【VIP专享】编程DNC_FNC_NET的使用
DNC传输设置与使用方法
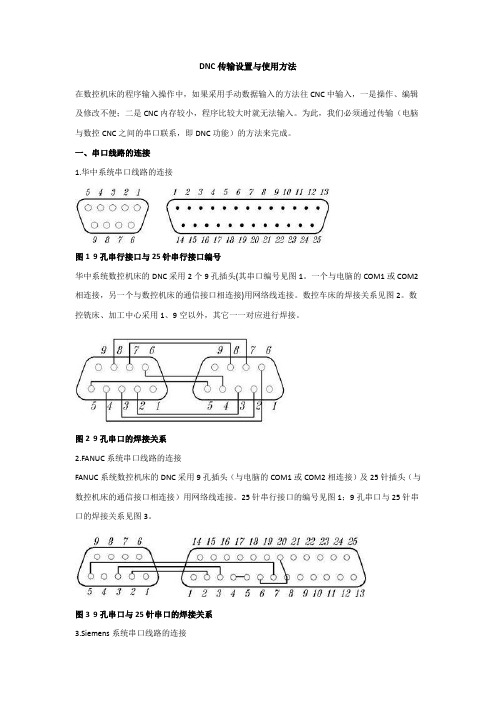
图 11 DNC 传输操作页面
图 12 参数设置页面 程序传输操作过程如下: (1)打开 NC Sentry 传输软件,在编辑区域编写所需传输的程序或打开存储
在电脑中的程序,点击程序传输图标进入程序传输操作页面(附图 11)。 (2)在数控机床操作面板中,选择“EDIT”方式,启动程序的接收或读入。
图 5 选择打开程序对话框 (4)待传输完毕后,在华中系统的数控机床控制面板上按“Alt+E”退出 DNC 状态(注意 E 为 上档键)。 (5)在数控机床控制面板中,选择已传输的加工程序进行加工操作。 华中系统传输参数的设置取其默认值即可。如果要修改,点击“参数设置”进入“串口参数设 置”对话框,按数控机床所设置的传输参数进行修改。对于大程序,由于华中系统的存储量 较大,不必采用边传边加工的方式。 2. CNC-EDIT 传输软件 CNC-EDIT 传输软件打开后点击“开新档”,其编辑页面如附图 6 所示。在编辑页面中可以编写 程序或打开已有的程序,附图 6 中所显示的程序是取消了顺序号的。
图 6 CNC-EDIT 操作页面
按附图 6 中有两个电脑图标的按钮(DNC 传输按钮)可以进入程序的 DNC 传输操 作页面(附图 7),在该页面中按 4.Setup 按钮,可以进入参数设置页面(附图 8),参数设置说明见下表,设置完参数后,按 0. Save & Exit 退出。
图 7 DNC 传输操作页面
DNC功能

DNC(边传输边加工)功能
操作步骤
1.在使用DNC功能之前,必须把加工前的所有工作准备好,(包括水,砂,加工原点,切割头与工件毛坯的距离及毛坯装夹等)。
2.把你的NC程序第一条语句前加“%”如:
%
N100 G0X20.5 Y-30
N102 M73
3.传输软件中的串口属性打开,把握手协议设定为“Xof/Xoff”状态;
4.按“OPERT加工”键进入加工主功能,在自动状态下,按F4(DNC)软键,数控系统处于等待状态;
5.打开传输软件(Singlecomn),选择您修改好的NC程序,开始传输,此时在屏幕上可看到程序条不断的闪动,说明DNC功能启动成功,它是以30K容量为一段传输(低于30K程序可一次传输完),一旦传进30K,机床立即开始切割加工,此时机床会自动的不停地加工不停地传输,只至加工结束.
*****注:
1.机床在加工过程中,Z轴上下及进给升降和循环暂停等功能都可以使用.
2.此功能配合Mpxsauto.pst全自动后置处理器出来的NC程序将实现无限大的
程序全自动全程式的加工.
3.切割过程中应随时观察加工状态,如遇问题按暂停键排除后再继续加工(如工
件废料翘起太高).
4.在使用大容量的程序DNC时,最好把PC机的屏幕保护关掉,否则在屏保时,传
输会暂停.。
WinDNC使用说明书

附录A DNC连线...............................................................................................................................38
第四章 操作说明 ..................................................................................................................................29
武汉华中数控 华中数控通讯软件NetDnc 说明书

华中数控通讯软件 NetDnc使用手册V2.02007.11武汉华中数控股份有限公司中国·武汉目录一 硬件说明 (1)1.1串口连接 (1)1.2.以太网连接 (1)二 软件说明 (2)三 上位机的软件安装 (4)四 软件使用说明 (6)4.1 通讯模式选择 (6)4.1.1 选择通讯方式 (7)4.1.2 更改用户权限 (9)4.2 建立连接 (12)4.2.1 网络连接 (12)4.2.2 串口连接 (17)4.3 传送G代码文件 (19)4.3.1 上传G代码文件 (19)4.3.2 下载G代码文件 (19)4.4 传送PLC文件 (19)4.4.1 上传PLC文件 (20)4.4.2 下载PLC文件 (20)4.5 传送参数文件 (20)4.5.1 上传参数文件 (20)4.5.2 下载参数文件 (20)4.6 用拖拽的方法传输文件 (21)4.7 其他 (25)4.7.1 设置系统路径 (25)4.7.2 设置串口参数 (26)4.7.3 修改用户密码 (27)4.8 边传边加工(适用于世纪星HNC-21/22数控系统) (27)一硬件说明上位机:PC机、笔记本电脑。
下位机:网络功能适用于华中数控的HNC-18/19 xp、HNC-21/22(软件版本为7.10版及以后)数控系统;串口通讯适用于我公司HNC-18iT(软件版本为04.00及以后)、HNC-18/19xp、HNC-21/22(软件版本为7.10版及以后) 数控系统。
1.1串口连接华中数控系统支持在上位机和下位机间的串口通讯,串口线支持三线制和七线制,推荐使用三线制。
数控装置PC计算机1.2.以太网连接通过以太网口与外部计算机连接是一种快捷、可靠的方式。
华中数控网络通讯有两种连接方式:(1) 用网线直接与电脑连接(直连网线制作见图1.2);(2) 用HUB转接方式,即先用网线连接到HUB(集线器),再经HUB 连入局域网,与局域网上的其他任何计算机连接,此方式用普通网线即可(见图1.3)。
controlnet使用方法
controlnet使用方法ControlNet是一种常见的工业网络通信协议,广泛应用于自动化控制系统中。
本文将详细介绍ControlNet的使用方法,帮助读者了解如何启动、配置和管理ControlNet网络。
第一步:准备硬件设备在开始使用ControlNet之前,我们首先需要准备一些必要的硬件设备。
通常,一个ControlNet网络需要以下硬件设备:1. 控制器:ControlNet网络的控制器通常是PLC或DCS控制系统,负责控制整个系统的运行。
2. I/O模块:这些模块负责将外部信号转换为数字信号,并将其发送到ControlNet网络中。
3. 通信适配器:通信适配器用于将ControlNet网络和其他网络连接起来,例如以太网或串行通信等。
4. 电缆和连接器:ControlNet网络使用双绞线电缆进行数据传输,因此我们需要购买合适的电缆和连接器。
第二步:安装硬件设备安装硬件设备是使用ControlNet的关键步骤之一。
我们需要按照以下步骤进行安装:1. 首先,将ControlNet网络的控制器和I/O模块安装到设备的机柜中。
确保设备之间的距离和连接布局满足ControlNet网络的要求。
2. 然后,将通信适配器连接到控制器上,并将其连接到其他网络或计算机。
确保适配器的设置正确,并按照制造商提供的指南进行操作。
3. 最后,连接电缆和连接器到每个设备上。
确保电缆连接正确,连接器牢固稳定。
第三步:配置ControlNet网络在安装完硬件设备后,我们需要进行ControlNet网络的配置。
配置ControlNet网络包括以下几个方面:1. IP地址:为了便于设备之间的通信,我们需要为每个设备分配唯一的IP 地址。
通常,这可以通过配置控制器或适配器的设置来完成。
2. 网络拓扑:ControlNet网络的拓扑结构对于数据传输和设备之间的通信至关重要。
可以选择星型、环型或总线型拓扑结构,具体取决于应用需求。
OpenCNC_PLC开发工具操作手冊说明书

