肩端面的磨床。
万能外圆磨床还带有内圆磨削附件,可磨削内孔和锥度较大的内、外锥面。
不过外圆磨床的自动化程度较低,但其工艺范围较宽,而现代磨床的主要发展趋势是:提高机床的加工效率,提高机床的自动化程度以及进一步提高机床的加工精度和减小表面粗糙值。
随着生产技术的不断发展和产品的不断更新,机器制造厂里的许多金属切削机床已经不能满足生产率和加工精度的要求,因此需要不断更新。
滚齿机的自动化控制系统及其优化

滚齿机的自动化控制系统及其优化自动化控制系统在各个行业中的应用越来越广泛,其中包括制造业。
滚齿机作为制造业中的一种重要设备,其自动化控制系统的设计和优化对于提高生产效率和产品质量具有重要意义。
本文将讨论滚齿机的自动化控制系统及其优化措施,以提高制造过程的效率和产出品质。
1. 滚齿机自动化控制系统的组成滚齿机的自动化控制系统一般由传感器、执行器、控制器和人机界面组成。
传感器用于采集滚齿机工作过程中的相关参数,如温度、压力、位移等,以反馈给控制器。
执行器负责根据控制器的指令控制滚齿机的运行,如控制滚齿机的电动机转速、刀具的位置等。
控制器是整个系统的核心,根据传感器的反馈信息对滚齿机的工作状态进行监控和控制。
人机界面提供操作员与系统进行交互的接口,方便对滚齿机的工作进行监控和调节。
2. 滚齿机自动化控制系统的优化措施为了提高滚齿机的工作效率和产品质量,可以采取以下优化措施:2.1 运动控制优化滚齿机的运动控制是其自动化控制系统的核心之一。
通过优化运动控制算法和控制参数,可以提高滚齿机的加工速度和精度。
例如,采用先进的闭环控制算法,结合高精度传感器对滚齿机的位置进行实时监测和调整,以确保加工过程中的精度和稳定性。
此外,适当调整滚齿机的加工参数,如速度、切削深度等,可以提高滚齿机的工作效率和产品质量。
2.2 故障监测和预防滚齿机在长时间运行的过程中,可能会出现一些故障或异常情况,如刀具磨损、材料断裂等。
为了及时发现和排除这些故障,可以在滚齿机的自动化控制系统中引入故障监测和预防机制。
通过安装合适的传感器和监测装置,可以实时检测滚齿机的运行状态并进行故障诊断。
一旦发现异常情况,系统可以及时发出警报并采取相应的措施,如停机保护、自动修复等,以最大程度地减少生产故障对生产线的影响。
2.3 数据分析与智能优化滚齿机自动化控制系统的另一个优化方向是数据分析与智能优化。
通过采集和分析滚齿机运行过程中的大量数据,可以识别出生产过程中存在的潜在问题,并进行优化改进。
滚齿机自动控制系统设计

摘 要本文论述了以日本三菱N FX 2可编程逻辑控制器(PLC )为主处理器、以欧陆数字式直流调速器590+为控制器的滚齿机自动控制系统的硬件组成、辅助控制部分设计和他们的工作原理,总结了机床配套电气控制系统的共性特征,开发了滚齿机自动控制的完整系统。
内容主要包括:系统控制对象介绍、电气元件参数的计算与选择、可编程逻辑控制器(PLC )及数字式直流调速器590+的硬件接线和软件设计,相关软硬件的介绍,包括FXGPWIN (三菱公司PLC 编程软件)。
本次设计主要应用的软件是PLC ,它是为工业生产控制而专门设计的控制装置,具有比通用计算机控制更简单的编程语言和更可靠的硬件,采用了精简化的编程语言,编程出错率大大降低。
同时具有易操作性与灵活性。
所以广泛应用于检测控制系统中。
直流调速系统适用于一些大功率大扭矩的场合,且欧陆590+功能比较多,可以实现多种逻辑组合推算电路,满足各种工艺控制要求,价格便宜,因此选用欧陆590+作为控制直流电机的直接执行环节。
关 键 词: 滚齿机,四象限全控数字式直流调速器,可编程逻辑控制器,FXGPWIN 。
DESING OF GEAR-HOBBING MACHINE AUTOMATICCONTROL SYSTEM河南科技大学毕业设计(论文)ABSTRACTWith the programmable logic controller of Japanese Mitsubishi (PLC) is a main processor, the automatic control system of Gear-hobbing machine taking 590+ digital direct current governors of Continental Europe as controller has realized that Roll