承重500公斤球阀卧式焊接变位机的设计【文献综述】
焊接变位机的设计(全套图纸)
本次设计是以焊接变位机作为主要的研究对象。
在焊接变位机中采用全液压系统,使之重量减轻,自动化程度增强,变位机中的传动部分是由一个油泵机组分别驱动油马达和三组油缸带动工作台进行回转和倾斜,并使主,副臂产生俯仰动作调节工作台的高低。
本次设计对焊接变位机的传动机构的特点和组成都做了详细的介绍,对机构中的主要零部件做了具体的设计。
本次设计采取了独特的设计,使得产品更为先进、实用,设计后制造出来的焊接变位机主要应用在焊接行业上,这样可以缩短焊接辅助时间,提高工人的劳动生产率,减轻工人劳动强度,改善焊接质量,并充分发挥各种焊接方法的效能。
在焊接生产中,经常会遇到焊接变位以及选择合适的焊接位置的情况,针对这一实际需要,我们设计的焊接变位机,它可通过工作台的回转和倾斜,使焊缝处于易焊位置。
焊接变位机与焊接操作机配合使用,可实现焊接的机械化、自动化,提高了焊接的效率和焊接质量。
焊接变位机可应用于化工、锅炉、压力容器、电机电器、铁路交通、冶金等工业部门的自动焊接系统。
关键词:焊接变位机;液压系统;回转;倾斜;The design is subject to weld change site equipment .The weld change site equipment,which the hydraulic system been used to lighten its weight and achieve highly automatically. The transmission part of the equipment is powered by one group of oil pump,several hydraulic motor and three hydrocylinder drive the work table to achieve rotation, incline and vice-arm to adjust work table height. The detailed system feature and components have been introduced in this design to emphasis the cutting edge and reality feature, which been enhanced by the specialty design of its major component. Weld change site equipment is mainly for welding industry to reduce the welds the assistance period, enhance work efficiency, reduce utility of labour and improve quality of welding. Most importantly, weld change site equipment could enhance the effect of almost every sort of welding。
焊接变位机资料
.1 关于焊接变位机的几个概念和大体的要求焊接变位机的概念在焊接进程中,咱们常常会碰到焊接变位和选择适合的焊接位置的情形,为了解决这一问题,焊接变位机也就理所应当的显现了。
它能够通过工作台的回转和翻转,使待焊处置于适合位置,专门好的和焊接设备结合利用,实现焊接的自动化,机械化,提高生产效率和焊接质量。
归纳来讲,焊接变位机确实是移动工件,使之待焊部位处以适合易焊接的位置的焊接辅助设备。
选择适合的焊接变位性能提高焊接质量及生产效率,降低工人的劳动强度及生产本钱,增强平安文明生产,有利于现场治理。
专门是入世的冲击,工程机械市场竞争将会愈来愈猛烈,国内企业必需适应形势,通过焊接变位机等基础设备投入达到生产能力的革命。
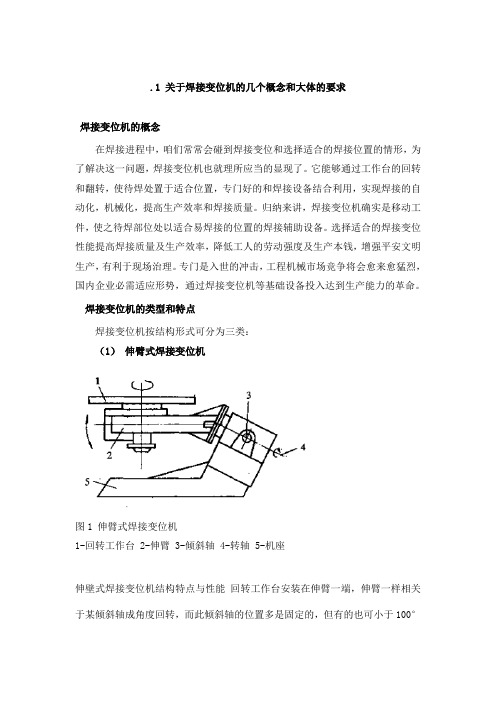
焊接变位机的类型和特点焊接变位机按结构形式可分为三类:(1)伸臂式焊接变位机图1 伸臂式焊接变位机1-回转工作台 2-伸臂 3-倾斜轴 4-转轴 5-机座伸壁式焊接变位机结构特点与性能回转工作台安装在伸臂一端,伸臂一样相关于某倾斜轴成角度回转,而此倾斜轴的位置多是固定的,但有的也可小于100°的范围内上下倾斜。
该机变位范围大,作业适应性好,但整体稳固性差。
其适用范围为1t以下中小工件的翻转变位。
在手工焊中应用较多。
多为电动机驱动,承载能力在0.5t以下,适用于小型罕有的翻转变位。
也有液压驱动的,承载能力多,适用于结构尺寸不大,但自重较大的焊件。
伸臂式的焊接变位机在手工焊中应用较多。
(2)座式焊接变位机图2 座式焊接变位机1-回转工作台 2-倾斜轴 3-扇形齿轮 4-机座座式焊接变位机工作台有一个整体翻转的自由度。
能够将工作翻转到理想的焊接位置进行焊接。
另外工作台还有一个旋转的自由度。
该种变位机已经系列化生产,要紧用于一些管,盘的焊接。
工作台边同回转机构支承在两边的倾斜轴上,工作台以焊速回转,倾斜边通过扇形齿轮或液压油缸,多在140°的范围内恒速倾斜。
该机稳固性好,一样不用固定在地地基上,搬移方便。
大型焊接变位机开题报告
大型焊接变位机开题报告大型焊接变位机开题报告背景介绍:随着现代工业的发展,焊接技术在各个行业中的应用越来越广泛。
焊接是将金属零件通过熔化和冷却的方式进行连接的一种工艺。
然而,在大型焊接过程中,由于焊接位置的限制和工件的尺寸,常常需要对工件进行变位。
为了提高生产效率和焊接质量,大型焊接变位机应运而生。
问题陈述:在大型焊接过程中,变位机的作用是将工件进行准确的位置变换和固定,以便焊接工作的顺利进行。
然而,目前市场上的大型焊接变位机存在一些问题,如定位精度不高、操作复杂、耗能大等。
因此,我们有必要研发一种新型的大型焊接变位机,以解决这些问题。
研究目标:本研究的目标是设计和制造一种高精度、简单易用、节能环保的大型焊接变位机。
通过对现有变位机的分析和改进,我们将提出一种新的设计方案,并进行实验验证,以验证其性能和可行性。
研究内容:1. 变位机结构设计1.1 变位机的机械结构1.2 变位机的电气控制系统1.3 变位机的液压系统2. 变位机的定位精度优化2.1 传感器的选用和布置2.2 控制算法的设计和优化2.3 定位误差的补偿方法3. 变位机的操作界面设计3.1 界面的人机交互设计3.2 操作流程的简化和优化3.3 变位机的远程控制功能4. 变位机的节能环保设计4.1 能源的利用和回收4.2 液压系统的节能设计4.3 控制系统的优化研究方法:本研究将采用实验研究和数值模拟相结合的方法,通过对现有变位机的实际应用情况进行调研和分析,确定改进的方向和设计要求。
然后,我们将进行机械结构设计、电气控制系统设计和液压系统设计。
在设计完成后,我们将进行实验验证,测试其定位精度、操作性能和节能环保性能。
预期成果:通过本研究,我们将设计和制造出一种高精度、简单易用、节能环保的大型焊接变位机。
该变位机将具有较高的定位精度,能够满足大型焊接过程中的精度要求;操作界面简单直观,易于操作和控制;同时,该变位机还将具有较低的能耗和环境污染,符合可持续发展的要求。
球阀的设计与制造论文精选文档
球阀的设计与制造论文精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-TTMSHHJ8】目录绪论球阀发展历史球阀是上世纪50年代问世的一种新型阀门。
在短短的30多年里,球阀已发展成为一种主要的阀类,它在航空航天、石油化工、长输管线、轻工食品、建筑等许多方面都得到了广泛的应用。
早在19世纪80年代美国就开始设计球阀,但是当时缺乏适当的密封材料,限制了求法的发展,使它未能成为一种正式工业产品。
直到上世纪50年代,聚四氟乙烯等弹性密封材料的出现才使球阀的产生和发展出现了转机;同时由于机床工业的发展,使球体加工技术提高,能够实现球体所要求的尺寸精度与表面粗糙度。