OpenCNC_PLC發展工具操作手冊匯出日期:2023-05-10修改日期:2020-08-30英文文件 English Document: PLC Editor Operation Manual.Ladder-Editor 軟體操作介紹Ladder編寫開發PLC元件介紹操作手冊下載文件履歷1.2.•••• a.i.1 PLC 編輯器介紹1.1 軟體下載進入新代網站 ,完成線上注冊手續并確定權限開通。
至『下載中心』 => 『04.應用工具』 => 『Ladder Editor 』下載PLC 編輯器。
1.2 軟體安裝2.26.3(含)以前為安裝版執行LadEdit_vx.xx.x.msi 并依畫面指示,即可完成安裝程序。
安裝完成後,依序點選『開始』 => 『程式集』 => 『OpenCNC 』 => 『MLCEdit.exe 』,即可開啟PLC 編輯器。
2.29.0(含)以後為免安裝版第一次執行時:下載完LadEditor_x.xx.x.zip ,解壓縮後右鍵點擊『Install.bat 』,選擇『以系統管理員身分執行』,將.lad 檔的預設開啟程式設定為PLC 編輯器ii.b.c.i.ii.•••••••執行『MLCEdit.exe』開啟PLC編輯器第二次之後執行:執行『MLCEdit.exe』,或直接雙擊.lad檔,皆可開啟PLC編輯器注意事項:搬移免安裝包位置時,請再次執行免安裝包內的『Install.bat』,否則會無法正常開啟.lad檔。
下載新版本PLC編輯器時,請執行新版本免安裝包內的『Install.bat』,否則仍會以舊版PLC編輯器開檔。
1.3 介面操作PLC編輯器介面共有七個區域,如下圖所示:下拉式功能區指令按鈕功能區指令區程式管理區指令編輯區元件注解區元件索引區下拉式功能區指令按鈕功能區指令區指令區提供各種元件讓使用者選取、應用,詳細說明請參閱後續章節。
数控机床dnc通讯软件——dnclink使用说明
DNCLink 安装程序
1. 用途
本通讯软件(DNCLink)用于 PC 机与数控机床联接时的 NC 程序双向传输。适用于具有 RS 232C 接口的数控系 统。无 RS232C 接口的数控系统,增加 BTR 接口后也可以传输 NC 程序。
2. 使用条件
z 计算机:Intel Pentium 以上微机 z 内存>64M,硬盘不小于 200M,1.44M 软驱/光驱 z 操作系统:Windows 95/98/NT/2000 z 空闲且功能正常的串行接口一个。
数控机床 DNC 通讯软件 ——DNCLink 使用说明
0. 光盘文件说明
(1) (2) (3) (4) (5)
dnclin1.cab dnclin2.cab setup.exe setup.lst dnclink.log
(6) (7) (8)
DNCLink 使用说明 BTR 接口选用说明 常用 FANUC 系统通讯参数
9. 常用通讯电缆的联接图 (1) FANUC 数控系统用通讯电缆 DB9 2 3 5
(2) Siemens 数控系统用通讯电缆 DB9 2 3 5
DB25 2 3 4 5 7 6 8 20
DB9 3 2 5
安装步骤如下: 1。 运行 setup 安装 2。将 dnclink.log 文件拷贝到 C 盘根目录下,取消只读属性。 3。看说明书,试运行
8. BTR 传输
(1) BTR 传输指利用 BTR 接口板向数控系统传输程序,可以完全替代原先的纸带阅读机,并可以利用其纸 带方式实现“边传输边加工”。
(2) 计算机上的操作过程与“程序下传”一样。机床侧的操作请参见各自机床的操作手册中的纸带方式。 (3) BTR 接口板的使用请参见 BTR 接口使用说明。
Coding_Net使用方法

提示进入邮箱,点击激活连接。
板。
(点击放大)(x86)\Git\bin )添加到变量值后面,然后你就可以在cmd 中使用git 命令了。
git config --global "Your Name"2、点击右上角的fork 。
4、方法二:通过git上传。
安装git(for windows),安装过程中不用修改任何配置,全部使用安装向导默认选项即可。
Mac系统建议安装Command Line Tools (工具集中含有git 1.8.5);Linux系统一般自带git5、点击创建新项目。
6、填写项目名称等内容,点击保存7、下载wordpress源代码,中文官网:/,解压zip压缩包,并进入wordpress目录。
(点击放大)8、在目录空白处点右键,选择Git Bash。
入完需回车换行。
12、注:最后一步会提示输入用户名和密码。
1、在控制面板中点击演示,出现以下界面;点击开始检测。
(点击放大)控制台。
4、切换到“服务管理”页面。
5、点击右上角的添加服务。
6、选择MySQL服务并勾选绑定创建后的服务到此项目,然后点击确定。
7、点击连接信息,记下MySQL的数据库名(name),服务器名(hostname),用户名(username),密码(password)。
8、回到“控制台”页面。
10、部署版本填写master,点击一键部署。
(点击放大)11、待部署完成后使用二级域名访问你的网站,点击创建配置文件。
12、填写您的数据库名(name)、数据库主机(hostname)、用户名(username)、密码(password),点击进行安装。
13、最后,成功在上安装了Wordpress。
网络DNC用户手册
2005年10月目录1.系统组成及本手册说明 (4)2.系统运行平台 (4)2.1通信服务器端软件运行平台 (4)2.2管理模块服务器端软件运行平台 (4)2.3管理、通信客户端软件运行平台 (5)2.4系统所需的通用网络环境 (5)3.数控设备需求 (5)4.通信模块部分硬件简介 (6)5.CAXA网络DNC各类接入方式图 (6)6.数控设备RS232串口通信基础知识 (6)6.1串行通信 (6)6.2什么是DNC、CNC? (6)6.3RS232串行通信参数 (7)6.3.1异步通信规程 (7)6.3.2数据位长 (7)6.3.3奇偶校验 (7)6.3.4停止位 (7)6.3.5波特率 (7)6.4标准RS232接口插头引脚定义 (7)6.4.1标准RS-232C 25 针D 型接头: (7)6.4.2标准RS-232C 9 针D 型接头 (8)7.通信模块软件系统安装 (8)7.1通信模块服务器端安装 (8)7.2通信模块客户端安装 (9)8.通信模块软件界面介绍 (9)9.系统功能 (10)9.1机床的添加 (10)9.2机床的选择 (11)9.2.1工作路径及文件后缀 (11)9.2.2串行通信参数 (11)9.3删除机床 (12)9.4参数管理 (12)9.5机床的参数设置 (12)9.6代码的手工发送 (12)9.7代码的手工选择发送 (13)9.8代码的手工接收 (13)9.9自动传输 (13)9.9.1机床端请求服务器发送代码文件 (13)9.9.2机床端请求服务器发送列表文件 (13)9.9.3机床端请求服务器接收机床发送的文件 (13)9.10选择自动传输 (13)9.11无握手方式系统的自动传输(自动应答收发间隔) (13)9.12机床加工记录的信息采集 (13)9.12.1机床名称 (14)9.12.2参数类型 (14)9.12.3传输设备 (14)9.13其它参数设置 (15)9.13.1接收前发送字符串 (15)9.13.2发送前发送字符串 (15)9.13.3发送尾发送字符串 (15)9.14高级参数 (15)9.15发送函数的设置 (15)9.15.1用户自定义函数 (15)9.15.2系统内部函数 (16)9.16发送命令序列的设置 (16)9.17断点续传 (16)9.17.1手工断点续传 (16)9.17.2自动应答断点续传 (17)9.18调用子零件内代码文件 (17)9.19批量调用多个文件 (17)9.20网口通信 (18)9.20.1FTP方式通讯 (18)10.