the machine of Wheel gear automatic systems are designed, overcame and used a great deal of shortcomings of separating control system that the component made up in the past.This text has expounded the fact with the programmable logic controller of Japanese Mitsubishi mainly (PLC) is a main processor, the hardware of the automatic control system of Gear-hobbing machine taking 590+ digital direct current governors of Continental Europe as controller makes up, software system and controlling some designs and their operation principle auxiliarily, summarize lathe form a complete set electric generality characteristic of control system, develop horizontal automatically controlled intact systems of Gear-hobbing machine. The content includes mainly: The system controls the target to introduce, power component calculation, choice and digital direct current 590+ governor and programmable logic hardware wiring and software design of controller (PLC) of parameter, the introduction of the relevant software and hardware, including FXGPWIN (Mitsubishi Company PLC programming software)The design of the main applications of the software is PLC, which is the control of industrial production control device specifically designed with more simple than the general-purpose computer-controlled programming language and more reliable hardware, the use of a streamlined programming language, programming error rate greatly reduced. At the same time with ease and flexibility,it is widely used in detection and control system.DC speed control system for a number of high-power high-torque situations, and more European features 590 +, you can achieve a variety of logiccircuits combined projected to meet a variety of process control requirement s, the price is cheap, so use as a control DC Euro 590 + link directly to the implementation of the motor.KEY WORDS:Gear-hobbing