焊接工艺评定报告样本
焊接工艺评定报告模板

焊接工艺评定报告预焊接工艺规程: pWPS001 焊接工艺评定报告: PQR001编制: 日期:审核:日期:批准:日期:XX有限公司预焊接工艺规程第1页,共2页XX有限公司预焊接工艺规程编号:pWPS001 日期:焊接方法:熔化极气体保护焊GMAW 机械化程度(手工、半自动、自动):半自动焊接接头:简图(接头形式与尺寸、焊层、焊道布置及顺序)坡口形式:单V衬垫(材料及规格):母材其它:母材:类别号:Ⅰ组别号:Ⅰ与类别号:Ⅰ组别号:Ⅰ相焊标准号: GB/T 3274 钢号: Q235-B与标准号: GB/T 3274 钢号: Q235-B 相焊厚度范围:母材:对接焊缝 1.5~12mm 角焊缝不限管子直径、壁厚范围:对接焊缝 / 角焊缝 /焊缝金属厚度范围:对接焊缝≤6.6mm 角焊缝不限其它:焊接材料:焊材类别FeS-1-2焊材标准AWS A5.18填充金属尺寸Ø0.9焊材型号ER70S-6焊材牌号JM-56其它耐蚀堆焊金属化学成分(重量%)N.AC Si Mn P S Cr Ni Mo V Ti Nb 其它:XX有限公司预焊接工艺规程编号:pWPS001 日期:焊接工艺评定报告编号:PQR001 焊接方法:熔化极气体保护焊GMAW 机械化程度(手工、半自动、自动):半自动焊接接头:简图(接头形式与尺寸、焊层、焊道布置及顺序)坡口形式:单V衬垫(材料及规格):母材其它:母材:标准号: GB/T 3274钢号: Q235-B类、组别号: FeⅠ-Ⅰ与类、组别号: FeⅠ-Ⅰ相焊厚度(mm): t=6直径(mm): /其它:焊后热处理:温度范围: /保温时间: /其它:保护气体:气体种类混合比流量保护气 99.95%CO2 / 10~20L/min 尾部保护气 / / / 背面保护气 / / / 其它:填充金属:焊材标准: AWS A5.18焊材型号: ER70S-6焊材规格:Ø0.9焊缝金属厚度(mm): 6 其它:电特性:电流种类:直流 DC 极性:反接 RP钨极类型及尺寸: /焊接电流范围(A): 120~220电源电压范围(V): 16~30其它:焊接位置:对接焊缝位置:平焊接方向(向上、向下): /角焊缝位置: /焊接方向(向上、向下): / 其它:技术措施:焊接速度(cm/min): 28~36摆动焊或者不摆动焊:不摆动摆动参数(mm): /单道焊或多道焊(每面):单道焊单丝焊或者多丝焊:单丝焊导电嘴至工件距离(mm): / 锤击:不允许其它:预热:预热温度(允许最低值)(℃): / 层间温度(允许最高值)(℃): 200~220 其它:。
焊接工艺评定报告样本
两焊脚差
咬边
背面凹 坑
变形角度
错边量
未焊透
检
验
检验结果
检验人员
检验日期
焊脚 其它
无损检测
检测类别及标准 检测结果 其它:
专业整理
拉伸实验
报告编号
试样号
word 格式文档
实验报告编号:
抗拉强度
宽
厚
面积
断裂载荷
断裂特点和部位
(MPa)
实验编号及规格
试样类型
弯曲实验
实验报告编号:
弯轴直径
实验结果
试样编号
word 格式文档
报 告 编 号: 工艺指导书编号:
焊接工艺评定报告
专业整理
word 格式文档
编制: 审核: 批准:
公司名称 年月日
专业整理
公司名称
word 格式文档
焊接工艺评定报告
共
页
第
页
专业整理
word 格式文档
钢号
钢板厚度
母材
复验编号
钢管外径、壁厚
复验编号
分类号
种类
试件形式
对接焊逢位置
焊接方法
