无铅-电路板线路互连接点IST信赖度测试
无铅焊点的可靠性及其验证试验

无铅焊点的可靠性及其验证试验编辑: panda-liu无铅焊点的可靠性及其验证试验by John H. Lau Agilent Technologies, Inc. EMA摘要本研究中对RoHS符合产品的可靠性进行了研究,重点是无铅焊点的可靠性。
焊料在电子组装中是一个电的和机械的―胶水‖。
无铅焊料提供的特性是否会让业界在未来一直依赖它?本文无法给出结论!然而,我们试图帮助所有从事这项工作的人更好地理解为什么或应该如何去做,以便他们在未来能够找出答案。
引言R oHS中规定禁止使用铅(Pb),汞(Hg),镉(Cd),六价铬(Cr6+),PBB(多溴联苯),PBDE(多溴二苯醚)等6 种有害物质,实施日期是2006年7月1日。
这意味着,从这天起,所有的EEE(电气、电子设备),除那些豁免的之外[1,2,3],如果他们含有这6种禁用物质,都不能在欧盟市场上销售。
无-X (如无- 铅)的定义是什么?这6种禁用物质在任何一个EEE的均匀材质中所允许的最大浓度值(MCV)已在EU公报上公布,并在2005 年8月18日立法[4]。
它陈述:条款5(1)(a)规定,铅、汞、六价铬、多溴联苯(PBB),多溴二苯醚(PBDE)均匀材质的MCV 为0.1%重量百分比,镉的MCV为0.01%。
简单地讲,以无铅为例,定义为任何一个EEE在所有的(单个的)均匀材质中,铅含量小于0.1wt%。
什么是均匀材料?它定义为不能进一步分解成不同材料的单一材料。
更多的―均匀材料‖解释,请参看[5]。
本文重点仅讨论Pb有害物质。
当今,焊料合金多半使用的是63Sn37Pb,熔点183℃。
不久前,多于1 0 0种无铅焊料合金存在于世,如[6]中表3.1 所示。
然而,今天电子业界主要的无铅焊料是Sn(3-4)wt%Ag(0.5-0.7)wt%Cu (或简称SAC),熔点217 ℃,比铅锡焊料合金的熔点高34℃。
印制电路板组装采用SAC焊料(替代SnPb)时,元件和PCB将承受更高的焊接温度,且他们在成本、性能和可靠性方面有很大的不同[10]。
无铅焊接和可靠性测试

2.4.5无铅可靠性常见测试项目 • 5、机械强度试验 • 主要检查焊点的机械强度,通常称为 pull/push试验。 • 严格来讲,这种试验不能归入可靠性测试 的项目。但如果强度试验前,经过时间、 条件方面的预处理,就属于可靠性测试的 项目。
2.4.6无铅可靠性常见测试项目
• 6、机械疲劳试验 这种试验主要应用在电路板上,通过施加交变 的载荷,验证焊点或者PCB的抗疲劳性能。
2.4 无铅可靠性测试的内容
• 涉及无铅的材料、工艺、产品,需要进行 规定时间和规定条件下、能否完成规定功 能的测试,均属于无铅可靠性测试的内容。
2.4.1无铅可靠性常见测试项目
• 1、元器件耐热性试验 主要验证元器件在经过无铅焊接较高温 度的工艺条件,封装的完好性。
2.4.2 无铅可靠性常见测试项目 • 2、元器件可焊性试验 主要验证元器件经过长期储存后引脚的可焊性。
• 由于合金组分大于3以后在冶金和研究方面 变的异常复杂,目前应用较多的合金系统 仍为二元或者三元,其中SnAgCu三元合金 占主导地位。
1.2.4 无铅材料的种类
• 下表是目前一些国际知名公司的应用
1.2.5 无铅材料方面的专利
Mitasubishi Alpha Nihon Senju Indium AT&T Hitachi MitsuiM&S IBM Matsushita 0 10 20 30 40 50
1.3.1 无铅材料的认证
• 和锡铅相同,无铅材料也需分别制造为焊膏paste、 焊棒bar、焊线wire来使用。
• 和锡铅相同,无铅材料也需要分别通过现有的各 种国际标准、国家标准、行业标准的测试认证。 这方面IPC、IEC、Bellcore等国际组织,GB、 BS、DIN、ASTM、JIS等国家标准,以及SJ、 YD、GJB、MIL等行业均有大量规定。 • 和锡铅不同,那么究竟不同在什么地方呢?
