碟簧油缸
HMB-8型液压碟簧操作机构防慢分装置检查分析

1 机构漏油故障现象2018年3月25日,在宝安站年度检修中发现 500kV 第八串联络开关5082 C 相液压碟簧机构存在微渗油情况。
由于漏油痕迹面积大,无法分辨具体是那个位 置微渗油。
现场将渗油痕迹进行清理,并将 C 相液压碟簧机构补油至油位窗口中 间位置,继续观察渗油情况。
2018年7月28日,再次检查开关 5082 C 相碟簧机构发现继续存在微渗油 情况。
机构储能油泵底座上挂有油滴,两个储能模块下面有漏油痕迹,由于漏油 痕迹面积大,无法判断具体漏油点。
在监控后台上查询开关 5082 C 相机构近期储能电机工作情况,发现储能电 机最近工作时间超过厂家要求的 3 分钟。
其中 4 月 18 日工作 3 分 27 秒、5 月 16 日 3 分 07 秒、6 月 05 日工作 3 分07 秒;6 月 26 日工作 3 分 26 秒后超时动作、7 月 18 日工作 3 分 25 秒后超时动作、7 月 21 日工作 3 分 9 秒后超时动作。
查询对比一台开关 5022 运行时正常补 充油压储能电机工作时间为 2-3 秒,厂家 ABB 要求合闸后电机储能时间为 8 秒左 右,分闸后储能时间为 21 秒左右,零压电机储能时间为 72 秒左右。
判断 5082 C 相机构存在内漏情况。
2018 年 12 月 19 日,再次对开关 5082 C 相液压碟簧机构漏油进行检查。
经 过多次启动油泵才发现右上角的储能模块与工作油缸之间密封处存在液压油泄 漏。
拆除储能模块后发现模块与工作油缸连接处靠缸体侧有细微的裂纹,导致机 构微漏油。
现场不具备更换机构工作油缸和试验条件,确定将机构整体拆卸返厂检修。
2 HMB-8 型液压碟簧机构工作原理HMB-8 型液压碟簧机构的液压控制和操作功能都被集成在铝制的模块中。
液 压碟簧操作机构中没有任何管道连接,所有模块都以块状方式连在一起。
结构设 计上采用集装板块结构,操作机构的主要元件按功能分成五大模块。
断路器液压弹簧机构结构原理及检修工艺

1、工作缸缸体 2、合闸侧套 3、合闸缓冲套 4、活塞杆 5、组合密封圈 6、分闸缓冲套 7、分闸侧套
1 2 3 4 5 67
工作原理
功能
油泵电机打压,油泵将低压油箱的油打压至储能缸,储能缸活塞向下运动压缩碟形弹簧 进行储能。碟形弹簧的力特性平滑,使得操动机构拥有更优的操作特性,碟形弹簧与行 程限位开关相连并受其控制,限位开关可以发出机构的补压、闭锁、报警等信号。完整 的操作循环为:O-CO-CO,CO-CO,O-CO,CO和O。
图1:机芯结构组成
图2:扩展型机芯
1.辅助开关连接结构 2.连接支架 3.辅助开关 4.携动件 5.耦合件
1.充压模块 2.储能模块 3.工作模块 4.控制模块 5.监测模块 6.充油接头 7.油标 8.泄压手柄 9.底板(5型) 10.底板(2型) 11.防凝加热器 12.塑料外壳 13.连接盖 14.运输端盖 15.开关位置指示
手动泄压杆
碟簧储能状 态指示器 自动安全压 力泄压装置 碟簧行程开关
高压泄压阀
控制模块
控制模块是一个两级阀控制系统, 由分/合电磁阀和主换向阀组成。
通过控制工作缸合闸侧的压力来决 定操作机构的分合闸。控制模块内置 分、合闸调速截流阀来控制操动机构 的速度。内置测压接头用于出厂的压 力监测。
合闸电磁阀
当油泵打压, 储能缸压缩碟簧 时支板恢复垂直状态不再卡住 活塞导向块,机构可正常操作。
工作模块
工作模块是液压机构的主体部分,主要由工作缸和活塞 杆构成,通过活塞杆的往复动作带动断路器分、合闸。
工作缸是操动机构的核心组件, 工作缸体由高强度航空 用铝合金制造, 通过硬质阳极氧化及衍磨提高其耐磨性, 工作缸提供与其它模块的连接界面, 是整个机构的基础.
某型碟簧分析及优化设计

军运用有限元分析方法,分析缓冲器碟簧结构和受力变化规律,进行优化设计,提高了产品的使用可靠性。
某型碟簧分析及优化设计■ 颜信飞 周晓光 尹 翔1.概述碟簧是航炮用缓冲器的基本组件,碟簧性能高低直接决定了产品功能和性能。
虽然碟簧外形尺寸相对简单,但是其微小变化对性能的影响较大。
实践中,由于产品尺寸、角度、材料的细微变化引起碟簧扣死的现象经常发生,为此,需要对碟簧结构和受力变化规律进行深入研究,并对其进行优化设计。
应力分析和载荷计算的方法有三种:精确方法、近似方法和有限元方法。
前苏联费奥道西也夫、美国铁摩森柯分别提出了精确的计算方法,它们根据弹性力学的一些理论精确求解应力值和载荷大小,但是,该方法相当复杂,没有得到广泛应用。
1936年美国阿尔曼和拉兹罗做了一些假设,建立了近似计算方法。
由于用他们的近似方法比较方便,而且用这种方法得到的结果与实验结果比较吻合,所以沿用至今。
我国国标中提供的应力和载荷计算方法来源于阿尔曼和拉兹罗的近似方法。
最后一种方法是有限元方法,该方法是一种数值方法,它在工程计算中是一个有力工具,随着计算机的出现和发展,现在它已广泛用于工程结构、传热、流体运动、电磁等连续介质的力学分析中,并且在医学、气象等领域得到应用。
2.缓冲器碟簧有限元分析以下应用有限元方法对某型产品的缓冲器碟形弹簧进行应力和载荷分析。
基本思路是建立模型-加载网络尺寸-确立加载方式-得出计算结果的方式进行分析。
2.1建立模型根据真实尺寸建立了各碟簧的几何模型。
当不考虑摩擦时,相应的模型中只有碟簧的几何模型;而当考虑摩擦时,相应的模型中除了碟簧还有一个同它相接触的刚性圆板,用来模拟摩擦的影响。
假设由底面圆心指向顶面圆心的方向为碟簧轴线方向,这里所建立的每种模型的底面圆心同坐标原点重合,弹簧轴线方向同Z轴正方向一致。
2.2 单元类型及网格尺寸由于碟簧的几何形状较为简单,所以这里使用比较常用的六面体单元来对碟簧进行网格划分。
ENERFLUID油缸液压缸1

ENERFLUID油缸液压缸〔询价:15 8 0 5 06 12 13 李工〕由压缩空气液压动力在工业生产过程中,准确的当前配置,产品的质量和暂停的减少是一个良好的生产率的根本要素。
公司专业从事构思和bridage,生产和组装的零部件的制造,ENERFLUID工作在脑海增加绑定到一个本钱削减生产的。
通过产品ENERFLUID供给的电力是实现简单和检查,并允许使用中的设备和设备的液压强度修边,铆接,铆,标记,弯曲,夹紧,剪切,捻缝和组装。
范围包括ENERFLUID气动液压动力单元,压力倍增器,液压调速器,液压缸,气/油液压泵。
自2021年年底,ENERFLUID参加了流体其产品在整个法国领土的分布。
为了确保电力设备的所有者客户最好的效劳,ENERFLUID创造自2021年1月,一个技术支持中心欧洲。