国内外研究现状球阀是上世纪50年代问世的一种新型阀门。
在短短的30多年里,球阀已发展成为一种主要的阀类,它在航空航天、石油化工、长输管线、轻工食品、建筑等许多方面都得到了广泛的应用。
目前球阀最大公称通径已达3050mm,这是美国EscherWyss公司为田纳西州的一个泵站所提供的四台球阀,用作透平机出口的切断阀,设计压力为。
球阀的最高工作压力已达72Mpa,其相应温度高达1000℃。
球阀不仅在一般工业管道上得到了广泛应用,而且在核工业、宇航工业的液氧与液轻输送管线上普遍采用。
全塑料球阀近年来发展较快。
其特点是:耐腐蚀、重量轻、成本低。
西德一家阀门公司已制造通径为6“的塑料球阀;美国Hill Maccanng公司制成一种含氟材料球阀,商业名称为Kynar,据称有高强度、优良的耐温与耐腐蚀性能,使用温度为<250℃。
同时随着时代的发展,进入21世纪以后,生产和制造技术有了显着优化提高,同时,技术人员大都通过计算机技术对产品进行研发设计和控制优化,在很大程度上提高了设计速度和更新周期。
目前我国关于球阀的生产企业大多规模小、科研能力弱,大多通过参考外国产品进行设计生产,其主要原因是技术投入资金不足,科研人员数量不足,所以在国内很多的大型工程招标中大多被外国阀门企业所垄断。
焊接变位机课程设计报告
目录1.设计方案确定……………………………………………………………………………………1.1设计要求、技术要求……………………………………………………………………….1.2回转机构的确定…………………………………………………………………………….1.3倾斜机构的确定…………………………………………………………………………….1.4机构预期寿命估算………………………………………………………………………….2.回转机构设计……………………………………………………………………………………2.1回转轴强度计算…………………………………………………………………………….2.2根据回转轴直径及受力情况选择轴承…………………………………………………….2.3设计回转轴结构尺寸、选择键…………………………………………………………….2.4回转机构驱动功率计算及电机选择……………………………………………………….2.5设计回转轴减速机构……………………………………………………………………….2.6回转主轴受力分析及校核,轴承校核…………………………………………………….3.倾斜机构设计. …………………………………………………………………………………3.1方案确定… ………………………………………………………………………………3.2最大倾斜力矩计算… ……………………………………………………………………3.3V带传动…… ………………………………………………………………………………3.4涡轮蜗杆传动………………………………………………………………………………3.5扇形齿轮机构………………………………………………………………………………3.6倾斜轴及轴承设计…………………………………………………………………………4.总结… ………………………………………………………………………………………......参考文献1.设计方案确定图1-11.1设计要求、技术要求表1-1设计要求、技术要求工作台回转工作台倾斜载重量回转速度倾斜速度工作台尺寸重心高度偏心距工作台倾斜角度电机驱动电机驱动660Kg 0-1r/min 0-1r/min φ700mm340mm 200mm 0-135°1.2回转机构的确定由于工作台回转速度低,调速范围长,额定功率低,所以选择直流电动机;因为总传动比较大,故可选择外购一个减速器及涡轮蜗杆机构,选用一级齿轮。
500公斤数控座式焊接变位机设计

500公斤数控座式焊接变位机摘要座式焊接变位机是通过工作台的回转或倾斜,使焊缝处于水平或船形位置的装置,它可以实现与操作机或焊机联控,可应用于各种轴类、盘类、筒体等回转体工件的焊接。
本次设计题目是设计一台500公斤数控座式焊接变位机,可实现焊接工件的回转、倾斜,而且工作台的回转和倾斜运动采用数控控制,以便与机器人配合联动,实现工件上的各类焊缝的自动焊接。
本次设计采用步进电动机进行驱动,直接与无级变速器及涡轮蜗杆减速器机构相连接,以带动工作台转动。
所以控制进入步进电动机的脉冲数量,就可控制工作台转角的大小;控制进入步进电动机的脉冲频率,就可控制工作台的转动速度;改变步进电机中各绕组的通电顺序,便是工作台正传或反转。
因此,该变位机可实现点位控制,并有较高的到位精度。
步进驱动系统采用开环控制,传动机构比较简单,从而设计、调整、维修都很方便。
本次设计的主要内容包括:数控座式焊接变位机的底座、回转机构、倾斜机构等的机械设计、装配图和零件图设计,数控步进电机的选型等。
整个机械系统应简单可靠,操作方便。
编写相应的设计说明书。
关键词:焊接、步进电机、变位机DESIGN OF 500 kg CNC WELDINGDISPLACEMENT MACHINEABSTRACTSeat type welding machine is through the displacement worktable turn or tilt, the weld seam in horizontal or boat form position of the device, which can realize Manipulator or welding machine with but connected controlling, can be applied to various axial, plate, barrel etc of axially symmetrical workpiece welding. This design topic is to design a 500 kilograms NC seat type welding displacements machine, It can realize the fluctuation on turn, tilt, and the rotary and tilt table adopts CNC control, in order to exercise with robot cooperate linkage, realize the of all kinds of workpiece weld automatic welding.This design adapts the stepping motor driven directly and variator and worm and worm reducer institutions, to drive workbench is connected to rotate. So control into stepping motor pulse quantity, can control the size of workbench corner; Control into stepping motor pulse frequency, it can control the rotation speed worktable; Change stepping motor of the winding electrify sequence, days or reverse is workbench. Therefore, this shift machine can realize position control and have higher in position precision. Stepping driving system USES the open loop control, transmission mechanism is simpler, thus