machine,PLC,4Q fully controlled digital direct current 590+ governor,FXGPWIN目录前言 (1)第1章滚齿机系统控制对象介绍 (2)§1.1滚齿机在生产中的应用 (2)§1.2 滚齿机的概述 (2)§1.3 本课题研究内容 (3)§1.4 此课题调速方案的选择 (4)§1.4.1 直流电机的特点 (4)§1.4.2交流电机的特点 (5)§1.4.3 调速器的选择 (5)第2章 SSD590+简介 (6)§2.1 SSD590+工作原理 (6)§2.2 接线注意事项和要求 (7)第3章可编程控制器(PLC)介绍 (11)§3.1 PLC概述 (11)§3.1.1 PLC的构成 (11)§3.1.2 I/O模块 (11)§3.1.3 电源模块 (11)第4章滚齿机硬件电路设计 (14)§4.1主路功率元件参数的选择与计算 (14)§4.2 可编程逻辑控制器(PLC)硬件电路设计[2] (17)§4.3 590+数字式直流调速器硬件电路设计[16] (18)§4.4 控制电路设计 (19)第5章滚齿机系统软件部分 (23)§5.1控制系统软件说明 (23)§5.2梯形图的软件分析 (23)§5.2 PLC输入输出点分配 (25)§5.3 控制系统程序流程图 (28)第6章滚齿机系统调试 (30)§6.1设备安装和校线 (30)§6.2 590+数字直流式调速器操作 (30)§6.2.1准备 (30)§6.2.2设置调速器 (31)§6.2.3调整步骤 (32)结论 (33)参考文献 (34)致谢 (35)附录 (36)前言滚齿机是用来加工各种齿轮的专用机床,可加工直齿、斜齿、人字齿等各种齿型齿轮,广泛应用各种行业,滚齿机在机械领域有很重要的作用。
滚齿机数控化改造设计
HUS NC— X p n mo i n c n r l r W i h s d sg , h u c i n o o b n c i e t c i e TC H3 o e t o tol . t t i e in t e f n t fh b i g ma h n o ma h n o e h o c o e a b f ci ey e p n e ,t e e f r a c n r c s i g c p c t f t e CNC g a r wn g a c n e e f t l x a d d h p ro r e v m n e a d p o e sn a a i o y h e r h h i g ma h n e g e t n a c d a d t e e o o c l e f a e g i e c n mia l . o h n c i e a r al e h r y n e . n c n mia n tc n b an d e o o c l h b i y Ke o d : e o b n c i e; f r ; e i n y W r s g a h b i g ma h n r o r e m d sg
引 言
齿 轮 传动 应 用 广 泛 。 对齿 轮 制 造质 量 的 要 求越 来越 高 。 求 量 也 日益 增 加 , 鼓形 齿 轮 可 改 善 齿 需 而 轮 的 啮合 状 况 , 齿 向载 荷 分 布 均 匀 , 高 齿 轮 的 使 提 抗弯强 度 , 降低传 动 噪声 , 长使 用 寿命 。鼓形 齿联 延 轴器 和 直 齿 联 轴 器 相 比 . 有 承 载 力 高 、 用 寿命 具 使 长、 维修 费 用低 、 机械 效 率 高 等优 点 , 起重 机 等 方 在 面应 用非 常 广 泛【 ” 。普 通滚 齿 机 不具 备加 工 鼓 形 齿 轮 的功 能 . 分滚 齿 机 通过 加 装仿 形 板 并手 摇 机 床 部 立柱 来 实现 获 得鼓 形 齿 轮 ) - 功 能 。 这种 方 法 存 jr i 但 在 立柱 进 给 灵 敏 度 差 、 件 齿 面粗 糙 度 高 、 形 板 工 仿
全自动滚齿机的PLC控制

全自动滚齿机的PLC控制全自动滚齿机是一种精密的机械设备,它的制造和使用需要高度的技术和经验。
在滚齿机的设计中,PLC控制系统起着至关重要的作用。
PLC控制系统是一种具有高度可编程性的工业控制系统,可以用于控制各种机械设备和生产线的运行。
下面将介绍全自动滚齿机的PLC控制系统。
