SS304 半管夹套焊接部位残余应力三维有限元模拟
换热器管子与管板焊接接头残余应力的数值模拟

3 结论
(1) 焊接后热处理有效降低了焊接残余应力, 本实验数据表明焊接后热处理的温度越高, 残余 应力消除效果越好。
[2] 王岩,宋 天 民 ,张 国 福 ,等.逆 焊 接 处 理 对 不 同 材 料 抗 应 力 腐 蚀 性 能 的 影 响 及 机 理 [J]. 辽 宁 石 油 化 工 大 学 学 报 , 2007,27(3):32-34.
[3] 王文翰.焊 接 技 术 手 册[M].郑 州 :河 南 科 学 技 术 出 版 社 , 1999.
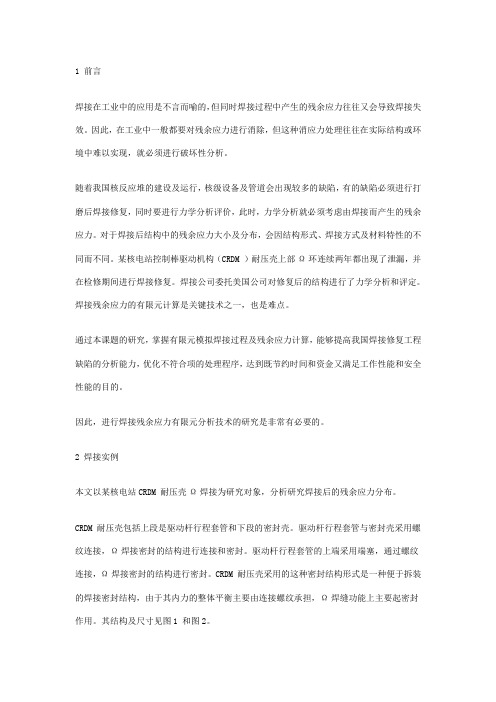
图 1 伸出角接头
图 2 伸出角接头网格模型
Fig.1 Tube extend out end Fig.2 Meshing of tube extend out
of tube-sheet welded joint end of tube-sheet welded joint
1.5 焊接工艺参数和热源选择
[3] 宋天民.焊接残余应力的产生与消除[M].北京:中国石化 出 版 社 ,2005.
[4] 张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版 社 ,1997.
[5] 张勇.循环油浆蒸汽发生器管束泄漏原因及修复[J].石油 机 械 ,2001,29(6):40-42.
参考文献:
[1] 宋天民.焊接残余应力的产生与消除[M].北京:中石化出 版 社 ,2005.185-239.
管 子 材 料 为 10 钢 , 其 规 格 为 准25 mm × 2
焊接残余应力有限元分析技术研究
1 前言焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往又会导致焊接失效。
因此,在工业中一般都要对残余应力进行消除,但这种消应力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。
随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必须考虑由焊接而产生的残余应力。
对于焊接后结构中的残余应力大小及分布,会因结构形式、焊接方式及材料特性的不同而不同。
某核电站控制棒驱动机构(CRDM )耐压壳上部Ω环连续两年都出现了泄漏,并在检修期间进行焊接修复。
焊接公司委托美国公司对修复后的结构进行了力学分析和评定。
焊接残余应力的有限元计算是关键技术之一,也是难点。
通过本课题的研究,掌握有限元模拟焊接过程及残余应力计算,能够提高我国焊接修复工程缺陷的分析能力,优化不符合项的处理程序,达到既节约时间和资金又满足工作性能和安全性能的目的。
因此,进行焊接残余应力有限元分析技术的研究是非常有必要的。
2 焊接实例本文以某核电站CRDM 耐压壳Ω焊接为研究对象,分析研究焊接后的残余应力分布。
CRDM 耐压壳包括上段是驱动杆行程套管和下段的密封壳。
驱动杆行程套管与密封壳采用螺纹连接,Ω焊接密封的结构进行连接和密封。
驱动杆行程套管的上端采用端塞,通过螺纹连接,Ω焊接密封的结构进行密封。
CRDM 耐压壳采用的这种密封结构形式是一种便于拆装的焊接密封结构,由于其内力的整体平衡主要由连接螺纹承担,Ω焊缝功能上主要起密封作用。
其结构及尺寸见图1 和图2。
图1 辐照监督管位置图图2 密封焊缝的结构尺寸图对CRDM 耐压壳上的Ω密封焊缝的修复采用OVERLAY 修复技术。
即在出现泄漏的Ω密封焊缝(CSW )处,经打磨后用GTAW 方法堆焊INCONEL 52 。
从采用OVERLAY 技术修复CRDM Ω密封焊缝的总报告[1]可知:(1)堆焊两层,每层厚度为2.032mm(0.08in ),总厚度为4.064mm(0.16in )。
基于Sysweld的不锈钢板管焊接应力变形模拟

焊接装配模拟结果主要包括焊接变形,对计算机 硬件要求略低。整体模型为壳单元,局部实体单元。
2.1
图3焊接装配变形
焊接装配局部接头 焊接装配首先进行局部焊接接头模型模拟,在考
3结果分析
3.1
焊接变形
虑到温度、冶金、机械方面的情况下,对细化的焊缝区 三维实体有限元模型进行局部塑性应变计算。然后进
的。从结果看,残余应力值比屈服强度高,因为奥氏体 钢具有高的线膨胀系数,应变硬化指数高,另一方面, 一点x,l,方向残余应力并不为其最大主应力。
3.3硬度分布
奥氏体不锈钢焊缝的结晶模式主要取决于焊缝的 铬镍当量(cr/M)。通过对该试验材料铬镍当量的计
算,(Cr/州)。。>I.47~I.58,为先占铁素体结晶模式,
36
2013年第9期
建模时并没考虑点固焊,以及实际边界条件与真 实情况的细微差别,手工焊的焊接速度不能严格保证
恒定等影响因素造成模拟计算结果与实际结果有一定 的误差。
万方数据
魔一%∥
O O O O O 0
试验研究r蜉掳
弛然N如怕佗00
4O O O O
o{他O
O 20 40 60 80 100
皈管实际变形
基于Sysweld的不锈钢板管焊接应力变形模拟
南车青岛四方机车车辆股份有限公司(266111) 路浩邢立伟
摘要针对发生失稳变形的奥氏体不锈钢板管典型焊接结构,使用sysweld软件,以实体单元、PA焊接装配模
两种不同计算方式对焊接变形进行了模拟,对比计算结果和试验结果,分析了计算方式的优缺点。对焊接残余应 力、硬度分布进行了模拟计算。
h。
Sysweld软件提供了3种建模方式,分别为实体单 元、板壳单元建模和焊接装配建模,不同建模方式均有 其优缺点。文中使用sysweld软件,以两种不同建模方 式,模拟了奥氏体不锈钢板管焊接这一典型焊接结构, 对计算结果和试验结果进行对比,分析了两种计算方
304不锈钢半管夹套焊接部位残余应力有限元模拟

设 计 计 算304不锈钢半管夹套焊接部位残余应力有限元模拟蒋文春,巩建鸣,陈 虎,涂善东(南京工业大学机械与动力工程学院,江苏南京 210009)摘 要:半圆管夹套设备最常见的问题是夹套焊接部位开裂引起泄漏。
焊接残余应力是重要的影响因素之一。
本文利用有限元软件AB AQUS,开发了一个顺次耦合的焊接热应力计算程序,讨论坡口形式、线能量、半管间距等参数的变化对焊接残余应力的影响,得到了半管结构残余应力分布特征,找到了最大焊接残余应力的位置及大小,为半管夹套的安全评定提供参考。