design, adjustment, maintenance is very convenient.The design of the main content includes NC seat type welding displacements machine base, such as swing mechanism, the tilt institution of mechanical design, assembly and parts graph design, NC stepping motor selection, etc. The mechanical system should be simple, reliable and convenient operation. Write the corresponding design specification.KEY WORDS:Welding, Stepping motor, Displacements machine目录前言 (2)第1章总体方案拟定 (8)§1.1 焊接变位机概述 (8)§1.1.1 焊接变位机定义 (8)§1.1.2 焊接变位机的类型和特点 (8)§1.1.3 驱动系统 (11)§1.2 总体方案的确定 (12)第2章电动机的选择及传动比的分配 (13)§2.1 电动机的选择 (13)§2.1.1 主要技术参数 (13)§2.1.2 电动机的选择 (14)§2.2.1 回转轴总传动比的计算及其分配 (17)第3章零件设计和选用 (18)§3.1 零件的结构设计 (18)§3.2 回转轴的强度校核 (20)§3.2.1 轴上的受力分析及计算 (20)§3.2 回转轴齿轮强度校核 (24)§3.3 键强度校核 (25)§3.4 轴承的选用 (26)参考文献 (28)致谢 (29)前言焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业。
500kg伸臂式焊接变位机祥解
摘要随着现代工程机械结构焊接件大多数趋向复杂化,而且是整机主要关键部件,其焊接质量的好坏直接影响整机性能。
设计合适的焊接变位机能提高焊接质量及生产效率,降低工人的劳动强度及生产成本,加强安全文明生产,有利于现场管理。
而且有利于自动化大生产,特别是入世的冲击,工程机械市场竞争将会越来越激烈,国内企业必须适应形势,通过焊接变位机等基础设备投入达到生产能力的革命。
从而使整个工程进入一个好的发展态势。
焊接变位机,是通用型系列化产品,焊接变位机被广泛应用在钢铁企业、汽车企业、造船厂以及轻工业的生产线。
主要用于机架、机座、机壳等非长形工件的焊接。
既可以焊接大型零件,也可以焊接精密小型零件。
工作过程中噪音较小,结构简单。
焊接变位机按结构形式可分为三种。
伸臂式焊接变位机适用于轻小焊件的翻转变位。
座式焊接变位机是应用较广的一种焊接变位机。
双座式焊接变位机适用于大型和重型工件的翻转变位。
本设计因考虑小型零件焊接的精度,故选用伸臂式焊接变位机。
在设计过程中,通过实地考察,并查阅大量相关资料,对伸臂式焊接变位机有了一定的了解。
根据实际需要,本设计选用500kg伸臂式焊接变位机,其主要由工作台回转机构、旋转伸臂机构、伸臂旋转减速器机构等部分组成,并且在其中安有测速发电机和导电装置,保证了设备的精度和使用寿命。
关键词:焊接变位机;旋转;翻转AbstractSince the modern mechanical engineering structure welding, which is the main part of the whole machine, becomes more complex, the quality of welding directly associates with the performance of the machine. Thus, the design of a fine welding conjugation machine can consequently raise welding quality and efficiency, reduce labor and cost of production, enhance manufacturing safety, and benefit the on-the-spot management. What is more, it fits the enormous production of automation. Especially under the pressure of the entrance to WTO, competition in the mechanical engineering market will become fiercer, therefore, domestic enterprises have to comply with the tendency through the application of some basic equipment, such as welding configuration machine to realize the revolution of productive forces and lead the whole project to a better prosperous future.Welding configuration machine is a kind of general production which is widely applied in the steel and iron enterprises、auto-enterprises、shipyard and light industry. It is primarily for the non-long work piece, such as the machine rack, seat and shell. It can not only weld big part, but also some precision parts. Little noise will be produced during its working and it bears simple structure. According to the structure form, welding conjugation machine can be divided into three kinds: Stretching welding conjugation machine is applicable to the small welded pieces.Stand type welding machine is a broader application of conjugation machine. Double-stand welding machine fits the conjugation of big and heavy work pieces.Since this design considers the precision of some small parts’ welding, thus stretching welding conjugation machine is employed. During the process of the whole design, the author conducted the on-the-spot investigation and consulted plenty of technical data and literature, which made him understand more about the machine. Based on the practical need, this design employed 500 KG stretching welding machine, which is mainly composed byworkstations rotation、rotation stretching structure and stretching rotation reducer. Moreover, speed-testing generator and electricity conduct device is set in this machine, thus the precision and service life of the equipment is guaranteed.key word:Welding displacing machine;revolve;turnover目录摘要 (I)Abstract (II)一、概述 (1)(一)国内外焊接装备的发展应用与现状 (1)1.