缺口位置
缺口形式
冲击实验 实验报告编号:
实验温度(℃) 冲击功 J
平均值
公司名称
专业整理
焊接工艺评定报告
共
页
word 格式文档
第
页
试样编号
金相宏观检验 检验结果
实验报告编号: 备注
结论
专业整理
word 格式文档
施焊人员: 填表人: 审核:
焊接时间: 日期: 日期:
专业整理
标记
word 格式文档 专业整理
焊接工艺评定报告标准格式
试样厚度(mm)
弯心直径
(°)
弯轴直径
试验结果
冲击试验试验报告编号:
试样编号
试样尺寸
缺口位置
缺口型式
试验温度(℃)
冲击吸收功(J)
备注
焊接工艺评定报告(续)
金相检验(角焊缝):
根部:(焊透、未焊透)焊缝:(熔和、未熔和)
焊缝、热影响区:(有裂纹、无裂纹)
检验截面
I
II
III
IV
V
焊脚差(mm)
焊接工艺评定报告
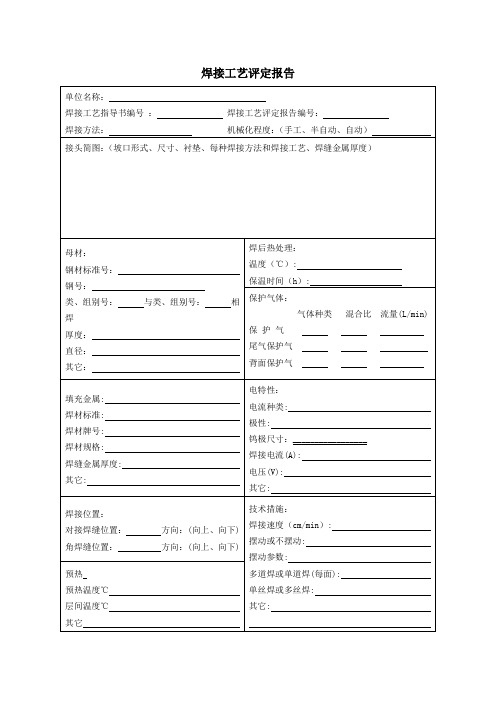
单位名称:
焊接工艺指导书编号:焊接工艺评定报告编号:
焊接方法:机械化程度:(手工、半自动、自动)
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法和焊接工艺、焊缝金属厚度)
母材:
钢材标准号:
钢号:
类、组别号:与类、组别号:相焊
厚度:
直径:
其它:
焊后热处理:
温度(℃):
保温时间(h):
保护气体:
焊接速度(cm/min):
摆动或不摆动:
摆动参数:
多道焊或单道焊(每面):
单丝焊或多丝焊:
其它:
预热
预热温度℃
层间温度℃
其它
焊接工艺评定报告(续)
拉伸试验试验报告编号:
试样编号
试样宽度(mm)
试样厚度(mm)
横截面积(mm2)
断裂载荷
(kN)
抗拉强度(Mpa)
断裂部位和特征
弯曲试验试验报告编号:
试样编号
无损检验
RT:UT:
MT:PT:
其他
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
焊接工艺评定报告完整版
PQR编号:QZ-HC1612-25 焊接工艺评定报告编制:审核:批准:焊接工艺评定报告表HC-GYPD NO:01 单位名称衢州市河川翻板闸门有限公司焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225焊接方法SMAW机械化程度(手工、半自动、全自动)手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB3274-88钢号:Q235B类、组别号:Ⅰ-1与类、组别号Ⅰ-1相焊厚度:8㎜直径:/其他:/焊后热处理:热处理温度(℃):/保温时间(h):/保护气体:气体种类混合比流量(L/min)保护气///尾部保护气///背面保护气///填充金属:碳钢焊条焊材标准:GB/T5117-2012焊材牌号:CHT711焊材规格:Ф1.2焊缝金属厚度:8其他:/电特性:电流种类:交流极性:正极性钨极尺寸:/焊接电流(A):160焊接电压(V):36其他:/焊接位置:对接焊缝位置:平焊方向:(向上、向下)角焊缝位置:/方向:(向上、向下)技术措施:焊接速度(cm/min):/摆动或不摆动:/摆动参数:/多道焊或单道焊(每面):/多丝焊或单丝焊:/其他:/预热:预热温度(℃)/层间温度(℃)/其他/根据推荐先前提供的资料,按照图1结构画图,钝边0.5~1mm,坡口角度30~40°,间隙2~3mm。