关键词:半管夹套;焊接残余应力;顺次耦合;有限元;AB AQUS中图分类号:TG404;TH49 文献标识码:A 文章编号:1001-4837(2006)05-0025-04Finite Element Analysis of Welding Residual Stressof Stainless S teel304Half-pipe JacketJIANG Wen-chun,GONG Jian-ming,C HEN Hu,TU Shan-tung(C ollege of Mechanical and Power Engineering,Nanjing University of Technology,Nanjing210009,China)Abstract:The general proble m of half-pipe jacket is the leakage of the welding line induced by crack.Weld ing residual stress is one of the main affect ing the finite element analysis software AB AQUS,a se quentially coupled welding thermal-stress procedure is developed to calculate the stress distribution of half-pipe and discuss the effec t of bevel form and heat input as well as the half-pipe separation.The characteristic of welding residual stress distribution was obtained.The position and value of maximum stress was found which provide a reference for safety access.Key words:half-pipe jacke t;welding residual stress;sequentially c oupling;FEA;ABAQUS半管设备作为一种加热冷却设备,与普通夹套容器相比,具有筒体受力好、传热效率高、节能及节约钢材用量等优点,被广泛运用在化工、医药等行业[1]。
建筑钢结构焊接残余应力的有限元预测与控制3篇

建筑钢结构焊接残余应力的有限元预测与控制3篇建筑钢结构焊接残余应力的有限元预测与控制1建筑钢结构焊接残余应力的有限元预测与控制建筑钢结构作为施工中常用的一种结构材料,在工程中扮演着至关重要的角色。
随着工程结构的不断复杂化和精度的提高,建筑钢结构在建设中所遭受的挑战也越来越多。
其中,建筑钢结构焊接残余应力的问题已经成为制约其使用的重要性问题之一。
焊接残余应力会导致结构失去平衡、刚度降低、易发生疲劳断裂和变形,甚至引发塑性坍塌等重大事故,因此建筑钢结构焊接残余应力的预测与控制显得十分必要。
有限元方法是当下理论分析的一种重要方法,它将一个复杂的结构分割成有限个单元,用数学模型对每一个单元进行分析。
通过运用计算机模拟技术,可以对建筑钢结构焊接残余应力进行有限元模型计算,既能够确定焊接残余应力的大小和分布情况,也可通过改变焊接工艺和条件的相应参数,从而实现焊接残余应力的控制的目的。
建筑钢结构焊接残余应力的预测与控制,离不开正确的计算方法和理论支持。
首先需要标准化设计和施工操作,遵守焊接规范和标准,保证焊接工艺符合设计和建设要求。
同时还应根据工程实际情况进行参数分析和优化设计,确保结构牢固、稳定,最大程度地减少焊接残余应力对建筑钢结构的危害。
对于建筑钢结构的设计者和工人而言,掌握一定的实际技能及理论知识显得尤为重要。
他们需要对材料的物理特性和焊接工艺进行充分了解,熟练掌握相关的计算方法和理论,从而能在实践中发挥更大的作用。
在建筑钢结构施工过程中,应配备专业焊接技术人员,使用适当的材料和设备,采用有效的检测和控制措施,来降低建筑钢结构焊接残余应力的风险。
总之,建筑钢结构焊接残余应力的有限元预测和控制是现代建筑工程中一项非常重要的技术,它对于保障人民生命财产安全起到了至关重要的作用。
随着建筑行业的不断发展,有限元方法也将不断完善,我们有理由相信,通过我们的不懈努力,建筑结构焊接技术必将取得更好的发展与应用在建筑钢结构焊接工程中,焊接残余应力是一个非常重要的问题。
SUS304不锈钢管对接焊缝的残余应力及变形的数值模拟
SUS304不锈钢管对接焊缝的残余应力及变形的数值模拟不锈钢具有优良的耐腐蚀性能,在我国的船舶建造过程中占有举足轻重的地位,特别是对于升船机上一些关键承重部位而言,不锈钢更是起到不可替代的作用[1]。
而在不锈钢材料构件的制造过程中,焊接是最常见的连接手段。
然而,构件在焊接过程中经受局部加热和快速冷却,不可避免地产生焊接残余应力和变形[2-3]。
由于船舶长时间在水上工作,腐蚀环境恶劣,在腐蚀介质和焊接残余应力的共同作用下,很容易诱发应力腐蚀现象,大大降低工件的服役寿命。
此外,焊后产生的焊接变形不仅影响产品的外观,而且会带来装配上的问题,矫正焊接变形不仅延长生产周期又增加制造成本[4-6]。
因此,在实际焊接生产中如何有效预测和控制焊接残余应力和变形具有非常重要的工程应用价值。
传统图书馆多数采用纸质图书来实现学生的阅读教育,但在互联网背景之下,纸质图书愈发不受现代学生的青睐,学生更多地愿意翻阅手机、电脑等网络信息,对于此现象,许多高校都开展了图书馆阅读推广活动但收效甚微。
在教育改革之后,人们开始意识到传统的教育方式已经不再适用于现代学生,需要将现代学生的阅读习惯与阅读教育进行结合,形成新式的教育模式才能再次发挥图书馆的教育功效,因此就诞生了“互联网+”阅读教育模式。
本研究针对SUS304 钢管对焊接头,基于ABAQUS 有限元分析软件,开发了“热-冶金-力学” 耦合有限元计算方法。
采用该方法模拟了焊接接头的温度场、残余应力和焊接变形,讨论了TIG 焊焊接接头温度场和熔池分布特征,以及角度变化对钢管内、外表面残余应力的分布和影响。
1 试验方法试验对象为SUS304 钢管对焊接头,规格为Φ48 mm×5 mm,填充材料为A308L。
焊接方法采用手工TIG 焊,直流正接,保护气为纯氩气,气流量10~15 L/min,管内通纯氩气,流量1~2 L/min,其他焊接参数见表1。
焊前将接口端部2 cm 范围内的杂物清理干净,焊接层间温度低于150 ℃,试样尺寸及焊道布置如图1 所示。
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析

焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
有限元分析模拟焊接过程中的变形和残余应力

接 变 形 和 焊 接 残 余 应 力 提 出预 防措 施 。
关键 词 :焊 接 变 形 ;焊 接 残 余 应力 ; 应 力分 析 ; 热分 析 ; 有 限 元
中 图 分 类 号 :TG406
文 献 标 志码 :B