工具菜单 (19)10.1ASCII对照表 (19)10.2文件对比 (19)11.其它功能简介 (20)11.1代码的清屏 (20)11.2代码传输的暂停、继续、终止 (20)11.3图形显示 (20)11.4代码编辑 (20)12附录 (21)12.1无线通信接入方式(选配) (21)12.1.1无线局域网络接入方式 (21)12.1.2超远程无线网络接入方式 (22)12.2主要硬件性能指标 (23)12.2.1智能终端(Moxa4511) (23)12.2.2智能终端(Moxa5210) (25)12.2.3串口交换机(NC616、NC632) (26)12.2.4串口交换机(NC601) (27)12.2.5无线网络交换机 (28)12.2.6无线节点接入网桥 (29)12.2.7超远程无线节点接入器 (30)12.3部分常用数控机床连线及默认通信参数 (30)12.3.1法拉克16、18、21、OTE/D、Oi系列 (30)12.3.2西门子802D/840D系列 (33)12.3.3法国Num系统 (34)12.3.4日本三菱系统 (35)1.系统组成及本手册说明CAXA网络DNC2006,包含两个可独立运行的模块:通信模块、管理模块(具体组成视用户合同而定)。
DNC无线传输操作说明

MAZAK系统-DNC无线传输操作说明在机床内设有3个固定的程序O0001、O0002、O0003 。
说明:O0001用来调用成熟程序。
O0002用来调用程序目录。
O0003用来调用新品试切程序。
上传程序:即程序从机床(NC)传输到DNC服务器(PC)1、机床处于传输状态(DATA IN/OUT),出现程序内容画面或程序目录画面,进入程序传输界面。
按软键[(TAPE I/O)]–[PUNCH](NC TO TAPE)****–[START],开始传输。
说明:****代表输入的程序号,如1234,上传到服务器会自动保存为1234。
远程调用程序目录远程下载程目录:1、机床处于传输状态(DATA IN/OUT)。
2、执行如下操作机床操作步骤: 软键[(TAPE I/O)] –[PUNCH](NC TO TAPE)-输入程序号2- START 输出完成-[LOAD](TAPE TO NC)-输入8000-[START]-电脑会自动把程序发送到机床程序号为8000(“****”代表你要下载的程序)。
3、执行前请先检查机床是否有8000号程序,如果有请先删除。
远程调用程序远程下载:1、到目录8000号程序中查找要下载的程序。
2、机床处于传输状态(DATA IN/OUT)。
3、打开O0001程序,修改M****为你要的程序号码。
如M1234(其中1234是存储在服务器中的程序文件名)。
4、执行如下操作机床操作步骤: 软键[(TAPE I/O)] –[PUNCH](NC TO TAPE)-输入程序号1-[START] 输出完成-[LOAD](TAPE TO NC)-输入****-START-电脑会自动把程序发送到机床程序号为****(“****”代表你要下载的程序)5、调用新品试切程序:程序号由程序员提供,用O0003程序调用,具体步骤同O0001。
注意事项1、安装在机床上的通信线缆不要热插拔,如果需求请断开机床电源。
DNC和CF卡之间的传输步骤

FANUC系统和CF卡之间的DNC传输步骤
一、将NC程序从电脑复制到CF卡里,再将CF卡插入CF卡卡套里。
二、将插了CF卡的卡套插入FANUC系统的CF卡卡槽里。
(如下图)
三、在控制面板里寻找DNC按钮或见到这个按钮也是DNC按钮看
到了按下亮绿灯。
四、寻找系统面板里的程序(PROG)按钮,重复按下此键一直见到以下
图片界面为止。
(程序 BC:000000000 F0000 N05000)
五、按下以上界面看到的DNC-CD下方对应的软键,就可以看到以下界面。
(读
取CF卡界面)
六、选择执行的NC序号。
列:现在需要执行LK.NC这个程序,在数字面板处
按下数字键 1 对应的文件名即为LK.NC程序。
在按下数字 1 以后就可以看到以下界面。
七、在看到界面里按下DNC-ST对应下的软键按钮,就可以见到界面里的DNC
文件名:已经有了LK.NC的文件名了。
八、在看到界面里【 DNC 文件名:】后面有对应的当前需要执行程序文件名。
按下循环启动按钮当前程序就可以执行进行加工。
注意事项:
1、CF卡里不应该放入大量的程序,对于寻找需要加工的程序加大工作量。
2、在当前执行程序启动后至机器加工完成前禁止拔插CF卡。
发格自动程序操DNC设置说明:
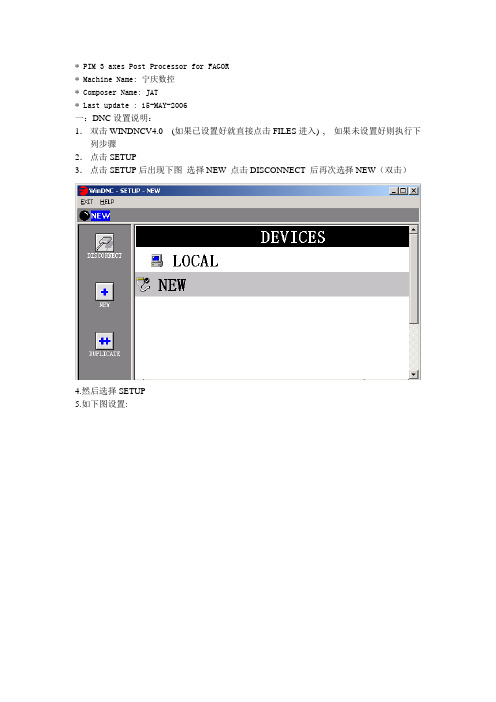
* PIM 3 axes Post Processor for FAGOR* Machine Name: 宁庆数控* Composer Name: JAT* Last update : 15-MAY-2006一:DNC设置说明:1.双击WINDNCV4.0 (如果已设置好就直接点击FILES进入) , 如果未设置好则执行下列步骤2.点击SETUP3.点击SETUP后出现下图选择NEW 点击DISCONNECT 后再次选择NEW(双击)4.然后选择SETUP5.如下图设置:其中NEW 为所设置的参数存盘名可以改变依次下面四个参数不能改变第六个参数BAUDRATE是波特率设置可改变设置时必须和系统头RS232设置同步当设置9600时系统设置为719200 838400 957600 10115200 116.WORK FOLDER 和CNC OPERATOR‘S WORK FOLDER 所设置的是工作的文件夹工作文件夹路径两个都应设置相同以后所执行的刀路文件只要拷到这个文件夹中在机床的RS232中就能找到所要的文件7.设置完毕点击OK 点击DISCONNECT (这一步实际上是插上WINDNC软接口)8.按键盘上ESC 按钮点击FILES 进入如图:二:另外要特别注意的是:文件名毕须是六位阿拉伯数字,后缀名是*.PIM例如:000001.PIM三:程序头格式如下:G51 E 0.01 这条程序的意思是:程序预读和程序的分辨率G54 工件零点必须单独成行S6000 M03 主轴转速G00 X…Y…Z…M08 程序正文和冷却打开G01….…………………………..……………………………M30 程序结束其他的指定都可以不要由系统默认发格系统简明操作:一:打开机床总电源打开系统电源二:回参考点按手动软键进入手动模式按回参考点软键进入回机床零点模式按X,Y,Z,软键可按ESC或MAIN MENU 主菜单返回三:手动分中对刀;四面分中:按手动软键进入手动模式按用户软键进入G54自动分中对刀模式依次分中对刀电脑自动计算中心坐标值且把坐标值记录在系统中。
编程DNC FNC NET的使用7 优质课件