该公司FLUIDEQ是选择做这个支持中心,并确保所有这些动力装置气压液保养,还把所有的技术帮助,使客户能够在需要这种类型的组件。
随着参与和持续症,ENERFLUID已规划,制造和1981年卖油液压油气动组件的工具和生产系统的自动化。
通过这种参与,ENERFLUID得到了UNI EN ISO 9002:2000,2003年,为了满足更好地为其客户效劳。
其产品是由数控机床具有较高的技术制造。
国家,欧洲和额外的欧洲市场上销售ENERFLUID,为此,他斜靠在意大利,法国,西班牙和波兰的分销商。
网站enerfluid意大利广场安装在第戎自1990年以来,FLUIDEQ,与他的专业人才队伍,保证当地的存在,同时提供全国覆盖。
我们的活动的心脏,他们是流体。
它是水力学,工艺,润滑或压缩空气,通过我们广泛的产品和效劳的供给陪伴我们工程研究的客户,它的实现。
在与市场的参与者专家合作,我们是人,我们安装设备的供给商。
现场制作的,还是在车间,我们使您的安装的预防或治疗的维护所有的操作。
我们的专业知识在整个这些领域的坐在我们的经历和我们的市场的永久听力气动液压动力单元访问气动液压缸〔努力或缸放大器〕关联与液压强度气动速度。
装船机俯仰安全制动器的改造

《装备维修技术》2021年第13期装船机俯仰安全制动器的改造赵若楠(国家能源集团黄骅港务公司,河北 沧州 061113)摘 要:通过现状分析和理论计算,对黄骅港一期装船机俯仰安全制动器进行了技术改造,解决了原制动器缸体漏油造成的制动力下降、碟簧使用寿命低、限位开关检测不准确等问题,消除了设备安全隐患,为装船机安全、稳定作业提供了有力保障。
关键词:装船机;俯仰机构;安全制动器1俯仰安全制动器改造背景黄骅港务公司一期码头共有3台设计能力为6000t/h的装船机,于2001年投产使用。
装船机俯仰机构主要由驱动电机、减速机、钢丝绳卷筒,俯仰钢丝绳以及滑轮组成。
装船机的臂架通过俯仰电机驱动的卷筒卷起或释放钢丝绳实现上仰或下俯动作。
俯仰钢丝绳共有两根,每根钢丝绳均连接一个卷筒,两只卷筒由同一台减速机驱动,以保证卷筒速度的同步。
卷筒四角装设有四台液压安全制动器,用于防止臂架滑落。
装船机经多年使用,其俯仰安全制动器各零部件老化严重,问题多发。
主要集中在以下几个方面:一、制动器缸体漏油,内部液压油很容易渗透到摩擦片上,造成摩擦片和制动盘接触面有油液,影响摩擦系数,降低制动器制动力;二、碟簧使用寿命低,经常会更换碟簧,影响生产作业;三、制动器打开限位开关采用压力开关,该开关故障率较高,造成制动器打开没有检测,在抱闸状态下做臂架俯仰严重磨损摩擦片。
2俯仰安全制动器改造目标为解决以上问题,决定对制动器进行改造换型。
新制动器除满足目前装船机俯仰制动能力之外还应具备以下特点:1、密封圈设计结构保证制动力不会传递到活塞之上,从而彻底解决漏油问题;2、采用超长寿命的碟簧组,其寿命大于200 万次,满足装船作业过程中制动器频繁动作的要求;3、摩擦片与制动盘接触面积大,摩擦片采用无石棉铜基粉末冶金材料能适应高温负荷重载工况,保证制动过程中摩擦系数稳定,不会因为摩擦热降低制动力矩;4、松闸指示装置直接安装于制动器上不会产生误报警。
3俯仰安全制动器的选型和制动能力计算3.1技术参数装船机臂架的俯仰动作靠驱动电机、减速机带动钢丝绳卷筒来实现,其驱动电机和减速机的基本参数如下:驱动电机,功率200kW,转速1000rpm减速机,传动比i=171。
碟形弹簧(优.选)

间隙
16
16~20
20~26
26~31.5
31.5~50
50~80
80~140
140~250
0.2
0.3
0.4
0.5
0.6
0.8
1.0
1.6
碟形弹簧的的制造
碟簧多用冷轧或热轧带钢、板材或锻造坯料(锻造比不小于3)制造,其材料常用60S2MA、50CVA等弹簧钢,对于厚度小于1.1的也可用高碳钢制造。对于有防锈、防蚀、防磁或耐热等特殊要求时。
碟形弹簧的载荷-变形计算
从上世纪二、三十年代以来碟形弹簧的计算经过许多专家学者的研究,其计算方法有许多种,但使用最广泛的是1936年美国两位工程师阿尔曼(J.O.Alman)与拉斯路(szlo)提出的近似计算法,此法形式简单,便于计算,计算结果与实验结果比较符合,因此目前广泛应用。
(1)无支撑面碟形弹簧载荷-变形计算公式(DIN2093、GB/T1972)
图(二)t﹤1.25mm碟簧的极限应力曲线
图(三)t=1.25~6mm碟簧的极限应力曲线
图(四)6<≦14mm碟簧的应力曲线
组合碟形弹簧
单片碟簧的承载能力和变形是有限的,大都情况下是成组使用。采用不同的组合方式,可以获得多种特性,满足不同的性能要求。
摩擦力对组合碟簧特性的影响
前面所述计算方式,都忽略摩擦力的影响,在实际工作中碟簧受载后,在支撑表面和叠合面上,在碟片和导向零件之间都有相对滑动而产生的摩擦力,因此改变了碟簧的特性曲线。
0.03~0.05
0.02~0.04
0.01~0.03
组合碟簧使用时,为了防止受载时碟簧片产生横向滑移,组合碟簧应有导向芯轴或导向套,由于碟簧片在变形时内外径尺寸会产生变化(以碟簧的制造方式不同内外径的变化不同),一般情况下碟片应与导向件之间留有一定的间隙,见下表。碟片与导向件之间也应有润滑,导向件表面硬度也应大于碟片。
碟形弹簧参数详解

碟形弹簧参数与选型详解深圳市金联康科技有限公司专业销售碟形弹簧,MISIMU碟形弹簧MUBEA碟形弹簧德国BAUER碟形弹簧。
蝶形弹簧又称盘形弹簧,特点是承受动,静负载,位移小,载荷大,所占空间小。
高度可依所需求设计为回直,直线回乘。
可并联,串联使用。
蝶形弹簧MISUMI蝶形弹簧进口蝶形弹簧材质:C75小于等于1.25 51CRV4大于等于1.25定义:由于外形呈锥形、盘形故名为盘形弹簧,又是叠在一起使用的,因此也叫蝶形弹簧。
特点:承受动静负载,位移少,负重大,所占空间极小。
负重位移关系曲线设计为回直,直线,回垂三种。
高度可依需求增加或减少弹簧片的数量。
正常使用下,不会发生金属下沉或疲劳现象,可并联或串联使用。
蝶形弹簧使用方法1、蝶形弹簧使用方法很多,可以同向叠加使用,反向叠加使用,或两者混合使用,同向叠加法,其负荷与蝶形弹簧的数量成正比,反正叠加法,其压缩行程与弹簧片的压缩倍数成正比,同反向混合叠加法,负荷与行程皆成正比累进。
2、蝶形弹簧压缩行程最佳使用范围在其最大的压缩行程之10%至75%之间.3、蝶形弹簧组合时,无论安装在导杆上或导孔内其导杆与导孔之适当的间隙,导杆与导体之间要平滑。
4、关于碟新弹簧多片组合时,以导杆组合之效果比安装导孔内之效果更好。