0 前 言 焊 接 变 形 和焊 接 残 余 应 力 是 直 接 影 响 焊 接 结 构
收 稿 日期 :2017—12—20
l I 厂
謇
I
f
、/
箜
6 e
1 000
I _肤
60。
2 单 元 类 型 的 选 取 和 材 料 属 性 定 义
筒体 与法 兰 的焊 接 结 构 为轴 对 称 结 构 .并 进 行 热 分 析 和 结 构 分 析 .所 以 采 用 PLANE 13轴 对 称 单
KXX ,
3 几 何 模 型 和 有 限 元 模 型 的 建 立 几何 模 型为 二 维实 体模 型 ,采用 扫 略 网格 成 形 ,
根据 焊缝 尺 寸大 小 ,定义 网格 尺寸 大 小为 3。有 限元 模 型如 图 2所 示 。
图 2 有 限 元 模 型
相 关命 令 流如 下 :
!几何 模 型和有 限元 模 型 的建 立
8O .焊 接 质量 控 制 与 管 理 . 文 章 编 号 :1002—025X(2018)06—0080—04
焊 接 技 术 第 47卷 第 6期 2018年 6月
有 限 元 分 析 模 拟 焊 接 过 程 中 的 变 形 和 残 余 应 力
赵 登 东
(哈 电集 团 (秦 皇 岛 )重 型装 备 有 限 公 司 ,河北 秦 皇 岛 066206)
焊接接头残余应力数值模拟

焊接接头残余应力数值模拟赵尚超;李晓苏;靳丽莉【摘要】Welding calculation software is widely used. Factors involved in less and then the results lack accuracy. In this paper,by finite element analysis software ANSYS.the size and distribution of residual stress of welded joints is program simulated. Simulation results and test results are more consistent, practical value of this method is proved. Finally, the formation block of macro file format is embedded into the software,to facilitate the calculation and application.%焊接计算软件盛行,然因其考虑因素不够全面,结果缺乏准确性.本文用有限元分析软件AN-SYS,编程模拟焊接接头的残余应力的大小和分布.模拟结果和试验结果比较吻合,证明了方法的实用价值.最后以宏文件形式形成程序块内嵌到软件中,便于计算和应用.【期刊名称】《低温建筑技术》【年(卷),期】2012(034)005【总页数】3页(P75-77)【关键词】残余应力;有限元;数值模拟【作者】赵尚超;李晓苏;靳丽莉【作者单位】大连交通大学土木与安全工程学院,辽宁大连116028;大连交通大学土木与安全工程学院,辽宁大连116028;广西大学土木建筑工程学院,南宁530004【正文语种】中文【中图分类】TU391随着我国机械制造业的迅猛发展,开拓了焊接结构的应用与设计的新阶段。
焊接质量控制中焊接接头残余应力的数值模拟分析
焊接质量控制中焊接接头残余应力的数值模拟分析焊接是一种常用的金属连接工艺,广泛应用于各个领域。
然而,焊接过程中,会产生残余应力,这对焊接接头的质量和性能有着重要的影响。
因此,通过数值模拟分析焊接接头的残余应力,可以帮助我们更好地控制焊接质量。
1.研究目的本文旨在通过数值模拟分析焊接接头的残余应力,深入了解焊接接头的力学特性,并探讨残余应力对焊接接头质量的影响。
通过分析结果,寻找降低焊接接头残余应力的方法,提高焊接质量。
2.数值模拟分析方法2.1 界面模型搭建首先,根据实际焊接接头的几何形状和尺寸,使用CAD软件建立焊接接头的三维模型。
然后,利用有限元软件将焊接接头模型离散化为有限元网格模型,确定网格的划分密度。
2.2 焊接热源模型通过研究焊接过程中热源的分布和传递规律,建立焊接热源模型。
考虑到焊接过程中的瞬态热传导、相变和非线性特性,选取合适的热传导方程和边界条件,计算焊接过程中的温度场分布。
2.3 应力模型建立根据焊接接头的材料性能和焊接过程中的温度场分布,采用线弹性力学理论,建立焊接接头的应力计算模型。
通过求解弹性力学方程,得到焊接接头的残余应力分布。
3.数值模拟分析的结果与讨论通过数值模拟分析,我们得到了焊接接头的残余应力分布图。
从图中可以看出,在焊接接头的熔池附近,残余应力呈现高应力区域,随着距离熔池的增加逐渐减小。
此外,在焊接接头的焊缝区域也存在较高的残余应力。
针对焊接接头的残余应力分布,我们可以得出以下结论和建议:3.1 结论1) 焊接接头的残余应力分布与焊接过程中的温度场密切相关。
熔池区域附近和焊缝区域往往存在较高的残余应力。
2) 焊接接头的残余应力对焊接质量和性能有着重要的影响。
高残余应力可能导致裂纹和变形,降低焊接接头的强度和寿命。
3.2 建议1) 优化焊接工艺参数,控制焊接温度和热输入,以减小焊接区域的残余应力。
2) 采用合适的焊接序列和填充材料,使焊接接头的温度场均匀分布,减少残余应力的集中。
304不锈钢半管夹套焊接部位残余应力有限元模拟
34不 锈 钢 半 管 夹套 焊 接 部 位 残 余 应 力有 限 元 模 拟 0
蒋文春 , 建 鸣 , 巩 陈 虎 , 善 东 涂 2 0} ) 1( 9 0 ( 京工 业 大学 机 械与 动力 工程 学 院 , 南 江苏 南京
摘 要: 圆管 夹套 设备 最 常见 的 问题 是 夹套 焊接 部位 开裂 引起 泄漏 。 焊接 残余 应力 是 重要 的影 响 半 因素之 一 。本 文利 用有 限元 软件 A A U , B Q S 开发 了一个顺 次耦 合 的 焊接 热 应 力计 算程 序 , 论坡 口 讨 形 式 、 能量 、 线 半管 间距 等参 数 的变 化对 焊接 残余 应 力 的影 响 , 得到 了半 管结 构 残余 应力 分布特 征 , 找到 了最 大 焊接残 余 应力 的位 置及 大小 , 为半 管 夹套 的安 全评 定提 供 参考 。 关键词: 管 夹套 ; 半 焊接 残余 应 力 ; 次耦 合 ; 限元 ; B Q S 顺 有 A A U
中 图 分 类 号 :G 0 ;H 9 T 44 T 4 文献 标 识 码 : A 文 章 编 号 :0 1 87 20 )5 05 4 10 —43 (060 —02 —0
Fi ie Elm e tAn lsso ed n sd a t es n t e n ay i fW li g Re iu lS r s