表HC-GYPD NO:05表HC-GYPD NO:07表HC-GYPD NO:08[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
19-焊接工艺评定报告

单位名称:
焊接工艺评定报告编号:焊接工艺知道书编号:
焊接方法:机械化程度:(手工、半自动、自动)
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
钢号:
类、组别号:与类、组别号:相焊
厚度:
直径:
其他:
焊后热处理:
热处理温度(℃):
保温时间(h):
保护气体:
气体
混合比
流量(L/min)
保护气体
尾部保护气
背面保护气
填充金属:
焊材标准:
焊材牌号:
焊材规格:
焊缝金属厚度:
其他:
电特性:
电流特性:
极性:
钨极尺寸:
焊接电流(A):
电弧电压(V):
其他:
焊接位置:
对接焊缝位置:方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min):
无损检验
RT:UT:
MT:PT:
其他
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
No
分析表面或取样开始表面至熔合线的距离(mm):
附加说明:
结论:本评定按JB4708-2000规定焊接试件、检验试样,测定性能,确定试验记录正确
评定结果:(合格、不合格)
焊工
姓名
焊工
代号
施焊
日期
编
制
日期
摆动或不摆动:
摆动参数:
多道焊或单道焊(每面):
多丝焊或单丝焊:
其他:
焊接工艺评定报告样本.docx

报告编号:工艺指导书编号:焊接工艺评定报告编制:审核:批准:公司名称年月日母材钢号填充金属焊条型号、直径钢板厚度质保书编号复验编号焊丝牌号、直径钢管外径、壁厚质保书编号复验编号分类号种类与分类号种类相焊试件形式钨极牌号及直径对接焊逢位置保护气体焊接方法熔敷金属厚度焊逢接点图及焊接顺序操作技术要点及措施焊接规范焊序焊接方法焊接设备电流种类极性焊条(丝)直径(¢)保护气体电流(A)电压(U)焊接速度(mm/min)层道流量:升/min谢谢你的观赏焊前预热要求预热温度焊后热处理要求度层间温度保温时间预热方法其它其它焊逢外观检验焊逢余高焊逢余高差比坡口每侧增宽宽度差焊逢不直度通球检验背面余高焊脚角焊逢凹凸度两焊脚差咬边背面凹坑变形角度错边量未焊透其它检验结果检验人员检验日期无损检测检测类别及标准检测结果报告编号其它:拉伸实验实验报告编号:试样号宽厚面积断裂载荷抗拉强度(MPa)断裂特点和部位弯曲实验实验报告编号:实验编号及规格试样类型弯轴直径实验结果冲击实验实验报告编号:试样编号缺口位置缺口形式实验温度(℃)冲击功J 平均值实验报告编号:试样编号检验结果备注结论施焊人员:焊接时间:标记填表人:日期:审核:日期:编号:评定报告编号:焊接工艺指导书编制:审核:批准:公司名称年月日母材填充金属钢板厚度标准号材料标准焊丝牌号、直径钢管外径、壁厚标准号材料标准分类号种类与分类号种类相焊试件形式机械化程度对接焊逢位置钨极牌号及直径角焊逢位置保护气体焊接方法清根方式焊逢熔敷金属厚度范围焊逢接点图及焊接顺序操作技术要点及措施预热焊接后热处理预热温度(允许最大值):层间温度(允许最大值):保持预热时间:加热方式:加热速度:升温时间:保温时间:冷却方式:附件:。
2019焊接工艺评定(模版)

试验报告编号 Laboratory Test No. :
试样编号 Specimen No.