碟形弹簧的用途:碟形弹簧属于弹簧元件,用来对付由例如安装组件等造成螺栓连接松动,碟片夹在连接器内部,它们专为强度等级为8.8到10.9的螺栓而设计的,尤其是小螺栓结合,它们有助于增强整个系统的弹性,在螺栓连接可安装的情况下,这样能够增强整个系统的弹性,在螺栓连接可安装的情况下,这样能够保证留下已知最小的力,然后碟形弹簧并不能阻止通过侧力的改变而造成的螺栓的松动。
碟形弹簧通常是暴露在极端高压的环境下的组件,应该在静态的应用领域中使用。
根据不同的用途,碟形弹簧可以进行不同的表面抛光处理。
碟形弹簧知识大全,纯干货

碟形弹簧知识大全,纯干货01碟簧的概述碟形弹簧因其外形似碗碟状而得名,简称碟簧,又称隔膜簧片。
它由外径(D)、内径(d)、厚度(t)、高度(Ho)四个参数组成,用金属板料或锻压坯料而成的截锥形截面的垫圈式弹簧。
碟形弹簧是法国人贝利维尔(J.Belleville)于是1866年发明的,当时主要是作为垫圈使用,并在美国及法国申请了专利,因此又被称为贝氏弹簧(Belleville Spring)。
我国的碟形弹簧的研究主要是在上世纪七十年代,八十年代后开始有企业生产碟簧,随着我国改革开放,进口设备的引进,碟簧的使用越来越广泛。
02碟簧的原理和特征碟簧是承受轴向载荷的锥形环状碟片。
一般情况下,盘片厚度恒定不变,载荷均匀分布在上表面内边缘和下表面外边缘。
碟簧通常用弹簧钢制成,可以承受静态载荷,冲击载荷或动态交变载荷,能够满足严格的疲劳寿命和加载损失的要求。
与其他类型弹簧相比,碟簧具有如下特征:行程短,小变形,大承载能力与其他类型弹簧相比,具有较高的空间利用率不同的弹簧组合方式可以获得所需的载荷特性曲线可以采用各种特殊材料和表面涂层方式维修换装容易,经济安全性高使用寿命长03选碟簧的基本型式碟形弹簧是承受轴向负荷的碟状弹簧,分为无支承面和有支承面两种型式。
有支承面碟簧由于边缘是圆角,而大大减少了在碟簧发挥作用过程中回弹时的摩擦力导致的张力损耗。
可以单个使用,也可对合组合、叠合组合或复合组合成碟簧组使用。
承受静负荷或变负荷。
适用于安装空间小,而且需要大负荷之重机械或者模具。
目前欧美、日本等先进国家的工程师在机械元件上,已将碟形弹簧大量应用。
除了安全性能考量,也取代原先传统螺旋弹簧使用空间和负荷有限及压缩行程过大等缺点,并提高机械之性能。
04碟簧的类型一般分为普通的蝶形弹簧,带径向沟槽的蝶形弹簧,梯形截面蝶形弹簧。
由于单片蝶形弹簧的变形量和负荷值往往不能满足要求。
所以一般组合使用。
碟形弹簧(碟簧)按其用途可分为防松碟簧、高温预紧碟簧、高扭力预紧碟簧、缓冲拉伸碟簧:防松碟簧主要作用:可应用于载荷不是太大,但震动剧烈的螺栓上;能有效防止螺栓松动、倒丝等现象;能起到锁紧的功能,补偿了预紧力,确保密封持久可靠;防松碟簧对螺栓与设备均有良好的通用性。
液压卡盘结构及工作原理
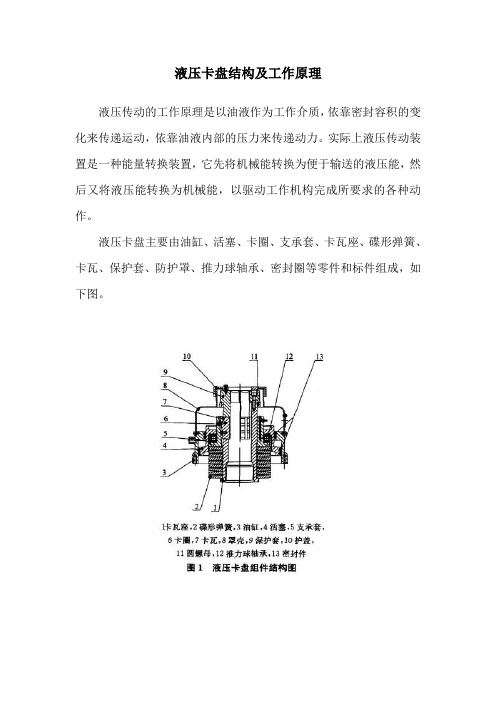
液压卡盘结构及工作原理
液压传动的工作原理是以油液作为工作介质,依靠密封容积的变化来传递运动,依靠油液内部的压力来传递动力。
实际上液压传动装置是一种能量转换装置,它先将机械能转换为便于输送的液压能,然后又将液压能转换为机械能,以驱动工作机构完成所要求的各种动作。
液压卡盘主要由油缸、活塞、卡圈、支承套、卡瓦座、碟形弹簧、卡瓦、保护套、防护罩、推力球轴承、密封圈等零件和标件组成,如下图。
液压卡盘工作原理是工作时液压油从油缸进油口进入油缸,油缸与活塞构成一个封闭腔,随着压力的升高,在压力油的作用下,活塞下移,经推力球轴承推动卡圈,支承套一起下移,使碟形簧受到压缩,卡圈在向下移动的同时带动三个卡瓦作离开圆心的水平运动,从而达到松开钻杆的目的。
需夹紧钻杆时,操作换向阀将液控单向阀打开,卡盘封闭腔的油液经油管,液控单向阀和换向阀与邮箱相通,此时封闭腔无压力,碟簧则在弹性力的作用下,自动复位,并推动支承套、卡圈、经推力球轴承与活塞向上移动,带动三卡瓦作向心水平运动,从而达到夹紧钻杆的目的。
碟簧液压机构原理及常见故障分析

0引言随着电网的建设、发展和企业的技术进步,电力系统对断路器操动机构的可靠性与稳定性提出了越来越高的要求,碟簧储能液压机构采用模块化、紧凑化设计,减少液压元件和管路,可有效减少密封环节,提高产品的密封性能和可靠性,具有动作稳定,操作功大,结构紧凑,外型尺寸小的特点;与常用的活塞压缩氮气式储能器相比,采用碟簧储能元件可避免氮气泄漏及环境温度变化对工作压力的影响,提高液压机构的稳定性和可靠性;提高液压系统的工作压力,可有效减小液压操动机构的尺寸,降低材料使用率,降低产品成本,提高产品市场竞争能力。
所以采用碟簧储能的液压操动机构是目前超、特高压断路器用操动机构的发展方向。
1整体结构碟簧储能液压机构采用模块化、紧凑型设计,液压元件以液压缸为中心,如图1所示,储能缸及控制阀、油泵电机、行程开关等元件布置在工作缸的侧面上,储能元件组合碟簧布置在工作缸的下部,油箱位于工作缸的上部,组成一个操动单元,整个操动单元通过一个连接座与断路器本体相连接,产品整体结构紧凑、美观。
其主要的动作原理是采用压缩碟簧储能、利用液压传动的工作方式,控制与操动液压缸来带动断路器触头的运动,实现分、合闸动作。
2工作原理碟簧液压机构的液压元件包括组合碟簧、工作缸、控制阀、油泵电机、储能缸、行程开关、安全阀/高压放油阀、碟簧液压机构原理及常见故障分析李文华;张朝辉;戴本圣;程军强(河南平高电气股份有限公司,平顶山467001)摘要:本文介绍了碟簧液压机构的组成及工作原理,并对碟簧液压机构在工程应用中的常见故障原因进行了分析,对碟簧液压机构的应用、维护和检修提供了很好的参考。
关键词:碟簧液压机构;工作原理;故障分析人员进行自检,观察虚焊问题,焊接专门人员对焊接好的桥管进行全部打压试验并标记后再进行下一工序。
2.4加注齿轮油加注齿轮油过程不注意,油漏到桥包上面。
齿轮油[3]加注过量,齿轮运转会受到大的阻力以及动力的消耗,造成假性漏油。
2.5轴承座轴承座铸件疏松有砂眼。
工程绞车带式液压刹车的改进设计
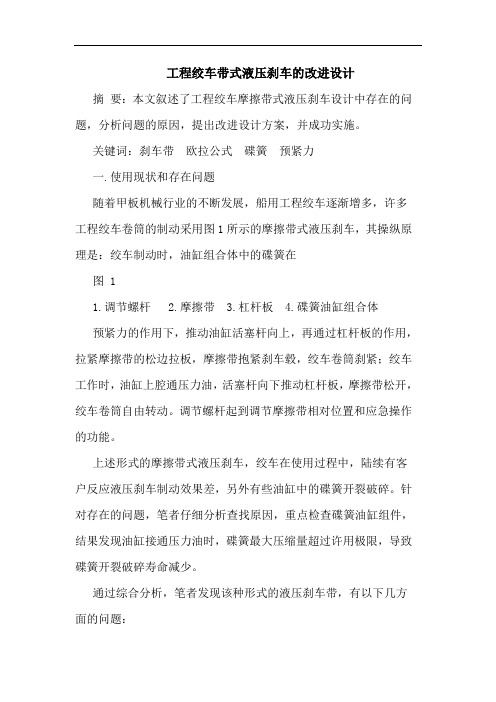
工程绞车带式液压刹车的改进设计摘要:本文叙述了工程绞车摩擦带式液压刹车设计中存在的问题,分析问题的原因,提出改进设计方案,并成功实施。
关键词:刹车带欧拉公式碟簧预紧力一.使用现状和存在问题随着甲板机械行业的不断发展,船用工程绞车逐渐增多,许多工程绞车卷筒的制动采用图1所示的摩擦带式液压刹车,其操纵原理是:绞车制动时,油缸组合体中的碟簧在图 11.调节螺杆2.摩擦带3.杠杆板4.碟簧油缸组合体预紧力的作用下,推动油缸活塞杆向上,再通过杠杆板的作用,拉紧摩擦带的松边拉板,摩擦带抱紧刹车毂,绞车卷筒刹紧;绞车工作时,油缸上腔通压力油,活塞杆向下推动杠杆板,摩擦带松开,绞车卷筒自由转动。
调节螺杆起到调节摩擦带相对位置和应急操作的功能。