国内焊接装备的发展与类型 (1)2.国外焊接装备的发展与类型 (4)(二)选题材料与总体设计要求 (7)(三)本论文研究内容 (7)二、方案设计 (8)(一)伸臂式焊接变位机的整体结构设计 (8)(二)伸臂式焊接变位机的主要部件 (9)1.驱动装置 (9)2.传动装置 (9)3.工作台 (10)4.导电装置 (10)5.控制装置 (11)6.旋转伸臂设计 (11)7.其余辅助零件设计与选择 (12)三、设计计算 (15)(一)工作台回转机构初定设计参数 (15)(二)电动机计算参数与选用 (15)(三)工作台回转机构V带传动计算参数与选用 (16)(四)工作台回转机构高速级蜗轮蜗杆设计与选用 (18)四、提高圆柱蜗杆传动质量的方法 (24)(一)合理选择几何参数,提高传动质量 (24)(二)消除不利的啮合部位 (24)(三)利用良好的啮合场 (24)(四)双重蜗杆传动 (25)(五)改变共轭齿面的摩擦形式 (25)(六)变蜗杆副接触线特性 (25)(七)其他方法 (25)五、技术经济分析与评价 (26)(一)伸臂式焊接变位机经济性分析 (26)(二)伸臂式焊接变位机的环保性分析 (26)结束语 (27)参考文献 (28)致谢 (29)一、概述(一)国内外焊接装备的发展应用与现状焊接辅助设备确切的名称应为焊接工艺装备,简称焊接装备。
焊接变位机毕业设计
焊接变位机毕业设计焊接变位机毕业设计随着现代工业的不断发展,焊接技术在各个行业中得到了广泛的应用。
然而,传统的手工焊接存在效率低、质量不稳定等问题。
为了解决这些问题,我在毕业设计中选择了焊接变位机作为研究对象。
焊接变位机是一种自动化设备,能够在焊接过程中实现工件的自动定位和移动。
通过使用焊接变位机,可以提高焊接的效率和质量,降低劳动强度,提升生产效益。
在毕业设计中,我首先进行了对焊接变位机的市场调研和需求分析。
通过与相关行业的专家和工程师进行交流,我了解到目前市场上存在的焊接变位机主要有两种类型:传统的机械变位机和智能化的电子变位机。
传统的机械变位机结构简单,但操作不够灵活;而智能化的电子变位机虽然功能强大,但价格昂贵。
综合考虑市场需求和技术可行性,我决定设计一种价格适中,功能稳定的焊接变位机。
接下来,我开始进行焊接变位机的设计和制造。
首先,我对焊接变位机的整体结构进行了设计,包括底座、工作台、焊接头等部件。
为了保证焊接的稳定性和精度,我选择了高强度的材料,并使用CAD软件进行了三维建模。
通过模拟和仿真,我不断优化设计方案,确保焊接变位机的性能达到预期。
在制造过程中,我积极与工厂合作,利用他们的设备和技术进行加工和组装。
同时,我也亲自参与了焊接变位机的制造过程,熟悉了各种工艺和工具的使用。
通过与工厂的合作和自己的努力,我成功地将设计方案转化为实际的产品。
完成焊接变位机的制造后,我进行了一系列的测试和优化。
通过对焊接变位机的性能进行评估,我发现在一些细节上还存在一些问题。
例如,焊接头的稳定性和灵活性需要进一步改进。
为了解决这些问题,我进行了一系列的调整和改进。
通过不断的实验和测试,我最终成功地提高了焊接变位机的性能和稳定性。
最后,我对焊接变位机的应用进行了研究和探索。
通过与相关行业的企业合作,我将焊接变位机应用于实际生产中。
通过与企业的合作,我了解到焊接变位机在提高生产效率和质量方面的巨大潜力。
通过不断的改进和创新,我相信焊接变位机将在未来得到更广泛的应用。
500kg-10吨焊接变位机
HB-30 3.0 0.1-1
0.6
110
1600
300 200
HB-50 5.0 0.1-1 0.35 HB-80 8.0 0.07-0.7 0.35
110
1Байду номын сангаас00
300 200
110
1800
400 250
HB-100 10.0 0.06-0.6 0.35
110
20000
400 250
注:如参数发生变化,恕不另行通知,10 吨以上规格根据用户实际需求定制。
HB 系列焊接变位机
成都浩方机电有限责任公司
地址:成都市新津工业园 A 区兴园七路
电话:028-82431856
传真:028-82431856
公司网址:
E-MAIL:773784258@
一.性能特点
● 采用进口变频器控制,调速范围宽,精度高,速度数字显示。
● 工作台翻转采用交流电机驱动蜗轮减速器驱动翻转,翻转力矩大,
并具有自锁功能定位可靠。
● 工作台均布环形定位线,并设有 T 形槽,可方便安装各种定位和
夹紧装置。
● 装有翻转角度盘,角度可达 110 度。
● 负载下能够稳定的达到平衡,不会翻倒。
● 机械、电器部分设有多重自锁保护机构,确保操作者人身安全和
设备可靠运行。
● 翻转极限位置设计限位开关。
● 变位机具有和操作机的联动接口,可与操作机一起实现联动操作。
150 150
偏心 距 mm
75 100
HB-3 0.3 0.2-2
1
110
HB-5 0.5 0.15-1.5 0.75
120
HB-10 1.0 0.1-1
《500吨卧式冷锻压力机的设计与仿真》范文
《500吨卧式冷锻压力机的设计与仿真》篇一一、引言随着制造业的快速发展,压力机作为重要的工艺设备,在金属加工领域发挥着重要作用。
本文将详细介绍一款500吨卧式冷锻压力机的设计与仿真过程,从设计理念、结构特点、关键部件设计到仿真分析等方面进行全面阐述。
二、设计理念500吨卧式冷锻压力机设计的主要目标是满足高效、稳定、可靠的金属冷锻加工需求。
设计过程中,我们充分考虑了设备的结构布局、工作原理、安全性能等多方面因素,旨在打造一款高性能、高效率、高稳定性的压力机。
三、结构特点1. 主体结构:卧式冷锻压力机采用框架式结构,主要由工作台、机身、液压系统、电气控制系统等部分组成。
工作台用于放置工件和模具,机身则起到支撑和稳定的作用。
2. 液压系统:液压系统是压力机的核心部分,负责提供动力和控制系统的工作。
采用先进的液压元件和控制系统,确保压力机的稳定性和可靠性。
3. 电气控制系统:电气控制系统采用PLC控制,具有操作简便、安全可靠的特点。
通过与液压系统的紧密配合,实现对压力机的精确控制。
四、关键部件设计1. 主缸设计:主缸是压力机的动力源,其设计直接影响到压力机的性能。
我们采用高强度材料制造主缸,并通过优化设计,提高其承载能力和使用寿命。
2. 模具设计:模具是冷锻加工的关键部件,其设计与制造质量直接影响到工件的加工质量和生产效率。
我们采用先进的模具设计软件进行优化设计,确保模具的加工精度和使用寿命。
3. 安全防护装置:为确保操作人员的安全,我们设计了完善的安全防护装置,包括紧急停止按钮、安全门、防护罩等,确保在发生意外情况时能够及时停止设备运行。
五、仿真分析为验证500吨卧式冷锻压力机的设计合理性和可靠性,我们采用了有限元分析软件进行仿真分析。
通过建立三维模型、设置材料属性、施加载荷和约束等步骤,对压力机在工作过程中的应力、应变、位移等参数进行仿真分析。
仿真结果表明,我们的设计在结构布局、关键部件设计等方面均具有较高的合理性和可靠性。
