公差8
公差对照表
690
215
204
-
705
220
209
-
Hale Waihona Puke 720225214
-
740
230
219
-
755
235
223
770
240
228
20.3
785
245
233
21.3
800
250
238
22.2
820
255
242
23.1
835
260
247
24.0
850
265
252
24.8
865
270
257
25.6
880
275
261
55.2
2030
610
(580)
55.7
2070
620
(589)
56.3
2105
630
(599)
56.8
2145
640
(608)
57.3
2180
650
(618)
57.8
660
58.3
670
58.8
680
59.2
690
59.7
700
60.1
720
61.0
740
61.8
760
62.5
780
63.3
800
4
5
8
12
18
30
48
75
0.12
0.18
0.30
0.48
0.75
1.2
1.8
6
10
公差等级及偏差代号

公差等级及偏差代号
公差等级是指确定尺寸精确程度的等级,国标将其分为20个等级,分别用IT01、IT0、IT1、IT2~IT18表示。
偏差代号用于表示某一尺寸的允许变动范围。
例如,F表示的是轴的基本偏差,d表示的是孔的基本偏差。
具体来说,公差等级和偏差代号的对应关系如下:
1.P0~P9级:偏差值在±25~±75微米之间,主要用于非配合尺寸的制造精度。
2.P10~P19级:偏差值在±10~±25微米之间,主要用于配合尺寸的制造精度。
3.P20~P49级:偏差值在±3~±10微米之间,主要用于一般精度要求的孔和轴的配合。
4.P50~P99级:偏差值在±3微米以下,主要用于高精度要求的孔和轴的配合。
以上信息仅供参考,如需获取更多详细信息,建议查阅公差配合标准手册或咨询专业技术人员。
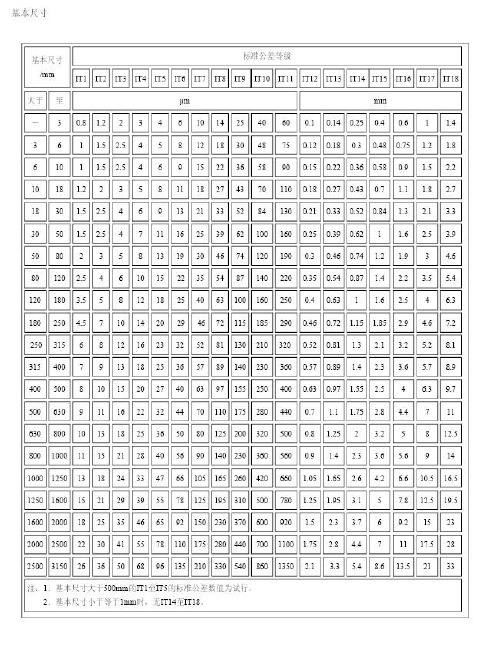
标准公差数值表
+22 0
+35 0
+54 +87 +140 +220 +0.35 +0.54 +0.87 0000 0 0 0
+1.4 0
+2.2 0
120
180
+18 0
+25 0
+40 0
+63 +100 +160 +250 +0.4 +0.63 0000 0 0
+1 0
+1.6 +2.5 00
180
250
+20 0
0.3
0.4
0.6
0.8
1.2
1.6
注:尺寸分段指相应有直线度要求的边的长度或构成平面的 较长的一边或圆的直径.
基本尺寸分段 ≤100 >100~300 >300~ >1000
公H
0.2
差K
0.4
等
级L
0.6
1000 ~3000
0.3
0.4
0.5
0.6
0.8
1
11.52注:指构成直角的两边以较长的一边做碁准,短的一边做为 被测要素.