上述形式的摩擦带式液压刹车,绞车在使用过程中,陆续有客户反应液压刹车制动效果差,另外有些油缸中的碟簧开裂破碎。
针对存在的问题,笔者仔细分析查找原因,重点检查碟簧油缸组件,结果发现油缸接通压力油时,碟簧最大压缩量超过许用极限,导致碟簧开裂破碎寿命减少。
通过综合分析,笔者发现该种形式的液压刹车带,有以下几方面的问题:1.碟簧油缸组合体设计结构不合理,碟簧压缩变形超过极限,减少碟簧使用寿命;2.碟簧放在油缸体内,油缸体加长,造价高;3.油缸基座占用空间大,调节螺杆使用不方便;根据分析,笔者决定对上述液压刹车进行改进设计。
二.改进设计和原理简介改进设计液压刹车,需要解决如下几个问题:1.在绞车常闭工况下,油缸碟簧的预紧力p1的取值和计算要准确,以确保制动可靠,卷筒不得打滑。
2.绞车工作时,油缸进油,推动活塞杆外伸,关键的是结构设计上要控制碟簧压缩的变形量,以保证碟簧的使用寿命。
3.兼顾液压刹车的经济性和易于手动应急操作。
为此,笔者经过多次试验,设计了一种改进型的摩擦带式液压刹车,外形如图2所示,原理如下:液压刹车机构为常闭式,件1是液压油缸,该油缸长度较短,刹车带正常打开时,活塞被缸体端面限位,碟簧压缩量被控制,确保了碟簧的使用寿命;件2是碟簧套,碟簧在套内承受两种交变力,即在刹车常闭工况下的预紧力p1和刹车打开情况下的压力p2。
碟形弹簧的用法
碟形弹簧的用法1. 引言碟形弹簧是一种特殊类型的弹簧,具有优良的缓冲和减振性能,广泛应用于机械系统中。
本报告旨在介绍碟形弹簧的特点、安装方法、材料选择、尺寸设计、负荷类型、失效模式及预防措施、保养与维护等方面,为使用者提供全面的参考。
2. 碟形弹簧的特点碟形弹簧具有以下特点:(1) 缓冲和减振性能优良,能够吸收和释放大量的能量;(2) 结构紧凑,占用空间小,可以用于空间受限的场合;(3) 具有高疲劳寿命,能够承受交变载荷的作用;(4) 刚度可调,可以根据实际需求进行设计。
3. 碟形弹簧的安装方法碟形弹簧的安装方法包括以下步骤:(1) 确定安装位置,确保碟形弹簧能够承受预期的载荷;(2) 将碟形弹簧放置在安装位置上,使用适当的固定件将其固定;(3) 检查碟形弹簧是否处于正确的位置,确保其能够正常工作。
4. 碟形弹簧的材料选择碟形弹簧的材料选择应根据实际需求进行,一般需要考虑以下因素:(1) 承受的载荷类型和大小;(2) 工作环境温度和湿度;(3) 对耐磨性和耐腐蚀性的要求。
常用的碟形弹簧材料包括不锈钢、合金钢、碳钢等。
5. 碟形弹簧的尺寸设计碟形弹簧的尺寸设计是确保其能够正常工作的关键步骤。
在设计时,需要考虑以下因素:(1) 承受的载荷类型和大小;(2) 工作环境温度和湿度;(3) 对耐磨性和耐腐蚀性的要求。
根据实际需求,选择合适的尺寸参数,如厚度、直径、高度等,以确保碟形弹簧能够满足设计要求。
6. 碟形弹簧的负荷类型碟形弹簧可以承受多种负荷类型,包括拉伸、压缩、弯曲等。
在设计时,需要根据实际需求选择合适的负荷类型,并确保碟形弹簧能够承受相应的载荷。
7. 碟形弹簧的失效模式及预防措施碟形弹簧的失效模式主要包括疲劳断裂、过载变形等。
为预防这些失效模式的发生,可以采取以下措施:(1) 根据实际需求选择合适的材料和尺寸参数;(2) 定期检查碟形弹簧的工作状态,及时发现并解决问题;(3) 避免超载和使用不当。
碟簧寿命公式
碟簧寿命公式全文共四篇示例,供读者参考第一篇示例:碟簧是一种常见的机械弹簧,其应用范围广泛,从汽车到家电,都能见到碟簧的身影。
碟簧的寿命直接影响到设备的稳定性和可靠性,因此研究碟簧寿命公式对于提高设备的性能具有重要意义。
碟簧的寿命受到多种因素的影响,其中包括材料的性质、碟簧的设计和制造工艺、工作环境等。
为了预测碟簧的寿命,一些工程师和学者提出了一些寿命公式,通过这些公式可以对碟簧的寿命进行评估和预测。
一种常见的碟簧寿命公式是著名的Soderberg准则,它是一种基于材料力学的寿命计算方法。
该准则基于应力-应变关系,考虑了材料的强度和韧性,可以比较准确地预测碟簧的寿命。
通常情况下,Soderberg准则可以表示为:\[\sigma_{a} = \frac{\sigma_{max}}{n} + \frac{\sigma_{min}}{m}\]\(\sigma_{a}\)是碟簧的平均应力,\(\sigma_{max}\)和\(\sigma_{min}\)分别是碟簧在工作过程中的最大和最小应力,\(n\)和\(m\)是根据材料性质和设计要求确定的常数。
除了Soderberg准则外,还有一些其他的寿命公式,比如Goodman准则、Manson-Coffin准则等,它们各自考虑了不同的因素,适用于不同的工程应用场景。
工程师在实际应用中可以根据具体情况选择合适的寿命公式,来评估碟簧的寿命。
除了寿命公式外,工程师还可以通过实验和模拟来研究碟簧的寿命。
通过在实验室中进行疲劳试验,可以评估碟簧在一定应力范围内的寿命。
而通过有限元模拟,可以模拟碟簧在不同工况下的应力分布和变形情况,为寿命预测提供参考。
碟簧的寿命公式是一种重要的工具,可以帮助工程师评估和预测碟簧的寿命。
在实际工程中,工程师可以根据具体情况选择合适的寿命公式,并结合实验和模拟研究,来提高碟簧的设计和制造质量,确保设备的稳定性和可靠性。
【2000字】第二篇示例:碟簧是一种重要的机械元件,广泛应用于各种机械装置中,如汽车、航空、家电等领域。
碟形弹簧加工工艺
碟形弹簧加工工艺
碟形弹簧是一种常见的弹簧类型,通常用于机械、电子、汽车等领域。
制作碟形弹簧需要进行一系列严格的工艺操作,下面就让我们来了解一下碟形弹簧的加工工艺。
1. 原材料准备
制作碟形弹簧的原材料通常有铁、不锈钢、铜、铝等材料。
在加工之前,需要先将原材料按要求裁剪成相应的尺寸和形状。
2. 转弯加工
将切好的原材料送入弯曲机进行弯曲加工,通过设定不同的角度和半径来制作出不同的碟形弹簧。
3. 热处理
将加工好的碟形弹簧送入热处理炉中进行退火处理,这一步是为了改善弹簧的机械性能和延展性。
4. 表面处理
将经过热处理的碟形弹簧送入表面处理机进行去油、除锈、喷漆等表面处理,以保证弹簧的表面光洁度和使用寿命。
5. 检验与包装
在生产过程中,需要进行多次质量检验,以确保碟形弹簧的尺寸、形状、机械性能等各项指标达标。
通过检验合格的弹簧,再经过包装即
可出厂。
以上就是碟形弹簧加工的基本工艺流程,各个环节都需要严格把关,确保制出的产品质量可靠。
特别是在热处理过程中,要注意控制温度和时间,避免弹簧出现不良情况。
碟簧计算公式范文
碟簧计算公式范文
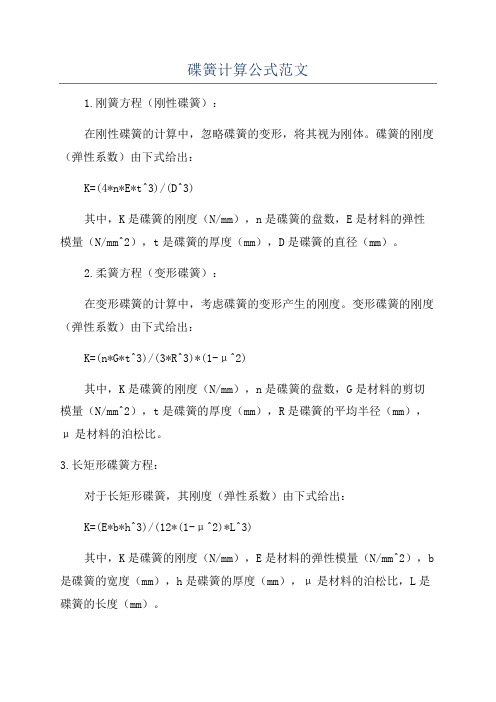
1.刚簧方程(刚性碟簧):
在刚性碟簧的计算中,忽略碟簧的变形,将其视为刚体。