互连应力测试原理
互连应力测试(IST)原理2009-7-20 作者: 章敏摘要:在PCB 制造过程中,对PCB 内部应力测试是衡量其可靠性和质量好坏的一个关键而重要的因素。
传统已经普及的测试方法有过回流、冷热循环及过波峰焊等,IST 测试与其不同之处在于这种测试对电路板品质能够在较短的时间内洞察可能的失效模式,快速而准确地做出评估,直观而客观。
同时IST 机能够在线全程记录过程数据,随时监控每个过程循环的状态,做到有据可查且数据唯一。
本文主要就IST 的测试原理以及如何实现测试进行介绍。
关键词:IST 失效孔内层互连一、IST 测试原理介绍1.1 IST 测试附连扳根据IPC-TM-650,IST 测试技术通过在特定的附连扳内层和通孔的连接回路上通3 分钟的直流电,使被测COUPON 测试区的温度升温至设定的温度。
测试采用直流的通断使测试COUPON从室温达到设定温度,在温度变化下对被测Coupon进行抗疲劳测试,加速潜在问题的发生。
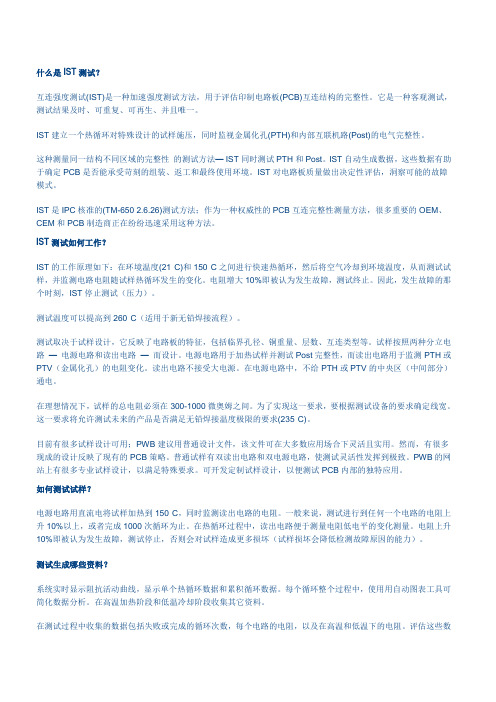
IST 建立一个热循环系统,并作用在一种特殊的试样上,同时监视金属化孔(PTH)和内部互连线路(Post)的电气完整性。
试验通过循环测试为生产出的成品性能作一个鉴定。
进行IST 测试需要设计特定线路连接的IST 测试附连扳。
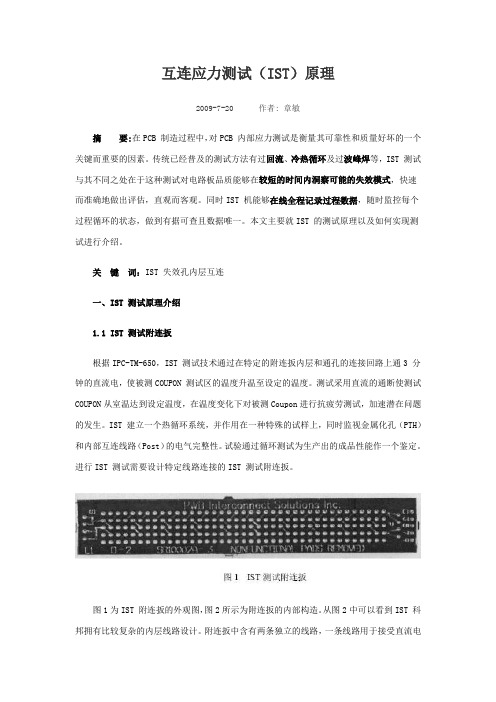
图1为IST 附连扳的外观图,图2所示为附连扳的内部构造。
从图2中可以看到IST 科邦拥有比较复杂的内层线路设计。
附连扳中含有两条独立的线路,一条线路用于接受直流电流并产生热量(称为P 端),另一线路接受P 端传导的热量(称为S 端),同时可以用来决定和监控附连扳温度。
P 端的内层连接线路与S 端的内层连接线路是平行连续且相互交迭的。
这种菊瓣状的设计使内部热的传输良好,且热传导的均匀性良好,使测试效果更为准确。
1.2 IST 测试失效机理IST 对P 端施加电流,产生的热量传导至S 端,附连扳的特殊设计为热量的传导提供了有力的保障,此过程中材料的受热膨胀能够拉动金属化孔的胀缩,通过这种胀缩疲劳看金属化孔质量的变化,从而衡量过程品质的好坏。
无铅焊接检验标准
无铅焊接允收规范有关PCBA焊接的各种允收规格,以IPC-A-610“电路板组装品质允收度”为最具权威性的国际规范,此610在2000年的C版是将焊接编在第六章,而2005年2月全新的610的D版则将提前到了第5章,由于无铅(LF)焊接即将到来,而其允收规格在整体上变动将不在少数,其详情如何早已被业者所密切注意,极欲深入了解以便及早应付。
然而610D全册是涉及整体电子组装的总括性规格,通盘了解并非本文之目的。
以下将专对焊接部分以简明易懂的文字加以说明。
并分析其等更改内容的原委。
一、总论1.1新工法的出现首先在第五章前言中(原标记5),将C版原列的四种焊接方法之外,D版又增加了第5种代替焊接的全新PTH塞印锡膏的施工方法,其各种焊法分别为:原有者◎烙铁焊接Solder Irons◎电阻发热式焊接Resistance Solder Appatatus◎波焊或拖焊Inruction Wave or Drag Soldering(注:原文指电磁感应产生电流而发热之波焊而言)◎熔焊Reflow Soldering(注:原文是指将原始焊料熔融所得圆粒锡粉所再制成的锡膏,再一次加热熔融流动而完成SMT的焊接而言,japan称为回焊,台湾业者则直接引用为中文名词,大陆欲另译为再流焊,两者均性字面上的直译。
事实上Reflow应是指锡膏中锡粒在高温中的熔融与贴焊之动作,故译为“熔焊”才是更贴切的译词)新加者:◎插入式熔焊(Intrusive Soldering)。
[诠译]无铅(LF)波焊的焊料以锡铜(SC;Sn99.3%、Cu0.7%,mp为227OC与锡银铜(SAC;Sn96.5%、Ag3.0%、Cu0.5%,mp为217OC)二者为主流,其等平均操作温度均尽量不敢设得太高(SC为270OC,SAC为260OC),才便搭配Reflow焊接等至少前后两次之强热操作,减少许多零组件与某些板材痛苦的双重煎熬,以便将操作降到最低。
无铅焊点可靠性测试方法
无铅焊点可靠性测试方法随着电子信息产业的日新月异,微细间距器件发展起来,组装密度越来越高,诞生了新型SMT、MCM技术,微电子器件中的焊点也越来越小,而其所承载的力学、电学和热力学负荷却越来越重,对可靠性要求日益提高。
电子封装中广泛采用的SMT封装技术及新型的芯片尺寸封装(CSP)、焊球阵列(BGA)等封装技术均要求通过焊点直接实现异材间电气及刚性机械连接(主要承受剪切应变),它的质量与可靠性决定了电子产品的质量。
一个焊点的失效就有可能造成器件整体的失效,因此如何保证焊点的质量是一个重要问题。
传统铅锡焊料含铅,而铅及铅化合物属剧毒物质,长期使用含铅焊料会给人类健康和生活环境带来严重危害。
目前电子行业对无铅软钎焊的需求越来越迫切,已经对整个行业形成巨大冲击。
无铅焊料已经开始逐步取代有铅焊料,但无铅化技术由于焊料的差异和焊接工艺参数的调整,必不可少地会给焊点可靠性带来新的问题。
因此,无铅焊点的可靠性也越来越受到重视。
本文叙述焊点的失效模式以及影响无铅焊点可靠性的因素,同时对无铅焊点可靠性测试方法等方面做了介绍。
焊点的失效模式焊点的可靠性实验工作,包括可靠性实验及分析,其目的一方面是评价、鉴定集成电路器件的可靠性水平,为整机可靠性设计提供参数;另一方面,就是要提高焊点的可靠性。