卧式智能机械手焊接机床的改造设计
卧式智能机械手焊接机床的改造设计摘要:为解决传统设备、传统工艺焊接员工劳动强度大,焊弧产生强烈的辐射、焊条熔化时产生的有害气体,容易对操作人员造成伤害等技术难题,让操作人员远离辐射和有害气体伤害的同时,减轻劳动强度,减少焊后清除焊渣环节,提高工作效率,确保产品质量,改造设计卧式智能机械手焊接机床,为农业生产提供质量更加可靠的优良装备。
关键词:卧式智能机械手焊接机床0 引言农机具制造业大部分都存在着规模小,设备陈旧,尤其是在关键部件(如旋耕机刀轴、还田机刀轴)的焊接方面,仍旧采用传统设备,沿用传统工艺,这样不仅员工劳动强度大,工作效率低,不适应规模化生产的要求。
而且难以保证焊接质量,导致机具田间作业时焊接件断裂故障频繁发生,造成售后服务压力大,费用高,严重制约着农机具制造业的经济发展和技术进步[1]。
为解决上述技术难题,研究改进一种用于农机具关键部件焊接的卧式智能机械手焊接机床,已成为促进农机具制造业可持续发展当务之急。
1 技术原理简介本机床实现了一键式操作,操作人员只需按动一下作业键,即可完成刀轴定位对焊的全过程[2]。
作业时,操作人员接通电源,首先将所焊刀轴的:轴身直径、刀座数量、每组刀座夹角、刀座分布距离、分布螺旋角等技术参数输入显示器,经可编程序控制器处理[3-4],再启动机床和空压机,人工在刀座导向器内装满刀座,将轴盘、轴管、轴头分别按要求装入对应位置,扳动气缸操作手柄将各结合部顶压到位的同时,机床开始工作[5]。
其工作程序是:刀轴旋转一周的同时,活动焊枪及固定焊枪工作,分别将轴盘和轴头与轴管焊合在一起;然后,电磁铁运行到刀座导向器下端口时,在气缸推动下,排出的刀座被电磁铁吸附,运送到焊合位置的同时[6],被压头压牢在轴身上,由活动焊实施后定位对焊,这样电磁铁持续往返送刀座,刀座按旋转角转动,活动焊枪按刀座排列距离纵向移动,完成刀轴定位对焊全过程。
2 改进设计要点2.1 智能调控装置的设计改进该装置是本机床研究制造的核心,它是机床的大脑和是指挥部。
公斤手动焊接变位机的设计
河南农业大学本科生毕业设计(论文)题目300公斤手动焊接变位机的设计学院机电工程学院专业班级机制07级2班学生姓名王悦茏指导老师李慧琴撰写日期:2011年5月10日摘要在我国,焊接变位机已成为制造业的一种不可缺少的设备,在焊接领域把他划为焊接辅机。
近十年来,这一产品在我国工程机械行业,有了较大的发展,并获得了广泛的应用。
使用焊接变位机械可缩短焊接辅助时间,提高劳动生产率,减轻工人劳动强度,保证和改善焊接质量,并可充分发挥各种焊接方法的效能。
300公斤手动焊接变位机正是当前众多焊接机械产品的一种,它通过一些机械传动机构,用来实现焊接工件的回转、倾斜,使得焊工操作的更加方便快捷,提高工作效率。
在本次设计中,参照设计数据和相关资料,首先选择机构和传动方式,确定机构各个部分的传动功率、转矩和进行强度计算和校核,保证机构的合理性,使得设计出的装备能在给定年限内正常工作;然后对各个机构进行连接设计,画出结构简图;最后设计细节问题,画出总装图,保证产品的可生产性,便于规模化生产。
本次设计的主要内容是一个倾斜机构,采用了涡轮蜗杆机构,用来减小尺寸和实现传动机构的自锁。
整个机构简单可靠,操作方便。
关键词:手动式焊接变位机;回转机构;倾斜机构;轴;齿轮;涡涡轮蜗杆The Design Of 300 Kilograms Manual Welding Shifts MachineAbstractWelding positioner has become an indispensable device of manufacturing field in our country. It is divided into Auxiliary machinery. This product has gained lots of progress and been access to a wide range of applications in Construction machinery field last decade. It can not only reduce auxiliary time in welding, lout also improve labor productivity. The welding positioner can assure and improve product quality, and make the most of performance of various welding methods.300 kg of manual welding positioner is currently a large number of welding machinery products, which by some mechanical drive mechanism used to achieve the welding of the work piece rotation, tilt, making the welding operation faster and more convenient, improve work efficiency. In this design, the reference design data and related information, first select the institutions and the transmission mode to determine the body parts of the transmission power, torque and the strength calculation and verification to ensure the rationality of institutions so that the equipment can be designed in a given period of normal work; and then connect the various agencies designed to draw the structure diagram; The final design details, to draw the total picture, to ensure product manufacturability, ease of scale production.The design of the main content is a tilt mechanism, using the worm body, to reduce the size and achieve self-locking transmission. The entire organization is simple, reliable, easy to operateKeywords: manual type welding displacements machine; Rotary organization; Tilt institutions; Axis; Gear; worm gear目录1 引言 (1)1.1开发焊接变位机的意义和目的 (1)1.2焊接变位机目前的发展状况 (1)1.2.1国内焊接变位机的产品简介 (1)1.2.2国外焊接变位机的的产品简介 (2)2 手动焊接变位机总体方案设计 (3)2.1 设计方案的确定 (3)2.2设计要求、技术要求 (3)2.3回转机构的确定 (3)2.4倾斜机构的确定 (3)2.5机构预期寿命估算 (3)3倾斜机构设计 (4)3.1方案确定 (4)3.2倾斜力矩的计算 (4)3.2.1最大倾斜力矩 (4)3.2.2计算传动功率,确定传动比 (4)3.2.3传动比分配 (4)3.2.4选材 (5)3.2.5按齿面接触强度设计 (5)3.2.6计算接触疲劳许用应力 (5)3.2.7计算圆周速度v (6)3.2.8计算载荷系数 (6)3.2.9按实际的载荷系数校正所算得的分度圆直径 (6)3.2.10计算弯曲疲劳应力 (7)3.2.11几何尺寸计算 (8)4 涡轮蜗杆机构设计 (8)4.1选择蜗杆传动类型 (8)4.2选择材料 (8)4.3按齿面接触疲劳强度进行设计 (8)4.3.1确定作用在涡轮上的转矩2T ..................... 错误!未定义书签。