碟簧的刚度(弹性系数)由下式给出:
K=(4*n*E*t^3)/(D^3)
其中,K是碟簧的刚度(N/mm),n是碟簧的盘数,E是材料的弹性模量(N/mm^2),t是碟簧的厚度(mm),D是碟簧的直径(mm)。
2.柔簧方程(变形碟簧):
在变形碟簧的计算中,考虑碟簧的变形产生的刚度。
变形碟簧的刚度(弹性系数)由下式给出:
K=(n*G*t^3)/(3*R^3)*(1-μ^2)
其中,K是碟簧的刚度(N/mm),n是碟簧的盘数,G是材料的剪切模量(N/mm^2),t是碟簧的厚度(mm),R是碟簧的平均半径(mm),μ是材料的泊松比。
3.长矩形碟簧方程:
对于长矩形碟簧,其刚度(弹性系数)由下式给出:
K=(E*b*h^3)/(12*(1-μ^2)*L^3)
其中,K是碟簧的刚度(N/mm),E是材料的弹性模量(N/mm^2),b 是碟簧的宽度(mm),h是碟簧的厚度(mm),μ是材料的泊松比,L是碟簧的长度(mm)。
这些公式提供了计算碟簧刚度的方法,可以用于确定碟簧在实际应用中的性能。
然而,实际情况还可能受到其他因素的影响,例如碟簧的几何形状、边界条件、材料非线性等。
因此,在进行碟簧设计时,需要综合考虑这些因素,并进行必要的修正和优化。
碟形弹簧垫圈使用方法【干货技巧】
碟形弹簧是用金属板料或锻压坯料而成的垫圈式弹簧。
是一种形状为圆锥碟状的弹性元件,关于碟簧行业及其选型,更多参见碟簧选型及其行业的发展,这里本文主要简述了碟簧的常用材料和使用方式。
碟形弹簧垫片使用方法:常用材料我国碟簧采用材料有高质量的弹簧钢60Si2MnA、50CrVA或特殊材料,如不锈钢、铬镍铁合金等。
其中特殊材料不锈钢、铬镍铁合金等适用于高温和腐蚀性环境。
采用铬镍铁合金碟簧的高温高压硬密封球阀,密封可靠,零泄漏,可承受很大的轴向力,适用于液体、气体和酸类等强腐蚀介质以及泥浆和砂类等强磨损介质,可广泛用于石油、化工和电力等行业。
镍基合金材料(0Cr15Ni70Ti3AlNb)制碟簧可用于核反应堆设备。
某公司在铬镍铁合金中主要添加了Al、Ti、Nb元素,使碟簧的强度、弹性和塑性进一步提高。
日本古河电气工业株式会社申请的日本专利JP7153514(1993年11月29日申请;1995年6月16日公开)所述碟簧提高了使用温度,既可用于寒冷地方,又可用于热带地方。
由50.7-51.2at.%Ni-Ti合金或Ni-Ti基合金(0.01-5.0at.%至少为V,Cr,Fe,Co,Nb中一种,0.01-10.0at.%Cu)制成的碟簧,具有超级弹性。
能有效防止螺栓预紧力的松弛。
碟形弹簧垫片使用方法载荷特性曲线反映碟簧的载荷变形特性。
根据尺寸情况满载和特性曲线或多或少都是逐步递减直至水平状态。
特殊情况下,也可将其设计成变形超出水平状态。
碟簧通常作为模块化组件使用。
一组单片碟簧按照相同方向叠合使用,称作叠合组合碟簧;反之,一组单片碟簧按照不同方向交替对合使用,称作对合组合碟簧叠合组合情况下,碟簧组的变形与单个弹簧相同,给定变形量时的载荷则是单个弹簧的N倍(N=碟簧组内单片弹簧片数)。
对合组合情况下,碟簧组变形是弹簧组内单片弹簧变形量的总和,载荷则与单片弹簧相同。
对于由单片碟簧或弹簧组组成的组合碟簧的变形和载荷计算,上述因素应考虑在内。
碟簧油缸
注:如需订做非标油缸,请致电我公司。
1,夹紧式油缸:HKS 标准系列夹紧油缸
参数表:
HKS 规格
卡紧力 (KN)
调节 油压 [bar]
最大放松 行程 [mm]
0,5 mm 行 程放松油压
产品特点:低开启压力,大放松行程。
HLS- 4.0 吨油缸 开启压力:105bar; HLS- 6.3 吨油缸 开启压力:126bar; HLS- 10.0 吨油缸 开启压力:128bar; HLS- 16.0 吨油缸 开启压力:121bar;
最大放松行程:4.0mm( 270bar ) 最大放松行程:3.2mm( 280bar ) 最大放松行程:3.4mm( 285bar ) 最大放松行程:4.5mm( 290bar )
HDS-O (HDS-U) ØDf7 Ø A Ø B Ø C Ø E G
规格
HL
MN
HDS-O-1.6 65 90 20 78 6.5 4.5 85 110 27 14
HDS-O-2.5 75 105 20 90 6.5 4.5 85 110 30 14
HDS-O-4.0 90 138 30 115 11.0 7.0 90 115 37 14
ØDf7
60 70 80 95 105 142 150 170 200
“2型 ”
ØDf7- 2 55 65 75 85 95 -
ØA
85 95 110 125 140 180 190 220 250
ØB
55 65 75 89 100 137 143 163 192
ØC E F
蝶簧式机械锁紧液压缸
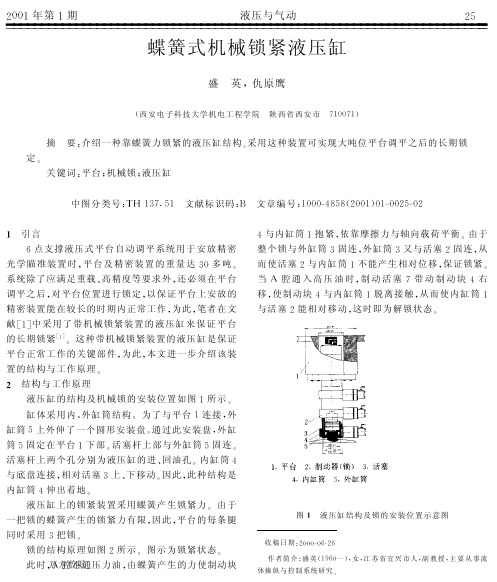
蝶簧式机械锁紧液压缸盛英!仇原鹰"西安电子科技大学机电工程学院陕西省西安市#$%%#$&摘要’介绍一种靠蝶簧力锁紧的液压缸结构(采用这种装置可实现大吨位平台调平之后的长期锁定(关键词’平台)机械锁)液压缸中图分类号’*+$,#-.$文献标识码’/文章编号’$%%%012.2"3%%$&%$0%%3.0%34引言5点支撑液压式平台自动调平系统用于安放精密光学瞄准装置时!平台及精密装置的重量达,%多吨(系统除了应满足重载6高精度等要求外!还必须在平台调平之后!对平台位置进行锁定!以保证平台上安放的精密装置能在较长的时期内正常工作!为此!笔者在文献7$8中采用了带机械锁紧装置的液压缸来保证平台的长期锁紧7$8(这种带机械锁紧装置的液压缸是保证平台正常工作的关键部件!为此!本文进一步介绍该装置的结构与工作原理(9结构与工作原理液压缸的结构及机械锁的安装位置如图$所示(缸体采用内6外缸筒结构(为了与平台$连接!外缸筒.上外伸了一个圆形安装盘(通过此安装盘!外缸筒.固定在平台$下部(活塞杆上部与外缸筒.固连(活塞杆上两个孔分别为液压缸的进6回油孔(内缸筒1与底盘连接!相对活塞,上6下移动(因此!此种结构是内缸筒1伸出着地(液压缸上的锁紧装置采用蝶簧产生锁紧力(由于一把锁的蝶簧产生的锁紧力有限!因此!平台的每条腿同时采用,把锁(锁的结构原理如图3所示(图示为锁紧状态(此时!:腔不通压力油!由蝶簧产生的力使制动块1与内缸筒$抱紧!依靠摩擦力与轴向载荷平衡(由于整个锁与外缸筒,固连!外缸筒,又与活塞3固连!从而使活塞3与内缸筒$不能产生相对位移!保证锁紧(当:腔通入高压油时!制动活塞#带动制动块1右移!使制动块1与内缸筒$脱离接触!从而使内缸筒$与活塞3能相对移动!