试样类型 Size
试样厚度 Thickness (mm)
弯心直径 Bend Diameter
(mm)
弯曲角度 Bend Angle
( °)
试验结果 Result
冲 击 试 验 Toughness Test
试验报告编号 Laboratory Test No. :
Rate 保 护 气 Shielding 尾部保护气 Trailing 背面保护气 Backing
Ar 气 / /
99.99% / /
流量
Flow
8-10 / /
电特性 Electrical Characteristics
电流种类 Type of Current
直流 DC
极性 Polarity: 正接 EN
对接焊缝焊件母材厚度范围 Thickness Range: Groove
角焊缝焊件母材厚度范围:Fillet 不限 No Limited
管子直径,壁厚范围:对接焊缝 Groove
mm 角焊缝 Fillet No Limited 不限
其它 Other
NA
焊接材料 Welding Material:
焊材类别 Category
机械性能 Mechanical Properties
Grade of
Steel
Size Meterial Ident C Si Mn S P Cr Ni M N α b α s δ 5% Ψ %
AK(J)
o
2.填充金属 Filler Metals 焊材 welding Metals
牌号 Spec.
焊接工艺评定报告范本
牌号
板材 管材
/ L245N
垫板
/
接头种类
管对接
焊接层次、顺序示意图: 焊接层数:(正) 3 层 坡口型式:V 形 坡口角度:60°±5° 钝 边:2±1 组对间隙:2±1 背面清根:/
SMAW-FeI-5FG-3/57-Fefs-02/11/12+ SMAW-FeI-5FG(K)-9/57- Fefl SMAW-FeI-1G-3.5/57-Fefs-02/11/12
渗透探伤(标准号、结果) / 磁粉探伤(标准号、结果) /
超声波探伤(标准号、结果)
/
射线探伤(标准号、结果)JB/T4730.2-2005 、合格
拉伸试验
试验报告编号:
2015-1133
试样编号 HPS-12-01 HPS-12-02
试样宽度 (mm) 32 32
试样厚度 (mm)
6.3 6.3
横截面积 最大载荷 抗拉强度
5G 室温
2015-4-28
接头形式简图:(坡口形式:V 形坡口) 简图:
层间温度
焊后热处理
后热处理
清根方法
焊 焊接 层 方法
1 SMAW 2 SMAW 3 SMAW
焊材牌号
焊材 规格
电流种类 及极性
电流 A
电压 V
焊接速度 cm/min
E6010 E6010 E6010
φ3.2 φ4.0 φ4.0
(mm2)
(kN) (MPa)
192
480
192
455
断裂部位 断母材 断母材
弯曲试验
试验报告编号:
2015-1133
试验编号 试样类型
HPS-12-03 HPS-12-04
焊接工艺评定报告模板

焊接
方法
填充金属焊接电流电弧电压(V)焊接速度
(mm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
技术措施:
摆动焊或不摆动焊摆动参数
焊前清理和层间清理背面清根方法
单道焊或多道焊(每面)单丝焊或多丝焊
导电嘴至工件距离(mm)锤击
其他:
编制:
审核:
批准:
日期:
日期:
日期:
中石化工建设
有限公司
焊接工艺评定报告
9
以下空白
10
11
12
13
14
15
备
注
档案管理: 存档日期:
中石化工建设
有限公司
预焊接工艺规程(pWPS)
表号/装订号
共 页
第 页
单位名称天津海盛石化建筑安装工程有限公司
预焊接工艺规程编号WPS-HP0101日期2014.8所依据焊接工艺评定报告编号HP0101