q e tal o p e l ig t ema — te sp o e u e i e eo e o c c lt e srs itiu in o af— u n il c u l wedn r l—sr s r c d r sd v lp d t a u ae t t sd srb t fh l — y d h l h e o pp d d s u st eefc fb v lfr a d h a n u swela eh l i a ic s f t e e om e tip ta l s t af—pp e aain、Th h rce si e n h e o n h i sp rt e o ec aa tr tc i o l ig r sd a t s it b t nWa b an .T ep st n a d v u fma i m t s s u d whih fwed n i u sr sdsr ui s o ti e h o ii a e o xmu sr sWa f n c e l e i o d o n l e o
双平板封头结构的焊接残余应力有限元模拟

双平板封头结构的焊接残余应力有限元模拟徐君臣;王泽武;银建中【摘要】The key problem of double -layer flat head structure is the leakage induced by the crack in the welding position between the panel and the nozzle .Welding residual stress is one of the main influential factors.In this work,numerical simulation on welding temperature field and thermal stress of double -lay-er flat head structure was carried out based on APDL of ANSYS software ,element birth and death technol-ogy and thermal -mechanical coupling method , and the distribution law of welding residual stress was found out .The simulation results indicate that the hoop stress is much larger at the welding zone , which easily induces the cracking and leakage sometimes .The compressive stress is very high near the welding zone ,and it is mainly caused by the expansion of heating welding material .The analysis from calculation results provides some theory references for evaluating and controlling the welding residual stress .It is of great significance for increasing the reliability and safety of double -layer flat head structure .%双平板封头结构最常见的问题是面板与工艺接管焊接部位开裂引起泄漏,而焊接残余应力是重要的影响因素之一。
冷轧不锈钢管残余应力有限元模拟分析

冷轧不锈钢管残余应力有限元模拟分析苏宁;张志远;朱永霞【摘要】利用DEFORM-3D有限元模拟软件对二辊皮尔格冷轧过程进行了完整的模拟仿真,以皮尔格冷轧304不锈钢管为例建立了三维有限元模型,通过有限元软件后处理模块对模拟过程中数据进行提取,得到了整个轧制过程中钢管表面残余应力状态.【期刊名称】《山西冶金》【年(卷),期】2019(042)003【总页数】2页(P10-11)【关键词】DEFORM-3D有限元;模拟;残余应力【作者】苏宁;张志远;朱永霞【作者单位】中国兵器工业第二〇八研究所, 北京 102202;中国兵器工业第二〇八研究所, 北京 102202;中国兵器工业第二〇八研究所, 北京 102202【正文语种】中文【中图分类】TG337.5目前我国正在从钢铁大国走向钢铁强国,如何提高钢铁产品的科技含量,增加高端产品在出口中的份额是转型能否成功的一个关键[1,2]。
冷轧无缝钢管由于其优异的特性而广泛应用于石油、锅炉、航空航天以及国防等工业领域,连续多年以来中国的无缝钢管生产量和消费值达到世界之首,无缝钢管年产量最高可以达到4500万t,占全世界无缝钢管产量的70%左右[3,4]。
其中由于304不锈钢管杰出的耐腐蚀性能和抗晶间腐蚀性能,它的防锈性能要高于很多其他系列,基于上述优点304不锈钢管得到大量应用,主要用于食品用设备和化工设备等[5]。
1 模型的建立本文以LG-60皮尔格冷轧管机为原型,利用ProE软件绘制皮尔格冷轧三维模型,图1为皮尔格冷轧三维模型,将该模型导入DEFORM-3D有限元分析软件中。
图1 皮尔格冷轧三维模型2 模拟参数设置材料参数可从DEFORM-3D本身自带的材料库中提取,冷轧前管坯外径为Φ67 mm,壁厚为6 mm,冷轧后钢管理论外径为Φ38 mm,壁厚为3 mm,送进量选10 mm,回转角度选60°,其他基本参数如表1所示。
表1 轧制工艺参数机架行程次数/(次·min-1)后回转段长度/mm 60 336 376 951.64 60 90齿轮节圆直径/mm辊径/mm机架行程/mm前回转段长度/mm因为轧后成品管壁厚为3 mm,所以通过DEFORM中的绝对网格选项设定网格最大尺寸为3 mm,最大网格与最小网格尺寸比例为1.1∶1.0,以此保证轧后成品管壁厚最小的区域径向方向上至少有一个网格。
还原炉挠性夹套的焊接残余应力有限元模拟

还原炉挠性夹套的焊接残余应力有限元模拟
王和慧;鞠峰
【期刊名称】《压力容器》
【年(卷),期】2012(029)004
【摘要】夹套是广泛运用在化工、医药等行业设备上的加热冷却装置,夹套焊缝是常常发生开裂泄漏的失效部位,焊接残余应力是导致开裂泄漏的重要因素之一.利用有限元技术对一种新型多晶硅还原炉挠性冷却夹套的焊接过程的温度场、残余应力和塑性应变场进行了数值模拟.借助ANSYS 的APDL编程和单元生死技术,采用热-结构直接耦合法,传热分析采用含高斯热源的瞬态过程、应力分析为稳态,材料本构为随温度变化的双线性随动强化弹塑性模型.通过模拟获得焊缝区域残余应力和塑性应变的分布规律,为同类夹套的焊接强度评定提供了有效方法.