等
m
粗 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 糙 c
最粗 v
±0.5 ±1 ±1.5 ±2.5 ±4
±3 ±4 ±6 ±8
2.倒圆半径和倒角高度尺寸的极限偏差数值
基本尺寸分 0.5~3 >3~6>6~30 >30 段
公 精密f
差 等
中等m
±0.2
±0.5
±1
±2
级 粗糙c ±0.4 ±1
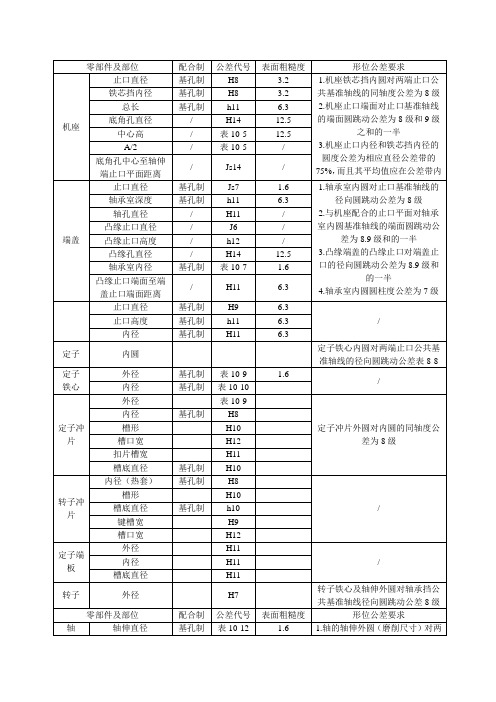
电机常用公差配合
-0.024
表10-14中型交流电机中使用的公差配合及表面粗糙度
零部件
配合制
公差代号
表面粗糙度
机座
止口直径
基孔制
js6
3.2
铁芯挡内径
基孔制
H11
3.2
总长
基孔制
h11
6.3
底角孔直径
/
H13
12.5
中心高
/
12.5
端盖
止口内径
基孔制
H7
3.2
止口端面到轴承室侧面深度
h11
6.3
内径(配轴承)
3.凸缘端盖的凸缘止口对端盖止口的径向圆跳动公差为8.9级和的一半
4.轴承室内圆圆柱度公差为7级
轴承室深度
基孔制
h11
6.3
轴孔直径
/
H11
/
凸缘止口直径
/
J6
/
凸缘止口高度
/
h12
/
凸缘孔直径
/
H14
12.5
轴承室内径
基孔制
表10-7
1.6
凸缘止口端面至端盖止口端面距离
/
H11
6.3
止口直径
基孔制
定子扇形冲片内径
基孔制
H9
/
转子扇形冲片外径
基孔制
h8
/
转子扇形冲片内径
基孔制
H9(N9)
/
转子扇形冲片固定螺栓孔
基孔制
H9
/
铁心
定子内径
基孔制
H9(H8)
3.2
转子外径
基孔制
js8(h8)
3.2
轴承
内径
公差对照表
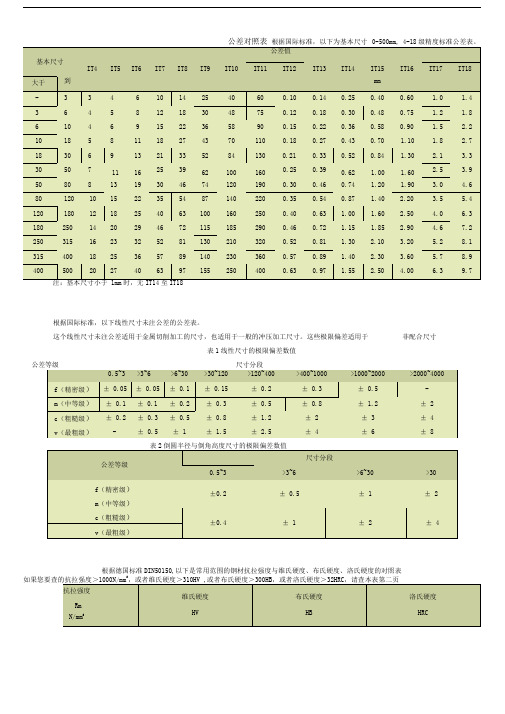
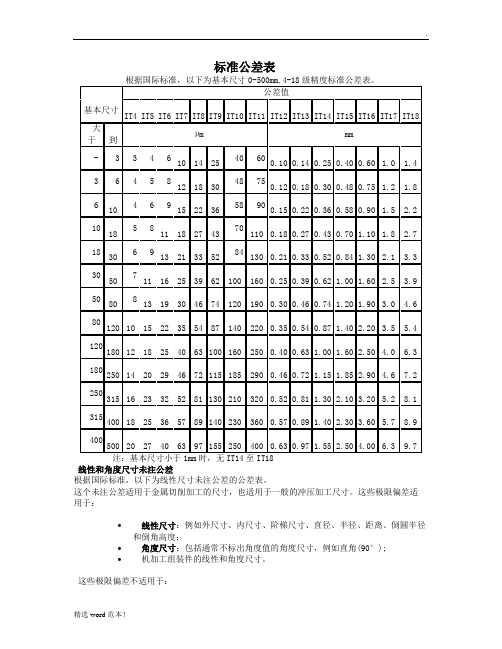
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度>310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度<1000N/mm2,或者维氏硬度<310HV,或者布氏硬度<300HB,或者洛氏硬度<32HRC,请查本表第一页。
8公差等级表

公差等级编辑讨论上传视频本词条由“科普中国”科学百科词条编写与应用工作项目审核。
公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
中文名公差等级外文名grade of tolerance功能精确尺寸精度等级20个等级参考表格GB/T1184-1996 [1] 性质描述机械精度的指标目录1 等级划分2 公差等级表3 选择原则4 自由公差的概念▪基本定义▪适用范围等级划分编辑公差等级的选择及应用公差等级应用范围及举例IT01用于特别精密的尺寸传递基准,例如特别精密的标准量块IT0用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。
例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规IT1用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。