焊接方法GTAW+SMAW机动化程度(手工、机动、自动)手工
气体 混合比 流量(L/min)
保护气体
尾部保护气///
背部保护气///
填充金属:
焊材类别
焊材标准
焊材型号
焊接牌号
焊材规格
焊缝金属厚度
其他/
电特性:
电流种类
极性
钨极尺寸
焊接电流(A)
电弧电压(V)
焊接电弧种类/
其他
焊接位置:
焊接位置方向:(向上 、向下)
角焊缝位置方向:(向上、向下)
预热:
预热温度(℃))
试样类型
试样厚度
mm
弯曲直径
焊接工艺评定报告样本

报告编号: 工艺指导书编号: 焊接工艺评定报告编制: 审核: 批准:公司名称母材钢号填充金属焊条型号、直径钢板厚度质保书编号复验编号焊丝牌号、直径钢管外径、壁厚质保书编号复验编号分类号 种类 与分类号种类 相焊试件形式 钩极牌号及直径 对接焊逢位置保护气体焊接方法熔敷金属厚度第 页焊逢接点图及焊接顺序操作技术要点及措施焊接工艺评定报告公司名称焊接 规范焊序 焊接 方法焊接 设备电流 种类极 性焊条 (丝)直 径(0) 保护气体电流 (A)电压 (U)焊接速度 (mm/min)层道流量:升/min其它:拉伸实验试样号宽厚而枳断裂载荷抗拉强度(MPa)断裂特点与部位实验编号及规格试样类型弯轴直径实验结果试样编号缺口位置缺口形式实验温度(C)冲击功J平均值公司名称焊接工艺评定报告预热温度层间温度预热方法次它焊后热处理温度—保温时间— 其它焊 逢 外 观 检 验焊逢余高焊逢余高 差比坡口每侧增宽宽度差焊逢不宜 度通球检验背面余高焊脚角焊逢凹 凸度两焊脚差 咬边 背而凹 坑变形角度 错边量 未焊透 苴它无损检测检验结M-检测类别及标准检测结果 检验人员检验日期报告编号焊前预热要求焊后热处理要求公司名称金相宏观检验验报告编号:编号:评定报告编号: 焊接工艺指导书编制: 审核: 批准:公司名称母 材钢号填充金属焊条牌号钢板厚度标准号 材料标准焊丝牌号、直径钢管外径、壁厚标准号材料标准分类号 种类与分类号 种类 相焊试件形式 机械化程度 对接焊逢位置鹤极牌号及直径角焊逢位置保护气体焊接方法淸根方式焊逢熔敷金属厚度范围1第 页焊逢接点图及焊接顺序操作技术要点及措施公司名称 焊接工艺指导书仪表: 预热焊接规范预热温度(允许最大值); 层间温度(允许最大值); 保持预热时间:加热方式:评;^依据或规范:附件: 焊接后热处理加热速度:—升温时间: 保温时间: 冷却方式:。
焊接工艺评定报告-可编辑模板

焊接工艺评定报告
单位名称 XX 公司 批准人签字 报告编号 201202-P-5G-D 日 期 焊接方法 半自动焊 机械化程度:手工 半自动 √ 自动
焊接接头: 详图: 坡口形式 V 衬垫 无
母材: 标准号 GB/T9711.1 牌号 L320 II 类II-1组与II 类II-1组相焊 厚度 11.1mm 直径 Ф914mm 其他 无 焊后热处理:
温 度 无 保温时间 无 保护气体: 尾部保护气 无 流量 无 背面保护气 无 流量 无
焊条标准 AWS5.1AWS5.5 焊条牌号直径 E6010 Ф3.2 焊丝牌号直径 E81T8-NIZJ Ф2.5 焊剂牌号 无 熔敷金属厚度 11.1mm
电特性
电流种类 直流 极性 反接 焊接电流(A )70-170电压(V )21-35 钨极尺寸 无 其他 无
焊接位置: 对焊焊缝位置 5G 方向(向上 向下 √ ) 技术措施:
焊接速度: 7-35cm/min 摆动或不摆动 直拉或轻微摆动
摆动方式 直拉或轻微摆动 多道焊或单道焊 无
单丝焊或多丝焊 无
其他 无
预热:
预热温度 无
层间温度 无
其他 无
注:详图中应注明坡口尺寸,焊接层次,焊接顺序。
焊接工艺评定原始记录
无损检测报告
XX管道工程
项目:XX安装工程工艺评定
委托单位: XX管道工程项目部
实验编号:
XX无损检测实验室
2012年03月01日。