【总页数】7页(P23-29)
【作者】王和慧;鞠峰
【作者单位】华东理工大学机械与动力工程学院,上海200237;华东理工大学机械与动力工程学院,上海200237
【正文语种】中文
【中图分类】TH131.2;TG404;O241.82
【相关文献】
1.坡口形式对半管夹套焊接温度和残余应力的影响 [J], 史建兰;魏志全;罗云;胡兴文;金有海
2.SS304半管夹套焊接部位残余应力三维有限元模拟 [J], 蒋文春;巩建鸣;陈虎;涂善东
3.304不锈钢半管夹套焊接部位残余应力有限元模拟 [J], 蒋文春;巩建鸣;陈虎;涂
善东
4.半管夹套焊接及焊后热处理的残余应力分析 [J], 张学恒;常浩
5.P92钢多层多道焊接接头残余应力的有限元模拟 [J], 任森栋; 毕涛; 李索; 刘祥军; 王浩宇; 邓德安
因版权原因,仅展示原文概要,查看原文内容请购买。
不锈钢304L疲劳裂纹扩展有限元模拟--中文版(另有相关的英文版)

不锈钢304L的疲劳裂纹扩展模拟Feifei Fan, Sergiy Kalnaus, Yanyao Jiang(美国内华达大学机械工程学院)摘要:一个基于最近发展的疲劳方法的实验用来预测不锈钢304L的裂纹扩展。
这种疲劳方法包括两个步骤:(1)材料的弹塑性有限元分析;(2)多轴疲劳标准在基于有限元分析的可输出的拉伸实验的裂纹萌生与扩展预测中的应用。
这种有限元分析具有这样的特点:能够实现在先进循环塑性理论下扑捉材料在常幅加载条件下重要的循环塑性行为。
这种疲劳方法是基于这样的理论:当累计疲劳损伤达到一个特定值时材料发生局部失效,而且这种理论同样适用于裂纹的萌生与扩展。
所以,一组材料特性参数同时用来做裂纹的萌生与扩展预测,而所有的材料特性参数都是由平滑试样试验产生。
这种疲劳方法适用于I型紧凑试样在不同应力比和两步高低加载顺序下等幅加载的裂纹扩展。
结果显示,这种疲劳方法能够合理的模拟在试验上观察到的裂纹扩展行为,包括刻痕影响、应力比的影响和加载顺序的影响。
另外,这种还方法能够模拟从刻痕到早期的裂纹扩展和疲劳全寿命,而且预测的结果和试验观察的结果吻合得很好。
关键词:累计损伤;疲劳裂纹扩展;疲劳标准1 .简介工程承压设备经常承受到循环加载,一般说来,疲劳过程有三个阶段组成:裂纹萌生和早期裂纹扩展、稳定裂纹扩展和最后的疲劳断裂。
裂纹扩展速率dNda/通常被表示为重对数图尺在应力强度因素范围上的一个功能。
在常幅加载下,不同应力比时稳定的裂纹扩展结果通常服从Paris公式和其修正公式。
常幅疲劳加载下不同材料的行为不同。
有些材料表现为应力比的影响:在相同应力比时,裂纹扩展速率曲线一致,但是,应力比增大时,裂纹扩展速率也增大。
而其他金属材料没有表现出任何应力比的影响,而且在恒幅加载其裂纹扩展速率曲线在重对数图纸上重合。
在变幅加载条件下疲劳裂纹扩展行为作为另一个课题已经研究了若干年了。
过载和变幅加载的应用对疲劳裂纹扩展研究产生了重大的影响。
基于有限元模拟的SUS304奥氏体不锈钢摩擦耦合变形过程的应力分析
304奥氏体不锈钢薄板是 1种常用的冲压材 料.该材料在冷成形过程极易与对偶产生黏着、转移 并形成黏着磨损.研究发现:304奥氏体不锈钢摩擦 影响层的硬度从次表层到表层呈逐渐上升的趋势. 这与摩擦应力导致的其基体内的马氏体转变相关.