例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸IT2用于高精密的测量工具,特别重要的精密配合尺寸。
例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸IT3用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。
例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。
IT4用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。
例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径IT5用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸,一般机械中应用较少。
标准公差代号

标准公差代号在工程设计和制造过程中,公差是一个非常重要的概念。
公差代号是指在零件制造和装配过程中,用来表示公差大小的一种符号或代码。
标准公差代号的使用可以简化工程图纸的标注,方便工程师和技术人员进行沟通和理解。
本文将介绍一些常见的标准公差代号及其含义,帮助大家更好地理解和应用公差代号。
1. H7。
H7代表着基孔的制造公差,表示孔的上限偏差为正负0.025毫米。
这个公差代号在机械制造中应用非常广泛,特别是在轴承座孔和轴承配合孔的设计中常常可以见到。
2. h6。
h6代表着基轴的制造公差,表示轴的上限偏差为正负0.009毫米。
和H7一样,h6也是在机械制造中应用非常广泛的公差代号,常见于轴和轴承的配合设计中。
3. IT7。
IT7代表着过盈配合孔的制造公差,表示孔的上限偏差为正负0.025毫米。
过盈配合是指在轴和孔的配合中,轴的尺寸大于孔的尺寸,形成压力配合。
4. IT6。
IT6代表着过盈配合轴的制造公差,表示轴的上限偏差为正负0.009毫米。
和IT7类似,IT6也是用于过盈配合设计中的公差代号。
5. JS7。
JS7代表着活动配合孔的制造公差,表示孔的上限偏差为正负0.050毫米。
活动配合是指在轴和孔的配合中,轴和孔之间有一定的间隙,可以活动。
6. JS6。
JS6代表着活动配合轴的制造公差,表示轴的上限偏差为正负0.025毫米。
和JS7类似,JS6也是用于活动配合设计中的公差代号。
7. m7。
m7代表着普通配合孔的制造公差,表示孔的上限偏差为正负0.075毫米。
普通配合是指在轴和孔的配合中,轴和孔之间有一定的间隙,但比活动配合要小。
8. m6。
m6代表着普通配合轴的制造公差,表示轴的上限偏差为正负0.035毫米。
和m7类似,m6也是用于普通配合设计中的公差代号。
以上就是一些常见的标准公差代号及其含义。
掌握这些公差代号,对于工程设计和制造来说非常重要。
正确的使用公差代号可以提高零件的制造精度,保证装配质量,减少生产成本,提高工作效率。
公差等级表

公差等级表标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±) IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
公差对照表