1.控制器:控制器是PLC控制系统的核心部分,用于控制滚齿机的各项功能。
控制器一般由CPU、存储器、输入模块、输出模块和通信模块等组成。
CPU是控制器的计算核心,存储器用于存储程序和数据,输入模块用于接收传感器等信号,输出模块用于控制执行器的动作,通信模块用于与外部设备进行通信。
2.人机界面:人机界面是PLC控制系统与人员之间的接口。
在全自动滚齿机中,人机界面通常采用液晶屏和触摸屏的组合,用于显示和操作各种参数和功能。
3.传感器:传感器是全自动滚齿机的重要组成部分,用于检测滚齿机的状态和位置。
常用的传感器有位置传感器、光电传感器、压力传感器等。
4.执行器:执行器是PLC控制系统的输出部分,用于控制滚齿机的各项动作。
常用的执行器有电机、气缸、液压马达等。
1.确定控制器的型号和接口类型。
2.编写PLC控制程序。
PLC控制程序是一种特殊的程序语言,一般采用图形化编程软件进行编写。
3.配置输入和输出模块。
输入和输出模块的配置需要根据具体情况进行调整和设置。
5.进行调试。
在进行调试时需要检查各种信号的传输和接收情况,确认控制程序的正确性。
6.测试运行。
在进行测试运行时需要进行全面的测试和调试,确保滚齿机的各项功能正常。
1.稳定可靠。
PLC控制系统具有高度的稳定性和可靠性,能够保证滚齿机的运行稳定和安全。
2.灵活可扩展。
PLC控制系统具有高度的可扩展性,能够根据生产需求进行调整和扩展。
3.易于维护。
PLC控制系统的维护和保养较为简单和容易,能够快速排除故障和问题。
4.高效节能。
PLC控制系统能够实现高效节能,达到节约能源和降低成本的目的。
yc3180滚齿机改造(无侧隙双滚子包络环面蜗杆传动)机械专业毕业设计论文[管理资料]
![yc3180滚齿机改造(无侧隙双滚子包络环面蜗杆传动)机械专业毕业设计论文[管理资料]](https://img.taocdn.com/s3/m/66620b4765ce05087732130e.png)
目录摘要 (1)1绪论 (2)2无侧隙双滚子包络环面蜗杆副的传动原理 (3)蜗轮的组成结构及其工作原理 (3)蜗杆齿面的成形原理 (5)3 无侧隙双滚子包络环面蜗杆的加工设备 (6) (6) (7)滚切直齿圆柱齿轮 (7)滚切直齿圆柱齿轮的传动原理图 (7)滚刀的安装 (8)滚切斜齿圆柱齿轮 (9)滚切斜齿圆柱齿轮的传动原理图 (9) (10) (11)滚齿机的分类 (11) (11)4 YC3180型滚齿机 (12)YC3180型滚齿机概述 (12)YC3180型滚齿机的传动和运动分析 (13) (13) (16)5 改装YC3180 (17)6 简析无侧隙双滚子包络环面蜗杆的工艺 (25)工艺流程 (26)切齿 (26)7 PRO/E概述及零件建模 (27)PRO/E的特点和优势 (28)PRO/E的主要模块及其功能 (29)Pro/Engineer (29)Pro/ASSEMBLY (30)Pro/DETAIL (30)Pro/INTERFACE (31)改装后的YC3180的主要零件建模举列 (32)致谢词 (39)参考文献 (40)摘要无侧隙双滚子包络环面蜗杆传动是一种综合了精密传动和动力传动的新型蜗杆传动装置,提出者期望利用该传动装置中双滚子的特殊传动以消除蜗杆传动的回程误差,从而使传动更加平稳,并提高传动精度。
这种新型传动在诸多领域中具有较广的应用前景,然而这种传动目前还处于前期的试验阶段,因此针对这一新型无侧隙双滚子包络环面蜗杆进行加工的研究具有重要意义,且对于推广这种新型传动也具有重要的作用。
为此,本次毕业设计以无侧隙双滚子包络环面蜗杆的加工设备为主要对象,简要介绍了滚齿机的原理,并依据已有的环面蜗杆制造技术制定了相应的加工方案,对蜗杆齿面加工中的工件装夹、对刀进行了简单分析,制定了无侧隙双滚子包络环面蜗杆副的制造工艺和解决了相关的关键制造技术,根据制造工艺要求,对YC3180型滚齿机进行了改装,并对改装后的YC3180的主要零部件利用Pro/E软件进行三维建模,再将其组装。
全自动滚齿机的PLC控制
全自动滚齿机的PLC控制全自动滚齿机是一种用于生产齿轮的自动化设备,它具有高效、精确和稳定的特点。
PLC控制系统是全自动滚齿机的核心部分,起到控制和监控设备运行的关键作用。
PLC控制系统包括PLC主机、输入输出模块、触摸屏和编程软件等组成部分。