这就要求对失效产品作必要的分析,找出失效模式,分析失效原因,其目的是为了纠正和改进设计工艺、结构参数、焊接工艺等,焊点失效模式对于循环寿命的预测非常重要,是建立其数学模型的基础。
下面介绍3种失效模式。
1、焊接工艺引起的焊点失效焊接工艺中的一些不利因素及随后进行的不适当的清洗工艺可能会导致焊点失效。
SMT 焊点可靠性问题主要来自于生产组装过程和服役过程。
在生产组装过程中,由于焊前准备、。
无铅焊点检验规范
无铅焊点检验规范无铅焊点是现代电子产品中常见的组装方式之一,确保焊接质量对于产品的正常运行至关重要。
为了保证无铅焊点的质量,需要遵守一些检验规范。
下面是一些常见的无铅焊点检验规范:1.焊接温度和时间检验:无铅焊点的焊接温度和时间直接影响焊点质量。
检验时,应根据焊接材料的要求和工艺标准,使用合适的焊接温度和时间参数进行检验。
焊接温度和时间过高会导致焊接点的烧损和氧化,从而影响产品的可靠性。
2.焊接外观检验:焊点的外观可以通过视觉检查进行评估。
焊接后的焊点应呈现出光滑、均匀、一致的外观,无明显的裂缝、气泡和杂质等缺陷。
焊点与焊盘之间应紧密贴合,没有明显的间隙或未焊接到位的现象。
3.焊点强度检验:焊点的强度是评估焊接质量的重要指标之一。
可以通过拉力测试或剪切测试来评估焊点的强度。
拉力测试是将焊点施加拉力,评估焊点是否能够承受预定的拉力。
剪切测试是将焊点施加剪切力,评估焊点是否能够承受预定的剪切力。
焊点的强度应符合设定的标准要求。
4.引脚连接性测试:无铅焊点的连接性也是一个重要的检验指标。
可以通过外部测试仪器来检测焊点与焊盘之间的电气连接性。
测试仪器将通过电流或电压信号检测焊点的连接质量,以确保焊点与焊盘之间的电气信号能够正常传导。
5.尺寸和位置检验:焊点的尺寸和位置也需要进行检验。
可以使用量具或显微镜来测量焊点的尺寸和位置,确保焊点符合设计要求和规范要求。
综上所述,无铅焊点的检验规范包括焊接温度和时间检验、焊接外观检验、焊点强度检验、引脚连接性测试以及尺寸和位置检验等。
通过遵守这些检验规范,能够确保无铅焊点的质量和可靠性,提高产品的使用寿命和性能。
无铅焊点的质量是电子产品的重要保障,因此需要严格遵守相关的检验规范以确保焊点的质量和可靠性。
下面将继续介绍相关的内容:6.焊点表面光洁度检验:焊点的表面光洁度对焊接质量有着重要影响,因为高光洁度的焊点可以提供更好的连接性和稳定性。
检验时,可以使用显微镜或光学仪器来评估焊点表面的光洁度。
IST测试
什么是IST测试?互连强度测试(IST)是一种加速强度测试方法,用于评估印制电路板(PCB)互连结构的完整性。
它是一种客观测试,测试结果及时、可重复、可再生、并且唯一。
IST建立一个热循环对特殊设计的试样施压,同时监视金属化孔(PTH)和内部互联机路(Post)的电气完整性。
这种测量同一结构不同区域的完整性的测试方法— IST同时测试PTH和Post。
IST自动生成数据,这些数据有助于确定PCB是否能承受苛刻的组装、返工和最终使用环境。
IST对电路板质量做出决定性评估,洞察可能的故障模式。
IST是IPC核准的(TM-650 2.6.26)测试方法;作为一种权威性的PCB互连完整性测量方法,很多重要的OEM、CEM和PCB制造商正在纷纷迅速采用这种方法。
IST测试如何工作?IST的工作原理如下:在环境温度(21°C)和150°C之间进行快速热循环,然后将空气冷却到环境温度,从而测试试样,并监测电路电阻随试样热循环发生的变化。
电阻增大10%即被认为发生故障,测试终止。
因此,发生故障的那个时刻,IST停止测试(压力)。
测试温度可以提高到260°C(适用于新无铅焊接流程)。
测试取决于试样设计,它反映了电路板的特征,包括临界孔径、铜重量、层数、互连类型等。
试样按照两种分立电路—电源电路和读出电路—而设计。
电源电路用于加热试样并测试Post完整性,而读出电路用于监测PTH或PTV(金属化孔)的电阻变化。
读出电路不接受大电源。
在电源电路中,不给PTH或PTV的中央区(中间部分)通电。
在理想情况下,试样的总电阻必须在300-1000微奥姆之间。
为了实现这一要求,要根据测试设备的要求确定线宽。
这一要求将允许测试未来的产品是否满足无铅焊接温度极限的要求(235°C)。
目前有很多试样设计可用;PWB建议用普通设计文件,该文件可在大多数应用场合下灵活且实用。
然而,有很多现成的设计反映了现有的PCB策略。
IST测试

什麼是IST測試?互連強度測試(IST)是一種加速強度測試方法,用於評估印製電路板(PCB)互連結構的完整性。
它是一種客觀測試,測試結果及時、可重複、可再生、並且唯一。
IST建立一個熱迴圈對特殊設計的試樣施壓,同時監視金屬化孔(PTH)和內部互連線路(Post)的電氣完整性。
這種測量同一結構不同區域的完整性的測試方法— IST同時測試PTH和Post。
IST自動生成資料,這些資料有助於確定PCB是否能承受苛刻的組裝、返工和最終使用環境。
IST對電路板品質做出決定性評估,洞察可能的故障模式。
IST是IPC核准的(TM-650 2.6.26)測試方法;作為一種權威性的PCB互連完整性測量方法,很多重要的OEM、CEM和PCB製造商正在紛紛迅速採用這種方法。
IST測試如何工作?IST的工作原理如下:在環境溫度(21°C)和150°C之間進行快速熱迴圈,然後將空氣冷卻到環境溫度,從而測試試樣,並監測電路電阻隨試樣熱迴圈發生的變化。
電阻增大10%即被認為發生故障,測試終止。
因此,發生故障的那個時刻,IST停止測試(壓力)。