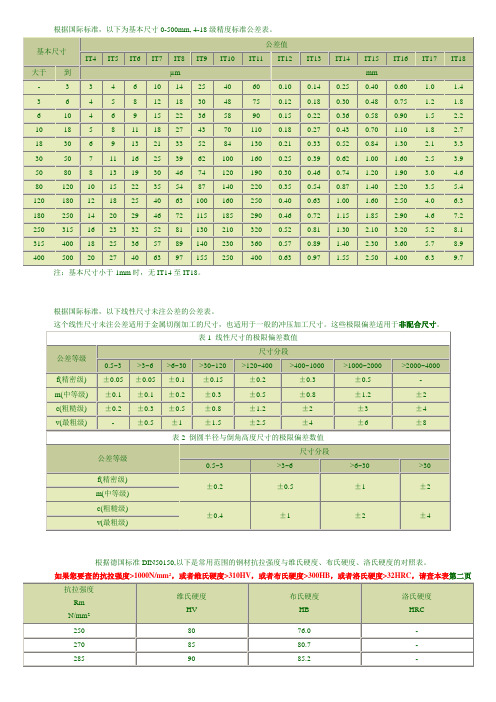
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度>310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度<1000N/mm2,或者维氏硬度<310HV,或者布氏硬度<300HB,或者洛氏硬度<32HRC,请查本表第一页。
8形状与位置公差

8形状与位置公差8.1概述AUTOMET基本软件中可以处理的形状与位置公差项目包括直线度、平面度、圆度、圆柱度、平行度、垂直度、倾斜度、对称度、同轴度、位置度、径向跳动和端面跳动,而线轮廓度和面轮廓度的处理则要在曲线/曲面测量软件中进行。
其中直线度、平面度、圆度、圆柱度为形状公差,可带有评定图形;平行度、垂直度、倾斜度为定向公差;对称度、同轴度、位置度为定位公差;径向跳动(包括园跳动和全跳动)和端面跳动(包括园跳动和全跳动)为跳动公差。
除形状公差仅仅涉及被测要素自身之外,其他所有的形位公差项目均涉及被测要素及其与基准要素(或基准体系)的关系,对这些项目AUTOMET在评定时总是自动在主界面⑨区从后向前查找两个相邻的几何要素,将最后一个要素做为被测要素,将前面的一个要素做为基准要素。
需要注意的是,用组合的方法获得的组合要素只能做为基准要素使用,如果将其做为被测要素则会导致错误。
8.2术语与定义8.2.1被测要素:需要进行形状公差、定向公差、定位公差、或跳动公差评定的实际要素。
实际要素是在实际测量条件下该被测要素的客观真实。
8.2.2测得要素:在实际测量条件下由测量所获得的要素。
8.2.3基准要素:用来确定被测要素的几何理想方向或几何理想位置的理想要素,该要素的位置和方向由实际基准要素决定。
8.2.4单一基准要素:由一个实际基准要素构成的基准要素。
8.2.5组合基准要素:由两个或多个实际基准要素组合而成的一个基准要素。
8.2.6三基面体系:多个实际基准要素按一定的先后次序关系构成的由三个相互垂直的理想平面组成的直角坐标系。
8.2.7轮廓要素:由材料表面形成的要素。
8.2.8中心要素:由轮廓要素的截面中心构成的要素。
8.2.9形状公差:形状误差的最大允许值,它限制了被测要素相对其理想要素(线或表面)偏离全量。
8.2.10定向公差:定向误差的最大允许值,它限制了被测要素相对其理想要素(线或表面)的几何理想方向的偏离全量。
国家标准公差表

标准公差表根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
标准公差表
标准公差表线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:•已有其他一般公差标准规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
平面度平面度是表示零件的平面要素实际形状,保持理想平面的状况。
也就是通常所说的平整程度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.1.2 花键联结
1. 矩形花键联结的特点 矩形花键联结由内花键(花键孔)与外花键 (花键轴)构成,用于传递转矩(固定联结) 和运动(滑动联结)。 优点:孔、轴的轴线对准精度(定心精度)高, 导向性好,轴和轮毂上承受的负荷分布比 较均匀,可以传递较大的转矩,而且强度 高,联结可靠。