PLC主机是控制系统的核心,它负责接收和处理来自输入输出模块的信号,并根据预设的程序和算法控制设备的运行。
输入输出模块负责将外部的输入信号转换成PLC可以识别的信号,并将PLC的输出信号转换成外部可以接受的信号。
触摸屏是人机交互界面,用于操作和监控设备的运行状态。
编程软件是用于编写和调试PLC程序的工具。
全自动滚齿机的PLC控制系统通过以下几个步骤实现自动化控制:1. 输入信号检测:通过输入输出模块接收来自传感器的信号,如齿轮的位置、速度、温度等参数。
根据这些信号,PLC系统可以获得设备的运行状态和工作环境,并作出相应的控制决策。
2. 程序编写:利用编程软件编写PLC程序,包括设备的启动、停止、速度控制、数据处理等功能。
程序根据设备的工作特点和工艺要求,配置相关的算法和逻辑,实现设备的高效、精确和稳定的运行。
3. 控制信号输出:根据程序的运行结果和逻辑条件,PLC主机通过输出接口产生相应的控制信号,控制设备的各种执行机构,如电机、气动元件等。
这些控制信号经过输入输出模块转换成电压、电流等物理量,驱动设备的运动和动作。
4. 运行监控:触摸屏实时显示全自动滚齿机的运行状态和工艺参数,操作人员可以通过触摸屏上的控制按钮和参数调整,对设备进行控制和监控。
PLC主机也能够检测设备运行过程中的异常情况,如过载、故障等,并通过触摸屏报警或采取相应的措施。
1. 可编程性强:PLC控制系统的程序可以根据实际需求进行编写和修改,方便应对不同的生产任务和工艺要求。
2. 灵活性高:PLC控制系统可以通过输入输出模块和触摸屏实现与外部设备的连接和通信,实现数据传输和信号交换,提高设备的自动化程度和生产效率。
全自动滚齿机的PLC控制
全自动滚齿机的PLC控制随着工业自动化程度的不断提升,越来越多的传统机械设备也开始应用PLC控制系统,实现自动化生产。
全自动滚齿机作为金属加工设备的一种,也有着自动化改造的趋势。
本文将详细介绍全自动滚齿机的PLC控制系统,包括系统组成、工作原理、功能特点等方面的内容。
一、系统组成全自动滚齿机的PLC控制系统主要由PLC控制器、输送系统、滚齿机主机、液压系统和触摸屏等部分组成。
PLC控制器作为系统的核心,负责接收各种传感器的信号,控制执行器的动作,实现整个设备的自动化控制。
输送系统主要包括送料装置和夹具装置,用来把工件送入滚齿机主机进行加工。
滚齿机主机主要包括滚齿头、滚齿刀具、主轴等部件,用来对工件进行滚齿加工。
液压系统主要包括液压站和执行元件,用来控制滚齿头的前后移动和工件夹紧等动作。
触摸屏则是用来实现对整个系统的参数设置、运行状态监控、故障诊断等功能。
二、工作原理在实际工作中,全自动滚齿机的PLC控制系统主要按照以下步骤来进行工作:通过触摸屏设置滚齿机的加工参数,包括工件尺寸、滚齿刀具规格、加工速度等。
然后,启动输送系统将工件送入滚齿机主机,同时PLC控制器接收传感器的信号,判断工件是否已经就位。
接着,PLC控制器发送信号给液压系统,使夹具装置夹紧工件,并控制滚齿头的前后移动,使滚齿刀具开始对工件进行滚齿加工。
当加工完成后,PLC控制器发送信号给输送系统,使夹具装置释放工件,完成一次加工周期。
三、功能特点全自动滚齿机的PLC控制系统具有以下几个功能特点:1. 自动化程度高:通过PLC控制系统,可以实现对整个滚齿加工过程的自动控制,大大提高了生产效率和产品质量。
2. 灵活性好:PLC控制系统可以实现对滚齿机各种参数的灵活调整,满足不同工件的加工需求,具有较强的适应性。
3. 安全可靠:PLC控制系统可以实现对滚齿机各种安全保护装置的控制,确保设备运行时的安全可靠性。
4. 操作简便:通过触摸屏界面,操作人员可以方便地进行参数设置、运行监控和故障诊断,减少了人为操作误差。
PLC在Y31200滚齿机上的应用
PLC在Y31200滚齿机上的应用
陈大林;张伟敏
【期刊名称】《设备管理与维修》
【年(卷),期】1996(000)011
【摘要】我厂Y31200滚齿机是加工船舶尾舵齿轮的主要设备,已使用十多年。
由于该机床的电气和液压、直流调速器回路与机械调速手柄之间依靠近30只中间继电器、5只时间继电器和12只微动开关,通过继电器的逻辑控制来完成机床的各种加工工序,在加工过程中,联动工作的可靠性差,容易发生故障。
【总页数】2页(P16-17)
【作者】陈大林;张伟敏
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG612