《500吨卧式冷锻压力机的设计与仿真》范文
《500吨卧式冷锻压力机的设计与仿真》篇一一、引言在现代化制造业中,压力机是进行金属成型、塑性加工等工艺的重要设备。
卧式冷锻压力机因其独特的结构和优良的加工性能,广泛应用于各种机械零部件的生产过程中。
本文以设计一款500吨卧式冷锻压力机为研究对象,通过对设备结构、工艺参数等方面进行深入的研究与仿真,为该压力机的实际制造和工艺应用提供有力的理论支持。
二、压力机设计1. 设备结构500吨卧式冷锻压力机主要由机身、驱动系统、工作机构、润滑系统等部分组成。
机身采用高强度铸铁材料,经过精密铸造和加工,保证了设备的稳定性和精度。
驱动系统采用先进的伺服电机和减速器,实现了高精度、高效率的传动。
工作机构包括滑块、模具等部分,通过精确的机械结构和控制系统,实现了对金属材料的精确成型。
2. 工艺参数设计在设计过程中,根据压力机的实际工作需求和金属材料的特性,对工艺参数进行了详细的计算和优化。
包括压力机的最大工作力、行程速度、冲程次数等参数,都经过反复的仿真和实验验证,以确保设备在实际运行中的稳定性和效率。
三、仿真分析为了验证设计的合理性和可行性,我们采用了有限元分析软件对500吨卧式冷锻压力机进行了仿真分析。
1. 动力学仿真通过动力学仿真软件,对压力机在工作过程中的运动状态进行了模拟。
包括滑块的运动轨迹、速度变化等参数都进行了详细的模拟和分析,为后续的优化设计提供了依据。
2. 结构强度分析通过有限元分析软件对设备的结构强度进行了分析。
包括机身、工作机构等部分的应力分布、变形情况等都进行了详细的计算和分析,确保设备的结构强度满足实际工作需求。
3. 工艺过程仿真为了更好地了解压力机在实际生产过程中的工作情况,我们还对工艺过程进行了仿真。
包括金属材料的进给、成型、出料等过程都进行了详细的模拟和分析,为后续的工艺优化提供了依据。
四、结论通过设计和仿真分析,我们成功地完成了500吨卧式冷锻压力机的设计。
该设备具有结构合理、工艺参数优化、运行稳定等优点,能够满足实际生产过程中的需求。
浅谈焊接变位机的应用
浅谈焊接变位机的应用
吴亚东;陈全
【期刊名称】《江苏锅炉》
【年(卷),期】2015(000)003
【摘要】本文介绍了焊接变位机的用途、技术要求、结构形式、驱动机构等,并结合生产实际对变位机的选型、操作规程、选用注意事项等进行了阐述。
【总页数】5页(P12-16)
【作者】吴亚东;陈全
【作者单位】南通万达锅炉有限公司
【正文语种】中文
【中图分类】TG43
【相关文献】
1.应用于采煤机螺旋滚筒组装的双向转动焊接变位机的设计与计算 [J], 杨静
2.焊接变位机在山推工程机械结构件中的应用 [J], 翟浩;孟国强;王彩凤
3.变位机在机器人焊接工作站中的应用 [J], 李素萍;李永刚
4.变位机在机器人焊接工作站中的应用 [J], 李素萍;李永刚
5.一种自动焊接变位机的应用研究 [J], 田英
因版权原因,仅展示原文概要,查看原文内容请购买。
卧式设备支座设计方法分析
卧式设备支座设计方法分析周季乾【摘要】卧式设备越来越大型化,根据对HG/T 20582—2011《钢制化工容器强度计算规定》、NB/T47042—2014《卧式容器》等标准的研究,从外载荷、设备尺寸、支座数量、支座垂直位置差及支座布置等角度对卧式设备支座设计进行分析,对设备大型化支座的设计提出了建议.%Horizontal equipment is becoming larger and larger.Based on the study of the standards of HG/T 20582-2011 \"Strength Calculation Regulations for Steel Chemical Vessels\" and NB/T 47042-2014 \"Horizontal Vessels\",the design of support for horizontal equipment is analyzed from different angles,such as externalload,equipment size,number of supports,vertical position difference of supports and arrangement of supports.The design of large-scale bearings provides some opinions.【期刊名称】《化工设计通讯》【年(卷),期】2019(045)009【总页数】2页(P116-116,118)【关键词】支座;大型化;卧式设备【作者】周季乾【作者单位】中石化洛阳工程有限公司,河南洛阳 471003【正文语种】中文【中图分类】TH122鞍式支座是卧式容器、卧式换热器等压力设备的重要组成部分,其设计的可靠性、安全性对整个设备至关重要,尤其最近几年设备越来越大型化,需要进一步对支座设计进行研究。
《2024年500吨卧式冷锻压力机的设计与仿真》范文
《500吨卧式冷锻压力机的设计与仿真》篇一一、引言在金属成型领域,冷锻压力机作为关键的设备,在各种行业中有广泛应用。
随着制造工艺的不断进步,压力机的设计与仿真显得越来越重要。
本文以设计500吨卧式冷锻压力机为核心,从结构设计和仿真分析两个方面展开论述,以期达到高效、精确和可靠的目标。
二、卧式冷锻压力机的结构设计1. 设计概述500吨卧式冷锻压力机的主要设计目标是实现高效、精确和可靠的金属冷锻。
在设计过程中,主要考虑了压力机的传动系统、支撑系统、导向系统和润滑系统等。
通过科学的计算和严格的实验验证,实现了该设备的结构设计。
2. 关键结构设计(1)传动系统设计:传动系统是压力机的核心部分,主要涉及到电机的选择、传动比的设定和减速装置的设计等。
设计时,需充分考虑传动效率和精度要求,以实现高速、高精度的冷锻加工。
(2)支撑系统设计:支撑系统包括机身、底座和支柱等部分,负责承受和传递压力机的各种载荷。
设计时,需考虑结构的稳定性和承载能力,以确保设备在运行过程中的安全性和稳定性。
(3)导向系统设计:导向系统主要起到导向和定位的作用,包括导轨、导向套等部分。
设计时,需确保导向系统的精度和稳定性,以实现精确的金属冷锻加工。
(4)润滑系统设计:润滑系统是保证设备正常运行的关键部分,主要涉及到润滑油的选择、润滑方式和润滑装置的设计等。
设计时,需充分考虑润滑系统的可靠性和维护方便性。
三、卧式冷锻压力机的仿真分析为了验证设计的合理性和可靠性,本文采用有限元法对500吨卧式冷锻压力机进行了仿真分析。
1. 仿真模型建立根据压力机的结构设计,建立三维仿真模型。
在模型中,充分考虑了各部分的材料属性、连接方式和受力情况等因素。
同时,还对模型进行了网格划分和边界条件的设定等。
2. 仿真过程与结果分析(1)动力学仿真:通过动力学仿真软件对压力机进行动力学仿真分析,包括传动系统的运动过程、受力情况和能量传递等。
通过仿真分析,可以评估传动系统的性能和可靠性。
《500吨卧式冷锻压力机的设计与仿真》范文
《500吨卧式冷锻压力机的设计与仿真》篇一一、引言随着现代工业技术的快速发展,冷锻压力机在金属加工领域的应用越来越广泛。
其中,500吨卧式冷锻压力机以其高精度、高效率的特点,在汽车、机械、电器等行业中发挥着重要作用。
本文将详细介绍500吨卧式冷锻压力机的设计原理、设计流程及仿真分析,以期为相关研究和应用提供参考。