焊接工艺评定报告
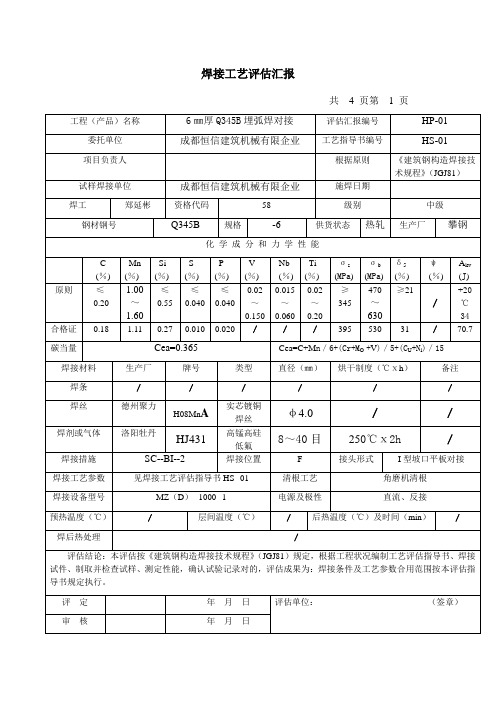
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
焊接工艺评估汇报
共 4 页第 1 页
吴国斌焊接工艺评估汇报
共 4 页第 1 页。
焊接工艺评定报告

PQR编号:QZ-HC1612-25 焊接工艺评定报告
编制:
审核:
批准:
焊接工艺评定报告
表HC-GYPD NO:01 单位名称市河川翻板闸门
焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225
焊接方法SMAW机械化程度(手工、半自动、全自动)手工
接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:GB3274-88
钢号:Q235B
类、组别号:Ⅰ-1与类、组别号Ⅰ-1相焊厚度:8㎜
直径:/
其他:/焊后热处理:
热处理温度(℃):/
保温时间(h):/
保护气体:
气体种类混合比流量(L/min)保护气///
尾部保护气///
背面保护气///
根据推荐先前提供的资料,按照
图1结构画图,钝边0.5~1mm,
坡口角度30~40°,间隙2~
3mm。
表HC-GYPD NO:02
表HC-GYPD NO:03
表HC-GYPD NO:04
表HC-GYPD NO:06
表HC-GYPD NO:07
表HC-GYPD NO:08。
焊接工艺评定报告模板

中石化工建设有限公司预焊接工艺规程(pWPS)表号/装订号共页第页单位名称天津海盛石化建筑安装工程有限公司预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工焊接接头:坡口形式:V型坡口衬垫(材料及规格) Q235B其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号Fe-1 组别号Fe-1-1 与类别号Fe—1 组别号Fe—1—1 相焊或标准号GB3274—2007 材料代号Q235B 与标准号GB3274—2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm角接焊缝焊件母材厚度范围:不限管子直径、壁厚范围:对接焊缝——- 角焊缝-——其他: 同时适用返修焊和补焊填充金属:焊材类别:焊丝(GMAW)焊丝(SAW)焊材标准:GB/T8110-2008 JIS Z3351填充金属尺寸:φ1。
2mm φ4.8mm焊材型号:ER50-6 YS—S6焊材牌号(金属材料代号): THT—50—6 US-36填充金属类别: Fe-1-1 FeMS1-1其他:/对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb编制:审核: 批准: 日期:日期:日期:中石化工建设有限公司焊接工艺评定报告表号/装订号共页第页单位名称中石化工建设有限公司焊接工艺评定报告编号日期预焊接工艺规程编号焊接方法机动化程度(手工、机动、自动)接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)60°母材:材料标准材料代号类、组别号与类、别号相焊厚度其他焊后热处理:保温温度(℃)保温时间( h )保护气体:气体混合比流量(L/min)保护气体尾部保护气/ / /背部保护气/ / /填充金属:焊材类别焊材标准焊材型号焊接牌号焊材规格焊缝金属厚度其他/ 电特性:电流种类极性钨极尺寸焊接电流(A)电弧电压(V)焊接电弧种类/ 其他。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
结论
施焊人员: 填表人: 审核:
.