应用培训DNC/FNC/NETMDI_DNC总概•对控制系统进行以下设置–RS-232–以太网•收发文件–RS-232–以太网–软盘–USBRS-232•线路连接•计算机终端规约•Hass控制系统设置•电脑接收数据•传送文件给电脑•接地技术连接电脑空的适配器模拟器或机床电脑转换插头 (25 到 9 针)RS-232连接线通讯设置按输入11 按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:7200NONE2RTS/CTS8NONECR LFONXON/XOFF4800OFFON(波特率)(奇/偶校验)(停止位)(同步)(数据位)LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADINGSPACES:DPRINT OPEN/CLOSDCODE:按多次直到选择38400按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE2RTS/CTS8NONECR LFONXON/XOFF4800OFFON按按多次直到选择NONE按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE2RTS/CTS8NONECR LFONXON/XOFF4800OFFON按按多次直到选择1按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1RTS/CTS8NONECR LFONXON/XOFF4800OFFON按按多次直到选择XON/XOFF按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1XON/XOFF8NONECR LFONXON/XOFF4800OFFON按按多次直到选择8按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1XON/XOFF8NONECR LFONXON/XOFF4800OFFON按两次按多次直到选择CR LF按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1XON/XOFF8NONECR LFONXON/XOFF4800OFFON输入143按按多次直到选择ON按MISCELANEOUS KEY IN A NUMBER100114115116117131142143SCREEN SAVER DELA Y:CONVEYOR CYCLE (MIN):CONVEYOR ON-TIME (MIN):PIVOT LENGTH:G143 GLOBAL OFFSET:AUTO DOOR:OFFSET CHNG TOLERANCE:MACHINE DATA COLLECT:1020.00000.0000OFF0.0000ON设置你电脑上的“通讯/超级终端”使用超打开“超级终端”后出现一个“连接描述”框输入HAAS1选择一个图标按确定在”连接到”框单击“连接时使用”选择COM1单击确定在COM1 属性框单击每秒位数选择38400单击数据位选择8单击奇偶校验选择无单击停止位选择1单击数据流控制选择XON/XOFF单击确定HAAS 以太网特点:•HAAS 以太网以比标准串行通讯大约快10倍的传输速度来传输数据。
DNLC软件包说明说明书
Package‘DNLC’October12,2022Type PackageTitle Differential Network Local Consistency AnalysisVersion1.0.0Date2016-11-23Maintainer Yusheng Ding<***********************>Description Using Local Moran's I for detection of differential network local consistency.License GPL(>=2)Imports igraph,spdep,fdrtool,GOstats,locfdr,mvtnorm,caToolsLazyData trueDepends R(>=2.10)NeedsCompilation noAuthor Yao Lu[aut],Yusheng Ding[aut,cre],Linqing Liu[aut],Tianwei Yu[aut]Repository CRANDate/Publication2016-12-1112:26:26R topics documented:cal_lmi_data (2)DNLC_statistics (3)gene_fdrtest (4)init_simulation_gene_net (4)significant_genes (5)Index712cal_lmi_data cal_lmi_data Calculate local moran’s I matrix for a network and a gene expressionmatrixDescriptioncal_lmi_data()will calculate the local moran’s I data for a input igraph object and gene expres-sion data matrix.Usagecal_lmi_data(gene_expr,gene_graph)Argumentsgene_expr Expression for genes.Each row is a gene,and each column is a sample.gene_graph The graph of gene network.Detailscal_lmi_data()will calculate the local moran’s I matrix for a input igraph object and gene ex-pression data matrix.The function will return a matrix in the same dimension of the input gene expression matrix.Every gene x’s lmi data takes a row.ValueA table of local moran’s I data.Row name is gene id.Each row stands for the local moran’s I dataof gene x.Each column stands for a sample.Examples##Not run:simulation<-init_simulation_gene_net()lmi_data=cal_lmi_data(simulation$gene_expr,simulation$gene_graph)t_data=DNLC_statistics(simulation$gene_graph,simulation$gene_expr,simulation$patient_matrix,lmi_data=lmi_data)fdr_result<-gene_fdrtest(t_data)sig_genes<-significant_genes(fdr_obj=fdr_result,thres=0.2)##End(Not run)DNLC_statistics3 DNLC_statistics calculate t statistics for gene graph using DNLC method.Descriptiona function to calculate t statistics for genes in the graph.UsageDNLC_statistics(gene_graph,gene_expr="x",clinic_data="y",confounder_matrix=NULL,lmi_data=NULL)Argumentsgene_graph graph of genegene_expr expr of geneclinic_data patient dataconfounder_matrixother message describe clinic messagelmi_data