这时即为解锁状态(图4液压缸结构及锁的安装位置示意图收稿日期’3%%%0%5035作者简介’盛英"$;5%<&!女!江苏省宜兴市人!副教授!主要从事流体操纵与控制系统研究(.33%%$年第$@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@期液压与气动万方数据图!锁的结构原理图进入工作状态时"首先起动液压泵"高压油先行开锁#当确保开锁后"液压缸才能动作#然后"活塞杆上左边孔进油"右边孔回油"内缸筒$连同底盘下移"也即支撑腿空载下行#底盘着地后"内缸筒$停止运动#接着"活塞杆连同外缸筒%带动平台上移"使平台脱离载车#当平台上升到设定高度时"系统进入调平状态#此时"根据水平传感器发出的信号"对应的伺服阀接收控制信号"产生一定的开口"使液压缸产生一定的位移#当活塞杆上左边孔进油"右边孔回油时"平台上移&反之"当活塞杆上右边孔进油"左边孔回油时"平台下移#一旦达到调平精度时"伺服阀便回到中位#阀口关闭"将液压缸进’回油封死#同时"泵停止工作"高压油缸除"液压缸由机械锁的弹簧力锁紧"保持可靠的锁紧位置#若需将平台放回载车"则活塞杆上右边孔进油"左边孔回油"活塞杆连同外缸筒%带动平台下移#平台下移到载车后"液压缸继续供油"则内缸筒$连同底盘上移"完成收腿动作#此时"整个液压系统停止工作"支撑腿被锁定#这样"就使底盘离开地面一段距离"平台进入运输状态#(特点蝶簧式机械锁紧液压缸具有以下特点)*$+可以在任意位置处锁紧在调平状态"蝶簧式机械锁紧液压缸由高压油解锁"能上下移动&平台一旦调平结束"解锁高压油卸除"液压缸靠蝶簧产生锁紧力"立即锁紧#液压缸能在任意位置处锁紧"是实现平台调平后"长期锁定的必要条件&*,+能够产生足够的锁紧力"使平台长期锁紧这是解决重载下平台实现长期锁定的关键问题所在#蝶簧式机械锁紧液压缸在蝶簧产生的强大压力下"制动块与内缸筒间产生足够大的摩擦力与轴向负载平衡#锁中的蝶簧是保证锁紧力的关键部件#因此"在设计制造时"对蝶簧的选用应严格把关"并经过试验测定合格后才能使用"以确保足够的锁紧力#另外"沿液压缸的轴向位置可逐级加锁"只要空间位置允许&*%+平台调平锁紧后液压系统无需工作平台调平后要求长期锁紧#如果采用液压力来锁紧液压缸"则液压系统就长期处于工作状态#显然"这是不合理的#采用蝶簧式机械锁紧液压缸"由蝶簧力保证平台锁紧"无需供油"整个液压系统就可停止工作&*-+解锁可靠系统工作时"高压油先行开锁"然后才进行调平动作"确保结构的安全可靠#解锁压力一般都高于系统压力"可采用增压缸得到所需的解锁高压油"只要保持此压力基本稳定"就能确保解锁状态&*.+结构合理"寿命长通常"液压缸运动时"活塞杆伸出或缩回#这样"锁紧时制动块就要与活塞杆抱紧"依靠摩擦力与轴向负载平衡"从而使活塞杆锁紧在任意位置上#但这样就可能使活塞杆的表面磨损"从而影响其伸缩运动#蝶簧式机械锁紧液压缸不像普通液压缸"它采用了内外缸筒的结构"内缸筒伸出或缩回#内缸筒内壁与活塞产生相对运动"内缸筒外壁与外缸筒是间隙配合#这种结构使活塞与内缸筒间的运动表面被保护起来#另外"锁中的制动块与内缸筒的外壁抱紧"而活塞与内缸筒的内壁相对滑动"从而避免了锁紧力过大可能引起的相对滑动表面的损坏#因此"蝶簧式机械锁紧液压缸结构合理"使用寿命长&*/+适合于恶劣环境机械锁及缸筒外壁有特殊涂层"可放置于野外长期工作#摩擦锁紧力不受环境温度的影响"蝶簧式机械锁紧液压缸可在0-.12.31条件下正常工作#4结论蝶簧式机械锁紧液压缸在实际使用中性能良好"工作稳定’可靠#若一个液压缸上采用%把锁"其锁紧力大于5367#实验测试表明"在额定载荷锁紧状态下"能保证.8内位移量小于393$::#参考文献);$<盛英"仇原鹰=六点支撑液压式平台自动调平系统;><=液压与气动"$???*-+=;,<徐灏=机械设计手册;@<=北京)机械工业出版社"$??$=/,液压与气动,33$年第$AA A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A A 期万方数据蝶簧式机械锁紧液压缸作者:盛英, 仇原鹰作者单位:西安电子科技大学机电工程学院 陕西省西安市 710071刊名:液压与气动英文刊名:CHINESE HYDRAULCS & PNEUMATICS年,卷(期):2001,1(1)被引用次数:2次1.盛英;仇原鹰六点支撑液压式平台自动调平系统[期刊论文]-液压与气动 1999(04)2.徐灏机械设计手册 19911.孙利生一种带辅助支撑的大载荷内胀式机械锁紧液压缸[期刊论文]-液压与气动2004(8)2.孙涛机械锁紧式液压油缸装配方法研究[会议论文]-20033.张忠海.陈伟压力自补偿锁紧液压缸[期刊论文]-液压与气动2001(7)4.黄长征.HUANG Chang-zheng液压缸机械锁紧技术新发展[期刊论文]-韶关学院学报2010,31(9)5.徐海.王玉姝一种新颖的锁紧液压缸[期刊论文]-液压与气动2003(4)6.甘海涛.GAN Hai-tao新型液压缸端位机械锁[期刊论文]-液压与气动2005(9)7.刘峰.刘春花.战传香.LIU Feng.LIU Chun-hua.ZHAN Chuan-xiang滩海油田修井作业防喷器的液控系统设计[期刊论文]-液压与气动2008(9)8.李茂华.屈行连铸机结晶器调宽控制技术[会议论文]-20069.程东升油膜轴承的移动液压缸锁紧装置[会议论文]-200610.杨继军.YangJijun套管接箍生产设备中液压缸的机械锁定[期刊论文]-焊管2000,23(4)1.盛英.仇原鹰6腿支撑液压式平台自动调平算法[期刊论文]-西安电子科技大学学报(自然科学版) 2002(5)2.黄长征液压缸机械锁紧技术新发展[期刊论文]-韶关学院学报 2010(9)本文链接:/Periodical_yyyqd200101013.aspx。
数控加工中心可编程尾座的设计

摘要本设计是针对数控加工中心可编程尾座的设计。
目前,数控车床对轴类零件进行定位夹紧采用的尾座通常是人工手动控制的,有一定的劳动强度,效率较低且加工零件过程中夹紧力无法保持恒定,造成加工精度较低。
所以设计一种数控车床可编程尾座来代替传统尾座是有必要的,可编程尾座采用液压系统控制机构来实现尾座在导轨上移动、套筒的伸缩以及锁紧油缸对套筒的夹紧和松开。
为了实现尾座顶尖对轴类零件保持恒定的顶持力,本设计采用压力传感器,通过闭环控制系统实时对数控系统进行反馈调节,提高尾座的定位精度及稳定性。
由于该尾座的工作全过程都是由数控系统控制的,数控车床的自动化程度得到了进一步的完善和提高。