二、设计原理500吨卧式冷锻压力机的设计主要依据压力机的基本工作原理,即通过液压或机械传动装置将动力源(如电动机)的能量转化为压力,实现金属的塑性变形。
具体而言,设计时需考虑以下几个方面:1. 工作压力:根据生产需求和材料性能,确定压力机的最大工作压力。
2. 工作台面:设计合适的工作台面尺寸,以满足不同工件的加工需求。
3. 传动系统:选择合适的传动方式(如液压传动或机械传动),确保压力机具有较高的传动效率和稳定性。
4. 控制系统:设计合理的控制系统,实现压力机的自动化、智能化操作。
三、设计流程500吨卧式冷锻压力机的设计流程主要包括以下几个方面:1. 需求分析:根据客户需求和实际生产需求,确定压力机的规格、性能等参数。
2. 结构设:计依据设计原理和工程实际需求,进行压力机的结构设计和部件选型。
3. 计算分析:利用有限元分析等手段,对压力机的关键部件进行强度、刚度等性能分析,确保其满足使用要求。
4. 仿真验证:通过仿真软件对压力机进行仿真验证,评估其性能和可靠性。
5. 优化改进:根据仿真结果和实际生产需求,对设计进行优化改进,提高压力机的性能和效率。
6. 制造与装配:完成设计后,按照制造和装配工艺流程进行生产制造和装配。
7. 测试与验收:对制造完成的压力机进行性能测试和验收,确保其符合设计要求。
四、仿真分析为确保500吨卧式冷锻压力机的设计准确性和可靠性,需要进行仿真分析。
具体而言,仿真分析主要包括以下几个方面:1. 动力学仿真:通过动力学仿真软件对压力机的运动过程进行模拟,评估其运动性能和稳定性。
《500吨卧式冷锻压力机的设计与仿真》范文
《500吨卧式冷锻压力机的设计与仿真》篇一设计与仿真分析:500吨卧式冷锻压力机一、引言随着现代工业技术的快速发展,压力机作为制造行业的重要设备,其设计及性能的优化显得尤为重要。
本文以500吨卧式冷锻压力机为研究对象,从设计理念、结构特点、仿真分析等方面进行详细阐述,旨在为同类设备的设计与优化提供参考。
二、设计理念500吨卧式冷锻压力机的设计遵循高效、稳定、可靠的原则。
在满足生产需求的同时,注重设备的操作便捷性、维护方便性以及设备的安全性能。
设计过程中充分考虑了人机工程学、材料力学、结构动力学等多方面因素,确保设备在各种工况下均能稳定运行。
三、结构特点1. 机体结构:500吨卧式冷锻压力机采用高强度铸铁材料,经过精密铸造和加工而成,具有较高的刚性和抗振性能。
机体结构紧凑,布局合理,便于设备的安装、调试和维护。
2. 驱动系统:采用电机直接驱动的主传动系统,具有传动效率高、能耗低、运行平稳等优点。
同时,配备了先进的控制系统,可实现设备的自动化、智能化操作。
3. 锻造系统:包括模具、锤头等部件。
模具采用优质合金材料制成,具有较高的硬度和耐磨性;锤头采用特殊工艺加工,保证了其在使用过程中的稳定性和耐用性。
4. 安全防护系统:设备配备了完善的安全防护装置,如紧急制动装置、安全门、防护罩等,确保操作人员的安全。
四、仿真分析为了验证500吨卧式冷锻压力机的设计合理性和性能稳定性,本文采用有限元分析软件对设备进行了仿真分析。
1. 静态仿真分析:通过建立设备的三维模型,对设备在静态工况下的应力、应变等参数进行计算和分析,验证了设备结构的合理性和刚度。
2. 动态仿真分析:通过模拟设备在运行过程中的动态特性,分析设备的振动、噪声等性能参数,为设备的优化设计提供依据。
3. 热力学仿真分析:对设备在运行过程中的温度场进行模拟和分析,评估设备的热性能和散热性能,为设备的长期稳定运行提供保障。
五、结论通过对500吨卧式冷锻压力机的设计与仿真分析,可以看出该设备具有较高的设计合理性和性能稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计开题报告机械设计制造及自动化承重500公斤球阀卧式焊接变位机的设计一、前言(说明设计或论文的目的、意义,介绍有关概念)在焊接生产中,经常会遇到焊接变位及选择合适的焊接位置的情况,针对这些实际需要,我们设计研制了焊接变位机。
它可以通过工作台的回转和倾斜,使焊缝处于易焊接的位置。
焊接变位机与焊接操作机配合使用,可以实现焊接的机械化,自动化,提高了焊接的效率和焊接的质量。
使焊接变位机可以应用于化工,锅炉,压力容器,电机电器,铁路交通,冶金等工业部门的自动焊接系统。
在现代加工和制造过程中,焊接变位机已悄然成为的一种不可缺少的设备,其作用越来越突出。
特别是近十年来,这一产品在我国工程机械行业有了很大的发展,获得了广泛地应用。
各种机械产品和机械设备的结构件大多数都很复杂,尤其是各种机械的主要关键部件,其焊接质量的好坏直接影响整机性能。
使用焊接变位机械可缩短焊接辅助时间,提高劳动生产率,减轻工人劳动强度,保证和改善焊接质量,并可充分发挥各种焊接方法的效能。
1随着计算机技术不断向智能化发展,动控制和信息技术在制造业中的广泛应用,焊接变位机也朝着智能化、多功能化、大型化、集成化、高精度、高可靠度方向发展。
焊接变位机是改变焊件、焊机或焊工位置来完成机械化、自动化焊接的各种机械装置。
焊接变位机是一种通用、高效的以实现环缝焊接为主的设备装置。
可配用氩弧焊机(填丝或不填丝)、熔化极气体保护焊机(C02/MAG/MIG焊机)、等离子焊机等焊机电源并可与其它机组成自动焊接系统。
该产品主要由旋转机头、变位机构以及控制器组成。
旋转机头转速可调,具有独立调速电路,拨码开关直接预置焊缝长度。
倾斜角度可根据需要调节。
焊枪可气动升降。
2对变位机的基本要求a.保证施焊;b.提高生产率,降低成本;c.操作方便、省力、安全;d.具有良好的工艺性,便于制造、维修和保养。
设计过程焊接变位机一般由翻转机构和焊接夹具组成。
焊接夹具焊接夹具的设计主要是确定夹具的结构形式,主要内容有:a.定位基准的选择。
定位可靠、精度高、便于装配和焊接,有利于简化夹具结构。
斗杆变位机以斗杆两端的销轴孑L定位,定位简单、可靠,并且便于工件的装卸。
b.骨骼形式的选择。
夹具骨骼是整个夹具的基础,所有定位件及夹紧件均安装在骨架上,同时还要支撑整个焊接件的质量,故夹具的骨骼形式非常重要。
设计时不仅要考虑骨骼的支承能力,还要考虑良好的开敞性,以降低结构质量,便于操作,获得较高的装焊工作效率。
斗杆变位机的骨架采用简单的支架结构,结构刚度好、质量轻且制作简单方便。
C.骨架与夹具的连接。
夹具和骨架的连接主要从便于安装调整定位夹紧点,满足各种型号OGl20、LG230、LG210等)挖掘机工件需求以及便于操作等方面考虑。
斗杆变位机采用在从动侧调整夹具的位置来达到满足不同型号产品的需要。
从动侧的夹具利用滑轨实现高度和水平方向的位移,高度方向利用螺纹的自锁定位,水平方向利用活动的定位销定位。
d.夹紧器。
根据批量大小选择夹紧器形式。
如果批量小,可选择快速夹紧的螺旋夹紧器;如果批量大,优选气动夹紧机构。
由于斗杆的焊接时间长,工件的更换不是太频繁,所以采用具有正反螺纹的螺旋夹紧器夹紧,夹紧简单、方便、可靠。
3二、主题(阐明有关主题的背景、现状和发展方向,以及对这些问题的评述)1920年捷克作家卡雷尔·查培克在其剧本《罗萨姆的万能机器人》中最早使用机器人一词,剧中机器人“Robot”这个词的本意是苦力,即剧作家笔下的一个具有人的外表,特征和功能的机器,是一种人造的劳力。
它是最早的工业机器人设想。
20世纪40年代中后期,机器人的研究与发明得到了更多人的关心与关注。
1954年美国戴沃尔最早提出了工业机器人的概念,并申请了专利。
1959年第一台工业机器人在美国诞生,开创了机器人发展的新纪元。
我国工业机器人起步于70年代初期,经过20多年的发展,大致经历了3个阶段:70年代的萌芽期,80年代的开发期和90年代的适用化期。
随着工业技术的发展,焊接变位机也已悄然成为制造业的一种不可缺少的设备,在焊接领域把他划为焊接辅机。
近十年来,这一产品在我国工程机械行业,有了较大的发展,获得了广泛的应用。
就型式系列和品种规格而言,已问世的,约有十余个系列,百余品种规格,正在形成一个小行业。