由于 304钢中奥氏体的亚稳性,SUS304不锈钢在摩 擦过程中在应力 /应变的作用下诱发其表面产生了 大量的相变马 氏 体 [1-3].马 氏 体 的 硬 度 比 奥 氏 体 的 高,且具有相对较好的耐黏着磨损性能,从而会影响 材 料的摩擦学行为.鉴于在试验过程中材料显微组
由隐式求解转至显式求解时,所有隐式单元转 换为其对应的具有相同节点数的显式单元.在隐式 分析阶段,只能激活材料的线弹性特性,故而在显式 分析时对某些单元需加入材料的塑性变形特性. 1.2 模型建立
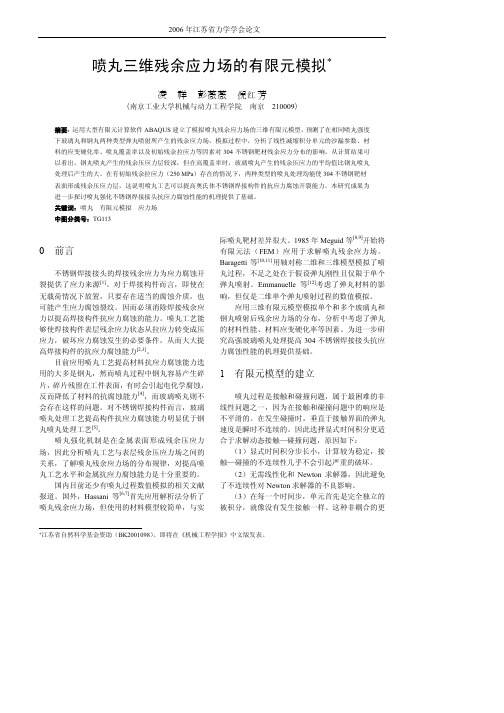
按照板带与冲压模具的滑动摩擦与变形的耦合 接触模式[4-5,8-9],建立了如图 1所示的压头下压并 摩擦钢带的有限元模型.其中钢带材料为 SUS304 奥氏体不锈钢,带材规格为 200.0mm×6.0mm × 0.5mm;压头材料为 DC53冷作模具钢,其曲率半径 为 20mm,厚 12mm.
Received13January2010,revised15May2010,accepted17June2010,availableonline28November2010. Correspondingauthor.Tel: +86-21-56331462,E-mail:wxc1028@staff.shu.edu.cn
第 30卷 第 6期 2010 年 11月
摩擦学学报
Tribology
Vol.30 No.6 Nov,2010
基于有限元模拟的 SUS304奥氏体不锈钢摩擦 耦合变形过程的应力分析
304不锈钢薄壁管件纵缝焊接接头残余应力数值模拟研究

304不锈钢薄壁管件纵缝焊接接头残余应力数值模拟研究陈勇;徐育烺;杨海波;赵先锐;张涛;王业方【期刊名称】《精密成形工程》【年(卷),期】2023(15)3【摘要】目的采用数值模拟方法代替传统测量方法,以准确模拟不锈钢薄壁管件焊接接头残余应力分布规律及预热温度对焊接残余应力的影响规律。
方法采用TIG 焊接方法对304不锈钢进行圆管纵缝焊接试验,以最优焊接工艺参数为基础,基于ABAQUS有限元仿真软件,采用热力完全耦合模型,在DFLUX子程序中运用Fortran语言对模型进行汇编以完成ABAQUS的二次开发,模拟薄壁管件纵缝焊接热力耦合过程,并在模拟结果上添加预热温度为150℃的预热工艺。
结果304不锈钢薄壁管件焊接过程中会产生较大的残余应力,局部区域接近管材的屈服应力。
纵向残余应力趋于焊缝中心方向由压应力转化为拉应力,焊缝中心横向应力承受压应力,并且随着向焊缝两侧移动,横向残余应力值逐渐趋近于0。
焊缝厚度方向上的径向应力值变化幅度较小。
预热可以有效降低不同方向上的焊接残余应力,其中对纵向残余应力的改善最为明显。
结论数值模拟方法能够准确计算出不锈钢薄壁管件焊接接头残余应力分布,预热处理能够有效降低接头残余应力。
【总页数】9页(P155-163)【作者】陈勇;徐育烺;杨海波;赵先锐;张涛;王业方【作者单位】南京工业职业技术大学机械工程学院;江苏科技大学材料科学与工程学院;江苏海事职业技术学院船舶与海洋工程学院【正文语种】中文【中图分类】TG404【相关文献】1.铝合金薄壁圆筒纵直缝焊接残余应力数值模拟2.汽轮机焊接转子接头残余应力研究一:25Cr2Ni2MoV钢核电转子模拟件热处理前后残余应力的对比3.汽轮机焊接转子接头残余应力研究二:带有弹性槽的30Cr2Ni4MoV模拟件热处理前后残余应力变化4.预变形对X80直缝埋弧焊管焊接接头残余应力及疲劳性能影响的模拟研究因版权原因,仅展示原文概要,查看原文内容请购买。
8--钢桥整体节点焊接残余应力三维有限元分析

文章编号:1003-4722(2009)04-0028-04钢桥整体节点焊接残余应力三维有限元分析瞿伟廉,何 杰(武汉理工大学道路桥梁与结构工程湖北省重点实验室,湖北武汉430070)摘 要:钢桥整体节点最常见的问题是焊缝处出现疲劳裂纹,焊接残余应力是重要影响因素之一。
在大型有限元软件ANS YS 的基础上,开发了相应的焊接程序,选用三维实体单元,考虑材料物理性能随温度和相变的影响,采用内部生热的加载方法模拟焊接热源的移动,运用单元生死技术模拟多道焊过程,获得了焊接温度场和应力场的动态变化过程,并对计算结果进行了分析。
关键词:钢桥;桁架桥;整体节点;焊接残余应力;温度场;应力场;有限元分析中图分类号:U448.38文献标志码:AThree 2Dimensional Finite E lement Analysis of Welding R esidu al Stress in Integral Panel Point of Steel B ridgeQU Wei 2lia n ,He J ie(Key Laboratory of Roadway Bridges and Structural Engineering of Hubei Province ,Wuhan University of Technology ,Wuhan 430070,China )Abstract :The most common p roblem of t he integral panel point of a steel bridge is t he fa 2tigue cracks occurring at t he welding seams of t he point and t he welding residual st ress is deemed as one of t he important influential factors t hat causes t he cracks.On t he basis of t he large 