焊接时间: 日期: 日期:
标记
.
.
.
编
号:
评定报告编号:
焊接工艺指导书
编制: 审核: 批准:
公司名称 年月日
.
公司名称
钢号
钢板厚度 母 材 材料标准
钢管外径、壁厚
材料标准
分类号
种类
试件形式
对接焊逢位置
角焊逢位置
焊接方法
焊逢熔敷金属厚度范围
.
共
页
焊接工艺指导书
其它
.
焊后热处理要求
焊后热处理温度 保温时间
其它
焊 焊逢余高 焊逢余高差 比坡口每侧增宽 宽度差 焊逢不直度 通球检验 背面余高
逢
外 角焊逢凹 两焊脚差 观 凸度
咬边
背面凹 变形角度 坑
错边量
未焊透
检
验
检验结果
检验人员
检验日期
焊脚 其它
无损检测 试样号
检测类别及标准 检测结果 其它:
报告编号
拉伸实验
种类
相焊
焊逢接点图及焊接顺序
操作技术要点及措施
焊序
层
道
焊接 方法
焊接 设备
电流 种类
极 焊条(丝) 保护气体 电流 电压 焊接速度
直径
(A) (U) (mm/min)
性
(¢) 流量:升/min
焊接 规范
环境温度:
相对湿度:
.
公司名称
.
共
焊接工艺评定报告
页
第
页
.
焊前预热要求
预热温度 层间温度 预热方法
第
页
焊条牌号 填 标准号 充 金 焊丝牌号、直径 属 标准号
与分类号 机械化程度 钨极牌号及直径 保护气体 清根方式
种类
相焊
焊逢接点图及焊接顺序
操作技术要点及措施
.
公司名称
.
共
页
焊接工艺指导书
第
页
.
.
焊序
层
道
焊接 方法
焊接 设备
电流 种类
极 焊条(丝) 直径
保护气体
电流 电压 焊接速度 (A) (U) (mm/min)
实验报告编号:
宽
厚
面积
断裂载荷 抗拉强度(MPa) 断裂特点和部位
实验编号及规格
试样类型
弯曲实验
实验报告编号: 弯轴直径
实验结果
试样编号
缺口位置
缺口形式
冲击实验 实验报告编号:
实验温度(℃) 冲击功 J
平均值
.
. 公司名称
焊接工艺评
共 页
定报告
第
页
.
.
验报告编号: 试样编号
金相宏观检验 实
检验结果
.
报 告 编 号: 工艺指导书编号:
焊接工艺评定报告
编制: 审核: 批准:
.
. 公司名称 年月日
.
公司名称
. 焊接工艺评定报告
共
页
第
页
.
母材
分类号 试件形式
对接焊逢位置 焊接方法
钢号 钢板厚度 复验编号 钢管外径、壁厚 复验编号
种类
.
填充金属
焊条型号、直径 质保书编号
焊丝牌号、直径
质保书编号
与分类号 钨极牌号及直径 保护气体 熔n
焊接 规范
仪表:
预热 预热温度(允许最大值): 层间温度(允许最大值): 保持预热时间: 加热方式:
评定依据或规范:
焊接后热处理 加热速度: 升温时间: 保温时间: 冷却方式:
.
.
附件:
.