在技术上有普通型的;有无隙传动伺服控制型的;产品的额定负荷范围,达到0.1kN~18000 kN。
可以说,焊接变位机是一个品种多,技术水平不低,小、中、大发展齐全的产品。
下面对焊接变位机在国内外的发展状况作简单介绍:一般说来,生产焊接操作机,滚轮架,焊接系统及其他焊接设备的厂家,大都生产焊接变位机;生产焊接机器人的厂家,大都生产机器人配套的焊接变位机。
但是,以焊接变位机为主导产品的企业,非常少见。
德国Severt公司,美国Aroson公司,我国天津鼎盛工程机械有限公司等,算是比较典型的生产焊接变位机的企业。
德国的CLOOS、奥地利igm、日本松下机器人公司等,都生产伺服控制与机器人配套的焊接变位机。
以下仅就变位机型式、第一主参数等做些介绍。
2.1.国外变位机产品简介德国Severt 公司,美国Aroson 公司,算是比较典型的生产焊接变位机的企业。
德国的CLOOS、奥地利igm、日本松下机器人公司等,都生产伺服控制与机器人配套的焊接变位机。
德国Severt 公司主要生产8 种类型的产品,其中7 种是焊接变位机。
每种型式的焊接变位机,按其功能讲,均包括基本型、调速型、CNC 程控型和机器人配套型等4 种产品。
共有33 个产品型式,每种型式都包括上述四种功能的产品相当于132 个产品系列。
额定负荷为100dN~10kdN。
美国Aronson 公司生产的焊接设备有焊接变位机、操作机、滚轮架等,可称世界之最。
这个公司生产的焊接变位机,主要类型为倾翻—回转式、倾翻—回转升降式、双座双回转式,双座单回转式和双座单回转升降式。
其承载能力范围为11kg~1810 吨。
美国pride 公司生产的变位机,美国MBC 公司生产的用于管道和小零件焊接的变位机。
详细来讲,美国Aronson 公司生产的焊接变位机主要包括:手动双回式,即C 系列,包括型号C1000、2000、4000,承载能力25 磅~4000 磅;小型倾翻—回转式,即LD 系列,型号LD 60N、150N、300N,承载能力分别为132 磅、330 磅、660 磅;倾翻—回转式,倾翻角度135 度,D、HD 系列,承载能力314 磅~7 万磅;倾翻—回转(换销)定位升降式,倾翻角度135 度,承载能力4300 磅~12 万磅。
此外还有倾翻—回转式,倾翻角度90 度,G 系列;双座回转式,DCG 系列;单回转式HTS 系列;单回转(齿轮齿条)升降式。
德国LCOOS 公司是国际上生产焊接设备的大型公司之一。
生产焊接机器人、焊机等产品。
也生产作为焊接机器人外部轴的焊接变位机。
日本松下(Panasonic)公司也是机器人制造公司。
这个公司生产的机器人外部设备—焊接变位机有12个系列。
他们把传动装置、机座、夹具体等做成了标准模块,集合而成这些产品系列。
按轴数和结构型式分类:1 轴变为机分3 个系列,即立式单回转、卧式单座单回转、双座单回转式;2 轴变为机有5 个系列,即:C、H、L、准L 型双回转式;3 轴变位机包括3 个系列;5 轴变位机有1 个系列。
2.2.国内变位机的产品简介现在我国生产焊接变位机的厂家已经不少,大都不成规模。
以变位机为主导产品发展起来的企业,尚未形成。
天津鼎盛公司工程机械有限公司、无锡市阳通机械设备有限公司、长沙海普公司、威达自动化焊接设备公司等单位生产的变位机在国内占有较大市场。
到2000年,国内已开发的变位机产品约70余品种规格。
以下简述这些变位机的基本型式。
⑴全双回转式。
包括L、H(双座)、C型双回转式(BZ2-、BZ2A-、BZ2B-、BZ2D-系列)。
⑵倾翻-回转式焊接变位机(BZ2C-系列)。
⑶单回转式焊接变位。
包括三种型式:双座单回转式(BZ-、BZ1--、BZA--、BZA1--系列)、双座单回转尾架移动式(BZY--、BZAY-、BZA1Y-系列)、单座单回转(立式BZAL-、BZL-,卧式BZW-、BZAW-斜式BZAX-系列)。
以上基本型产品发展了17个系列,主要为普通型,用于手把焊。
此外,还有调速型、联控型(PLC、微机控制)和机器人配套型产品。
与焊接机器人配套用的变位机,开发了十余个品种。
包括:工位变换变位机(不参与焊接),如,立式双工位、四工位、八工位变位机,双座单回转式八工位和倾翻回转式双工位变位机等;与机器人配套焊接变位机(机器人外部轴),如,倾翻-回转伺服传动式、双座单回转伺服传动式、多轴单回转伺服传动式等。
4在我国,焊接变位机是一个年青的产品。
由于制造业之间发展水平的差异,很多企业的焊接工位,还没有装备焊接变位机;同时,相关的研究也比较薄弱。
迄今为止,没有专门著作去研究它的定义和分类。
对它的称呼也就不可能规范化了。
同一种设备,不同的企业和不同的人可能有不同的称呼。
如:转胎、转台、翻转架、变位器、变位机等。
为此,我们研究探讨,赋予它一个定义,为这个行业的发展,发表自己的意见。
三、总结(将有关主题进行扼要总结,提出自己的见解并对其发展方向做一定的展望)我通过大量翻阅文献,是为了了解焊接变位机的结构,工作方式以及发展方向。
而在现在这个全球化的市场,为了适应快速变化的市场需求,增强市场竞争力,生产厂家就要频繁地更换产品的品种,这就对生产设备的自动化程度和柔性化程度提出了很高的要求。
这就使得焊接变位机必须结合计算机技术,采用数控操作,实现柔性化生产。
一方面,焊接机器人柔性加工单元正是一种具有柔性化特点的高度自动化焊接设备。
它不仅能提高焊接生产率、产品的焊接质量和可靠性、加工柔性和制造精度,而且还能改善工人的劳动环境,降低劳动强度,提高经济效益。
焊接生产系统柔性化的发展方向是以弧焊机器人为主体,配合多自由度变位机及相关的焊接传感控制器件,在中央计算机的综合控制之下实现对复杂工件焊接路径的离线编程与图形仿真、空间焊缝的实时精确跟踪及焊缝参数的在线调整。
要实现上述目标,焊接机器人柔性加工单元的控制系统必须具有合理的体系结构、较强的数据运算和处理能力、良好的信息融合控制功能,以及开放的软硬件接口。
另一方面,我们也可以增加焊接变位机的自由度,从2个自由度到5个自由度,甚至可以增加的更多,焊接变位机的自由度越多,就越方便焊接,使得弧焊机器人能更准确的定位。
为实现这样的功能,我们必须不断努力,要更深入的研究才行。
四、参考文献[1]伸臂式焊接变位机设计[J][2]石圩樊丁数控焊接变位机示教再现控制系统[J] 焊接学报2005年1月第1期[3]葛福华李祥忠大型构件焊接变位机的设计[J] 山东临沂工程机械股份有限公司[4]郑永强焊接变位机型式与系列的论述[J] 天津工程机械研究院[5]石圩弧焊机器人用数控焊接变位机的研制[J] 甘肃工业大学材料科学与工程学院[6]孙志广工程机械结构件焊接变位机的应用[J] 工程机械与维修[7]李智强郭广灵弧焊机器人用数控焊接变位机——示教系统的设计与实现[J] 郑州工业高等专科学校兰州理工大学材料学院[8]戴鸿滨林三宝典型曲线焊缝的焊接变位机运动规划[J] 哈尔滨理工大学材料科学与工程学院[9]王政焊接工装夹具及变位机械[M] 甘肃工业大学[10]谭湘夫焊接变位机[J] 机械工程师2001.3[11]国内焊接变位机械产品样本[J] 1999[12]孙桓葛文杰机械原理[M] 高等教育出版社第七版[13]王政乔及森弧焊机器人工作站中数控变位机的研制[J] 技术创新[14]Electrical single probe with an automatic positioner R. Lo´pez,a) L. Mele´ndez, A. M. Sa´nchez,a) E. Gayta´n, E. Cha´vez, R. Valencia, G. Cruz,M. G. Olayo, and A. Flores[15]A visual seam tracking system for robotic arc welding Int J Adv Manuf Technol (2008) 37:70–75 Peiquan Xu & Guoxiang Xu & Xinhua Tang & Shun Yao。