lmi data for each gene.DetailsThis functionfirst calculates the matrix of local moran’s I,and then conducts testing for the associa-tion of each gene’s local moran’s I with the clinical outcome variable.Clinical confounder variables such as age,gender etc can be included.Valueall_gene_id gene ids in grapht_data t-data for each geneExamples##Not run:simulation<-init_simulation_gene_net()t_data=DNLC_statistics(simulation$gene_graph,simulation$gene_expr,simulation$patient_matrix,lmi_data=simulation$lmi_matrix)fdr_result<-gene_fdrtest(t_data)sig_genes<-significant_genes(fdr_obj=fdr_result,thres=0.2)##End(Not run)4init_simulation_gene_net gene_fdrtest Use local false discovery rate for the detection of genes with signifi-cant LMI changeDescriptionThis function use locfdr function to calculate fdr_resultUsagegene_fdrtest(gene.data)Argumentsgene.data gene_id_all:gene id t_data:t statistic for each geneValuereturn fdr_result for t_datafdr$name all gene idfdr$fdr fdr value for geneExamples##Not run:simulation<-init_simulation_gene_net()t_data=DNLC_statistics(simulation$gene_graph,simulation$gene_expr,simulation$patient_matrix,lmi_data=simulation$lmi_matrix)fdr_result<-gene_fdrtest(t_data)sig_genes<-significant_genes(fdr_obj=fdr_result,thres=0.2)##End(Not run)init_simulation_gene_netCreate a random network for simulationDescriptionThis function will create a network for DNLC.This function will change correlation of chosen genes and its one hop neighbor between treatment groups to simulate LMI changes.Usageinit_simulation_gene_net(base_correlation=0.4,change_correlation=0.8,sample_size=100,num_gene=5000,change_gene_num=5)Argumentsbase_correlationbase correlation of networkchange_correlationchange correlation for selected genessample_size multi size of patient datanum_gene gene number in the networkchange_gene_numnumber of genes around which the correlation structure is to be changedValuelmi_matrix matrix of local moran’s I datapatient_matrixmatrix of patient dataneigh_list id of changed gene.gene_graph igraph object of gene networkgene_expr gene expression data matirxExamples##Not run:simulation<-init_simulation_gene_net()t_data=DNLC_statistics(simulation$gene_graph,simulation$gene_expr,simulation$patient_matrix,lmi_data=simulation$lmi_matrix)fdr_result<-gene_fdrtest(t_data)sig_genes<-significant_genes(fdr_obj=fdr_result,thres=0.2)##End(Not run)significant_genes Selecting significant genes according to fdr resultDescriptionChoose the significant genes according to fdr resultUsagesignificant_genes(fdr_obj,thres)Argumentsfdr_obj fdr result come from function gene_fdrtestthres threshold to identify significant genesValueID of significant genesExamples##Not run:simulation<-init_simulation_gene_net()t_data=DNLC_statistics(simulation$gene_graph,simulation$gene_expr, simulation$patient_matrix,lmi_data=simulation$lmi_matrix)fdr_result<-gene_fdrtest(t_data)sig_genes<-significant_genes(fdr_obj=fdr_result,thres=0.2)##End(Not run)Indexcal_lmi_data,2DNLC_statistics,3gene_fdrtest,4init_simulation_gene_net,4significant_genes,57。
DNC数控加工操作步骤
DNC数控加工操作步骤
DNC数控加工操作步骤
一、用UG软件将各步操作后置处理,生成程序代码,将程序保存为TXT格式,将程序头部和尾部按要求修改后保存备用。
二、机床开机、回零,各轴反相移动-100mm —-150mm左右,安装工件、刀具,进行对刀,将对刀数据输入G54坐标系,并验证对刀的正确性。
三、设置完毕后,将机床显示窗口切换到“PROG页面”,将机床的操作面板的工作方式选择为“DNC方式”,将“进给倍率”旋钮打到0,!!关闭机床舱门!!