測試溫度可以提高到260°C(適用於新無鉛焊接流程)。
測試取決於試樣設計,它反映了電路板的特徵,包括臨界孔徑、銅重量、層數、互連類型等。
試樣按照兩種分立電路—電源電路和讀出電路—而設計。
電源電路用於加熱試樣並測試Post完整性,而讀出電路用於監測PTH或PTV(金屬化孔)的電阻變化。
讀出電路不接受大電源。
在電源電路中,不給PTH或PTV的中央區(中間部分)通電。
在理想情況下,試樣的總電阻必須在300-1000微歐姆之間。
為了實現這一要求,要根據測試設備的要求確定線寬。
這一要求將允許測試未來的產品是否滿足無鉛焊接溫度極限的要求(235°C)。
目前有很多試樣設計可用;PWB建議用普通設計文件,該文件可在大多數應用場合下靈活且實用。
然而,有很多現成的設計反映了現有的PCB策略。
IST测试相关技术说明
导通孔互联内应力测试(IST)在未来电路板线路互连质量评估的各种测试方法中已愈显重要,现在的测试或评价方式存在问题有:1测试速度慢;2再现性/重复性差;3很难做特性评估及无法仿真reflow制程中的组装环境;4测试结果很难分析及解释。
而最新的IST技术能够有效/快速的检测多层板层间贯穿孔(PTH)完整性及辨认接线柱与线路分离程度。
IST在基材之间产生均匀应力,分布于互联机路上,一直反复施加于PTH孔及内层结合处直到产生损坏为止。
另外IPC协会已经认证IST为评估PTH孔优先测试方法,且IST技术被发表于IPC-650测试手册内(IPC-TM-650 2.6.26)。
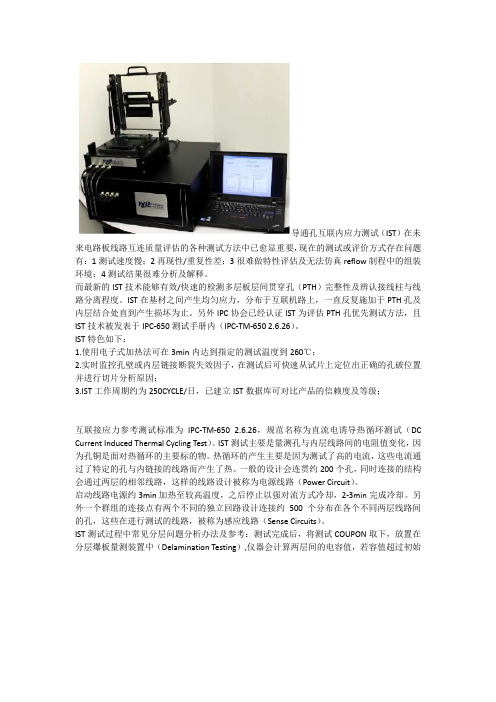
IST特色如下:1.使用电子式加热法可在3min内达到指定的测试温度到260℃;2.实时监控孔壁或内层链接断裂失效因子,在测试后可快速从试片上定位出正确的孔破位置并进行切片分析原因;3.IST工作周期约为250CYCLE/日,已建立IST数据库可对比产品的信赖度及等级;互联接应力参考测试标准为IPC-TM-650 2.6.26,规范名称为直流电诱导热循环测试(DC Current Induced Thermal Cycling Test)。
IST测试主要是量测孔与内层线路间的电阻值变化,因为孔铜是面对热循环的主要标的物。
热循环的产生主要是因为测试了高的电流,这些电流通过了特定的孔与内链接的线路而产生了热。
一般的设计会连贯约200个孔,同时连接的结构会通过两层的相邻线路,这样的线路设计被称为电源线路(Power Circuit)。
启动线路电源约3min加热至较高温度,之后停止以强对流方式冷却,2-3min完成冷却。
另外一个群组的连接点有两个不同的独立回路设计连接约500个分布在各个不同两层线路间的孔,这些在进行测试的线路,被称为感应线路(Sense Circuits)。
IST测试过程中常见分层问题分析办法及参考:测试完成后,将测试COUPON取下,放置在分层爆板量测装置中(Delamination Testing),仪器会计算两层间的电容值,若容值超过初始容值4%,则判断有分层现场。
浅析PCB两种重要可靠性测试方法

浅析PCB两种重要可靠性测试方法黄世清;张利华【摘要】PCB reliability testing is the most frequent subject the manufacturers and costumers devoted into. Intercenect stress test(IST)and thermal cycle test(TCT)are two of the most polular and effective test methods for evaluating the reliability of PCB in long term application within shot testing time. This paper introduce the test method and standard of IST and TCT, and presentate how to analysis test failures by introducing some study cases the auther have devoted into, and also recommend some improve dicection for IST and TCT failures.%电路板可靠性评估是每个制造厂家、客户研究得最多的课题,互联应力测试及冷热循环测试是现有的在短时间内评估电路板的长期可靠性的有效测试方法。
文章对互联应力测试及冷热循环测试方法及标准进行了详细介绍,并通过简单的实际测试研究案例来介绍如何分析失效并找出失效原因,并提出一些失效原因的改善方向。
【期刊名称】《印制电路信息》【年(卷),期】2014(000)004【总页数】7页(P88-94)【关键词】可靠性;互联应力测试;冷热循环测试【作者】黄世清;张利华【作者单位】深南电路有限公司,广东深圳 518053;深南电路有限公司,广东深圳 518053【正文语种】中文【中图分类】TN411 前言随着电子行业的不断发展,PCB行业对产品的长期可靠性要求越来越重视。
PCBA无铅焊点可靠性测试项目
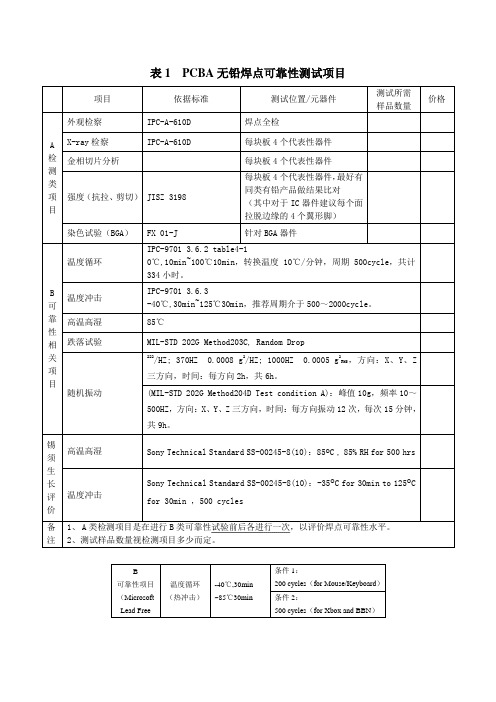
Sony Technical Standard SS-00245-8(10):-35oC for 30min to 125oC for 30min,500 cycles