第8章 常用结合件的互换性及检测
8.1 键结合的公差配合及检测 8.2 圆锥结合的公差配合及检测(自学) 8.3 螺纹的公差配合及测量(自学)
8.1 键结合的公差配合及检测
8.1.1 键联结 8.1.2 花键联结
8.1.1 键联结
1.概述 作用:传递扭矩、导向。 种类:单键(平键、半圆键、楔键、切向 键)、花键。 2.平键的公差与配合 作用:通过键的侧面分别与轴槽、轮毂槽 的侧面接触来传递运动和转矩。
8.1.2 花键联结
5. 图样标注
联结 类型 较松 一般
较紧
8.1.1 键联结
3. 平键的形位公差和表面粗糙度 形位公差 对称度:一般取7~9级 。 L/b≥8时,加选平行度。 b≤6mm时,平行度公差等级取7级。 b≥836mm时,平行度公差等级取6级。 b≥40mm时,平行度公差等级取5级。 表面粗糙度 Ra:配合表面(两个侧面)取1.6 6.3 非配合表面(槽底面) 取6.312.5
8.1.1 键联结
4. 平键联结的公差与配合的选用 规格、尺寸参数:见GB/T 1095、1096— 2003,根据轴径确定。 类型:见表8-1,根据使用要求和应用场合 来选择。 公差与配合:见GB/T 1095、1096—2003, 确定键槽、轮毂槽的宽度、深度尺寸和公差。
8.1.1 键联结
8.1.1 键联结
配合尺寸(主要参数):键宽b 键与键槽的配合:基轴制
8.1.Βιβλιοθήκη 键联结键宽只规定了一种公差带h9 。 轴和轮毂的键槽宽各规定了三种公差带。
8.1.1 键联结
键和键槽的配合性质及应用见表8-1。
尺寸b的公差带 键 轴槽 轮毂槽 H9 D10 N9 h9 P9 P9 Js9 应用 用于导向平键,轮毂可在 轴上移动 键在轴槽中和轮毂槽中均固 定,用于载荷不大的场合 键在轴槽中和轮毂槽中均 牢固地固定, 用于承受大 载荷,冲击载荷及双向传 递扭矩的场合
8.1.2 花键联结
4. 矩形花键的形位公差和表面粗糙度 形位公差 ①内、外花键定心直径d的尺寸公差与形位公 差必须采用包容要求。 ②内、外花键应规定键槽(键)侧面对定心轴线 的位置度公差,并采用最大实体要求,用 综合量规检验。位置度公差见表8-2。
8.1.2 花键联结
8.1.2 花键联结
8.1.2 花键联结
2. 矩形花键的配合尺寸及定心方式 主要参数:小径d、大径D、键(槽)宽B
8.1.2 花键联结
定心方式:小径d定心、大径D定心、键(槽) 宽B定心。 GB/T 1144—2001规定采用小径定心。
8.1.2 花键联结
3. 矩形花键的公差与配合 配合制:基孔制 配合精度:主要考虑定心精度要求和传递 转矩的大小。 分类:一般用途花键、精密传动花键。 配合种类:见GB/T 1144—2001中《内、 外花键的尺寸公差带》。 装配型式:滑动、紧滑动、固定联结。
③ 单件小批生产,采用单项测量时,应规定 键槽(键)的中心平面对定心轴线的对称度和 等分度,并采用独立原则。对称度公差见 表8-3。 ④ 对较长的花键可根据性能自行规定键侧对 轴线的平行度公差。
8.1.2 花键联结
8.1.2 花键联结
表面粗糙度 内花键:小径表面Ra≤1.6 μm 大径表面Ra≤6.3 μm 键槽侧面Ra≤3.2 μm 外花键:小径表面Ra≤0.8 μm 大径表面Ra≤3.2 μm 键槽侧面Ra≤1.6 μm