四、按下“循环启动”按键,此时窗口会出现“标头......”的字样闪烁。
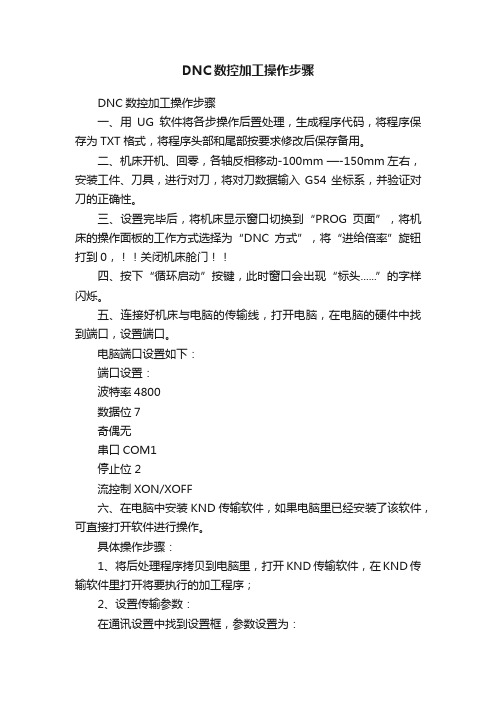
五、连接好机床与电脑的传输线,打开电脑,在电脑的硬件中找到端口,设置端口。
电脑端口设置如下:
端口设置:
波特率4800
数据位7
奇偶无
串口COM1
停止位 2
流控制XON/XOFF
六、在电脑中安装KND传输软件,如果电脑里已经安装了该软件,可直接打开软件进行操作。
具体操作步骤:
1、将后处理程序拷贝到电脑里,打开KND传输软件,在KND传输软件里打开将要执行的加工程序;
2、设置传输参数:
在通讯设置中找到设置框,参数设置为:
串口COM1
波特率4800
数据位7
停止位 2
校验偶
七、点击KND软件中的“发送”键发送程序。
八、速度倍率开关从0逐渐调高至100,待加工正常后开关停留在100左右(具体数值可根据切削质量和切削声音来酌情设定)。
!!九、加工过程中要始终观察加工状态,不许离岗,不许做与加工无关的事情,一旦发现异常应立刻按下紧急停止按钮,并报告现场老师。
华中数控通讯软件NetDnc使用手册

华中数控通讯软件NetDnc使用手册V2.02007.11武汉华中数控股份有限公司中国·武汉目录一 硬件说明 (1)1.上位机和下位机的串口连接 (1)2.上位机和下位机的以太网连接 (1)二软件说明 (2)三上位机的软件安装 (3)四软件使用说明 (6)4.1 通讯模式选择 (6)4.2 建立连接 (11)4.2.1 网络连接 (11)4.2.2 串口连接 (13)4.3 传送G代码文件 (14)4.3.1 上传G代码文件 (14)4.3.2 下载G代码文件 (15)4.4 传送PLC文件 (15)4.4.1 上传PLC文件 (15)4.4.2 下载PLC文件 (16)4.5 传送参数文件 (16)4.5.1 上传参数文件 (16)4.5.2 下载参数文件 (16)4.6 用拖拽的方法传输文件 (16)4.7 其他 (20)4.7.1 设置系统路径 (20)4.7.2 设置串口 (21)4.7.3 修改密码 (22)4.8 边传边加工 (22)一 硬件说明上位机:PC机、笔记本电脑。
下位机:华中数控配备网络功能的HNC-18/19XP,HNC-21/22数控系统(配备软件版本7.10版及以后)。
1.上位机和下位机的串口连接华中数控系统支持在上位机和下位机间的串口通讯,串口线支持三线制和七线制,推荐使用三线制。
PC计算机数控装置2.上位机和下位机的以太网连接通过以太网口与外部计算机连接是一种快捷、可靠的方式。
华中数控网络通讯有两种连接方式:(1)用网线直连方式与电脑连接(直连网线制作见图 1.3);(2)用HUB转接方式,即先用网线连接到HUB(集线器),再经HUB连入局域网,与局域网上的其他任何计算机连接,此方式用普通网线即可(见图1.4)。
在硬件上,配备网络功能的数控系统提供了以太网口接口。
PC计算机数控装置HUB(集线器)数控装置二软件说明上位机操作系统为windows系列,推荐使用windows 2000/xp。
CIMNET dnc功能介绍

DNC Professional(专业版)的主要特性上传和下载目录DNC Pro(专业版)可以为每台CNC机床配置无限量的下载目录。
每台机床将有指定的上传目录以允许复查上传的文件。
当允许您以任何想要的任何方式组织您的程序库时,这将允许对在车间创建或修改的程序的存储进行紧凑的控制。
开放的系统架构DNC Pro(专业版)基于开放的数据库结构设计的,这允许公司最大限度地发挥使用任何软件应用的能力。
DNC Pro(专业版)不包含任何私人拥有的文件格式。
内置的协议CIMNET DNC软件含有Mazatrol, FanucA, GE2000, Sharnoa, Cinc700, AB8600, Xmodem以及更多的控制系统的标准协议。
DNC Pro(专业版)也给予用户创建用户自定义协议的能力。
网络可达256 CNC机床DNC Pro(专业版)能够为每台PC配置为从1台 CNC机床到256台机床的任何机床数量的操作.充分利用32位环境的强大性能, DNC Pro(专业版)提供一个离散的模块很容易使用且十分完整的DNC系统,您无须中断操作去做其它设定,这将提供对你当前操作最少中断的完全的DNC能力。
自动比较和存档DNC Pro(专业版)包括自动比较和存档,以及上传文件的可配置版本的控制功能,除去了耗时的手工文件管理。
CNC远程请求CNC远程请求功能允许操作人员直接从CNC机床控制面板上发送指令,这将避免在PC和机床间来回奔走。
操作人员能够直接在机床控制面板上发送程序、接收程序、在线加工程序以及查看他们电脑目录中的CNC程序。
灵活的数据库连接DNC Pro(专业版)包含标准的Dbase IV数据库,并且可以与Microsoft SQL 和Oracle 数据库连接使用.多层的安全机制DNC Pro(专业版)支持用户名和密码来控制DNC系统文件和信息的访问。
安全机制可以设定为多个级别,以限制关键人员的配置选择。
络DNC文件传输操作方法(华中数控部分)
CAXA网络DNC数控联网文件传输操作方法:(华中数控部分)1、更改文件存储目录控制面板通过“扩展菜单(F10)”切换至出现“DNC通讯(F7)”按钮,按F7 进入DNC通讯模块,出现文件上传下载程序界面,由此进入通讯模块。
首先,我们要更改通讯模块的默认文件操作(存储、读取)路径,移动光标至菜单“FILE”,然后按“ENTER”键确认,打开下拉子菜单,选择“CHANGE DIR”项,更换文件存储路径,“ENTER”键确认,出现文件路径选择界面,将光标向下移动到“\PROG”(在系统中我们的程序通常存储在此目录下),然后“ENTER”确认,再按“F2”保存刚才的设置,这样文件默认操作路径就更改到了程序存储路径。