备注
1、A类检测项目是在进行B类可靠性试验前后各进行一次,以评价焊点可靠性水平。
2、测试样品数量视检测项目多少而定。
B
可靠性项目
表1 PCBA无铅焊点可靠性测试项目
项目
依据标准
测试位置/元器件
测试所需样品数量
价格
A
检测类
项目
外观检察
IPC-A-610D
焊点全检
X-ray检察
IPC-A-610D
每块板4个代表性器件
金相切片分析
每块板4个代表性器件
强度(抗拉、剪切)
JISZ 3198
每块板4个代表性器件,最好有同类有铅产品做结果比对
高温高湿
条件1:
65℃.90%RH
300 cycles(for Mouse/Keyboard)
条件2:
60℃.90%RH
300 cycles(for BBN)
推荐条件3:
85℃.85%RH.
300 cycles (for Xbox)
(MIL-STD 202G Method204D Test condition A):峰值10g,频率10~500HZ,方向:X、Y、Z三方向,时间:每方向振动12次,每次15分钟,共9h。
锡须生长评价
高温高湿
Sony Technical Standard SS-00245-8(10):85oC , 85% RH for 500 hrs
(Microsoft Lead FreeProduct Requirements For PC-Hardware and Xbox)
信赖性测试报告

Contents一、常规(chángguī)测试External short-circuit (3)二、老化(lǎohuà) Aging (4)三、震动(zhèndòng) Vibration (5)四、跌落(diēluò) Drop (6)五、温度(wēndù)循环Temperature cycling (7)六、擦拭试验W i p e (8)七、折合试验E q u i v a l e n t (9)八、静电击穿E S D (10)九、盐雾实物S a l t S p r a y (11)十、热冲击H e a t i n g (12)十一、耐压试验withstand voltage (13)十二、百格测试H u n d r e d s (14)十三、热拔插H o t P l u g (15)1. Sampling plan/抽样方案(fāng àn):鉴定检验的样品由批量生产的产品(chǎnpǐn)中随机(suí jī)抽取或单独(dāndú)样机。
2. Criterion rule /判定规则:当所有(suǒyǒu)检验项目均满足标准时则判为鉴定检验合格。
(一)、Conclusion/测试结果(二)、experiment condition/试验(shìyàn)条件(三)、Fail-sample/不合格(hégé)图样跌落(diēluò) Drop 不良(bùliáng)样品(四)、improvement suggestions/改善(gǎishàn)建议内容总结(1)13十二、百格测试 Hundreds(2)14十三、热拔插 Hot Plug。
无铅焊接及焊接点的可靠性试验
1 种标 准 ( 铅焊 相关 的 ) 各 无
22评 价方 法一 .
对S —P 系 列焊锡 ,我 们有 各种 各样 的标 准 。无铅 试 件 从 焊 锡 上 方 任 意位 置 浸 入 焊 锡 时 ,将 会得 到 像 图 n b 所 焊从 定 义 、种类 、组 成等 也 有其 对 应l l 、IO I  ̄ E S 、J 等 2 示 的 润湿 性 曲线 。试 件 从 液面 浸 入 、将 会受 到方 向 ' C g S 国 际标 准 ,并正在 进一 步 完善 。如各 标准 对无 铅的 定 义 向 上 的 浮 力 (e >9 。 )作 用 ,进 一 步 润 湿 (e < 0 ( 的含量 )、种类的 一致 性也 还在 进行 调整 ,在 日本 9 。 ) ,试 件 周 围 形 成 双 曲线 凹面 。相 对 于 润 湿的 速 铅 O
国 内使 用 的J 标 准 ,于2 0 年3 I s 0 4 月与 I 标准 也 进行 了一 度 而言 ,评 价方法 就是 :测 定试件 与液面 接触 开始 ,到 E C
致 性的 调 整 ( 焊 锡 试 验 方法 ( 衡 法 )J 0 3 例 平 I Co 5 一 S
J C6 0 8 —5 )。 I 0 6 —2 4 S
开发 ,生产 线的 变更等 等技 术改 造和 变革 将迫在 眉睫 。 本 文 将 依 据 国 际标 准 I 、 I E S C O、J ,通 过 实 际 测 量 结 I S
性 指标 进行 评价 。
F (yC S —vp = O L G)1 e 0—2 ( ) y :表 面张 力 1 果 ,对无铅 焊 的润湿 性 、强度 、耐久 性等 可靠 性的 评 价 V :浸入 体 积 e:接触 角 p:密 度 L :周 围长 度 G:重 方法 进行说 明 。 力加速度
PCB互连结构完整性高加速检测方法—IST测试
PCB互连结构完整性高加速检测方法—IST测试PCB互连结构完整性是指在电路板(PCB)上,各个元件之间的电气连接是否良好,是否存在断路、短路等问题。
为了确保PCB的完整性,可以使用IST(Insertion Signal Tap)测试方法进行加速检测。
IST测试是一种无损测试方法,通过在PCB上增加插入信号接口点,使得信号能够在需要测试的位置上插入和取出。
IST测试可以用于检测电路板上的故障点,例如损坏的电阻、电容、集成电路等。