2scale finite element software ANS YS ,a corresponding welding program was developed.The internal heat generation loading met hod was first used to simulate t he moving of t he welding heat source t hrough selecting t he t hree 2dimensional solid element s and taking into account of t he p hysical properties of materials changing wit h t he temperat ures and p hase t ransformation.The birt h and deat h technique was t hen used to simulate t he p rocess of t he multi 2pass welding and t he dynamic change p rocess of t he welding temperat ure field and st ress field were obtained.Finally ,t he re 2sult s of t he calculation were analyzed.K ey w ords :steel bridge ;t russ bridge ;integral panel point ;welding residual st ress ;temper 2at ure field ;st ress field ;finite element analysis 收稿日期:2009-05-05基金项目:国家高技术研究发展计划863项目资助(2007AA11Z119)作者简介:瞿伟廉(1946-),男,教授,博士生导师,1967年毕业于同济大学应用力学专业,1981年毕业于武汉工业大学工民建专业,工学硕士(qwlian @ )。
喷丸三维残余应力场的有限元模拟
1.2 材料的力学性能
目标 物体 材 料为 AISI304 奥 氏体 不 锈钢,
ABAQUS/Explicit 采用子程序 VUMAT 编辑材料应
变硬化特性。喷丸过程产生由于高速撞击引起的冷
选用 S4R 单元,采用这两种减缩积分单元是因为减 缩积分单元只在单元中心有一个积分点,求解时采 用更精确的均匀应变公式来计算单元应变分量的平 均值。但是减缩积分单元会由于存在沙漏问题而显 得过于柔软。
细划在接触表面附近的网格可以缓解沙漏问 题,也可以对减缩积分单元引入少量的人工“沙漏 刚度”以限制沙漏模式的扩展。分别取 1、2、3、4 四种沙漏参数进行计算,并比较计算结果。 1.5 边界条件
由图 2a 可以看出,在从表面至深度方向 0.1 mm 的范围内,撞击形成的应力场拉压不一,而在 0.1 mm 至 0.6 mm 的深度范围内,以不同沙漏参数计算 得到的应力分布基本相同。由图 2b 可以看出,多个 弹丸喷射时,随着沙漏参数的增大,压应力层厚度
(b) 多个弹丸喷丸的残余应力分布
图 2 横向残余应力随着沙漏参数的变化 (v=300 m/s,H=400 MPa)
月
凌祥等:喷丸三维残余应力场的有限元模拟
横向应力σ /MPa y
1000 500
0
-500 -1000 -1500
H=50 MPa H=200 MPa H=400 MPa H=800 MPa
-2000 0.0 0.1 0.2 0.3 0.4 0.5 0.6 z /mm
(a) 单个弹丸喷丸的残余应力分布
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 (! 期
蒋文春, 等: ’’)!* 半管夹套焊接部位残余应力三维有限元模拟
/2
射率取为 ! " #$ , 初始温度取 %$ & 。 在力 分 析 场 中, 半管对接焊缝中心面为轴对称 条件, 在远离焊缝处取三点约束其所有自由度, 限制 焊件的刚性移动。
在半管内表 面, 环向应力和轴向应力均为拉伸 应力。最大 环 向 应 力 为 %** ,-., 最大轴向应力为 随着离开焊缝中心, 逐渐递减。 %(% ,-., 在半 管 外 表 面 的 路 径 上, 环向应力在热影响区 具有最大 值 ()! ,-., 然 后 逐 渐 递 减。 轴 向 应 力 为 压应力, 具 有 峰 值 %(/ ,-., 随 着 离 开 焊 缝 中 心, 轴 向应力逐渐递减。 在对接焊缝 引 弧 和 收 弧 处, 具 有 峰 值 应 力。 为 了避免与后续角 焊 缝 焊 接 产 生 的 残 余 应 力 叠 加, 在 实际焊接的过程中, 可以添加引出板, 将引弧和收弧 处的峰值应力引到引出板上。且对接焊缝必须一根 焊条焊完, 避免 出 现 多 个 起 弧 与 收 弧 点。 要 严 格 控 制对接焊缝的数量, 在每 $! 0 的区域尽量控制最好 只有一条对接 焊 缝。 半 管 内 壁 用 氩 气 保 护, 在对接 焊第一道焊完后, 进行气体泄漏试验和表面缺陷检 查, 合格后再焊第 二 道; 对 接 焊 缝 焊 接 完 毕 后, 再进 行气体泄漏试验、 无损检测以及射线探伤等, 经过严 格检验合格, 确认没有缺陷后方能焊角焊缝。
表; "0@)- ;
焊缝 层次 4 " 4 "
焊接工艺参数 A-)6$/% 3050B-*-5
电压 !8@ 4" 42 4" 45 电流 "8A 411 4"1 441 401 速度 ・B C 4 ) #( 8 %% "E4 "F0 "E0 "F5
图!