关键词:数控车床;尾座;液压系统;编程AbstractThis design is aimed at the design of programmable tailstock for CNC machining center. At present, the tail seat adopted by CNC lathe for the positioning and clamping of shaft parts is usually manual control. It has a certain labor intensity, low efficiency and the clamping force can not be kept constant in the process parts, resulting in low machining precision. So it is necessary to design a programmable tailstock to replace the traditional tail seat. The programmable tail seat adopts the hydraulic system control mechanism to realize the movement of the tail seat on the guide rail, the telescopic sleeve, and the clamping and loosening of the sleeve with the locking cylinder. In order to maintain a constant holding force on the shaft parts of the tail seat, the pressure sensor is used in this design to adjust the feedback of the CNC system in real time through the closed loop control system to improve the positioning accuracy and stability of the tail seat. Because the whole process of the tailstock is controlled by the numerical control system, the automation degree of the numerical control lathe has been further improved and improved.Key words: CNC lathe, tailstock, hydraulic system, programming目录前言 (1)1 数控加工中心可编程尾座总体设计 (2)1.1可编程尾座技术要求 (2)1.2总体设计 (2)2 尾座进给传动系统设计 (4)2.1尾座液压传动系统设计 (4)2.1.2液压回路设计 (4)3液压系统压力计算 (6)3.1顶紧油缸的计算 (7)3.2液压泵的选择 (7)3.3液压泵流量的计算 (8)3.4电机的选择 (8)3.5液压元件的选择 (8)4尾座结构设计 (10)4.1套筒主轴的设计 (10)4.2活塞杆的设计 (11)4.3套筒尾端法兰盘的设计 (11)4.4尾座体尾端法兰盘设计 (12)4.5锁紧机构的设计 (13)4.6顶尖的选择 (14)4.7尾座体的设计 (14)4.9导轨的选择 (16)4.10推动液压缸的设计 (18)5 尾座孔系的设计 (19)5.1套筒配合的计算 (19)5.2活塞杆配合的选择 (20)5.2.1 活塞杆形位公差的计算 (20)5.2.2活塞杆表面粗糙度的选择 (20)6 主要零部件校核 (21)6.1 套筒主轴的强度校核 (21)6.2 尾座体与底板间螺钉的强度校核 (21)6.3 活塞杆尾部螺钉的抗拉强度校核 (22)6.4 液压缸强度的校核 (23)7 传感器的选择 (24)7.1电感传感器的特点 (24)7.2电感传感器的选择 (24)8 关键零件的有限元分析 (25)8.1 套筒主轴的有限元分析 (26)8.2 活塞杆的有限元分析 (27)9 技术经济分析 (28)9.1技术分析 (28)9.2经济分析 (28)致谢 (30)参考文献 (31)附录A (32)附录B (43)前言随着我国自动化水平的提高,机械自动化的发展尤为重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
g
L
M
12 101 M 14 x 1,5 13 111 M 18 x 1,5 12 125 M 22 x 1,5 12 135 M 30 x 1,5 18,5 150 M 30 x 1,5 22 170 M 38 x 1,5 22 200 M 45 x 1,5 22 230 M 45 x 1,5 47 240 M 52 x 1,5
210
295
1,3
2,2
185
235
2,0
2,7
190
245
2,8
3,8
210
240
3,8
6,4
280
325
5,0
8,2
275
300
7,9
20
270
295
11,3
25
235
265
14,3
31
235
235
20,1
37
使用 T 型螺钉夹紧 (结构剖视图) :Βιβλιοθήκη 尺寸表:HKS 规格
HKS- 1.6 HKS- 2.5 HKS- 4.0 HKS- 6.3 HKS-10.0 HKS-16.0 HKS-20.0 HKS-25.0 HKS-35.0
订货举例:HLS-4.0 订货前需确认图纸及参数。
4. 非标油缸:HKS 卡紧力调整型
案例:HKS-4.0(3.0) ,产品尺寸按照HKS-4.0油缸制造,实际卡紧力调整为3.0吨,开启压力为 110Bar。
参数表:
HKS规格
卡紧力 调节 (KN) 油压
最大放松 行程
1 mm 行程 放松油压
1,5mm行程放 最大放松 1 mm放松行
HDS-O (HDS-U) ØDf7 Ø A Ø B Ø C Ø E G
规格
HL
MN
HDS-O-1.6 65 90 20 78 6.5 4.5 85 110 27 14
HDS-O-2.5 75 105 20 90 6.5 4.5 85 110 30 14
HDS-O-4.0 90 138 30 115 11.0 7.0 90 115 37 14
75
110
75
30 60 16 12 125 M 22 x 1,5 36 M 78 x 1,5
订货举例: HKS非标系列夹紧油缸: 产品尺寸按照4.0吨油缸,夹紧力为 3.0 吨 的非标油缸, 订货号为: 订货前需确认图纸及参数。