2、自动上传文件至服务器:通过编辑文件名为9981234.NC是保存在服务器上的文件名称新建一个文件,名为998选择“EDIT”项,出现如下画面:输入“998”最为新文件的名称。
然后输入程序的内容,如:Q41234.NCV+回车。
按ESC 键退出,此时提示保存,按Enter确认保存。
将光标移至“DA TA-OUT”,按“ENTER”出现文件选择路径,选择文件998,然后回车。
“DA TA-OUT”一次,这样做的意思是就告诉服务器我要上传文件名为1234.NC的文件。
然后,再次选择“DA TA-OUT”,找到想要上传的加工代码文件比如是654.NC,然后“DA TA-OUT”一次,这样,654.NC加工代码文件的内容就保存在了服务器刚才创建的1234.NC里面了。
这里需要说明的是:1234.NC是保存在计算机上的文件名,654.NC是保存在机床里面的文件名。
当你在计算机上打开1234.NC的时候,看到的是代码文件654.NC 的实际内容。
同样,当你从服务器下载1234.NC的时候也就是载下载654.NC的内容。
3、从服务器下载文件至机床通过编辑文件名为999(或者其他任意文件名),文件的内容为Q21234.NC VQ2代表下载文件V是代表此次传输结束1234.NC是保存载服务器上的文件名称将光标移至“DA TA-OUT”,按“ENTER”出现文件选择路径,文件名999“DA TA-OUT”一次,这样做的意思是告诉服务器我要下载文件名为1234.NC的文件。
在线DNC加工操作步骤
在线DNC加工操作步骤1、DNC加工CAM软件生成的加工程序容量大于数控系统存储器的容量时,就不能采用加工程序传输方法,此时可以采用边传输边加工的方式,加工程序存在PC机中,数控系统读一段程序,加工一段,这样就解决了加工时CNC存储容量不足的问题。
参数设置和程序传输一样。
确认程序无误,刀具及刀具参数无误、工件及工件坐标正确和PC机与系统两端通讯协议相同后,将“进给倍率”拨到零位置,置FANUC20i数控系统于DNC模式,按“程序启动(循环启动)”按钮,显示屏上出现闪烁的“LSK”,在PC端WinPCIN软件主界面点击“SentData”按钮,选择程序存储路径和名字后,加工程序由PC传送到数控系统,同时CNC显示屏上“LSK”消失,数控机床开始进行在线DNC加工。
2、DNC加工操作步骤:1、操作面板模式区按MDI/DNC键两次进人DNC页"Programe DNC",选择DNC屏幕显示如图3-27。
注意:至少要提供8K字节的存储量。
可以进人到ListProgram页,在这个页的底端检查内存。
输人到控制器中的程序必须以一个%做为开端和结束。
为RS-232选择(设置11)的数据率必须足够快足以跟上程序块的执行速度。
如果速度太低,刀具可能停止切割。
己开始发送程序到控制器。
e一旦显示。
DNC Prog Found(发现DNC程序),信息,按下CYCLE START按钮。
三、DNC注意事项:1、程序在DNC模式下运行的时候.不能改变模式。
因此,编辑特征例如Background Edit 后台编辑将不被提供。
2、DNC支持的Drip Mode。
控制器一次执行一个块(指令)。
前面没有块的时候会迅速执行每个块。
当调用Cutter Compensation(切削补偿)时是个例外。
Cutter Compensation在执行补偿块之前需要读取三块运动指令。
3、在DNC中应用G102指令或用DPRNT输出轴坐标系到控制计算机中可以实现双向通信6.在线加工功能6.1有关参数的修改:(一般出厂前已设定)在使用在线加工功能之前,首先对下列参数进行检查:A:NO2.7予置为”1” B:NO12.7予置为”1” C:NO552予置为”10” D:NO553予置为”10”0警告:刀具表一定要设定正确,如果与实际不符,将可能严重损坏机床、刀具、夹具或工件,并造成不可预计的后果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用培训DNC/FNC/NETMDI_DNC总概•对控制系统进行以下设置–RS-232–以太网•收发文件–RS-232–以太网–软盘–USBRS-232•线路连接•计算机终端规约•Hass控制系统设置•电脑接收数据•传送文件给电脑•接地技术连接电脑空的适配器模拟器或机床电脑转换插头(25 到9 针)RS-232连接线通讯设置按输入11按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:7200NONE2RTS/CTS8NONECR LFONXON/XOFF4800OFFON(波特率)(奇/偶校验)(停止位)(同步)(数据位)LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADINGSPACES:DPRINT OPEN/CLOSDCODE:按多次直到选择38400按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE2RTS/CTS8NONECR LFONXON/XOFF4800OFFON按按多次直到选择NONE按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE2RTS/CTS8NONECR LFONXON/XOFF4800OFFON按按多次直到选择1按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1RTS/CTS8NONECR