【相关文献】
1.Y31200滚齿机调速系统数字化改造
2.可编程控制器在Y31200滚齿机技术改造中的应用
3.NUM Flexium+数控系统在数控滚齿机上的应用
4.可编程控制器在
Y31200滚齿机技术改造中的应用5.NUM Flexium+数控系统在数控滚齿机上的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
全自动滚齿机的PLC控制

全自动滚齿机的PLC控制PLC控制是全自动滚齿机的核心,它是将电控技术和计算机技术融合在一起的高级控制技术。
全自动滚齿机在生产中应用广泛,它能够在短时间内完成生产,能够保证生产质量和效率。
那么下面我们来看看全自动滚齿机中PLC控制的具体内容。
一、PLC控制结构PLC控制一般分为两部分:硬件和软件。
硬件由主控板和各种外设组成,而软件则是由程序编写而成的。
在全自动滚齿机中,PLC控制通常由以下几个部分组成:1、输入输出模块:输入输出模块是PLC控制的重要组成部分。
它的功能是将外部传感器和执行元件连接到PLC控制器上,以实现物料输送、工具运动等功能。
2、中央处理器模块:中央处理器模块是PLC控制的控制中心,它对输入输出模块进行信号的处理和控制。
中央处理器模块通常由CPU、存储器、计时器、计数器、PWM输出等组成。
3、人机界面:人机界面是PLC控制器和操作人员之间沟通的桥梁。
助手可以通过人机界面进行PLC程序的修改,查看设备报警、设备状态等信息。
4、通信模块:通信模块通常连接PLC控制器和上位机或网络,它实现了PLC控制器和管理系统之间的数据共享。
PLC控制按照预先设定的程序进行工作。
在全自动滚齿机中,PLC控制主要根据用户输入的参数以及传感器反馈的数据,对滚齿机进行控制。
具体的控制过程如下:1、输入数据获取:编写好软件程序后,首先要做的是获取输入数据。
通常,输入数据来自外部传感器或人机操作界面。
2、数据处理:PLC中的CPU对输入的数据进行处理,并将输出信号发送到外部。
PLC 的输出信号通常用来控制执行元件,如电动机、气动阀门等。
3、输出信号检测:PLC会不断地检测输出信号是否正确。
4、程序循环:PLC系统将根据程序设置不断地循环,直到生产任务完成为止。
全自动滚齿机的PLC控制主要控制滚齿机的送料、滚齿头的置换、料头的供给,以及设备的启动和停止等。
全自动滚齿机在使用PLC控制器时能够获得以下几个优势:1、简化控制系统:PLC控制系统可以取代传统的电气控制系统,使设备控制过程更加简化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CHANGZHOU INSTITUTE OF TECHNOLOGY 专业综合设计与实践题目:Y3180H滚齿机的PLC改造设计二级学院(直属学部):专业:班级:学生姓名:学号:指导教师姓名:职称:2013年3月15日常州工学院《专业综合设计与实践》任务书二级学院:专业:电气工程及其自动化班级:学生姓名指导老师职称副教授课题名称Y3180H滚齿机的PLC改造设计课题工作内容将Y3180H滚齿机由机电控制改造成由PLC接触器控制的智能机床。
具体工作内容如下:1.选择PLC型号2.元器件选择3.PLC外部I/O接线图的绘制4.绘制机床工作流程图和控制梯形图指标要求PLC在设备自动化控制和旧设备的技术改造中前景宽广。
在单机技术改造中,多数情况下我们只用了PLC内部很少的一部分资源和功能,PLC性价比高的优点不能得到充分的体现,造成较大的浪费。
PLC是一种可编程、可规划的逻辑控制器。
它具有接线简单、可编程、工作可靠和稳定性高等优点,且具备继电控制、价格低廉、驱动能力大等特点,因此在设备的技术改造或其他开关量输人输出的顺序控制中可以成为主要的控制器。
Y3180H齿轮机适用于单件或批量生产带有齿轮的大型零件的齿轮加工,是一般机械加工车间常用的机床。
由于其控制系统采用继电器控制方式,电路中联锁较多,电路接线复杂,触点多,因而故障较多,维修比较麻烦。
长期使用后,故障率高,故障排除困难,常常影响企业正常生产。
PLC具有可靠性高,环境适应性强,使用方便,成本低,维护简单等优点。
因此,利用PLC对齿轮机继电器控制电路进行改造,有助于提高设备可靠性,使用率,改造后运行效果良好。