HKS -4.0(3.0)。
松油压
行程油压
程油量
重量
[bar] [mm]
[bar]
[bar]
[bar]
[cm3]
[kg]
HKS-4.0(3.0) 30
110
3,0
155
180
240
2,8
3,6
油缸尺寸图:
尺寸表:
HKS规格 ØDf7 “2型 ” Ø A Ø B Ø C E F g
L
ØDf7- 2
M
卡紧环 T 螺纹尺寸
HKS-4.0(3.0) 80
订货举例:
HDS-O系列油缸:顶紧力为 10.0 吨 的 HDS-O 型油缸,订货号为: HDS-O-10.0 ; HDS-U系列油缸:顶紧力为 10.0 吨 的 HDS-U 型油缸,订货号为: HDS-U- 10.0 。
重量 [kg]
3,0 4,0 5,9 8,0 13,6 33.6 36.6
3. HLS系列 大放松行程油缸
HDS-O-6.3 100 150 30 125 11.0 7.0 100 125 45 14
HDS-O-10.0 120 170 30 145 13.0 12.0 125 150 51 14
HDS-O-16.0 160 210 50 185 13.0 12.0 180 210 70 15
HDS-O-25.0 180 230 50 205 13.0 12.0 150 180 80 15
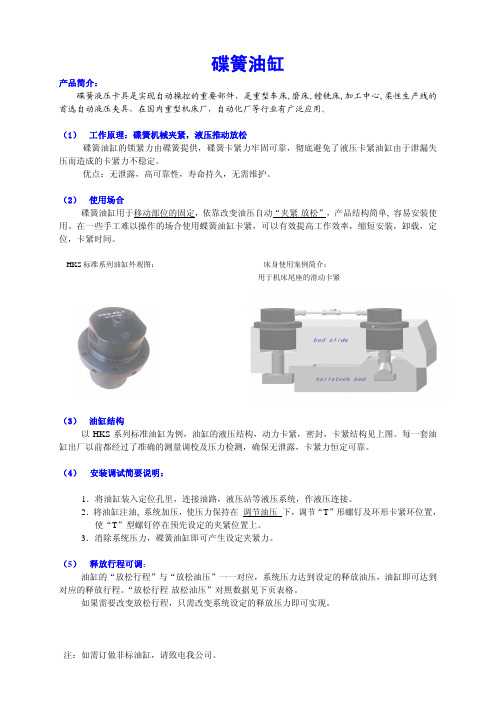
碟簧油缸
产品简介: 碟簧液压卡具是实现自动操控的重要部件,是重型车床,磨床,镗铣床,加工中心,柔性生产线的
首选自动液压夹具,在国内重型机床厂,自动化厂等行业有广泛应用。
(1) 工作原理:碟簧机械夹紧,液压推动放松 碟簧油缸的锁紧力由碟簧提供,碟簧卡紧力牢固可靠,彻底避免了液压卡紧油缸由于泄漏失
压而造成的卡紧力不稳定。 优点:无泄露,高可靠性,寿命持久,无需维护。
ØDf7
60 70 80 95 105 142 150 170 200
“2型 ”
ØDf7- 2 55 65 75 85 95 -
ØA
85 95 110 125 140 180 190 220 250
ØB
55 65 75 89 100 137 143 163 192
ØC E F
20 45 14 25 50 14 30 60 16 40 70 16 40 80 16 50 80 32 57 100 40 70 100 40 80 105 45
160
HDS-O- 2.5 25
160
HDS-O- 4.0 40
200
HDS-O- 6.3 63
180
HDS-O-10.0 100
210
HDS-O-16.0 160
210
HDS-O-25.0 250
210
尺寸表:(MM) DIN ISO 2768
最大放松 行程[mm]
1,2 1,2 1,5 1,2 1,0 1,0 1,0
(2) 使用场合 碟簧油缸用于移动部位的固定,依靠改变油压自动“夹紧-放松”,产品结构简单, 容易安装使
用。在一些手工难以操作的场合使用蝶簧油缸卡紧,可以有效提高工作效率,缩短安装,卸载,定 位,卡紧时间。
HKS 标准系列油缸外观图:
床身使用案例简介: 用于机床尾座的滑动卡紧
(3) 油缸结构 以 HKS 系列标准油缸为例,油缸的液压结构,动力卡紧,密封,卡紧结构见上图。每一套油
缸出厂以前都经过了准确的测量调校及压力检测,确保无泄露,卡紧力恒定可靠。
(4) 安装调试简要说明:
1.将油缸装入定位孔里,连接油路,液压站等液压系统,作液压连接。 2.将油缸注油, 系统加压,使压力保持在 调节油压 下,调节“T”形螺钉及环形卡紧环位置,
使“T”型螺钉停在预先设定的夹紧位置上。 3.消除系统压力,碟簧油缸即可产生设定夹紧力。
2,顶紧式油缸
(1)HDS-O 系列:
尺寸图 及 使用示意图 (图片仅供参考)
(2)HDS-U 系列:
尺寸图 及 使用示意图 (图片仅供参考)
参数表: (HDS-O,HDS-U 系列油缸参数一致,共用以下参数表)
HDS-O (HDS-U)
规格
名义夹紧 力(KN)
调节油压 [bar]
HDS-O- 1.6 16
参数表:
HKS 规格
卡紧力 (KN)
调节 油压 [bar]
最大放松 行程 [mm]
0,5 mm 行 程放松油压
[bar]
HKS- 1.6
16
135
2,0
170
HKS- 2.5
25
135
1,6
160
HKS- 4.0
40
150
2,0
170
HKS- 6.3
63
175
1,5
190
HKS-10.0 100 210
(5) 释放行程可调: 油缸的“放松行程”与“放松油压”一一对应,系统压力达到设定的释放油压,油缸即可达到
对应的释放行程。“放松行程-放松油压”对照数据见下页表格。 如果需要改变放松行程,只需改变系统设定的释放压力即可实现。
注:如需订做非标油缸,请致电我公司。
1,夹紧式油缸:HKS 标准系列夹紧油缸
卡紧环 T 螺纹尺寸
24 M 58 x 1,5 30 M 68 x 1,5 36 M 78 x 1,5 48 M 92 x 1,5 50 M102 x 1,5 50 M 140 x 2 60 M 148 x 3 60 M 168 x 3 70 M 198 x 3
订货举例: HKS系列标准夹紧油缸: 夹紧力为 10.0 吨 的标准油缸, 订货号为: HKS - 10.0 。 “2型” 油缸:缸体外径调整为 ØDf7-2(数值见上表),订货号为: HKS -2- 10.0 ;
产品特点:低开启压力,大放松行程。
HLS- 4.0 吨油缸 开启压力:105bar; HLS- 6.3 吨油缸 开启压力:126bar; HLS- 10.0 吨油缸 开启压力:128bar; HLS- 16.0 吨油缸 开启压力:121bar;
最大放松行程:4.0mm( 270bar ) 最大放松行程:3.2mm( 280bar ) 最大放松行程:3.4mm( 285bar ) 最大放松行程:4.5mm( 290bar )
1,5
250
HKS-16.0 160 210
1,2
240
HKS-20.0 200 210
1,2
240
HKS-25.0 250 190
1,6
210
HKS-35.0 350 190
1,0
210
油缸尺寸图:
1,0 mm行程放 最大放松 1 mm放松行
松油压
行程油压
程油量
重量
[bar]
[bar]
[cm3]
[kg]
0,5 mm 行程 放松油压[bar]
220 205 240 205 255 230 240
1,0 mm行程 放松油压 [bar] 270 250 285 230 305 265 285
最大放松 行程油压
[bar] 295 275 335 255
/ / /
1 mm放松 行程油量