IST测试可以在生产过程中或者维修过程中使用,能够快速准确地检测到问题,并且不会对PCB的正常功能产生影响。
IST测试是一种容易实施且低成本的测试方法,它可以在PCB设计阶段就被引入,减少了后期修复的成本。
IST测试所需的仪器和设备也相对简单,包括插入式探针、信号发生器、示波器等。
IST测试方法主要包括以下几个步骤:1.选择合适的插入接口点:在PCB上选择适合插入探针的位置,通常选择信号路径上的节点,如元器件的引脚、焊盘等。
2.安装插入信号接口点:在选择的位置上,通过焊接或者其他方式增加插入信号接口点。
这个接口点可以是一个测试插座,也可以是一个专门设计的测试点。
3.插入信号探针:将信号探针插入到接口点上,以接收或发射信号。
探针可以通过专门的接头与信号发生器或示波器相连接,以实时监测信号的变化。
4.发送测试信号:通过信号发生器产生测试信号,将信号插入到被测位置上。
可以通过改变信号的频率、幅度等参数,来测试PCB上不同节点的完整性。
5.监测和分析测试结果:使用示波器或其他测试设备,实时监测被测位置上的信号变化,并进行分析和比较。
如果出现异常,可以确定是否存在故障,以及故障的位置。
IST测试具有以下优点:1.加速检测速度:IST测试能够在较短的时间内检测到电路板上的完整性问题,提高了检测效率。
2.低成本:IST测试所需的设备和仪器相对简单,成本较低,因此适用于大规模生产和修复过程。
无铅产品可靠性-元器件测试项目

01
04
03
02
05
Tg,Td,热膨胀系数
金脆,黑盘
铜箔与树脂之间的结合力
焊接前的预处理(烘烤)
PCB
焊膏
焊料合金
助焊剂
焊接材料
了解设备的自身性能
曲线形状
加热因子
根据焊接材料,元器件耐温,镀层结构等进行调整
减小温度误差
01
02
03
04
05
焊接设备以及工艺曲线
01
02
03
04
X-ray(孔洞,桥接,冷焊等)
无铅焊接的注意点
单击此处添加您的正文
主要考虑的六个方面:
01
元器件
单击此处输入你的正文,文字是您思想的提炼
04
焊接设备
单击此处输入你的正文,文字是您思想的提炼
03
焊接材料单击此处输入你的正文,文字是您思的提炼02PCB
单击此处输入你的正文,文字是您思想的提炼
05
工艺曲线
单击此处输入你的正文,文字是您思想的提炼
CSAM(元器件的超敏等)
05
SEM-EDX(异常结构,成分分析等)
焊接检验
06
质量检验
单击此处输入你的正文,文字是您思想的提炼
元器件
引脚材料,镀层结构
单击此处输入你的正文,文字是您思想的提炼
防静电
单击此处输入你的正文,文字是您思想的提炼
含Pb量
单击此处输入你的正文,文字是您思想的提炼
耐温,耐冲击能力
单击此处输入你的正文,文字是您思想的提炼
潮湿敏感性
单击此处输入你的正文,文字是您思想的提炼
无铅制程PCBA可靠度规范

无铅制程PCBA可靠度规范随着科学技术的不断进步和电子工艺的快速发展,电子制造业已经成为了全球最为重要的行业之一。
然而,电子制造业在一些环节上的环保问题以及废品量过大等问题仍然严重存在。
为了减少对环境的污染和提高产品质量,近些年来,无铅制程PCBA技术逐渐成为了制造业的一个新的热点。
无铅制程PCBA技术是基于的无铅化工艺的一种。
相比传统的有铅PCBA制程技术,无铅制程PCBA技术在制造过程中更加绿色环保,同时具备更高的可靠度和更稳定的性能。
随着无铅制程PCBA技术的成熟和普及,制造业对于其可靠度的要求也越来越高,那么对于无铅制程PCBA可靠度规范来说需要注意哪些细节呢?一、规范化生产令制度生产令单是集成制造系统的一个基本组成部分,采用规范化的生产令的方式,可以有效遵循无铅制程PCBA生产技术和工艺标准,保证生产的可靠度和质量。
二、加强售后服务无铅制程PCBA的可靠度和寿命需要通过长期的零部件的和零星故障的监控与追踪,以实现全面确定这些方面的表现。
如果我们采用无铅PCB和含铅组件相结合的混合制造工艺,还需要加强售后服务,以便通过维修或更换问题零部件来解决问题。
三、强化检测部门在生产过程中,必须通过各种手段加强检测部门的技能和水平,以保证所有生产的无铅制程PCBA的可靠性和稳定性。
检测部门应针对制品进行容易性、可靠性的检查,设置质量检测流程,确保每个批次的产品符合标准。
四、严格遵循设计和制造标准为了强化无铅制程PCBA的可靠性规范,厂家在设计,制造,测试和维护各方面都需要严格遵守相关标准,以便保证生产的产品能够满足规范要求。
同时,对于设计方案建议要综合考虑制造成本和产品的维护质量方面,避免不必要的矛盾冲突。
五、加强员工培训无铅制程PCBA生产需要高精度,严格的质量控制和操作技巧。
因此,员工培训是非常重要的——只有经过针对性培训后工人们才能正确掌握不同生产线的不同标准和技术细节,从而更好地生产出符合规范的产品。
PCB互连结构完整性高加速检测方法—IST测试
PCB互连结构完整性高加速检测方法—IST测试PCB的互连应力测试,简称IST,常用于通讯及汽车电子等高可靠性行业评估试样从室温到高温一系列循环下的可靠性试验。
与传统的温度冲击测试相比,IST因其能够在更短的时间内,通过实时监测阻值暴露出PCB的互连缺陷而受到业内青睐,成为PCB内部互连可靠性评价的重要手段之一。
目前PCB行业普遍采用的互连应力测试标准是IPC-TM-650 2.6.26: 2001;之后在2014年发布了更新的2.6.26A版本。
两个版本的试验方法中最主要的区别在于新版本标准中增加了“试验方法B”,而2001版本中的试验方法作为新版标准中的“试验方法A”。