其主要功能指标:1.采用4台电机拖动,主轴电动机Ml、摇臂升降电动机M2、液压泵电动机M3及冷却泵电动机M4;2.控制电路设有主轴启动按钮SB2和主轴停止按钮SB1;3.有QS电源开关,电路有短路保护、过载保护等;4、摇臂升/降动作按照“摇臂松开→升降→摇臂夹紧”顺序进行。
由摇臂松开行程开关SQ2与夹紧行程开关SQ3来控制。
在摇臂夹紧前,由时问继电器KT延时l~3s后再夹紧;5、主轴箱和立柱的松、紧是同时进行的,SB5和SB6分别为松开和夹紧点动按钮;6、主轴电动机Ml和液压泵电动机M3分别设有热继电器FRl、FR2作长期过载保护;7、机床设有4个信号灯:电源指示灯HL、立柱和主轴箱松开指示灯HL1、立柱和主轴箱夹紧指示灯HL2、主轴电动机旋转指示灯HL3和照明灯EL。
进程安排第一天:下达任务、理解课题要求、收集和消化相关资料;第二天:制定改造方案和方案论证、制定;第三~五天:硬件部分的实现第六~八天:软件设计、调试第九天:根据设计内容,撰写设计报告第十天:实际测试、答辩考核主要参文献《电气控制与可编程控制器技术》史国生化学工业出版社《电气控制与PLC应用》范永胜、王岷中国电力出版社《可编程序控制器及应用》陈晓琴哈尔滨工程大学出版社《PLC分析与设计应用》周万珍、高鸿斌电子工业出版社《现代电气控制PLC应用技术》王永华北京航空航天大学出版社《PLC应用开发实用子程序》贾德胜人民邮电出版社《机电一体化原理及应用》姚伯威吕强北京国防工业出版社《PLC应用技术》钱悦徐峰北京希望电子出版社地点秋白楼起止日期2013.3.4-3.15目录目录 (3)摘要 (4)第一章绪论 (5)1.1课题的研究意义 (5)1.2滚齿机简述 (5)1.2.1Y3180H滚齿机电气控制的缺点 (5)1.2.2工作原理 (6)第二章PLC系统总体设计方案 (7)2.1改造方案 (7)2.2电路控制原理及原理图 (7)2.2.1主电路 (8)2.2.2控制电路 (9)2.2.3.运动分析 (11)第三章硬件系统设计 (12)3.1PLC的选择 (12)3.2元件清单 (12)3.3I/O分配表 (14)3.4PLC外部接线图 (15)第四章软件系统的设计 (16)4.1PLC梯形图设计 (16)第五章调试 (18)第六章小结 (19)附录 (20)1.Y3180H型滚齿机的电气控制线路图 (20)2.主电路 (21)3.控制电路 (22)4.元器件清单 (23)5.PLC外部接线图 (25)6.总程序 (26)参考文献 (28)摘要Y3180H滚齿机是是机械与电气结构联合动作的典型控制,是自动化程度较高的机床。
本设计介绍了自动滚齿机PLC控制系统设计方案,并且叙述了滚齿机运行的基本原理、PLC的基本原理、PLC的工程设计步骤。
该系统用三菱公司的FX2N系列PLC作为控制核心,利用PLC控制滚齿机运行,实现了滚齿机启动、停止、故障停止、紧急停止的功能,并且有手动控制和自动控制两种控制方式,从而实现了滚齿机运行的自动化功能。
PLC控制的特点使原机床控制大大的简单化,提高电气系统的稳定性和可靠性,并且维修方便,易于检查。
节省大量的继电器元件,使机床的工作效率更高。
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业。
运动控制PLC可以用于圆周运动或直线运动的控制。
一般使用专用的运动控制模块,如可驱动步进电机或伺服电机的单轴或多轴位置控制模块,广泛用于各种机械、机床、机器人、电梯等场合。
取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。
PLC对Y3180H滚齿机的继电接触式电控系统进行技术改造,改造后可以减少强电元气件数目,提高系统的稳定性可靠性安全性。
使电气控制系统的工作更加灵活、可靠,更容易维修,更能适应经常变动的工艺条件。
第一章绪论1.1课题的研究意义本课题依据于PLC对Y3180H型精密滚齿机控制系统的PLC改造。
课题的意义是设备更新,购置新型数控滚齿机、提高企业对产的加工能力,增强产品市场的竞争能力是企业提高市场竞争能力的首选。
但新机床购置费用高,且旧机床的闲置必然造成很大的资源浪费。
因此对原有机床的PLC改造显得尤为重要。
利用旧机床进行改造具有一下几点优势:1)投资额小、开发成本低数控化机床改造的低成本投入是推动数控改造市场迅速发展的关键因素.与购置新机床相比较,一般可以节省60%-70%的费用,改造费用低。
特别是大型特殊机床尤其明显。