LFONXON/XOFF4800OFFON按按多次直到选择XON/XOFF按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1XON/XOFF8NONECR LFONXON/XOFF4800OFFON按按多次直到选择8按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1XON/XOFF8NONECR LFONXON/XOFF4800OFFON按两次按多次直到选择CR LF按111213143724254150546970BAUD RATE SELECT:PARITY SELECT:STOP BIT:SYNCHRONIZATION:RS-232 DATA BITS:LEADER TO PUNCH:EOB PATTERN:ADD SPACES RS232 OUT:AUX AXIS SYNC:AUX AXIS BAUD RATE:DPRINT LEADING SPACES:DPRINT OPEN/CLOS DCODE:38400NONE1XON/XOFF8NONECR LFONXON/XOFF4800OFFON输入143按按多次直到选择ON按MISCELANEOUS KEY IN A NUMBER100114115116117131142143SCREEN SAVER DELA Y:CONVEYOR CYCLE (MIN):CONVEYOR ON-TIME (MIN):PIVOT LENGTH:G143 GLOBAL OFFSET:AUTO DOOR:OFFSET CHNG TOLERANCE:MACHINE DATA COLLECT:1020.00000.0000OFF0.0000ON设置你电脑上的“通讯/超级终端”使用超打开“超级终端”后出现一个“连接描述”框输入HAAS1选择一个图标按确定在”连接到”框单击“连接时使用”选择COM1单击确定在COM1 属性框单击每秒位数选择38400单击数据位选择8单击奇偶校验选择无单击停止位选择1单击数据流控制选择XON/XOFF单击确定HAAS 以太网特点:•HAAS 以太网以比标准串行通讯大约快10倍的传输速度来传输数据。
•该选项可以用于DNC ,并可以传输大容量文件。
•我们用的是10 base T网卡。
•我们用一个特定的嵌入式网卡与嵌入式处理器进行通讯。
大型以太局域网服务器集线器集线器简单的LAN(局域网)该装置使用相交渡线网络所必须的组件•适配器•协议•连接器•数据线适配器•物理硬件板卡或控制器能够建立网络层.•网络上的每一个装置需要一个适配器.协议•网络分层提供一种在该分层的两端通讯的方法.•协议相当于语言,一种结构化语言.连接器•我们使用RJ45连接器来支持5种类型的线路。
数据线•标准的5种类型的数据线.•从服务器到集线器,或从集线器到CNC 的数据线不能超过100米.•有些网络使用同轴电缆,它在链的一端中止(HAAS 不支持这种连接,除非修改他们的网络系统).数据线•标准插塞式电缆. CNC必须通过插塞式电缆与集线器连接,而集线器又必须通过插塞式电缆与计算机传输文件.•橙色/白色,橙色, 绿色/白色, 蓝色,蓝色/白色, 绿色, 白色/褐色,褐色•接•橙色/白色,橙色, 绿色/白色, 蓝色,蓝色/白色, 绿色, 白色/褐色,褐色数据线•相交渡线允许装置操作员将传送文件的计算机直接与CNC连接。
•橙色/白色,橙色, 绿色/白色, 蓝色,蓝色/白色, 绿色, 白色/褐色,褐色•接•橙色/白色,橙色, 绿色/白色, 蓝色,蓝色/白色, 绿色, 白色/褐色,褐色新的提高•不需要软盘.•在所有的协议上,Zip和Enet选项可以同时工作.•增加了TCP/IP 协议.•允许所有的用户从控制器直接操纵服务器来获得所需的信息新的提高•建立了一种新的连接类型,它使得用户可以不再使用NET, ZIP 或Floppy,而直接使用这种连接方式。
(设置134).•HAAS已经安装了软件和驱动器,可减少客户的安装工作。
参数设定ADV TCP(A)CNC NAME:XXXXXXXTCP/IP CONFIGURATION(B)ENABLE DHCP:OFF(C)TCP/IP: IP地址(D)SUBNET MASK:255.255.25530 子网掩码(E)GATEWAY: 网关地址(F)DNS/DHCP: 空(H)DOMAIN/WORK: 工作组名NET SHARE(J)HOST NAME: PC主机名(K)PATH: PC共享目录路径(L)USER NAME: 登录PC的用户名(M)PASSWORD: 登录PC的密码REMOTE HARD DRIVE ACCESS(N)ALLOW HD:FULLDEVICE(P)FLOPPY: ON/OFF (Q)HARD DRIVE: (R)USB: (S)NET SHARE:DNC •参数57 和设置55•8千字节的内存•限制–不能改变模式–不能有子程序–不能在车床上进行固定循环–不能进行后台编辑•图形哈斯硬盘驱动器按到新的”文件管理器”页面左边是驱动器窗口,右边是目录窗口左、右键可在两个窗口间切换按按两次选择硬盘驱动器并显示其目录按回到目录窗口按加亮所需的程序按选择如要复制程序按选择目标驱动器. 输入新的文件名按FNC 可直接从硬盘或网络运行程序文件数字控制,FNC加亮所需程序按按<CYCLESTART>.注:在FNC,子程序必须在同一目录程序不能被编辑实验•讲义的使用–用RS-232 把你的电脑和控制系统连接起来直接数据控制编写一程序–设置一台电脑并通过E-Net 端口将电脑同控制系统连接起来–用压缩盘直接数据编程–从压缩盘上复制一文件哈斯自动数控机械(上海)有限公司应用部。