从检测经验来看试验方法A最为常用,因此今天小编就带大家来看一看这个试验方法的具体内容。
1.测试机理通过对被测试样的互连网络施加一个直流电流,使其快速加热到指定温度;达到指定温度后,关闭电流,同时强制风冷,使试样温度快速降至室温。
如此从室温升温到指定温度、再回到室温的一个升降温过程为一个循环。
通过重复升降温循环使互连结构产生热机械疲劳,同时采用四线法对循环过程中试样的每个网络进行独立的电阻监测,直至完成设定的循环数或试样失效(电阻变化率超过允许值)。
2.附连测试板用于IST的试样应当为专门设计的附连测试板。
附连测试板与成品PCB采用相同的生产工艺,以反映成品的互连可靠性。
图1是典型的IST附连测试板照片,由一个电源网络(Power)和一个感应网络(Sense)构成。
P网络和S网络平行连续且相互交迭,保证整个测试区域具有良好的热传输和均匀的热传导。
图1 典型的IST附连测试板4.测试设备本实验室配备有两套加拿大PWB公司生产的最新型号IST测试设备,适用于IPC-TM-6502.6.26A的试验方法A(图2)。
同时还配套了电容测试模组(图3)和红外热像模组(图4),两套模组分别用于附连测试板的分层位置探测和失效线路定位。
通过精准定位,可以有针对性地对失效位置进行进一步剖析。
线路板信赖性试验
透過各项试验以评估产品之信賴性,以期早日发现潜在性问题,提高产品品质,确保客户使用之安心感。
参考文件和资料:4.2 IPC-TM-6504.3 SI/J-STD-0034.4 IPC-TM-6504.5 IPC-600-F测试工程的品质要求和判定标准序号内容一般控制标准1棕化剥离强度试验剥离强度≧3ib/in2切片试验1.依客户要求﹔2.依制作流程单要求3镀铜厚度1.依客户要求﹔2.依制作流程单要求4补线焊锡,电阻变化率无脱落及别离,电阻变化率≦20%5绿油溶解测试白布无沾防焊漆颜色,防焊油不被刮起6绿油耐酸碱试验文字,绿油无脱落或分层(不包括UV文字)7绿油硬度测试硬度>6H铅笔8绿油附着力测试无脱落及别离9热应力试验(浸锡)无爆板和孔破10〔無鉛〕焊锡性试验95%以上良好沾锡,其余只可出现针孔、缩锡11〔有鉛〕焊锡性试验95%以上良好沾锡,其余只可出现针孔、缩锡序号内容控制标准12离子污染试验≦4.5μg.Nacl/sq.in(棕化板),≦3.0μg.Nacl/sq.in (成型、喷锡)成品出货按客户要求13阻抗测试1.依客户要求;2.依制作流程单要求14Tg测试Tg≧130℃,△Tg≦3℃15锡铅成份测试依客户要求16蚀刻因子测试≧2.017化金/文字附着力测试无脱落及别离18孔拉力测试≧2000ib/in219线拉力测试≧7ib/in20高压绝缘测试无击穿现象21喷锡〔镀金、化金、化银〕厚度测试依客户要求操作过程及操作要求:1. 棕化剥离强度试验:1.1测试目的:确定棕化之抗剥离强度1.2仪器用品:1OZ铜箔、基板、拉力测试机、刀片1.3试验方法:1.3.1取一X适当面积的基板,将两面铜箔蚀刻掉。
1.3.2取一X相当大小之1OZ铜箔,固定在基板上。
1.3.3将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧3.8mm。
无铅制程PCBA可靠度规范

无铅制程PCBA可靠度规范随着环保意识的增强,无铅制程PCBA已经成为越来越多厂家和行业的首选。
无铅制程PCBA克服了有铅制程PCBA存在的环境和健康问题,同时还具有更好的导电性和高温性能,效率更高。
然而,为了确保无铅制程PCBA的可靠性和稳定性,必须遵循严格的规范。
什么是无铅制程PCBA?无铅制程PCBA是指使用不含铅的焊料,将电子元件和电路板(PCB)连接在一起的制程。
相比有铅制程PCBA,无铅制程PCBA的焊料中添加了其他金属,如锡、银、铜等。
为什么需要无铅制程PCBA可靠度规范?无铅制程PCBA需要遵守严格的规范,以确保其可靠性。
由于焊料的成分和化学性质不同,无铅制程PCBA的制造过程与有铅制程PCBA存在差异。
无铅制程PCBA制造的成功与否,取决于各种制造过程的严格控制和可重复性。
一些品质问题是与无铅制程PCBA有关的,例如氧化、金属结合强度不佳、焊接质量差等等。
这些问题可能会增加产品故障的数量和影响产品的寿命。
因此,无铅制程PCBA可靠度规范是为了确保无铅制程PCBA的稳定性和可靠性。
无铅制程PCBA规范主要包括以下几个方面:1. 设计规范设计是无铅制程PCBA最重要的环节之一。
设计应该满足电气要求,并考虑到可能的加工难度和技术风险。
对于高速电路和高频电路,应该采取特殊的设计和工艺方法,以防止EMI 和信号交叉干扰等现象。
在设计过程中,还应该考虑到无铅制程PCBA的防静电措施。
2. 材料选择和管理由于焊料的成分差异较大,所使用的材料应该符合相关的标准。
此外,无铅制程PCBA材料的生产过程也需要满足一系列要求,例如,低调整和高温性能、良好的吸附性能等。
材料质量好坏直接关系到无铅制程PCBA的可靠性。
3. 制造工艺无铅制程PCBA的制造过程需要严格控制,以确保产品的质量。
制造工艺包括表面贴装、波峰焊接等。
在制造过程中,应该注意每个步骤的质量控制,防止各种缺陷的产生。
4. 检验标准检验是保证无铅制程PCBA质量的最后关键步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料上 ,例 如最 小孔 的孔径 及 间距 ,亦 或是 某种型 态
的互连 应 力测试 。这 些试 片主要被 应 用在测 试热循 环 上 ,同时 不连续 线路对 变 化的抵抗 力也 会被监 控。 线