一般大型机床改造,只需花费新机床购置费用的三分之一,即使将原机床的结构进行彻底改造升级,也只需要花费购置新机床50%的资金。
并且企业可以充分利用现有地基,不必像购入新设备那样重新构筑地基。
2)了解设备、便于操与维修,减少后期的培训、维修成本;3)使用灵活、性能更稳定;4)可充分利用现有的条件使企业更快地投入生产;5)可有效的扩大加工范围,提高加工精度;6)提高机床的自动化程度及生产效率;7)缩短生产和生产准备周期;8)减轻工人劳动强度,改善劳动条件。
同时经过PLC数控改造的滚齿机直接采用伺服电机驱动内联传动链两端件,取消中间传动齿轮,通过PLC控制装置控制各电机的转速实现远程控制,向最终实现齿轮加工的集成化迈进。
1.2滚齿机简述齿轮加工机床是一种用途广泛的机床,可进行多种齿轮加工。
包括直齿轮加工、斜齿轮加工、蜗轮加工等。
在各种机床中,滚齿机操作方便,灵活,适用范围广,具有典型性。
本次论文主要介绍了Y3180H滚齿机控制系统的改造。
1.2.1Y3180H滚齿机电气控制的缺点a、行程开关目前存在的缺点:1.由于长期使用,使得行程开关易损坏、影响生产,增加了电器人员的维修工作量。
2.电磁铁在使用一段时间后,容易失灵。
导致电器系统执行动作不可靠,影响了生产,不便管理。
3.线路复杂,维修不方便。
b、Y3180H滚齿机采用了传统的接触器——继电器控制系统。
继电接触器控制系统是使用按钮、开关、行程开关、接触器、继电器组成的控制系统。
它通过电气触电的闭合和分断来控制电路的接通与断开。
实现对电动机拖动系统的启动、停止、调速、自动循环和保护等自动控制。
它具备控制结构简单、价格低廉、控制方式直观、容易掌握等优点,但体积较大、控制速度慢、改变控制功能必须改变接线来完成,在工厂实际操作中,越来越不适应现场系统。
1.2.2工作原理滚齿加工是由一对交错轴斜齿轮齿合传动原理演变而来。
在加工不同类型的齿轮时,其传动链有不同的要求,归纳起来主要包括的传动链有:1.直齿轮加工时,电动机带动的滚刀旋转的运动链(外联系传动链),滚刀旋转与工作台回转之间的内联系传动链,(内联系传动链),滚刀在刀架的带动下沿轴向的直线运动(外联系传动链)。
2.斜齿轮加工时,由于斜齿轮与直齿轮的不同之处是齿线为螺旋线,因此斜齿轮滚切时,除了与滚直齿一样,需要有滚切旋转与工件旋转之间的展成运动,主运动,轴向进给运动外,为了形成螺旋齿线,在滚刀作轴向进给运动的同时,工件还应作附加旋转运动,而且这两个运动之间必须保持确定的运动关系,即滚刀移动一个工件旋转线导程时,工件应该准确地附加转过一圈。
3.蜗轮加工时,用蜗轮滚刀滚切蜗轮,齿廓的形成方法与加工圆柱齿轮是相同的,但齿线是当滚刀切至全齿深时,在展成齿廓的同时形成的。
因此主要运动包括滚切蜗轮的展成运动,主运动以及滚刀切入工件的进给运动。
对于Y3180H 滚齿机,其切入运动是径向进给法。
即在加工齿轮时,还应该由滚刀或工件沿工件径向作切入进给运动,使滚刀从蜗轮顶逐渐切入至全齿深。
第二章PLC系统总体设计方案2.1改造方案根据上述介绍,本机床采用以继电器控制为核心的方式,而继电气控制有很多缺点:电路接线复杂,触点多、噪音大、可靠性差、故障诊断与排除困难等缺点。
故改用PLC控制。
同样,机床控制线路中行程开关有响应速度低、精度差、接触检测易损坏被测物,及寿命短等缺点。
故改用PLC控制。
2.2电路控制原理及原理图传统滚齿机的类型较多,控制电路各不相同,但都存在相同的问题,即利用齿轮挂箱实现各运动部件的转速控制和联动。
过长的传动链是导致产品加工精度低的主要原因。
这里先对先对Y3180H型滚齿机做简单电路分析,以明确滚齿机的基本工作原理。
Y3180H型滚齿机的电气控制线路图如下图2.1所示:图2.1Y3180H型滚齿机的电气控制线路图2.2.1主电路图2.2Y3180H型滚齿机的主电路图主电路共有四台电动机,其中M2是主轴电动机,利用KM2与KM3实现正反转控制。
KM2吸合电机M2正传时实施进给加工,KM3吸合M2反转时进行退刀。
轴向快速运动电机由接触器KM4、KM5实现正、反转控制。
液压泵电机由接触器KM1控制。
主轴的运转利用齿轮挂箱可带得刀具高速旋转和刀具的横向进给,加工不同工件时应按要求选择不同的齿轮挂箱,利用齿轮传动实现各主轴转速调节和转速联动;M3是冷却泵电动机,只要求单向旋转;冷却泵电机M3由KM8控制,即KM8吸合则M3工作。