" 形接头残余应力多次顺次耦合计算程序 ’()*$+,-.(-/*$0) 12(3)$/% #4 10)1()0*$2/ 3521-6(5- 27 8-)6$/% 5-,$6(0) ,*5-,, 725 90)7+3$3- "+:2$/*
%
半管对接焊残余应力计算
定义沿 着 半 管 圆 周 的 方 向 (与 对 接 焊 缝 方 向 平
行) 的力 ’(( 为环 向 应 力, 沿 半 管 轴 向 的 力 ’)) 为 轴 向应力。为方便起见, 且计 算 结 果 具 有 对 称 性, 沿对 接焊缝的中心面取二分之一 模 型 来 观 察。图 *, 图$ 分别 给 出 了 半 管 对 接 焊 后 环 向、 轴 向 应 力 的 分 布。 图 +给出了半管内外表面环向应力和轴向应力分布。
热为 0 3 415 67 8 69, 固 相 线 4 0:: ; , 液 相 线 4 252 抗拉强度 ":? <=>。 ; 。常温屈服强度 "52 <=>, ;&? 焊接工艺参数 对接焊缝与角焊缝的焊接顺序对残余应力有着 非常重要的影 响。 如 果 先 焊 角 焊 缝, 那么半管焊后 将没有收缩余地, 在对接焊缝间将留下较大的装配 应力, 这一装配应力一般表现为拉伸应力, 极易造成 焊接裂纹, 降低焊缝的抗拉强度。因此, 需先焊对接 焊缝, 然后再进行半管与筒体的组焊, 这样可降低对 接焊缝应力, 降 低 出 现 焊 接 裂 纹 的 几 率。 对 接 焊 缝 采用 “ @” 形坡口形 式, 角 焊 缝 采 用 内 坡 口 形 式, 内表 面均采用氩气保护。焊接工艺参数如表 4 所示。
半管 设 备 作 为 一 种 加 热 冷 却 设 备, 与普通夹套 容器相比, 具有筒 体 受 力 好、 传 热 效 率 高、 节能及节 约钢材用 量 等 优 点, 被 广 泛 运 用 在 化 工、 医药等行 业。目前, 此类设 备 存 在 的 普 遍 问 题 是 半 管 与 筒 体 焊接部位出现开裂, 引起泄漏。 对于 半 管 夹 套 设 备, 半管与筒体之间存在环角 焊缝, 半管之间存在对接焊缝, 角焊缝与对接焊缝交 接处存在 1 形接头。这些区域的焊接残余应力状态 复杂, 容易出现缺 陷, 成 为 最 薄 弱 环 节, 需要引起足 够的重视。 目前, 对于半管夹套结构焊接部位残余应力的 有限元分析, 尚 无 相 关 文 献 可 查。 利 用 大 型 有 限 元
高斯 分 布 作 用 于 焊 缝 表 面, 用 IJK!KAL 语 言 编 写 热源子程序 MINOP, 在 AQARO/ 中调用该子程序 进 行计算。对于角焊缝, 随着时间 $ 的变化, 电弧中心 沿角焊缝表面作直线移动, 实现了热源的移动, 热输 入的高斯分布如式 (4) 所示。关于半管对接焊缝, 随 着时间的变化, 电弧中心随焊缝作环向不断移动, 高 斯分布为式 (") 所示。功率 % 为 ( &, % ’, $ ) ( %1 #
蒋文春
"
序
言
圆度很小, 建模时可将筒体近似为平板来进行计算。 由于 1 形接头 附 近 是 最 值 得 关 注 的 区 域, 因此在 1 形接头附近网格划 分 较 密, 在远离 1 形接头的区域 比 较 稀 疏。 几 何 模 型 及 网 格 划 分 如 图 & 所 示, 共 5 (## 个 节 点, 3 #33 个 单 元。 温 度 场 计 算 采 用 应力场计算采用 >%=? 单元。 =>%=? 单元,
["] 。 料在高温状态下 物 理 性 能 (熔 点 以 上) 保持不变 [0] 所示。 具 体 物 理 性 能 和 力 学 性 能 如 图0 //012 的 潜
;&C
移动热源模拟 对于三维 模 型, G!AH 采 用 高 斯 热 源 就 可 以 得
[2] 。将电弧看成辐射状对称并成 到满意的模拟结果
径 ! !"" ;;, 设计 温 度 &5" < , 筒 体 壁 厚 &3 ;;, 半 管内径 53 ;;, 壁 厚 # ;;, 半 管 坡 口 为 内 坡 口。 半 管、 筒体均为薄壁 结 构, 相 对 一 个 半 管 而 言, 筒体的
收稿日期:!""# $ "% $ &’ 基金项目: 国家留学回国人员科技活动择优资助项目 ( !""!"()
)0* *+
" "
(
" [ ( & ) #$ ) 0 , ’" ] !!" #ST{) 0 } , (4) " " *+ "* +
( -, % $ ) ( %1 # ) #,
0*
"
*+
"
(
" [ " ( # ) #$ ) #1 )] 0 !!" #ST{) 0 - , } , (") " " *+ "* +
式中: ! , 电 流、 电弧移动速 ", # 分 别 为 电 弧 电 压、 度; (:5 . 的 热 流 分 布 在 范 * + 为电弧 有 效 加 热 半 径 围以内) ; ( -, - 为点 #)到 电 弧 中 心 的 距 离; ! 是电
[5] ; 通过焊 弧热效率常数, 取为 1 / U1 % 1 为最大功率。
第 !’ 卷 第 & " 期 !""# 年 & " 月
焊
接
学
报
EFG 7 ! ’ /HIFJKL
2F 7 & " !""#
10)2-)>1@/2- /. 1AB >A@2) CBD=@24 @2-1@1,1@/2
!!"#$ 半管夹套焊接部位残余应力三维有限元模拟
蒋文春, 巩建鸣, 陈 虎, 涂善东
!&"""() (南京工业大学 机械与动力工程学院,南京
#$% &!
对接焊缝 ?1D坡口 角焊缝 25D内坡口
在此多次耦 合 计 算 程 序 中, 需要运用单元生死 技术 ( #$#%#&’ ()*’+ ’#,+&)-.# ) 来实现焊缝金属的形 成。同时, 在进行半管对接焊时, 将简体以及两条角 焊缝单元全部杀死; 在进行半管与筒体组焊时, 再将 筒体单元以及两条角焊缝单元依次激活。这是因为 在进行对接焊时, 筒体不受影响, 假如不将筒体单元 杀死, 那么在半管起弧与收弧的地方, 筒体受热以后 将产生较大的应 力, 与后面角焊缝焊接产生的应力 叠加, 出现高应力区, 与实际不符合。 ;&< 材料热物理性能参数 半管、 筒体 材 料 均 为 //012 不 锈 钢。 焊 材 和 母 材的材料相同, 热力学性能与温度相关, 并且假定材
接时间的变化和焊接速度来表示热源移动。 ;&D
图< #$% &< ==<>? 材料性能随温度的变化 ’0*-5$0) 3523-5*$-, 27 ==<>?
边界条件和初始条件 在热 分 析 中, 半管和筒体的内外表面均考虑对
流和 辐 射 边 界 条 件, 对 流 系 数 取 41 H 8 %" V, 辐射发
[&] , 对半管夹套 1 形接头残余应力进 软件 )*)+,-
行了三维有限元分 析, 得到 1 形接头焊接残余应力 分布规律。
图%
半管夹套 ’ 形接头几何模型及网格划分 ()* &% +,-.,/0)1 .-2,3 452 .,67)5* -8 74389:):, ’9;-)5/
&