路 电阻 ,若 是超 出标准 1 %时 ,是 判别失败 。信赖 度 0 测试一 般都 会持续 进行 到5 %的试 片失败 为止。健 全 0
图一 显示 四个 试 片 的毁 损加 速情 形 : 三个 试 片 有 失败 (, ) A BC 、其 中一 个健 全( ) D 。深 蓝 色线表 示试 片
A,证 明的 测试 在短 时 间 内就 已毁 损。红 色线表 示试 片B,代 表 了缓 慢 的耐热 测试 失 败 曲线 。绿 色线试 片
C,代 表 了经 过 长时 间做 热耐 力 测试 后 ,稳定 降低 抗
力最 后 失 败 的 曲线 。 浅蓝 色线 试 片 D ,是 唯一 通 过
计 。现在 发现与材 料的问题息息 相关。
无铅 制程组 装及重 工 ,已减 少部 份过程 所 需的步
1 0 次热循 环测试 而还是 健全 的试 片 ,而其热抗 力在 0 0 完成 测 试 后 只有 增 加 了3 %。 无铅 制程 的标 准 提高 也 加 速耐热 测试 的 失败率 ,对于质 量 不稳定 试 片 ,此种
的增加 。相 对 的 ,较差 的试 片将会 加速 对耐热 测试 的 抗 力性 ,大约 在十次 的耐 热测试后 ,试 片就 已毁பைடு நூலகம் 。
质 量上 ,进 而可 以从铜质量 及 物料坚 固性 ,做 平衡性 的影 响。某 些 物料 显然 无法 抵抗 超过 3 4 以上 ,暴 ~次 露 在R l 条件下 的高温 环境 中(4 o 6 o ) oS 2 5C t 2 0C 。 o
维普资讯
_ 得迈斯仪器股份有 限公 司 B a l ed yP u R i
无 铅一 电路 板 线 路 互连接点IT 赖度 测试 信 S
在
一
麓
容 易有信 赖度 降低 的问题 。 了解 到 无铅对信 赖度 测试
结果 有其 影响 ,将 努力朝着 探讨 影 响测试结 果 的因素 为何 。 典 型 的信赖 度测试 ,表现在典 型试 片且 相 同属 性
产 品是 高阶 多层板 并且 有高纵 横 比的导 通孔 ,或 低 阶多层 板及 低纵 横 比但 是 有高密 度 的组件情 形 。要 求高温2 0 的组装 制程 ,b2 5C 6。 L 4 o 的组装 制程 ,是更
维普资讯
—
一 …
一
璺
TECHNO LOG Y EXCHA NG E —— ◇ —
的 电路可 以让 测试 维持 到最 后 ,大约 5 0 1 0 次 的 0到 00
中 间的孔壁 断裂转 移至 拐角 断裂。 其改 变 中已有效 为 显著 之处 ,特 别是 在 影 响互 连 接 点 信 赖 性结 果 的参
数 ,都 已被注 意。 转 变的过渡 时期从 原 本只专 注在铜
热循环 。好 的试 片对耐 热测 试 的抗 力可 以稳定 而缓 慢
无铅 过程 中 ,值 得注 意 的是 ,它增加 了各参 数对
测 试 结果 的影 响 力 ,如 材 料 分层 ( 包含 附着 力 及黏 着 性) 、分解 、降低 及焊 垫 凹洞等 ,已成 为常见 的情形 。
大 面 积 的 C i ary ,尤 其 是 08 h r s p a 。mm及 更 小 的 间距 设
无铅 组 装 制程 及重 工 的热 历 程 是必 需 的情 况下 ,拐 角断 裂 及 焊垫浮 起 是与 焊垫 上 的介 质 分 层息 息相 关 的。 这样 的情
形 与 我们在 球 脚数 组上 所 显示
的介质 凹坑是 相似 的。拐 角 断 裂 ,焊 盘 转动 及孔 环浮 起 分层
皆 是 与 无 铅 与 重 工 对 热 历 程 高
的有 效测试 周期 降低6 %。此 篇文章 主要是 探讨 无铅 5
制程对 P B W 产品信 赖度 的影 响 ,以及 提供 一些信 赖度
测试 的方向。
6 2 0 C,故 障分析 后发 现主 要 的 失效模 式 为金属 疲 3o 乏后 的孔 壁破 裂 问题 。破 裂痕将 在铜 晶体 之间形成 且 有 一 个 角 度 ,用 无 铅热 历程 模 拟组 装 及 重 工 ( 6 620 。) C ,该 失效位 置将 变成在 导通 孔的拐角 位置及 类似 金 属疲 乏所造 成 的破 裂 问题 。金属 疲 乏破 裂在 导通孔 的 拐角地 方将呈现加速 的劣化速率 。
状况 尤其显著 。 试 片 经 过 锡 铅组 装 制程 及 重工 时 的 温度 仿 真 在
骤 。过 去 可被 接 受 的 P 板 ( 过 最 低标 ; ,现在 大 CB 通 隹) 多无 法符 合 R l 条件 需 求。 无 铅热 历 程让 无 铅 制程 oS 中可接 受之弹性 空 间缩 减 。统计 分析 现在指 出关 于无 铅 组装制程 及重 工程序 将会 使 以前所认 知好 的 电路板
趋重 要。有 越来 越多 的高密 度互连 应 力产 品 ,多是用
般易取得 的材料 制造 ,H I D 产品逐渐增加 ,组 装时常
用 的材 料现 在 已经 经 由热循环 测试 来评估 其信 赖性 , 接着 使材料通过多次高温无铅制程及 重工 的测试 。 高 温热 处理 的试 片故 障 分析 ,已具 备 了模 拟无 铅
温 所引起 的Z 轴热膨胀 有关。
耐 热 测 试 及 失 败 分 析 表 示
出三个 对P B W 信赖 度 的一般性 影响 。其 中将 其 影响 性 大小做 层 级 分类 。其 中属铜 的材 质 为
首 要 的影 响 因素 ,材 料 的质量 影响 居第 二 ,最 后第 三个 影 响
因素 为P B W 的设计 。P H的铜 料质 量好 坏 ,包 含 了孔 T 壁 中铜 的厚度 以及 分布 情形 ,金属 化过程 中是 否稳定